

Mes différentes réalisations
Commande au pied du frein (Réalisation)
Je désire actionner le frein par une commande au pied via un cable

débit des fers, du méplats et du tube
Concernant le tube, il sera enserré entre deux méplats et centré par des bagues

usinage des bagues (elles sont taraudées à M10)

les bagues de maintient du tube
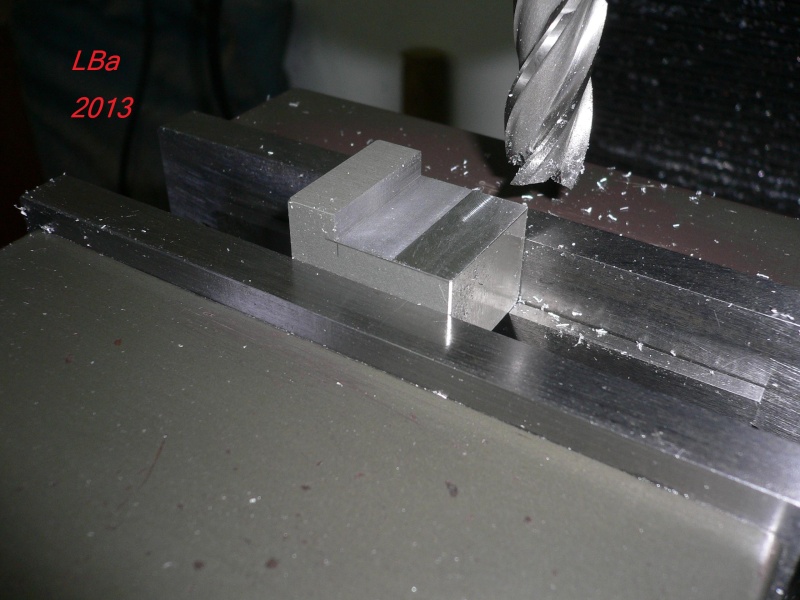
usinage des axes d'articulation du systéme

usinage d'un axe
aprés retournement de la piéce :
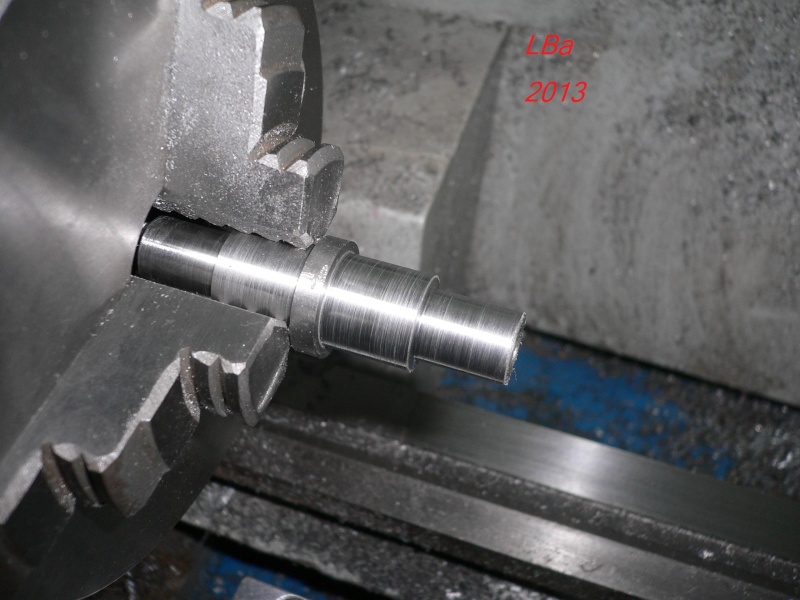
usinage du second axe
aprés séparation à la scie des deux axes

dressage de la face

les deux axes sont usinés
les axes sont montés à serre (phi 16 mm ) dans un méplat
l'autre en rotation (phi 12 mm)
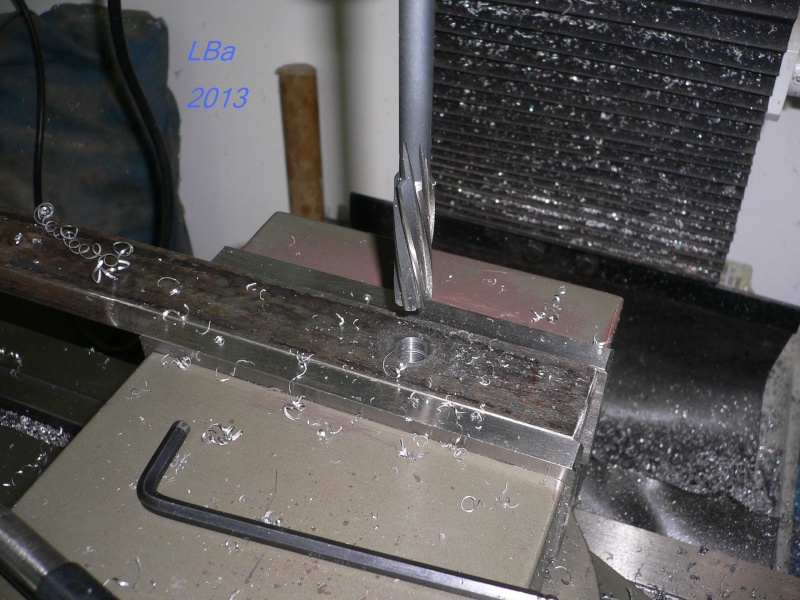
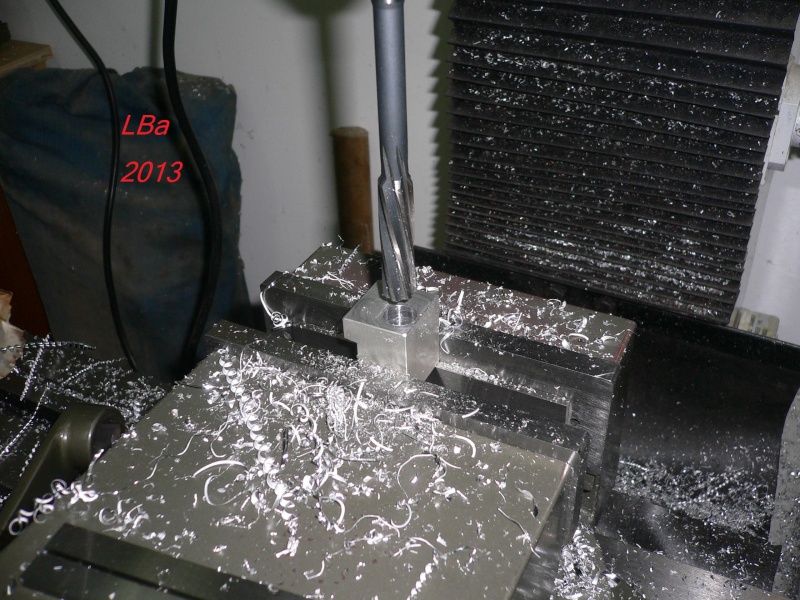
alésage du phi 12 ((rotation) à l'alésoir machine
essais du phi 12, bonne rotation
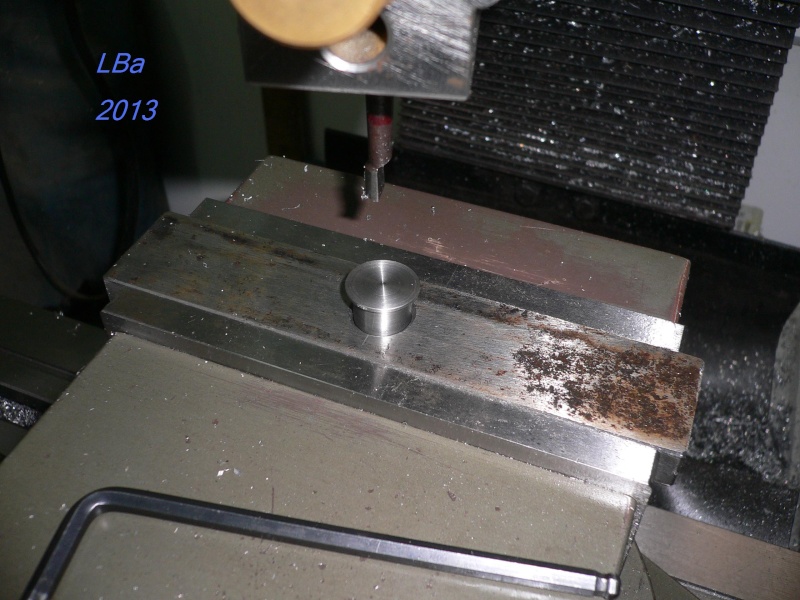
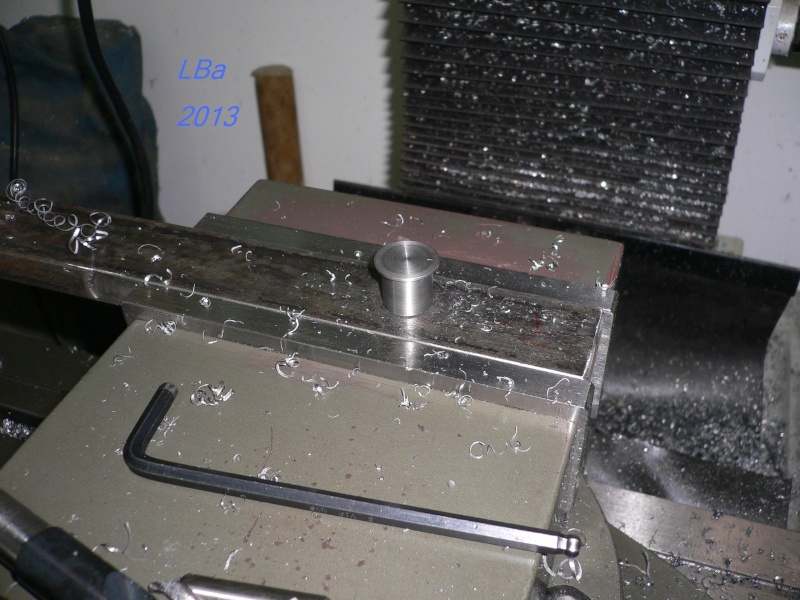
alésage du phi 16 mm à la téte a aléser, montage serré
dans la foulée, alésage pour noyer la téte de l'axe
essais de la téte de l'axe, elle ne dépasse pas , c'est validé

l'axe est emmanché à serre

les bras et supports sont pré-montés
Systéme pour le cable/gaine
usinage d'un axe épaulé pour arret cable

filetage de l'axe à M6 à la filiére à main
j'ai fais une entrée (phi 5 ) sur l'axe pour faciliter la prise de filiére
de plus j'utilise une filiére réglable
controle avec un écrou

l'axe est usiné, reste le trou de passage du cable à faire

usinage d'un axe pour l'arret gaine et la tension
méme opération que précedenment, mais à M8
essais de l'écrou M8

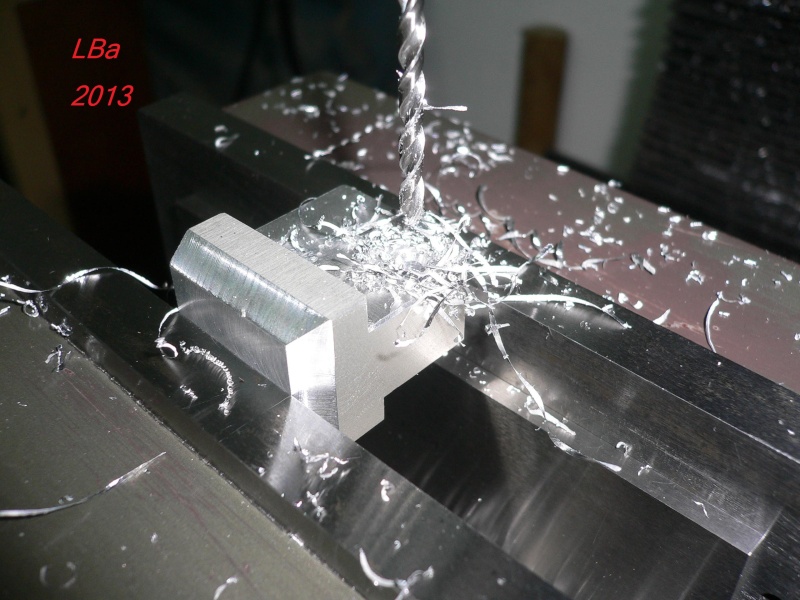
perçage du passage de cable sur l'axe d'arret de celui-ci

perçage,alésage de la fixation de l'axe arret cable
vérification de l'ajustement de l'axe/bras
celui-ci est glissant/tournant, libre sans jeu

perçage/ alésage de la fixation de l'axe d'arret gaine sur le support
vérification de l'ajustement, comme le précédent, libre/tournant sans jeu

perçage/taraudage de l'axe arret gaine, pour la fixation de l'arret et son contre écrou

les deux axes montés sur le bras et son support

le cable est en place dans les axes
Aprés la mise en peinture des piéces (sauf le tube)
montage et mise en place sur le bati du tour

le support de barre sur le pied droit

le support de barre sur le pied gauche
et montage de la barre

la barre et le cable/gaine monté sur le pied gauche

coté pied droit ici
la position haute de la barre est assurée par deux ressort en traction
ressorts recyclés de tambour de machine à laver
restera la peinture sur la barre à faire
aprés réglage de la tension du cable de commande les essais d'arrét ont été concluant
l'efficacité du freinage est bien présent et immédiat
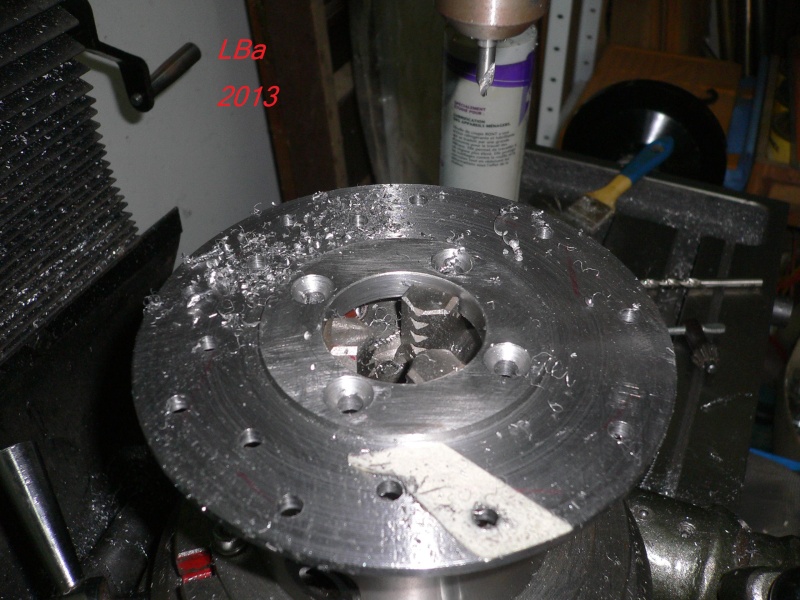
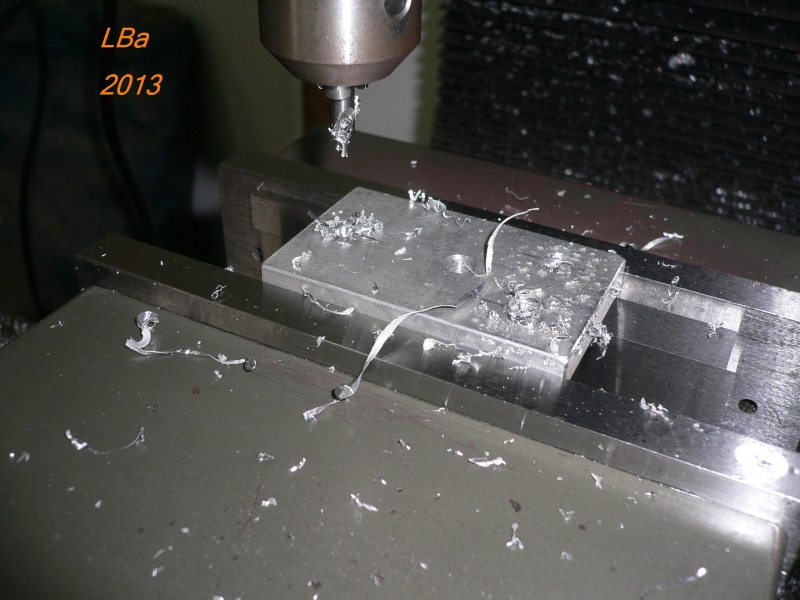
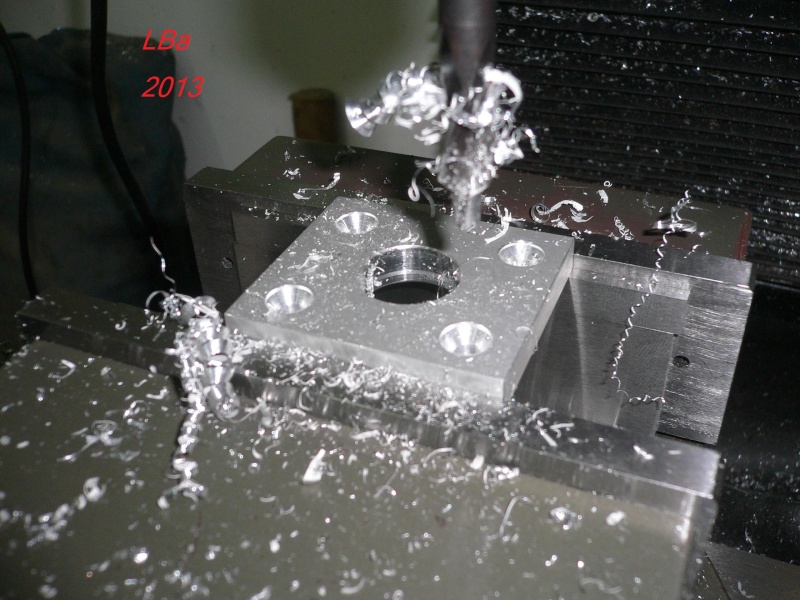
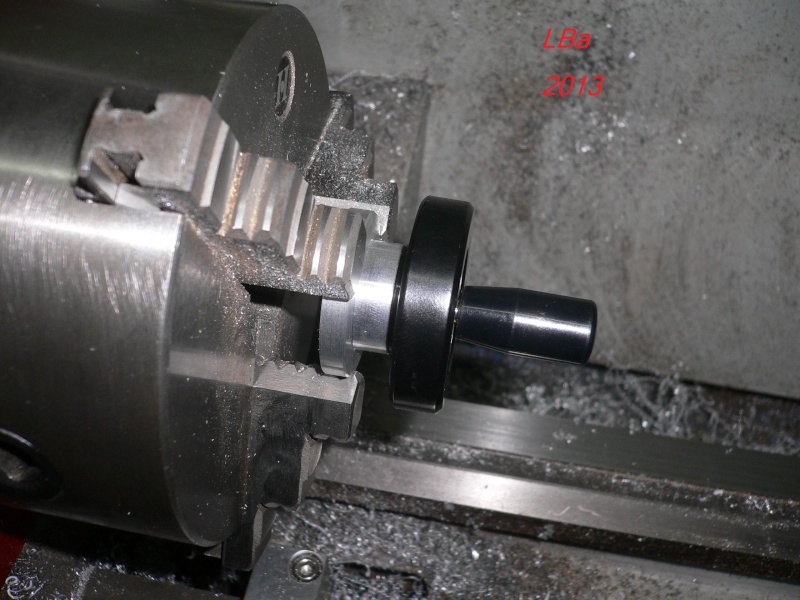
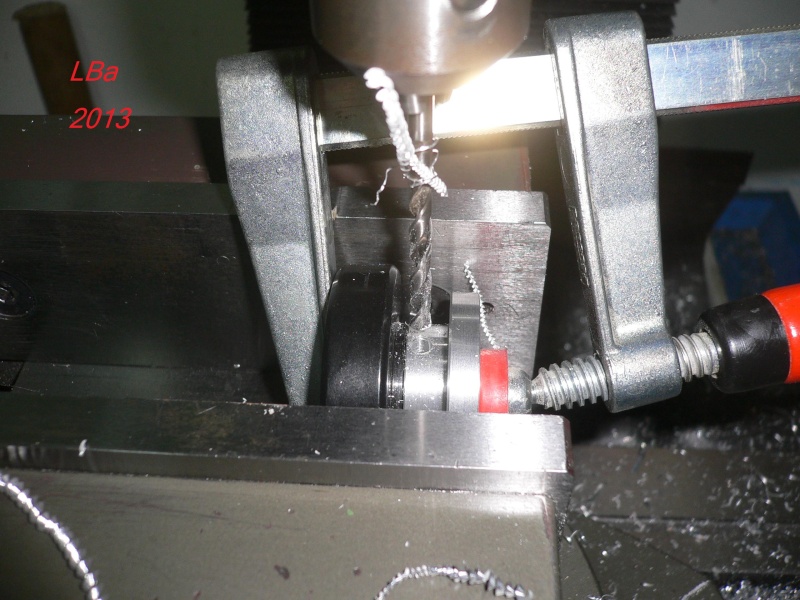
Perçage à la fraiseuse avec le plateau tournant de 4 phis 6 mm
pour la fixation du manchon sur la poulie

les tétes de vis sont noyées à cause du disque de frein

perçage/ taraudage de 4 M6 sur la poulie
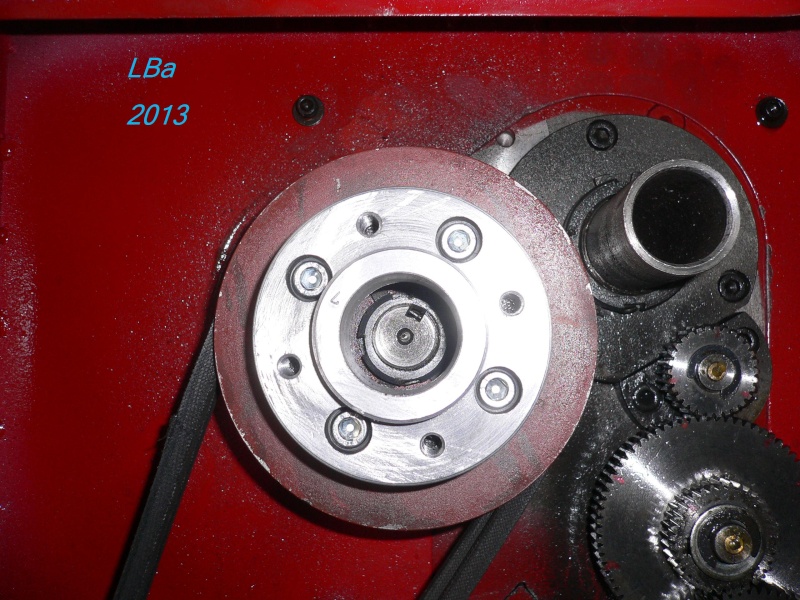
fixation du manchon sur la poulie
ayant vue que les disques étaient ventilés(je suppose) soient par des lumiéres, des trous ect...
je me suis contenté de trou phi 6 mm
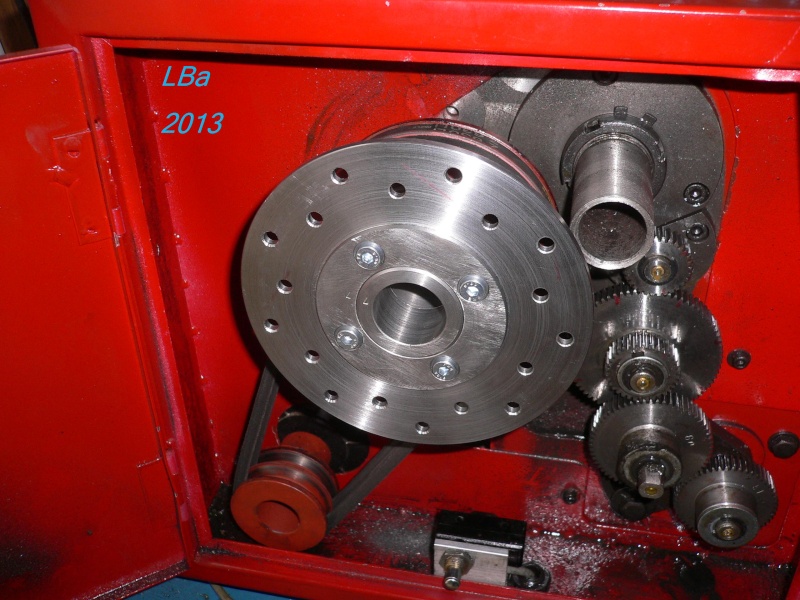
mise en place du disque sur le manchon
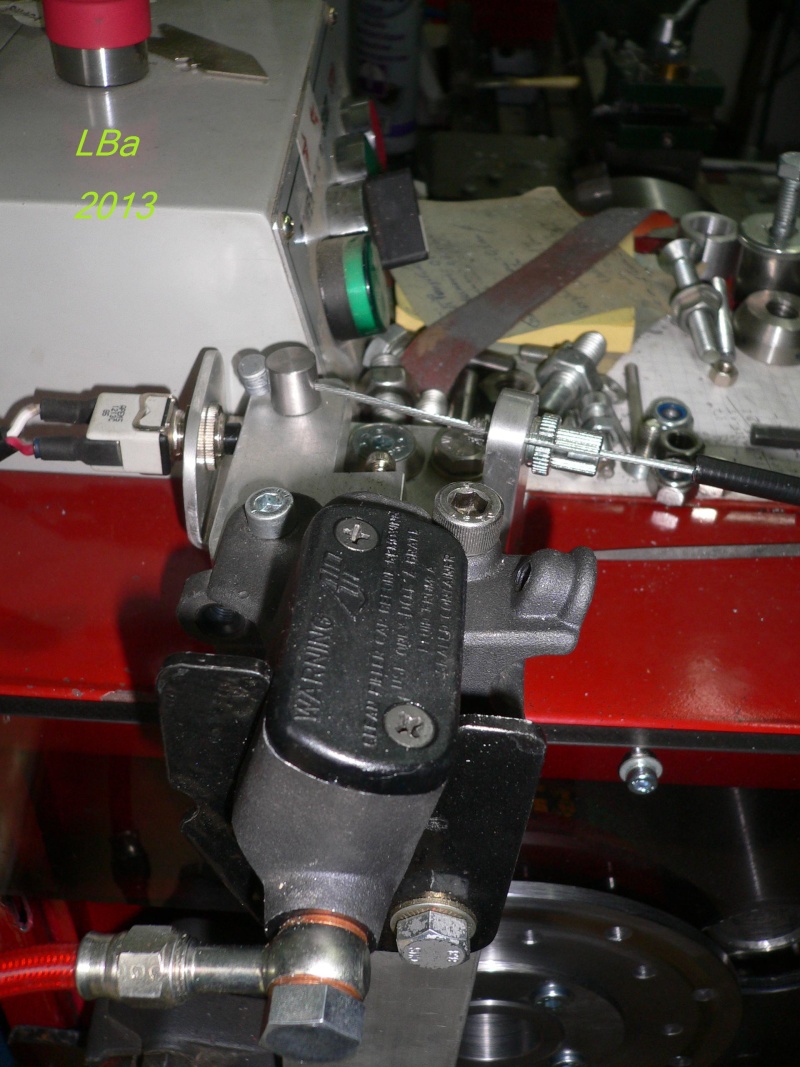
ceci étant réalisé, aprés avoir positionné le support étrier/maitre cylindre
pointage de sa position
pointage des 3 trous de fixation

perçage des trois phis 9 mm
pour la fixation, j'ai réalisé une plaque écrou dans un plat d'alu
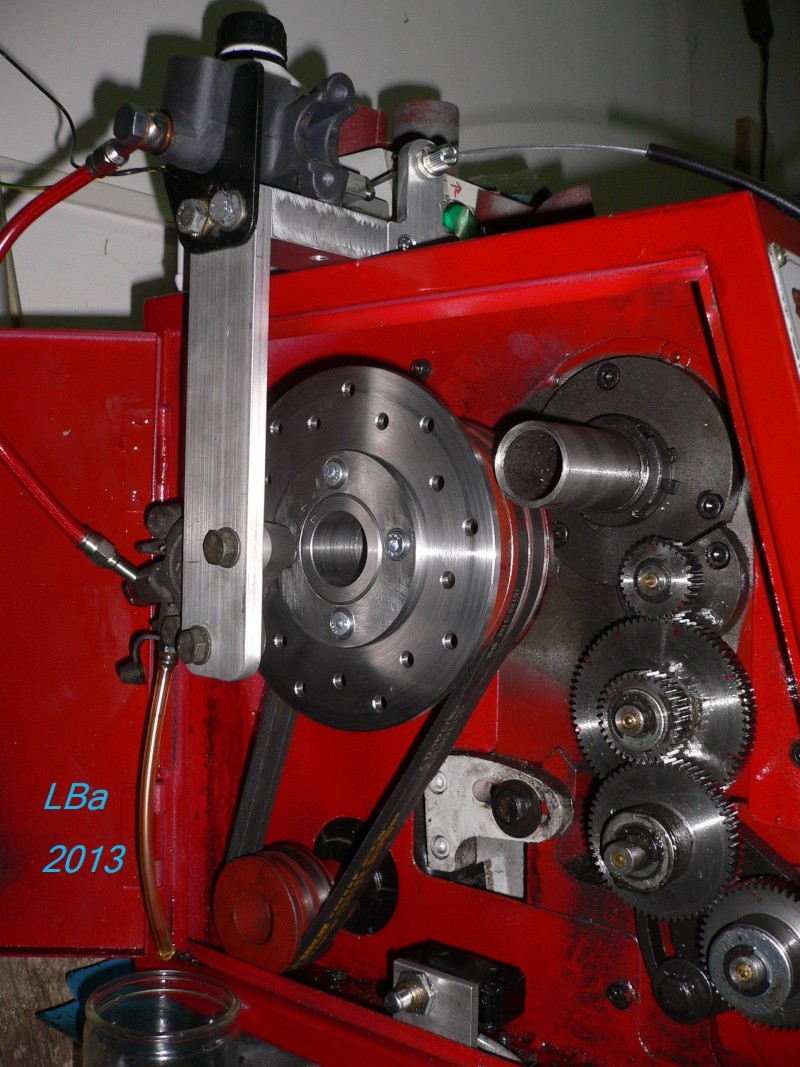
l'ensemble est en place
- reste à purger avant essais
- à modifier le carter de protection
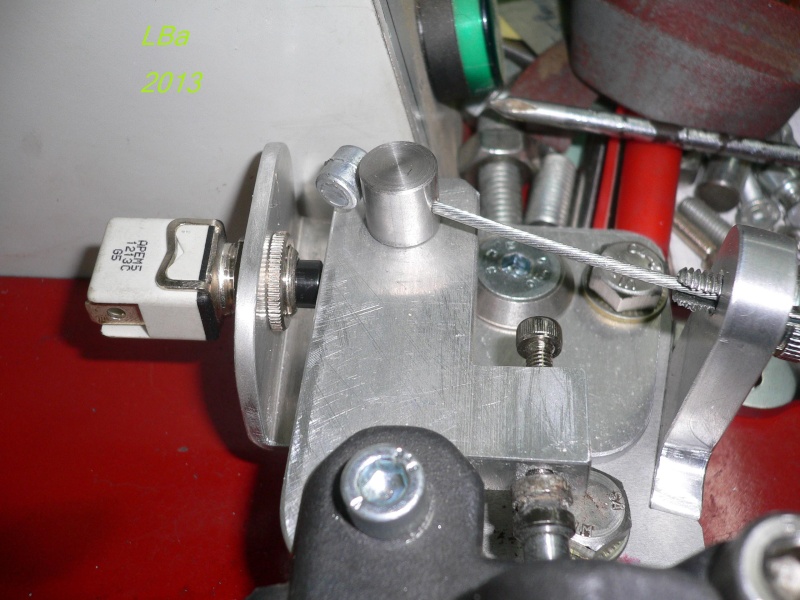
Sur le maitre cylindre, il y a un contacteur (à l'origine fait allumer le feux de stop)
pas de chance, je ne peux l'utiliser pour couper le moteur car c'est un N/F et il me
faut un N/O pour le mettre en série avec les autres contacts (contac de la porte, du carter
de protection du mandrin et arret d'urgence )
je n'ai rien de méme dimension pour aller en lieu et place
par contre j'ai un micro bouton poussoir, me reste un support à faire pour le monter
dans de la corniére alu de 4 mm d'épaisseur taillage du support

la piéce réalisée
le bouton en place sur l'équerre, et celle-ci sur le support
j'ai été obligé de remplacer une vis téte H par une téte fraisée et rondelle cuvette, car l'écrou
du support arrét cable tapait dedans
la purge du circuit à commencé, premier essais d'arret concluant
Fabrication protection en remplacement de la porte
la porte d'origine enferment les pignons /courroies/poulies a été supprimée et remplacée
par une protection en lexan maintenue par vis métaux/inserts
sur le lexan il me fallait un trou de 85 mm, ma plus grosse scie cloche ne fait que 63 mm

perçage du lexan à 63 mm à la scie cloche
pour agrandir le trou à 85 mm , aprés avoir fixé le lexan sur un morceau de mélaminé à
l'aide de deux planchettes en bois, j'ai agrandi le trou à la téte à alésée sur la fraiseuse

passage de 63 à 85 mm à la téte à alésée
aprés une découpe pour le passage de l'étrier de frein, pose du lexan de protection en lieu et place de la porte

maintenant j'ai vue sur la pignonnerie
vue d'en haut
me reste à faire une protection pour le disque de frein en pensant à sa ventilation
Tour S-6125C assistant vernier chariot transversal
Sur ce genre de tour d'établi, le vernier du chariot transversal n'est pas tip-top
les graduations sont au dixiéme de mm, pour réaliser une cote au centiéme,
c'est chaud
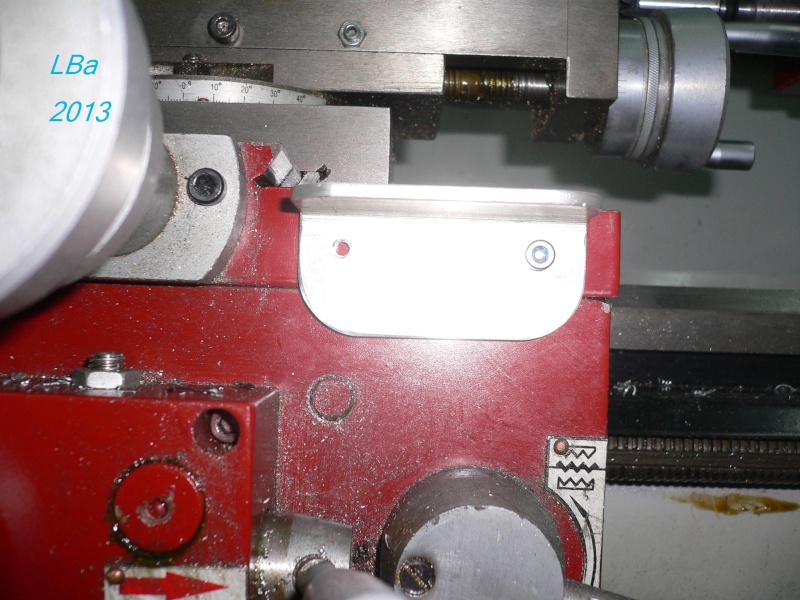
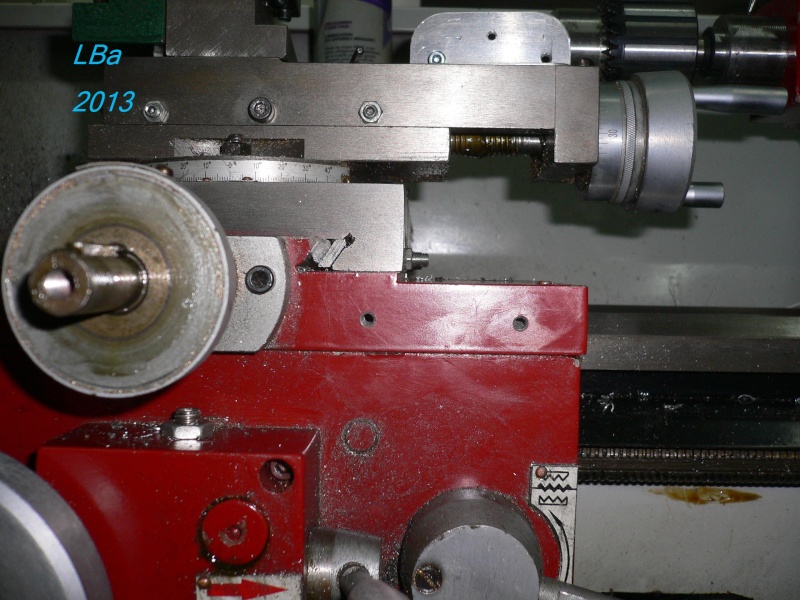
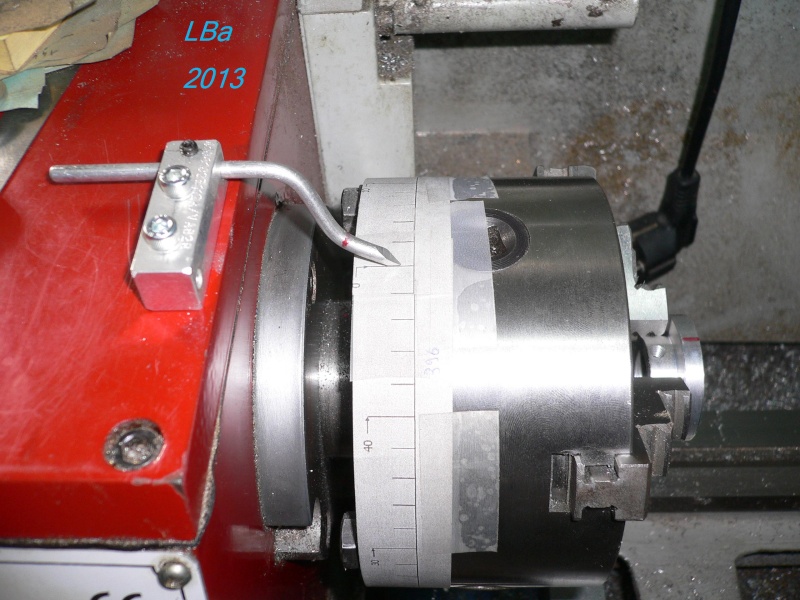
avec un index de lecture comme ça d'origine
dans un premier temps, j'ai remplacé cette index par un morceau de réglet
auto-collant
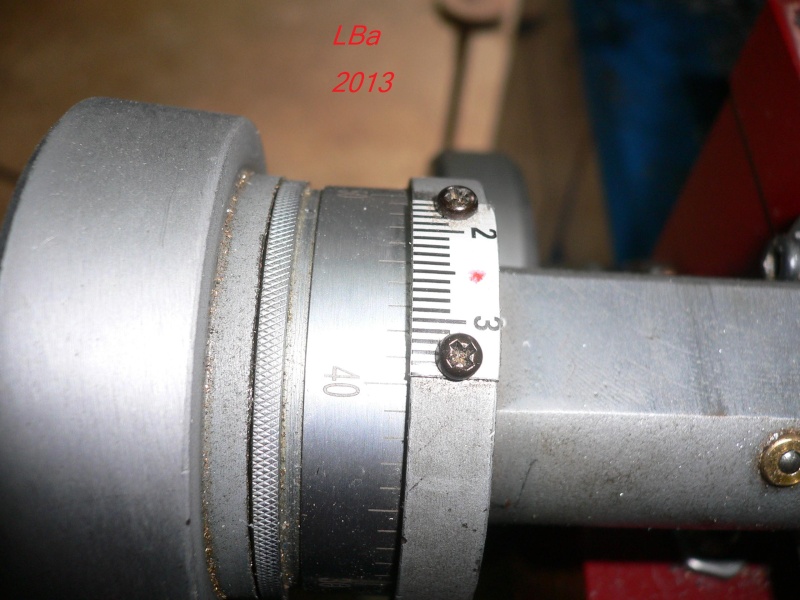
méme si il y a une division de trop pour 10 mm divisé, c'est moins mal qu'à l'origine,
j'utilise le systéme depuis quelques mois déja
sur deux forums, des personnes ont parlé de ce type d'appareil

à l'origine, ce serait pour mesurer la pronfondeur des stries de pneu
méme si la course n'est que de 25 mm, vue le prix, ça pourrait remplacé
une Dro à pas chére
le temps que germe une idée d'adaptation , et l'occasion d'une commande sur un site
qui en vend (RC machine en l'occurence), la reception de l'engin,
le tout réuni, y'avait plus qu'à

sous l'étiquette sont cachées quatre vis d'assemblage du boitier
j'ai démonté pour ébavurer la partie coulissante du systéme, trop dure à mon gout
et pour l'utilisation à laquelle le systéme est destiné
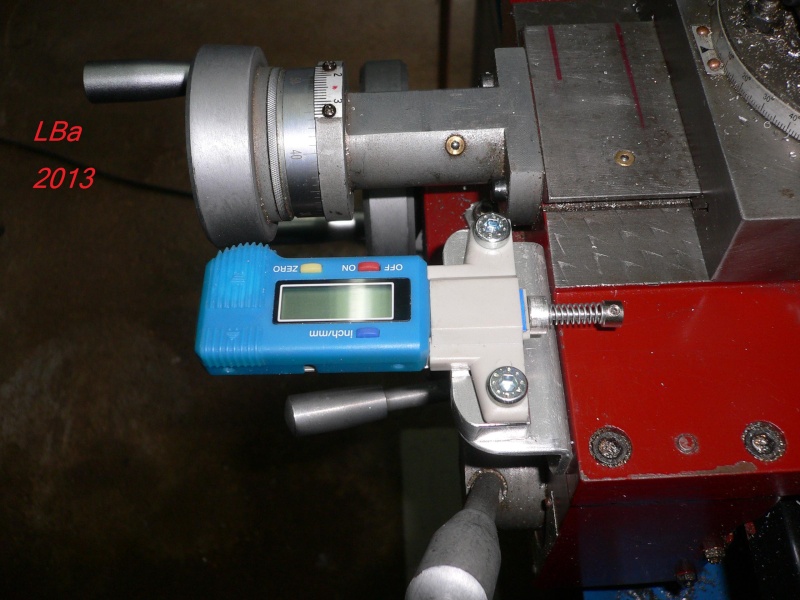
pour le rappelle de la tige, j'ai mis un ressort maintenue par une bague
(de timonerie de servo de voiture RC) le boitier est fixé sur un plat alu

le plat alu usiné
je veux le systéme démontable rapidement, deux vis à démonter dans mon cas

comme cela
on peut voir le ressort de rapelle et les bagues
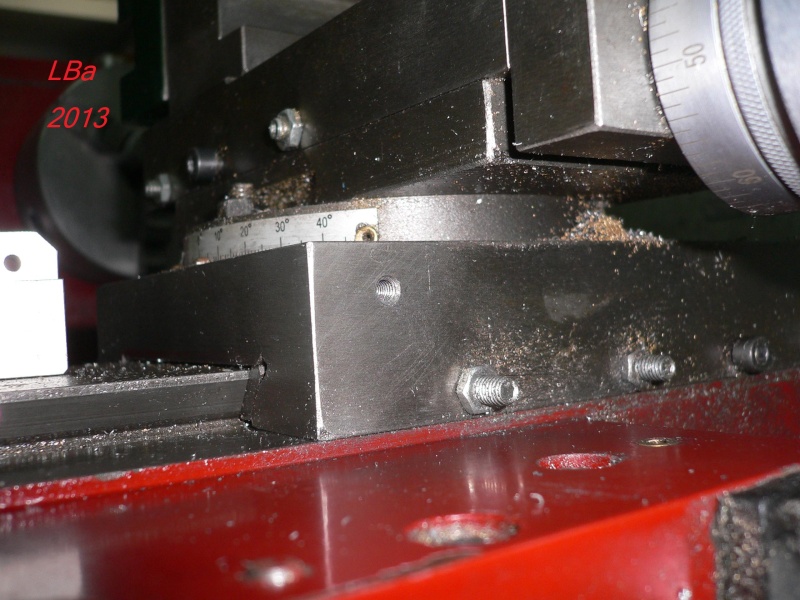
ce plat est fixé sur une équerre rapportée (à demeure) sur le chariot transversal
du tour
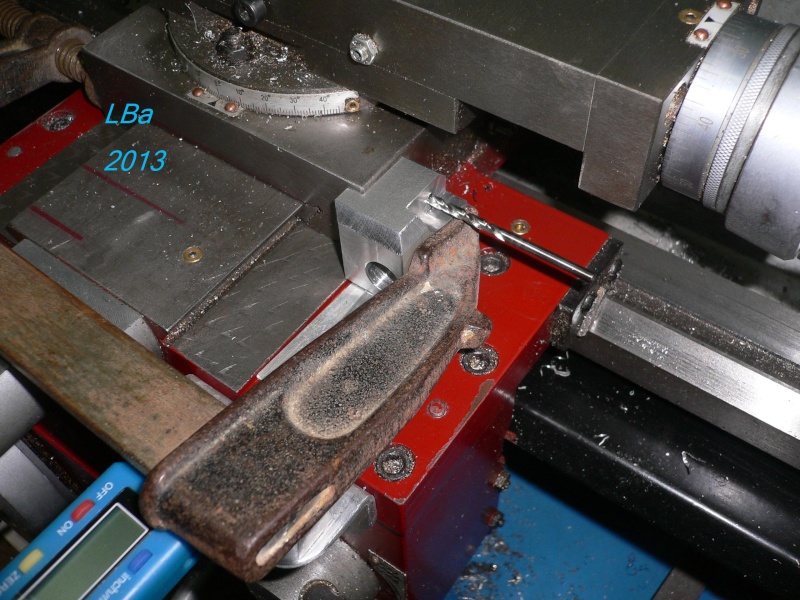
premiére fixation de l'équerre sur le chariot, c'est un M4
pointage du second M4 de fixation de l'équerre
le second M4 effectué

l'équerre est positionnée et fixée
contre perçage de la fixation du plat sur l"équerre
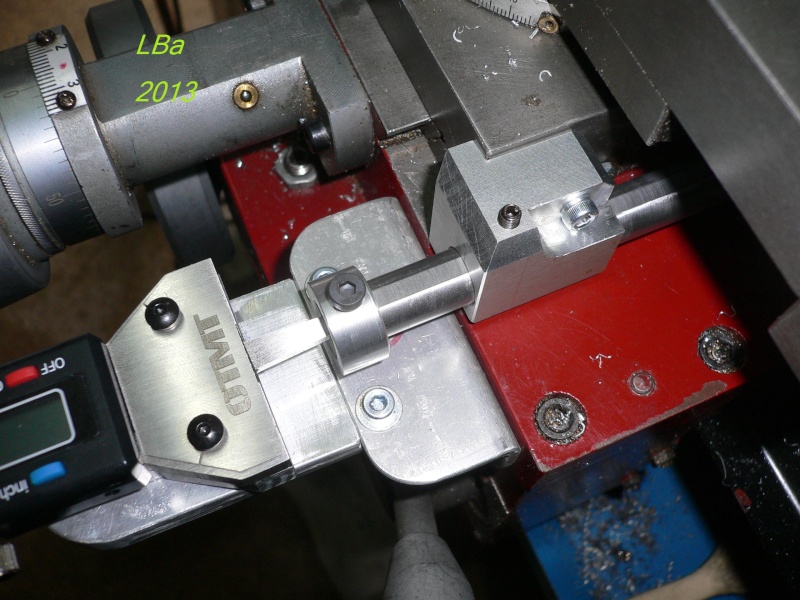
le boitier fixé sur l'équerre solidaire du trainard
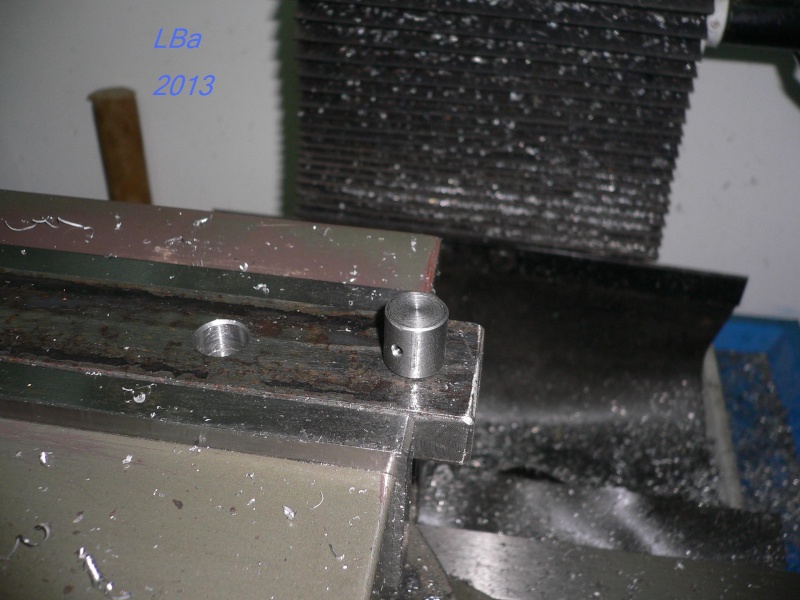
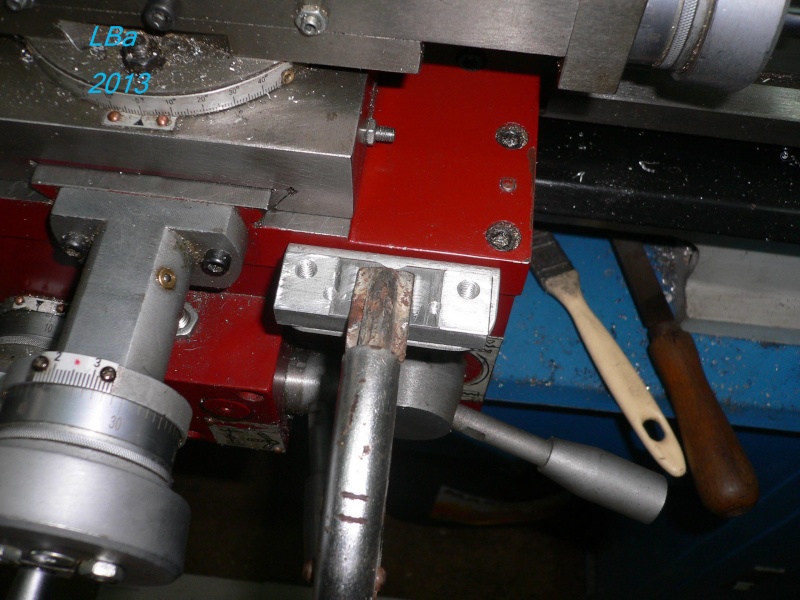
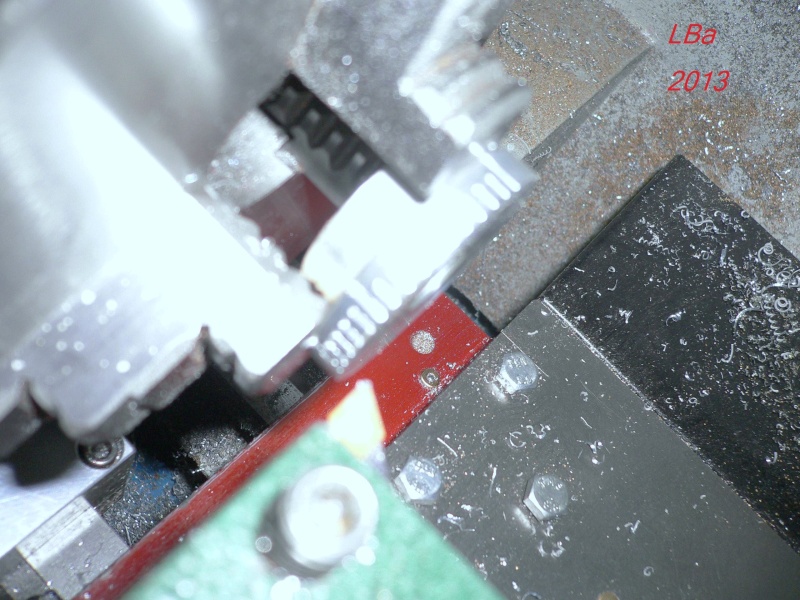
Un rond (fixé sur un support) viendra appuyer sur la tige de l'appareil lors
du déplacement du chariot transversal
la course du systéme étant faible (25 mm) le rond d'appui sera réglable

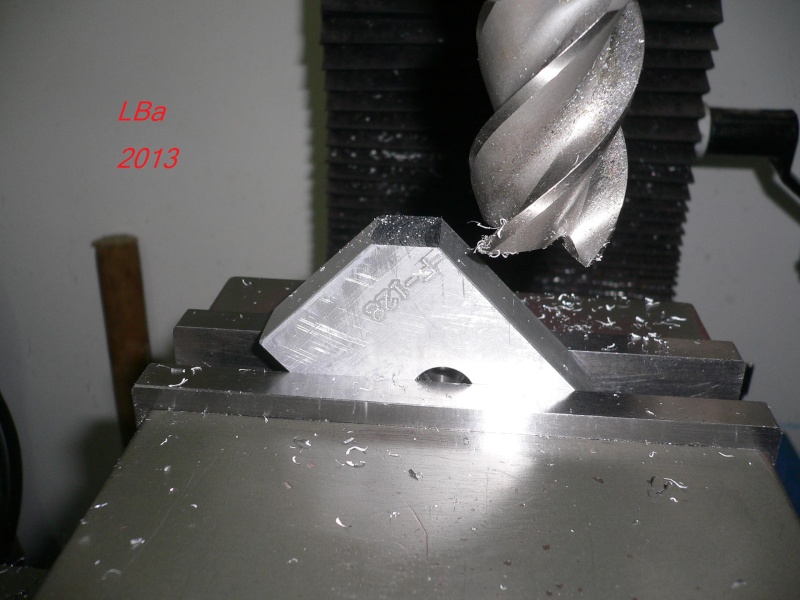
fraisage d'un dégagement sur le support
alésage à 12 mm du passage de la tige d'appui dans le support
aprés avoir fraisé quelques angles à 45°,
perçage d'un phi 4,2 mm pour la fixation du support sur le chariot
pointage de la fixation du support sur le chariot
le M4 de la fixation du support sur le chariot
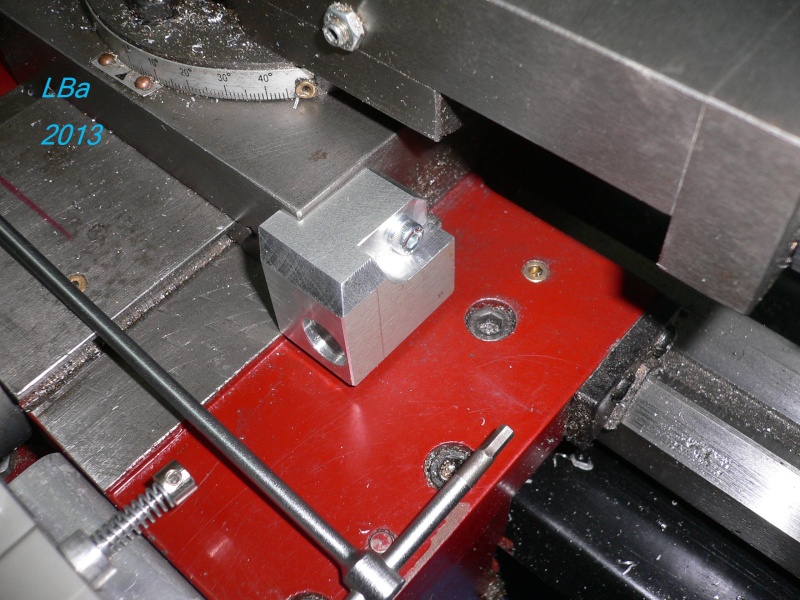
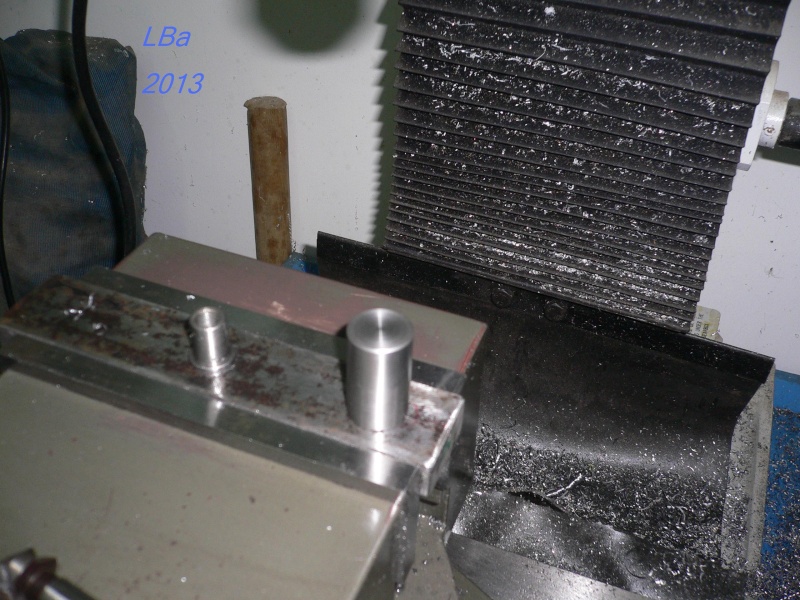
le support en place sur le chariot
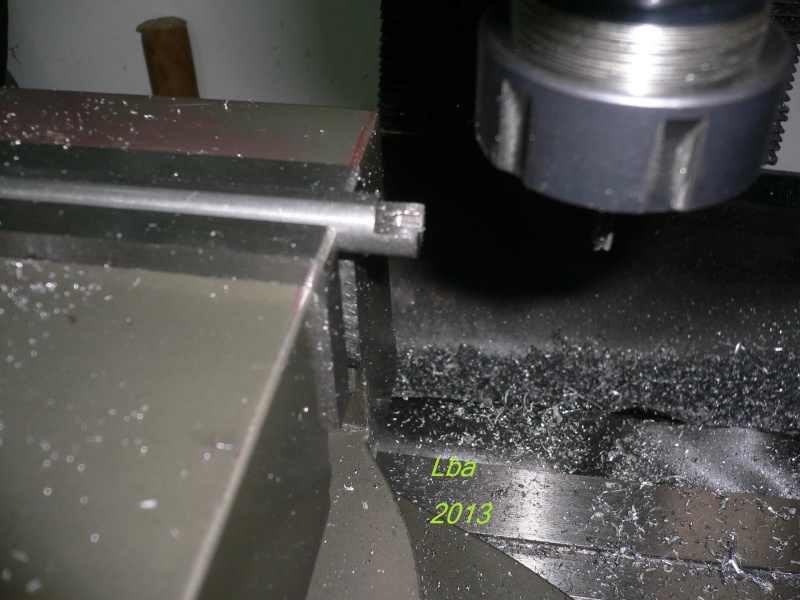
tournage de la bague d'arret de la tige d'appui
taraudage d'un M4 pour blocage de la bague sur la tige
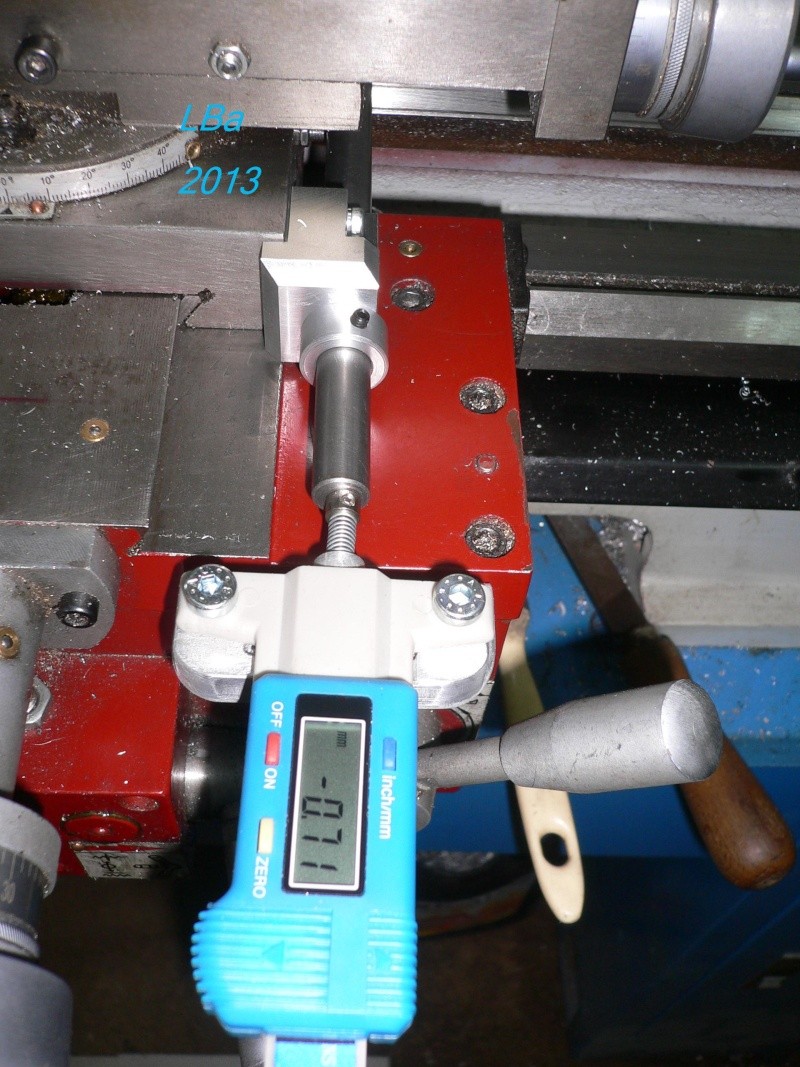
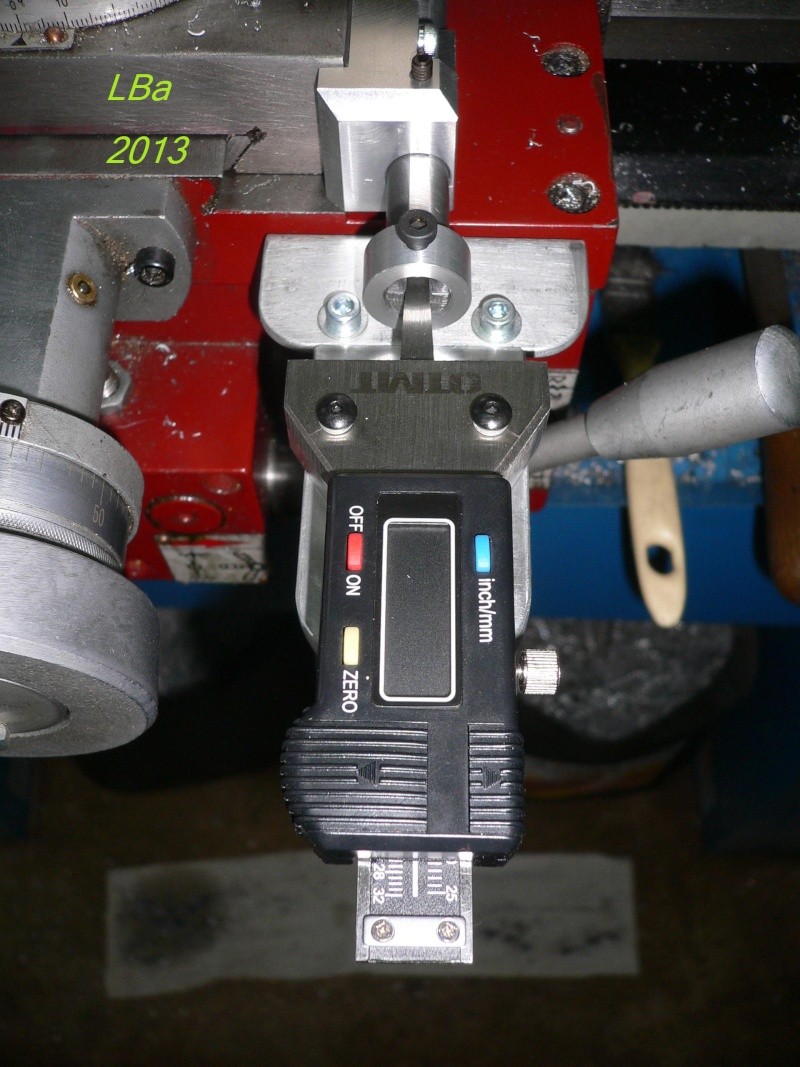
le systéme en place sur le tour
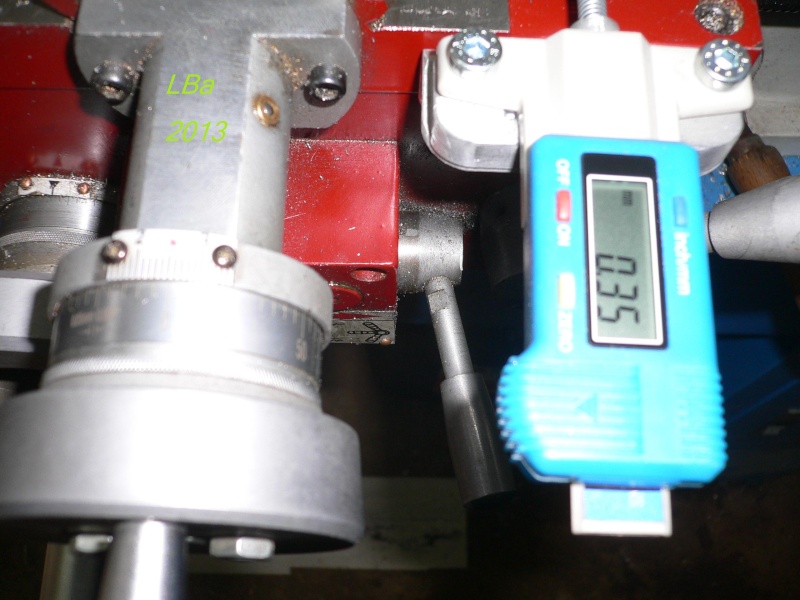
control de déplacement
Probléme: un déplacement de 5 divisions du vernier soit 0,5 mm et le systéme
indique 0,35 mm, l'électronique ne serait elle pas fiable ?
à confirmer à l'utilisation !
Bon c'est bien ce que je pressentais c'est merdique !
petit prix = piétre qualité
j'en ai acheté un autre (plus chére), car le systéme me séduit

qualité nettement meilleur, la régle est en acier et non en plastoc
d'ailleur la régle est du méme type que celle de visualisation linéaire (graduée)

apperçu de la régle
le poids n'est pas le méme beaucoup plus lourd, ce boitier m'inspire plus
n'ayant pas les mémes dimensions, je suis dans l'obligation de réaliser un nouveau support
C'est parti :
dans du plat d'alu

traçage de la forme du boitier pour usinage
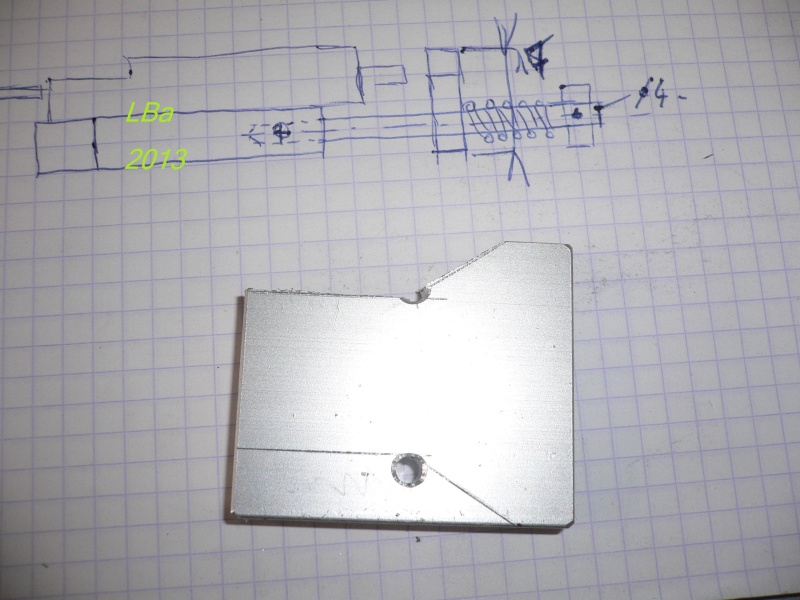
ébauche d'un coté à la scie à métaux, manuellement
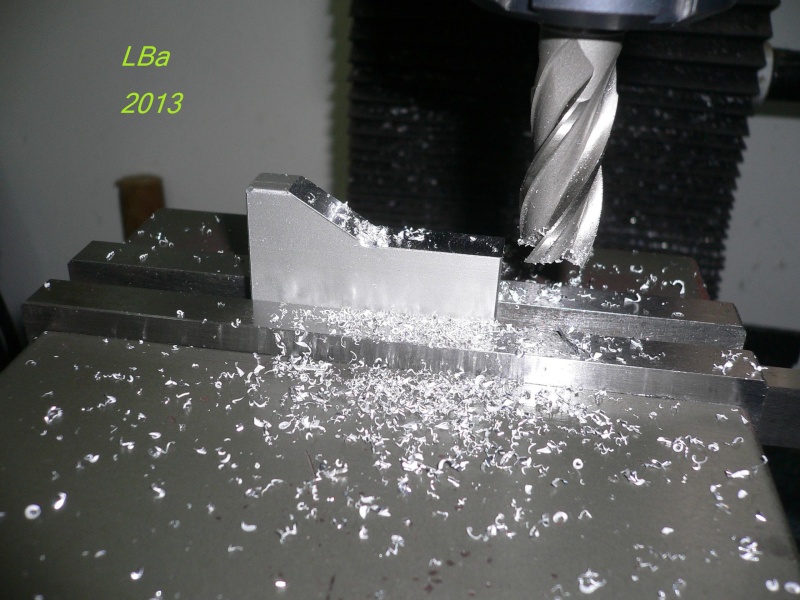
fraisage de la coupe d'ébauche
méme punition pour le second coté

fraisage d'un épaulement de dégagement pour le boitier

fraisage d'un épaulement pour fixation sur la corniére qui est déja fixée
sur le chariot tranversal du tour
sur ce plat, sera fixé le support du boitier
les dimensions des deux boitiers n'étant pas les mémes, j'ai du m'adapter

perçage/taraudage pour la fixation sur la corniére

j'ai réalisé cette version de rappel en position par ressort, mais aprés essais
elle fonctionne mal
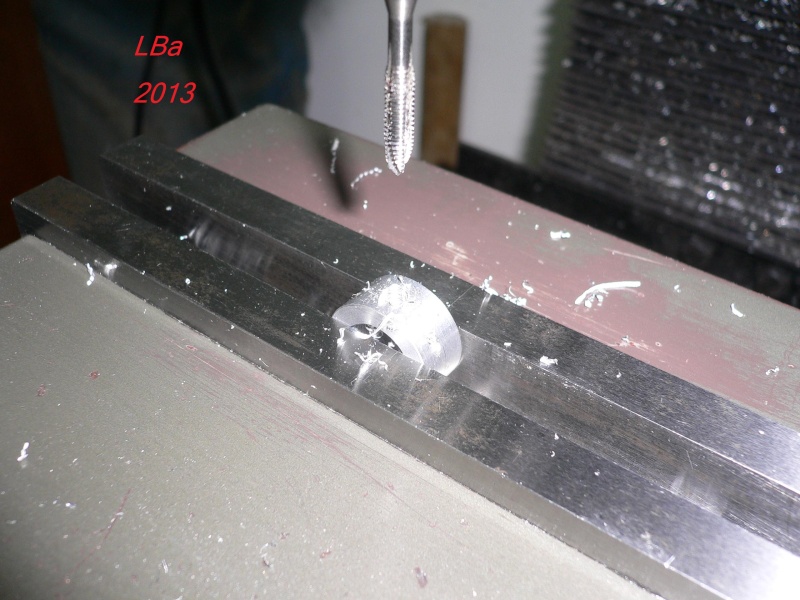
donc j'ai solidarisé directement le bout de la jauge sur la tige de butée
pour ce faire, j'ai usiné le bout de la tige butée
l'embout de la jauge rentre dans la rainure de 4 mm et est maintenue en
place par pincement avec une bague comme ceci :
la liason est direct, déplacement fluide et fiable
avant la tige butée, n'était pas immobilisé, maintenant elle l'ai par une vis
sans téte de M4
dés premier essais, c'est pas mal, la mesure indiquée est en correspondence avec le vernier
par contre la mesure indiquée est au rayon et non au diamétre, va falloir y faire attention
en usinant, ne pas oublier de diviser par deux la profondeur de passe
Arbre porte meule / flasque meule/entretoise poulie
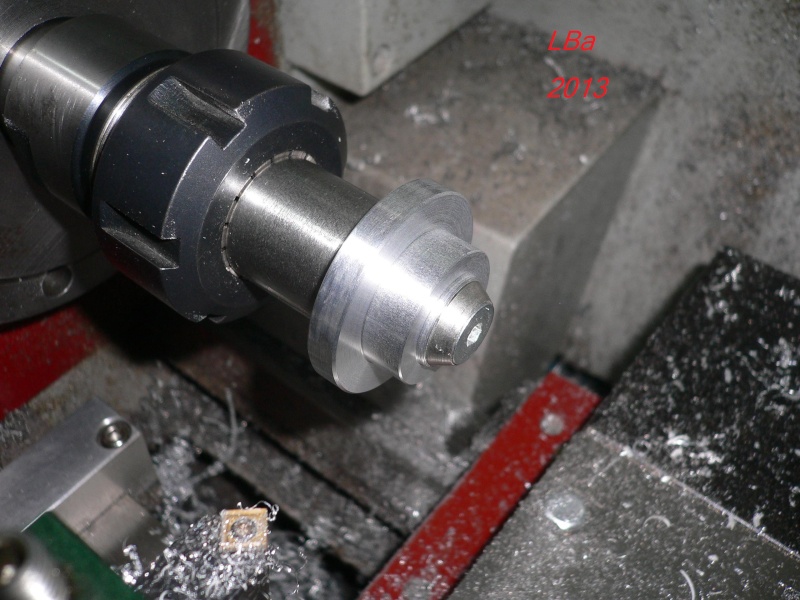
Réalisation d'une entretoise/flasque pour l'extérieur de la meule
piéce tourné dans du rond alu
alésage au diamétre de l'arbre
essais de l'arbre

usinage d'un dégagement afin de limiter la portée sur la meule
aprés retournement de la piéce
usinage d'un épaulement (passage dans flasque du corps support)

et usinage d'un chanfrein pour finir
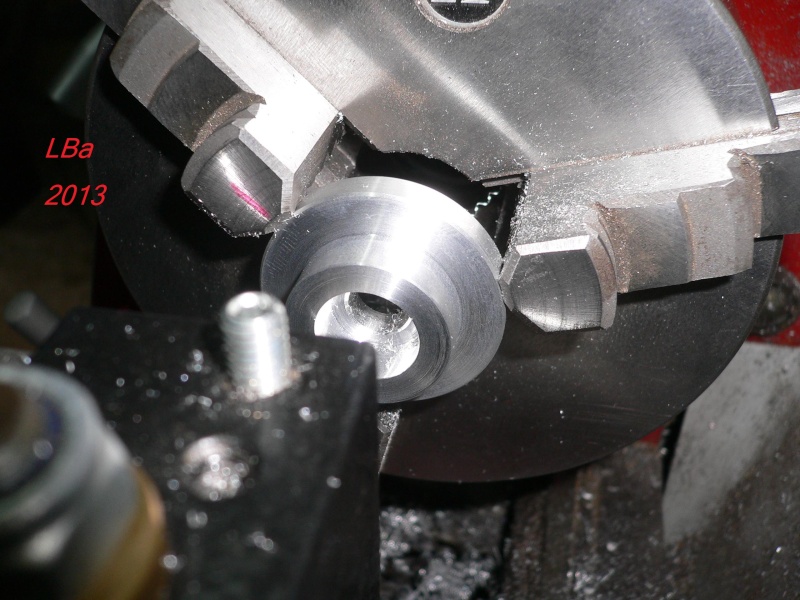
Entretoise poulie
réalisation d'une entretoise coté poulie réalisé dans du rond inox
usinage d'un épaulement (passage dans flasque boitier)
aprés retounement de la piéce, dressage face et mise à longueur :
alésage pour passage de l'arbre
vérification de l'ajustement
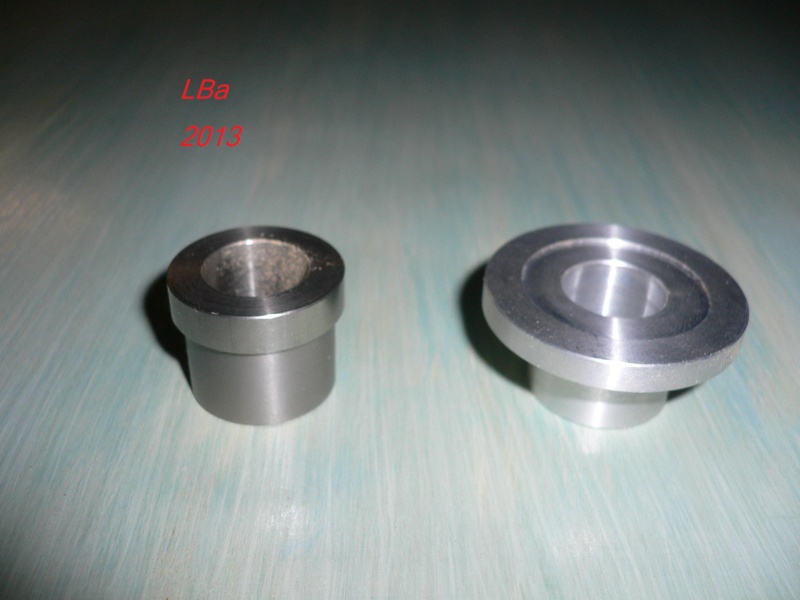
les deux piéces usinées

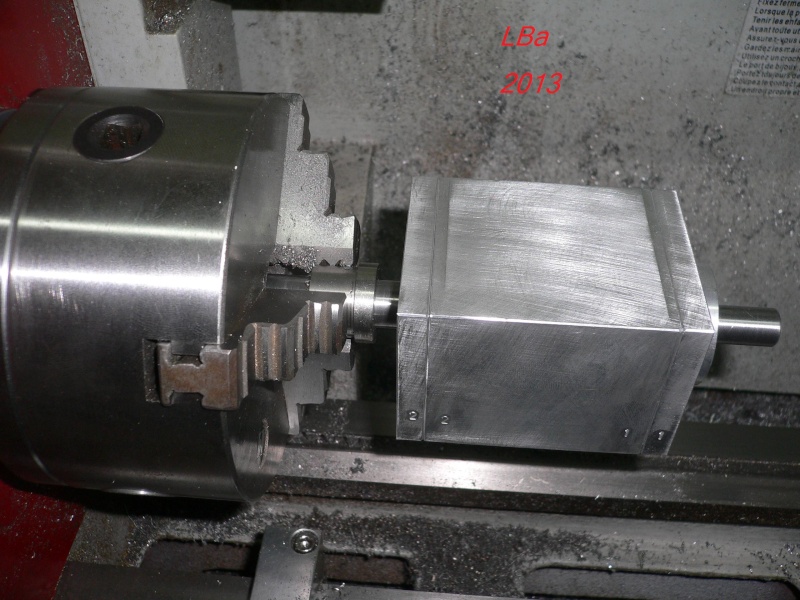
apperçu de l'avancement du boitier

en image redimensionnée, on voit mieux
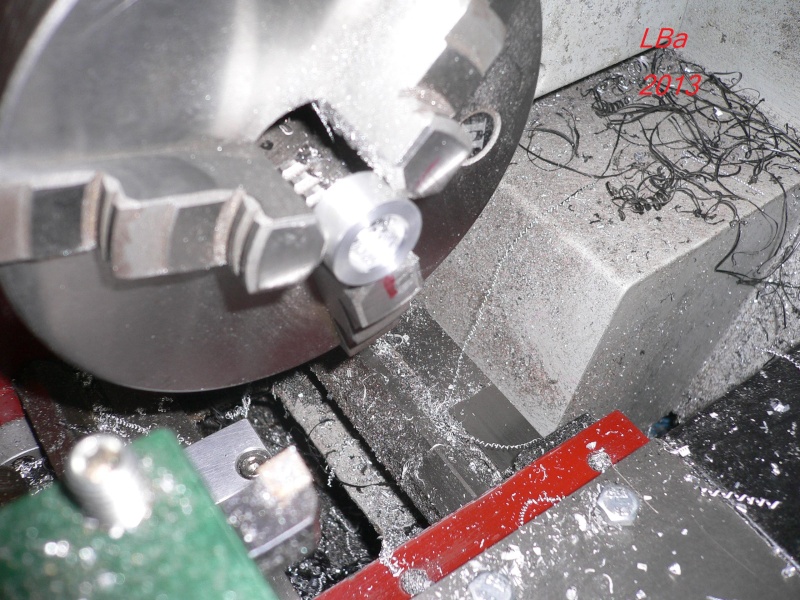
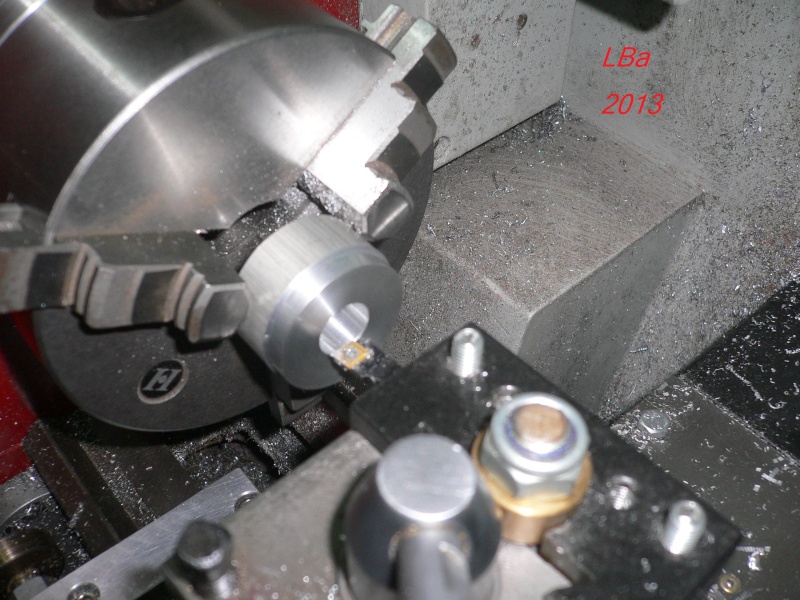
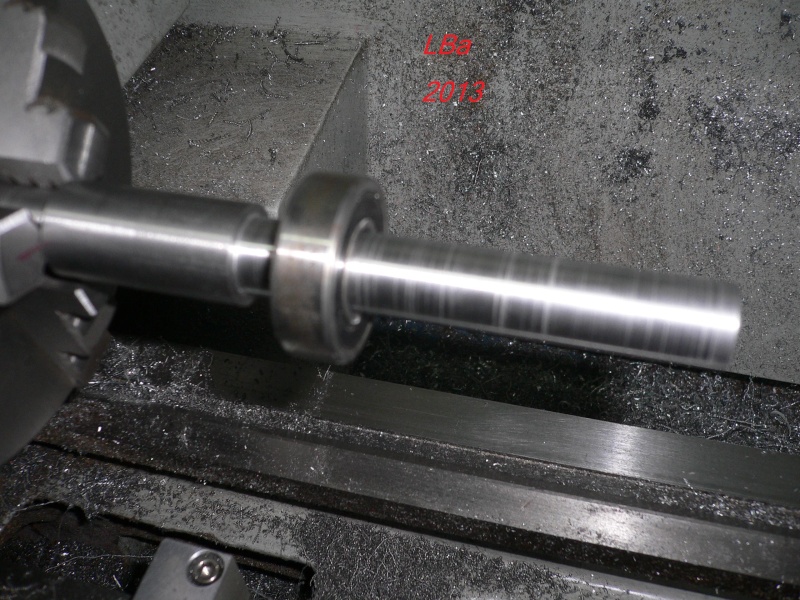
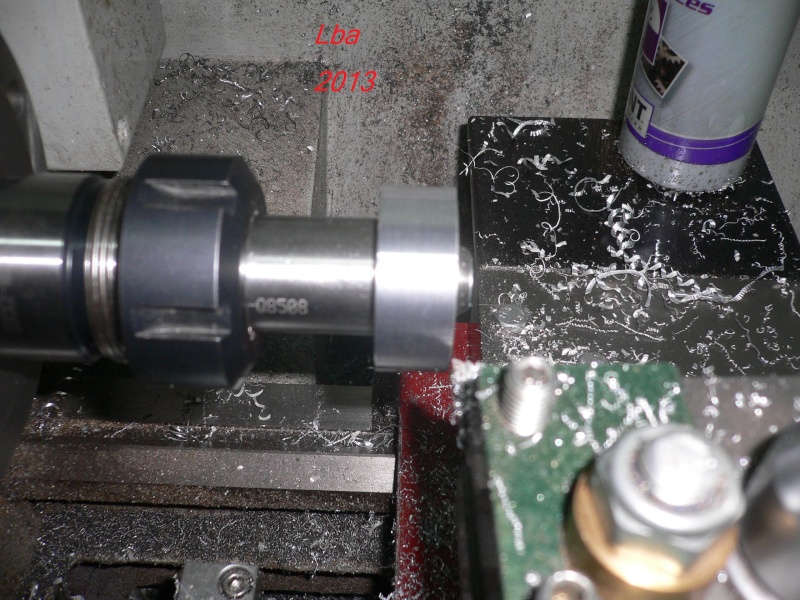
L'arbre est tiré dans du rond de 25 mm

usinage de la portée roulement (ici coté meule)

essais du roulement (montage serré, le roulement n'est pas à fond volontairement)

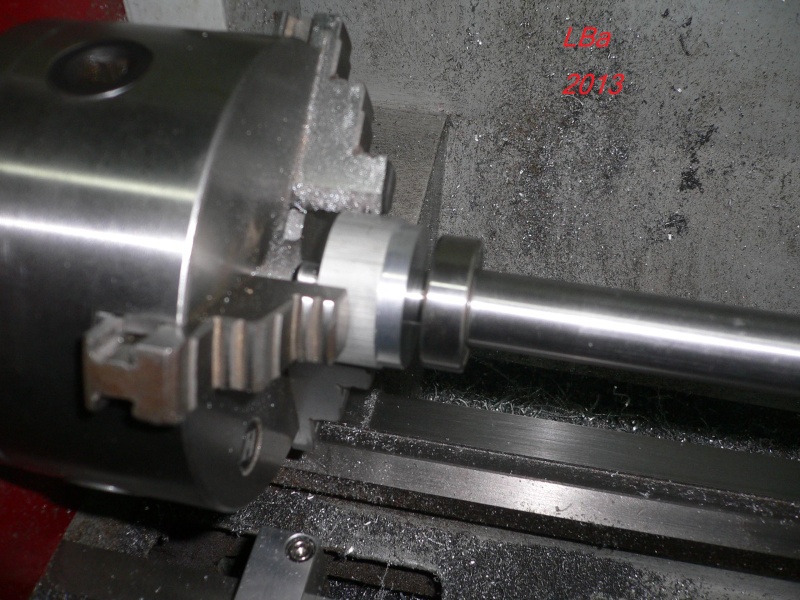
usinage de l'épaulement devant recevoir la meule
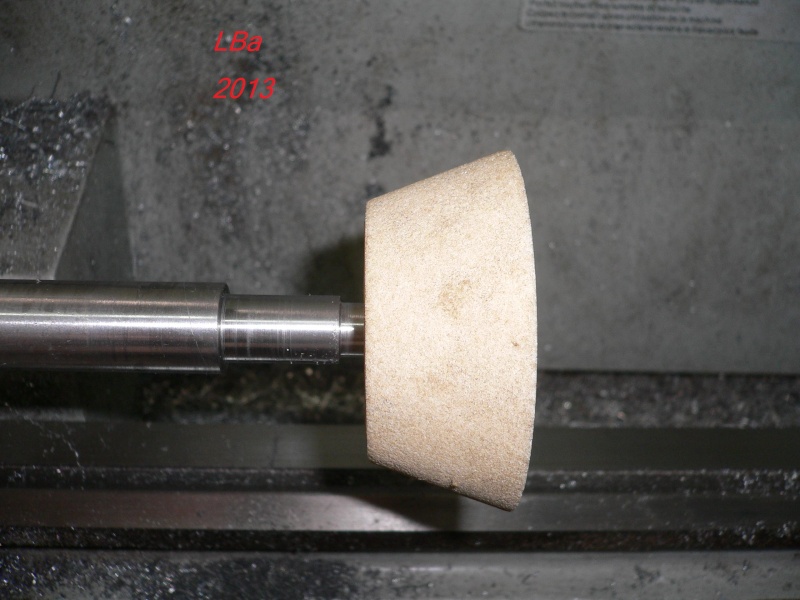
essais de la meule
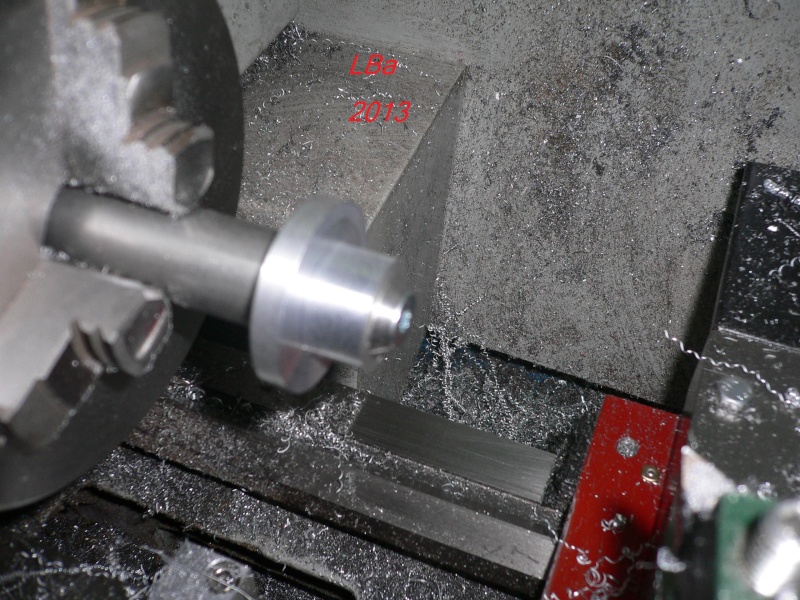
retournement de la piéce pour la suite des usinages

usinage de l'autre portée de roulement (coté poulie)
essais roulement
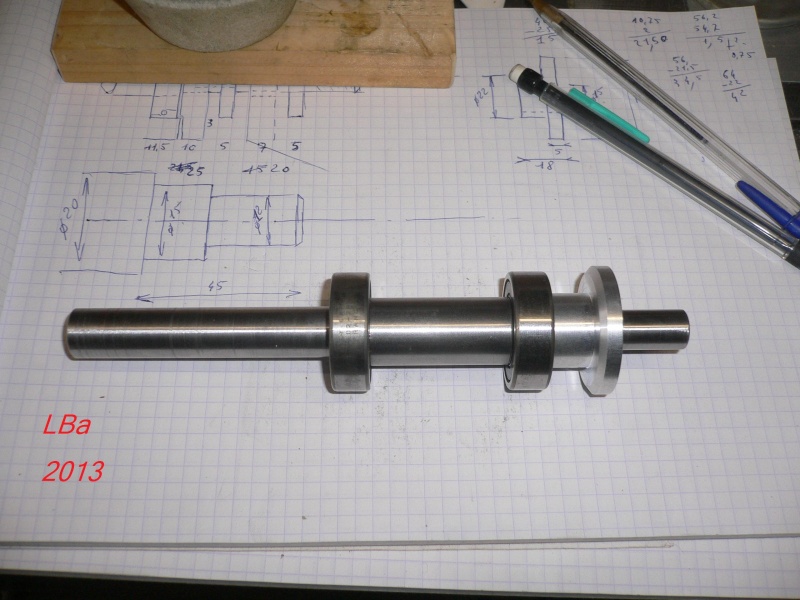
l'arbre et les roulements montés
on peut appercevoir le plan de la piéce, réalisé avec le logiciel 2 D de chez "Bic"
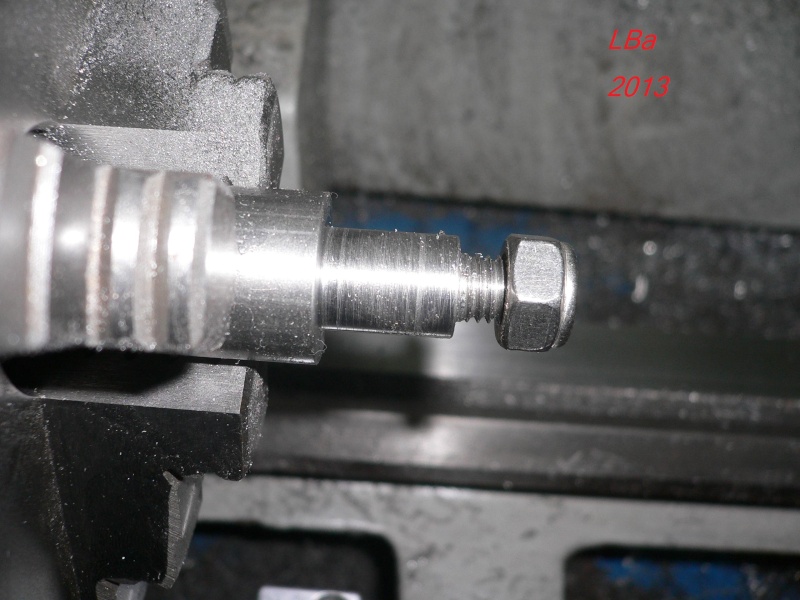
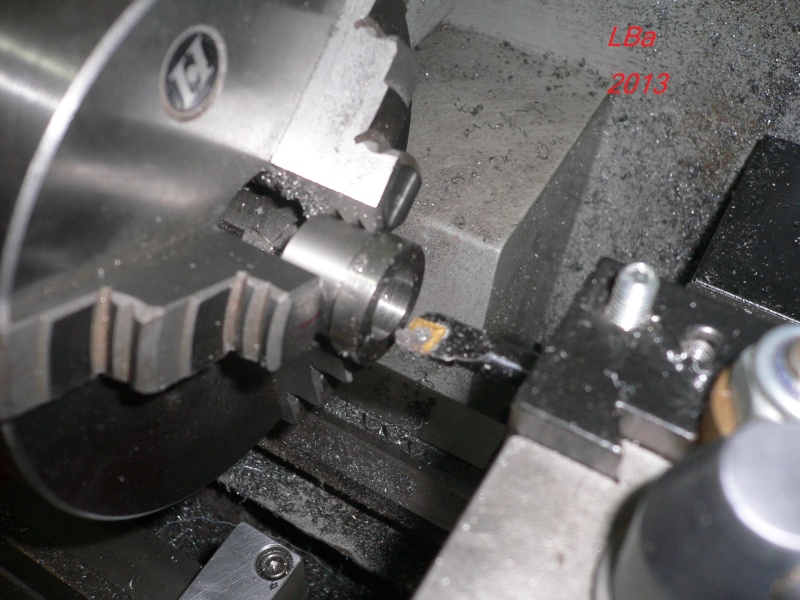
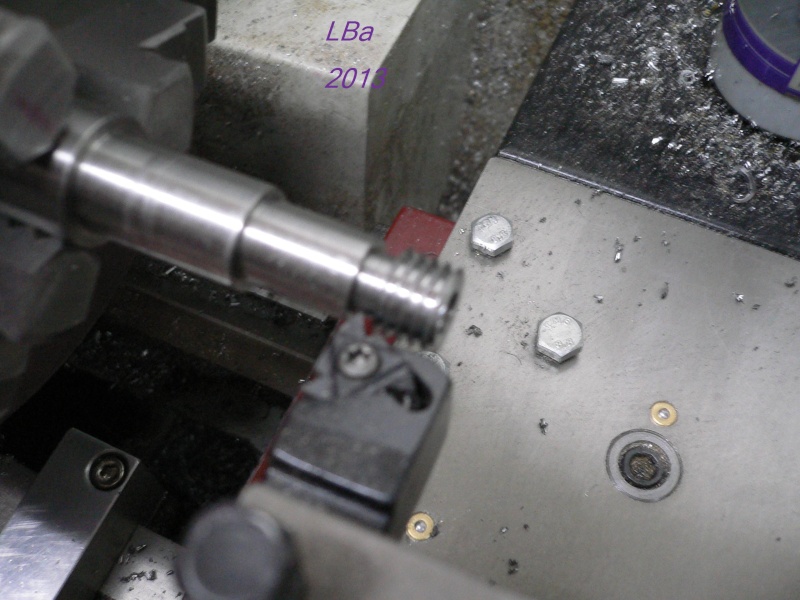
Sur cette axe, il me restait deux filetages (pas à gauche) à faire
Réalisation du filetage coté poulie :

usinage d'un épaulement avant filetage

usinage d'une george d'engagement de prise de passe de l'outil
le filetage étant à gauche, l'outil se déplace dans le sens mandrin/contre pointe
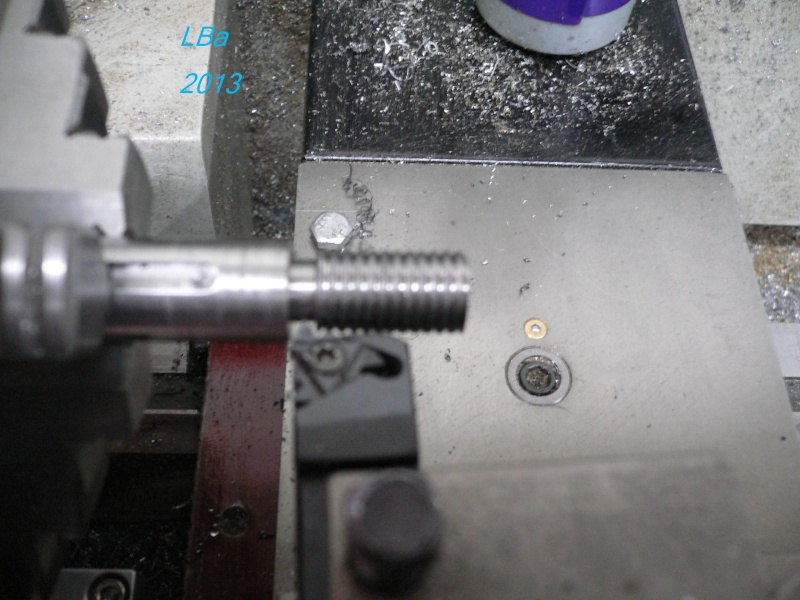
début d'une passe d'usinage
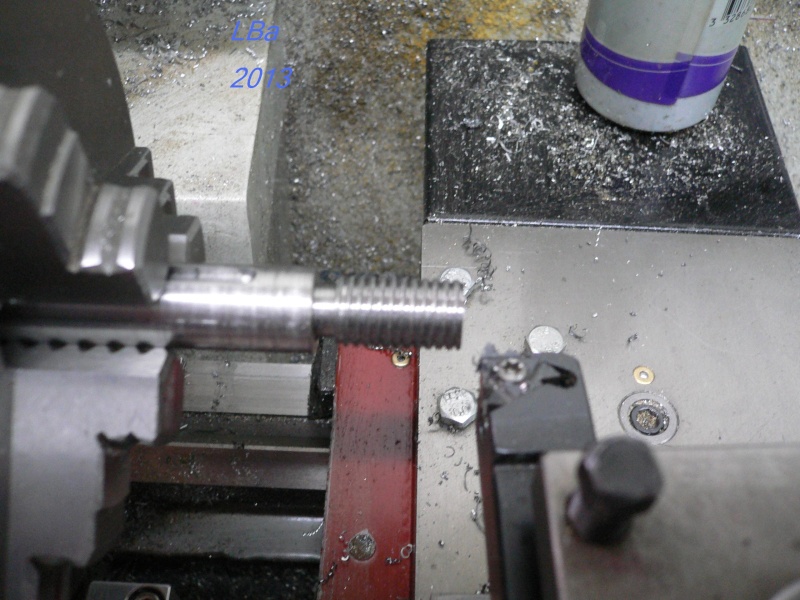
fin de la passe d'usinage

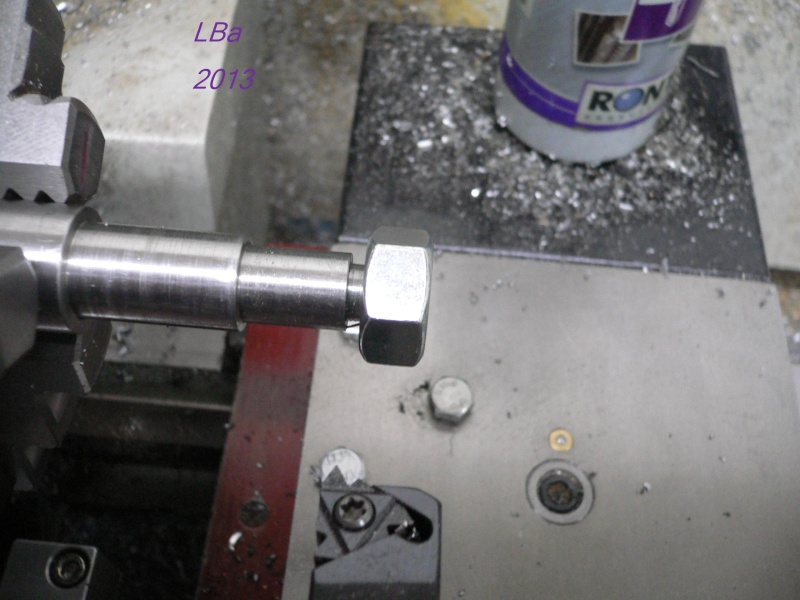
controle du filetage avec un écrou à gauche
Méme usinages sur l'axe cette fois coté meule ( la longueur de filetage est moindre)

usinage de l'épaulement et de la george
usinage du filetage
controle du filetage avec un écrou
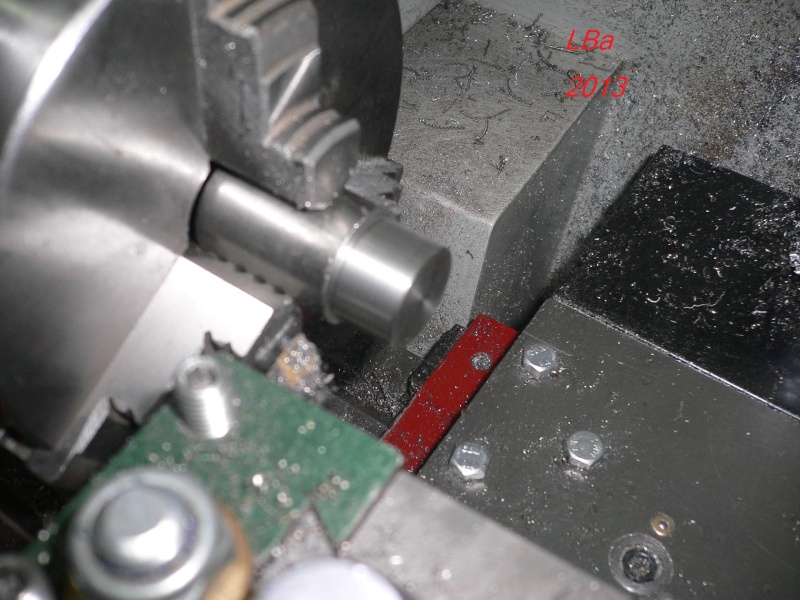
Sur l'axe coté poulie, fraisage de :
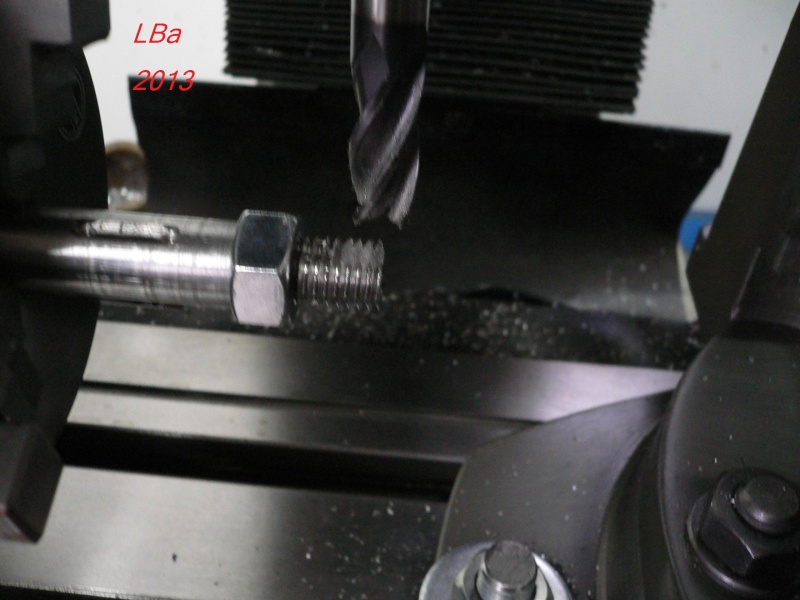
fraisage de 2 méplats pour immobiliser l'axe, lors du serrage des écrous
Liaison par flexible etrier/maitre cylindre
Le flexible ou durite (de récupération) est long, cela me génait
en cherchant sur la toile, je me suis apperçu qu'il existait de la durite dite aviation
vendu au métre ainsi que des raccords rapide à monter dessus
je me suis approvisionné chez Tec-racing (livraison sous 48 h)

vue de la marchandise reçue
le sertissage se fait par une olive en laiton (je suppose)
La coupe de la durite n'est pas évidente,étant entouré par une tresse en inox protégé par une gaine plastique
aprés petite galére voici le résultat obtenu

satisfaction du résultat obtenu
à par que les deux vis (de récup) qui viennent dans les raccords ne sont pas du méme pas
une au pas de 100, l'autre au pas de 125, et merde, lors de ma commande, j'ai hésité à en acheter
bon y'a plus qu'a refaire une commande, des frais de port pour une connerie, ça me fait mal aux seins
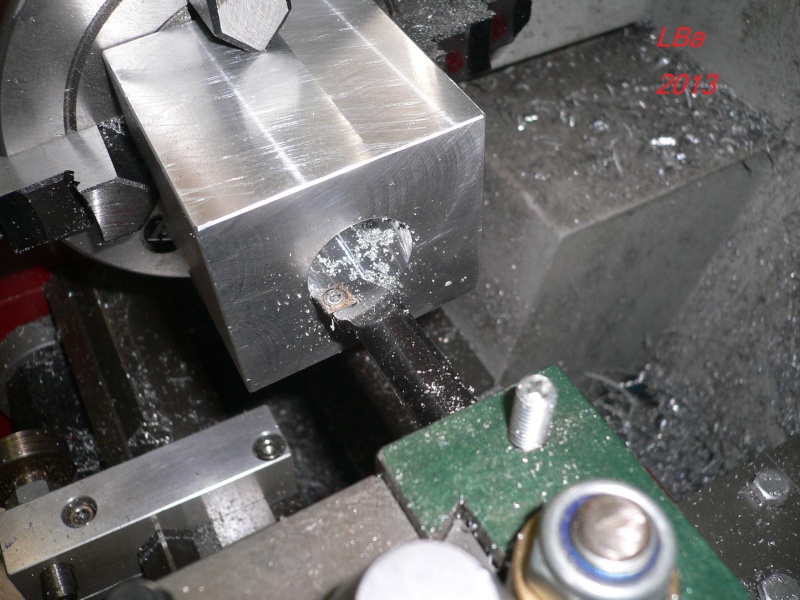
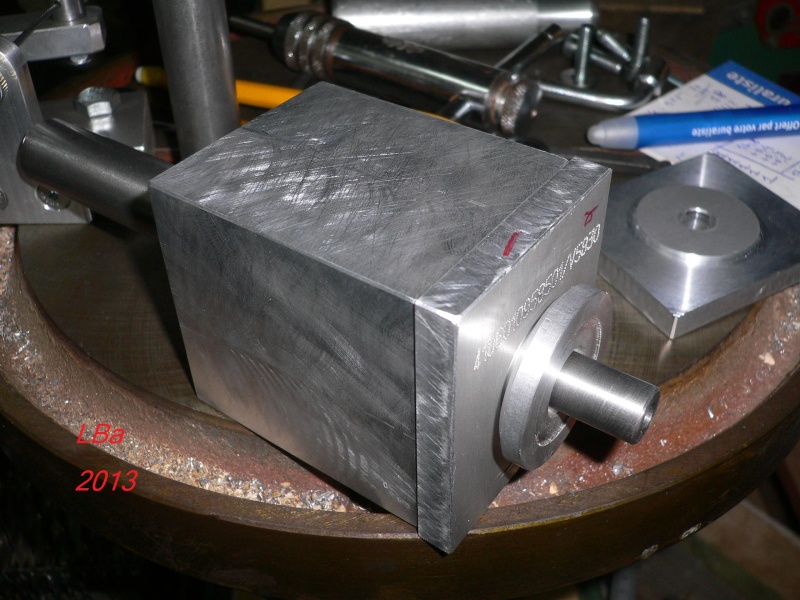
le corps du support porte meule est tiré dans un bloc d'alu

débit à la SAR
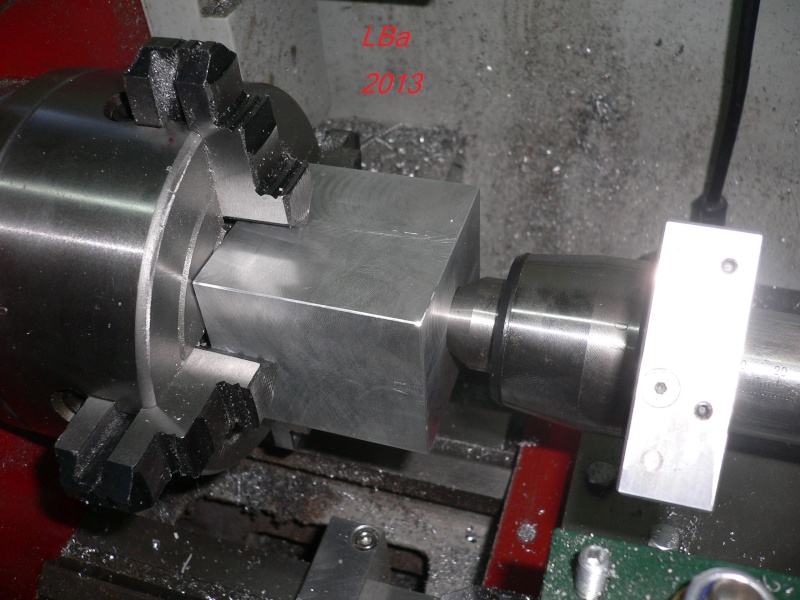
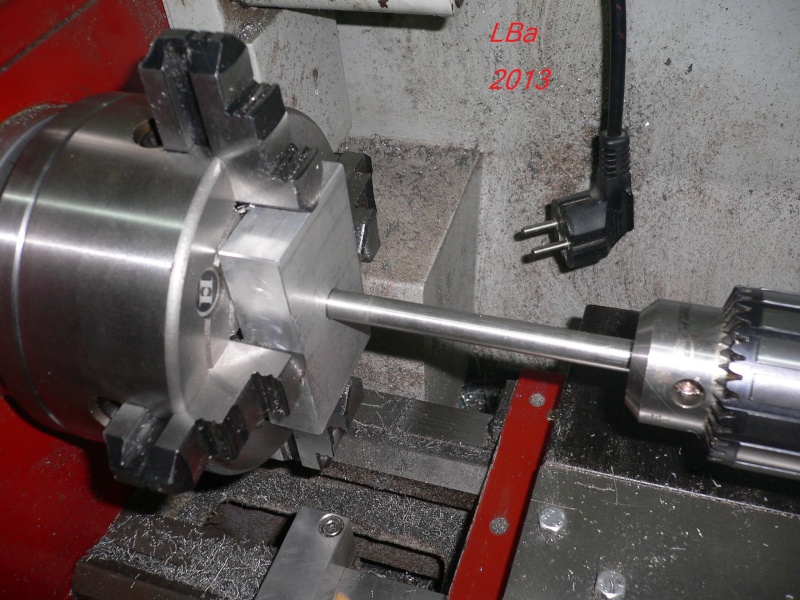
aprés cubage sur la fraiseuse,début d'usinage sur le tour en mandrin 4 mors

montage sur le mandrin 4 mors

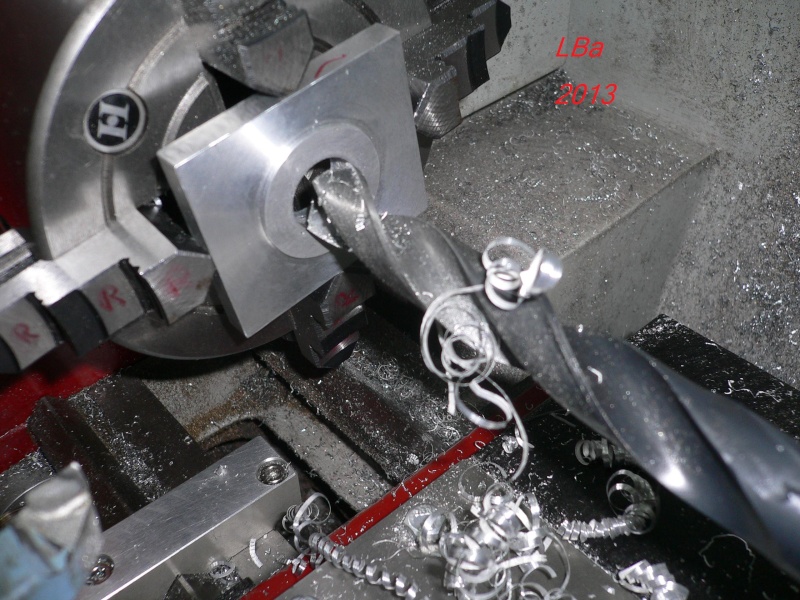
puis perçage de plus en plus gros, jusqu'à mon foret maxi soit 19 mm
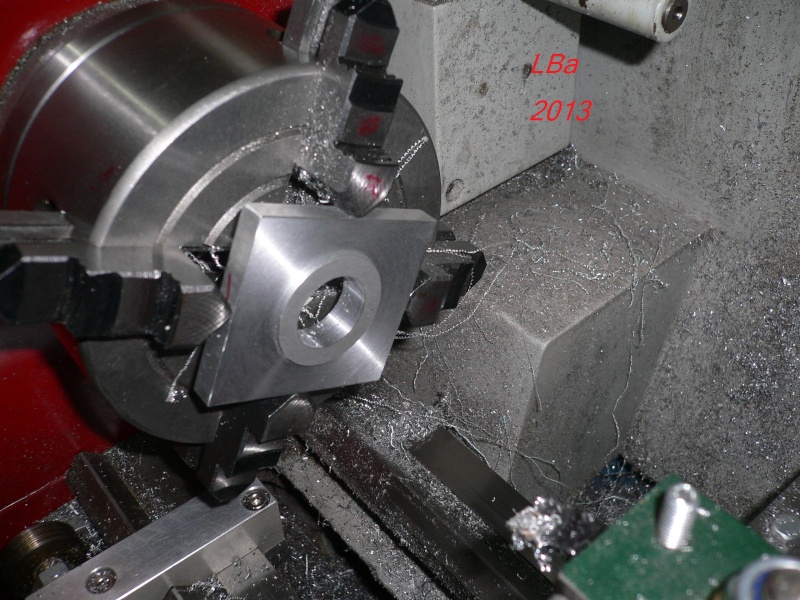
alésage à phi 25 mm

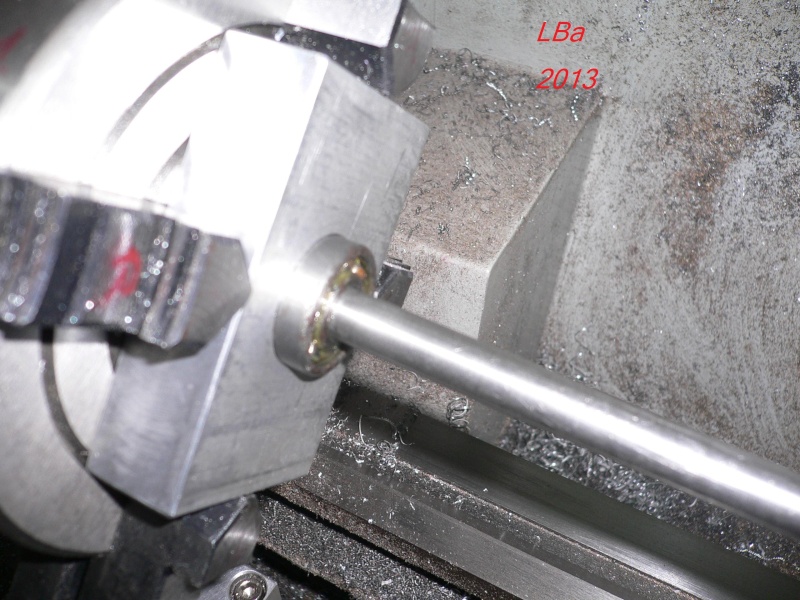
alésage à phi 35 mm pour loger un roulement

essais de l'ajustement avec le roulement
retournement de la piéce, pour usiner l'autre coté
dégrossi du centrage avec la contre pointe et finition au comparateur
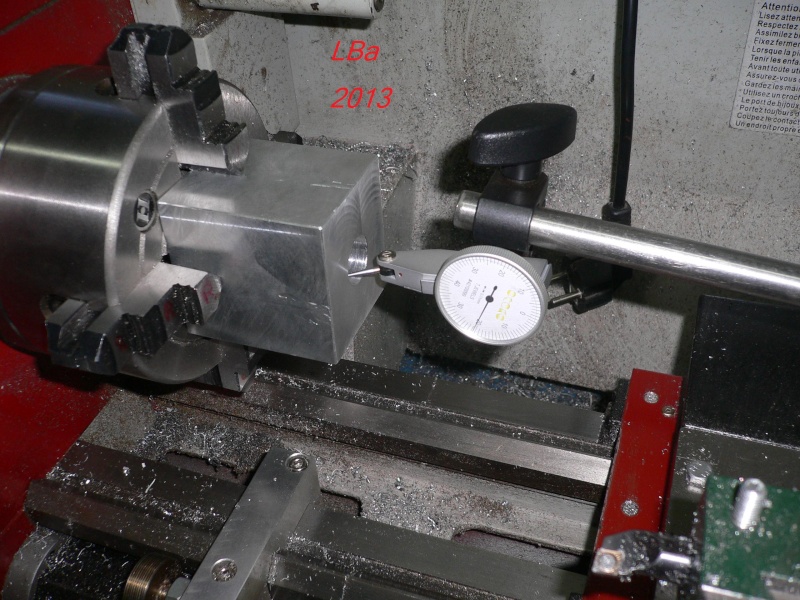
affinage du centrage au comparateur, opération longue et chiante pour obtenir un résultat correct
le réglage effectué, suite de l'usinage

alésage pour le second roulement (phi 35 mm)

essais de l'ajustement du roulement
j'ose espérer que les deux roulements se trouvent bien alignés !
Une flasque( alu de 10 mm) maintiendra le roulement et ce de chaque coté
Usinage des flasques
aprés leurs débit/cubage ,

alésage à 10 mm pour faciliter la suite des opération d'usinage
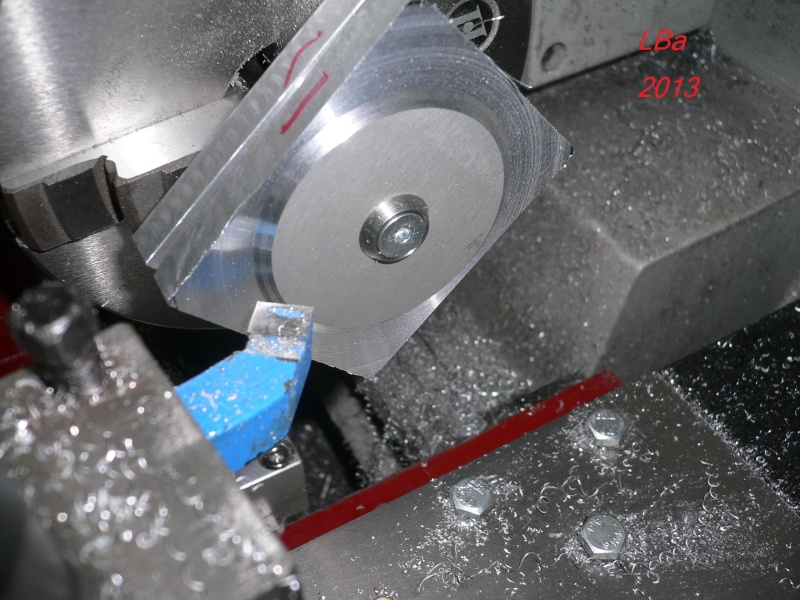
ébauche d'un épaulement (centrage dans le boitier)
j'ai usiné du centre de la piéce vers l'extérieur afin d'éviter les à-coups
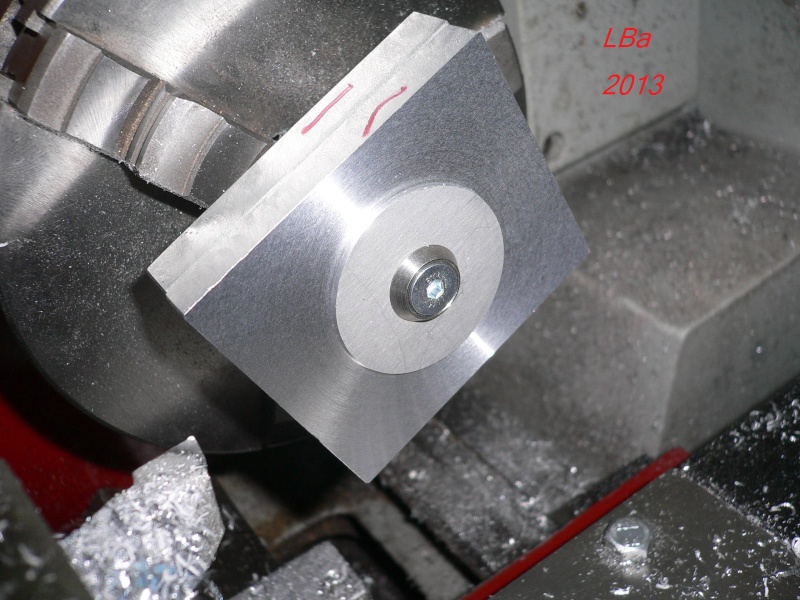
finition de l'épaulement
une flasque en place sur le boitier, ça m'a permis de vérifier que je serrais la cage extérieur du roulement
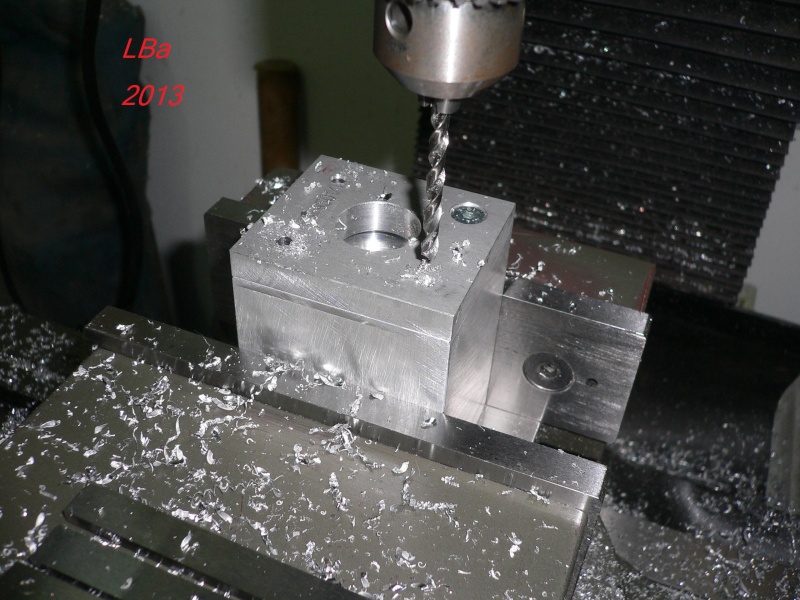
montage de la flasque en 4 mors et perçage
puis alésage
les deux flasques une fois usiné, montage sur le boitier pour leur fixation
perçage à 4,2 avant taraudage à M5
aprés contre perçage à 5,2 ; fraisure pour les tétes de vis
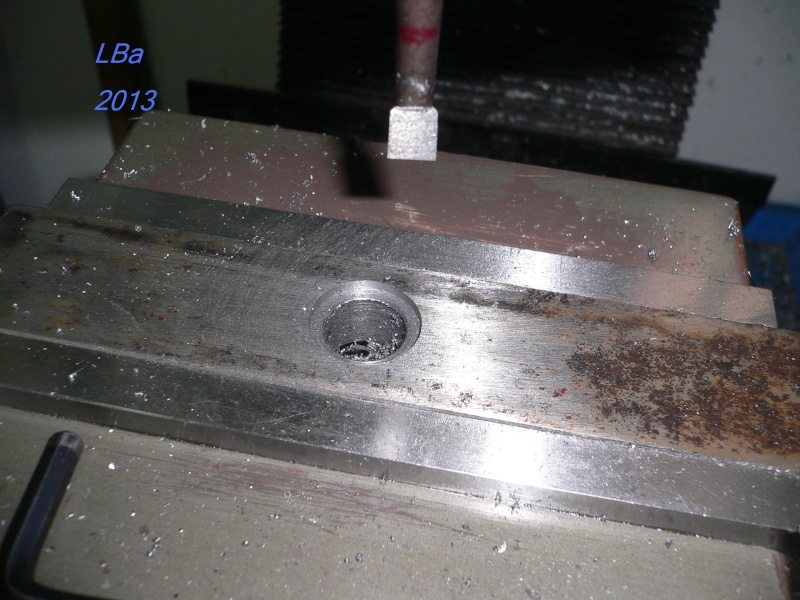
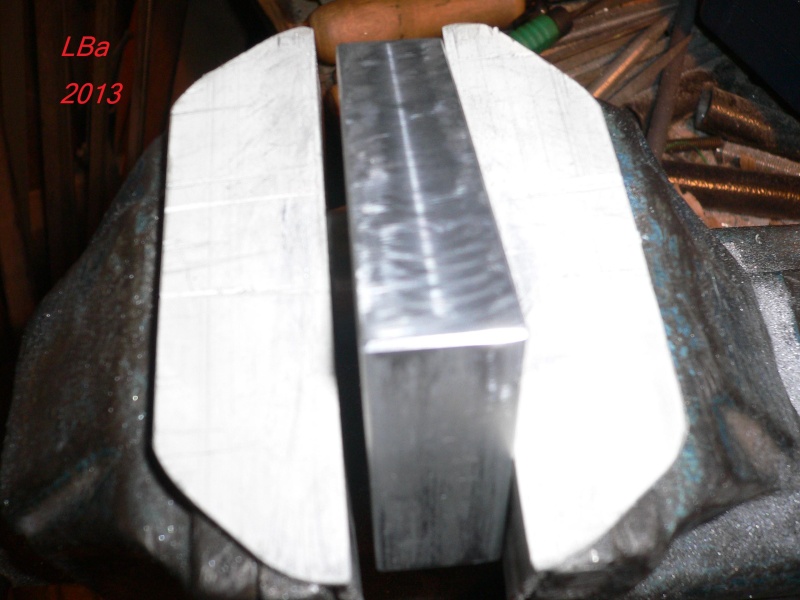
Le palier est tiré dans du méplat alu
la vis est guidée par un roulement, sur une extrémité de la vis, un vernier et manivelle
seront montés

le support est perçé et alésé (sur la fraiseuse) à 10 mm
ceci servira aussi pour le centrage en mandrin 4 mors pour la suite des usinage
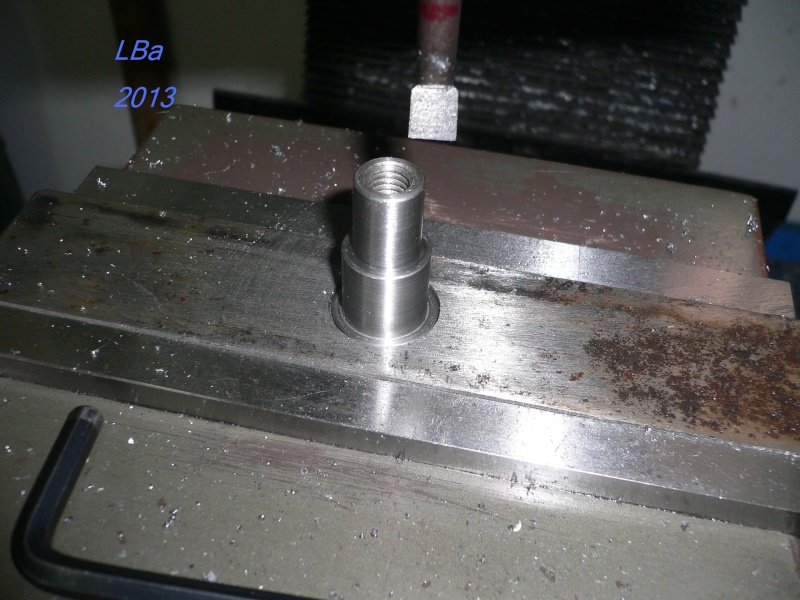
centrage du support palier en mandrin 4 mors

perçage du logement pour le roulement (de façon précise) avant alésage et dressage du fond

alésage du logement de roulement
controle de l'ajustement palier/roulement
montage du roulement à serre à l'étau
fraisage de pans à 45 ° sur le support
Vernier : l'usinage :

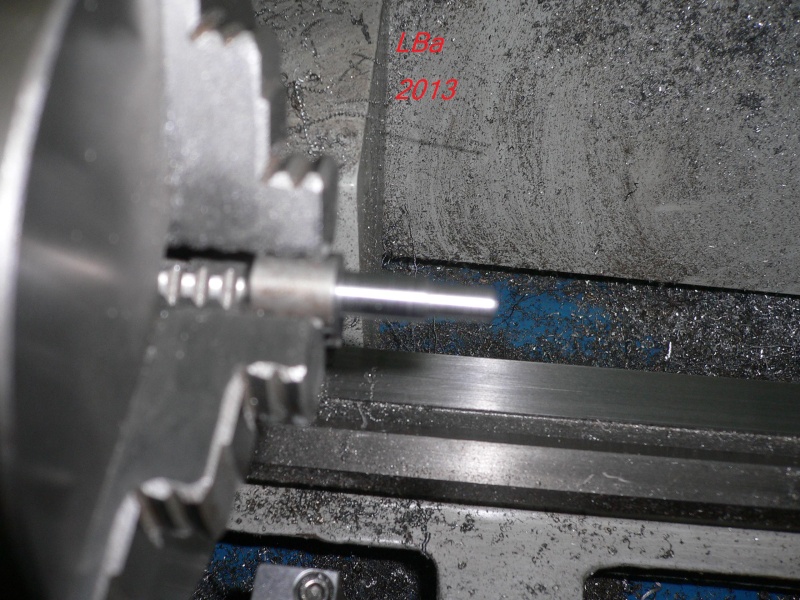
débit dans du rond de 40 mm

dressage d'une face en mandrin 3 mors

perçage à 9,9 mm pour alésage à 10 mm (alésoir machine de 10 mm utilisé)
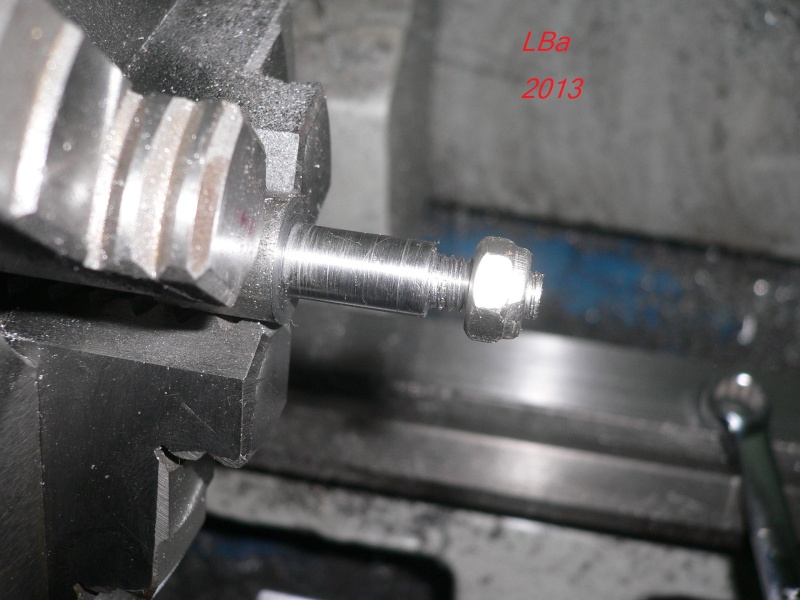
reprise en mandrin à pince et usinage de l'extérieur
puis usinage d'un épaulement
alésage sur le vernier,pour y loger le volant et assembler le tout
essais du montage
perçage du volant/vernier

perçage du volant/vernier sur l'axe
Lors du prémontage volant/vernier/axe sur le palier, je ma suis apperçu qu'une entretoise serai la bien venue
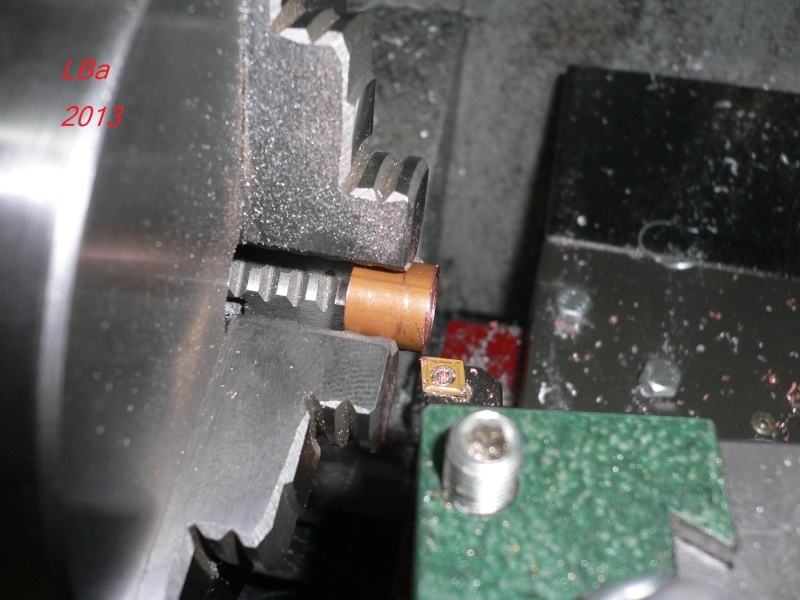
usinage de l'entretoise dans du tuyau cuivre (8/10 dans du 10/12)

pour etre logée là

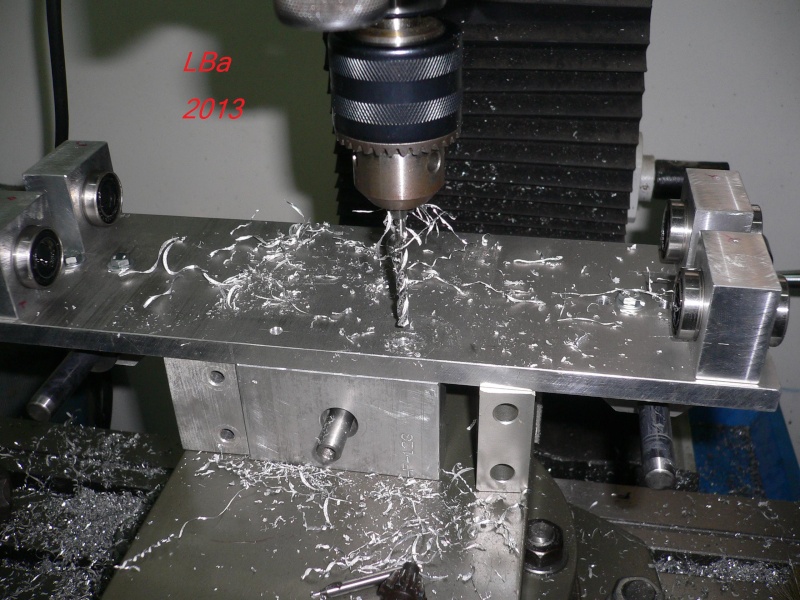
mise en situation pour vérif avant perçage du support sur la semelle de base
comme ça va pas trop mal perçage du support sur la semelle de base
J'ai parlé de vernier, mais il s'agit plus d'un tambour gradué
sur le forum métabricoleur, David avait expliqué une façon de graduer un vernier
ou un tambour gradué
j'ai appliqué cette façon de faire( peut étre pas à la lettre) mais le résultat final est là :

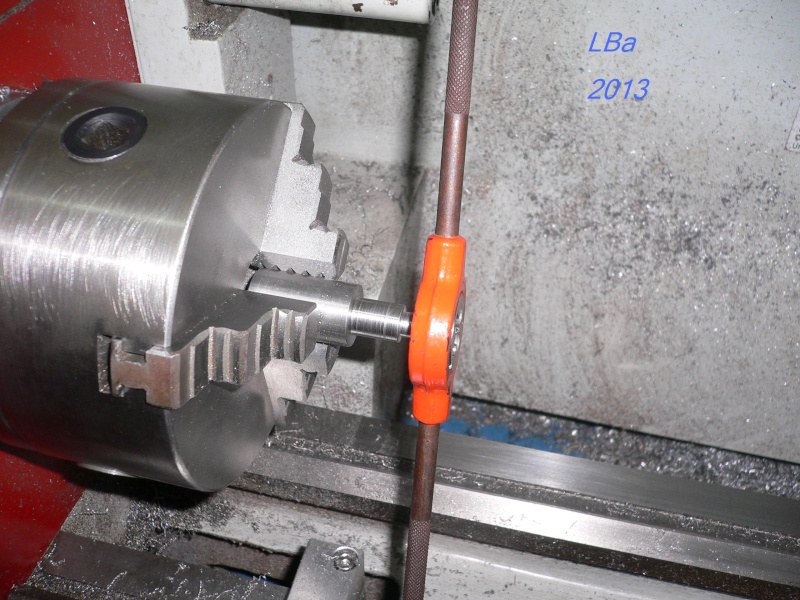
pour ce faire, aprés avoir tracé (à l'aide de SketchUp) un ruban gradué et imprimé
je l'ai collé sur le mandrin du tour, et fixé un index sur le tour
afin de décalé le mandrin d'une division aprés tracé d'un trait
la longueur du ruban est égal au périmétre du mandrin
pour les divisions, les traits longs correspondent au dixiéme, les traits courts au centiéme
la vis de manoeuvre étant au pas de 100, le ruban à été divisé par 50 pour obtenir 2 centiémes
entre trait
la piéce étant prise en mandrin, butée de trainard réglée, déplacement longitudinale
du trainard pour le gravage (la profondeur du gravage est prise par le chariot tarnsversal)

traçage des dixiémes, traits longs
réglage de la butée du trainard et :
traçage des centiémes (traits courts)
un coup de feutre en fond de trait pour marquer la gravure et montage du tambour
me reste à controler la précision de la gravure