

support d'affutage pour fer de rabot-dégau
il y a quelques années, je m'étais bricolé ce support (voir ci-dessous) pour affuter les fers de
rabot-dégau de ma Kity sur table
ceux -ci faisaient 260 mm de long

ayant changé de modéle de rabot-dégau (depuis quelques temps déja) ceux -ci font 310 mm de long
et mon ancien systéme est trop court en course de déplacement
j'ai décidé de me refaire un autre support d'affutage pour les fers de 310 mm
ce systéme va etre détaillé dans des billets que je mettrais en ligne au fur et à mesure de l'avancement
du projet
il y a quelques années, je m'étais bricolé ce support (voir ci-dessous) pour affuter les fers de
rabot-dégau de ma Kity sur table
ceux -ci faisaient 260 mm de long
ayant changé de modéle de rabot-dégau (depuis quelques temps déja) ceux -ci font 310 mm de long
et mon ancien systéme est trop court en course de déplacement
j'ai décidé de me refaire un autre support d'affutage pour les fers de 310 mm
ce systéme va etre détaillé dans des billets que je mettrais en ligne au fur et à mesure de l'avancement
du projet
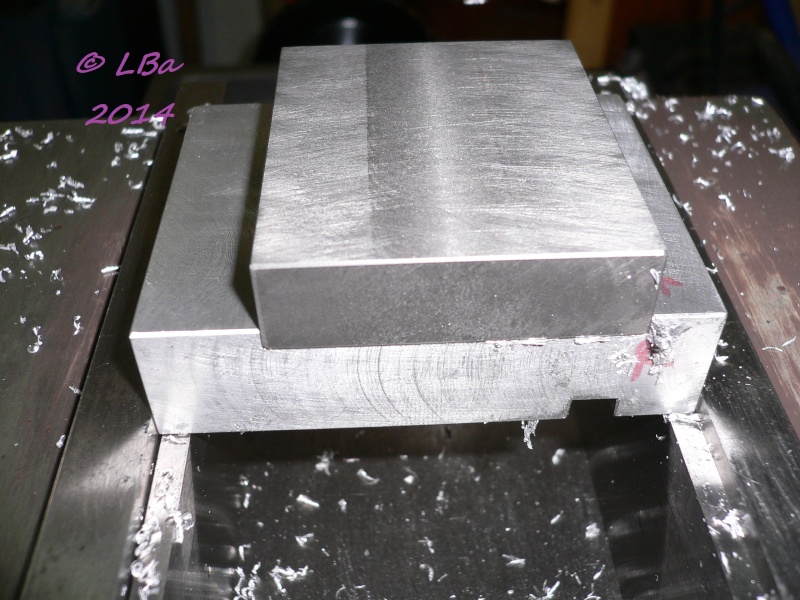
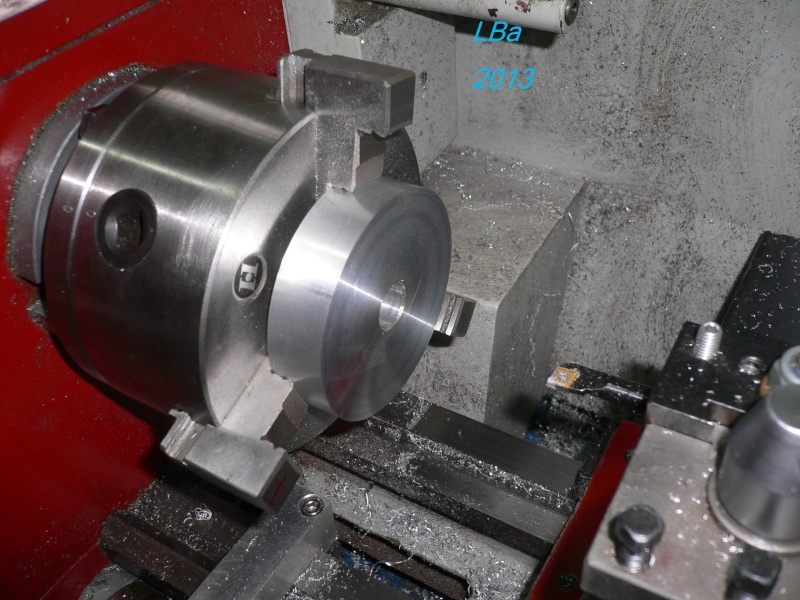
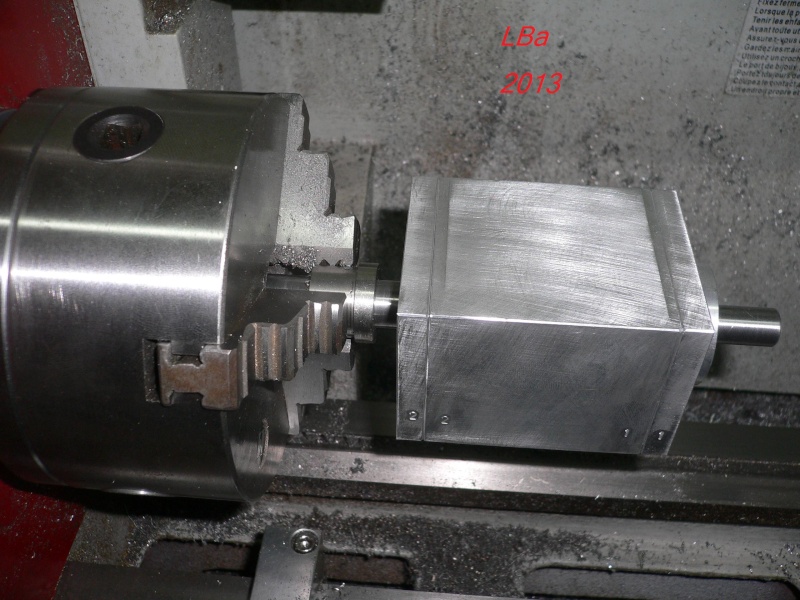
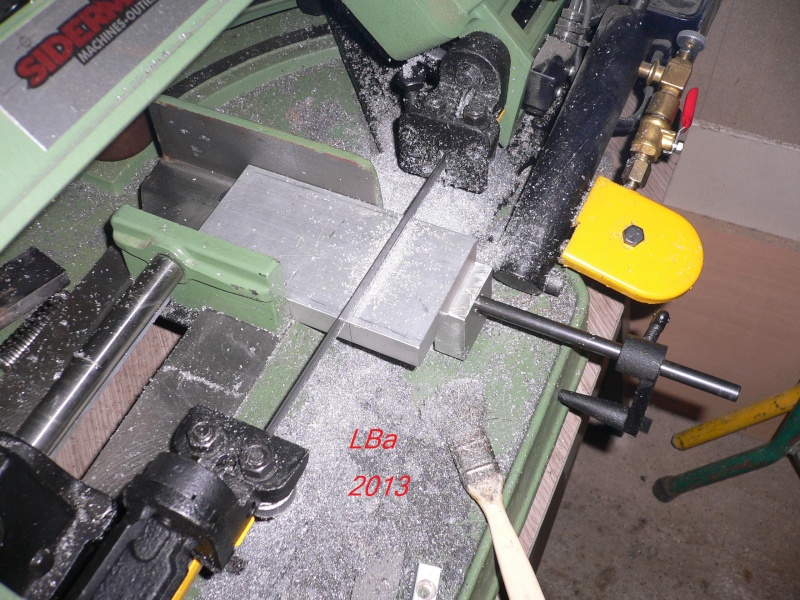
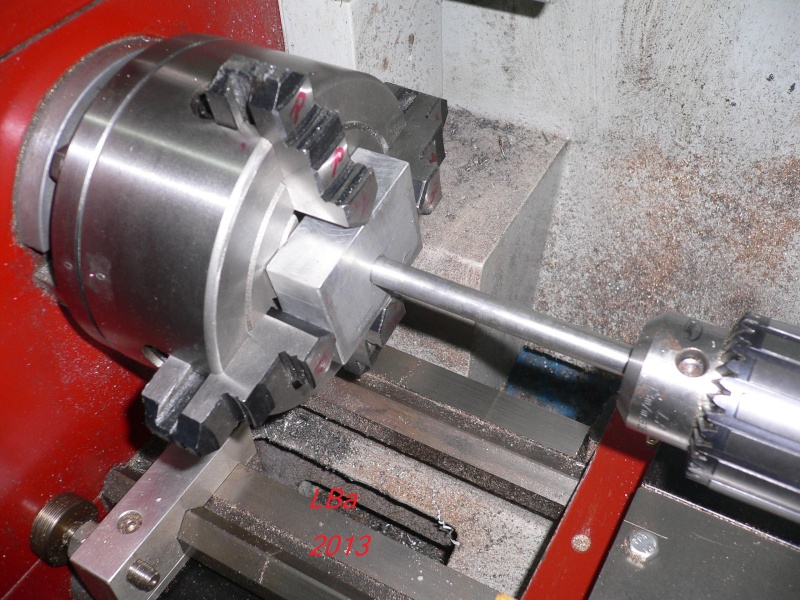
Pour adapter le montage du moteur, il ne m'a suffit que d'usiner un support
un bout d'alu et un de fonte et c'est partie :
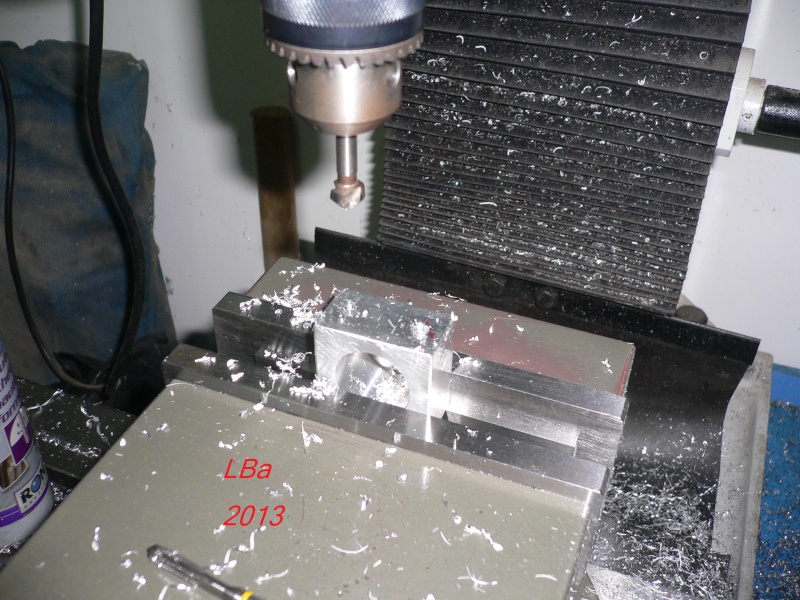
après cubage, usinage d'une rainure de largeur 4 mm dans le bout d'alu


petit controle sur le bati moteur
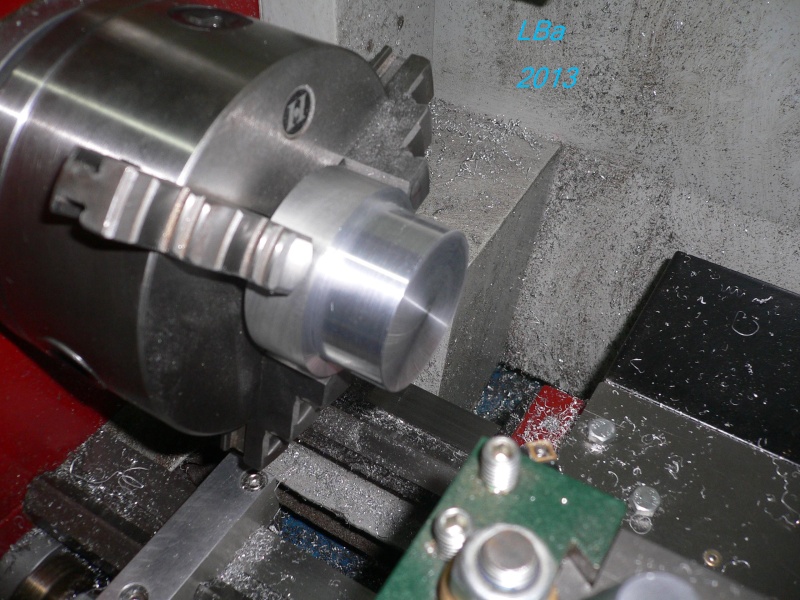
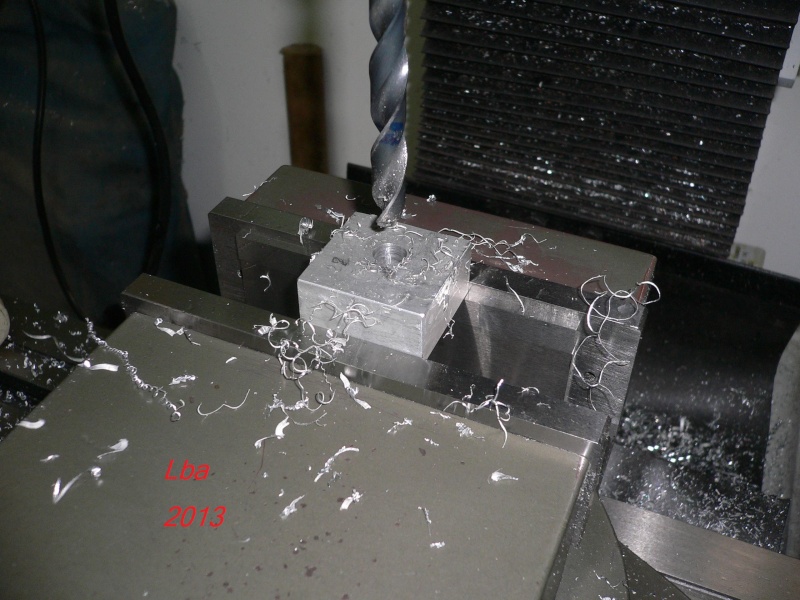
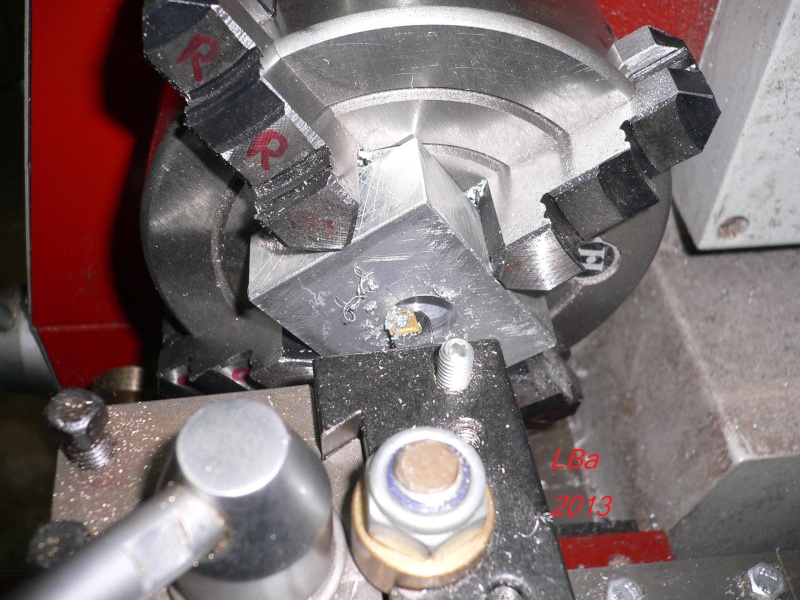
après usinage, dans le bloc alu, d'une rainure pour recevoir le bloc en fonte

usinage de la rainure devant recevoir le bloc fonte
controle de l'ajustement
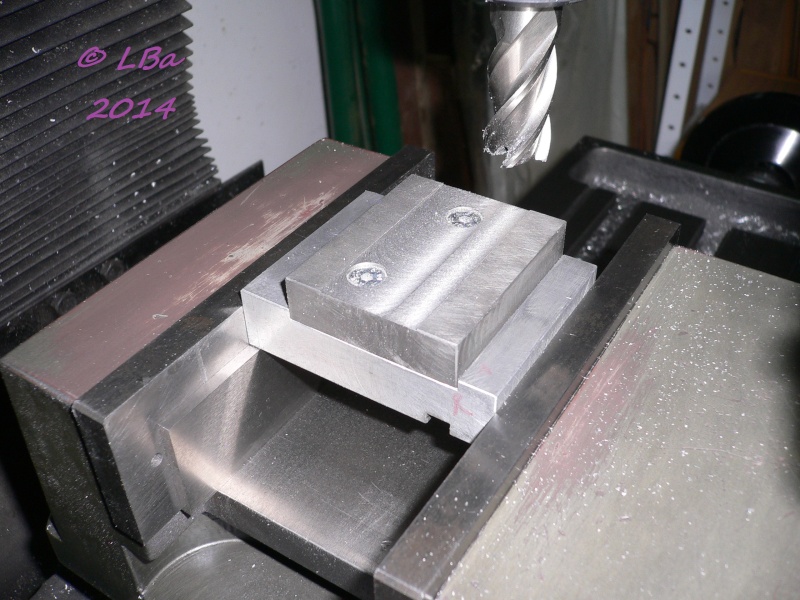
fixation par deux vis tète fraisée en M5 du bloc fonte sur celui d'alu

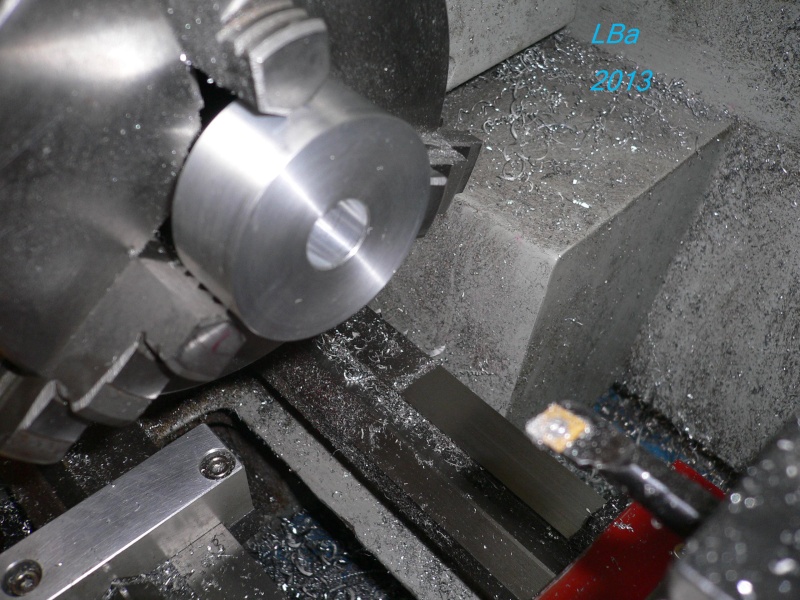
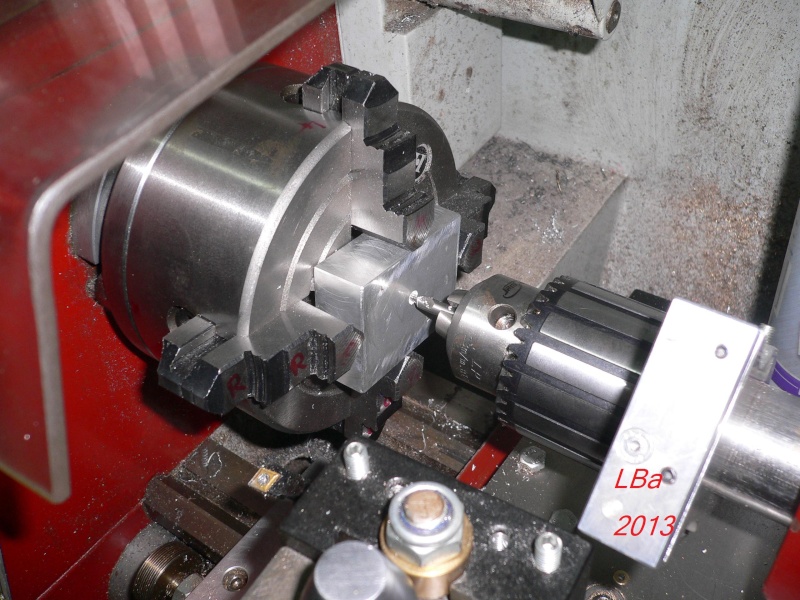
début d'usinage de la queue d'arronde male, ici premier coté
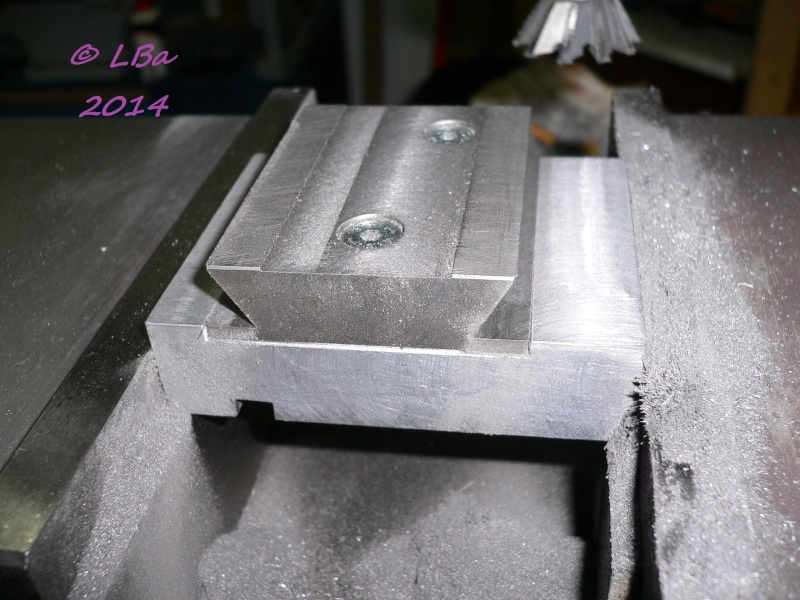
usinage du second coté de la queue d'arronde
essais de celle -ci avec le support à queue d'arronde femelle
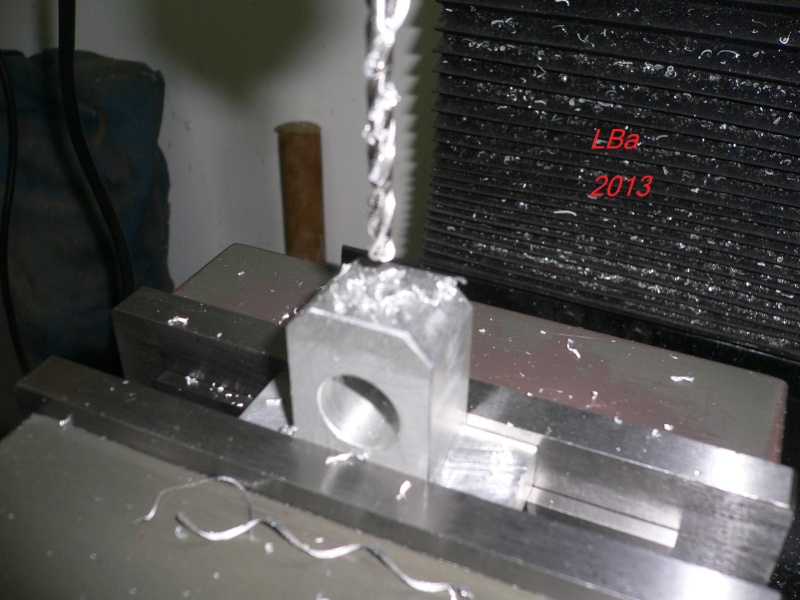
après un petit ajustement à la lime ,
le new support est usiné
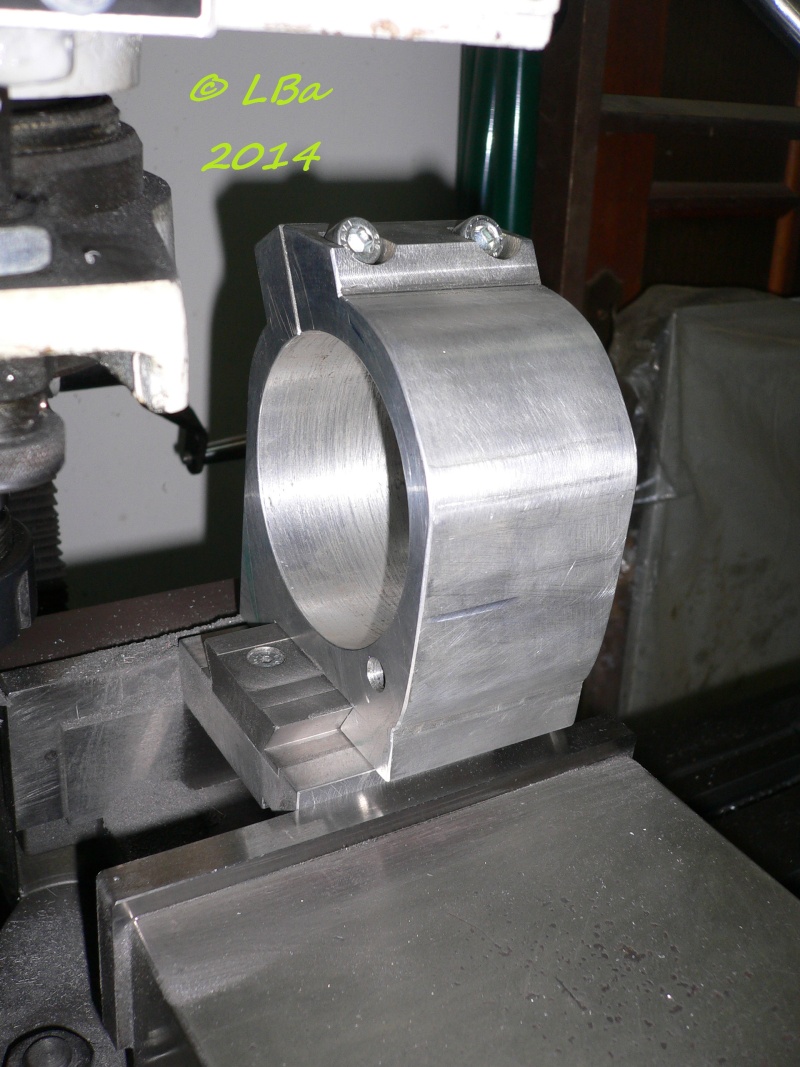
il me restait un pan incliné à usiner pour un bon visuel avec le support moteur

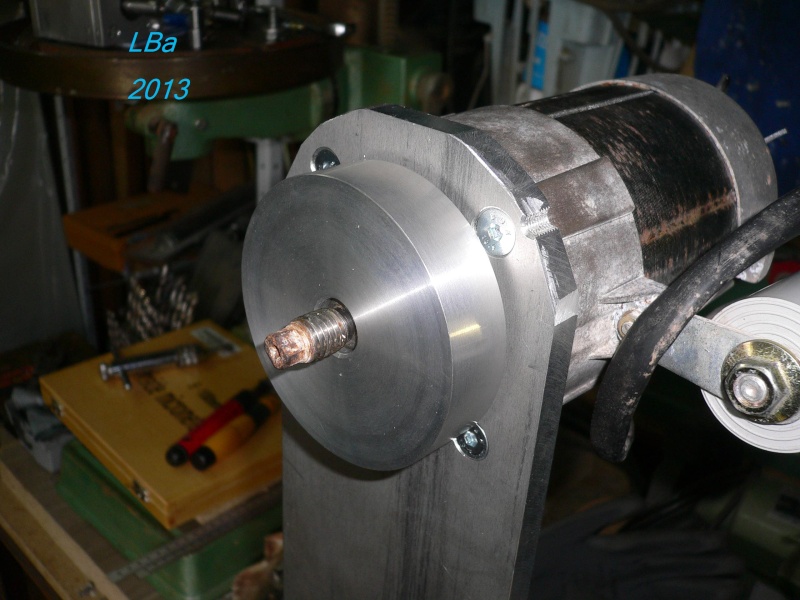
le support en place sur le moteur
Après version 1 ; la version 2 !
La version 1 était avec ce moteur :


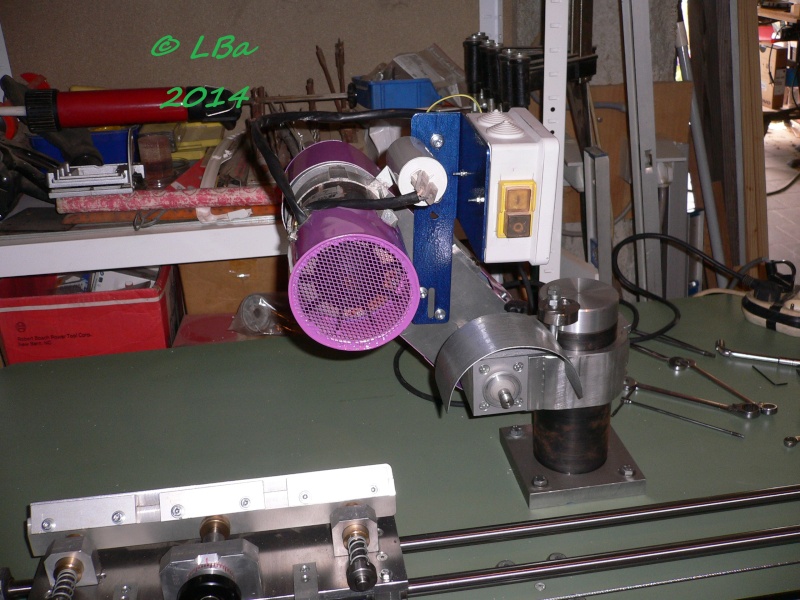
J'ai affuté deux jeux de fer avec et me suis apperçu que le moteur chauffait anormalement
j'ai donc changé le système en attendent l'occasion de me procurer un autre moteur du mème genre
Donc voici la version 2 :

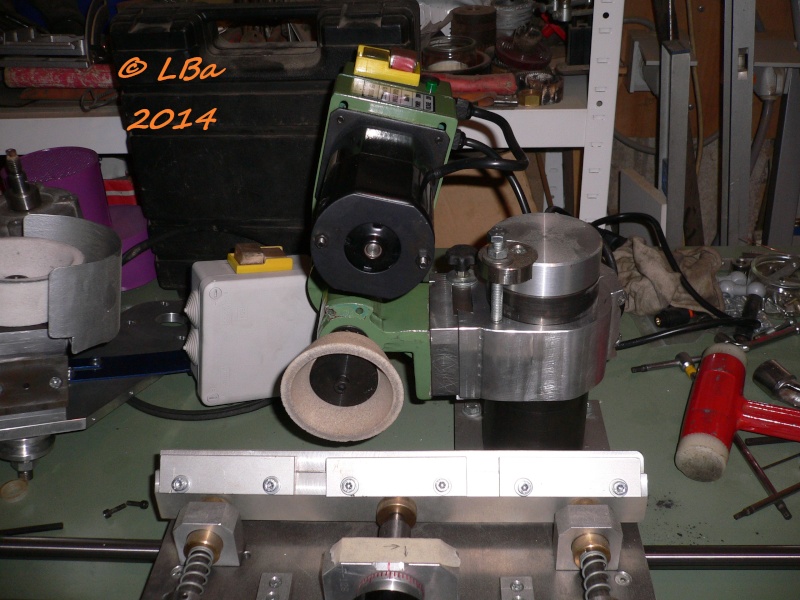

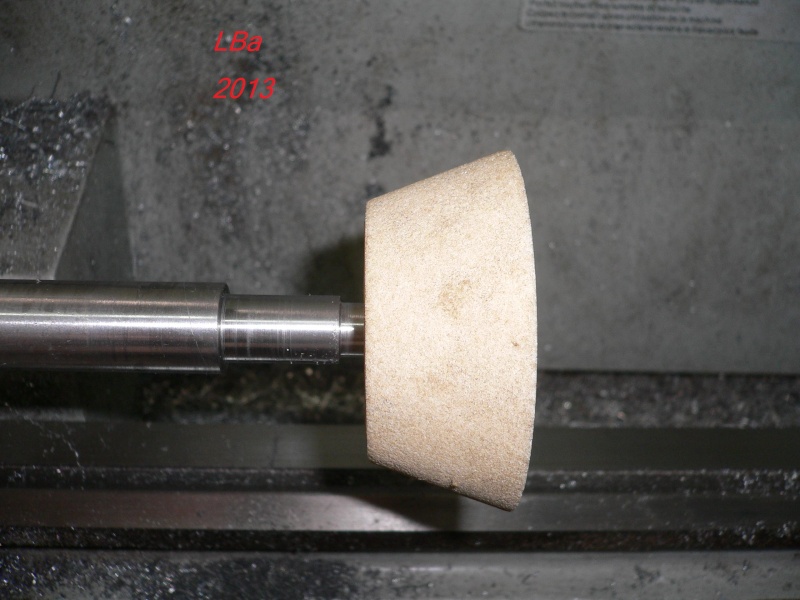
l'utilisation de ce moteur m'oblige à utiliser une meule boisseau de ø 80 mm
au lieu de ø 100 mm avec l'ancien
Modification guidage prise de passe du chariot porte fer
comme dit par ailleurs, je modifie le systéme de déplacement, de prise de passe
avant c'était comme ça :

une cage à bille dans une douille acier emmanché sur le palier en alu
démontage des piéces :

la bague acier est chassé avec un chasse goupille,travail délicat l'alésage du palier étant épaulé
on peut voir, pas beaucoup d'appuis pour le chasse goupille
n'ayant pas pue éviter des marques sur l'alésage, j'ai repris celui-ci sur la fraiseuse
avec la téte à aléser

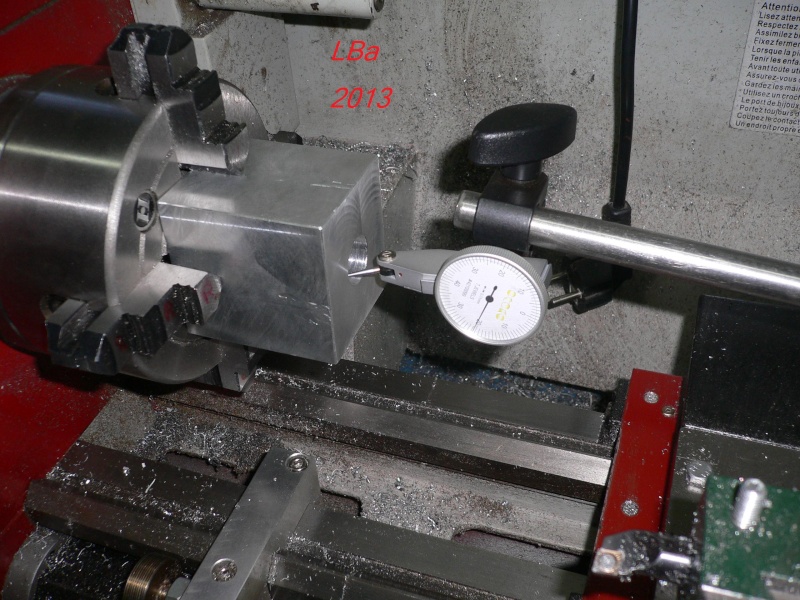
centrage du palier sur la fraiseuse au comparateur avant reprise
palier ré alésé
piéces de fixation de la semelle support
La tole n'étant pas assez épaisse pour des taraudages en M8 afin de maintenir la semelle support
j'ai usiné des plat écrou dans du fer plat de 10 mm d'épaisseur

perçage/taraudage de deux M8 des plats écrou

les plats écrou sur le semelle, la tole sera prise en sandwich entre
Systéme de déplacement du chariot support fer (second volet)
Réalisation de deux supports en alu sur lesquels sera fixé un guide cable

fraisage d'un épaulement dans un méplat d'alu
refente à la scie à métaux de la piéce pour en obtenir deux
petit coup de fraise :

pour mettre à largeur des deux piéces (je scie à la main qu'a 0,5 mm prés)

perçage à phi 4 mm pour leur fixation
perçage avant taraudage à m6 pour la fixation des guides support cable

perçage de la fixation des support sur la plaque du chariot

taraudage à M4 des fixations des supports (ici coté droit)

méme opération pour le coté gauche
les supports en place maintenu par des vis tétes fraisées de M4
Les guides cable:
le premier est usiné dans du rond de 12mm

usinage d'un épaulement pour réaliser un filetage en M6

filetage manuel à M6
pour facilité le début du filetage, j"ai fais un épaulement de phi 5mm sur une longueur de 5 mm
le second guide cable est usiné à partir de rond de 16 mm

méme genre d'usinage que le précédent, épaulement à phi 6 mm, puis filetage manuel
celui-ci est plus grand en diamétre, car il recevra un tendeur

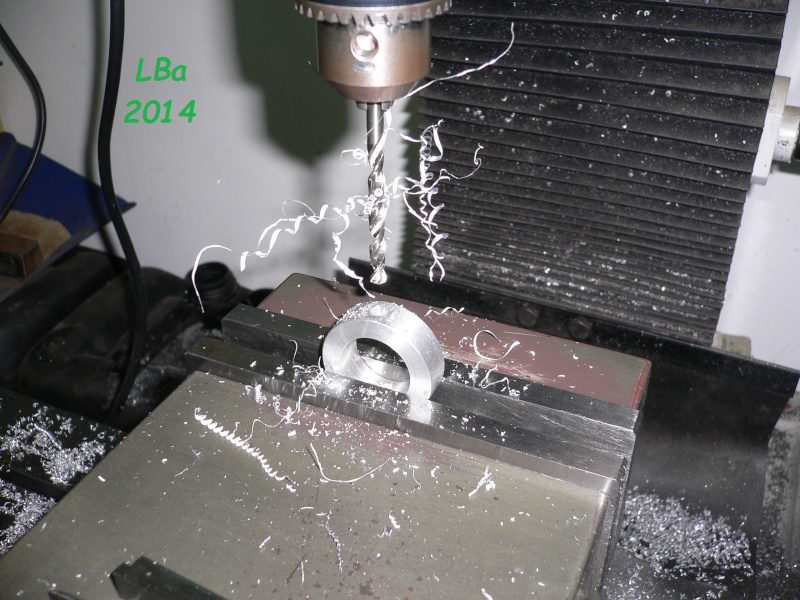
perçage du guide cable à phi 5 mm avant taraudage à M6
perçage de l'autre guide cable à phi 3 mm
Le tendeur de cable :
ce sera une vis CHc de M6*25 percé à 3mm
perçage à 3 mm de la vis

vis tendeur et support guide avant perçage du guide

les deux supports guide avec leur guide fini (presque, reste un arrondi à faire pour casser un angle)
Les arret de cable,usiné dans du rond de phi 12 mm

le cable sera serré à l'aide de vis sans téte de 4 mm
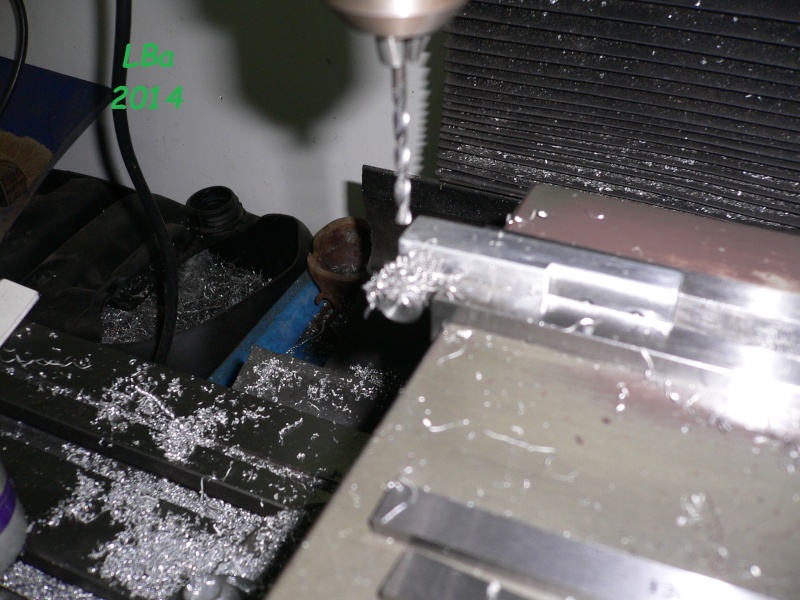
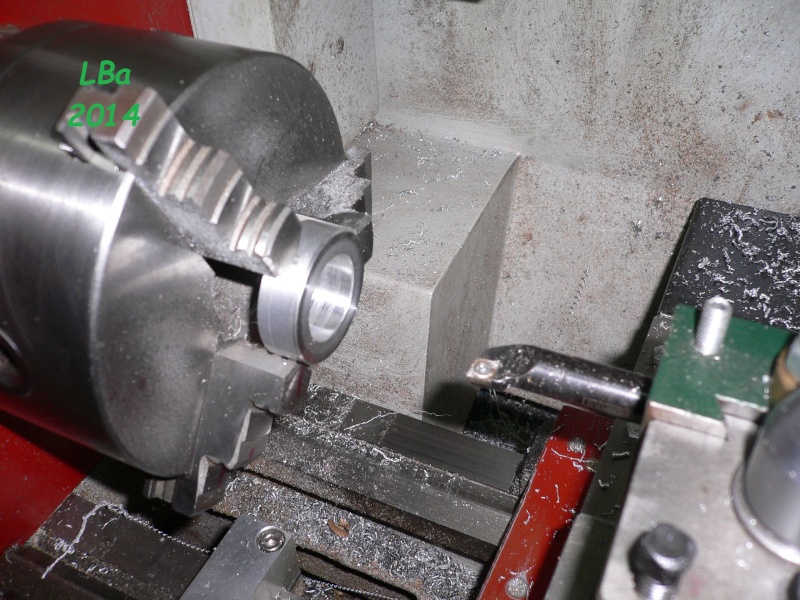
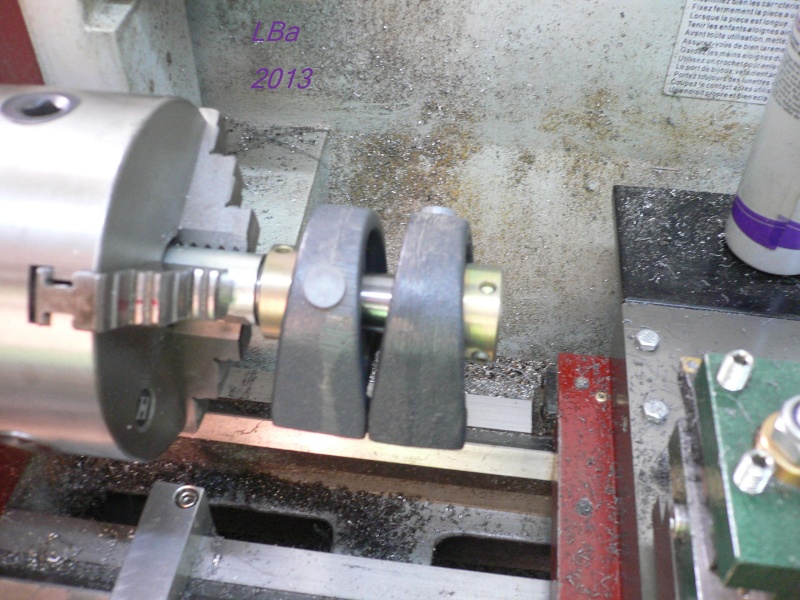
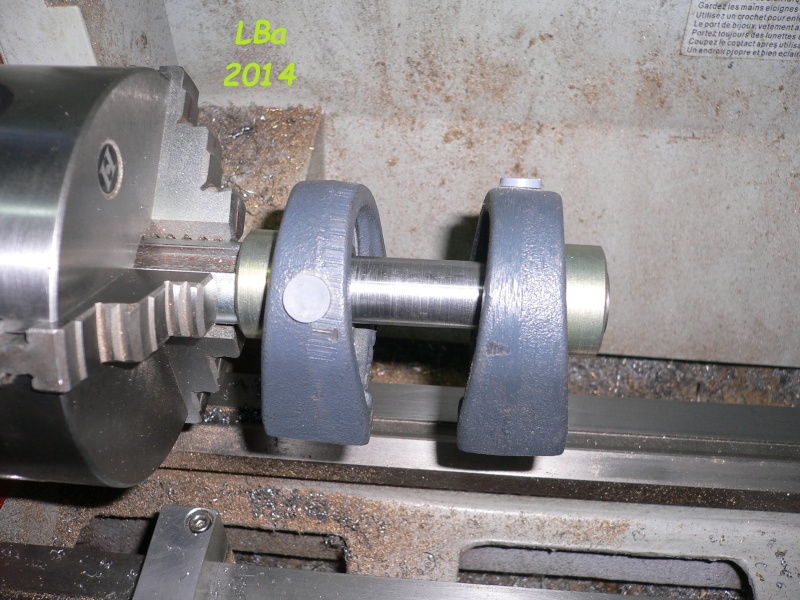
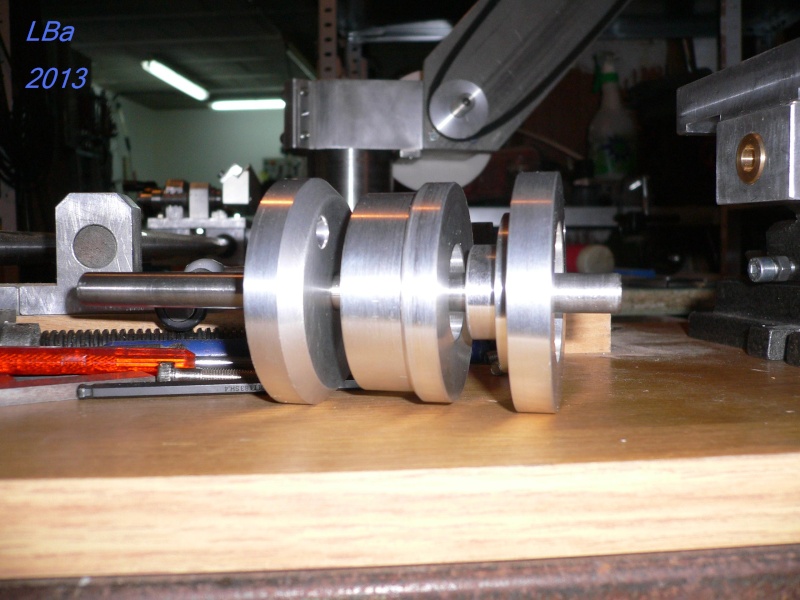
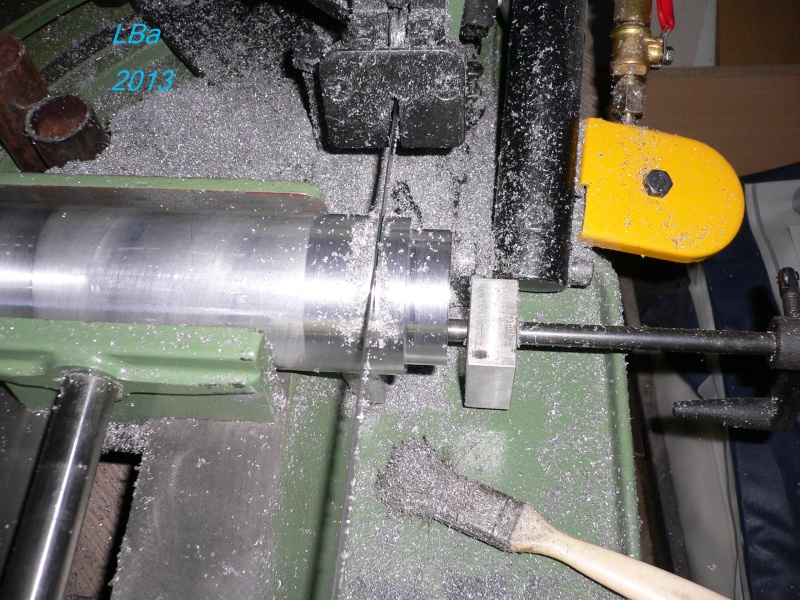
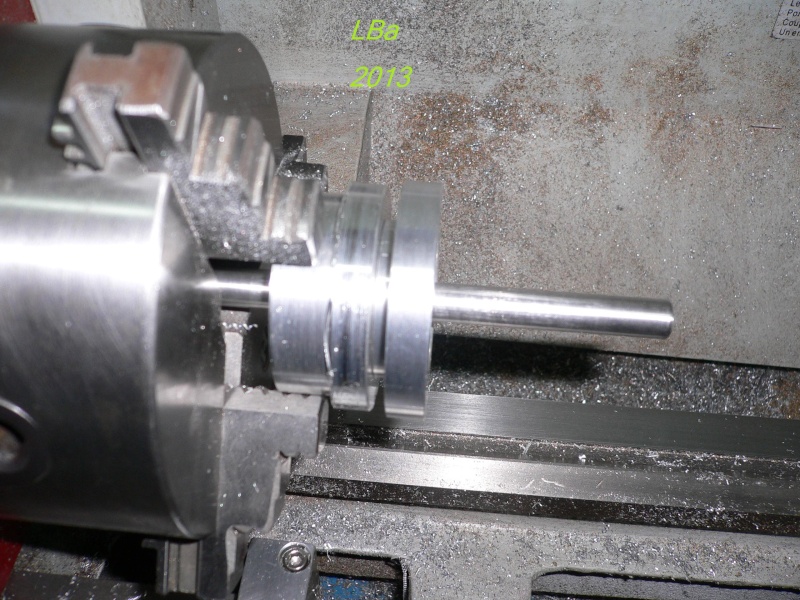
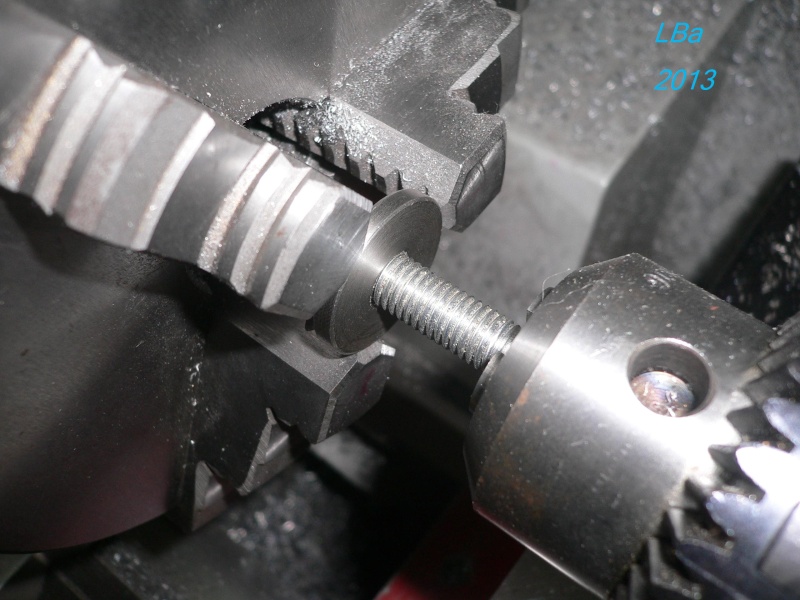
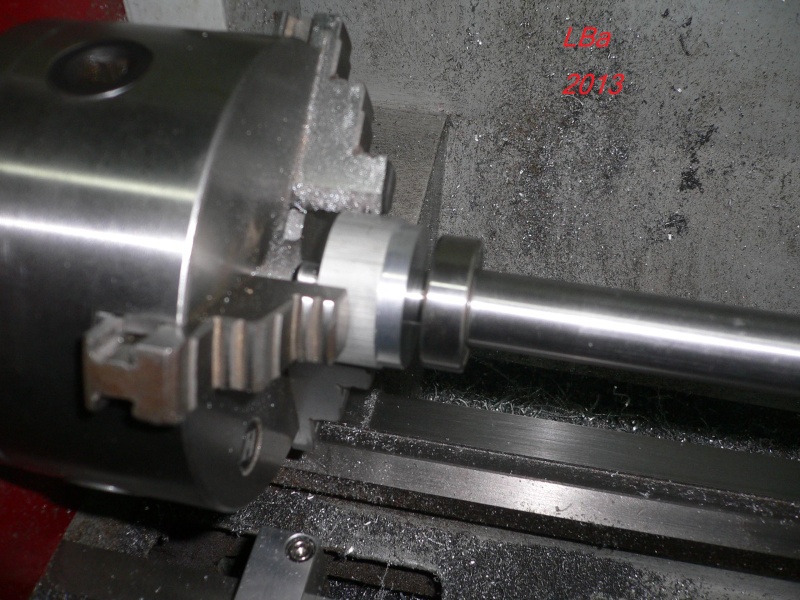
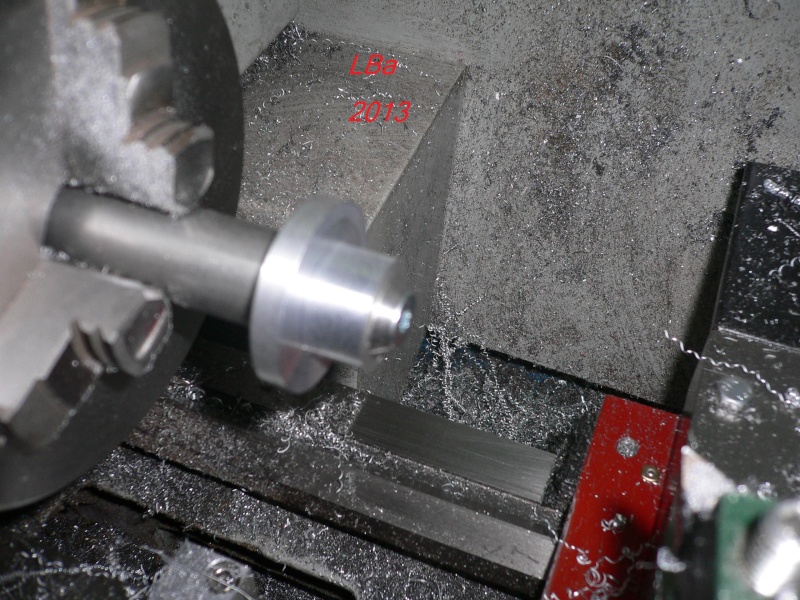
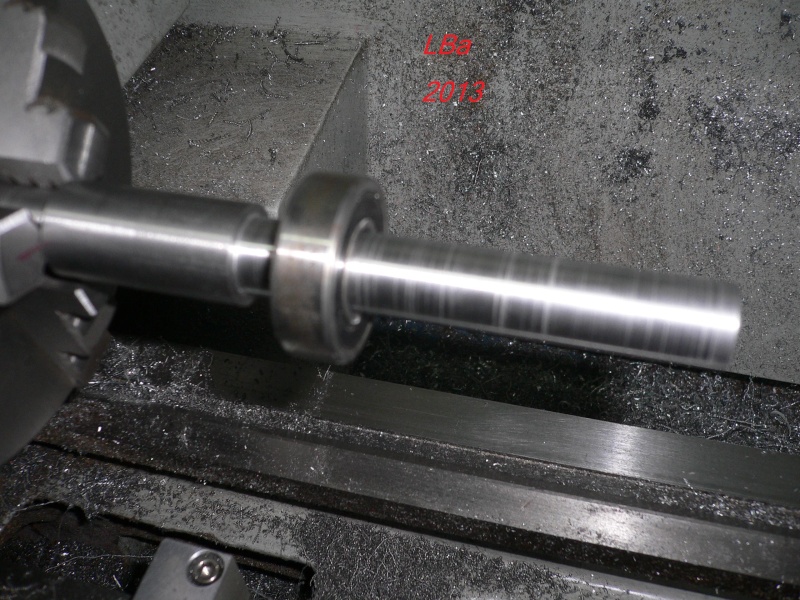
Reprise de l'ensemble paliers/poulie/manivelle
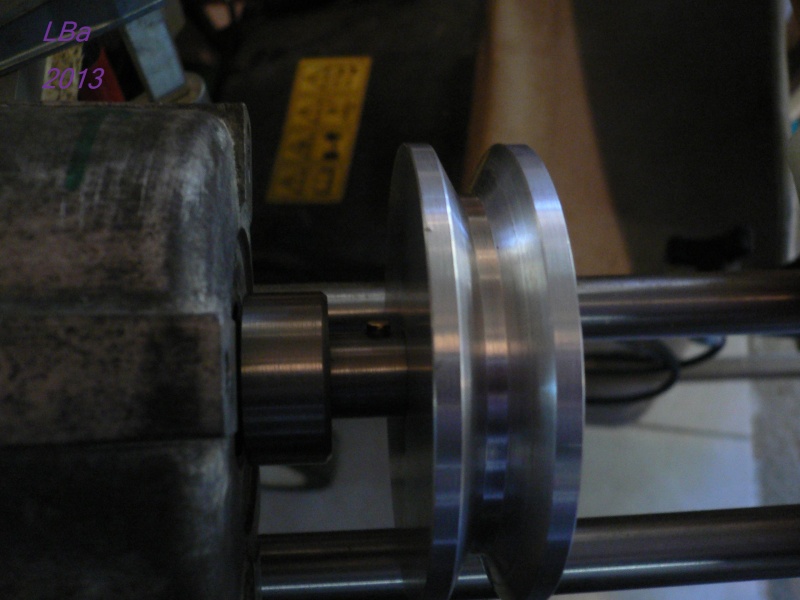
j'ai rajouté deux entretoises sur l'arbre,une de chaque coté de la poulie
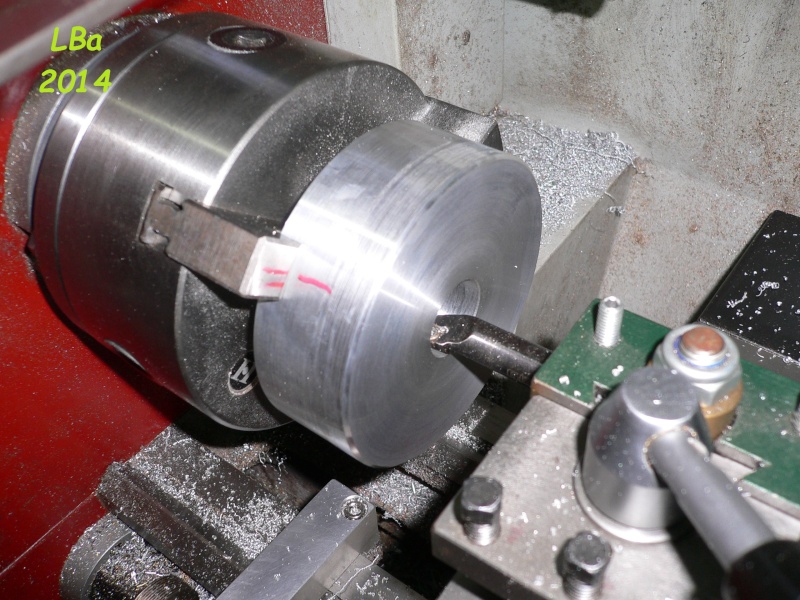
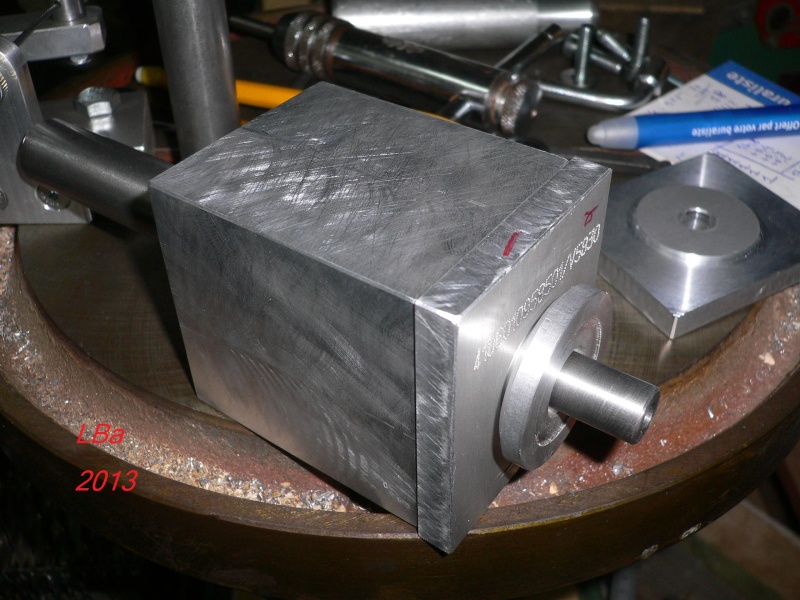
entretoise usiné à partir de riblon en alu
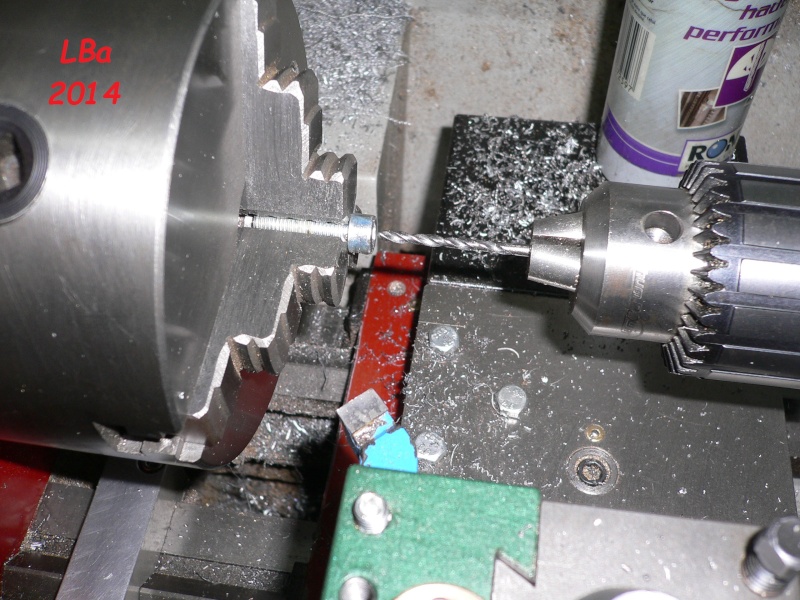
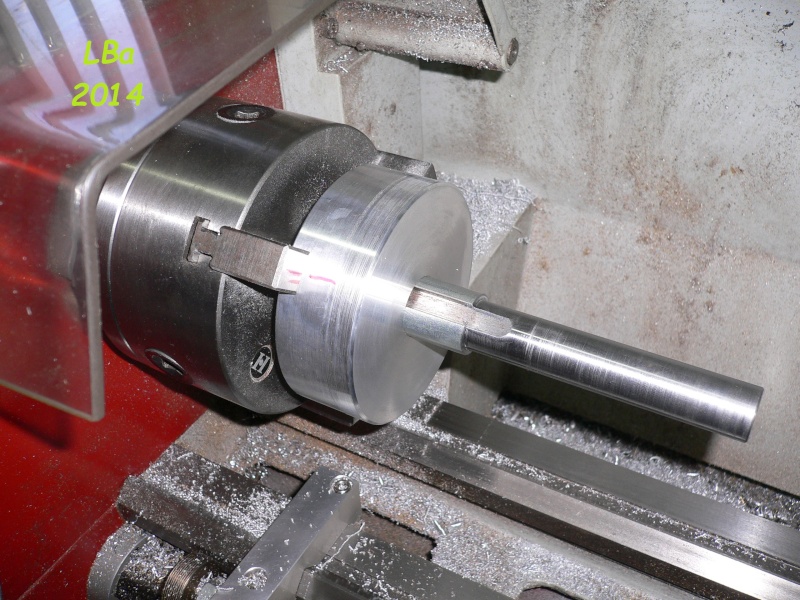
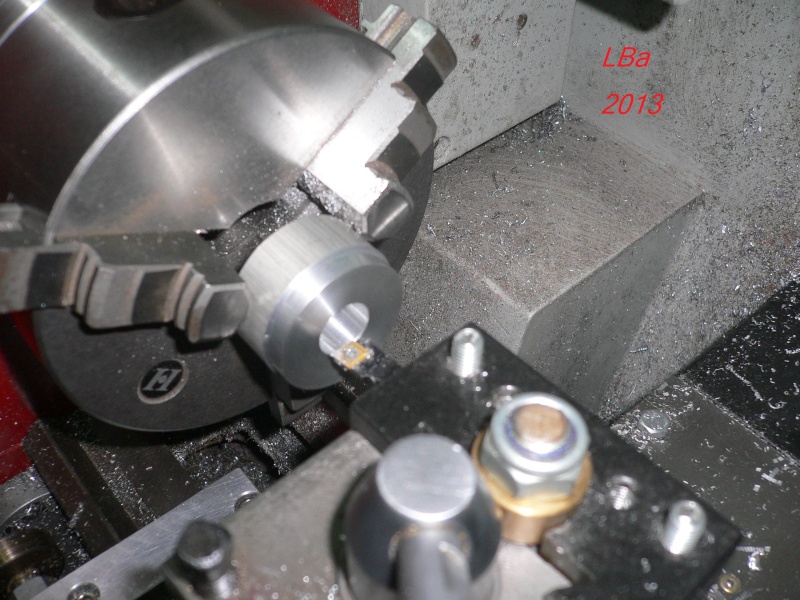
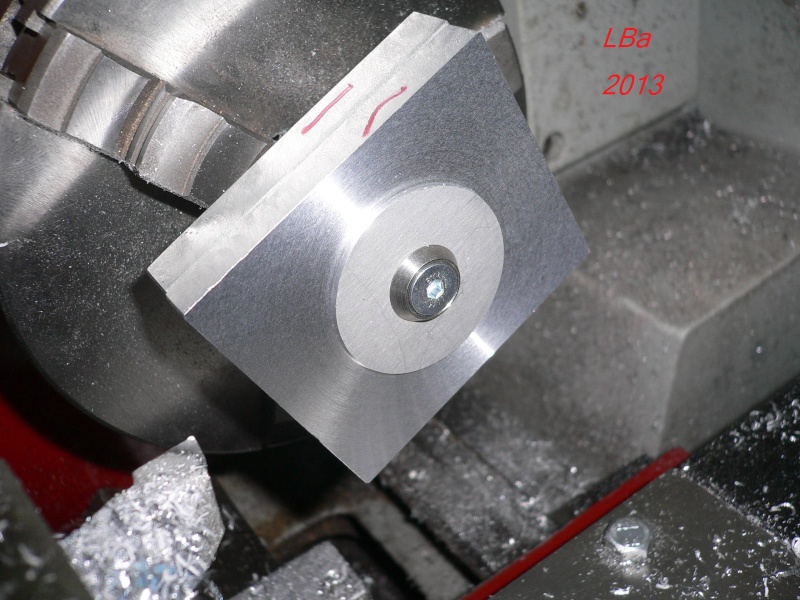
pour les centrer sur le mandrin, j'ai fais comme ceci :
un roulement monté sur un support, fixé sur la tourelle porte outil

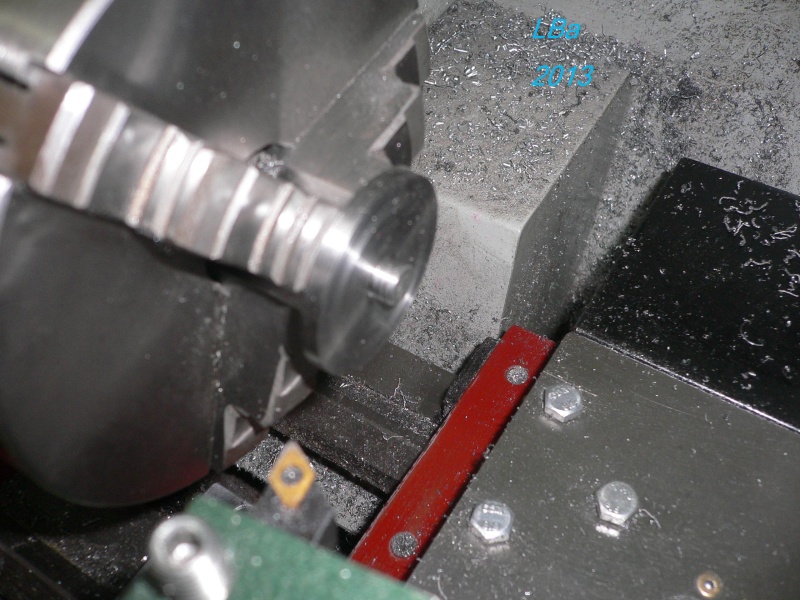
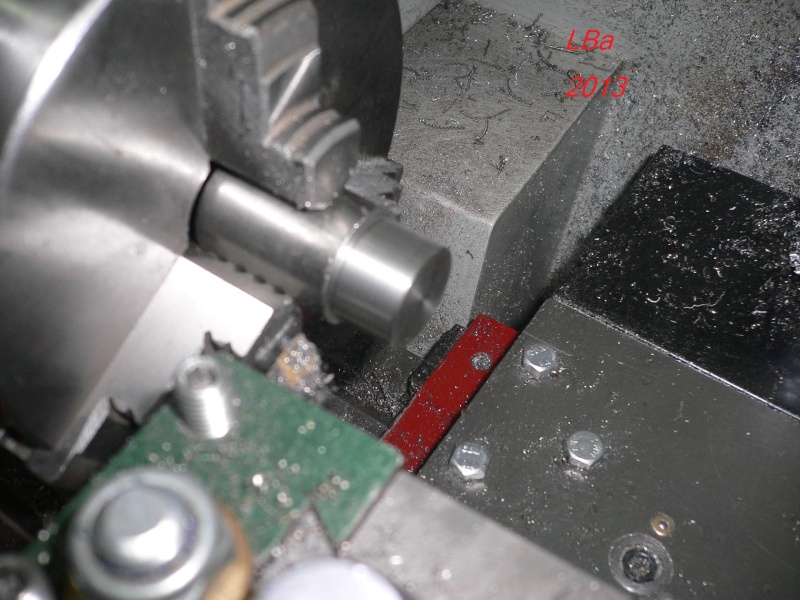
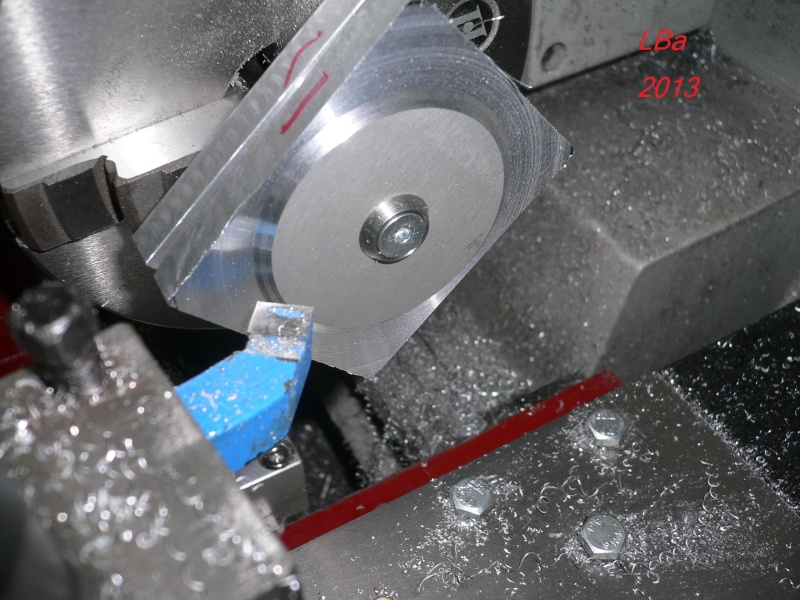
dressage de la face (elle était brut de sciage)
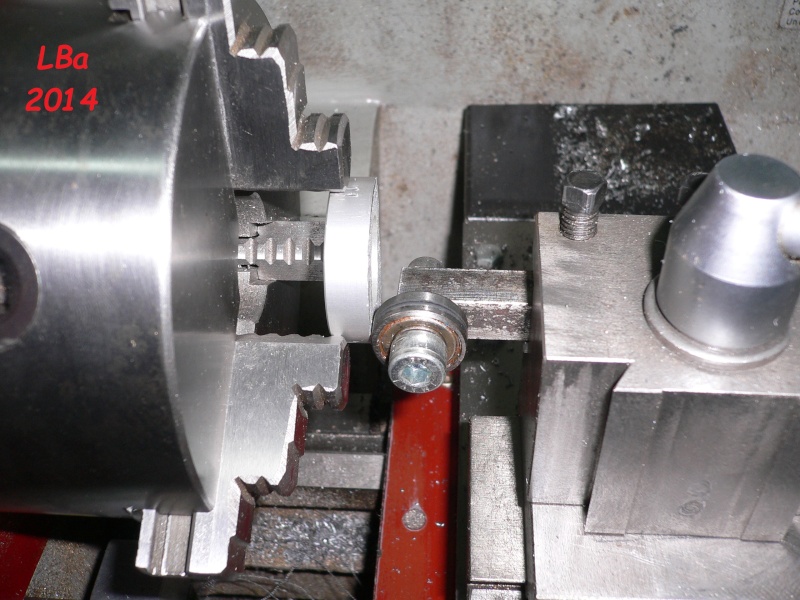
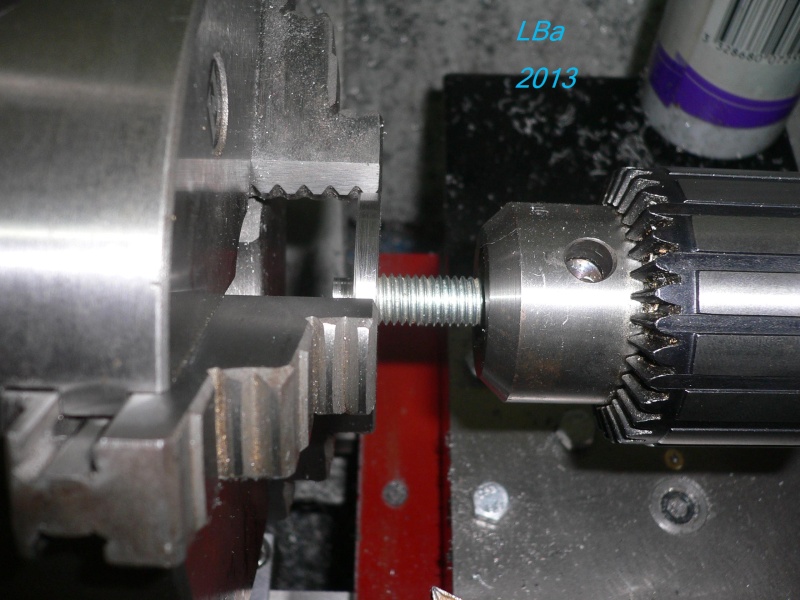
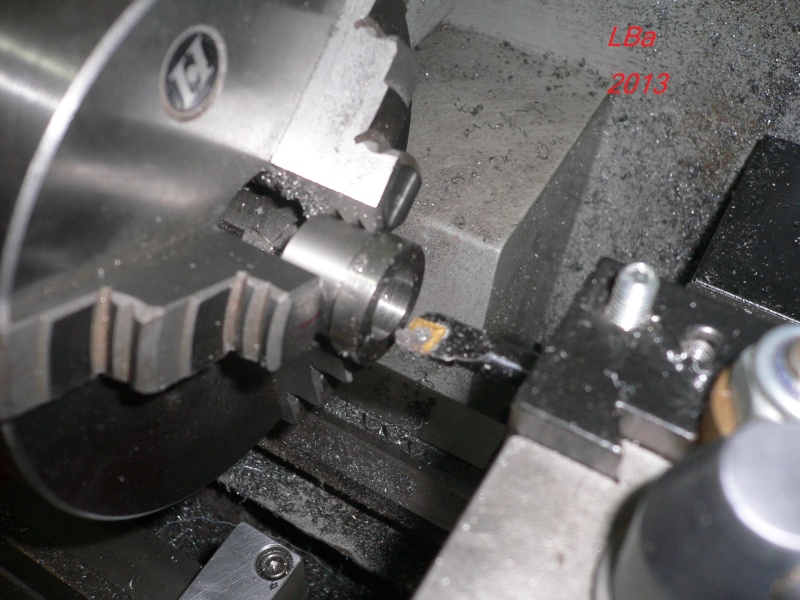
alésage de la premiére entretoise
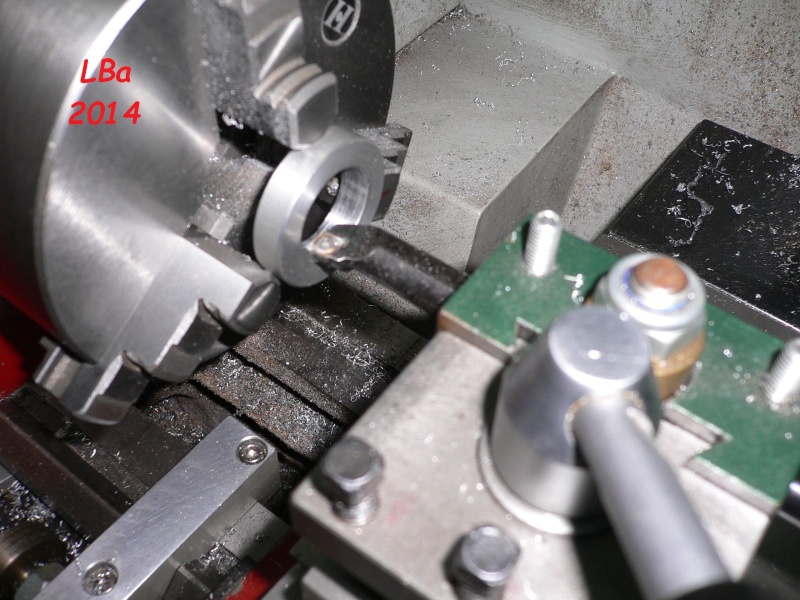
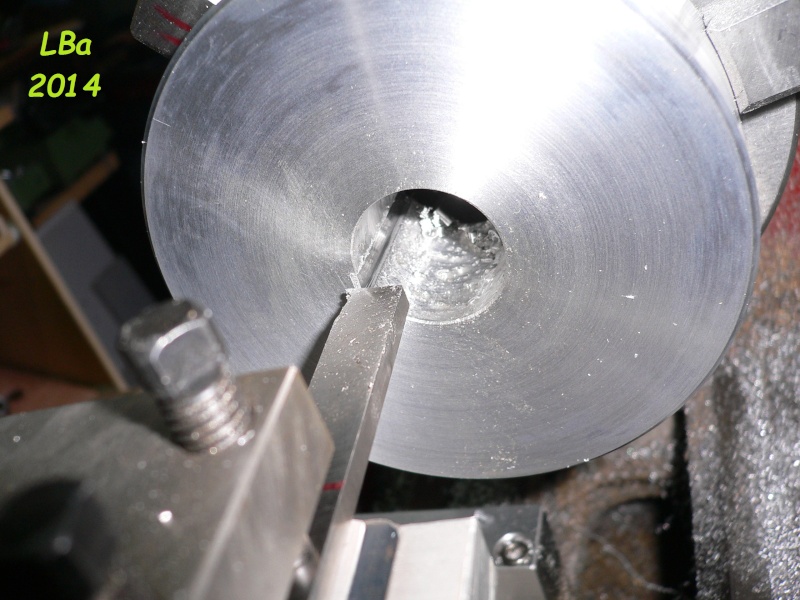
méme opérations pour la seconde entretoise (leur différence est l'épaisseur)
alésage seconde entretoise
perçage avant taraudage à M6 de la seconde entretoise

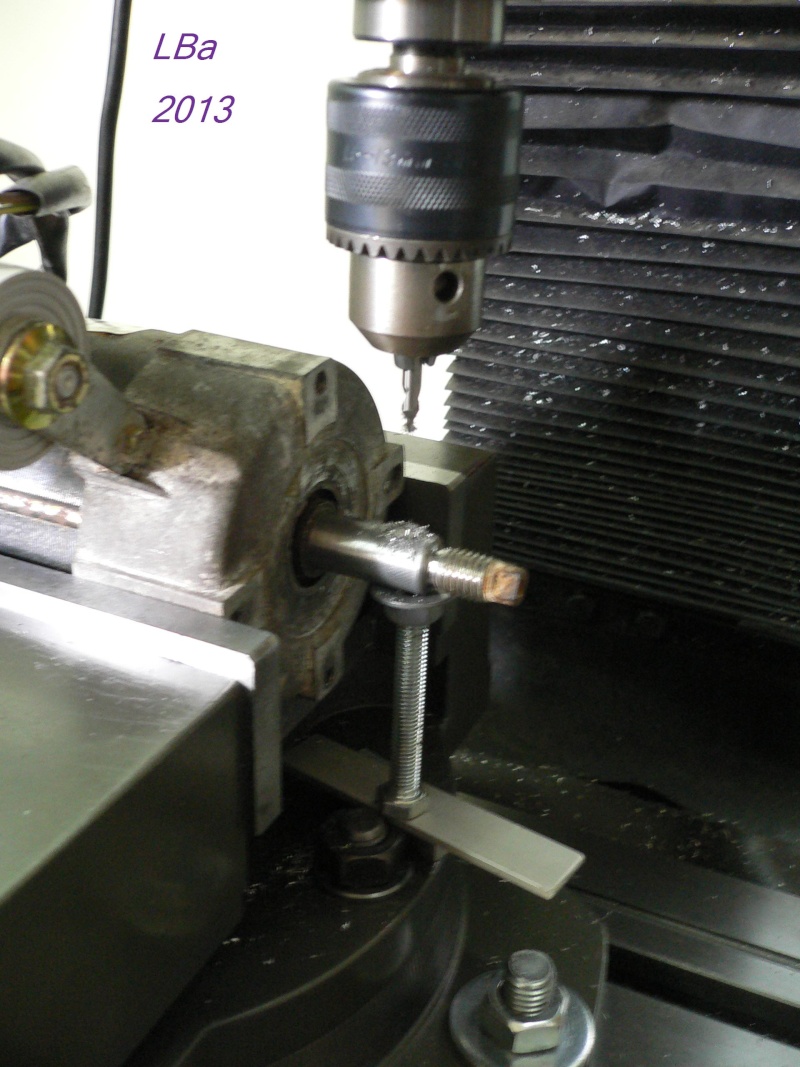
immobilisation de la manivelle sur l'arbre par un taraudage M6

l'ensemble paliers/poulie/manivelle assemblé
Ayant approvisionné une tole d'acier pour mettre sur le bati, début de la mise en place
des différents éléments
Premier élément, l'ensemble paliers poulie central

traçage du positionnement des paliers
aprés perçage à phi 8,5 mm montage des paliers

vue de dessous des paliers, il y a un tube du bati qui passe entre les deux paliers

traçage et perçage à chaque extrémité de la tole de la fixation des paliers support des poulies
de renvoi du cable

les paliers sont installés, j'ai positionné les guides du chariot, et fixé seulement un palier
(à chaque extrémité) des guides
D'avoir réaliser ceci, j'ai pue concevoir comment relier le cable au chariot et commencer l'usinage des piéces
Aprés remontage du sous ensemble paliers et compagnie,et mise en place du cable de déplacement
premier essais:
déplacement du chariot à droite

déplacement du chariot à gauche
en deux tours de manivelle, le chariot est déplacé d'une extrémité à l'autre soit une course de + de 700 mm
le déplacement, étant tellement fluide que j'ai été obligé de mettre des amortisseurs en fin de course
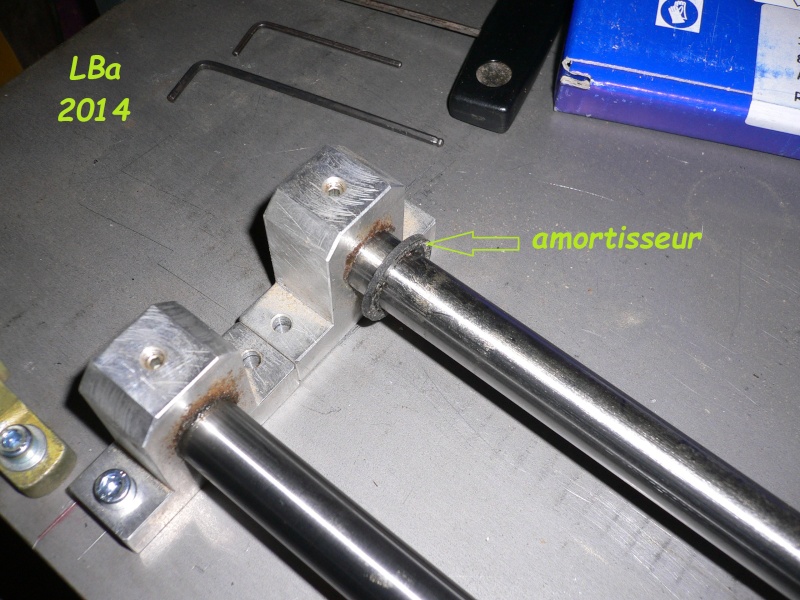
les amortisseurs sont de béte joints en cahoutchouc
Maintenant que l'ensemble chariot est positionné, je peu passer au positionnement de l'ensemble support/meule
l'ensemble ayant été positionné (impossible de prendre une photo, je n'ai que deux mains)
j'ai traçé la position, aprés démontage du support meule, j'ai repositionné la colonne/semelle du support
sur le tracé effectué
j'ai dégauchie, la semelle par rapport à un bord de la tole afin de tracer les trous de fixation de la semelle
la position des trous de la semelle étant tracé, pointage et perçage à 10 mm
j'ai mis un peu de jeu, les vis de fixation sont en M8, sur conseil de mon expérience
la semellle est en place, maintenue par 4 vis M8 et plaque écrou

vue des plats écrou (sous la tole)
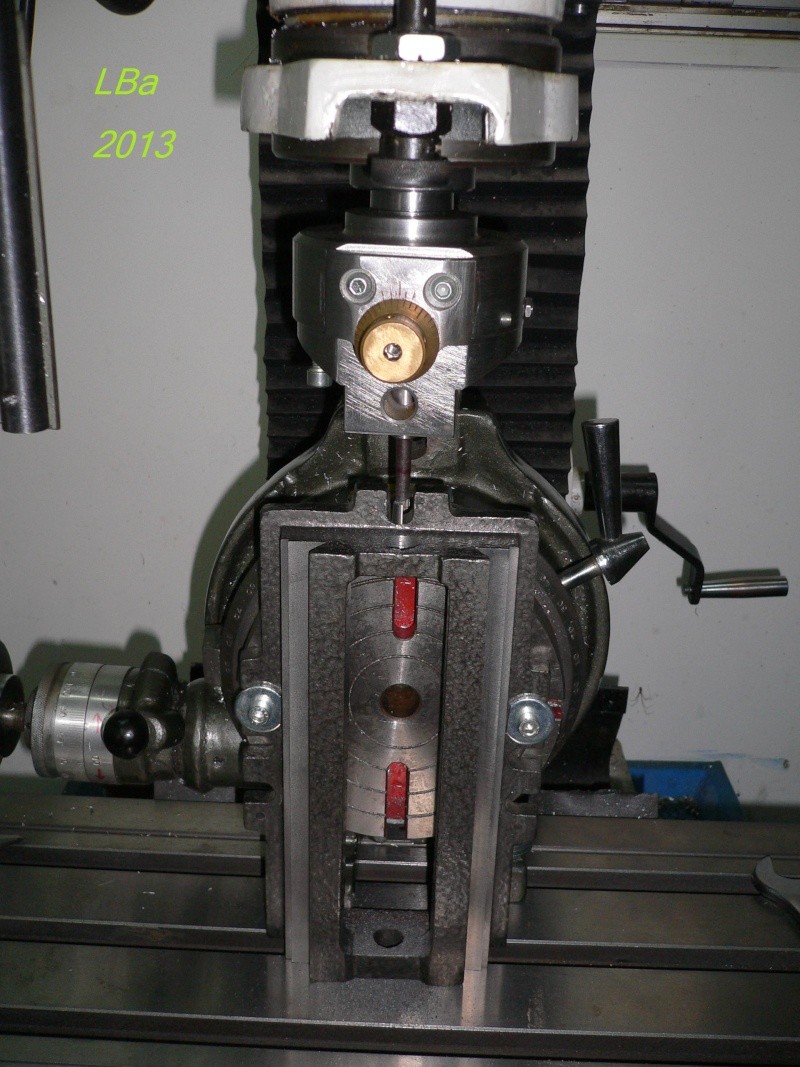
MIse en place de :
de l'ensemble support/meule/moteur
Ceci étant fait, j'ai fait un controle du parrallélisme chariot/meule
je peut le régler aux p'tits oignons ayant des lumiéres dans les supports de guide (les ronds)
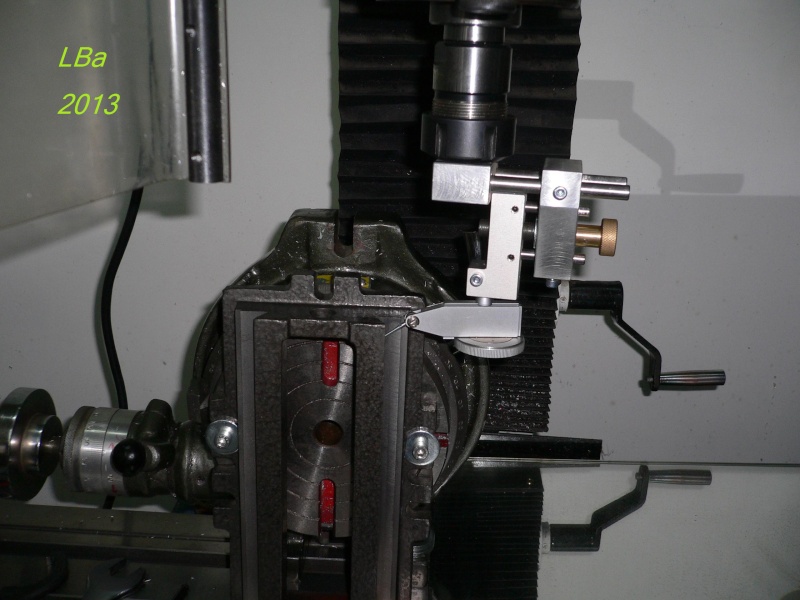
par contre, en vérifiant,le parrallélisme en déplacement du support fer par rapprt à la meule, j'ai un défaut
le chariot est lui parralléle mais pas le support fer
aprés recherche et réflexion sur le pourquoi du comment est ce possible
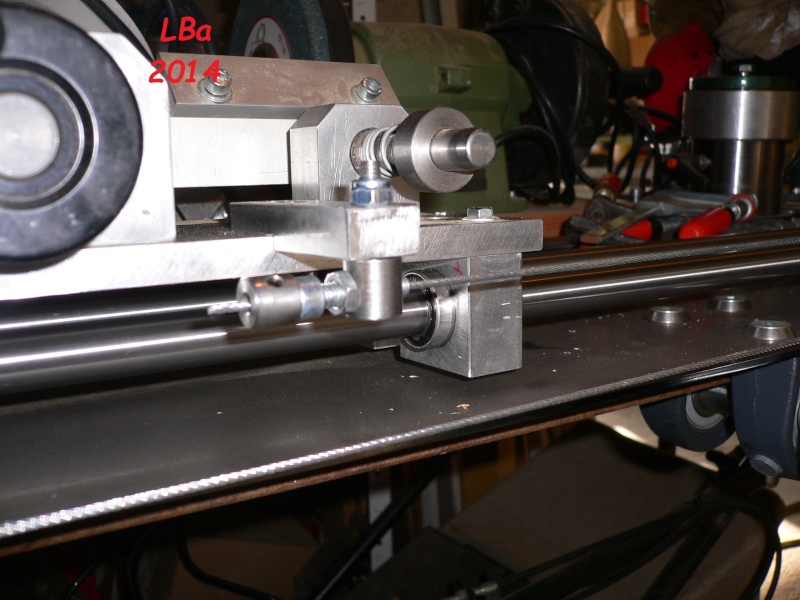
ce déplacement est assurré par une vis à pas fin et deux colonnes sur douille à bille
les colonnes et douilles sont de la récup de moule d'injection plastique, dans la pratique de leur utilisation
elles travaillent en position verticale et subissent une charge (poids de la matiére du moule) soit plusieurs kg
de ce fait elles restent parrallélles entre elles
dans mon utilisation, elles sont en position à plat et ne supportent auccune charge, de ce faite les douilles arrivent
à se décaler l'une par rapport à l'autre de quelques dixièmes et mettent en crabe mon support fer qui n'est plus
parrallélle à la meule
si je garde le système tel quel, je vais affuter mes fer en biais, ça ne me plais pas !
je vais donc revoir et modifier le systéme de guidage
je vais remplacer les douilles à bille par des douille lisse !
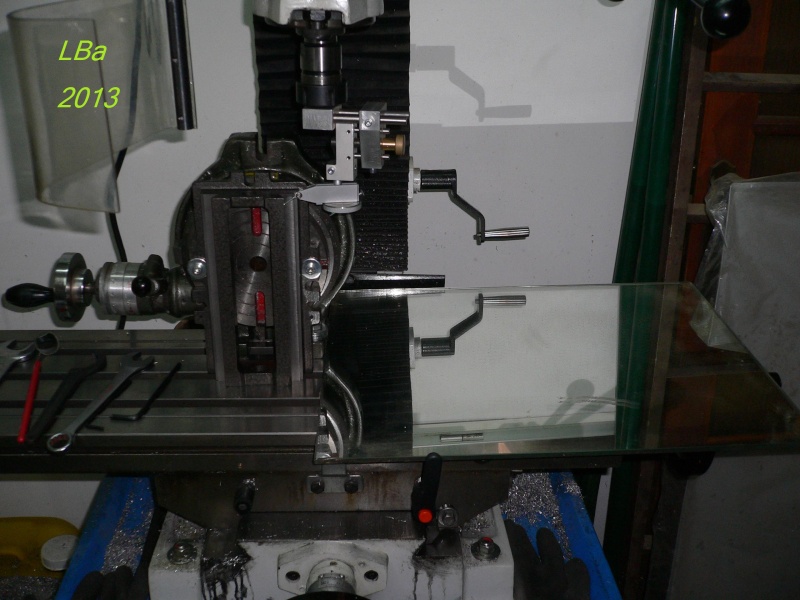
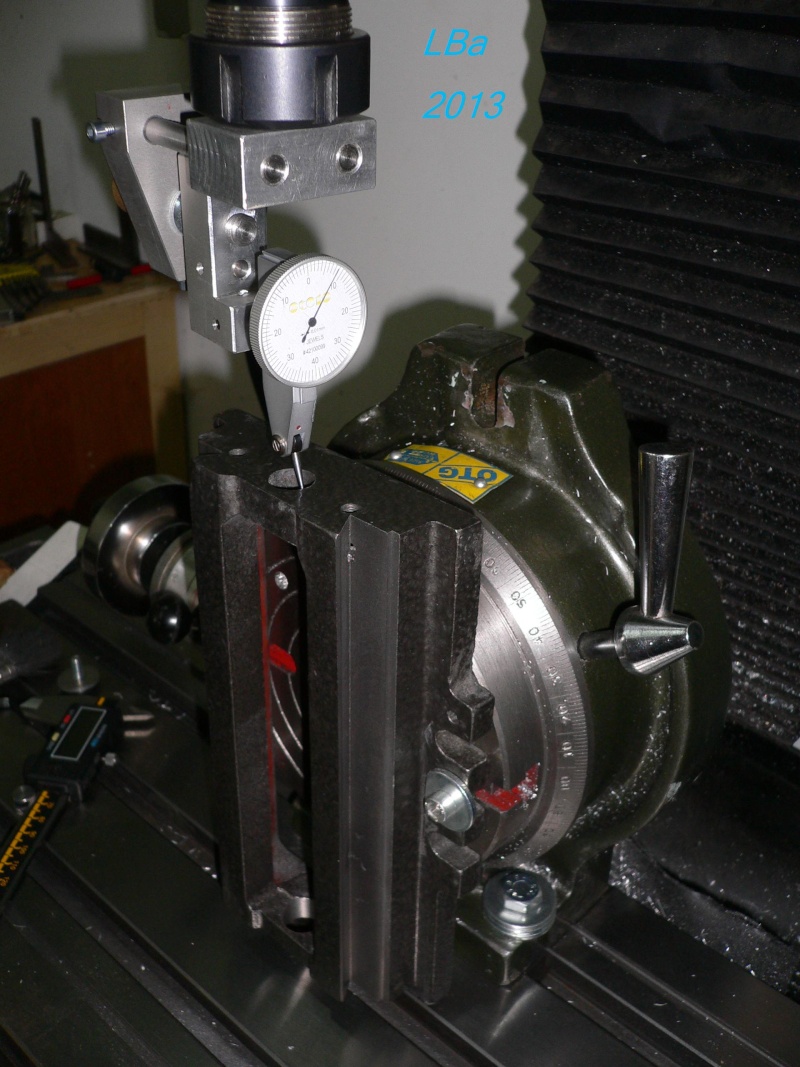
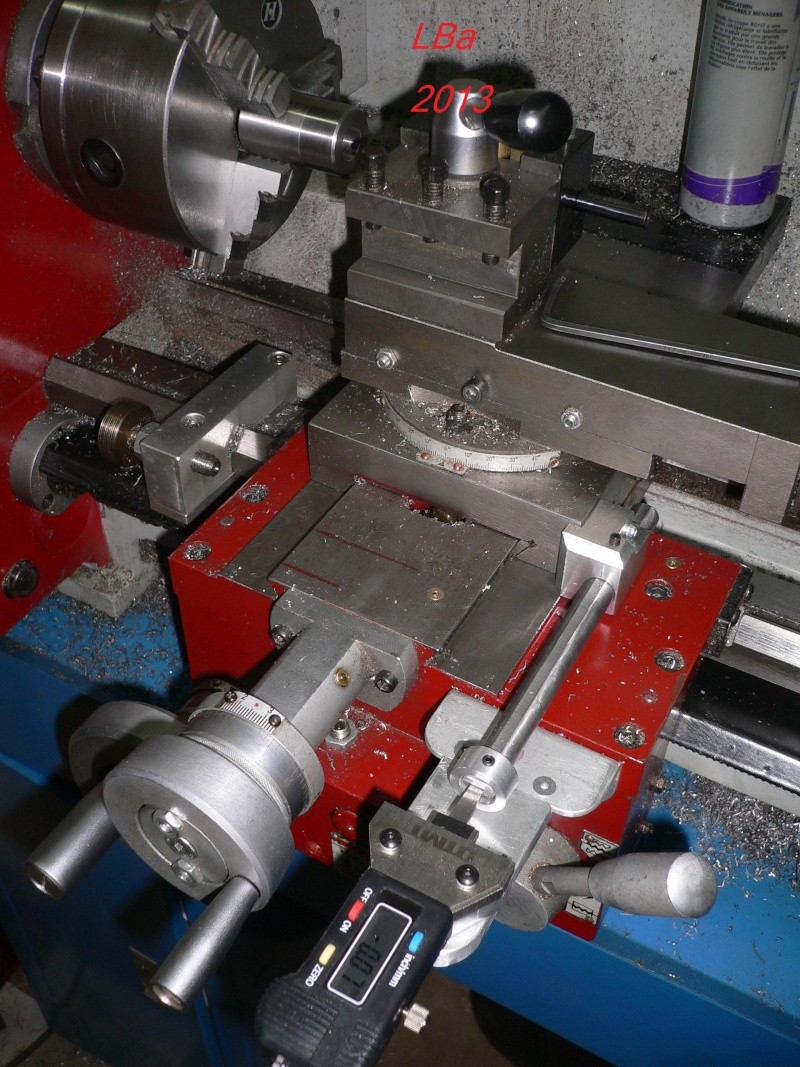
Aprés avoir fait cette modification, contole du parallélisme du déplacement
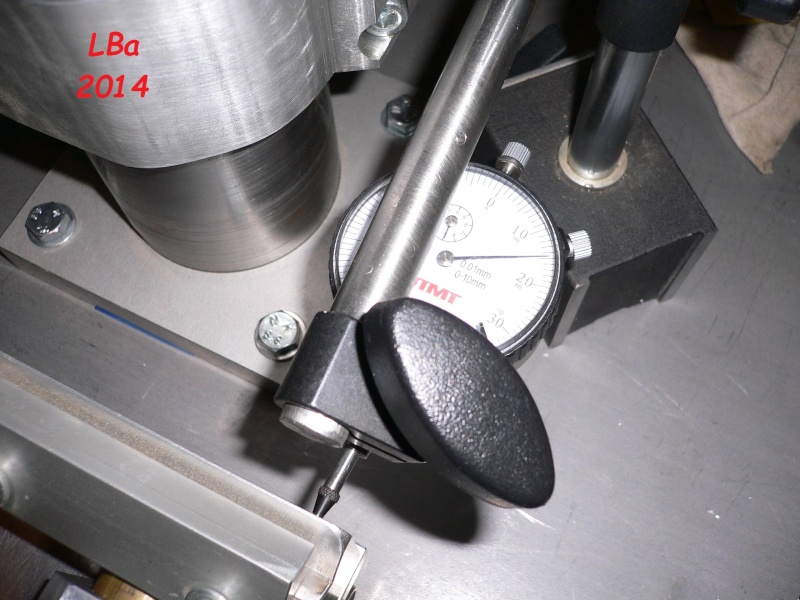
réglage avec un comparateur , mise en place du comparateur sur une extrémité du chariot
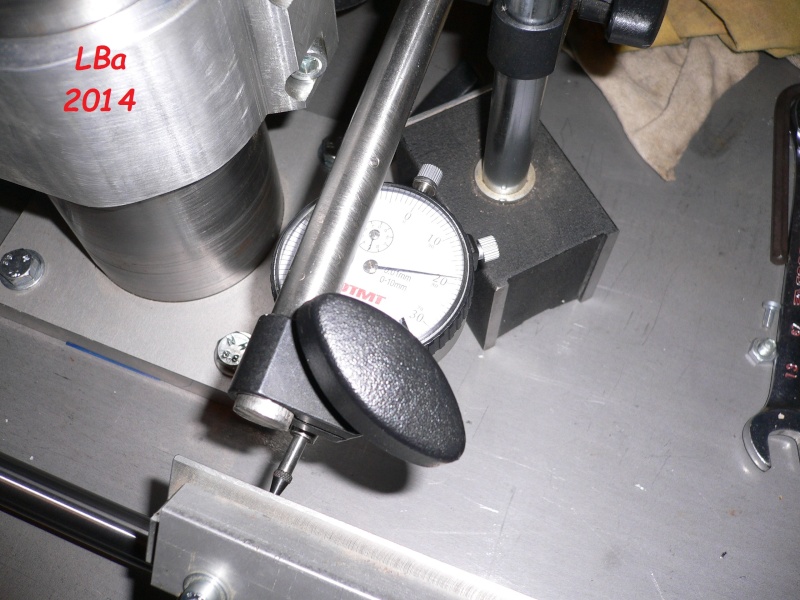
et déplacement du chariot pour visualiser l'écart
aprés réglage en tatonnant, j'arrive à 5 centièmes pour un déplacement de 320 mm
pour l'instant, je vais me contenter de ça ! et continuer le montage
Systéme de déplacement du chariot support fer
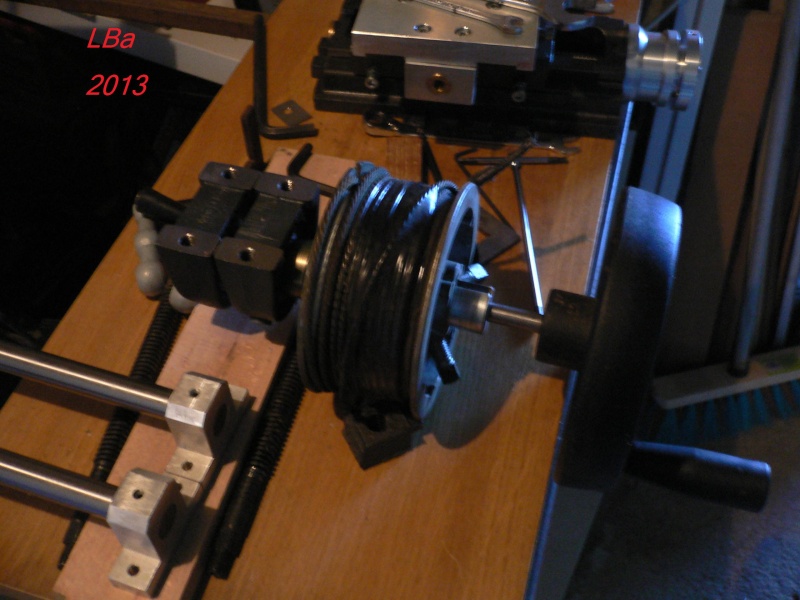
Le déplacement du chariot porte fer va etre assuré par cable et poulies

image de l'ensemble à déplacer de gauche à droite et vice versa
le systéme de déplacement sera composé de différentes piéces notament de la récup
une poulie maitresse avec manivelle
deux poulies de renvoie
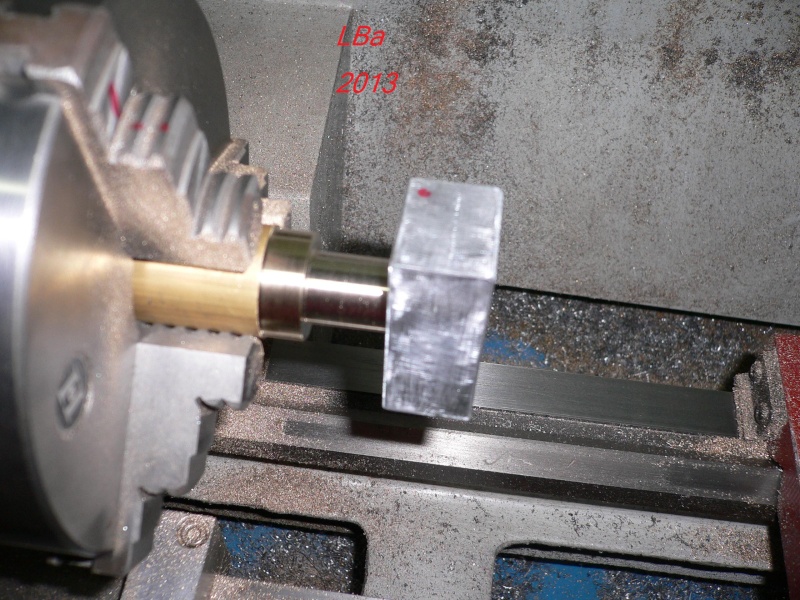
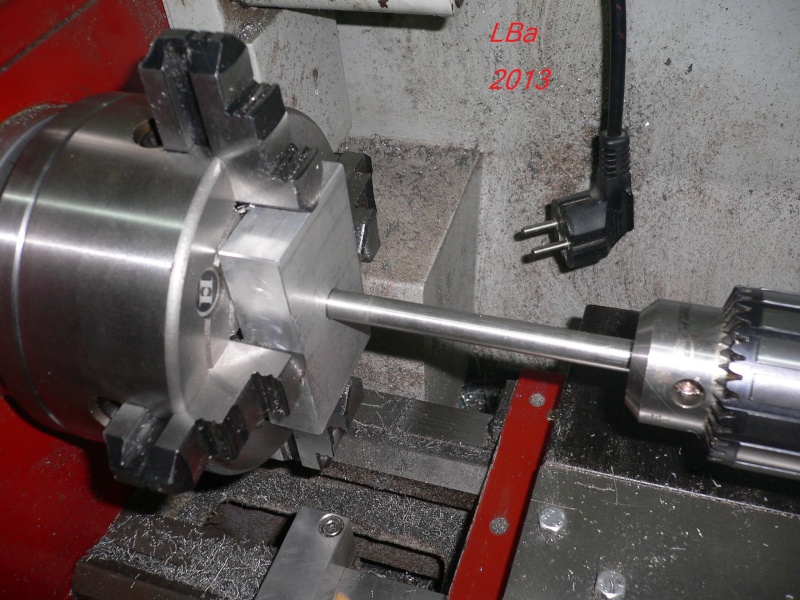
Poulie maitresse et son arbre (récup de porte sectionnelle)
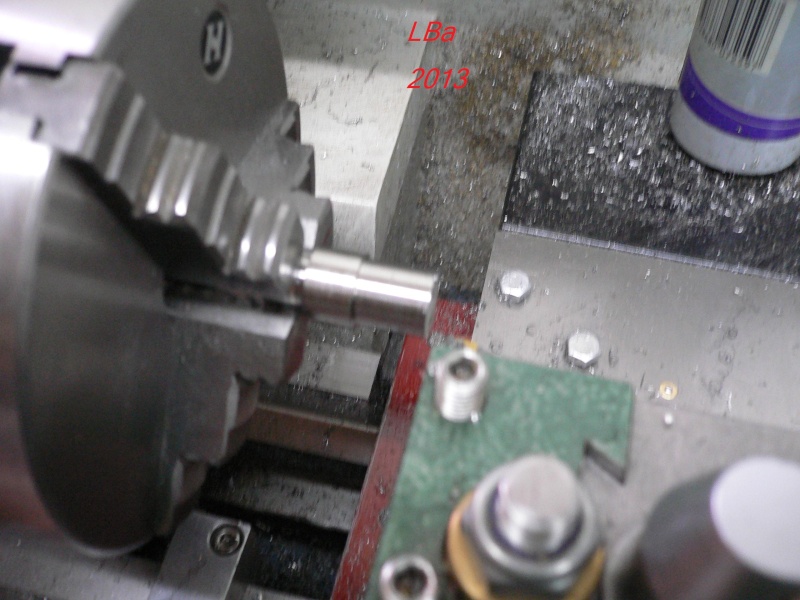
usinage de l'arbre support poulie
l'usinage à consister à réaliser une portée de roulement pour instaler deux paliers

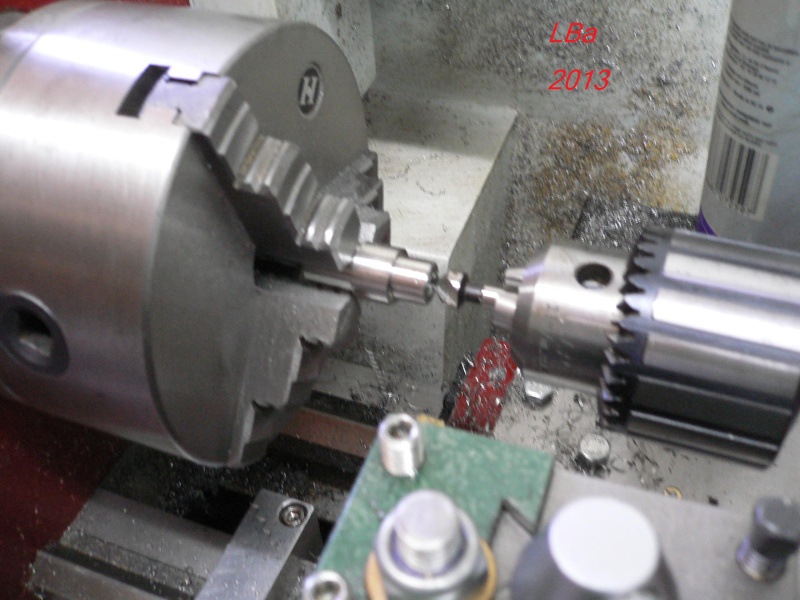
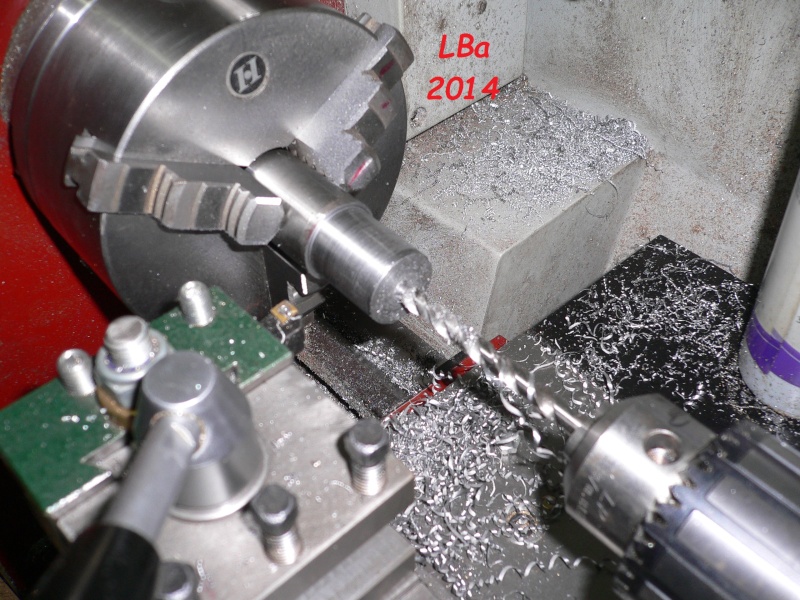
perçage en bout de l'arbre pour insert manivelle

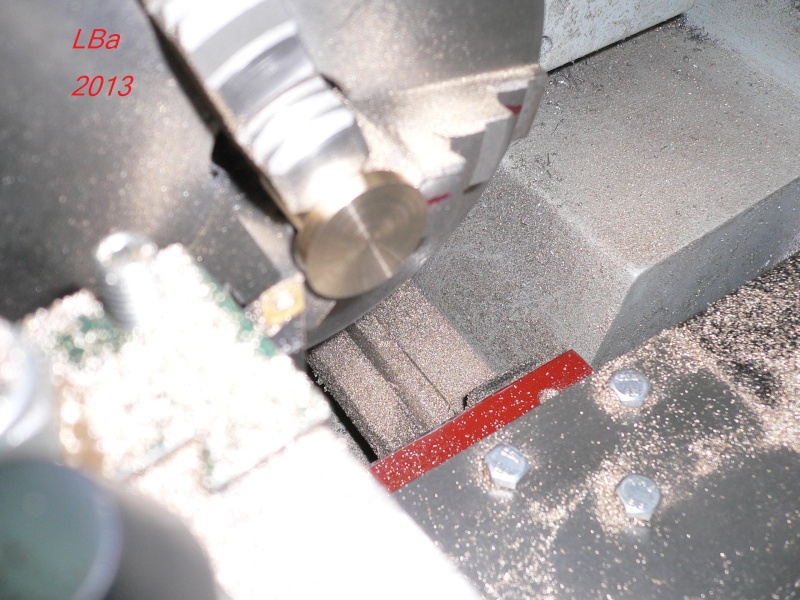
essais de l'axe de manivelle (celui-ci sera certainement recoupé en longueur )
ensemble poulie(avec le cable) montée sur l'arbre avec ces deux paliers
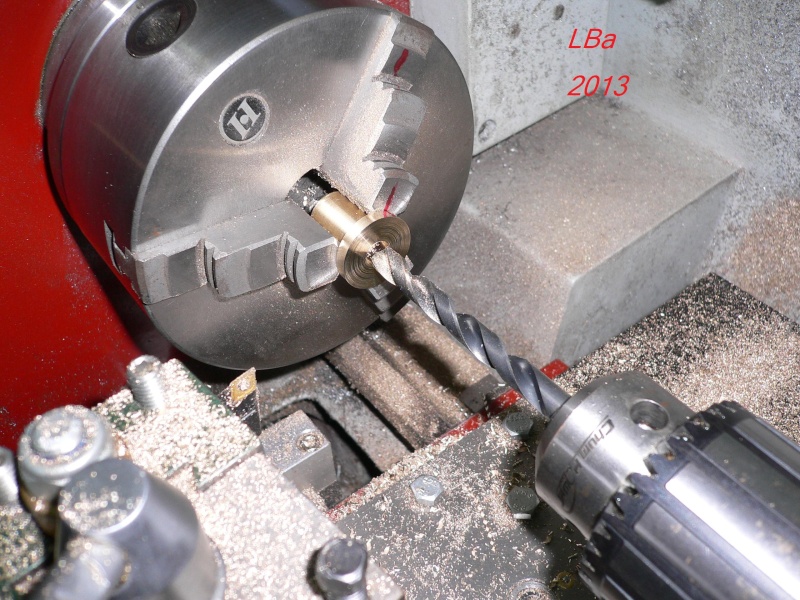
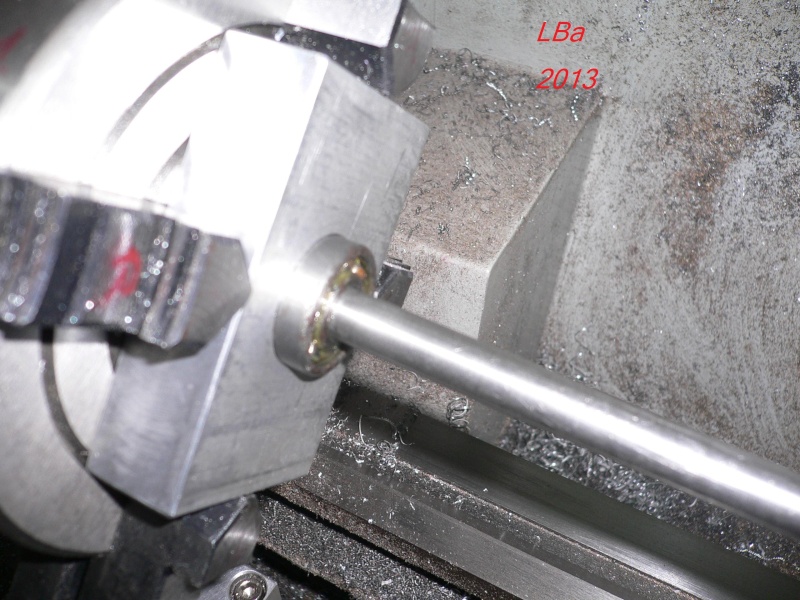
Paliers de renvoie
arbre usinage portée de roulement du palier
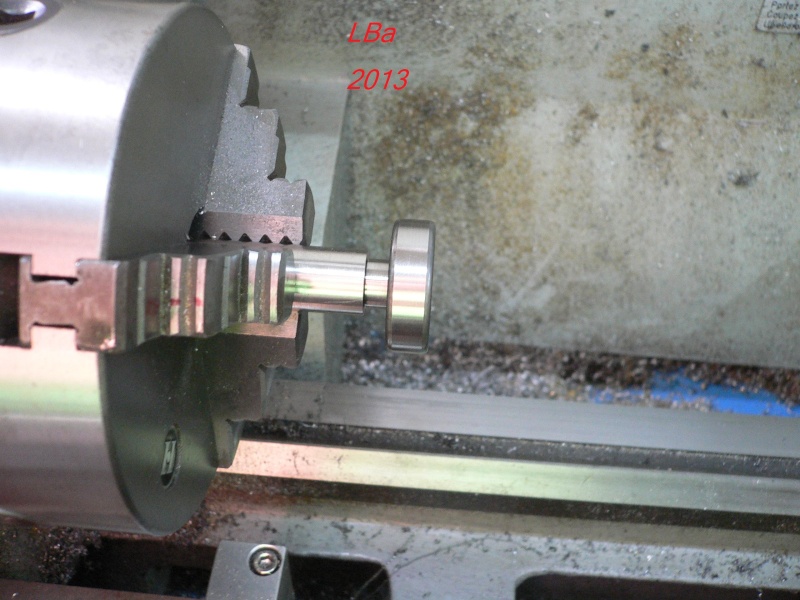
controle de l'ajustement du roulement
usinage d'un arbre de palier de renvoi (fraisure avant taraudage)
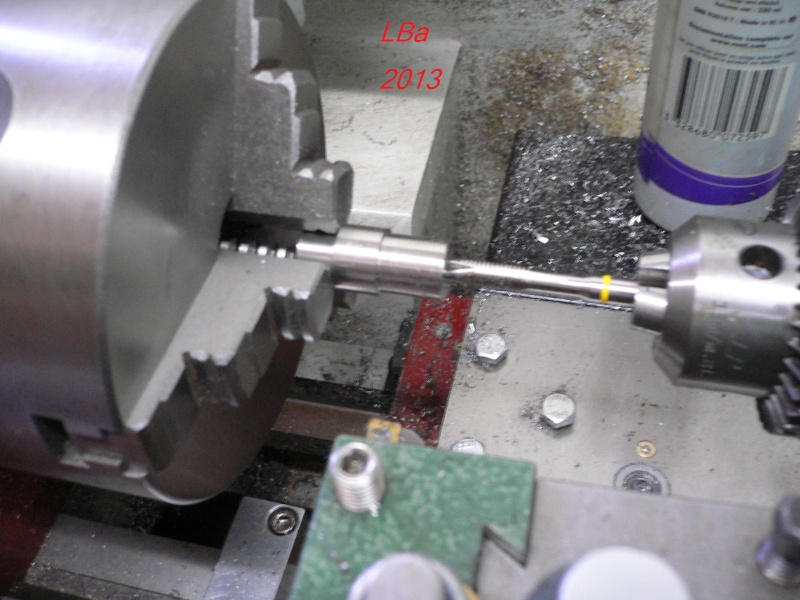
taraudage en bout d'arbre

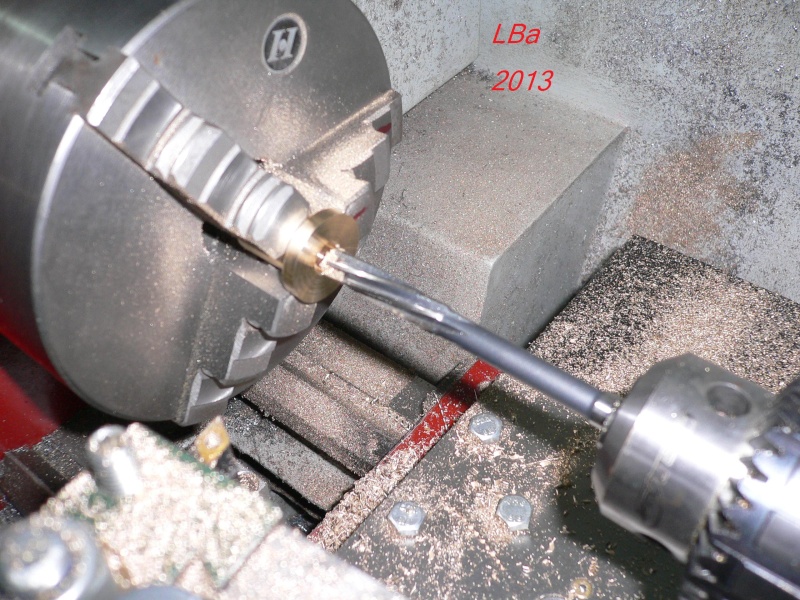
un arbre de monté sur un palier

l'arbre est immobilisé en translation (sur la cage de roulement) par une vis Tf et rondelle cuvette
Le projet ayant été mis en suspend pour des réalisations plus pressantes, celles ci étant réalisées
je reprends le sujet
Ce que j'avais prévue au départ, me chagrine un peu, je vais faire des modifications, d'autre choix
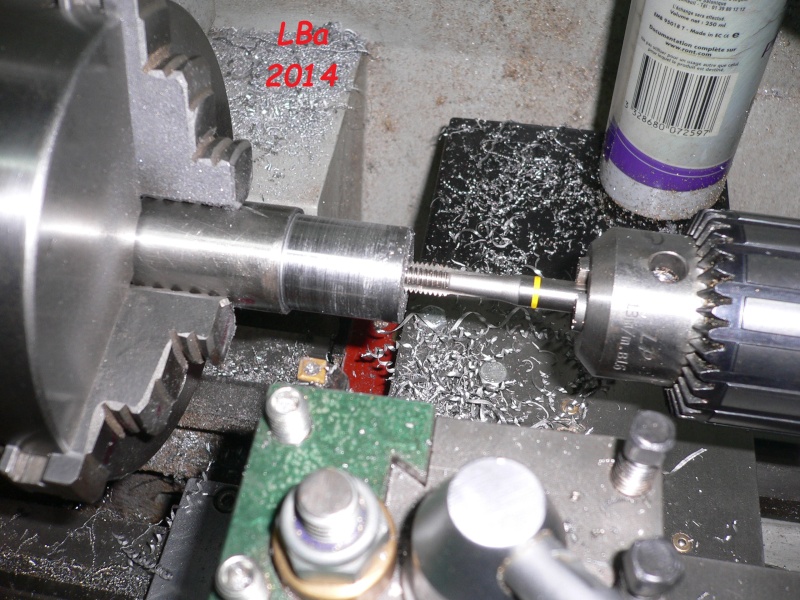
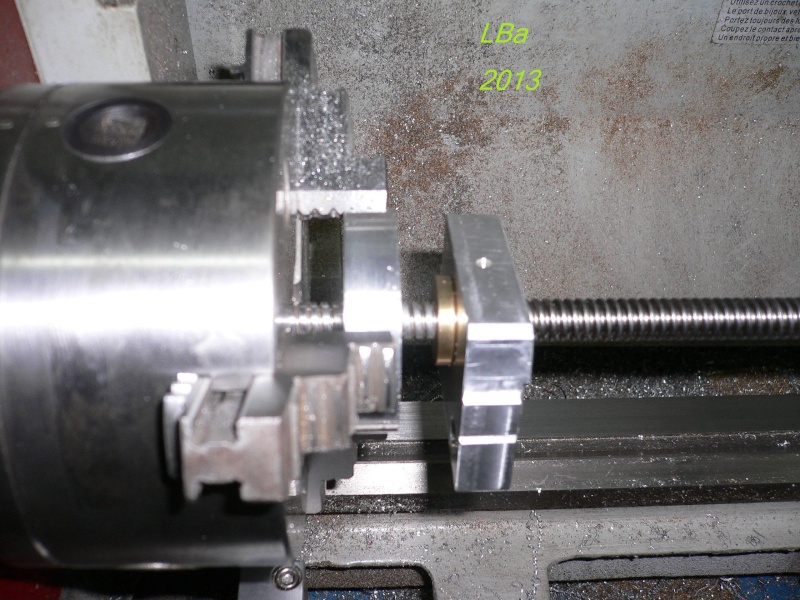
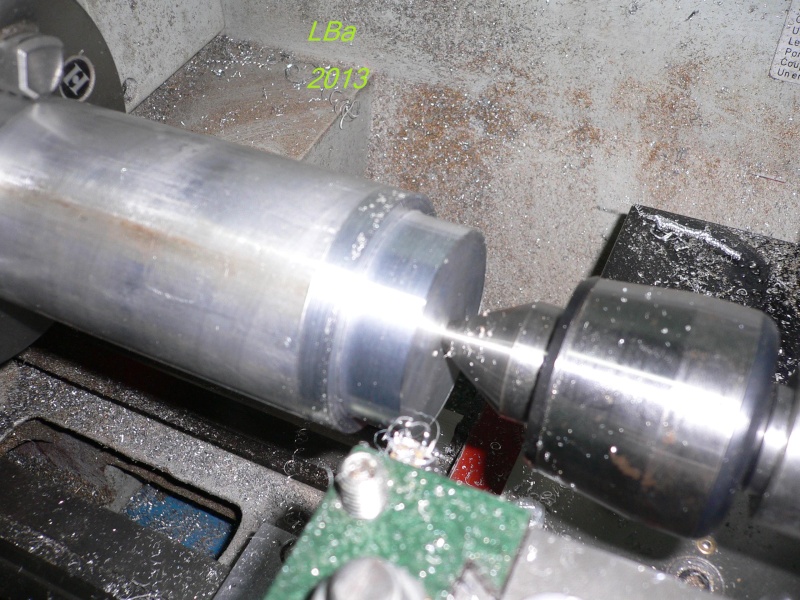
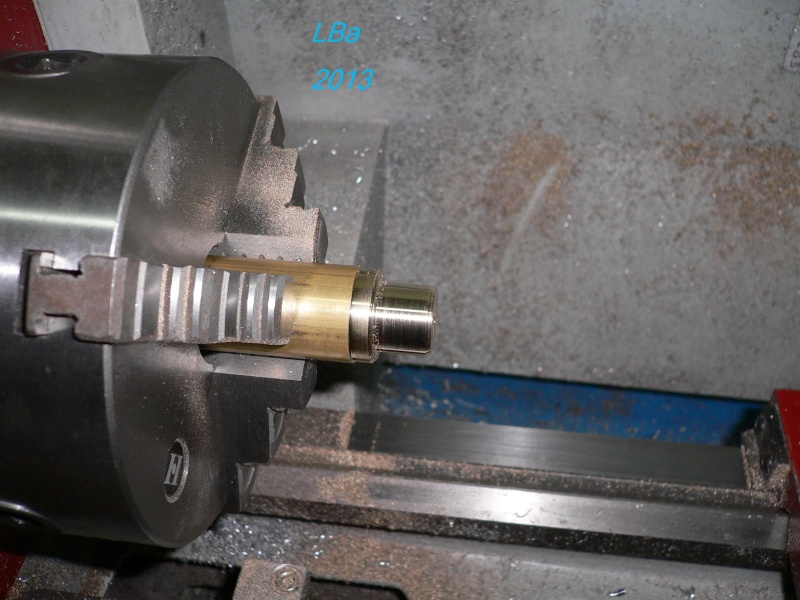
Pour commencer, je reprends l'axe support poulie d'enroulement de cable

la reprise consiste à rallonger l'épaulement de 20 mm
essais des paliers, j'ai un écartement de 25mm entre eux, le tube de la table passe largement
La poulie,que je voulais utiliser (porte sectionnelle), ne me plais pas, je la trouve trop mastoc
je vais en faire une autre
Dans du rond alu de 100 mm : débit d'une rondelle de 35 mm

débit de la future poulie
montage sur le tour pour usinage

dressage de la face

blanchiement du diamétre extérieur, avant reprise

aprés retournement de la piéce, dressage de la seconde face

perçage avec mon plus gros foret, en vue d'un alésage
alésage au diamétre de l'axe
controle de l'ajustement avec l'axe
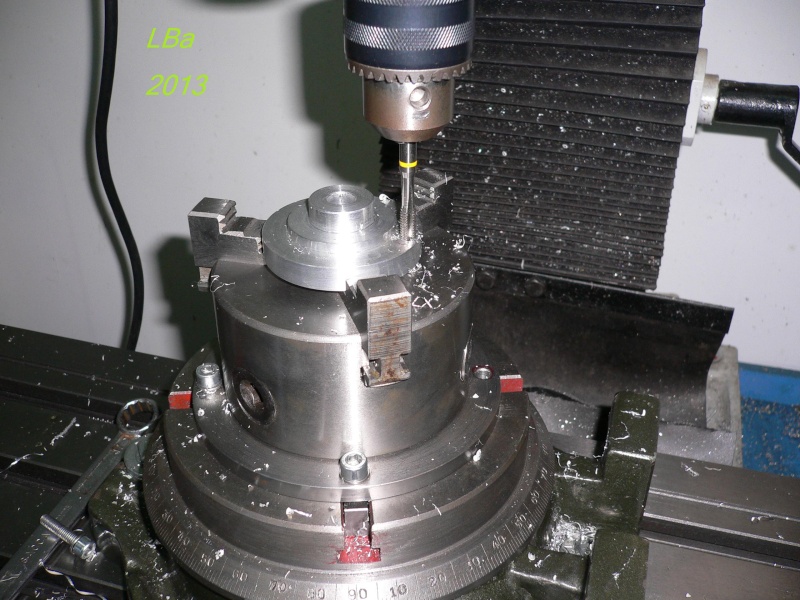
avant démontage de la piéce du mandrin, je vais usiner la rainure de clavette, celle-ci doit faire 8 mm
de large, je vais utiliser une lame de 4mm d'épaisseur et le faire en deux fois
je commence par régler l'outil sous la hauteur de pointe et commence l'usine en déplacant l'outil
à l'aide du trainard
début de l'usinage, la prise de profondeur de passe est de 1/10 mm à chaque fois
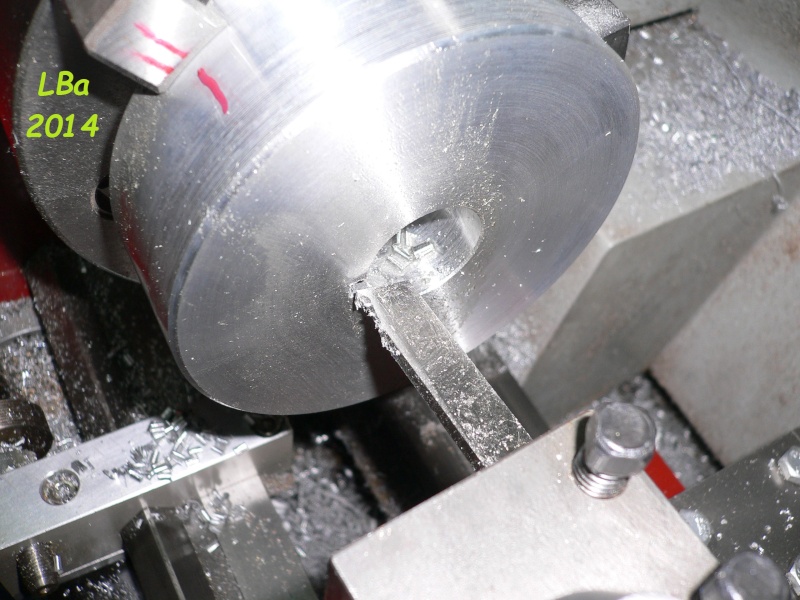
usinage premiére demi rainure en cours

la demi rainure est usinée
réglage de l'outil, cette fois au dessus du centre

réglage hauteur outil pour la seconde demi rainure

début usinage de la seconde rainure de clavette

usinage de la seconde rainure de clavette en cours

la rainure de clavette de 8 mm est maintenant usinée, un petit ajustement à la lime s'impose
tout de méme

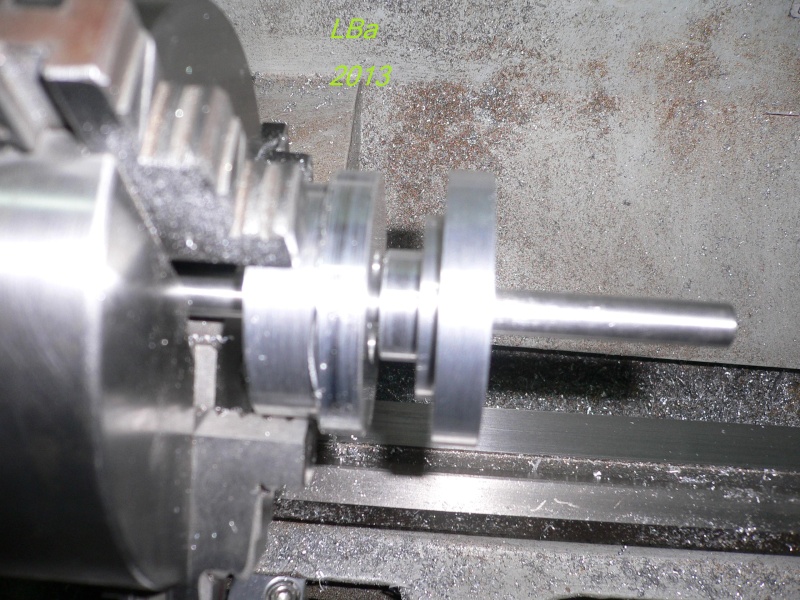
aprés l'ajustement, montage de l'arbre/clavette/poulie
sur cette poulie, j'envisage (comme celle en modéle) de réaliser une george de guidage
pour le cable
dons usinage d'un cimblot de reprise pour la poulie

aprés réalisation d'un épaulement, controle de l'ajustement avec la poulie
perçage en bout pour réaliser un taraudage afin de bloquer la poulie contre l'épaulement
taraudage à M8
Mon tour est équipé d'une boite de filetage, mais le plus grand pas que je puisse réaliser est un
pas de 2,5 mm
ayant une cascade de pignons entre la sortie de la boite des avances/pas et la vis mére, il me
suffit de changer des pignons afin de réaliser un pas plus important
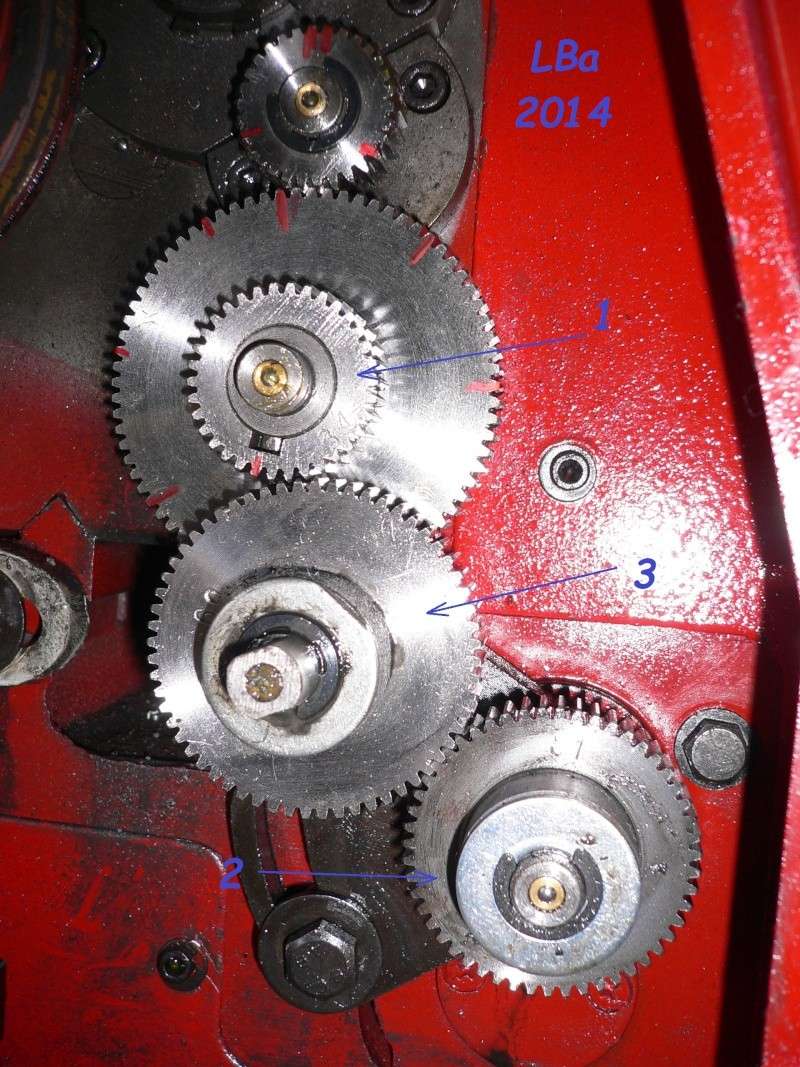
cascade de pignons montées pour un pas de 2,5 mm
en changent les pignons 1,2,3 je peux modifier le pas
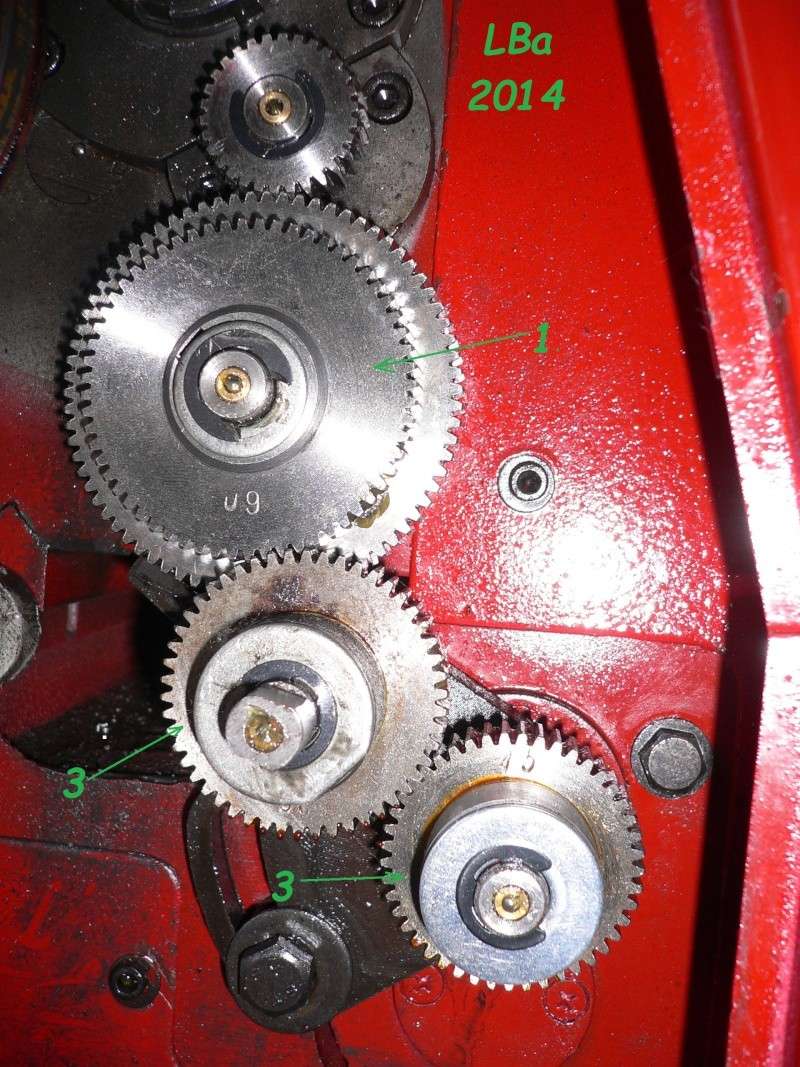
échange des pignons 1,2,3,
téhoriquement, je dois réaliser maintenant un pas de 5 mm (sans changer les positions des manettes
de la boite d'avance)
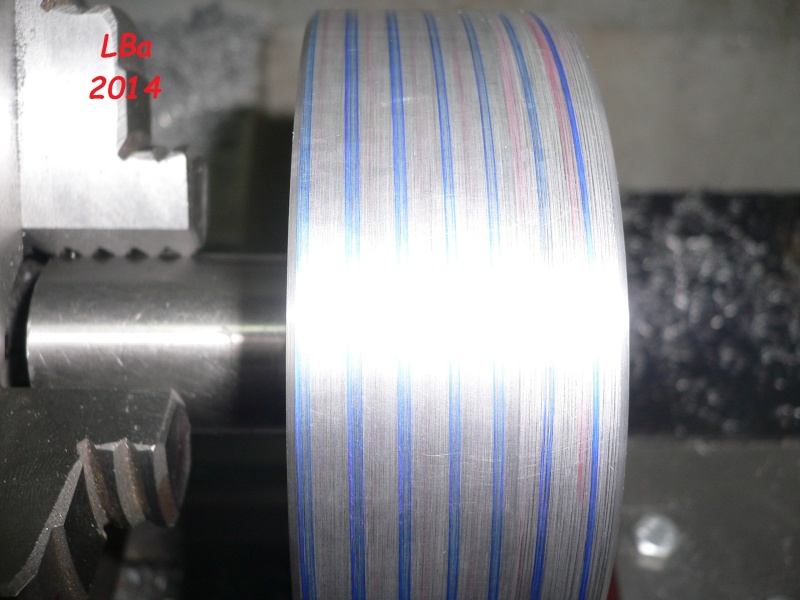
controle du pas, il est bien de 5 mm
pour le controle, j'ai mis un feutre contre la tourelle porte outil et mis en route le tour, vis mére enclenché
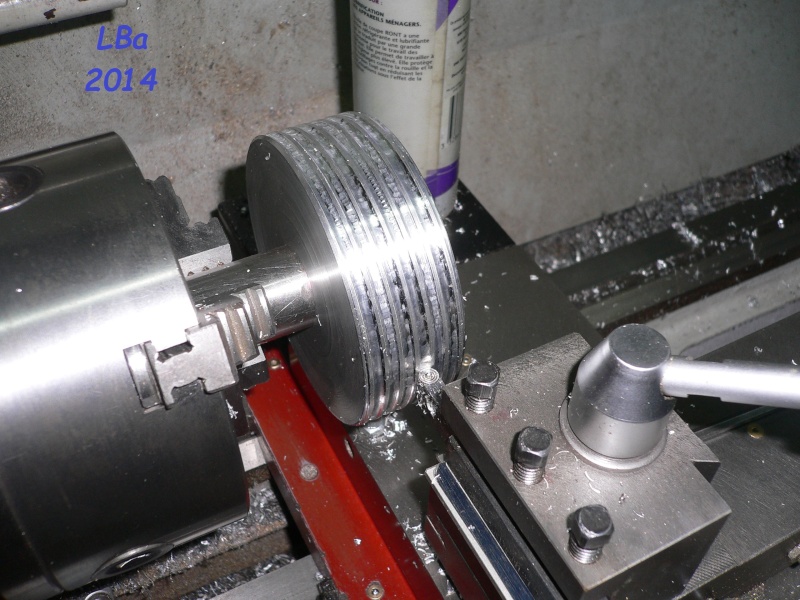
usinage d'une george avec un outil à pastille ronde de 6 mm, la george est en spirale au pas de 5 mm
Détails sur les piéces :
le systéme passage/tendeur/arrét cable de droite
détail du coté gauche

vue du passage du cable sur la poulie
Tendeur de la courroie moteur meule
comme a mon habitude, afin d'éviter du copeaux pour pas grand chose, un coup de scie dans
le brut avant usinage

passage à la fraiseuse
afin de réaliser deux épaulements
perçage/alésage pour une position de galet
perçage/alésage d'une deuxiéme position de galet
n'ayant pas fait de plan mais un simple crobar, je fus pris d'un doute, donc perçage de deux positions pour le galet

le tendeur et son galet
montage à blanc du tendeur et son galet
perçage sur le support tendeur de trou tangent pour réaliser une boutonniére
fraisage de la boutonniére

perçage puis taraudage sur le plat support pour la fixation du tendeur
aprés montage du tendeur et essais, ça allait pas bien, la courroie sautait et se coinçait
le galet était comme ceci :

il ne maintenait pas la courroie
j'ai refait un autre galet comme ceci :

celui-ci guide la courroie et ça va bien plus mieux

tendeur et nouveau galet en place
Volants de manoeuvre des vis trap
Afin de mouvoir les vis trap, j'ai usiné des volants composé de trois piéces
une fixe, solidaire des semelles, une autre tournante qui fera office de vernier
et la troisiéme le volant, solidaire de la vis trap
Vue d'un ensemble :
la piéce de gauche est la fixe, solidaire de la semelle
la piéce du milieu est le vernier
la piéce de droite est le volant de manoeuvre
Détails d'usinage des piéces :
Toutes les piéces sont à partir de rond alu de 60 mm de diamétre
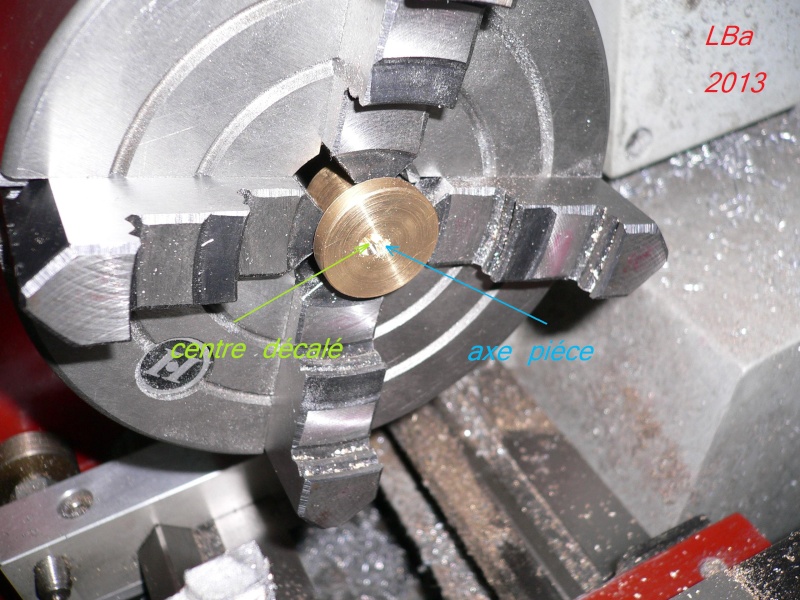
afin d'usiner l'extérieur, le brut a été centré en mandrin de cette maniére :

j'ai découvert cette façon de procéder sur le forum usinage et l'ai adopté
je la trouve moins périlleuse que le cul d'un outil ou un rond de bois en appuis sur la tourelle
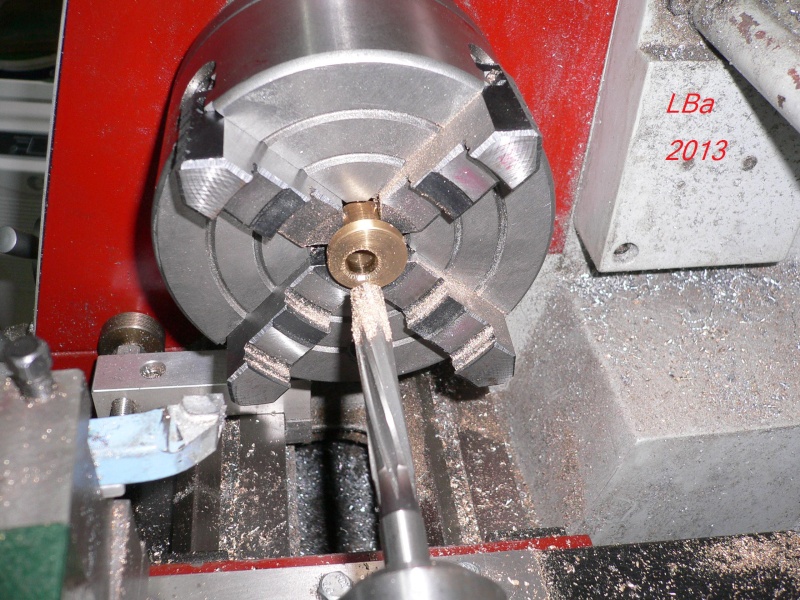
Usinage de la piéce fixe :
l'extérieur,les faces dressées,montage en mandrin et perçage puis alésage

alésage à 10 mm pour le passage de la vis trap
usinage d'un chambrage pour noyer l'épaulement de la bague de guidage en bronze
vérification du chambrage avec la bague bronze
réalisation d'un chanfrein
j'ai du m'y reprendre d'une autre maniére, de cette façon, je ne pouvais pas faire le diamétre voulu
j'ai été obligé d'incliner le petit chariot pour arriver à mes fins
reprise de la piéce en plateau circulaire sur la fraiseuse pour le perçage de 2 trous de fixation
puis fraisure des trous
mise en place de la piéce sur la base de l'étau
la piéce dépasse le dessous de la base, passage sur la fraiseuse pour :

fraisage d'un plat

mise en place de la piéce, elle ne dépasse plus la semelle
Usinage du volant (piéce de droite)
l'extérieur et une face ayant été usiné, passage sur la Sar pour :

débit de la piéce et retour sur le tour,prise de la piéce en mandrin et :

dressage de la face et usinage d'un épaulement

perçage de la piéce avant alésage
alésage de la piéce à 10 à l'alésoir machine, pour le passage de la vis trap
montage de la piéce sur le mandrin à pince pour :
usinage du second épaulement
reprise de la piéce en mandrin pour :

usinage d'un évidement sur la face extérieur pour l'estéthique
montage à blanc du volant
les deux volants sont usinés
passage sur la fraiseuse sur le plateau circulaire pour :
perçage du volant pour la fixation d'une poignée et :
et taraudage à M6
Usinage du vernier (piéce du centre)
usinage de l'extérieur de la piéce et d'un épaulement
puis débit de la piéce à la Sar
retour sur le tour, prise en mandrin, dressage de la face,mise à longueur et :

perçage de la piéce avant alésage

alésage de la piéce à 10 pour le passage de la vis trap
vérification du montage vernier/volant
vérification du montage vernier/volant, le fonctionnement est bon,tournant gras
les trois piéces étant usinées, montage à blanc pour visualisation

montage correct, reste quelques usinage à réaliser pour finaliser le sous ensemble
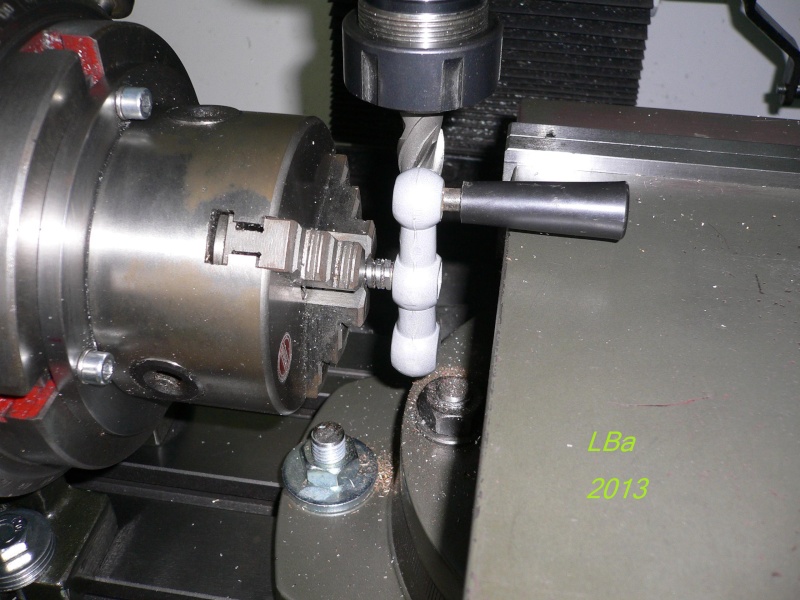
Sur les volants de manoeuvre des vis, il me restait à réaliser une rainure de clavette
de 3 mm dans un alésage de 10 mm
Pour ce faire, je me suis fabriqué un outil
un rond avec un trou carré afin de loger un morceau de barreau d'outil en Hss
une vue de l'outil
une autre vue de l'outil
C'est parti pour le rainurage: l'usinage en image


l'usinage a été plus rapide (avec moins de flextion de l'outil) que ceux que l'avais réalisé
avec une lame à tronçonner
Ceci étant fait, reste à réaliser l'entrainement entre autre
la clavette sera une goupille cylindrique de phi 3 mm

perçage de la vis trap à phi 3mm
la goupille est issue de stub de phi 3 mm

la goupille en place sur la vis trapézoidale

la vis et le tambour assemblé
Pour la vis trap de déplacement en X j'ai percé un phi de 15 mm afin de loger
un doigt d'entrainement de l'écrou trap

essais de l'écrou avec son doigt d'entrainement
Usinage du doigt d'entrainement
tournage du doigt d'entrainement
perçage et fraisure du doigt pour une fixation sur l'écrou trap

perçage/taraudage à M5 de l"écrou trap afin de fixer le doigt d'entrainement

doigt monté sur l'écrou trap et fixé par une vis Tf de M5
montage du doigt d'entrainement avant brasure à l'argent afin de renforcer la fixation

brasure à l'argent du doigt sur l'écrou trap
Vis de déplacement en Y du chariot supérieur
D'abord suppression du bossage d'écrou trap de l'ex-étau

début du fraisage du bossage
fin du fraisage, le bossage est enlevé
Aprés débit d'une longueur de la vis à filet trapézoidale (du commerce)
passage sur le tour :
usinage d'un épaulement sur lequel viendra une bague en bronze, laquelle sera
emmanché à serre sur un palier qui lui sera fixé sur la semelle support en alu
Aprés cubage du débit du palier

perçage du palier à 15 mm pour alésage à 16 mm
alésage (à la téte à aléser) sur la fraiseuse du palier à 16 mm
Aprés usinage sur le tour d'une bague en bronze
usinage d'un épaulement à la cote de l'alésage du palier (le montage se fera à serre)
essais du palier sur la bague, le palier ne rentre pas plus à la main, j'ai du serrage, c'est tout bon
Aprés débit :
dressage de la face et mise à longueur de la piéce
perçage à 7,9 mm en vue d'alésage
alésage à 8 mm à l'alésoir machine
controle de l'alésage avec l'épaulement de la vis, rotation fluide, ça convient
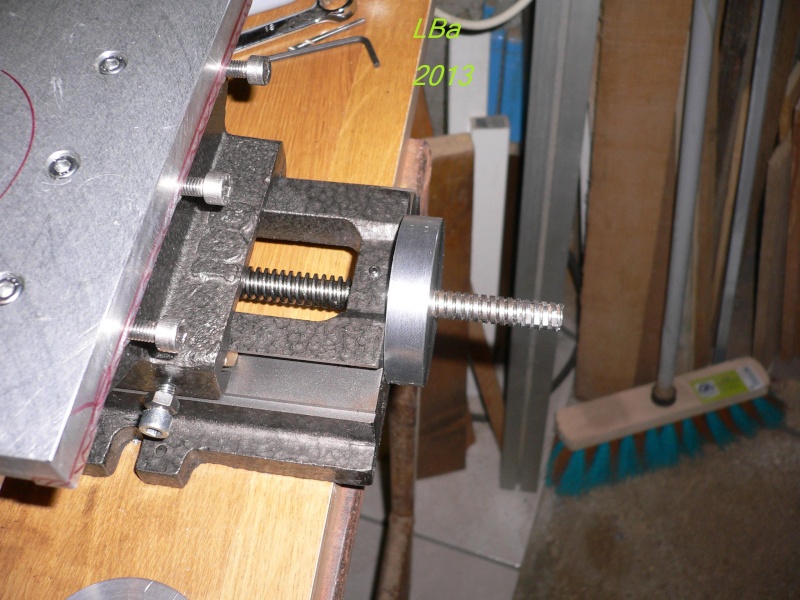
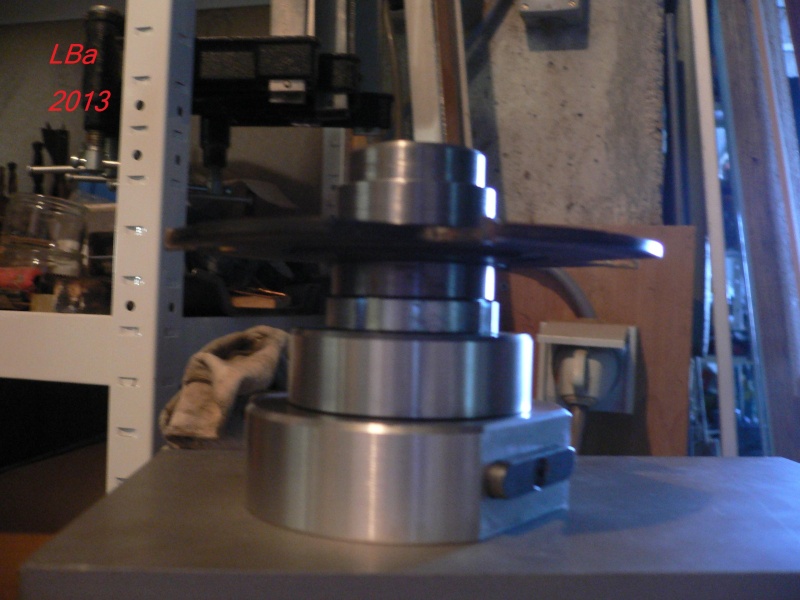
Venant de faire l'acquisition d'une presse d'établi, emmanchement de la bague à l'aide de ladite presse

début de l'emmanchement

fin de l'emmanchement à serre

la bague est en place sur le palier
Aprés débit, usinage à la fraiseuse du second palier
la forme, la fixation ne sera pas la méme que le précédent palier
fraisage d'un épaulement qui autre que permettre la fixation, fera anti rotation
petite visualisation ( en position ) du palier
apperçu des différents fraisage du palier
aprés perçage, alésage à 16 mm afin de mettre une bague en bronze, qui là sera montée glissante
début de l'usinage de la seconde bague en bronze
ici un épaulement de phi 16 mm
controle de l'ajustement glissant bague/palier
Aprés débit de la piéce :
dressage de la face et mise à longueur de la piéce
aprés perçage, alésage à l'alésoir machine à 10 mm pour cette bague
bague montée dans palier et visualisation de celui-ci sur la semelle

apperçu de la bague dans le palier
usinage du second épaulement à 10 mm sur la vis trap
vérification de l'ajustement bague/épaulement vis
perçage pour la fixation du palier
taraudage à M5 de la semelle pour la fixation du palier
contre perçage à 5,2 mm du palier
le palier est en place et assemblé sur la semelle

mise en situation de l'ensemble vis/écrou/palier pour vérif avant perçage de l'autre palier
Perçage fixation du dit palier

palier en position, maintenu à l'aide d'une pince étau, perçage de la semelle et du palier
contre perçage de la semelle

lamage pour noyer les tétes de vis
aprés montage du palier et vérif de fonctionnement, perçage de l'immobilisation
de la bague bronze de guidage de la vis trap

Plaque support ensemble arbre porte fraise
L'ensemble arbre porte fraise
sera monté sur une plaque qui elle sera sur la base à mouvements croisé
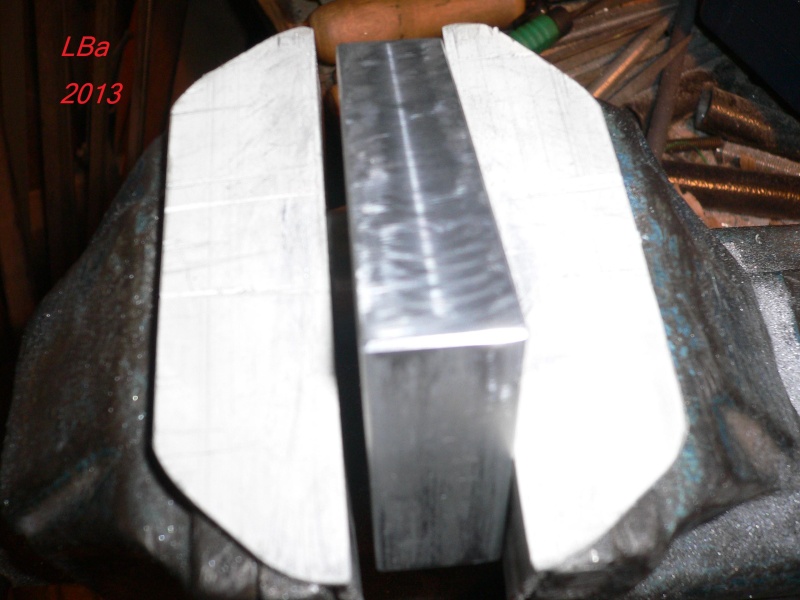
sur cette plaque (en alu) je vais rapporté des glissiéres en queues d'arronde
ces glissiéres vont étre usinées dans de la fonte
n'ayant pas le débit adéquat, et afin d'évité de faire du copeaux pour le plaisir
(au prix de la matiére) je suis dans l'obligation de refendre mon morceau de fonte
en plusieurs
je vais le faire sur la fraiseuse avec une fraise scie
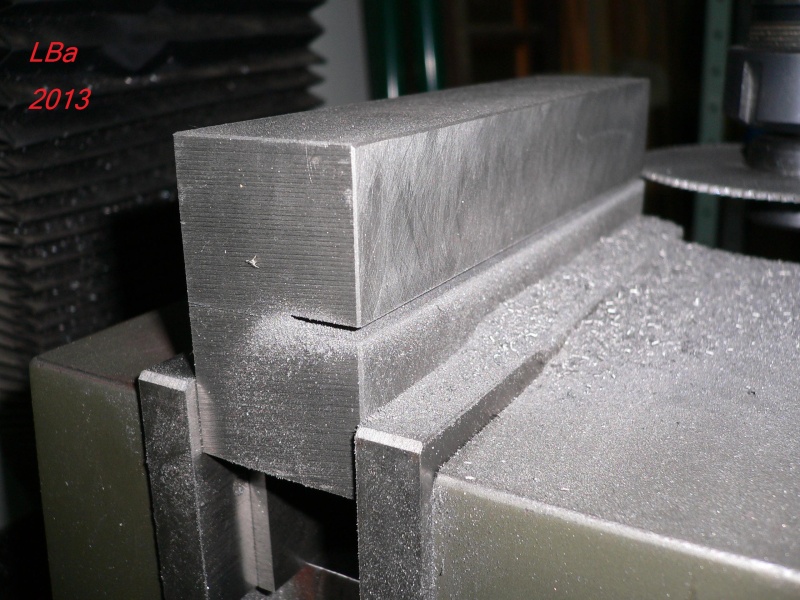
début de la refente

fin de la premiére refente
l'opération a été faite en plusieurs passes et retournement de la piéce
un coup de scie à métaux pour séparer les deux piéces et un surfaçage
continuation de la refente

commencement de la seconde refente

fin de la seconde refente
séparation des piéces à la scie à métaux

les deux piéces de droite, seront mes glissiéres
je suis parti d'un bloc comme celui de gauche
j'ai fais une poignée de copeaux au lieu d'un seau
et il me reste une bonne chute
il faut que je débite, un morceau dans cette plaque (alu)
mais elle ne passe pas dans l'étau de la Sar
Je vais refendre (comme pour la fonte) sur la fraiseuse

premiére refente de la plaque
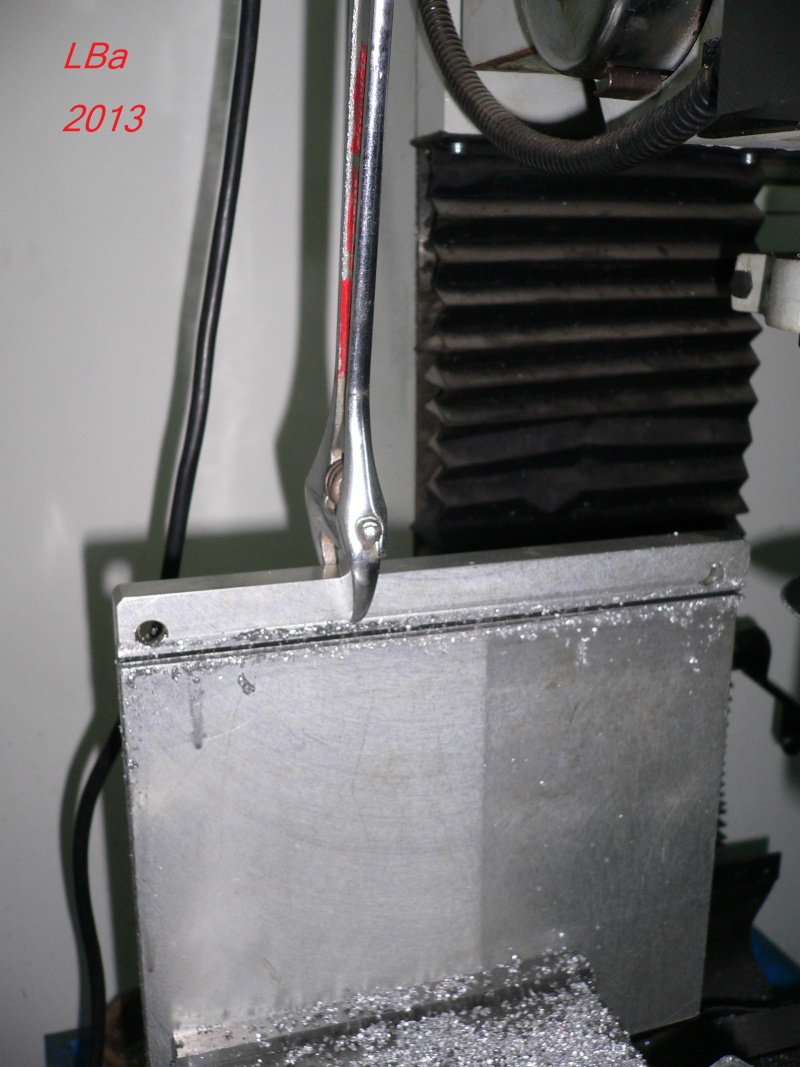
je laisse un millimétre de matiére et je casse le refend à l'aide de la clef à mi-moulette

un coup sec suffit

second refend de la plaque

débit de la plaque refendu, je suis au maxi de la longueur de coupe
Aprés avoir fraisé les chants de la plaque, usinage de rainures afin de recevoir les piéces en fonte
fraisage de la premiére rainure

controle de la premiére rainure avec une piéce en fonte
fraisage de la seconde rainure

controle de la seconde rainure
les deux rainures sont usinées
à venir leurs fixations par vis pour la suite des usinages
perçage d'un bloc fonte et plaque alu , puis taraudage de la fonte

méme opération pour la deuxiéme piéce

contre perçage de la plaque à 5,5 mm pour le passage des vis

lamage de la plaque pour noyer les tétes de vis
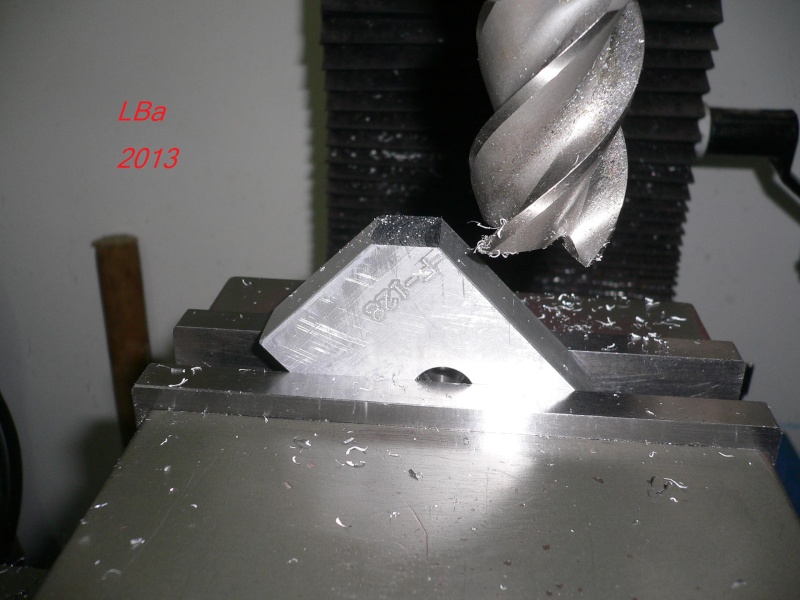
Aprés fixation des piéces en fonte, usinage des queues d'arronde
fraisage d'une queue d'arronde et là une gagate
petit oubli, j'avais prévue un épaulement, je viens d'usiner pour des queues de chique
donc fraisage d'un épaulement sur chaque piéce
fraisage de la premiére queue d'arronde

fraisage de la seconde queue d'arronde
petit controle, j'ai un peu plus de 5 mm de jeu soit l'épaisseur du lardon

fraisage sur chaque chant du lardon d'un pan incliné

pointage de la position du lardon pour les vis de réglage et celle de blocage
usinage d'un téton sur les bouts des vis

apperçue de la plaque avant mise en place
mise en place de la plaque et affinage des réglages
controle et réglage en position extréme

autre vue de la plaque
il me reste a me pencher sur la vis de déplacement de la plaque
Lors de ce pré-montage, je me suis apperçu que pour les vis de réglage du lardon en bronze
je ne pourrais pas mettre de contre écrou de blocage

j'ai du modifier la semelle alu comme ceci :

fraisage d'un épaulement pour le passage des contre écrous
afin d'obtenir ceci :

maintenant je peux serrer et bloquer les contre écrous
Fixation du support fraise (position verticale) sur la semelle alu
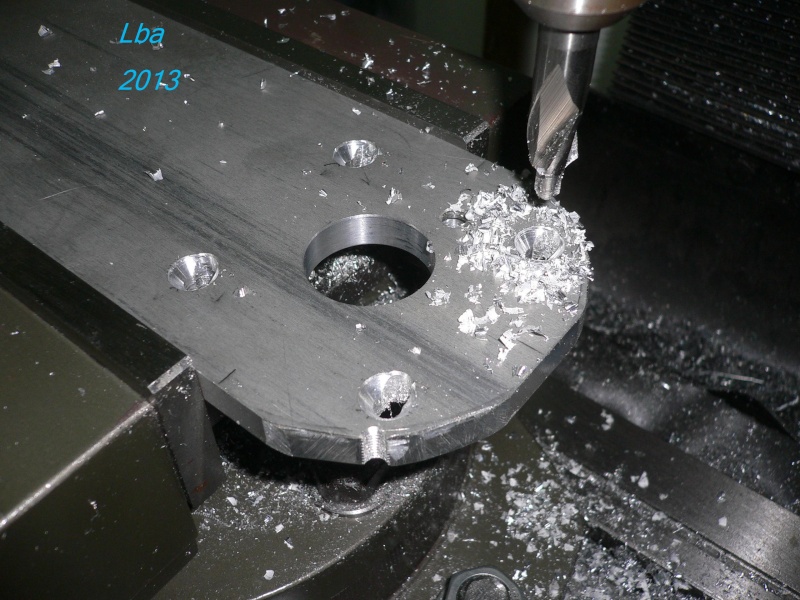
perçage de 3 trous à 120° sur la piéce fixe du support fraise pour sa fixation sur la semelle
ébavurage à la fraise 3 dents des 3 trous de fixation

perçage d'une fixation sur la semelle et taraudage
pointage des deux autres fixations
contre perçage des dites fixations avant taraudage
usinage d'une cale d'épaisseur pour entretoiser le support de fraise et la semelle
la manette de blocage en rotation frottait sur la semelle
l'assemblage du support en axe vertical est réalisé
reste à faire celle pour l'axe en position horizontal
La fraise a affutée sera montée sur un arbre qui pourra étre indexcé suivant le
nombre de dents de la fraise

l'arbre est débité dans du rond de 40 mm
usinage d'un premier épaulement
usinage d'un second épaulement
usinage d'un troisiéme épaulement

essais d'une fraise sur le troisiéme épaulement
taraudage à M10 en bout d'arbre pour bloquer la fraise
usinage d'une george de dégagement pour un filetage
usinage d'un filetage de M33 pas fin de 100
le frein au pied a été utilisé avec succés pour arréter l'outil ( la george fait 2,3 mm)
méme en tournant à 60 tours/mn il faut que ça freine dur
j'ai de récup, des écrous crénelés (ils viennent se monter sur le nez de vérin pneumatique)
j'en ai monté un en mandrin pour l'usiner
le diamétre de filetage est plus petit que celui qu'il me faut et le pas n'est pas le méme
alésage de l'écrou avant filetage
filetage de l'écrou à M33 pas fin de 100

essais des filetages male/femelle
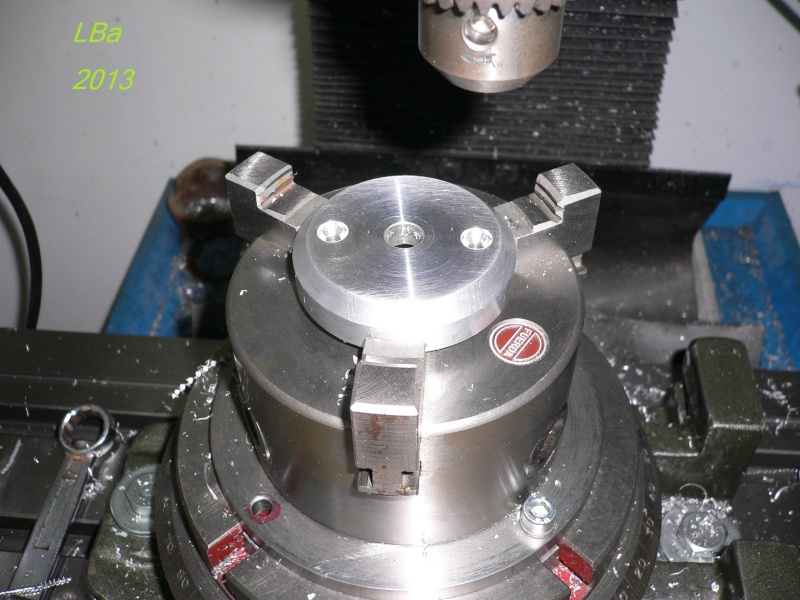
Bague indexage position fraise

débit dans du rond alu de 60 d'une rondelle

perçage pour alésage par la suite

alésage de la flasque (passage filetage)
alésage d'un épaulement qui fera butée
essais des deux alésages sur l'arbre support
mise à l'épaisseur de la flasque (reprise en mandrin en serrage intérieur)
Flasque Support
sur le méme principe usinage d'une flasque mais en diamétre 80 mm
alésage de la flasque
alésage d'un épaulement

verification des alésages
mise à l'épaisseur de la flasque
reprise d'un diamétre (blanchiement surface)

vérif de l'ajustement
mise à longueur de l'arbre

l'arbre en partie usiné

le principe de fonctionnement est prévue de façon à ce que l'arbre et la flasque
indexcée puisse tourner par rapport à la flasque support qui elle sera fixe et fixée
sur une autre piéce à venir
l'arbre sera immobilisé en rotation par une vis de blocage

perçage taraudage à M6 sur la piéce pour le blocage de l'arbre
un p'tit lamage en guise de propreté
usinage d'un téton sur le bout de la vis de blocage
la vis (serré) se logera dans une rainure réalisée sur l'arbre

la manette de blocage réalisée
remontage de l'arbre dans la flasque support et marquage de la position afin d'usiner
la rainure sur l'arbre
usinage de la george sur l'arbre à la position repérée
fraisage d'un méplat sur la flasque afin de pouvoir positionner l'arbre en position horizontale
la piéce étant appelée à passer de position horizontale à verticale
je vais mettre une clavette de centrage pour la position horizontale

perçage de 2 trous (3,5 mm de profondeur) pour le dégagement de la fraise
en usinage de la rainure

fraisage de la rainure de clavette
essais de la clavette
perçage/taraudage pour la fixation de la clavette sur la flasque support

une partie des piéces de l'ensemble arbre porte fraise
il me faut une cale entretoise de 5 mm d'épaisseur
perçage/ taraudage de l'entretoise à M10
centrage de l'entretoise en mandrin avant la suite des usinages et mise à l'épaisseur de 5 mm
alésage de l'entretoise
controle de l'ajustement entretoise/arbre
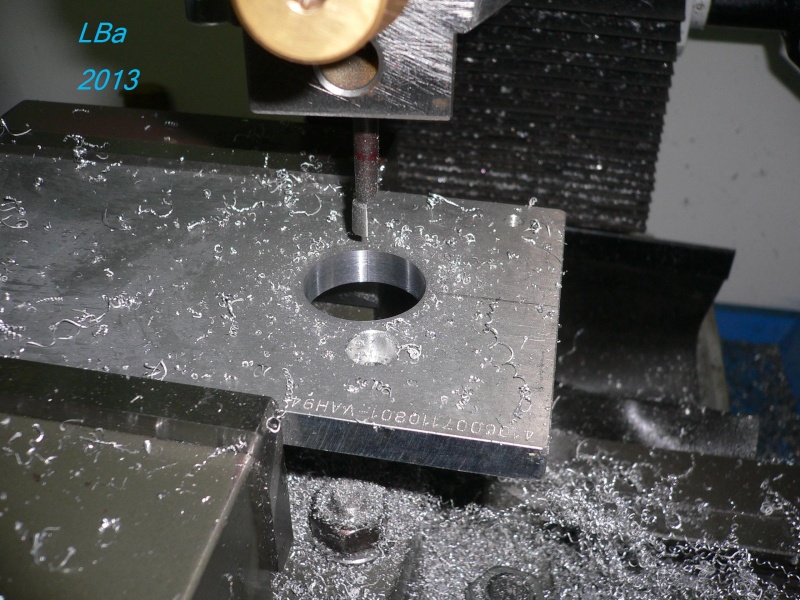
Pour serrer la fraise, je vais usiner un cabochon du genre que l'on trouve sur les arbres de toupie
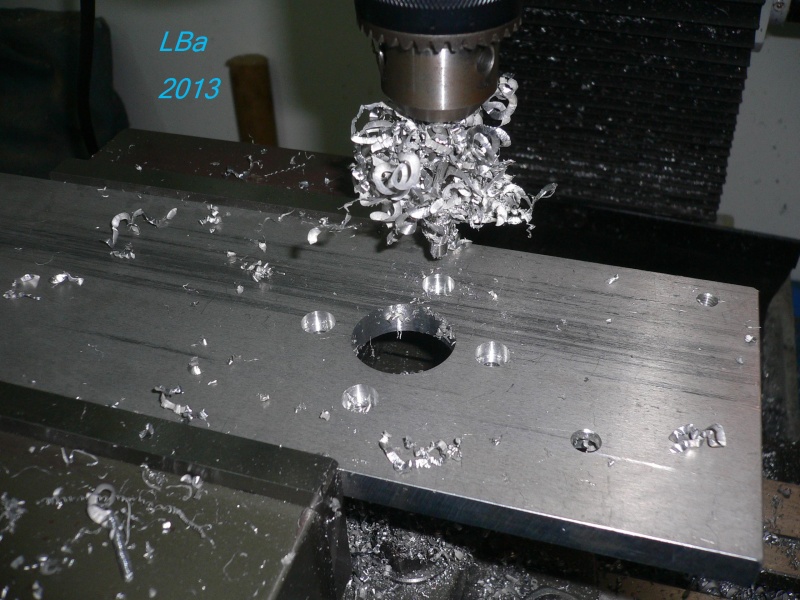
perçage à 10 mm du cabochon

usinage d'un alésage épaulée sur le cabochon
vérif de l'ajustement cabochon/arbre porte fraise
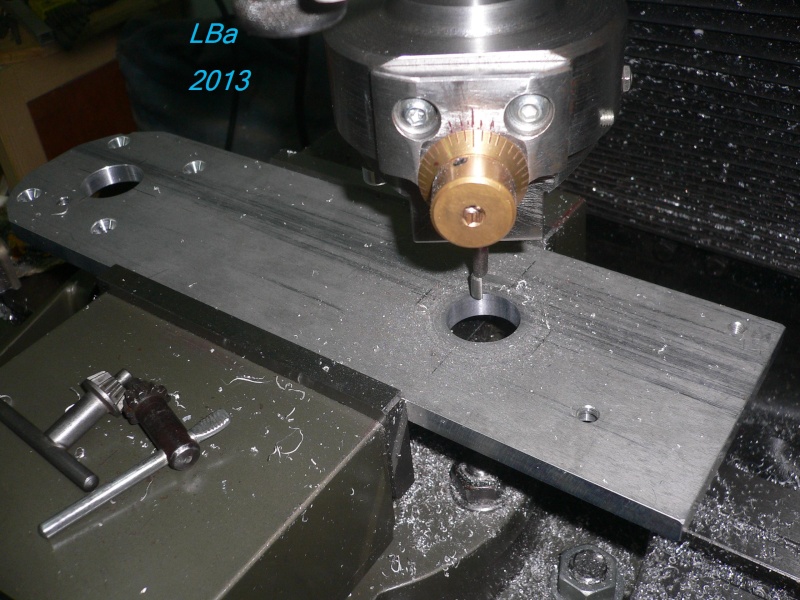
usinage d'un épaulement en prévision d'un autre usine (six pans de serrage)
le cabochon est en partie usiné, reste le six pans à réaliser
l'arbre porte fraise assemblé
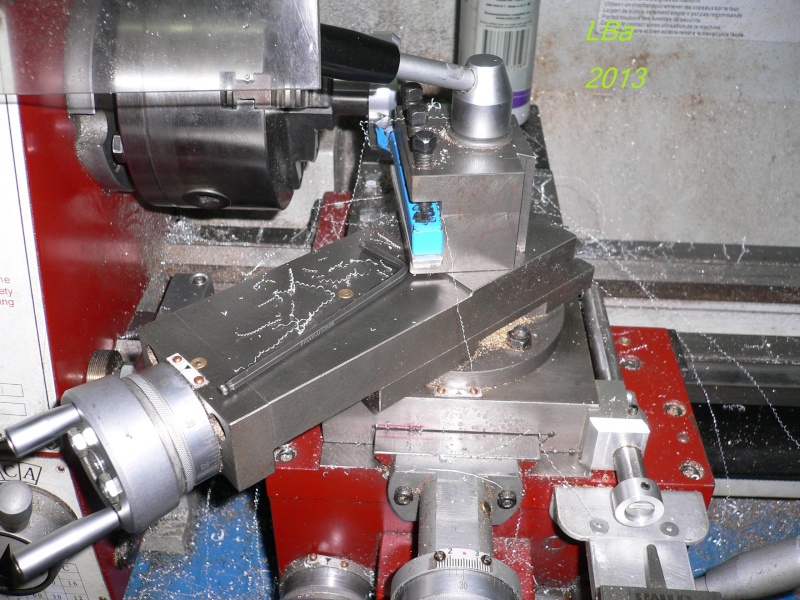
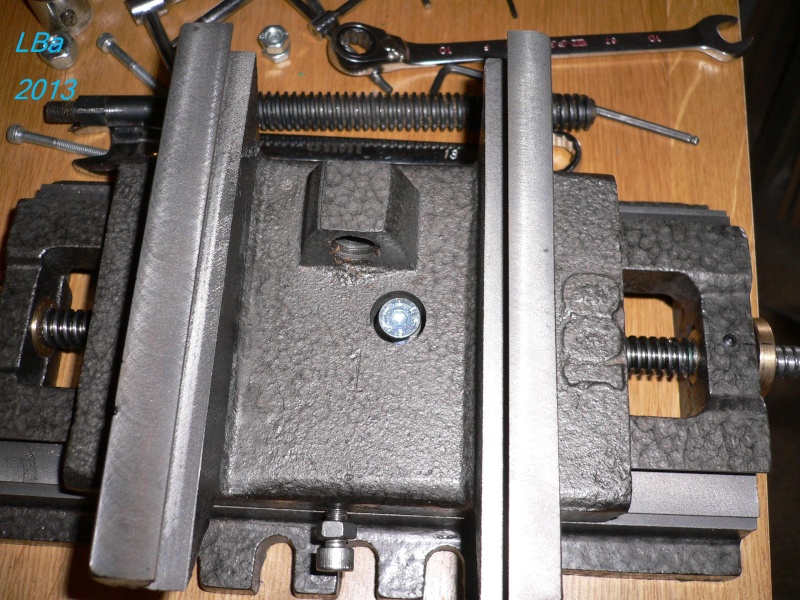
Support fraise à mouvements croisés
Comme j'envisage de pouvoir affuter aussi des fraises à rainer
il me faut un support monté sur une table à mouvements croisés
disposant d'un étau à mouvements croisés dont je ne me sers pas
je vais l'utiliser comme base de la table
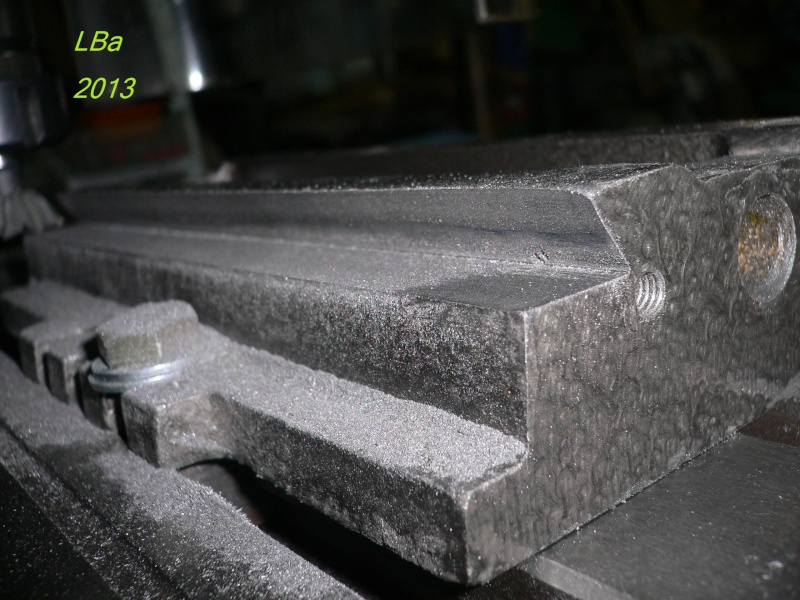
dans un premier temps, démontage de l'étau pour rétrofit des usinages (état de surface d'usinage dégueu )

passage de feutre sur le dessous de la base (semellle) , puis passage sur la toile émeri
pour voir la surface portante

la matiére est enlevé sur les bosses, le feutre apparait encore dans les creux
renouvellement des opérations jusqu' à un résultat satisfaisant
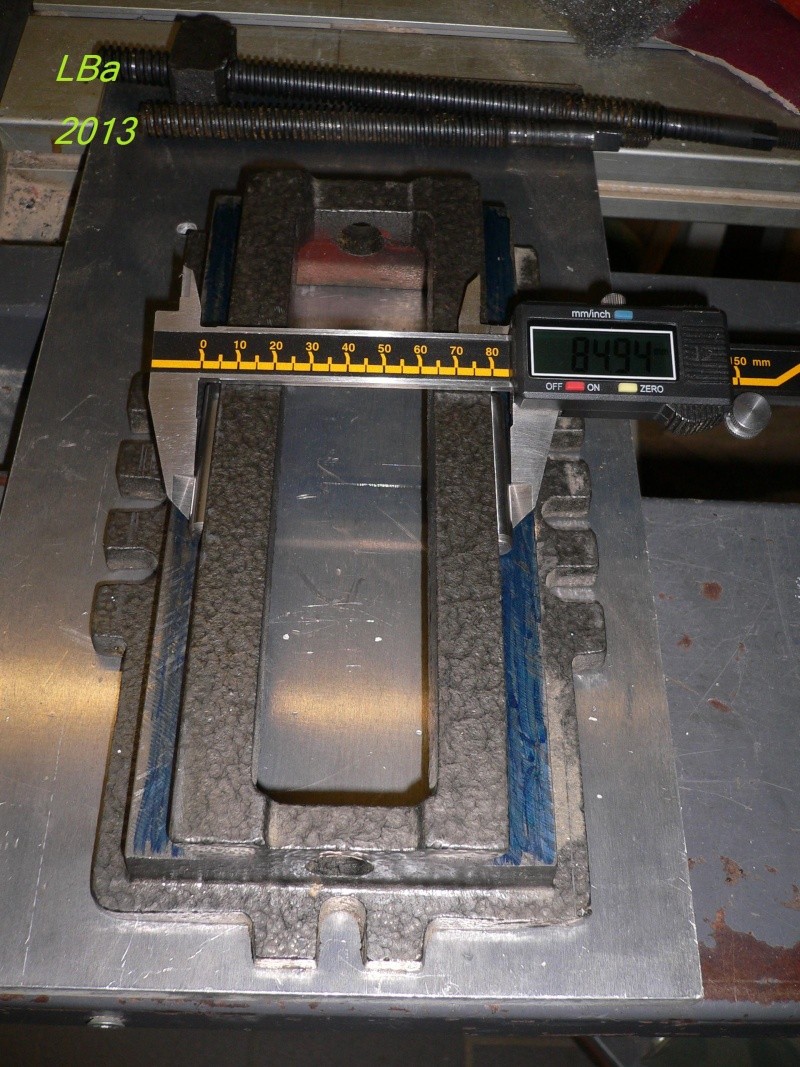
controle de dimension et // de la queue d'arronde, n'étant pas satisfait du résultat
je décide de reprendre les queues d'arronde, pas de probléme à premiére vue étant
donné qu'il y a un lardon de ratrappage de jeu, je peux enlever un peu de matiére
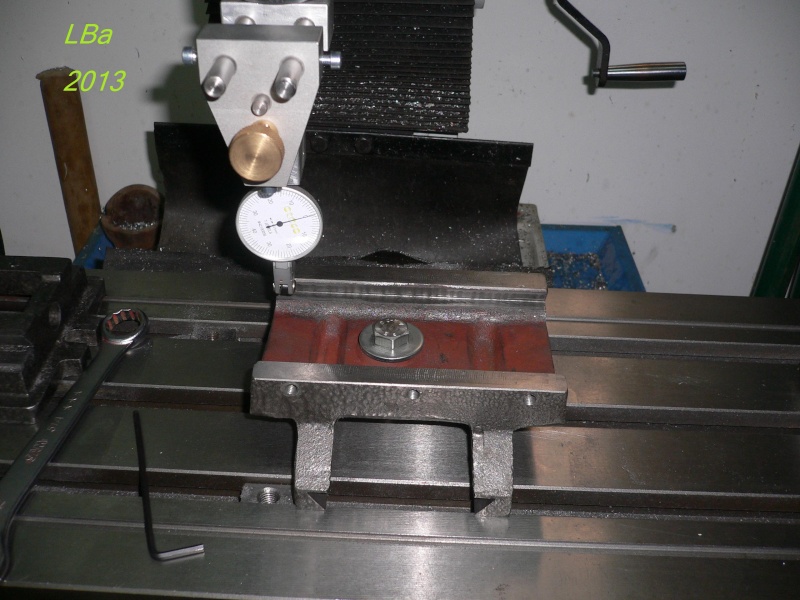
mise en place de la semelle sur la table de la fraiseuse et dégauchissage de celle-ci avant
reprise des queues d'arronde

le dégauchissage à été fait sur les deux faces des queues d'arronde
les différences mesurées avant ont été confirmées ( 0,4 mm)
reprise en usinage de la premiére queue d'arronde une constatation : l'angle de ma fraise
n'est pas identique à l'usinage de base

méme remarque pour la deuxiéme (du feutre apparait encore en fond de queue d'arronde
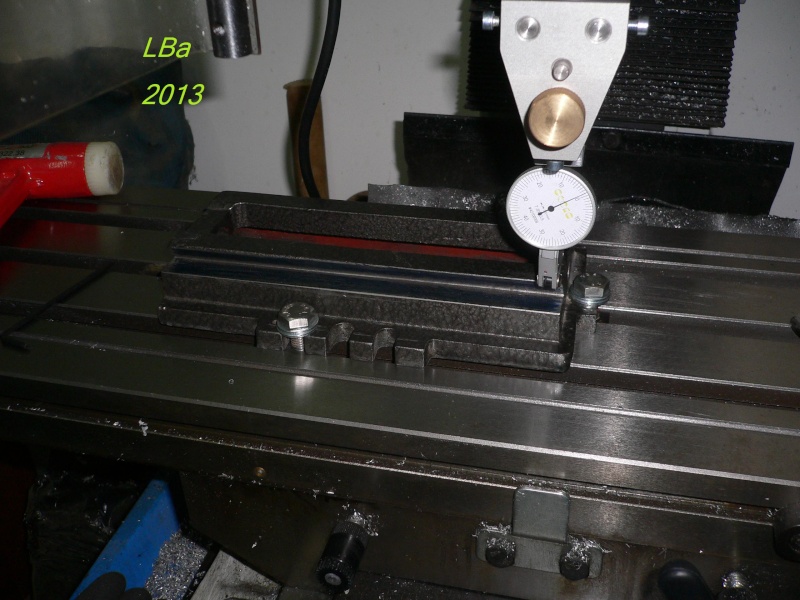
la semelle étant sur la fraiseuse et dégauchie, je monte dessus la partie mobile
(monvement en Y) et fais un petit controle de perpendicularité des mouvements X et Y
une cata ! l'amplitude du comparateur, ne me permet pas de mesurer l'amplitude
du défaut

j'ai profité du montage, pour surfacer afin d'avoir une base pour le montage du module en Y
sur la table
mise en place sur la table de la fraiseuse et dégauchissage
surfaçage de la portée de la queue d'arronde femelle en X
méme opération pour le deuxiéme coté

reprise de la premiére queue d'arronde femelle de X
le bridage de la piéce est short , j'usine par petite passe (0,1 )

méme opération pour la seconde queue d'arronde femelle de X
opération des plus délicates car ça passe juste avec le bridage de la piéce

enfin l'usinage a été fait sans avoir à démonter et ce qui va avec
toutes les queues d'arronde en X étant reprise, remontage de la semelle sur la table
de la fraiseuse
la semelle ayant été dégauchie, mise en place du module support Y et blocage
controle du dégauchissage, à la base, les deux mouvements n'étaient pas perpendiculaire, c'est toujours le cas
la géométrie des queues d'arronde de X étant reprise, à mon sens, j'ai une bonne base pour
reprendre les queues d'arronde femelle du mouvement en Y (les queues male du module ont été reprise avant)

reprise en usinage de la premiére queue d'arronde

au tour de la deuxiéme queue d'arronde femelle d'etre usinée
Semelle reprise des alésages en guise de paliers de la vis de manoeuvre
Pour ce faire, aprés montage, sur la table de la fraiseuse, du plateau circulaire en
position verticale
montage de la semelle sur le plateau, pré-dégauchissage avec une équerre
Puis affinage du dégauchissage au comparateur
la lecture sur le cadran n'est pas évidente
en positionnant un miroir sur la table de la fraiseuse, la lecture du cadran est faite

l'image est inversée, il suffit d'en tenir compte

centrage sur le trou à réaléser avec un cimblo monté en mandrin à pince ER
Ré-alésage du trou à la téte à aléser
usinage de la bague/palier en laiton

présentation de la bague, le montage sera à serre pour celle là
Aprés retournement de la semelle et dégauchissage :
centrage du trou palier existant

alésage du second trou palier
tournage de la seconde bague palier

essais de la bague/palier, celle ci est montée glissante
elle sera alésée excentrée pour un ratrapage de défaut éventuellement
alésage sur le tour de la bague excentrée
elle est prise en mandrin quatres mors l'excentrage est de 2 mm (il s'avérera de trop au essais)
alésage de la bague excentré à 10 mm
uinage d'un épaulement à 10 mm sur la vis trapézoidale

vérification de l'ajustement bague/palier avec la vis trap usinée à 10 mm
sur l'autre extrémité de la vis trap, usinage d'un épaulement à 8 mm cette foi
alésage de la bague palier à 8 mm et centré
montage de la bague serrée, mise en place de la vis trap et essais de la bague excentrée
controle de l'alignement de la vis trap
j'ai été obligé de reprendre l'usinage de la bague excentrée

reprise usinage extérieur de la bague excentrée
j'ai fais cette reprise (pas trés orthodoxe) pour bien aligner la vis trap entre paliers
afin que celle-ci tourne librement sans trop de jeu
Dans du plat en bronze, j'ai taillé le lardon de rattrapage de jeu de la queue
d'arronde du mouvement en X

fraisage d'un pan incliné sur un chant

méme fraisage sur l'autre chant
le nouveau lardon et l'ancien
j'ai pointé l'immobilisation du lardon
J'ai perçé, taraudé un M4 pour immobiliser en rotation la bague/palier excentrée
j'ai fraisé un carré (c'est du provisoir) sur un bout de la vis trap
essais de la manivelle (d'origine)
ceci me facilite la vie afin d'affiner le réglage de la vis trap

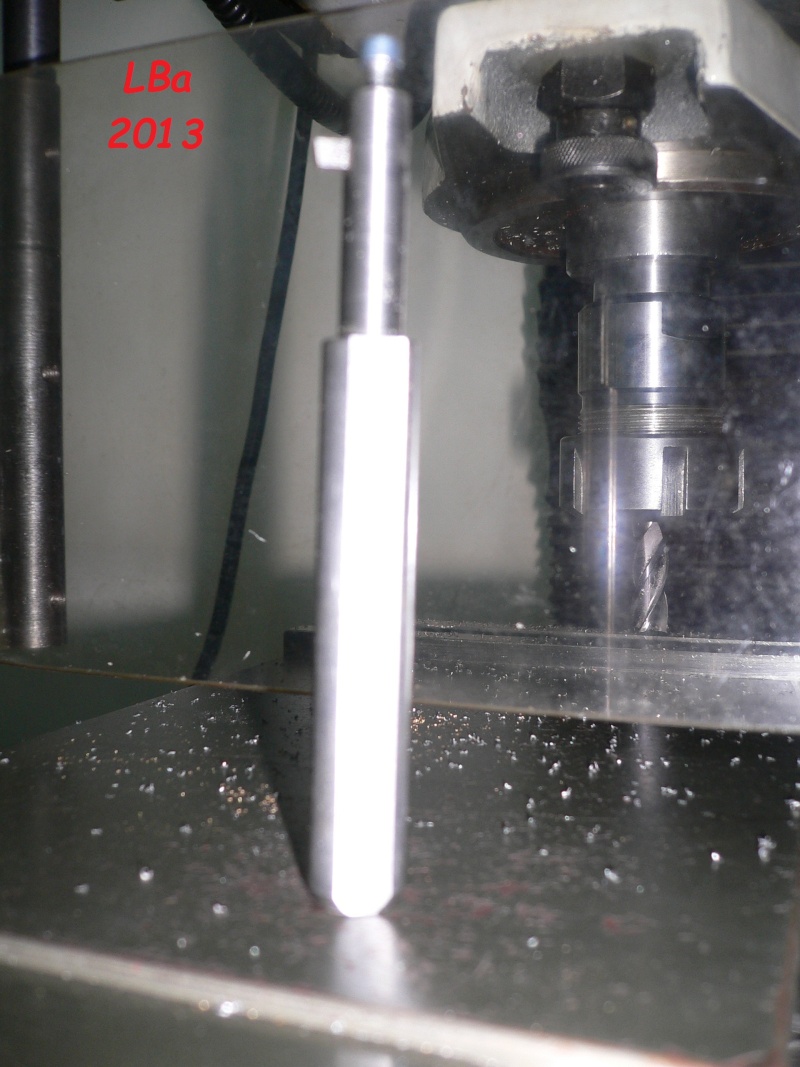
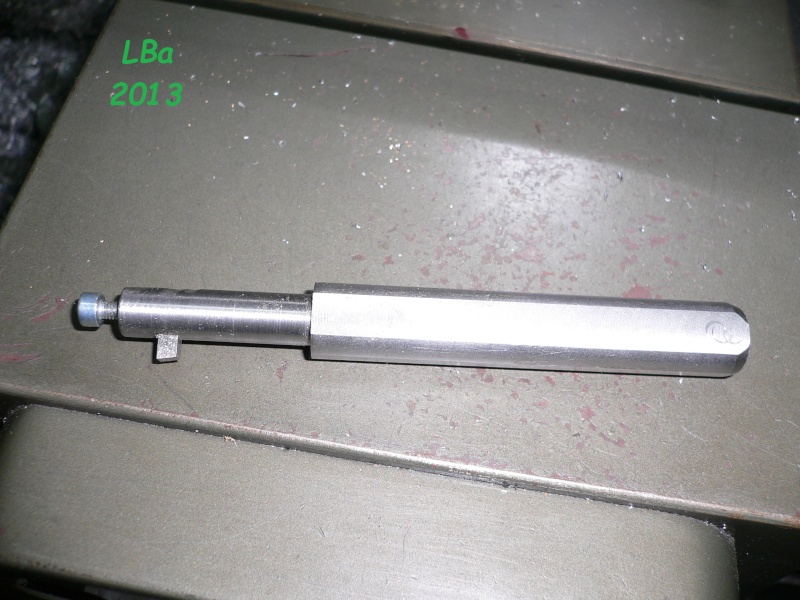
je me suis fabriqué un pointeau guide afin de pointer l'écrou de la vis trap
je ne connais pas sa position par rapport au trou d'entrainement

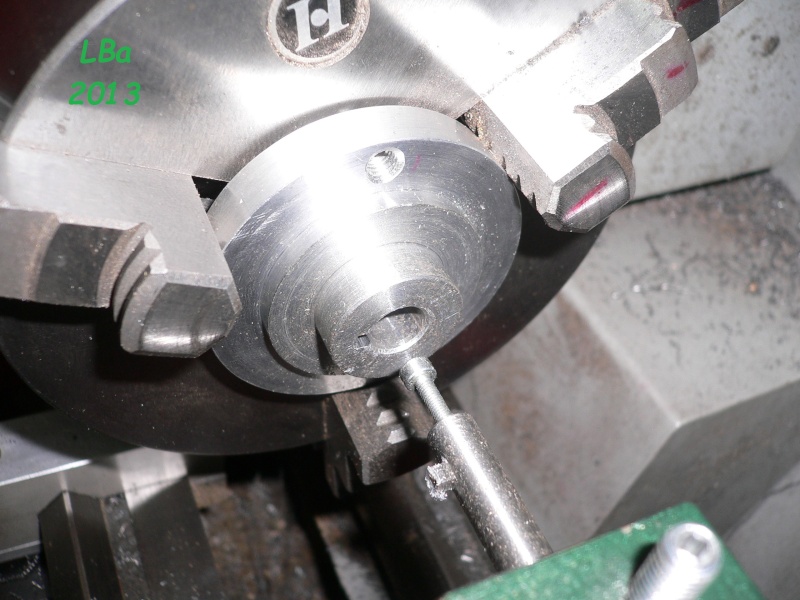
pointage de l'écrou de vis trap à travers le trou d'entrainement

perçage/taraudage à M6 sur 5 mm de profondeur de l'écrou
profondeur minime afin de ne pas toucher le filet trpézoidale de l'écrou
petite vérification de position de l'écrou
Dans un rond Stub de 16 mm, j'ai usiné le doigt d'entrainement de l'écrou

tournage du doigt à 15 mm
perçage à 6 mm et fraisure du doigt

montage du doigt d'entrainement sur l'écrou à l'aide d'une vis Tf de 6 mm

mise en place de l'écrou avec son doigt pour une vérif
j'ai renforcé le montage écrou/doigt par une brazure à l'argent


la semelle est maintenant rétrofitée préte pour la suite du montage
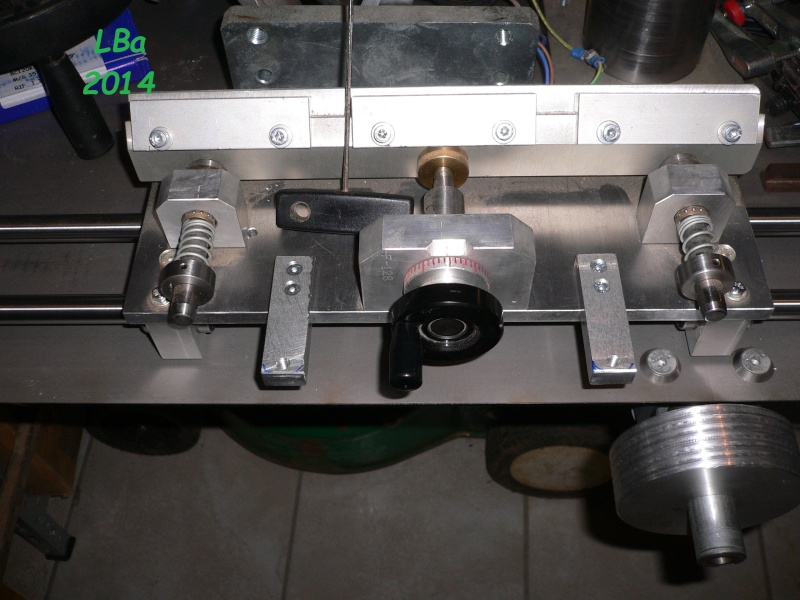
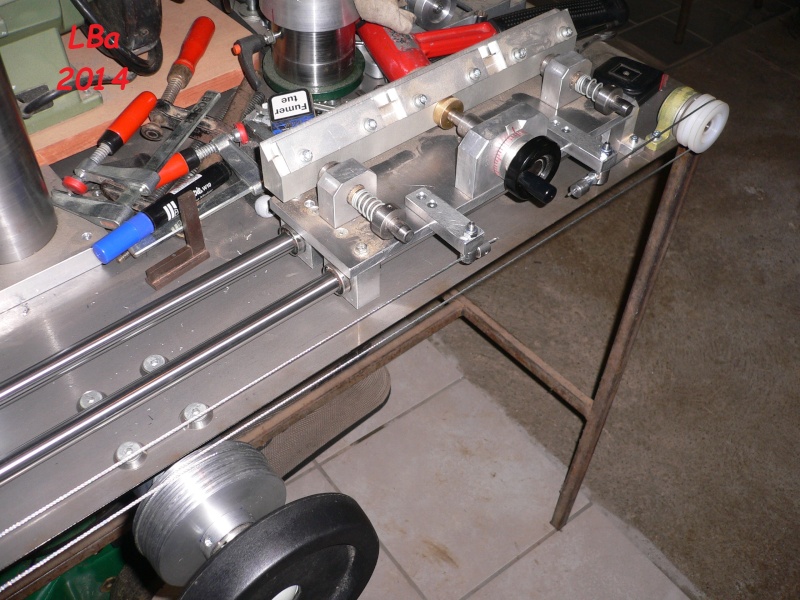
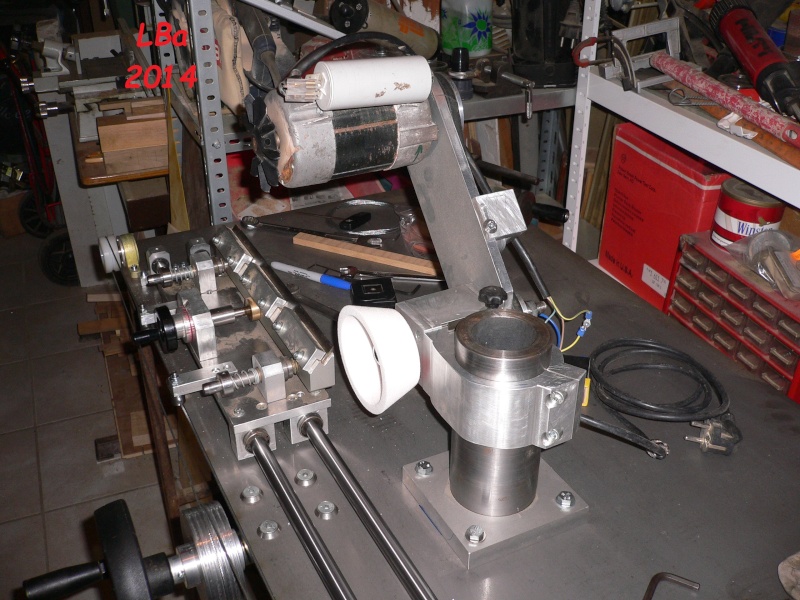
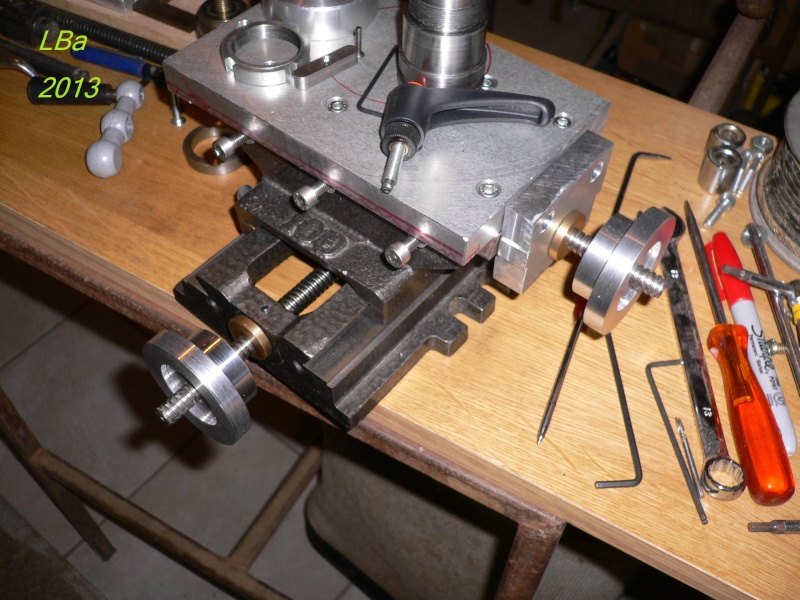
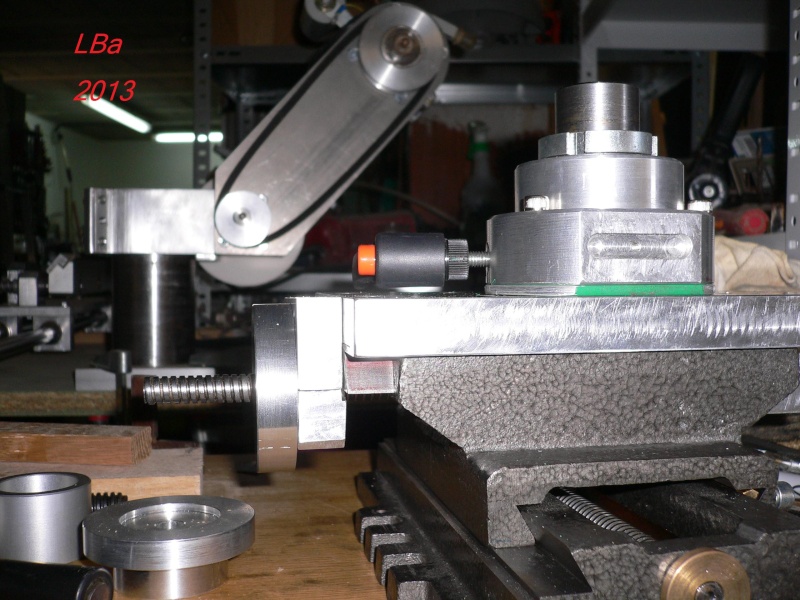
Mise en place des éléments sur table
Afin de visualiser le projet et de le poursuivre une mise en place s'impose

apperçu de la mise en place
le support en tube de 20*20 devra etre modifier (c'est un ancien support d'établi)
d'autres éléments doivent prendre place dessus

autre vue de la mise en place
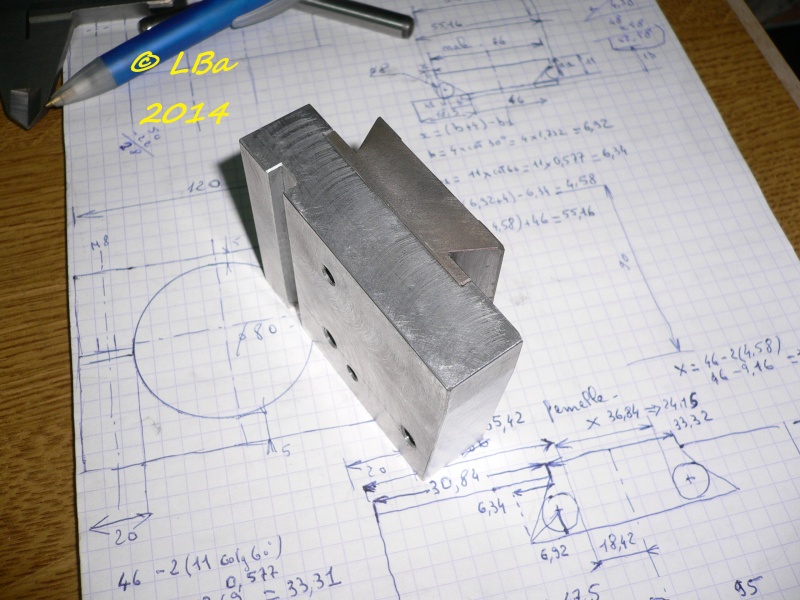
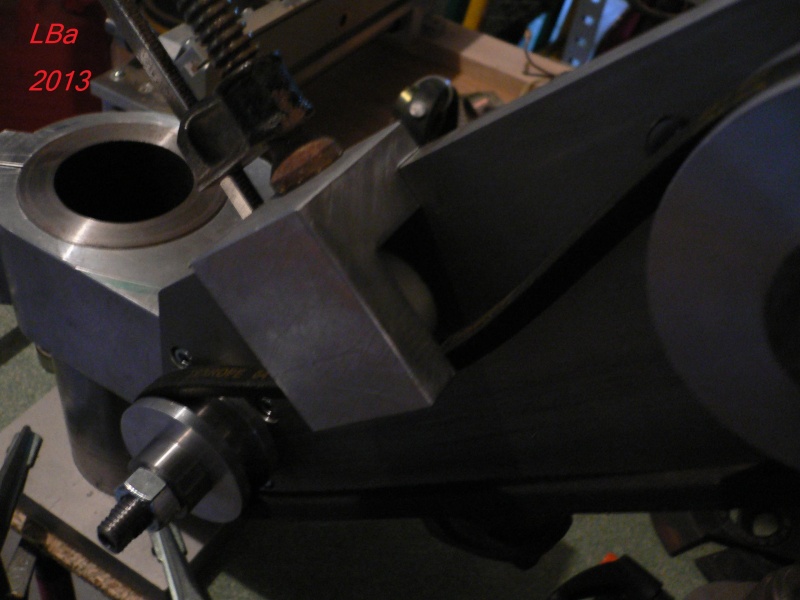
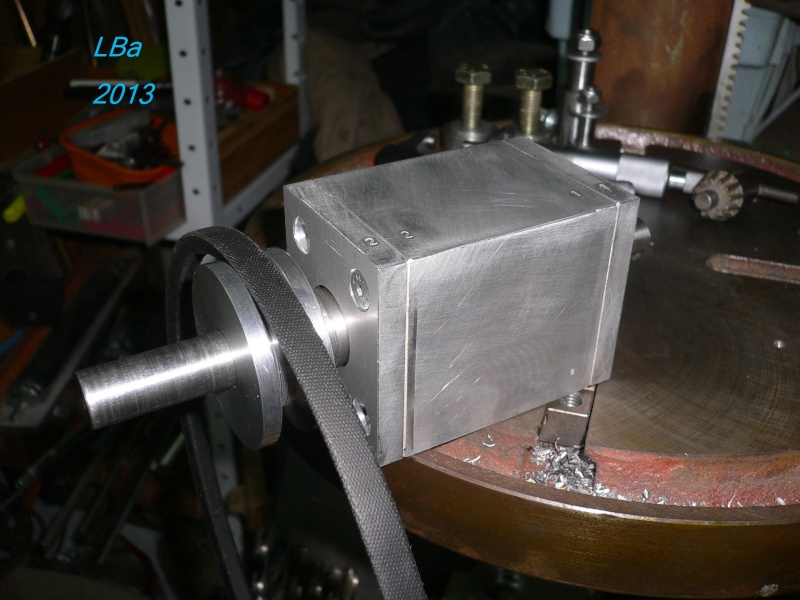
Assemblage bride/support meule-moteur
Pour l'assemblage du support meule/moteur sur la bride/colonne
j'ai prévue de le faire par queue d'arronde pour un bon guidage et que ce soit facilement/rapidement
démontable, je prévoie d'utiliser l'ensemble pour affuter d'autres outils
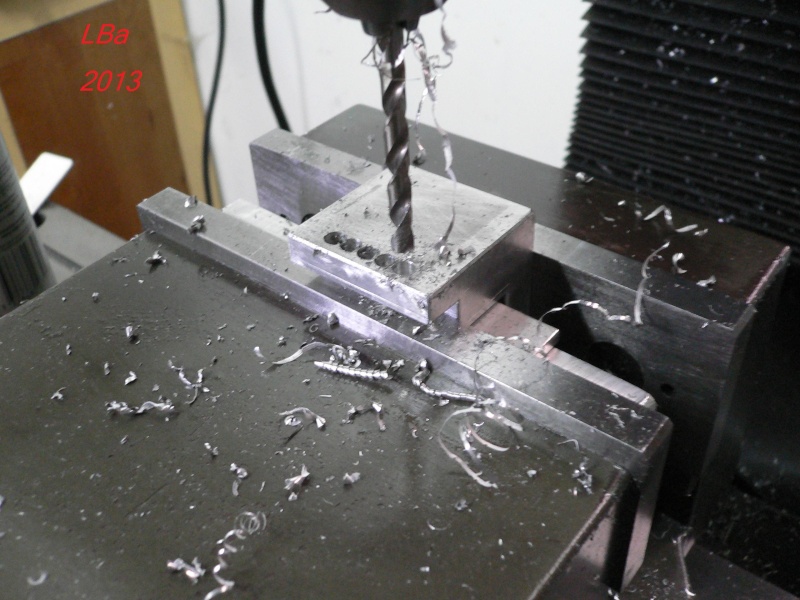
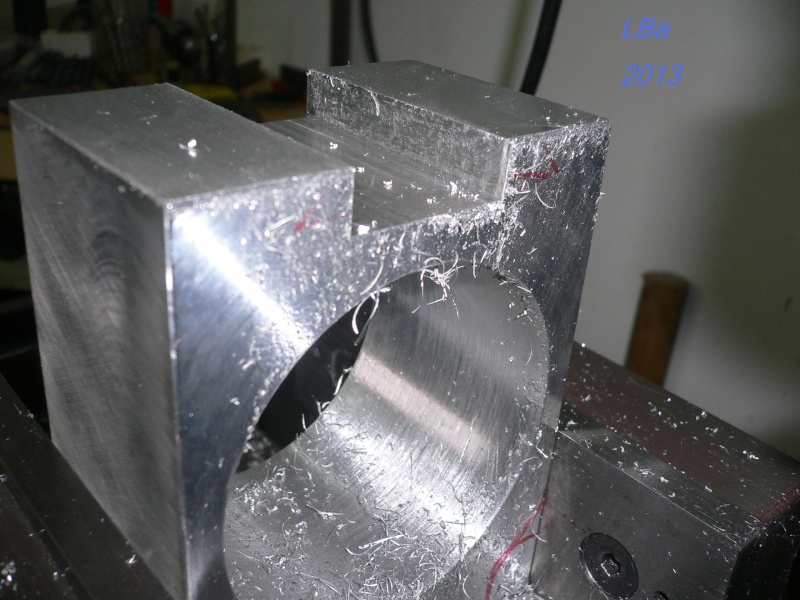
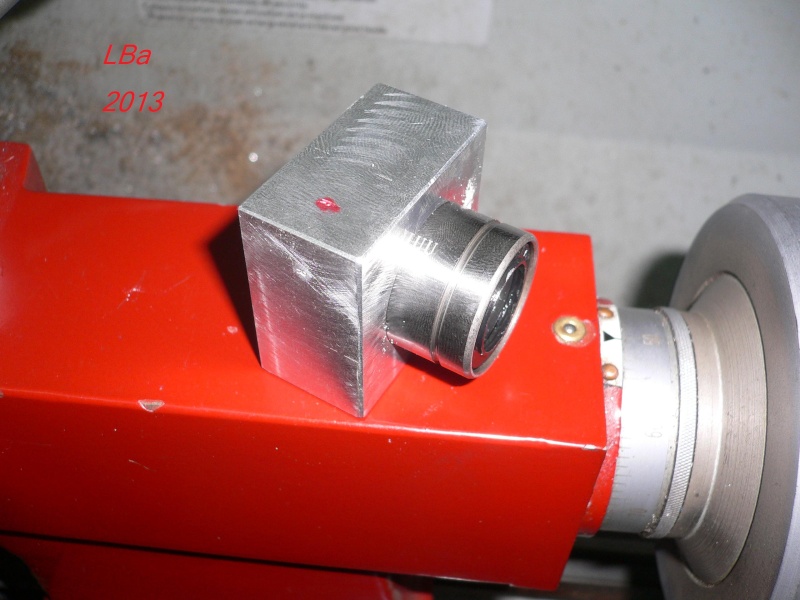
Usinage sur le boitier support meule
fraisage d'une rainure afin de recevoir la piéce en fonte sur laquelle sera usiné une queue d'arronde
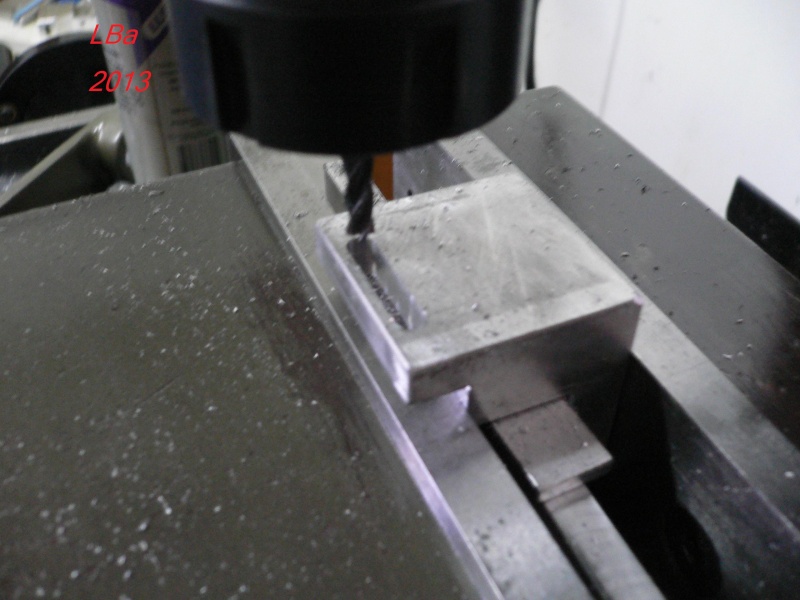
la piéce en fonte ayant été cubé au préalable:

perçage des deux piéces (boitier et support queue d'arronde) afin de les assembler
par deux vis M5 téte fraisée
contre perçage et fraisure sur la piéce en fonte
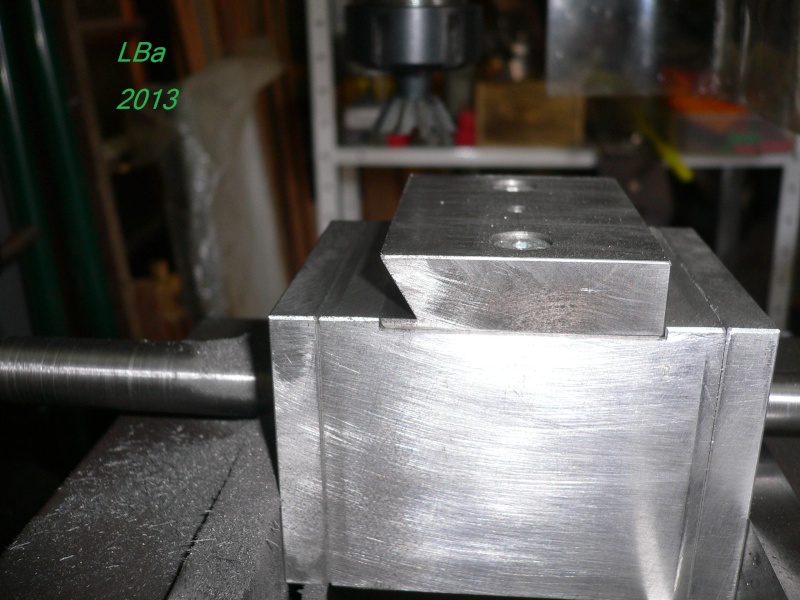
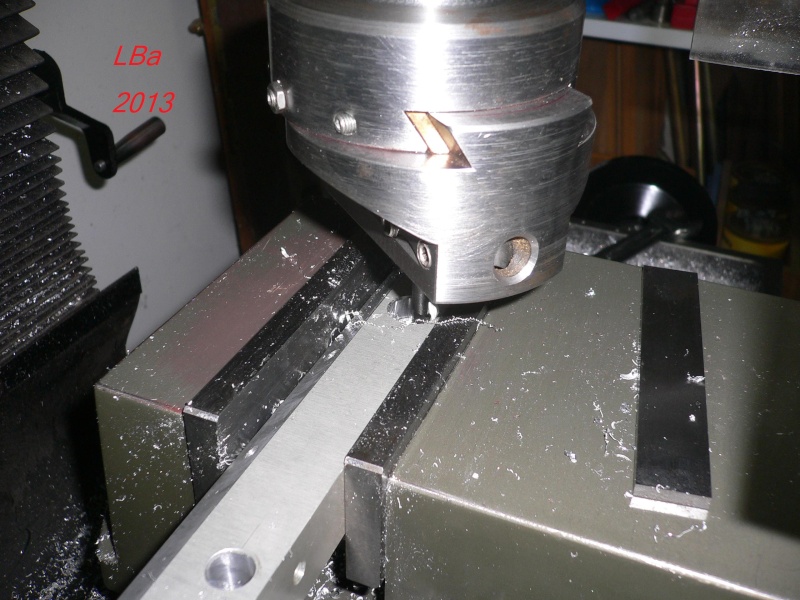
fraisage d'un coté de la queue d'arronde

mesure de la queue d'aronde à l'aide d'une pige de 8mm
préalablement, j'ai fais les caculs téhorique de la queue d'aronde
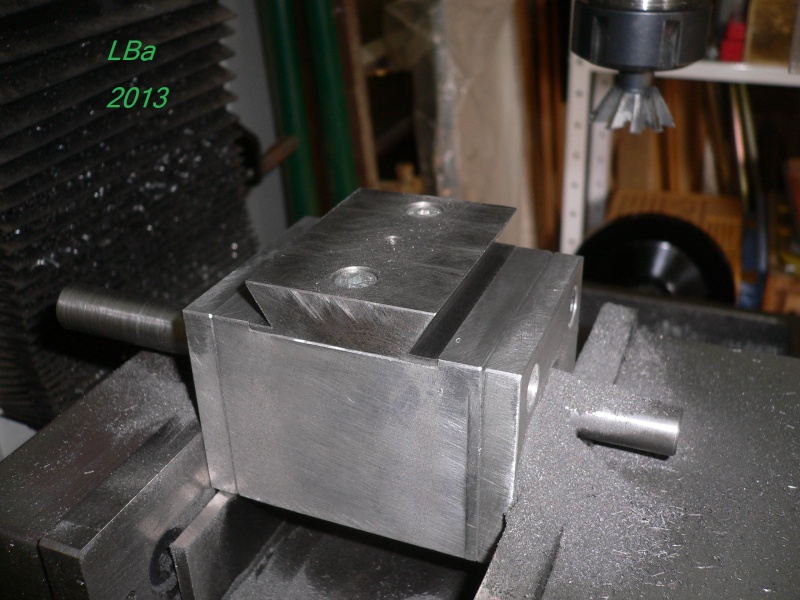
fraisage du second coté de la queue d'aronde

controle de la queue d'aronde avec deux piges de 8 mm , cette fois
je suis à la cote du calcul sauf erreur de celui-ci
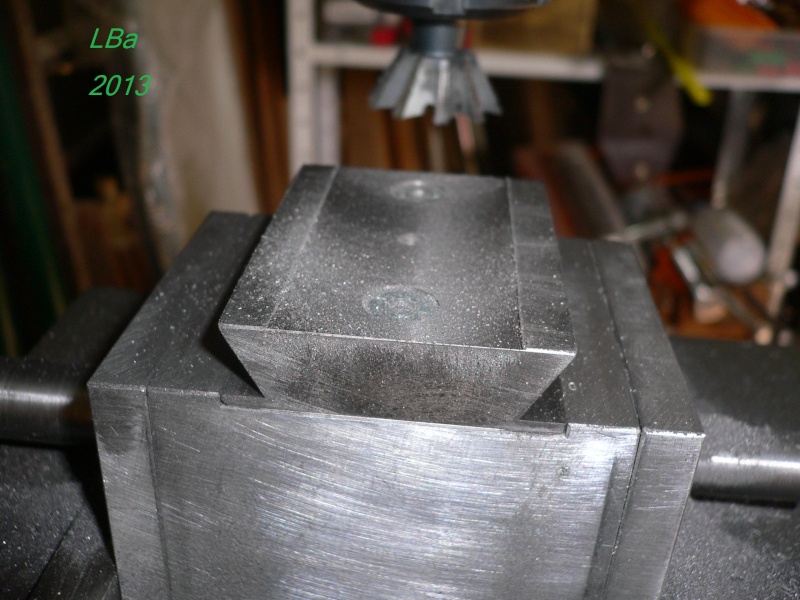
j'ai réduit la portée de surface d'une profondeur de 3/10
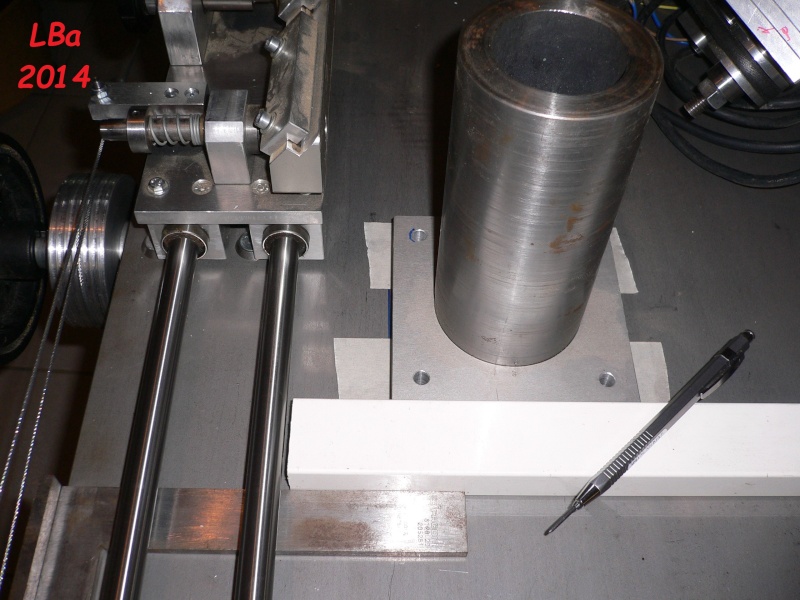
Usinage sur la bride support
Bride venant sur la colonne et qui reçoit le support meule/moteur

débit du brut à la Sar à métaux
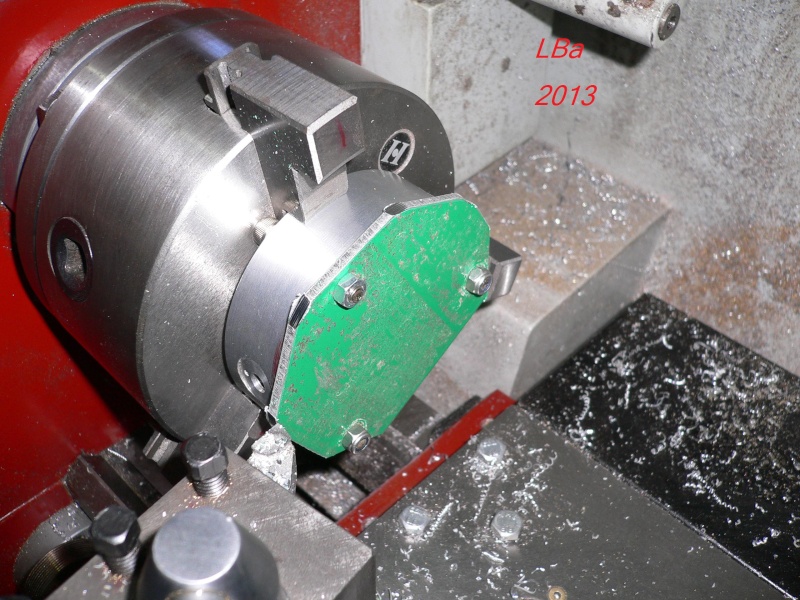
aprés dressage des deux chants et bouts à la fraiseuse ( les face seront dressées au tour)
la piéce fait 120*95*63 mm
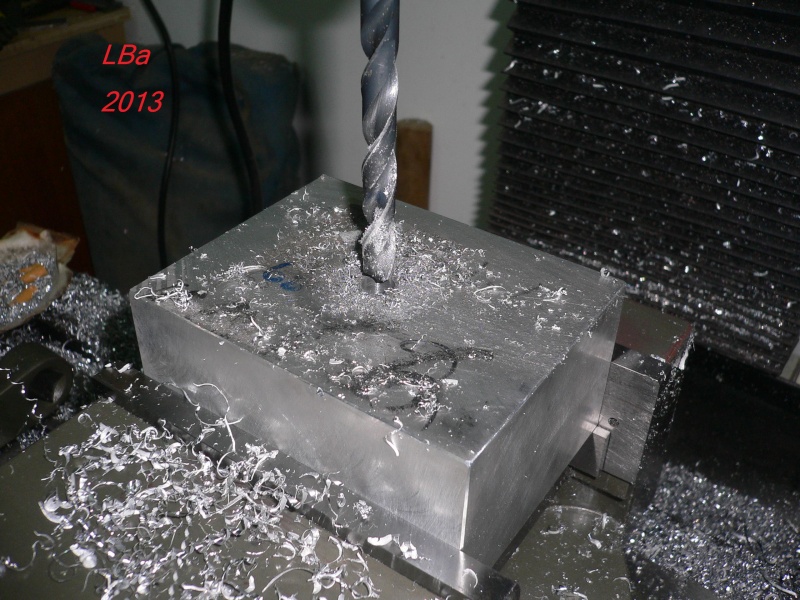
perçage à 10 mm pour faciliter le centrage de la piéce sur le mandrin 4 mors
la précision du centrage n'etant pas au centiéme est la raison du principe retenu
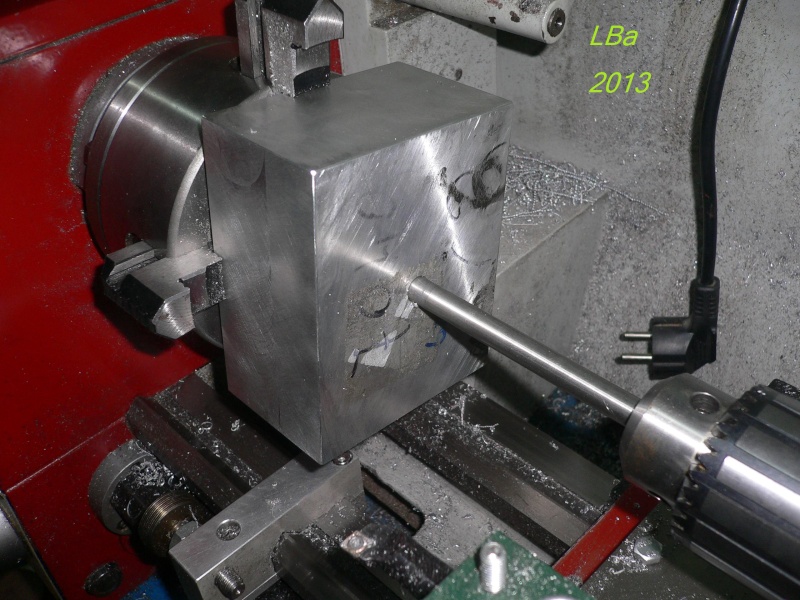
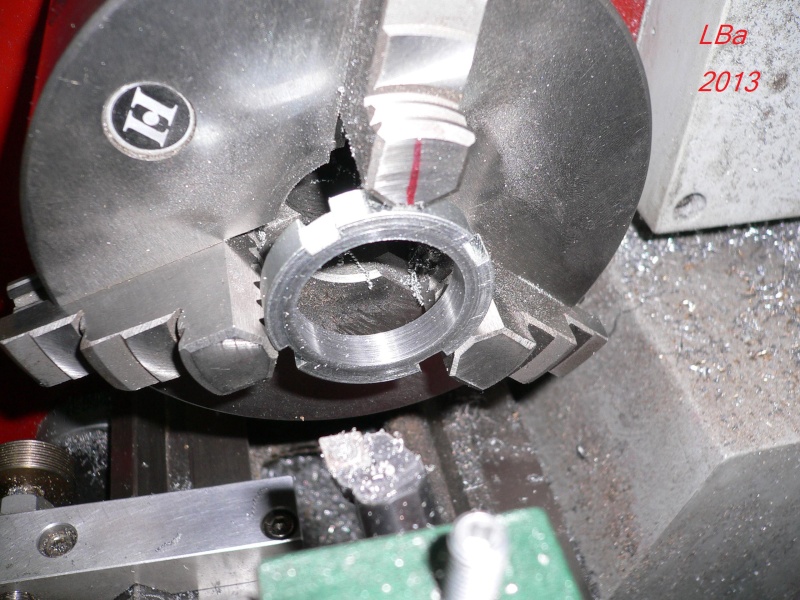
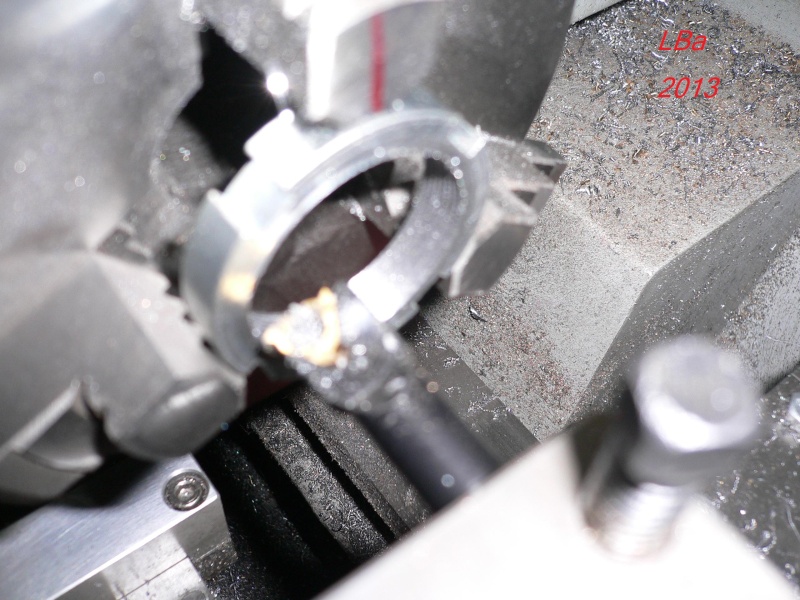
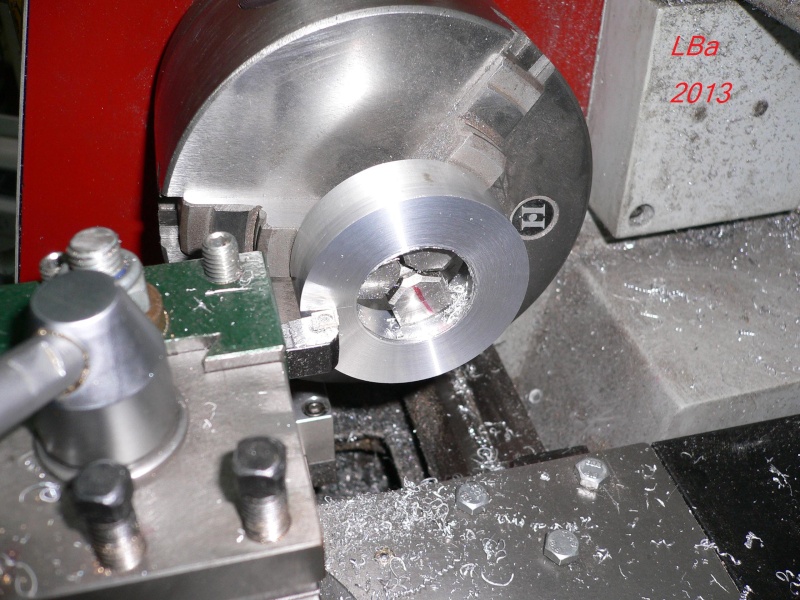
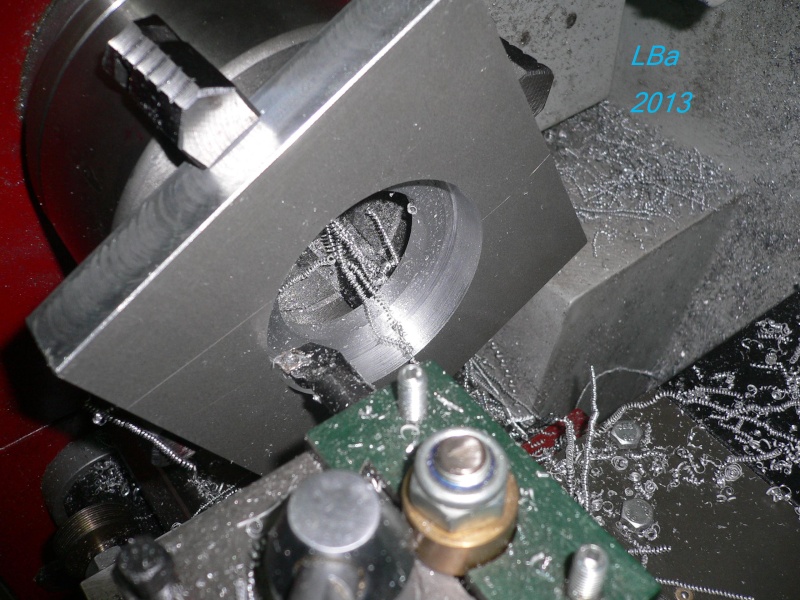
mise en place de la piéce dans le mandrin 4 mors
contre perçage à 19 mm avant début alésage
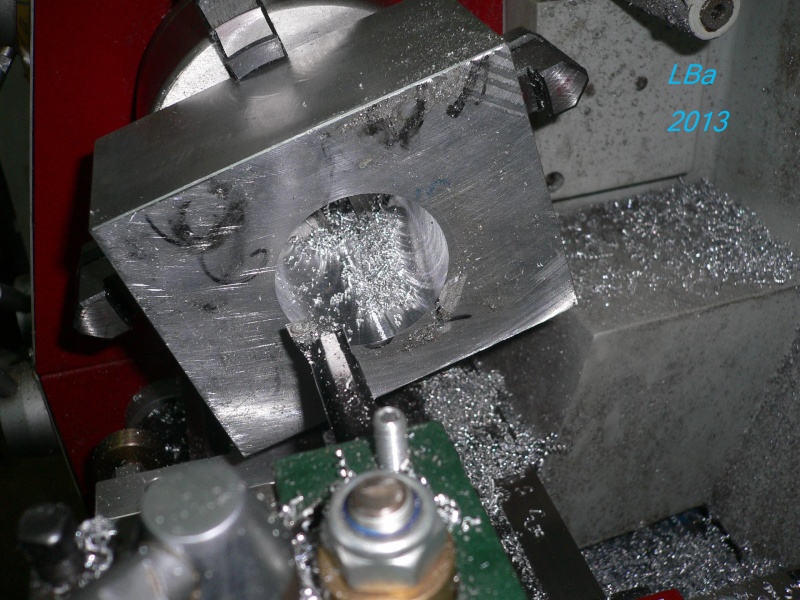
commençement de l'alésage (80 mm)
je n'ai pas pue le faire débouchant, car je me trouvais dans les mors de serrage du mandrin

en fond d'alésage reste une collerette de 2 mm d'épaisseur qui sera enlevée en dressant la face
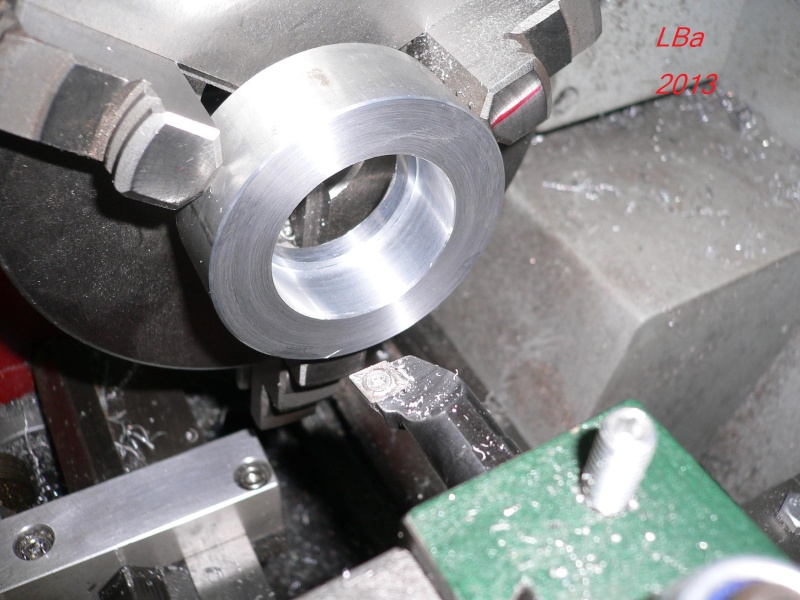
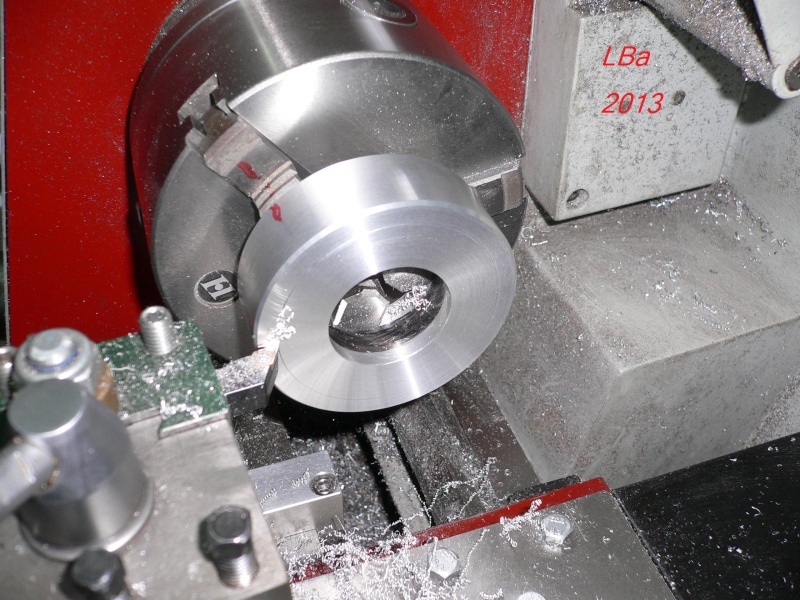
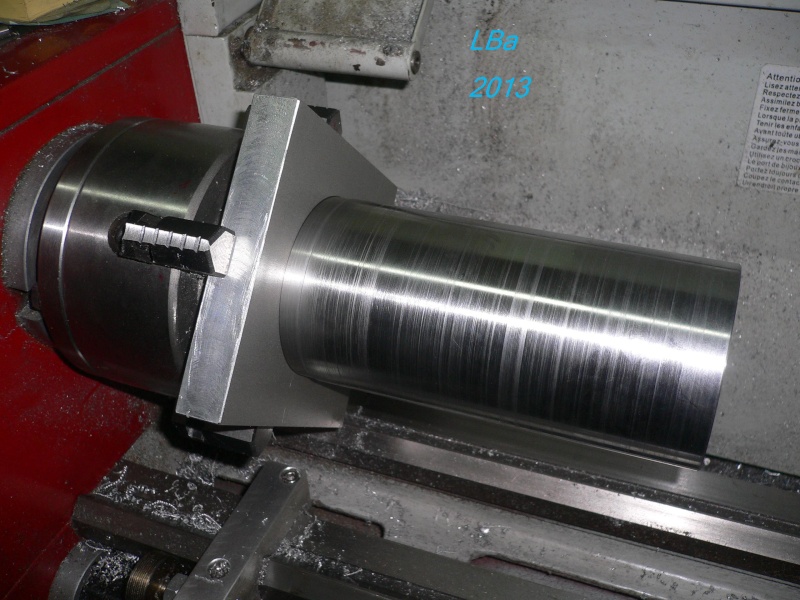
petite vérification de l'ajustement bride /colonne
j'ai prévue un jeu de 0,1 le maintient de la bride en position étant assuré par pincement

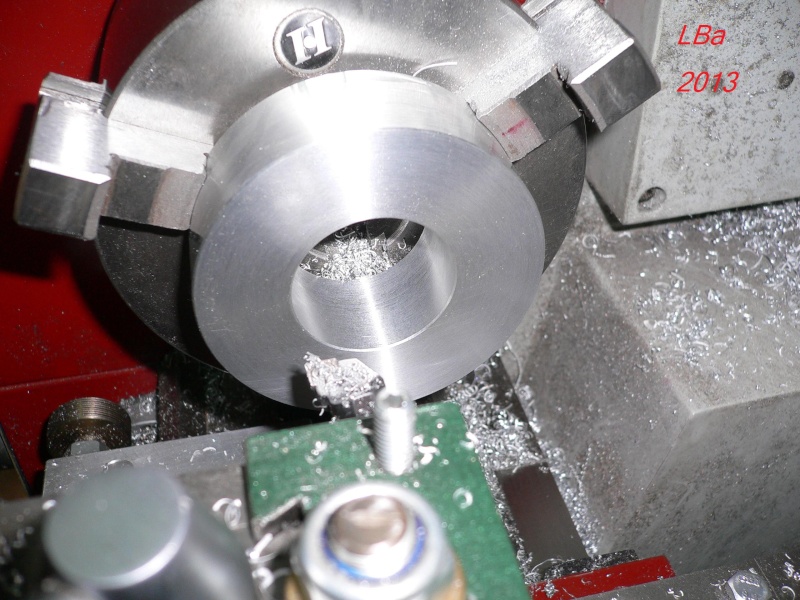
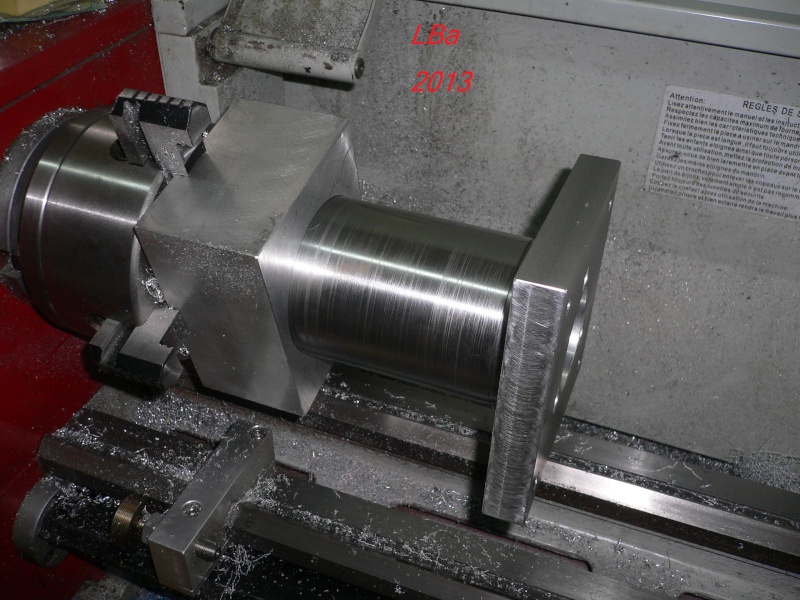
dressage de la premiére face
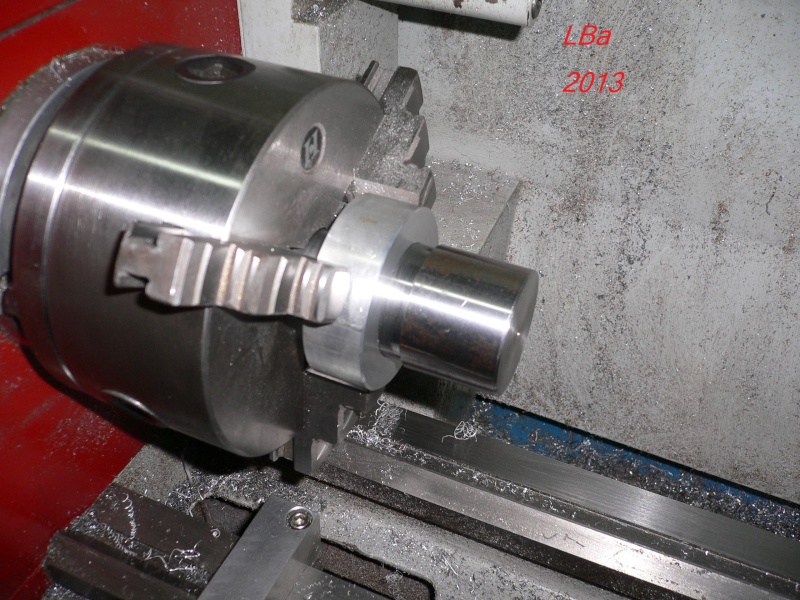
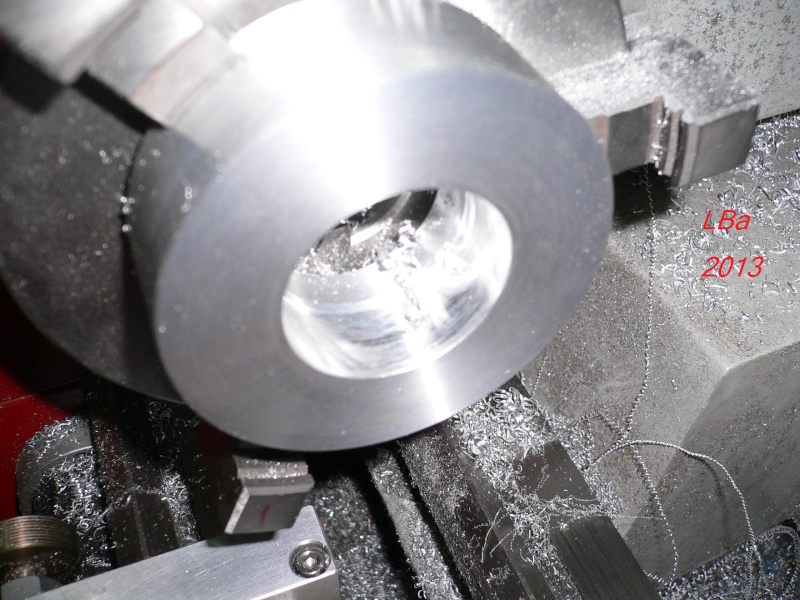
aprés retournement de la piéce :

dressage de la seconde face et enlévement de la collerette

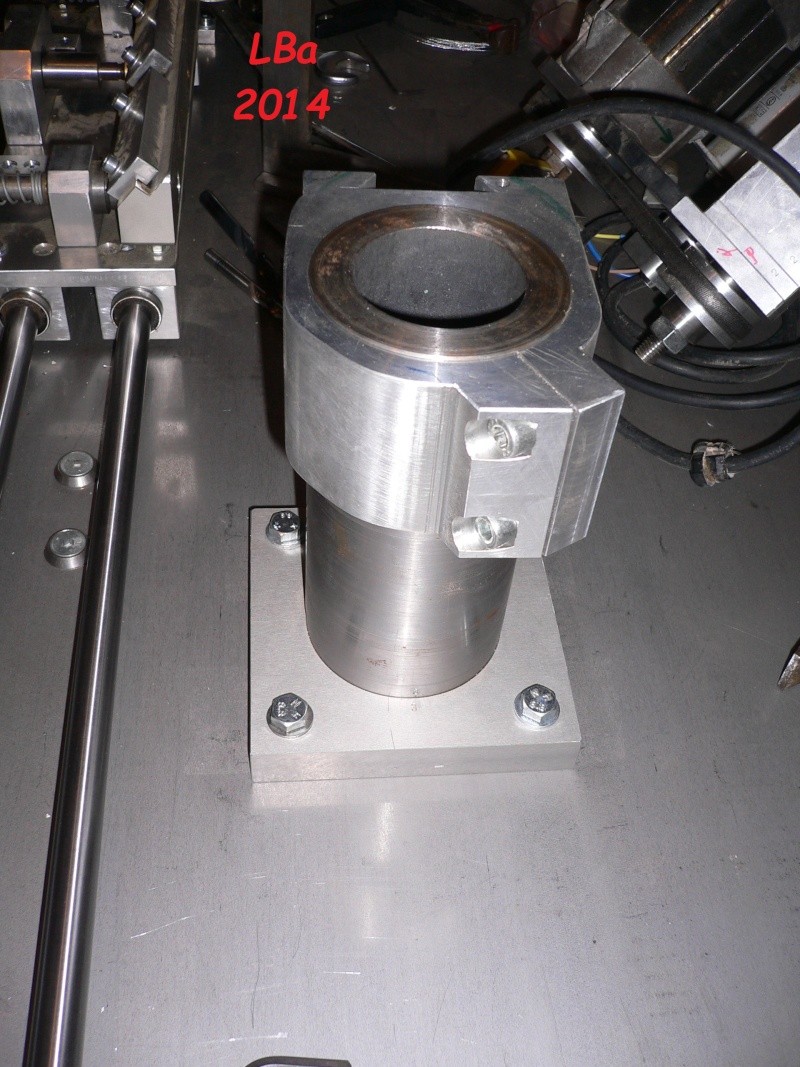
la bride sur la colonne
d'autres usinage sont à venir sur la piéce
Mise en forme de la bride
Colonne support de l'ensemble moteur/meule
La colonne est tirée dans du rond creux de 80*50 mm (trouvé chez qualichutes)

débit de la longueur de la colonne

dressage de la face et usinage de la portée qui sera dans la semelle de fixation

suite de l'usinage de la colonne

débit de la semelle de maintient de la colonne
aprés dressage des coupes obtention d'une piéce de 125*125*20 mm
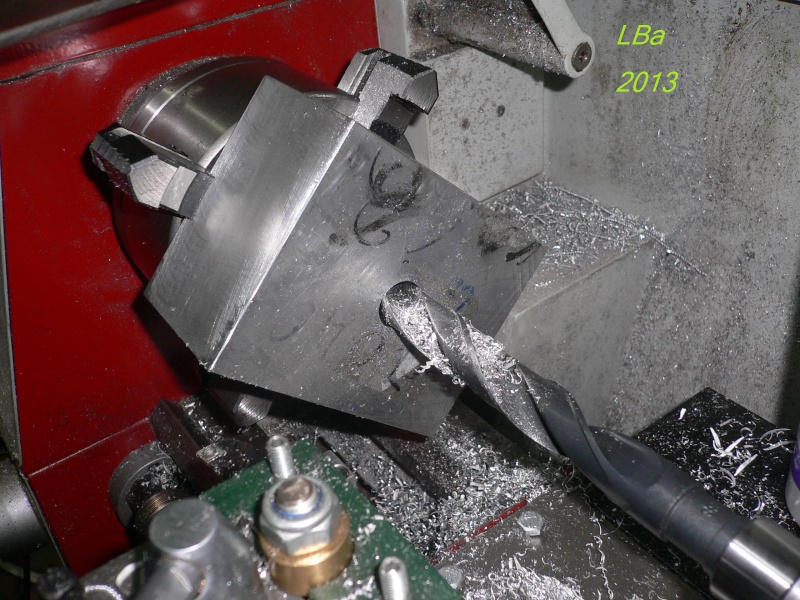
montage et centrage en mandrin 4 mors pour usinage

perçage en vue de l'alésage
alésage épaulé de la semelle
controle de l'ajustement du montage

la colonne positionnée dans la semelle
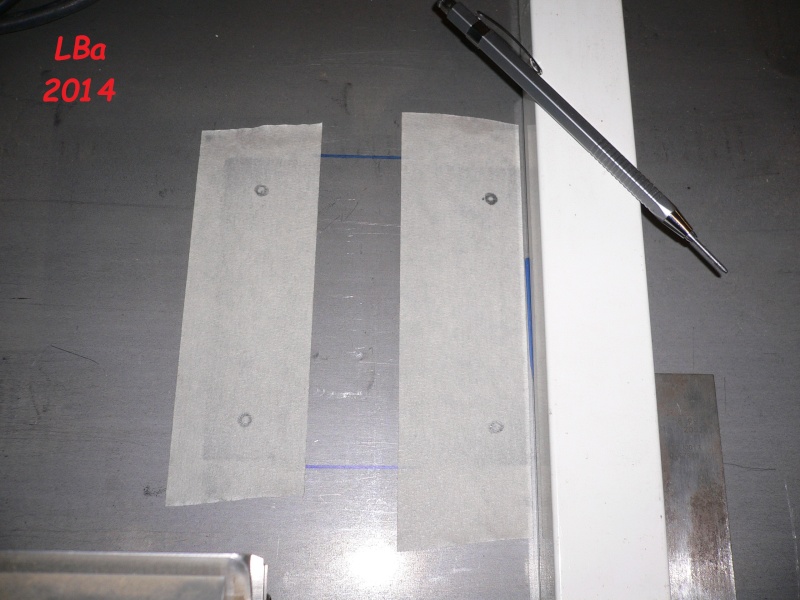
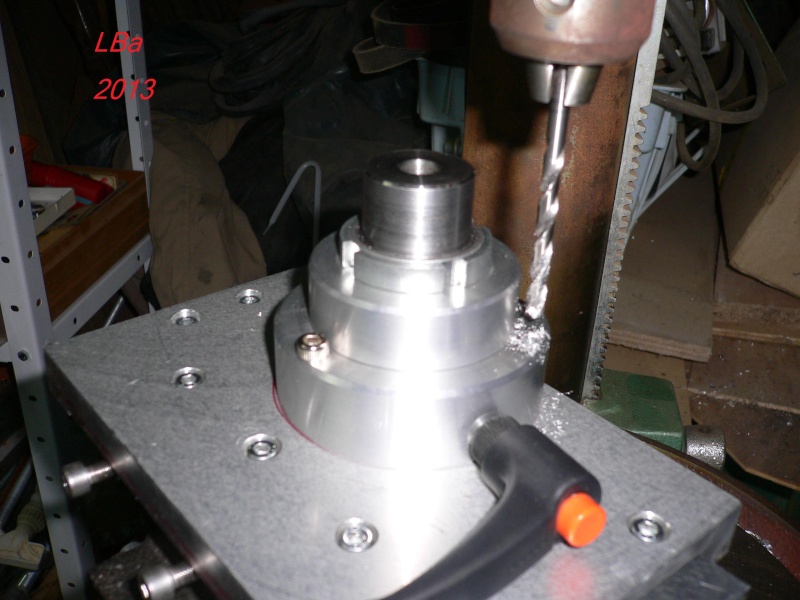
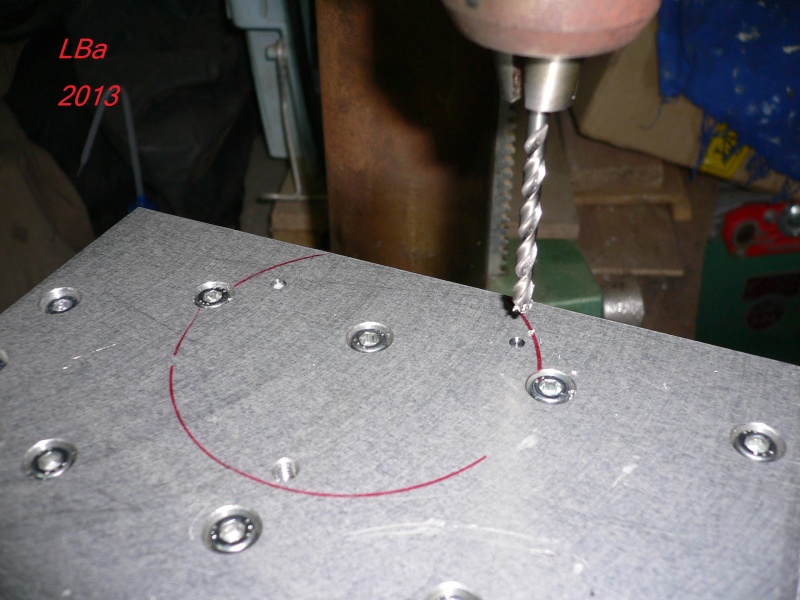
perçage de trois phi 6 mm fraisé à 120° pour la fixation de la colonne
perçage de 4 phi 8 mm pour la fixation sur la table
perçage/ taraudage d'un M6 sur la colonne
contre perçage sur la colonne, d'aprés la semelle, des deux M6 restant
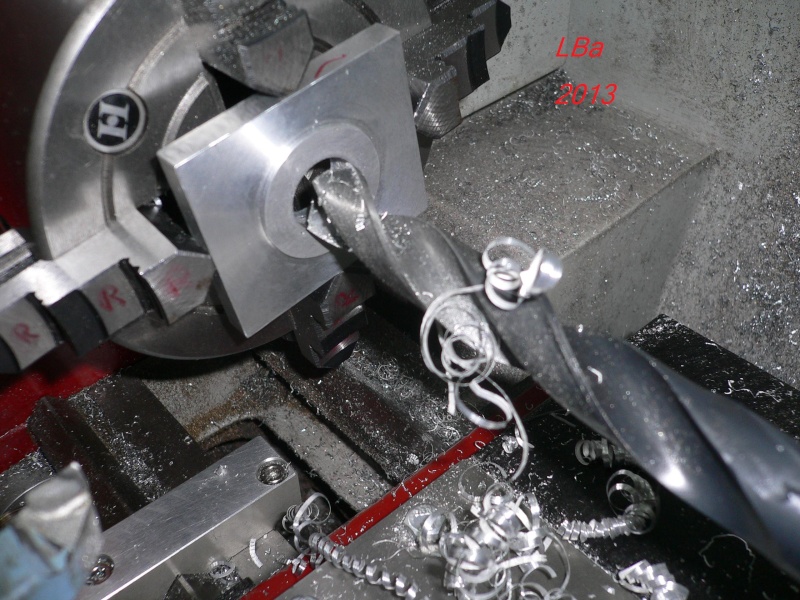
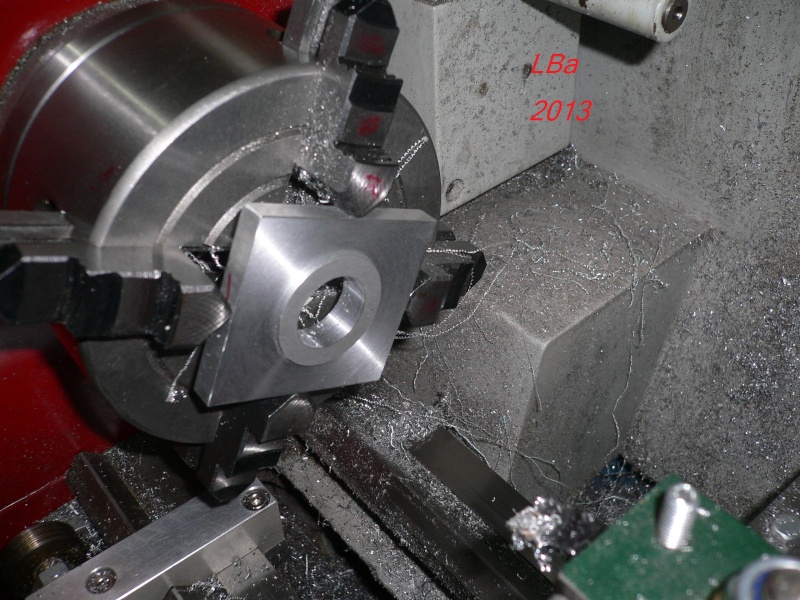
Cette piéce est en plat alu de 100 mm de large
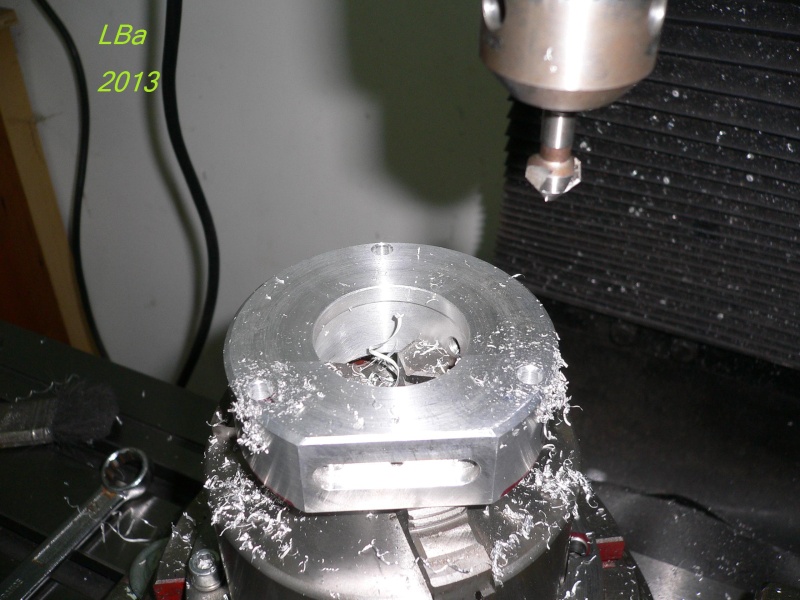
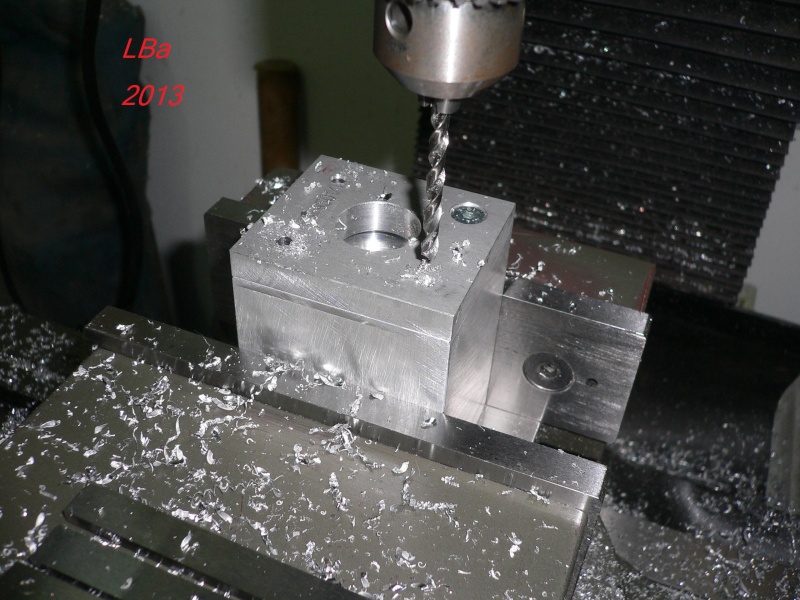
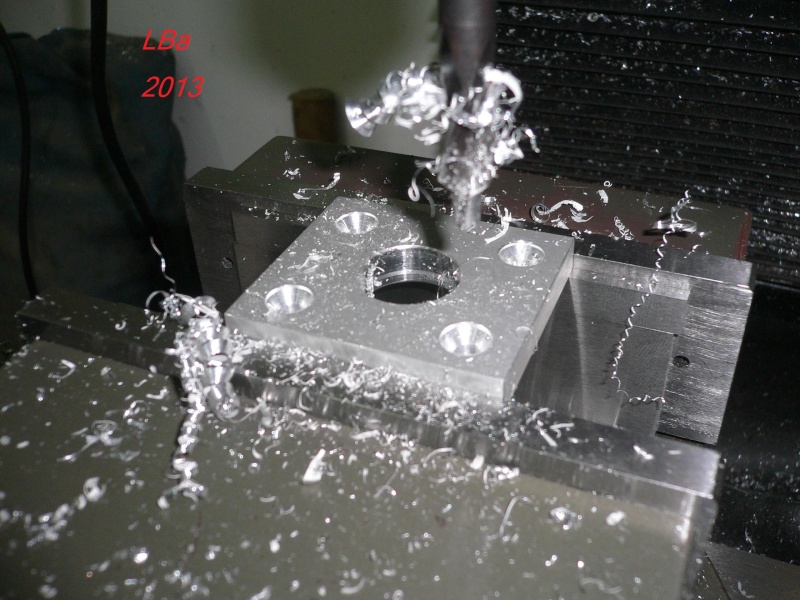
alésage à la téte à aléser pour le passage de l'arbre moteur

perçage de 4 phi 6 mm pour la fixation du moteur

le moteur en place sur le support
bon je me suis un peu chier dessus en perçant les trous de fixation
erreur de positionnement par rapport aux axes de l'alésage
j'ai du les refaire (5 mm de décalage)
j'ai profité de cette obligation, pour les fraiser, la poulie aurais tapée dedans
fraisure des trous de fixation, l'erreur est moindre, la téte de la vis cache presque tout
alésage pour le passage de l'arbre porte meule
perçage/lamage à phi 5 mm pour la fixation du boitier porte meule
coté moteur, j'ai réalisé un arrondi

je l'ai réalisé avec un plateau circulaire monté sur la fraiseuse

la piéce est serré dans son alésage par les mors du mandrin
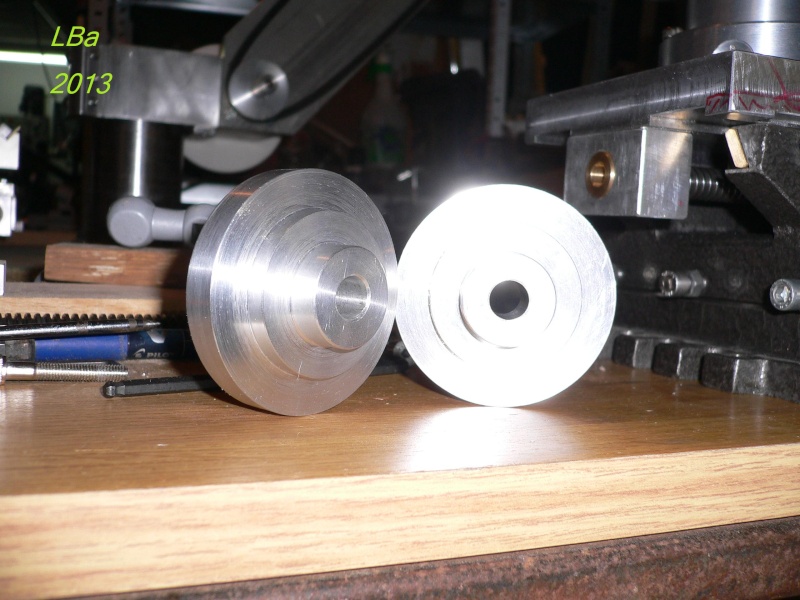
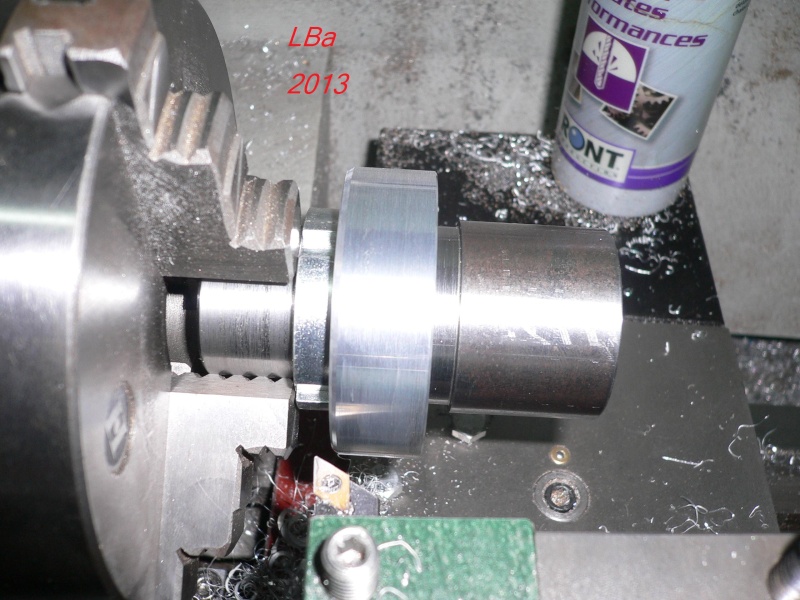
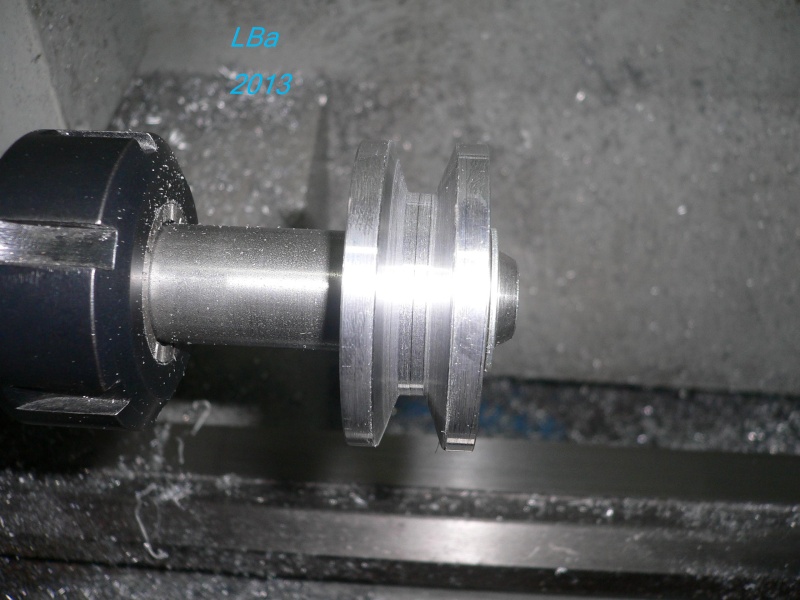
Poulie moteur /poulie réceptrice
La poulie moteur est tirée dans du rond alu de 80 mm

début de l'usinage: blanchiement diamétre extérieur/dressage face
aprés débit: dressage seconde face et alésage à 15 mm
controle de l'ajustement avant reprise en mandrin à pince pour l'usinage
de la forme de la courroie

ébauche de la forme pour la courroie
ne possédant pas d'outil de forme trapézoidale (forme courroie), j'ai improvisé avec
ce que je posséde comme outil
avec celui-ci, je ne pouvais pas réaliser la profondeur normalisé de la courroie
j'ai du changer d'outil et de maniére

en changent d'outil et en réglant l'inclinaison d'un coté puis de l'autre
j'ai pu réaliser la forme trapézoidale de la courroie
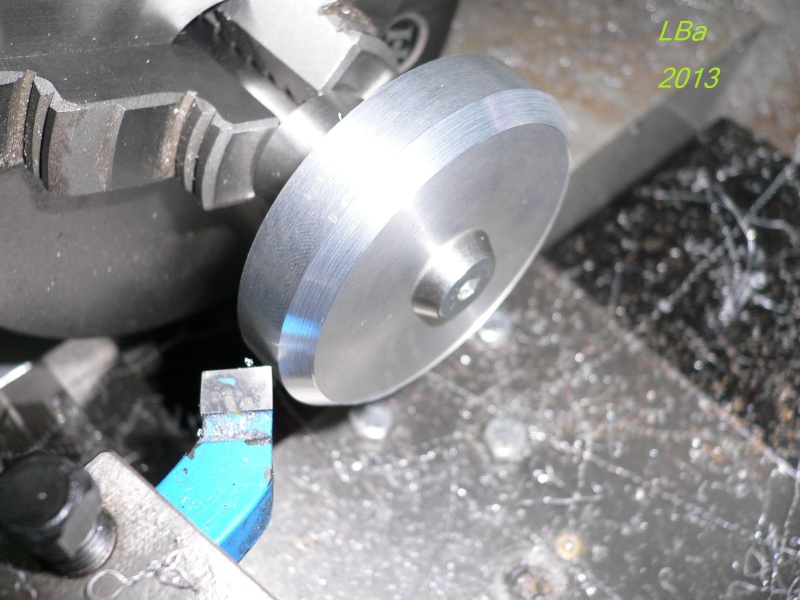
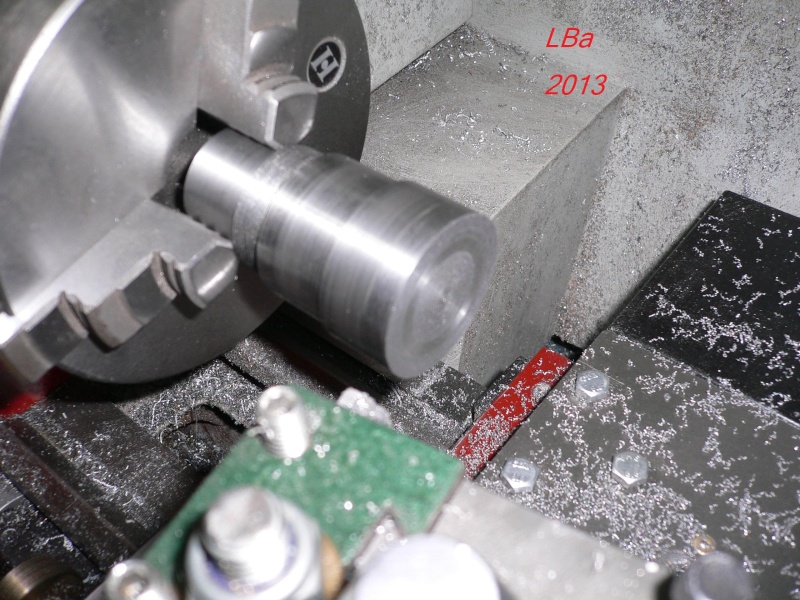
POULIE entrainement meule
elle est tirée dans du rond alu de 60 mm
début de l'usinage ; diamétre extérieur à 50 mm, dressage de la face
aprés débit; mise à longueur et dressage de la seconde face, alésage à 15 mm

reprise de l'ébauche en mandrin à pince et usinage de la forme de la courroie
j'ai utilisé tout de suite le second outil, sachant comment faire aprés la premiére poulie
la poulie est usinée
la poulie en place sur le boitier support meule
Pour la poulie moteur, jai usiné une entretoise
j'ai profité de cette usinage pour tester mon assistant à titiller le centiéme
pas mal ! en faisant attention que l'on travaille au rayon avec et pas au diamétre

entretoise en place
Pour la poulie d'entrainement de la meule, j'ai du réaliser une entretoise afin que
la poulie soit alignée avec celle moteur
l'entretoise faisant 4 mm d'épais, pour dresser et mettre d'épaisseur l'entretoise
je l'ai fais, l'entretoise vissée sur un cimblot et en appuis contre les mors du mandrin
puis je l'ai centré sur le mandrin, afin de la perçer au diamétre de l'axe

l'entretoise en place sur l'arbre
il me reste à faire le blocage de la poulie
Pour la poulie moteur, j'ai usiné une rondelle large d'appuis
sur le méme principe que l'entretoise, dressage et mise d'épaisseur de la rondelle
puis centrage de la rondelle dans le mandrin avant perçage au diamétre de l'arbre

la rondelle en place

petit apperçu du montage des poulies, un tendeur de courroie sera prévu
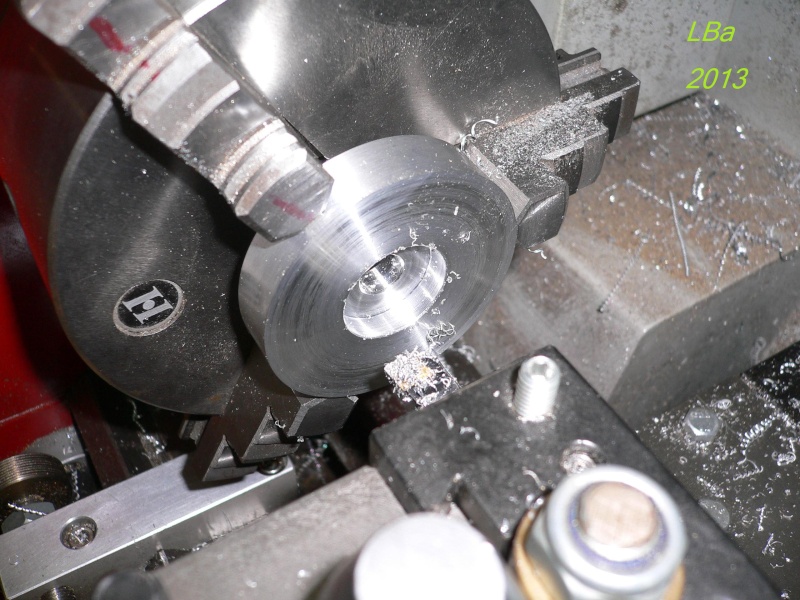
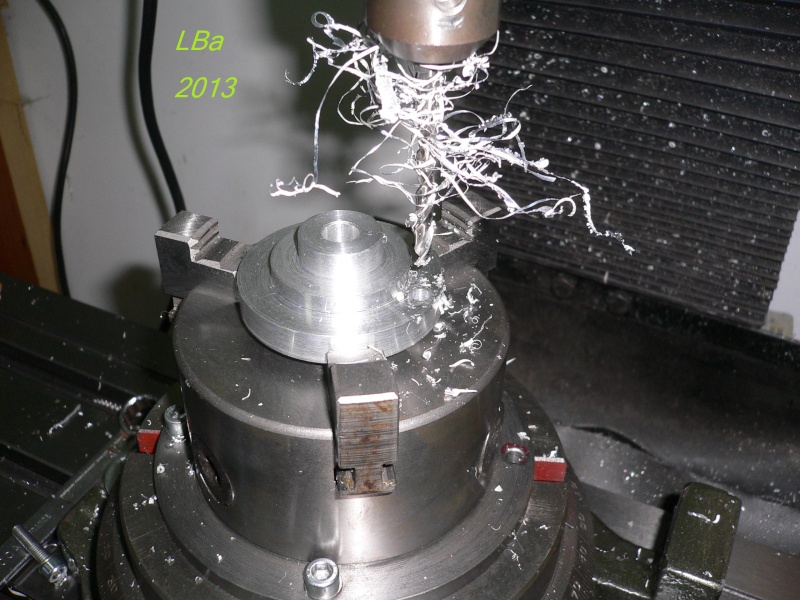
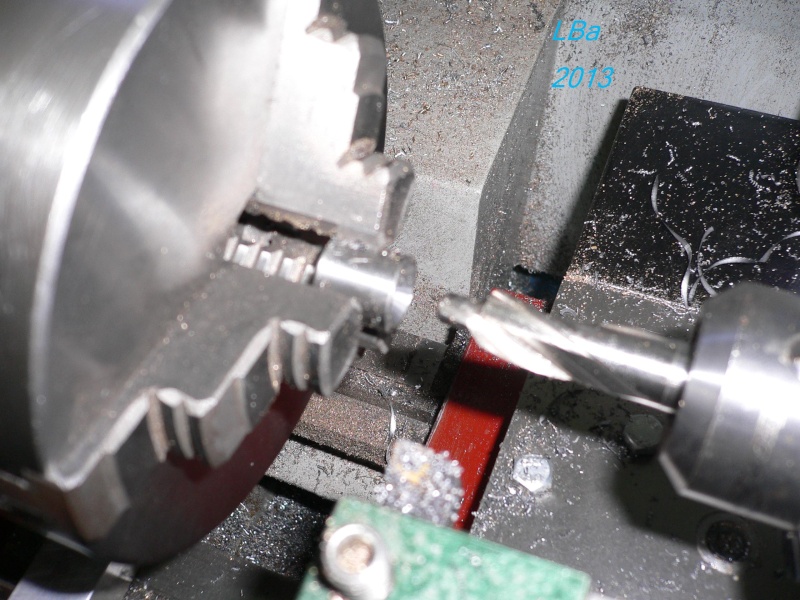
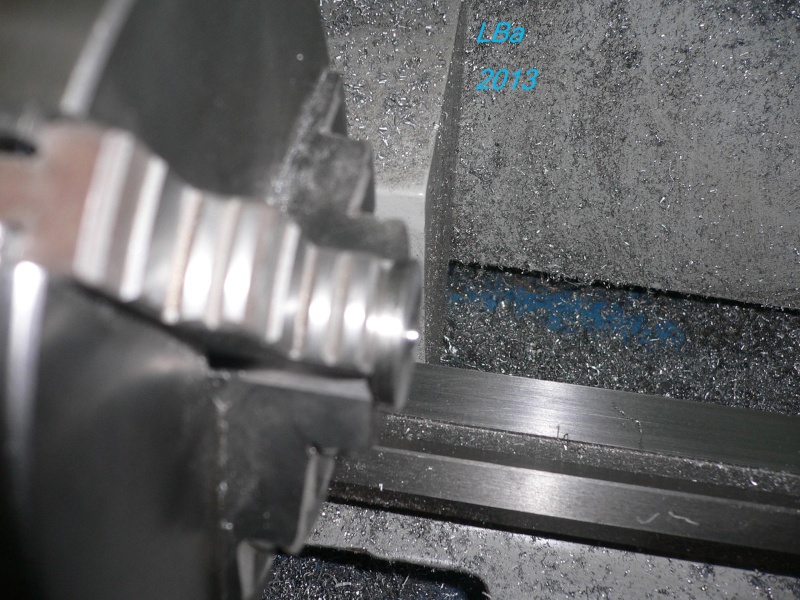
Usinage des rainures de clavette sur les poulies
j'ai fais cette usinage sur le tour à métaux
pour commencer, j'ai façonné un outil dans du méplat d'acier Hss de 10*4 mm
l'outil a été taillé sur un touret


afin d'arrivé à ce résultat

l'affutage de l'outil sera affiné par la suite, aprés premier copeaux
l'axe de l'outil est monté sur le porte outil à l'axe des pointes du tour
pour ce faire, j'ai fraisé une cale d'épaisseur à la demande
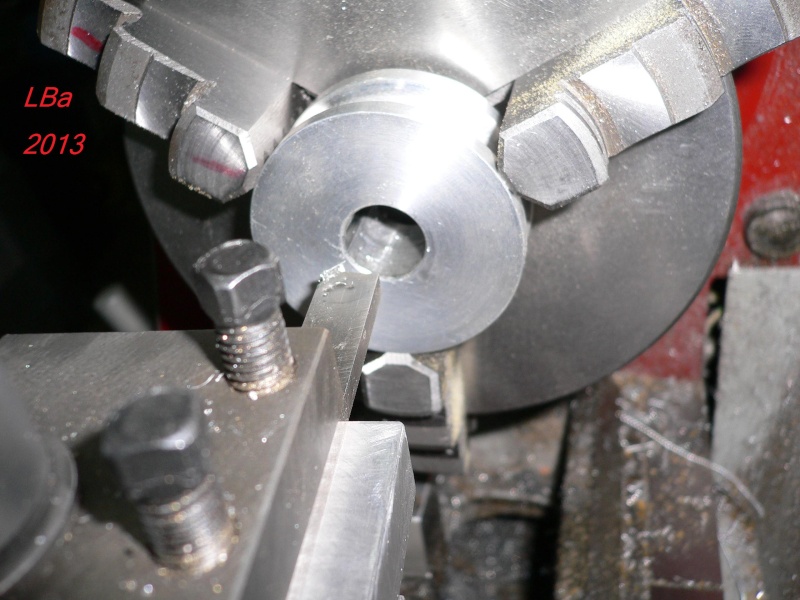
début de l'usinage
et premier copeaux
apperçu d'un copeaux en formation dans la rainure
autre apperçu de copeaux
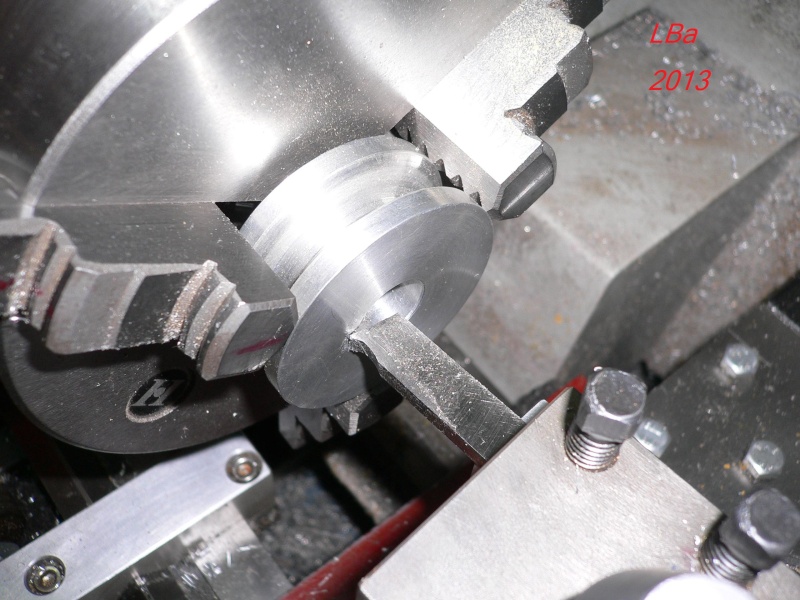
le déplacement de l'outil est réalisé à l'aide du trainard
la profondeur de passe est elle prise par le chariot transversal
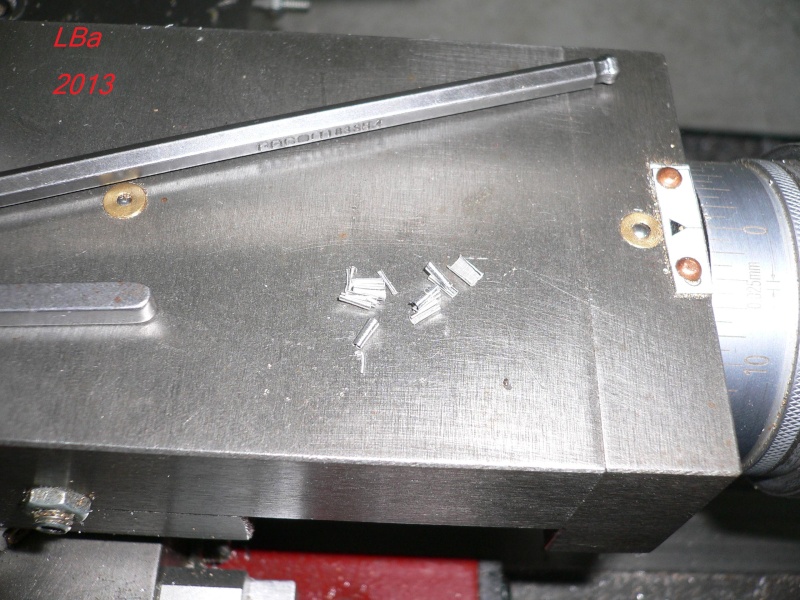
elle sera au final de 2,3 mm
aprés mainte aller retour du trainard :

la rainure est enfin usinée
méme opération pour la seconde poulie

méme usinage pour la deuxiéme poulie
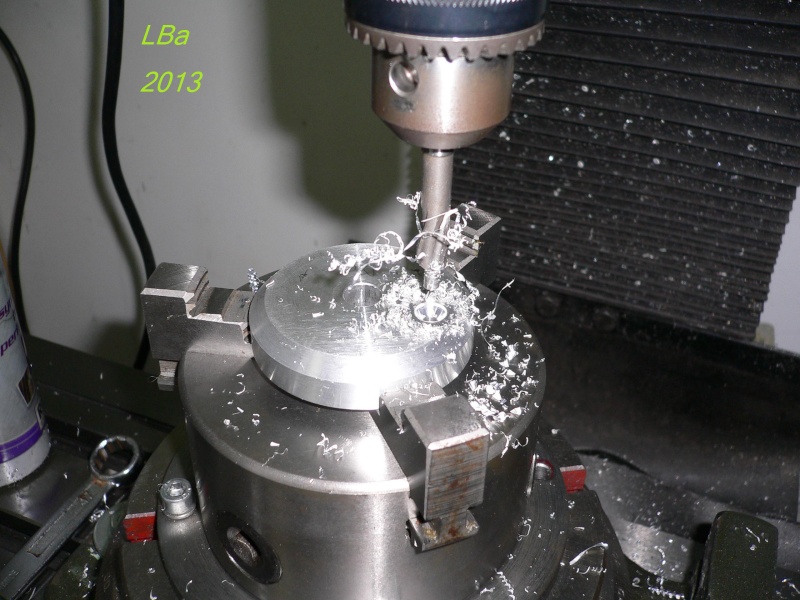
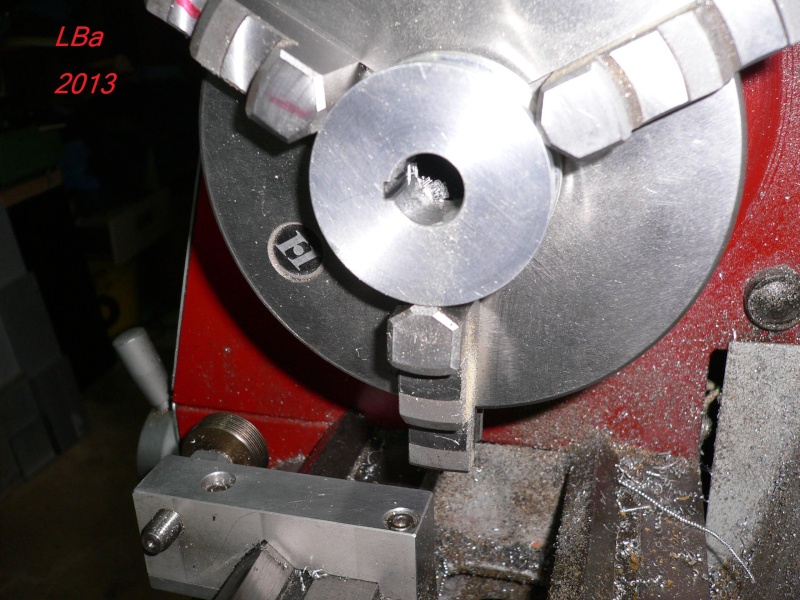
USINAGE RAINURE DE CLAVETTE SUR ARBRE
Sur l'axe porte meule, la poulie est immobilisée en rotation par une clavette
début de l'usinage sur la fraiseuse
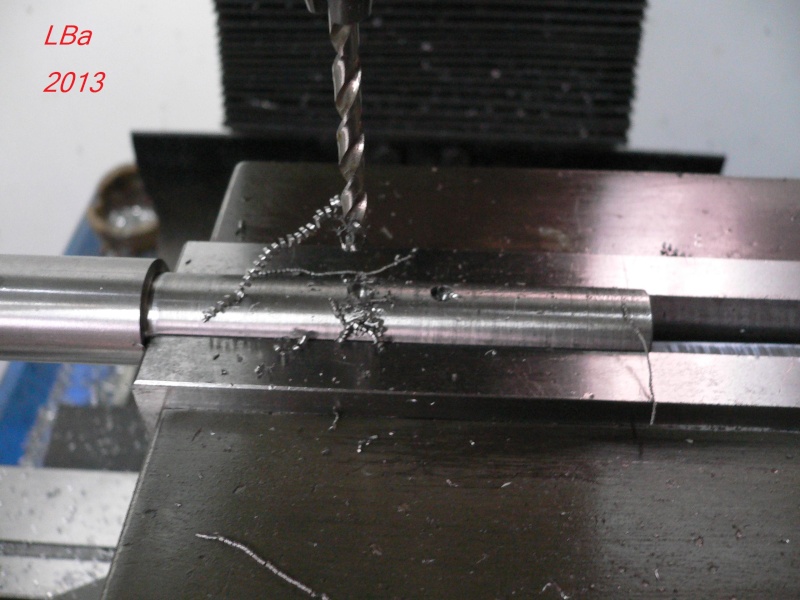
perçage sur 3 mm de profondeur de 2 trous de phi 4 mm pour le dégagement de la fraise
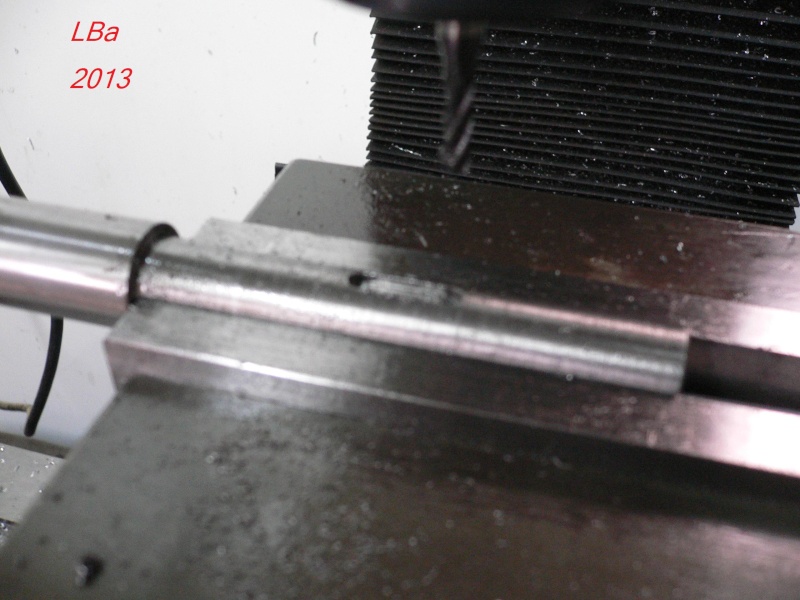
fraisage de la rainure avec une fraise de 4 mm
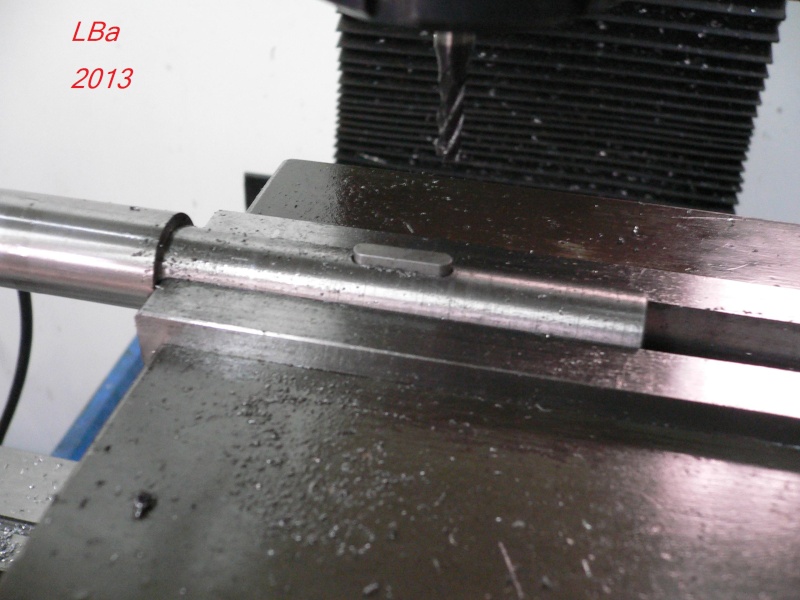
vérification de la rainure avec une clavette
Ajustage du clavetage
la poulie ne coulisse pas sur toute la longueur de la clavette
un ajustement à la lime (de la rainure de clavette sur la poulie) s'impose
aprés quelques coups de lime :

la poulie coulisse sur toute la longueur de la clavette et ce sans jeu, la preuve :

la poulie ne bouge pas par son propre poids
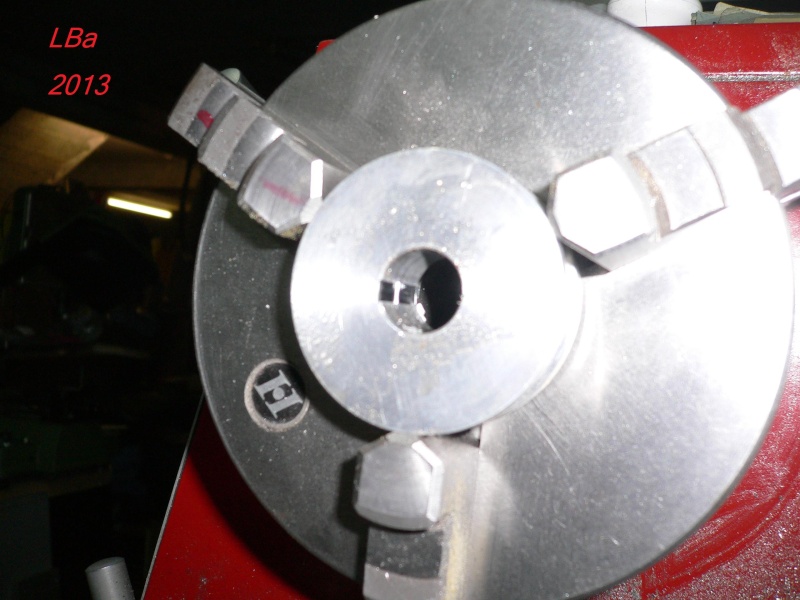
Pour la poulie moteur, ne voulant pas démonter le moteur, pour usiner l'axe, j'ai été au plus simple
la poulie sera immobilisée en rotation par une goupille (systéme que j'ai déja réalisé et qui fonctionne)
perçage d'un phi 4 mm sur quelques mm de profondeur
mise en place de la poulie moteur
Arbre porte meule / flasque meule/entretoise poulie
Réalisation d'une entretoise/flasque pour l'extérieur de la meule
piéce tourné dans du rond alu
alésage au diamétre de l'arbre
essais de l'arbre

usinage d'un dégagement afin de limiter la portée sur la meule
aprés retournement de la piéce
usinage d'un épaulement (passage dans flasque du corps support)

et usinage d'un chanfrein pour finir
Entretoise poulie
réalisation d'une entretoise coté poulie réalisé dans du rond inox
usinage d'un épaulement (passage dans flasque boitier)
aprés retounement de la piéce, dressage face et mise à longueur :
alésage pour passage de l'arbre
vérification de l'ajustement
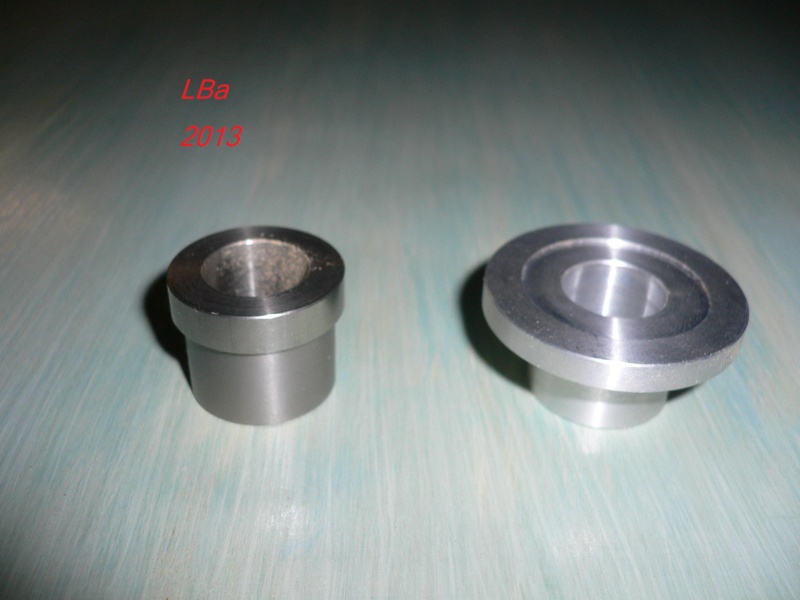
les deux piéces usinées

apperçu de l'avancement du boitier

en image redimensionnée, on voit mieux
L'arbre est tiré dans du rond de 25 mm

usinage de la portée roulement (ici coté meule)

essais du roulement (montage serré, le roulement n'est pas à fond volontairement)

usinage de l'épaulement devant recevoir la meule
essais de la meule
retournement de la piéce pour la suite des usinages

usinage de l'autre portée de roulement (coté poulie)
essais roulement
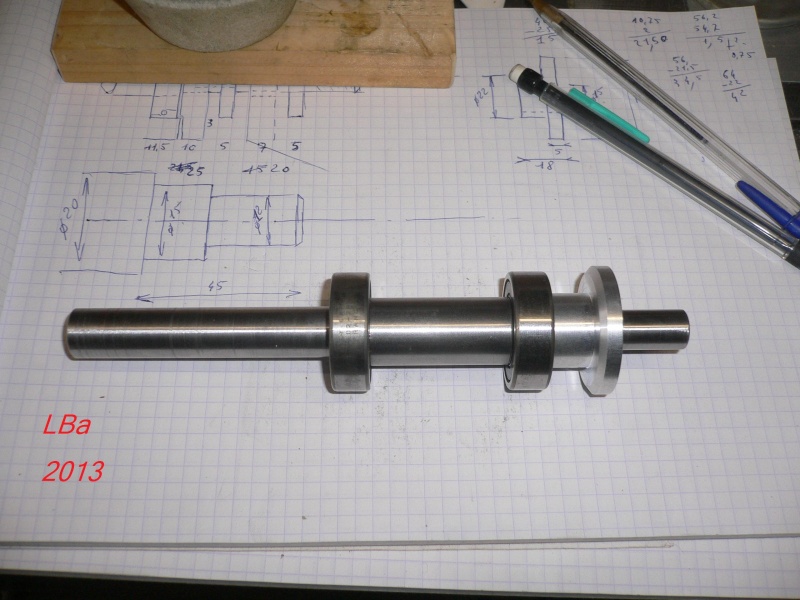
l'arbre et les roulements montés
on peut appercevoir le plan de la piéce, réalisé avec le logiciel 2 D de chez "Bic"
Sur cette axe, il me restait deux filetages (pas à gauche) à faire
Réalisation du filetage coté poulie :

usinage d'un épaulement avant filetage

usinage d'une george d'engagement de prise de passe de l'outil
le filetage étant à gauche, l'outil se déplace dans le sens mandrin/contre pointe
début d'une passe d'usinage
fin de la passe d'usinage

controle du filetage avec un écrou à gauche
Méme usinages sur l'axe cette fois coté meule ( la longueur de filetage est moindre)

usinage de l'épaulement et de la george
usinage du filetage
controle du filetage avec un écrou
Sur l'axe coté poulie, fraisage de :
fraisage de 2 méplats pour immobiliser l'axe, lors du serrage des écrous
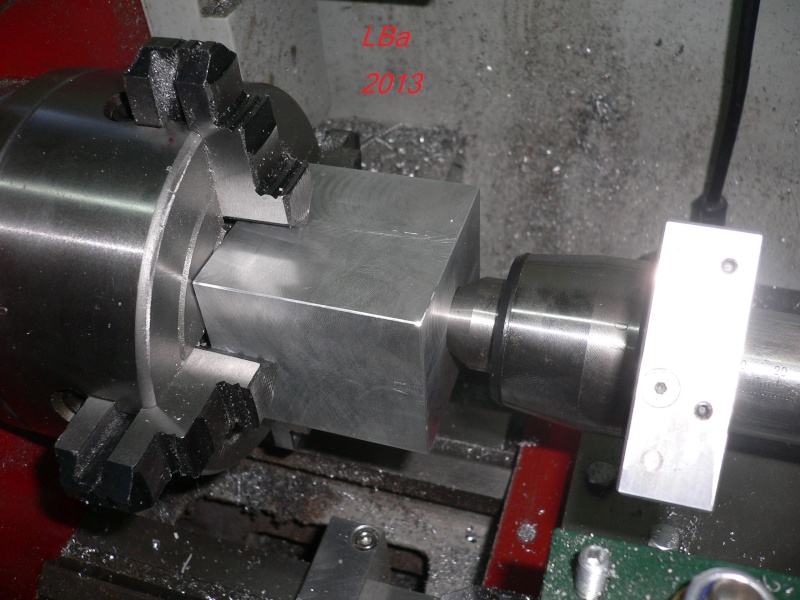
le corps du support porte meule est tiré dans un bloc d'alu

débit à la SAR
aprés cubage sur la fraiseuse,début d'usinage sur le tour en mandrin 4 mors

montage sur le mandrin 4 mors

puis perçage de plus en plus gros, jusqu'à mon foret maxi soit 19 mm
alésage à phi 25 mm

alésage à phi 35 mm pour loger un roulement

essais de l'ajustement avec le roulement
retournement de la piéce, pour usiner l'autre coté
dégrossi du centrage avec la contre pointe et finition au comparateur
affinage du centrage au comparateur, opération longue et chiante pour obtenir un résultat correct
le réglage effectué, suite de l'usinage

alésage pour le second roulement (phi 35 mm)

essais de l'ajustement du roulement
j'ose espérer que les deux roulements se trouvent bien alignés !
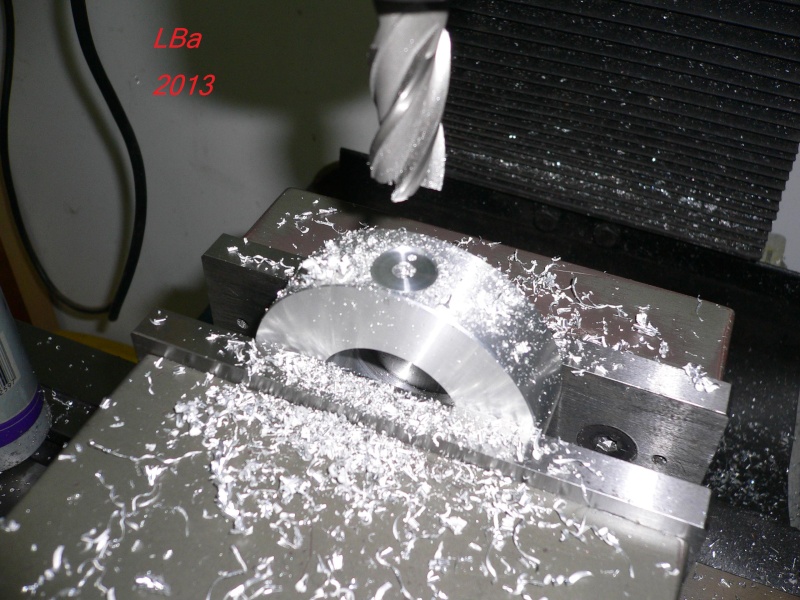
Une flasque( alu de 10 mm) maintiendra le roulement et ce de chaque coté
Usinage des flasques
aprés leurs débit/cubage ,

alésage à 10 mm pour faciliter la suite des opération d'usinage
ébauche d'un épaulement (centrage dans le boitier)
j'ai usiné du centre de la piéce vers l'extérieur afin d'éviter les à-coups
finition de l'épaulement
une flasque en place sur le boitier, ça m'a permis de vérifier que je serrais la cage extérieur du roulement
montage de la flasque en 4 mors et perçage
puis alésage
les deux flasques une fois usiné, montage sur le boitier pour leur fixation
perçage à 4,2 avant taraudage à M5
aprés contre perçage à 5,2 ; fraisure pour les tétes de vis
Le palier est tiré dans du méplat alu
la vis est guidée par un roulement, sur une extrémité de la vis, un vernier et manivelle
seront montés

le support est perçé et alésé (sur la fraiseuse) à 10 mm
ceci servira aussi pour le centrage en mandrin 4 mors pour la suite des usinage
centrage du support palier en mandrin 4 mors

perçage du logement pour le roulement (de façon précise) avant alésage et dressage du fond

alésage du logement de roulement
controle de l'ajustement palier/roulement
montage du roulement à serre à l'étau
fraisage de pans à 45 ° sur le support
Vernier : l'usinage :

débit dans du rond de 40 mm

dressage d'une face en mandrin 3 mors

perçage à 9,9 mm pour alésage à 10 mm (alésoir machine de 10 mm utilisé)
reprise en mandrin à pince et usinage de l'extérieur
puis usinage d'un épaulement
alésage sur le vernier,pour y loger le volant et assembler le tout
essais du montage
perçage du volant/vernier

perçage du volant/vernier sur l'axe
Lors du prémontage volant/vernier/axe sur le palier, je ma suis apperçu qu'une entretoise serai la bien venue
usinage de l'entretoise dans du tuyau cuivre (8/10 dans du 10/12)

pour etre logée là
mise en situation pour vérif avant perçage du support sur la semelle de base
comme ça va pas trop mal perçage du support sur la semelle de base
J'ai parlé de vernier, mais il s'agit plus d'un tambour gradué
sur le forum métabricoleur, David avait expliqué une façon de graduer un vernier
ou un tambour gradué
j'ai appliqué cette façon de faire( peut étre pas à la lettre) mais le résultat final est là :

pour ce faire, aprés avoir tracé (à l'aide de SketchUp) un ruban gradué et imprimé
je l'ai collé sur le mandrin du tour, et fixé un index sur le tour
afin de décalé le mandrin d'une division aprés tracé d'un trait
la longueur du ruban est égal au périmétre du mandrin
pour les divisions, les traits longs correspondent au dixiéme, les traits courts au centiéme
la vis de manoeuvre étant au pas de 100, le ruban à été divisé par 50 pour obtenir 2 centiémes
entre trait
la piéce étant prise en mandrin, butée de trainard réglée, déplacement longitudinale
du trainard pour le gravage (la profondeur du gravage est prise par le chariot tarnsversal)

traçage des dixiémes, traits longs
réglage de la butée du trainard et :
traçage des centiémes (traits courts)
un coup de feutre en fond de trait pour marquer la gravure et montage du tambour
me reste à controler la précision de la gravure
Support de bague pour les colonnes à bille
débit des deux piéces
aprés cubage des débits
perçage d'une des piéces pour le réglage du mandrin 4 mors du tour

mise en place et centrage d'une piéce en mandrin 4 mors
alésage pour recevoir la bague
controle de l'ajustement bague support
fraisage pour casser deux angles

emmanchement bague dans support, montage serré, utilisation de l'étau en guise de presse
perçage taraudage de deux M5 pourla fixation sur la plaque de base
Mors pour le serrage des fers sur le support
Les fers seront immobilisés en position sur le support par 3 mors de serrage
ils sont usinés à partir de méplat alu et comporte peut d'usinage

fraisage d'un épaulement

controle de l'épaulement du mors avec un fer
perçage à 5,5 des trous de fixation
les trous seront oblong par la suite pour un bon fonctionnement
les mors sont en place sur le support
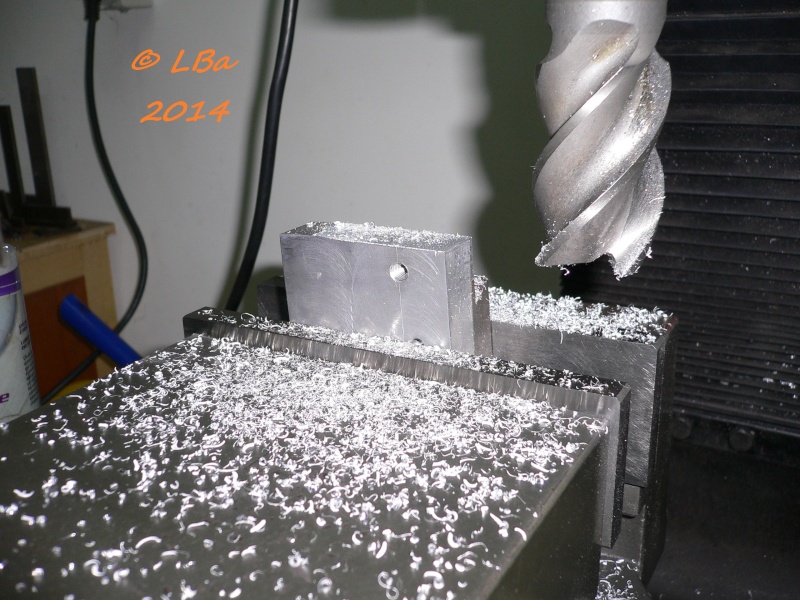
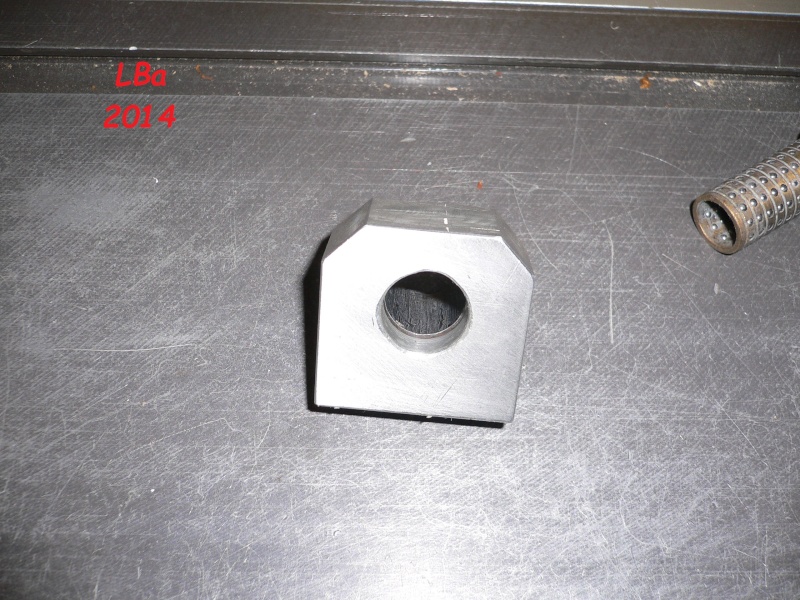
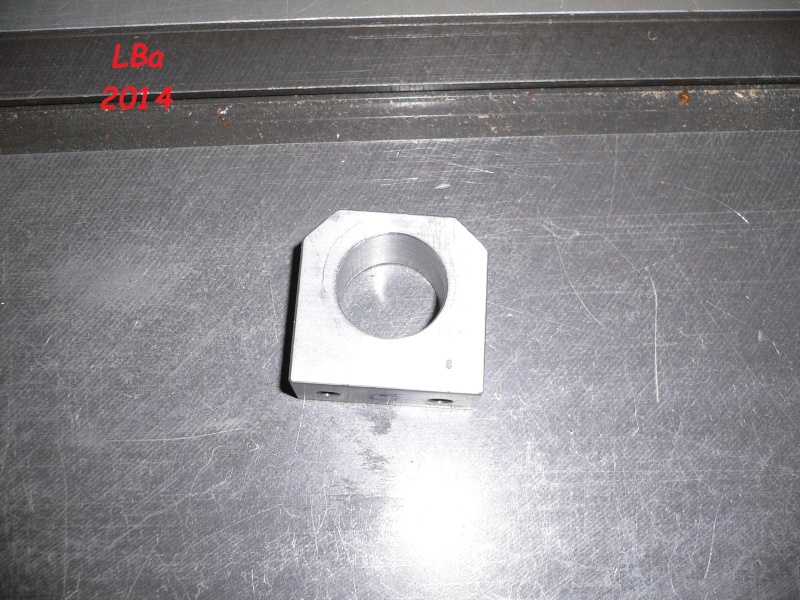
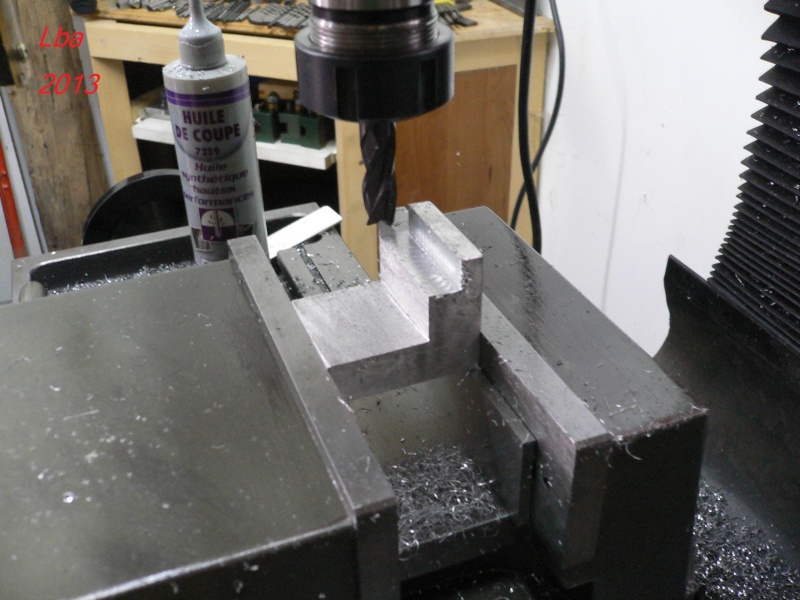
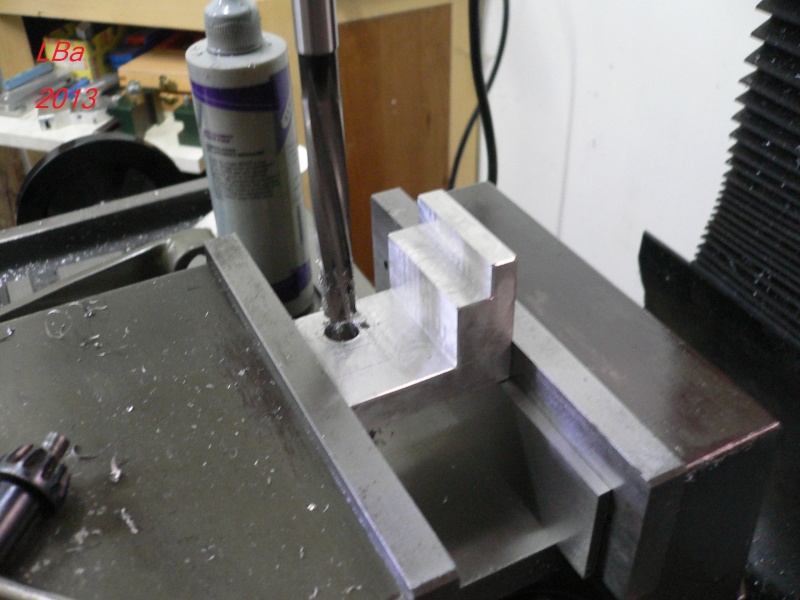
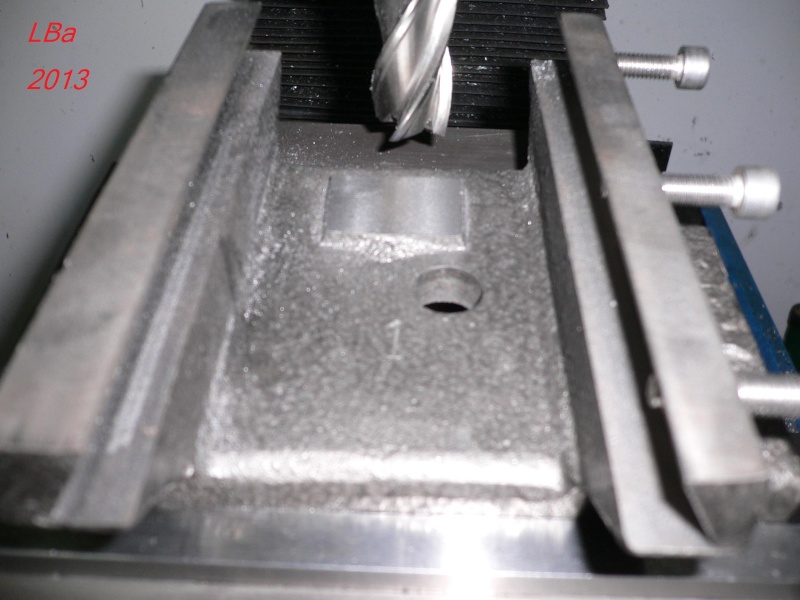
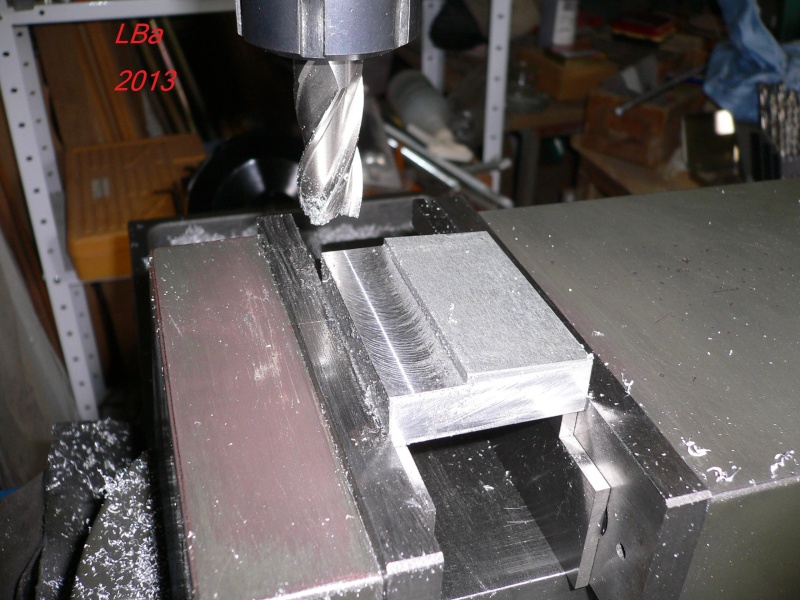
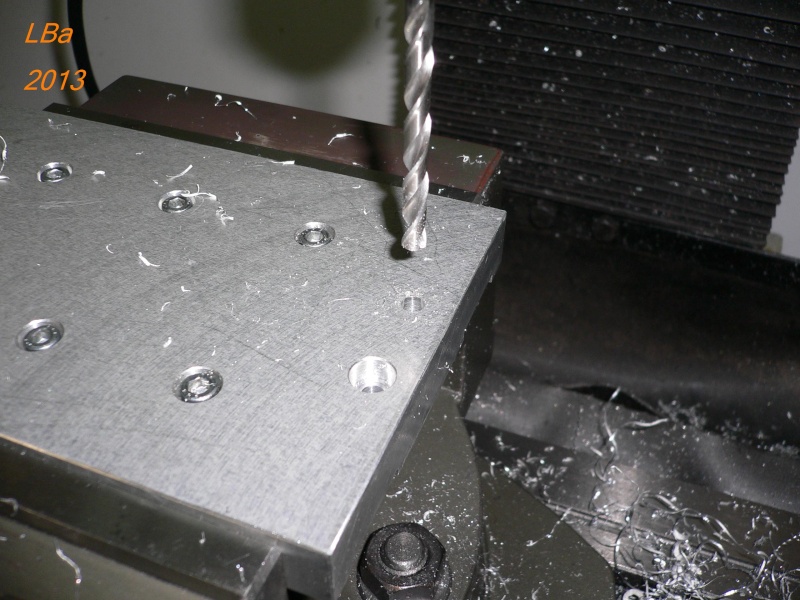
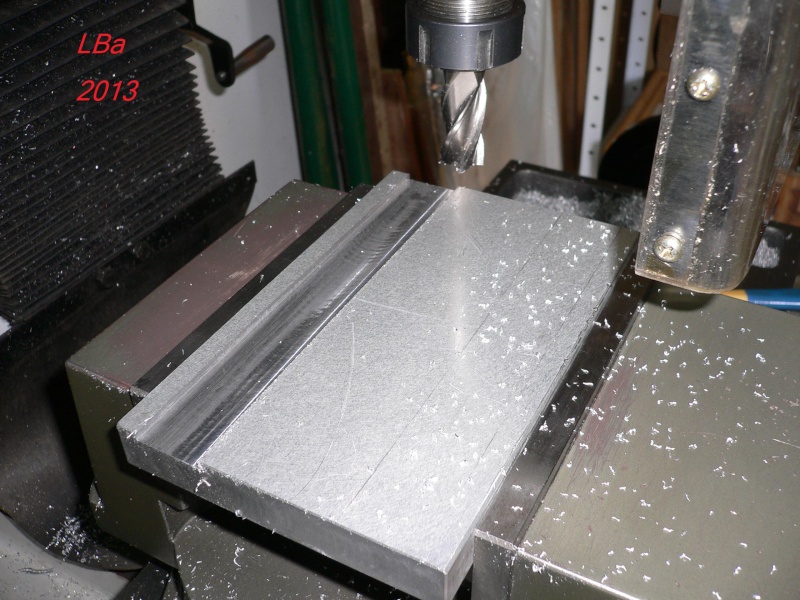
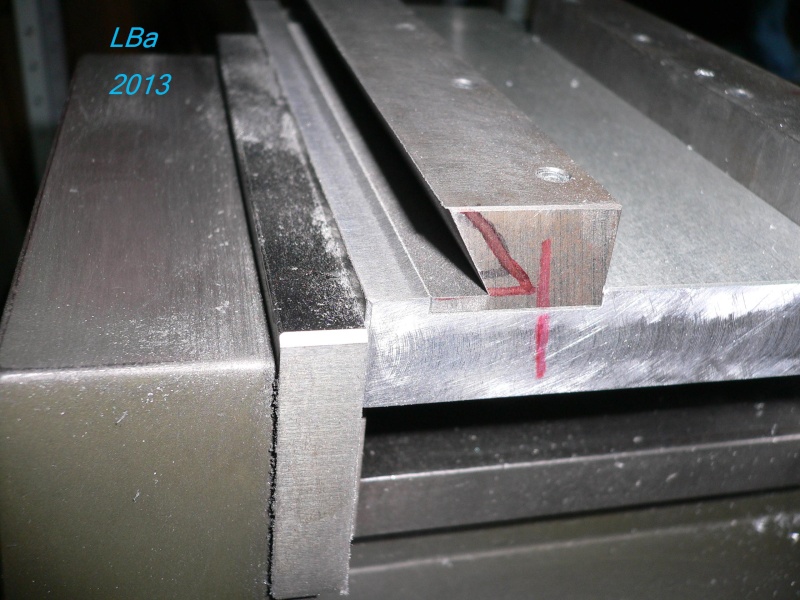
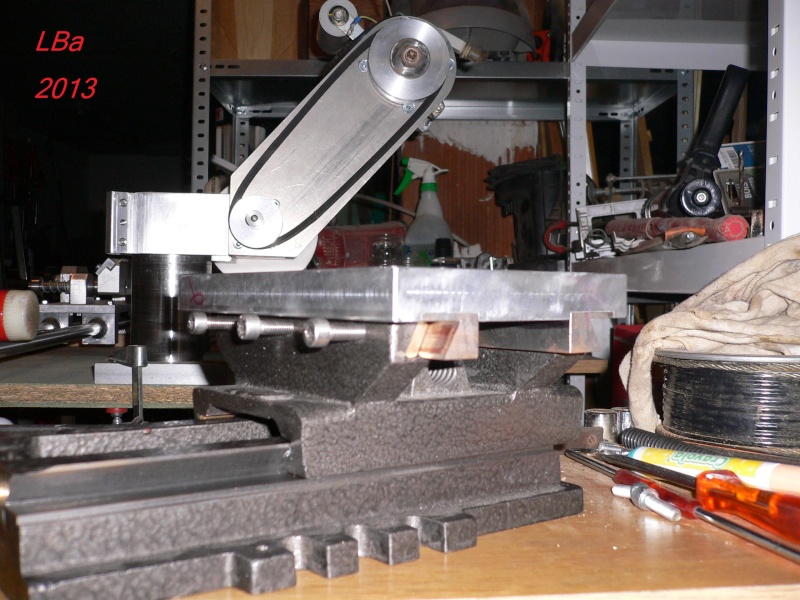
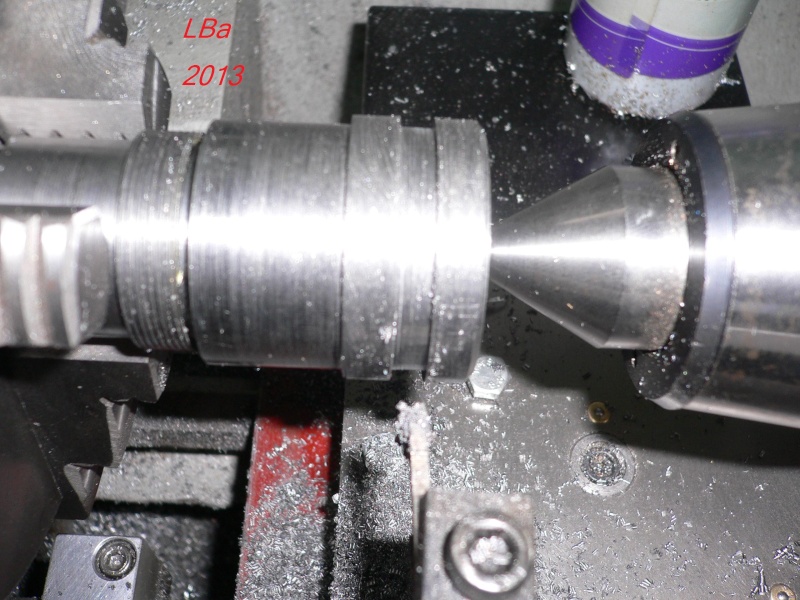
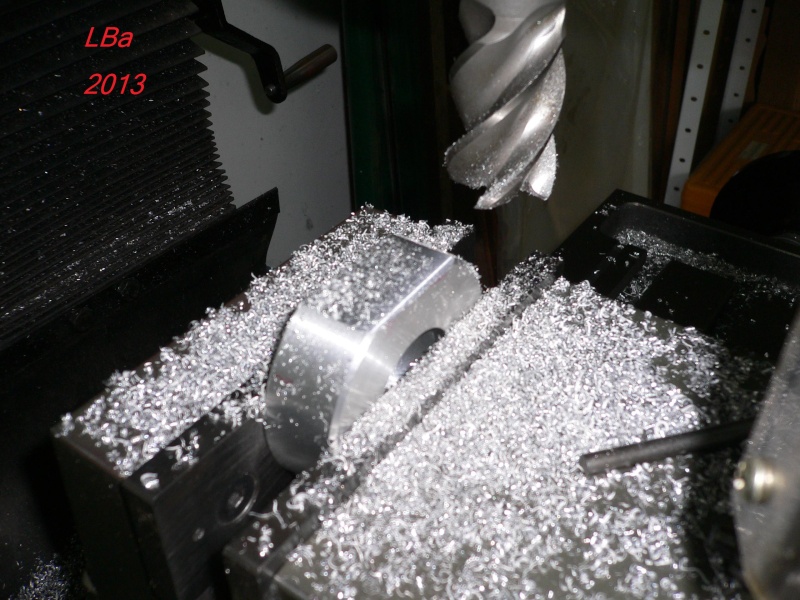
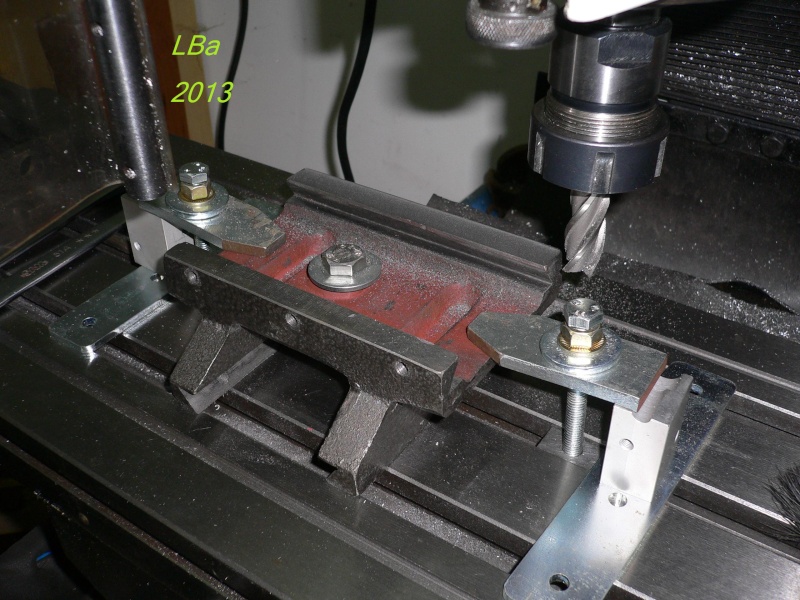
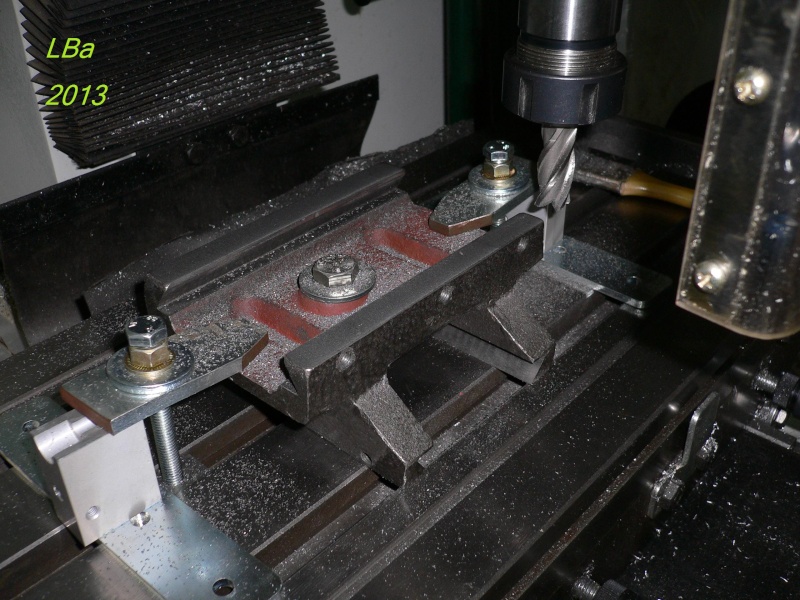
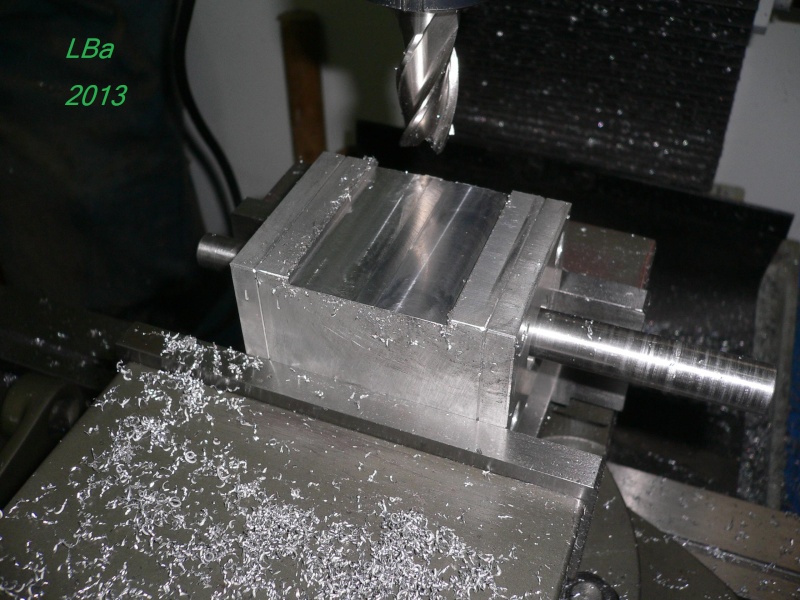
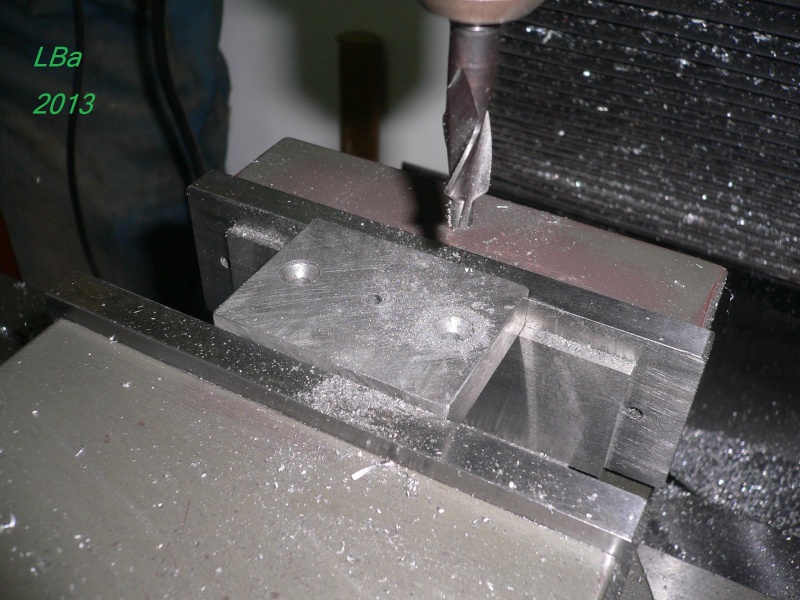
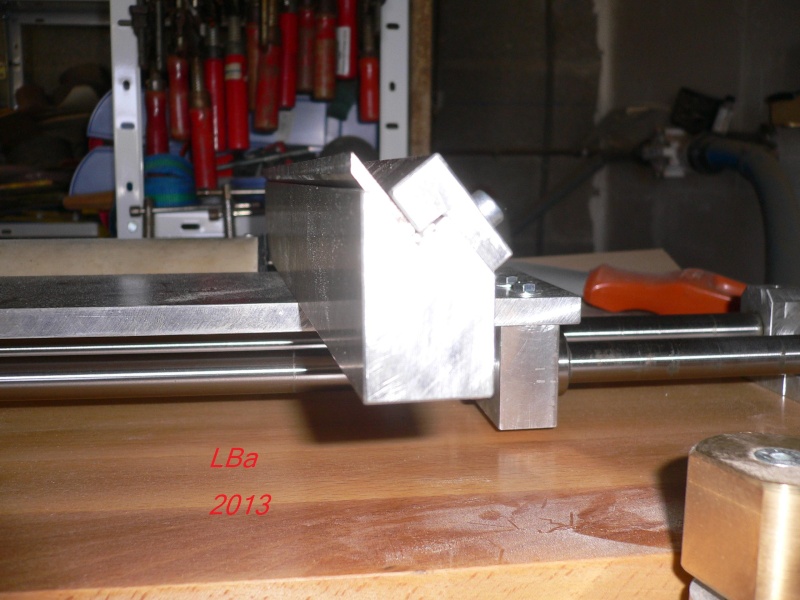
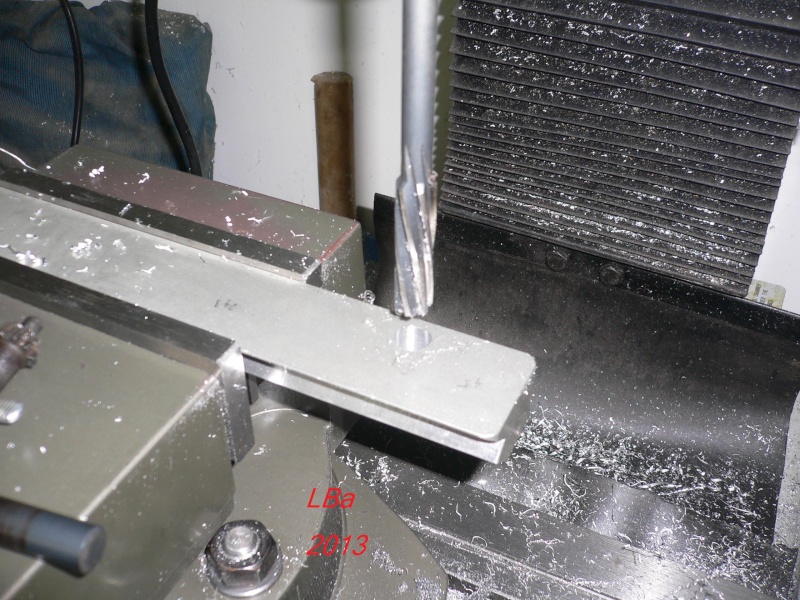
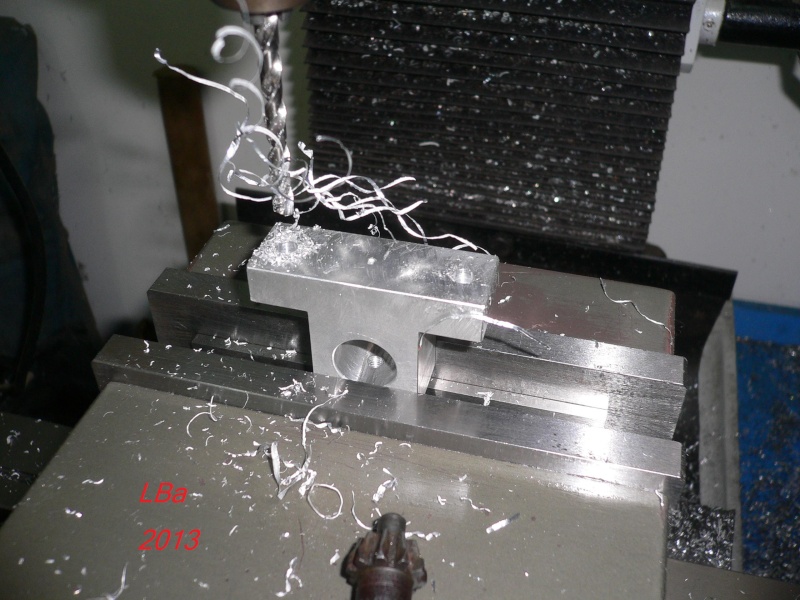
Support recevant les fers à affuter
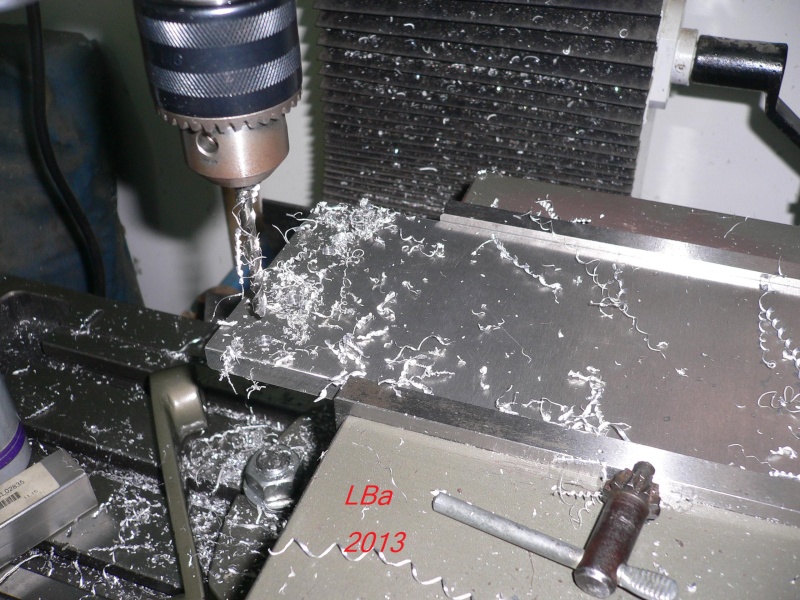
Un support (en alu) recevra les fer à affuter
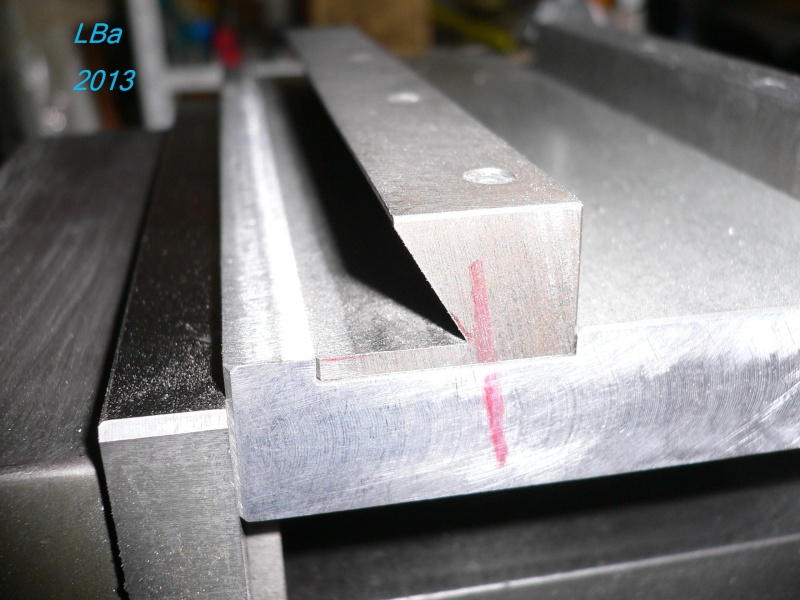
la piéce fait 320 mm de long, et comporte un pan incliné et un épaulement incliné
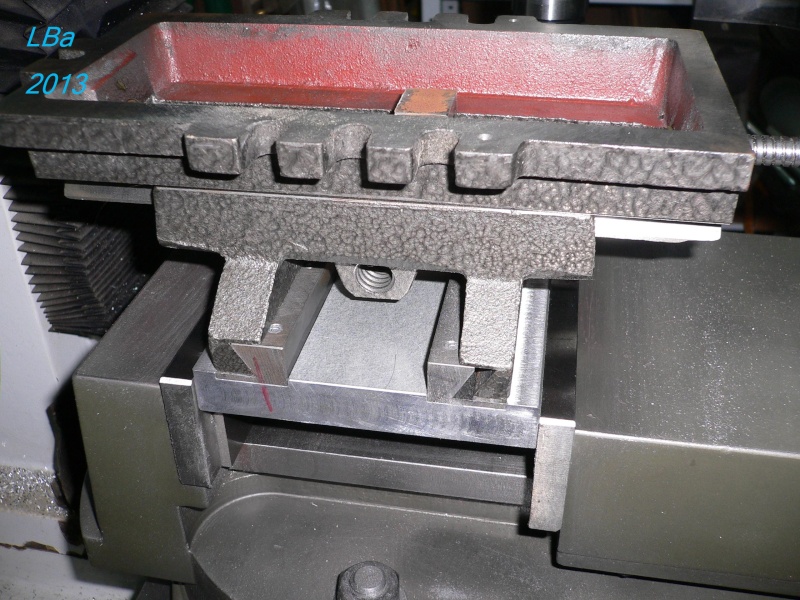
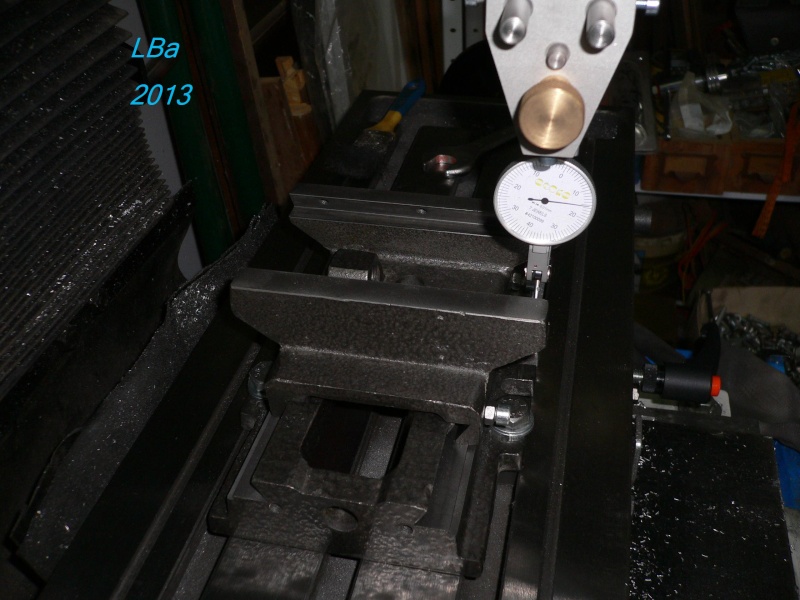
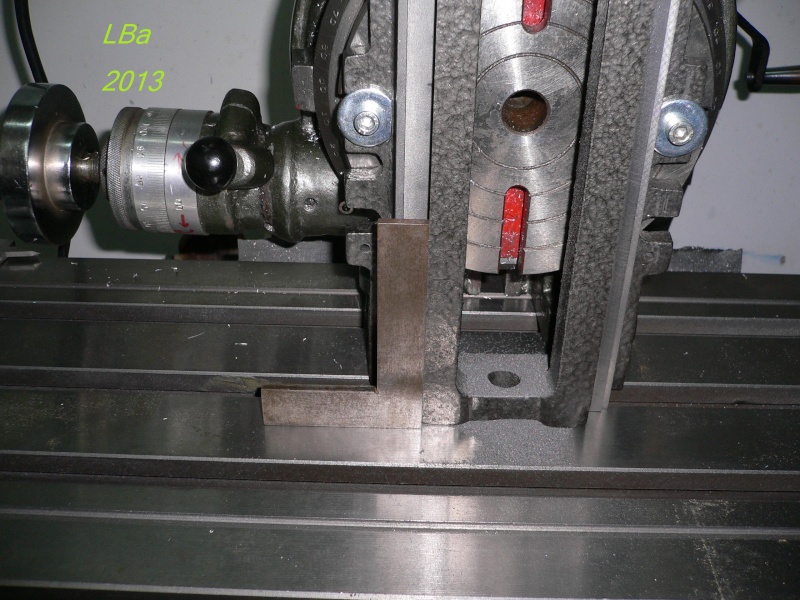
Pour fraiser ces usinages, j'ai travaillé avec le déplacement transversal (Y) de la fraiseuse
je ne peux incliné la téte de la fraiseuse que dans un sens

j'ai réglé l'angle d'inclinaison au comparateur aprés un petit cacul de trigo
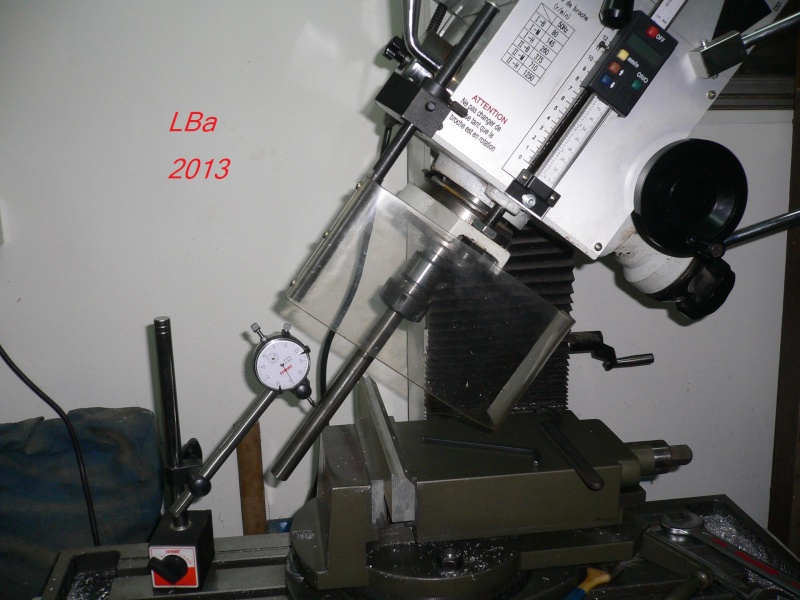
la piéce serré dans l'étau est celle de l'ancien systéme (elle a servi pour controle)
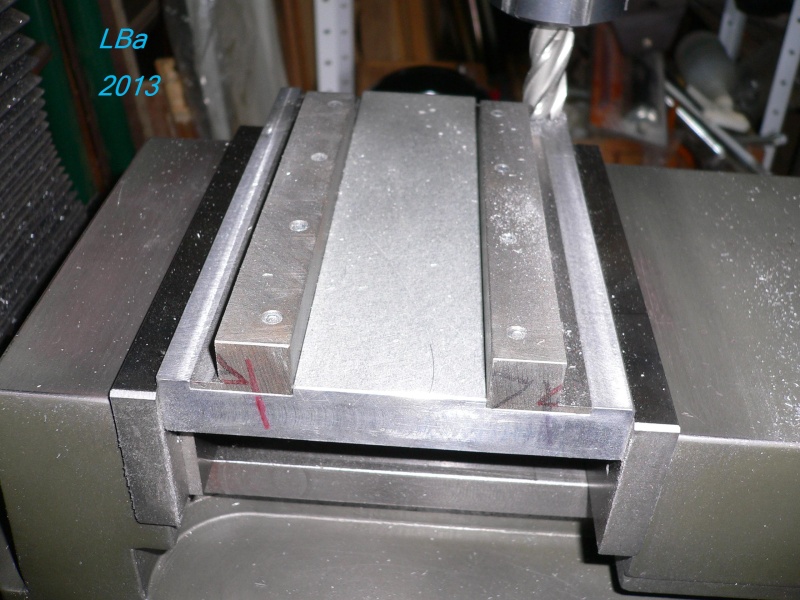
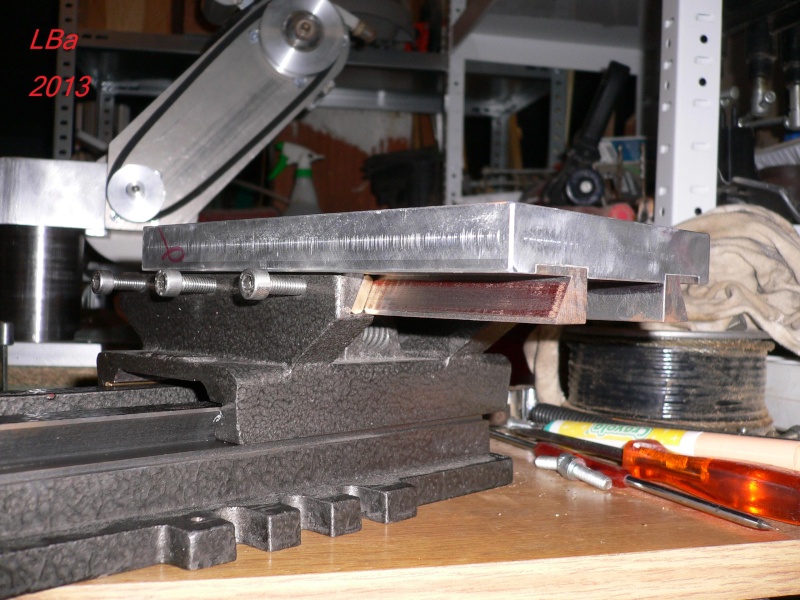
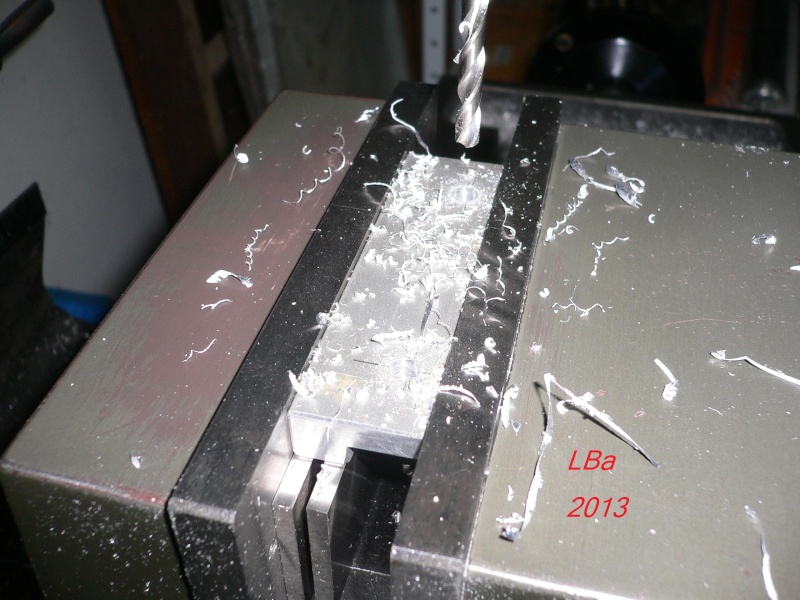
N'ayant pas assez de course en Y, j'ai usiné la piéce en deux fois

fraisage de la premiére partie du pan incliné

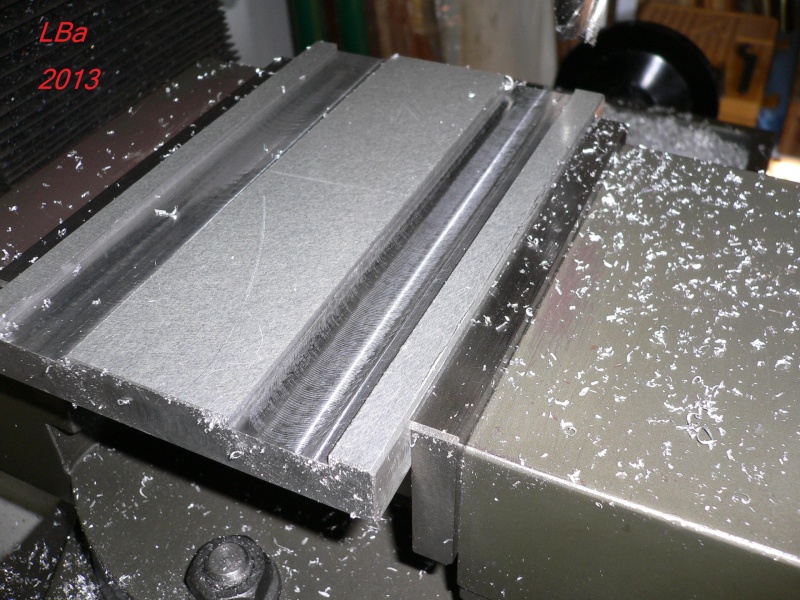
fraisage de la seconde partie du pan incliné
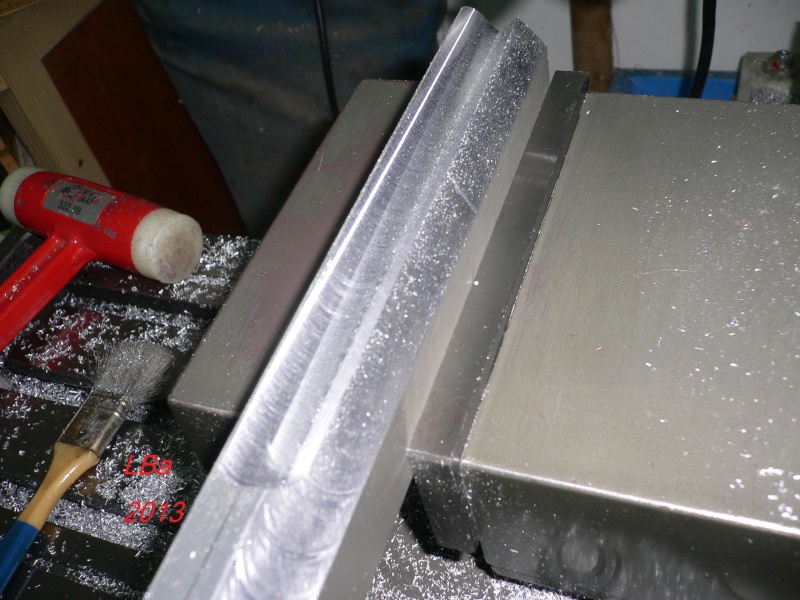
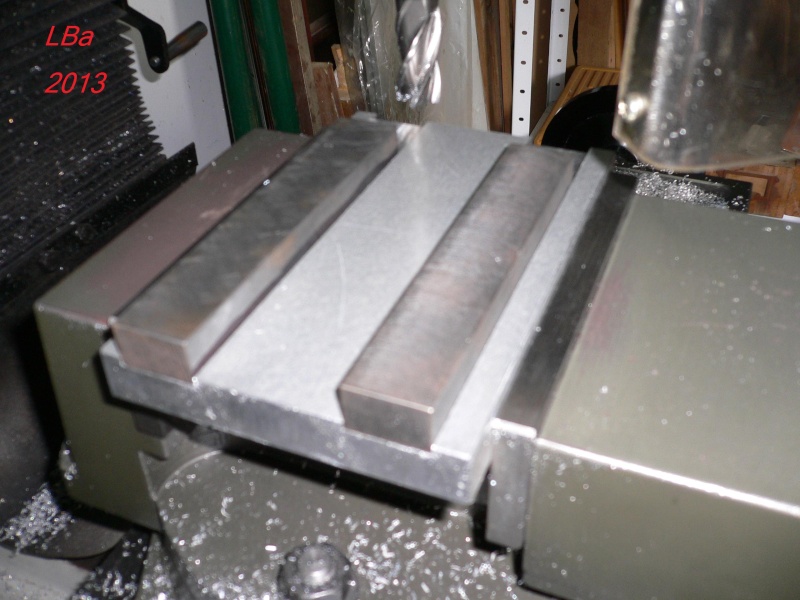
fraisage de la premiére partie de l'épaulement
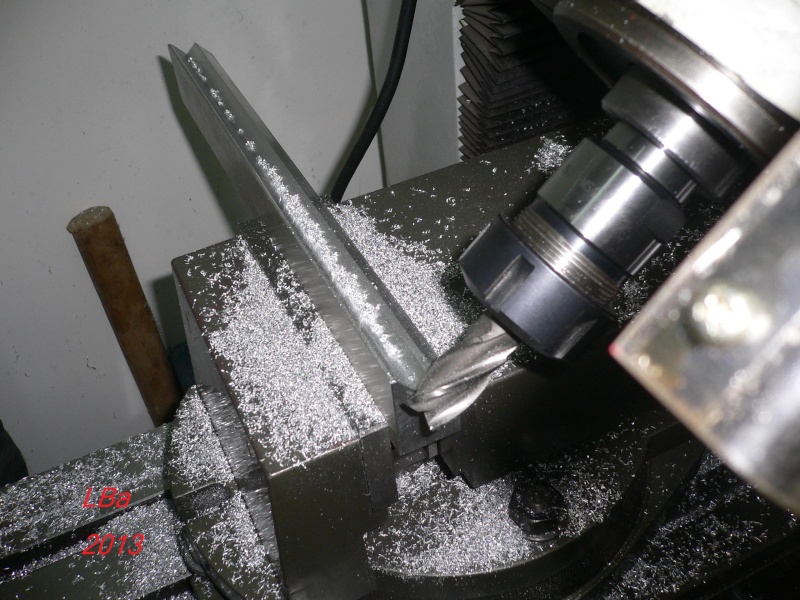
fraisage de la seconde partie de l'épaulement
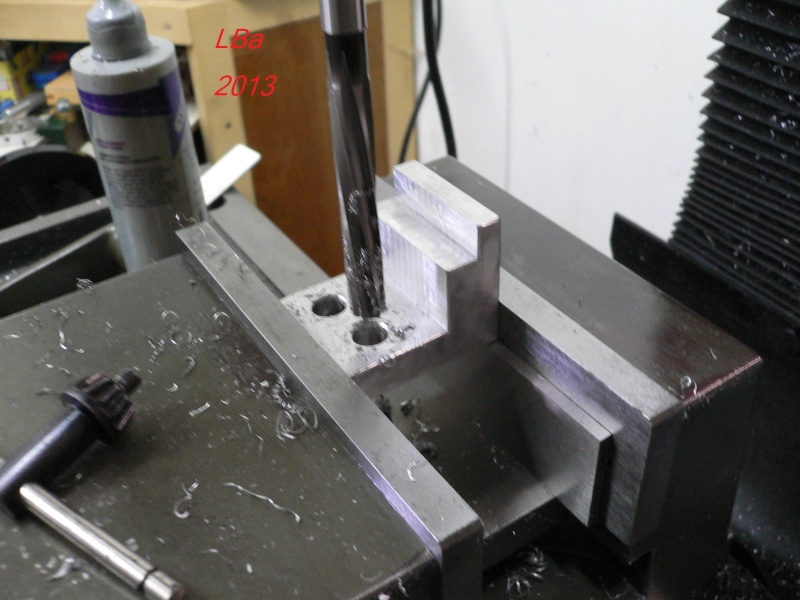
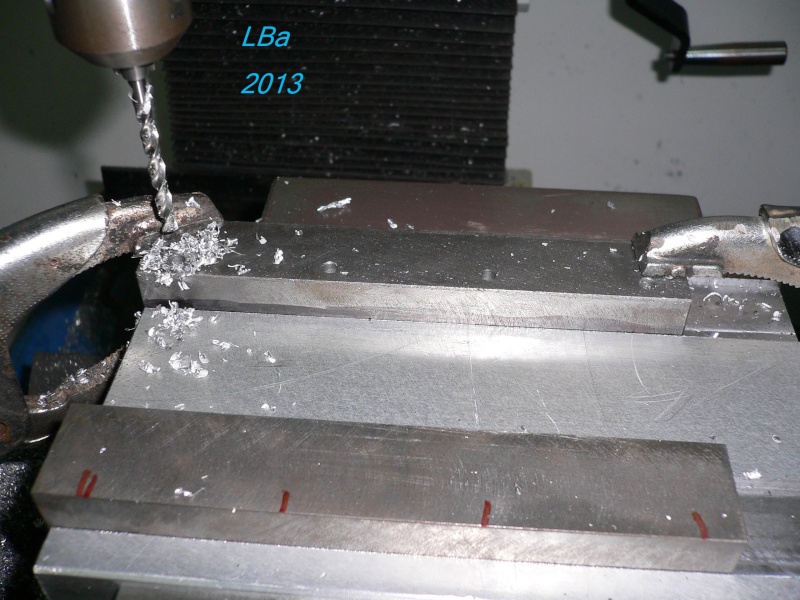
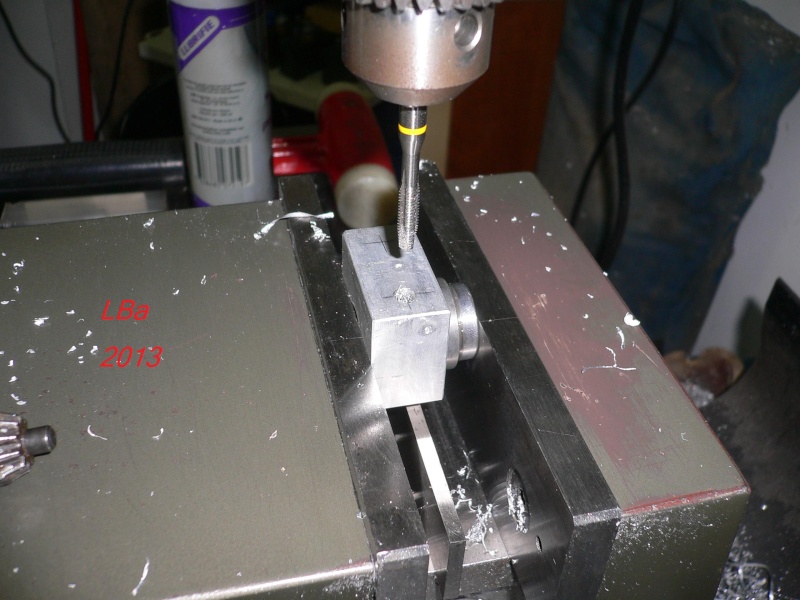
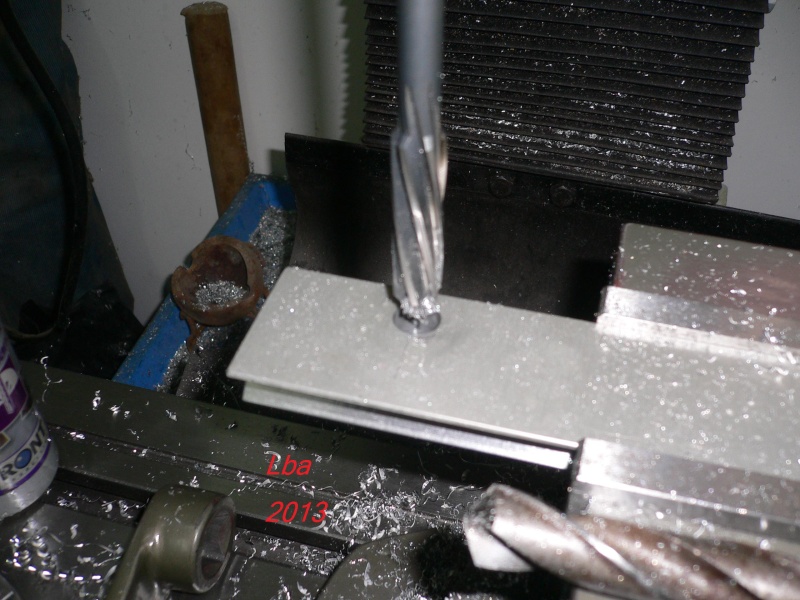
la téte étant réglée en inclinaison, j'ai perçé/taraudé six trous à M5

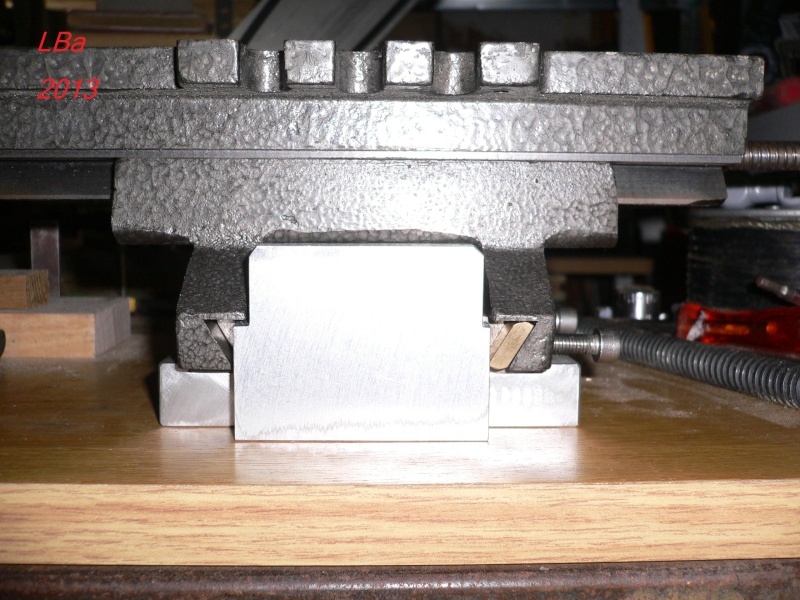
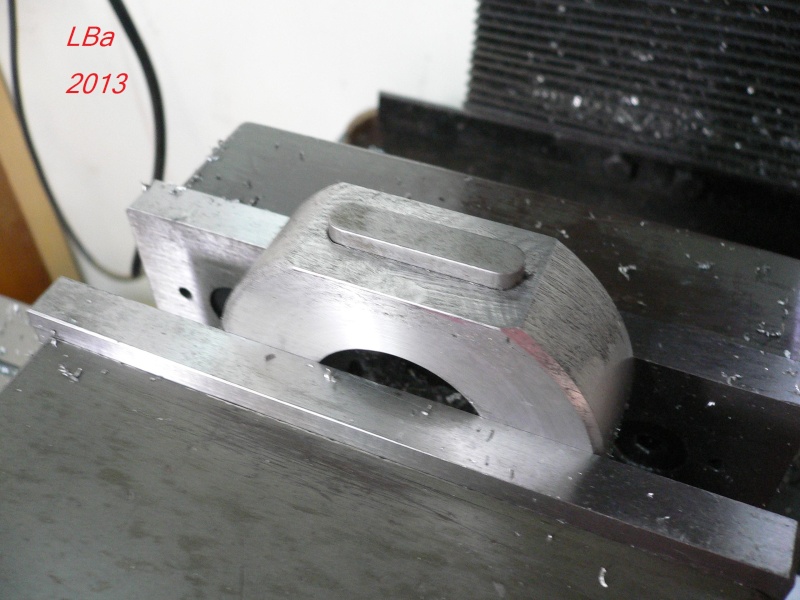
Le support fer sera monté sur des colonnes à billes de récup

un ensemble est constitué d'une colonne épaulée, d'une cage à bille et d'une bague
c'est trés utilisé en outil de presse à suivre ou de moule de plasturgie
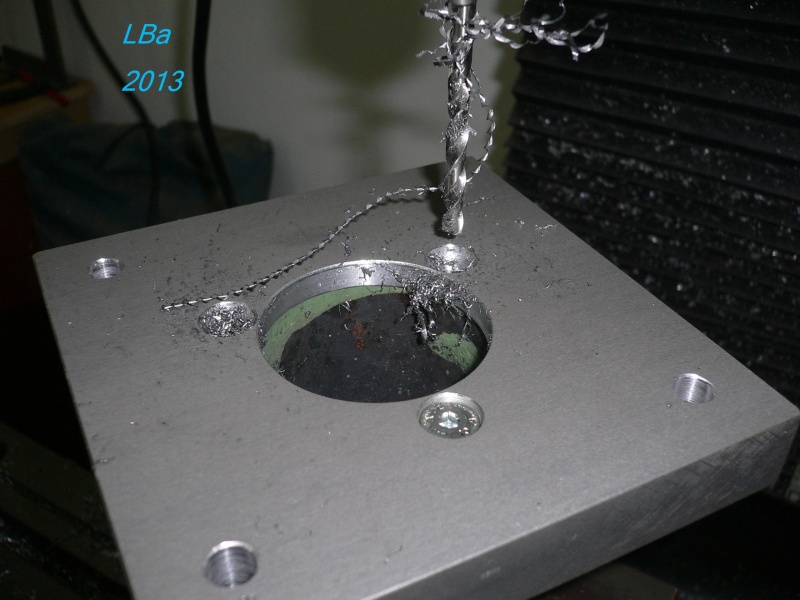
alésage d'un passage de colonne

controle de l'ajustement
alésage de la seconde colonne
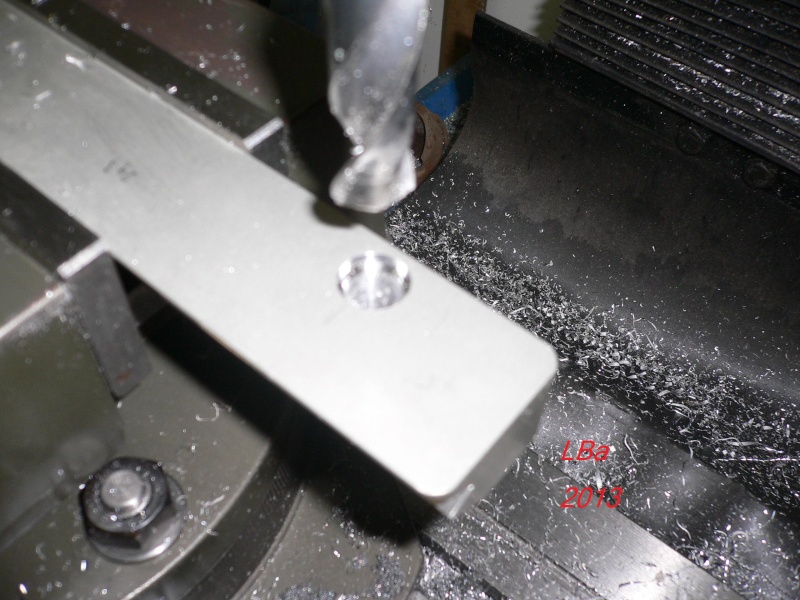
lamage pour noyer la téte épaulée de la colonne
le fond du lamage est dressé avec une fraise 4 dents

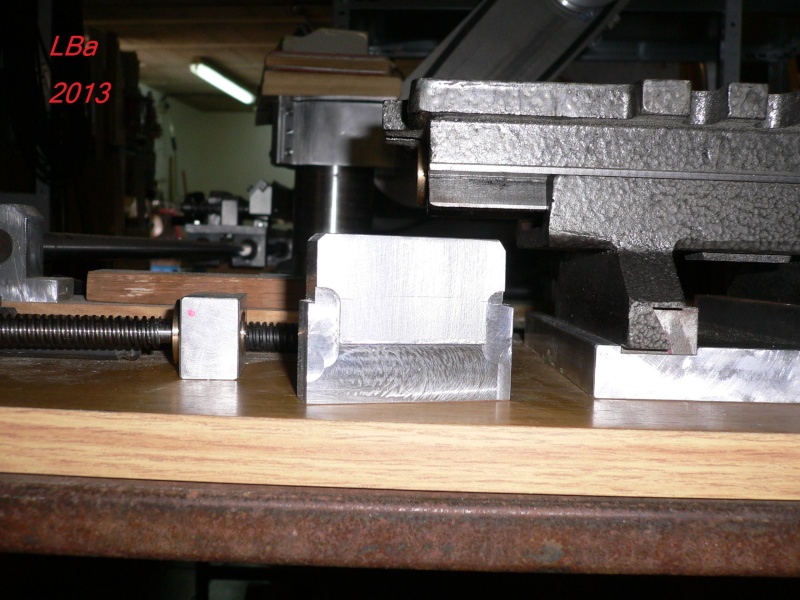
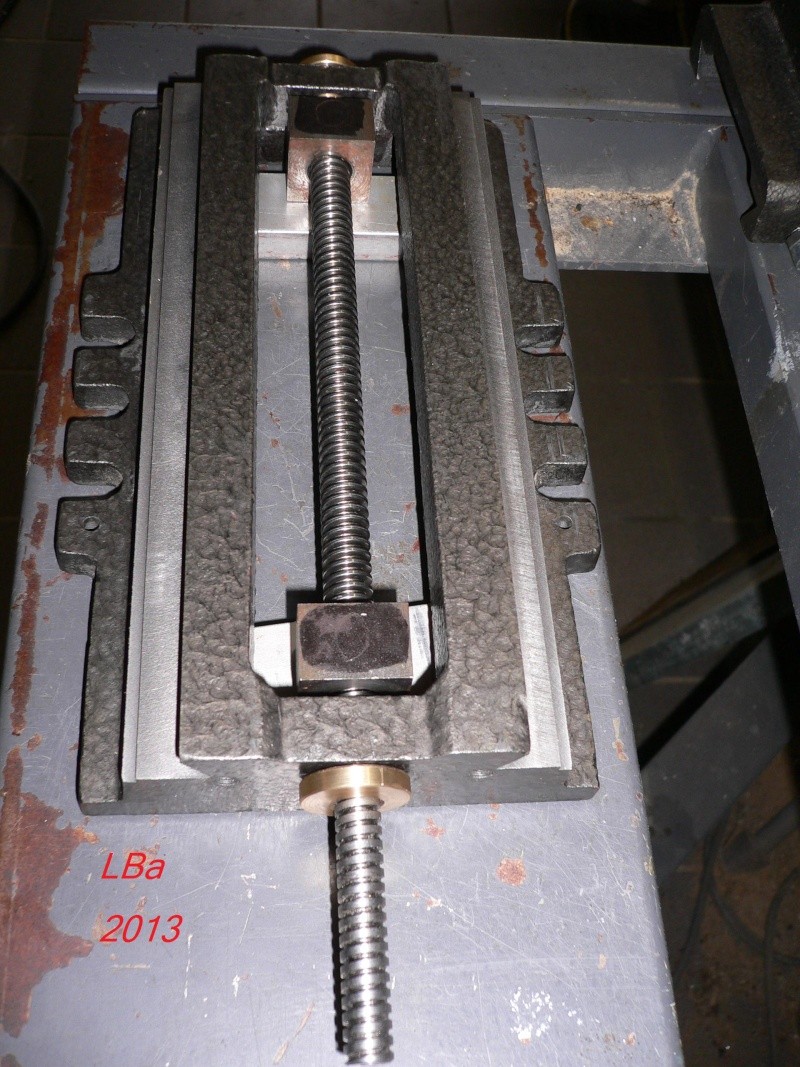
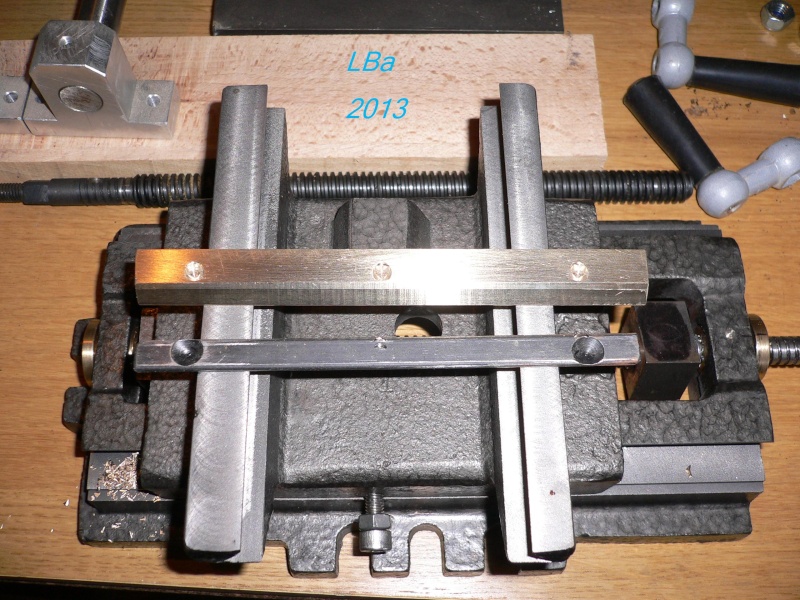
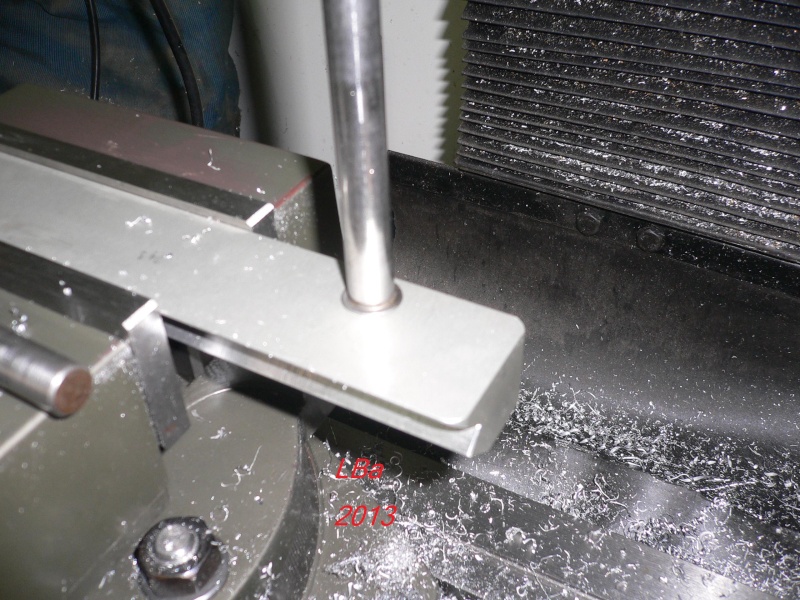
les colonnes sont en place sur le support porte fer à affuter
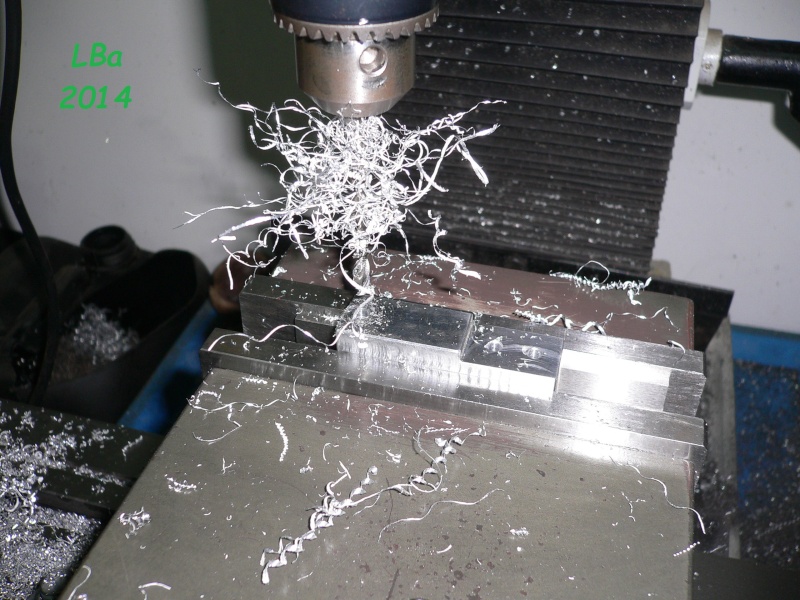
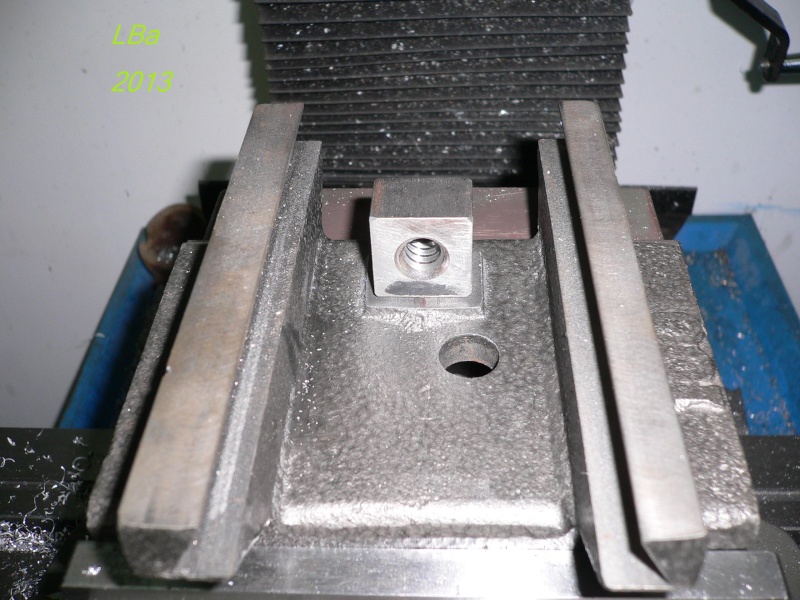
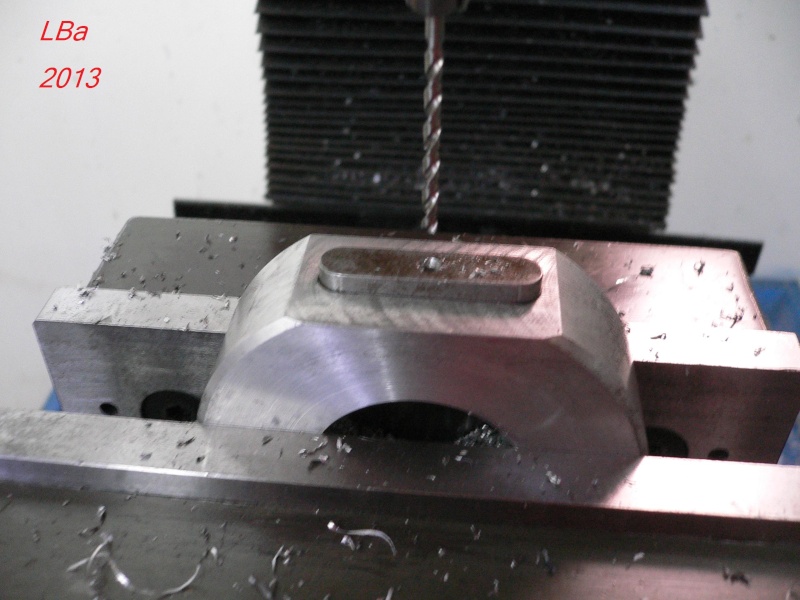
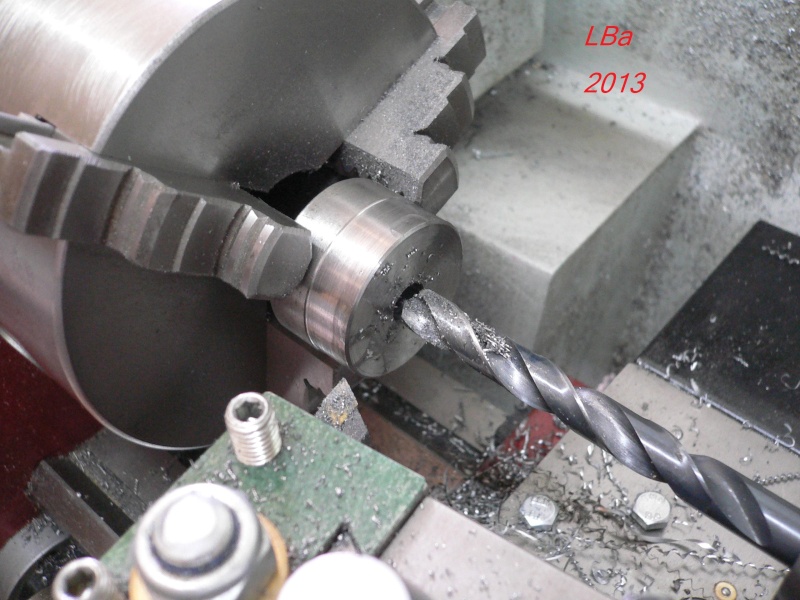
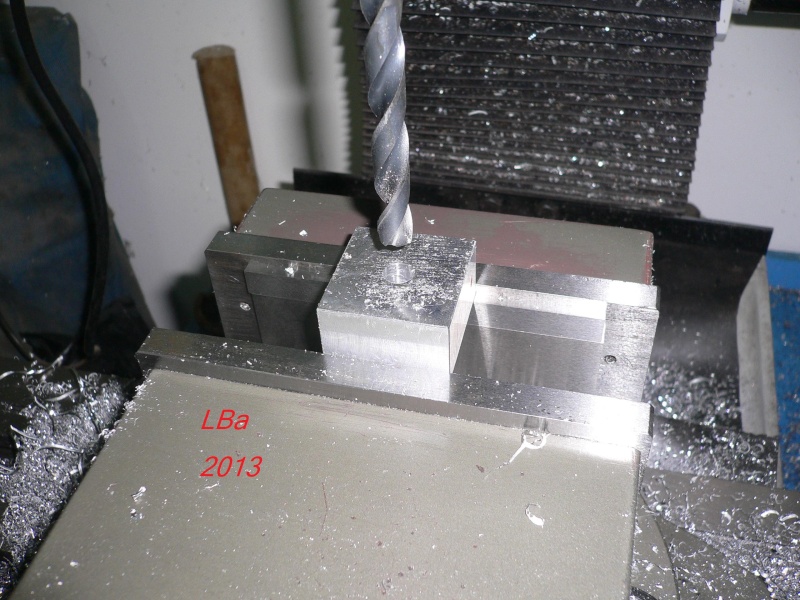
Le déplacement (prise de passe) sera assuré par une vis/écrou à pas fin du 10*100
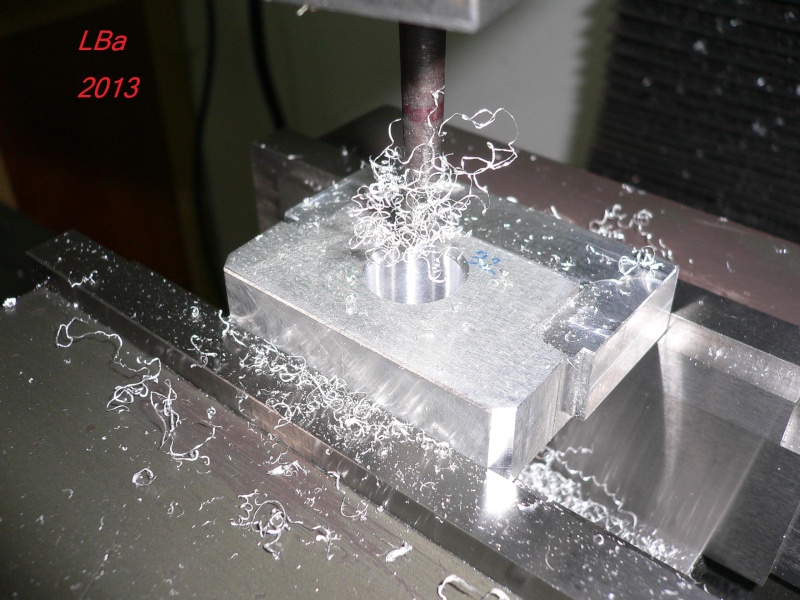
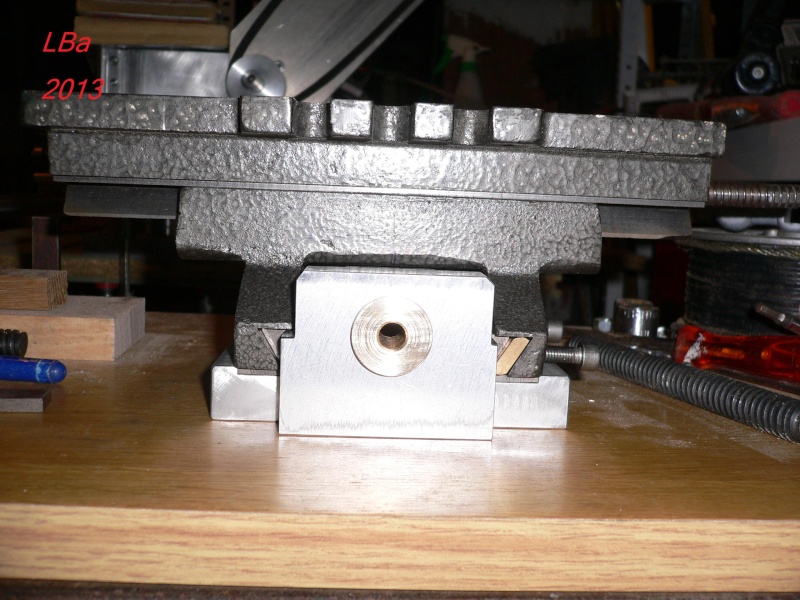
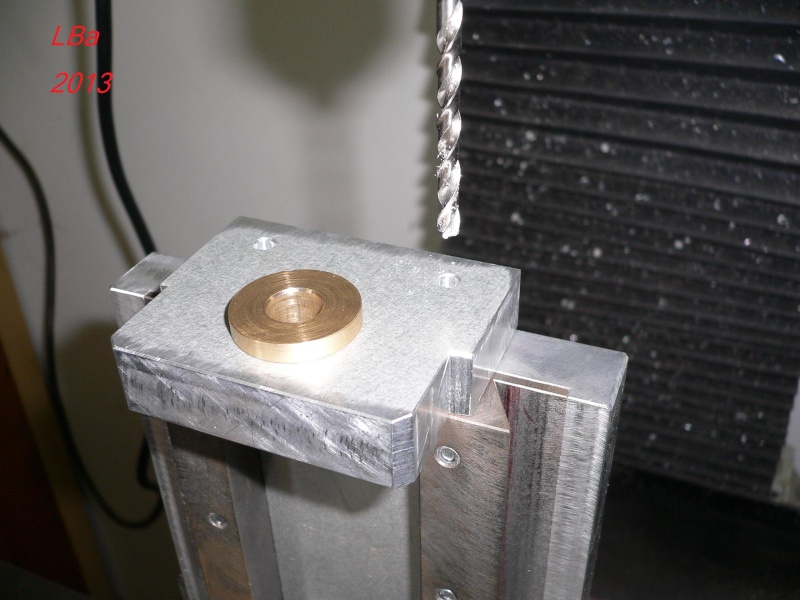
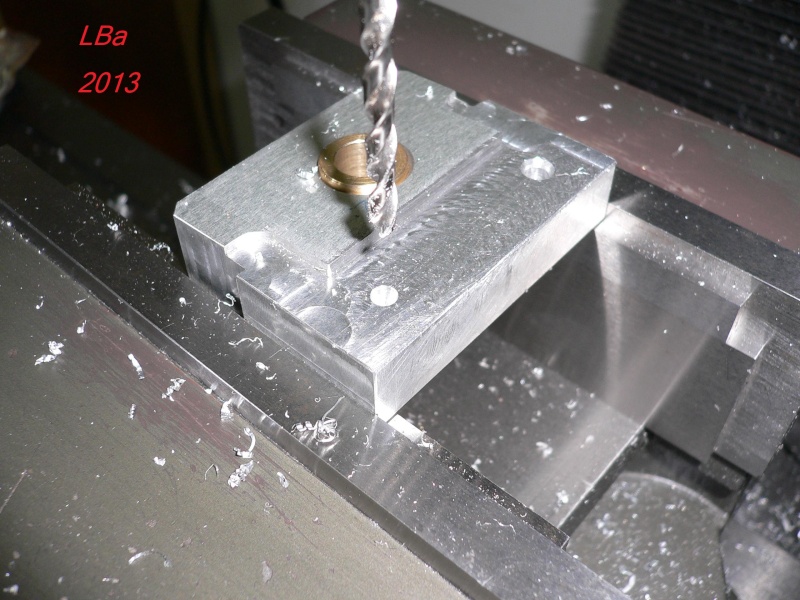
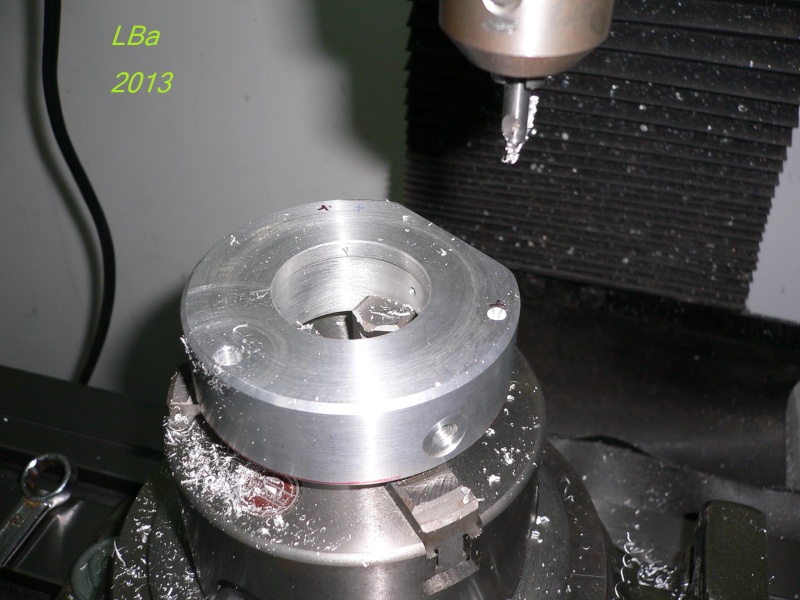
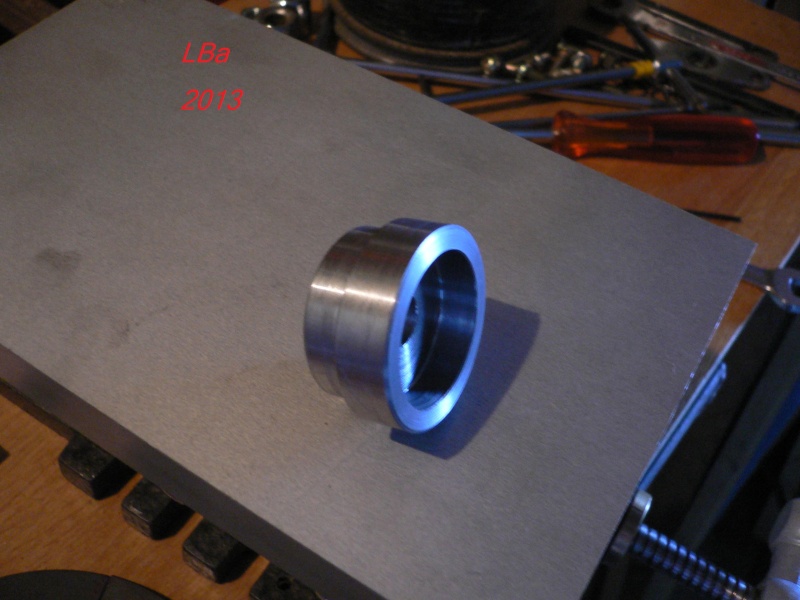
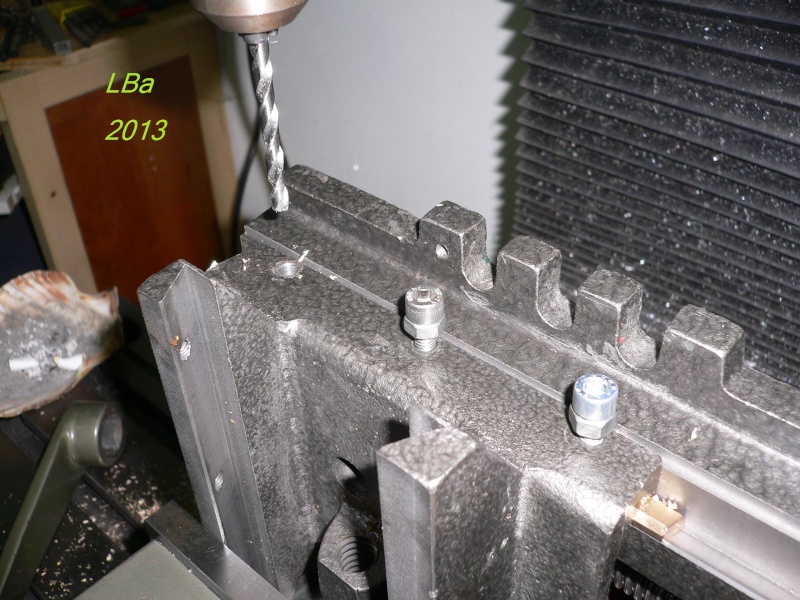
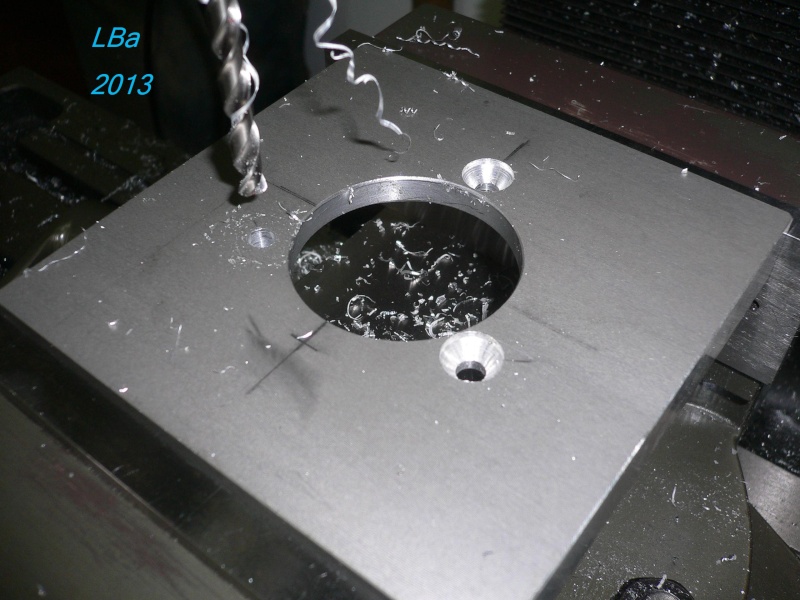
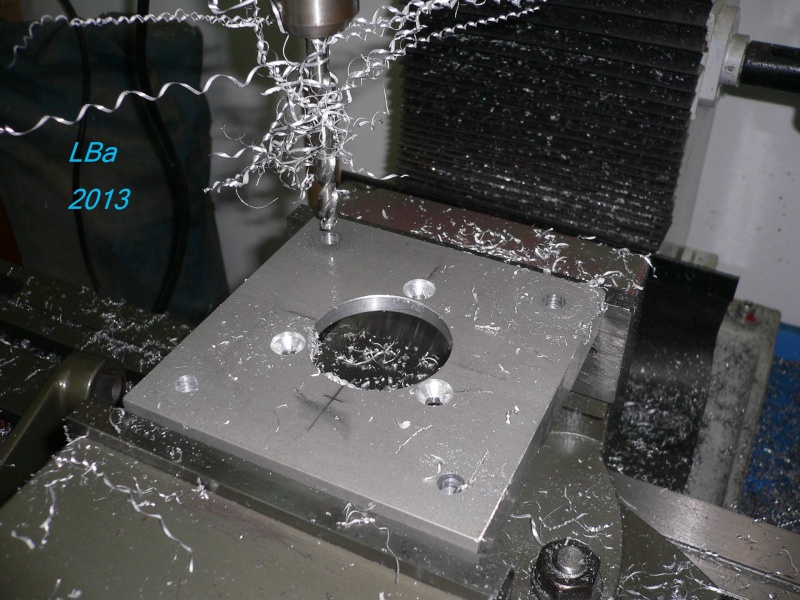
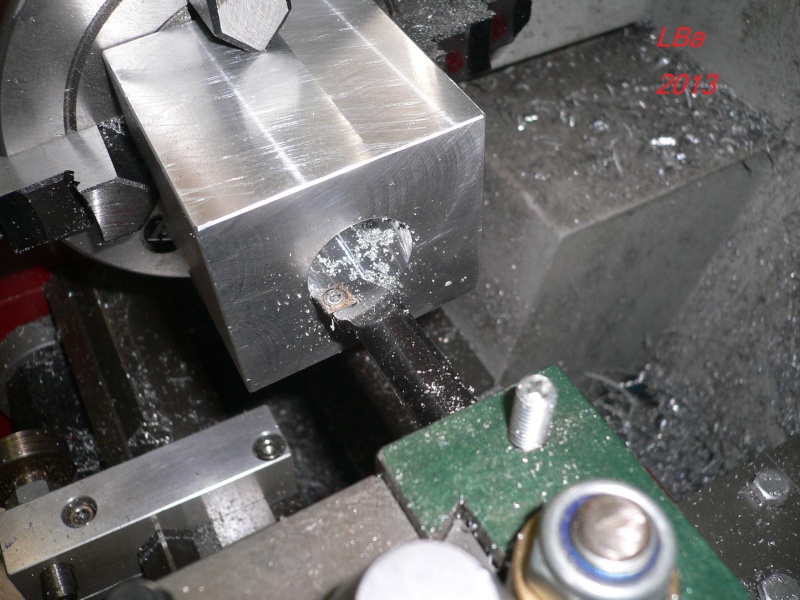
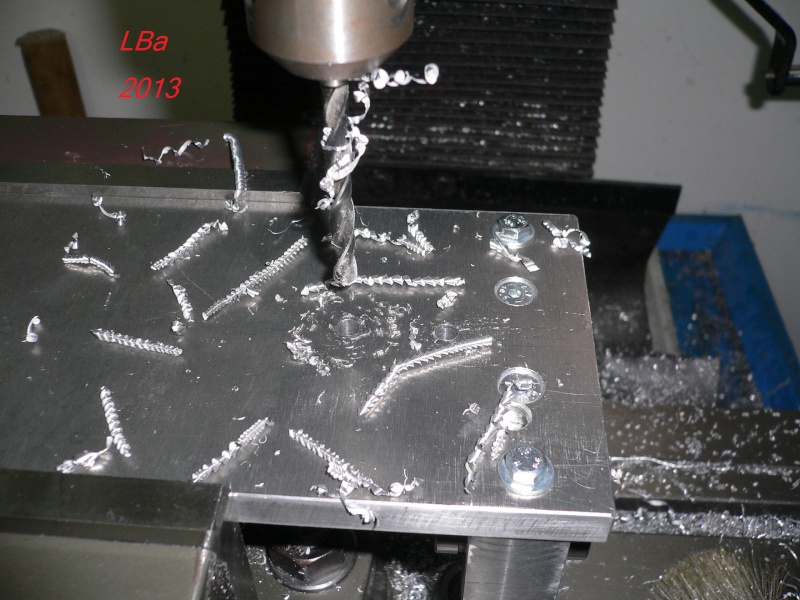
Perçage du support pour recevoir l'écrou
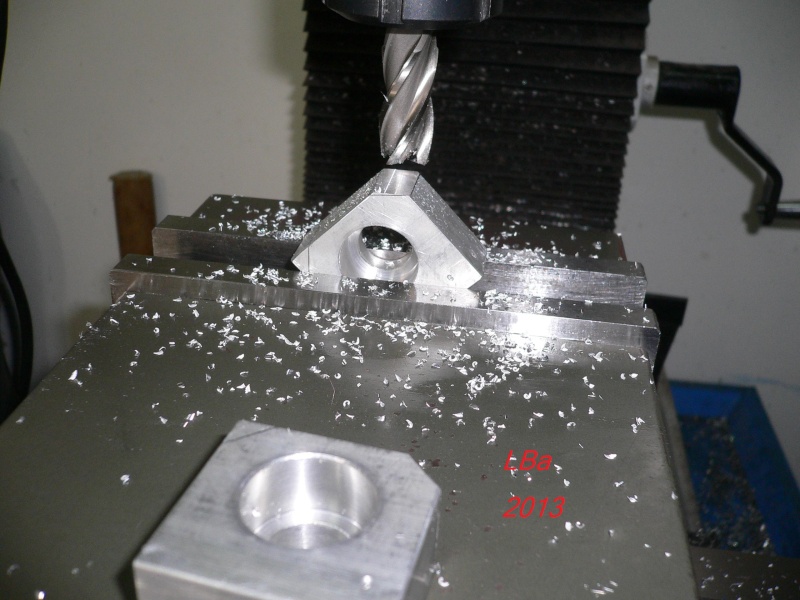
perçage à 16 mm pour l'écrou de déplacement du support
puis alésage sur la fraiseuse avec la téte à aléser
le montage sera à serre
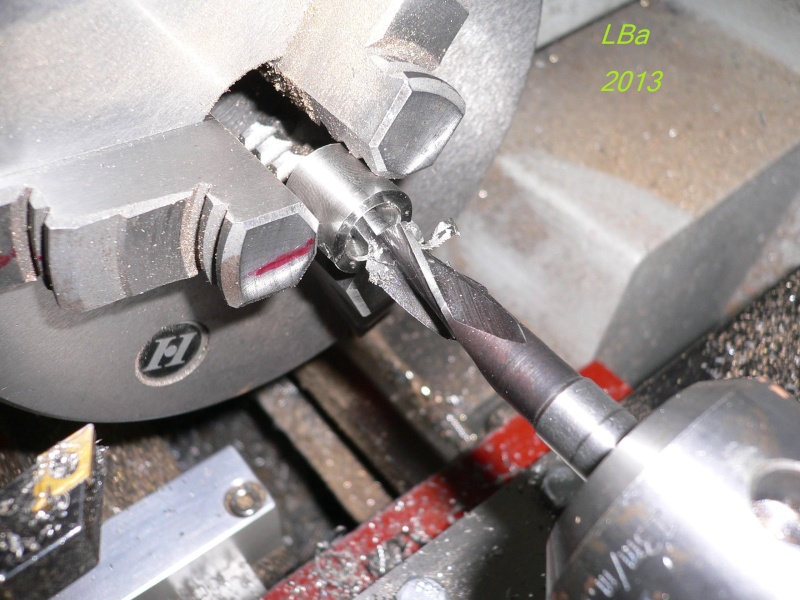
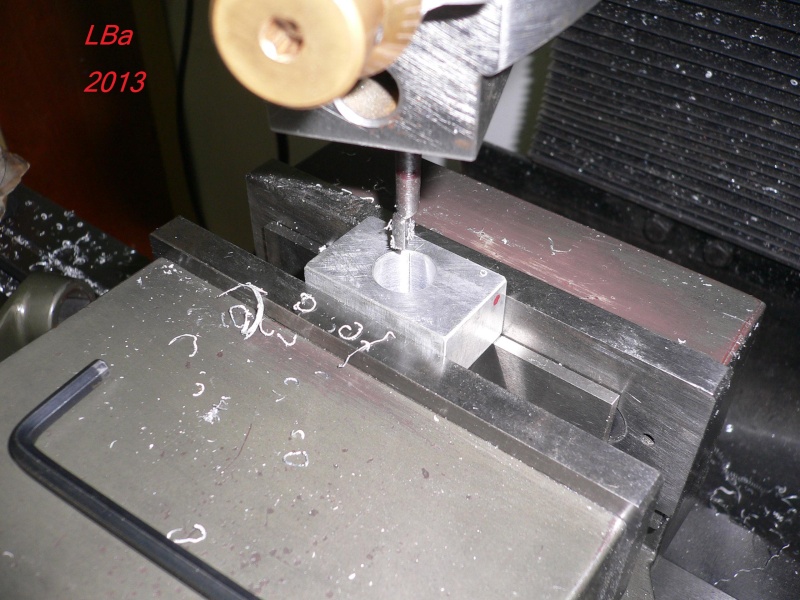
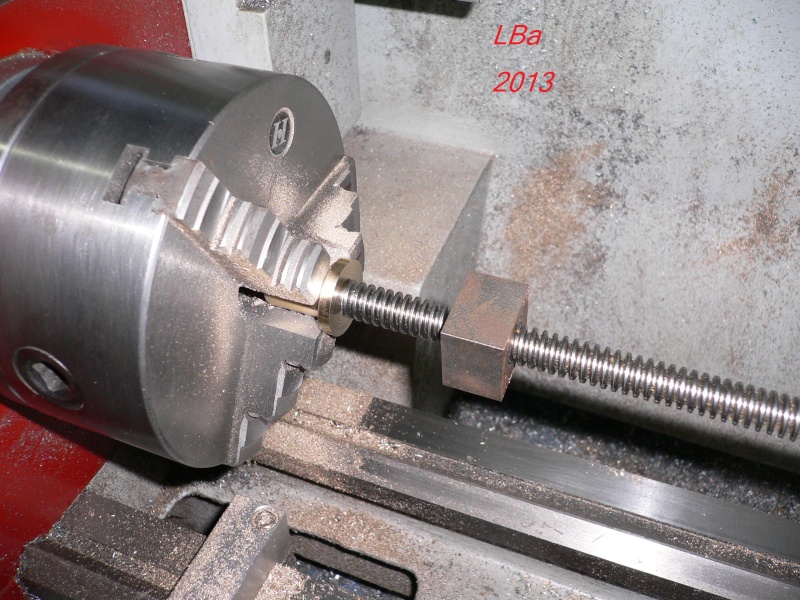
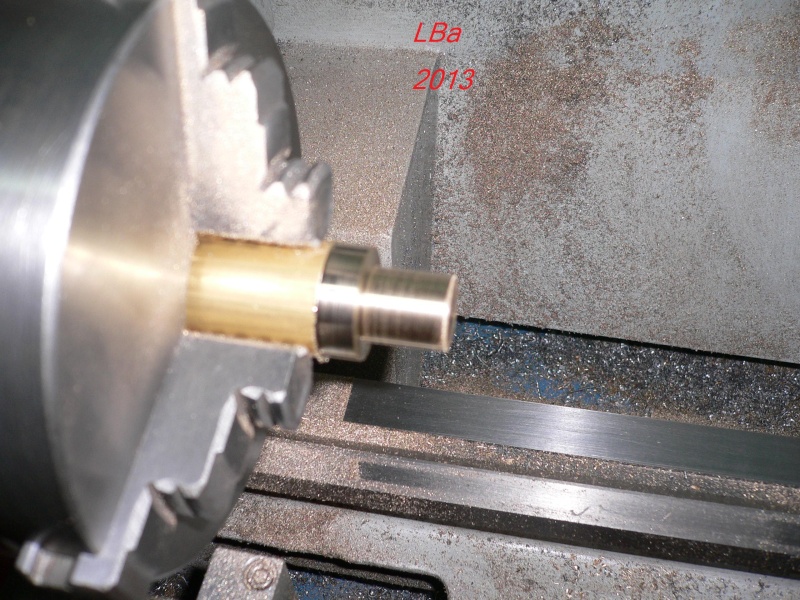
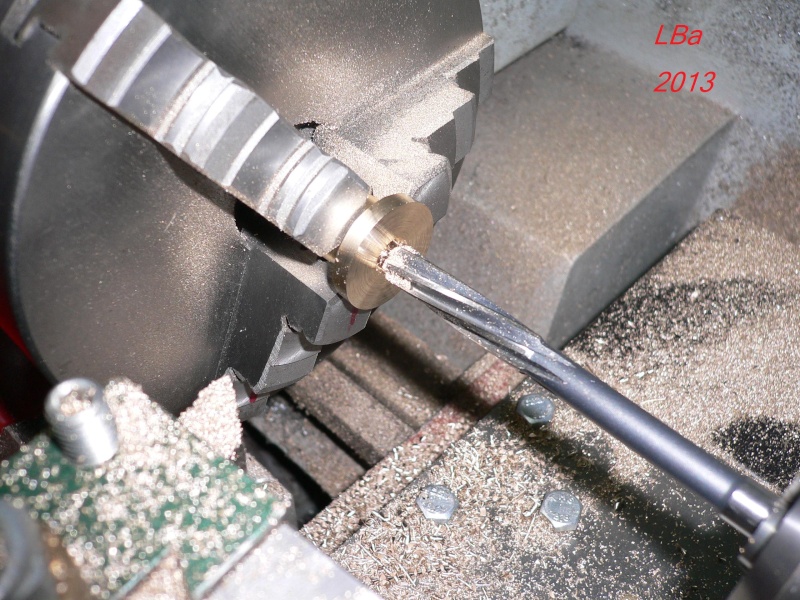
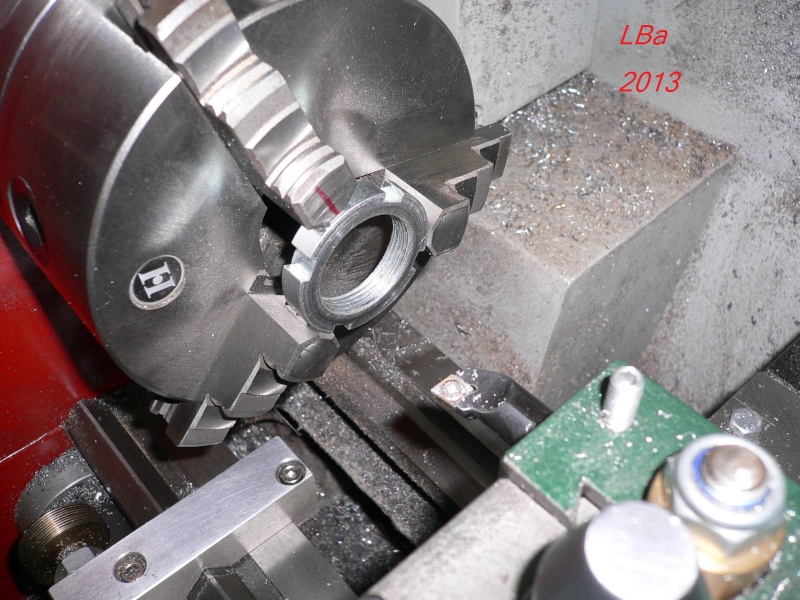
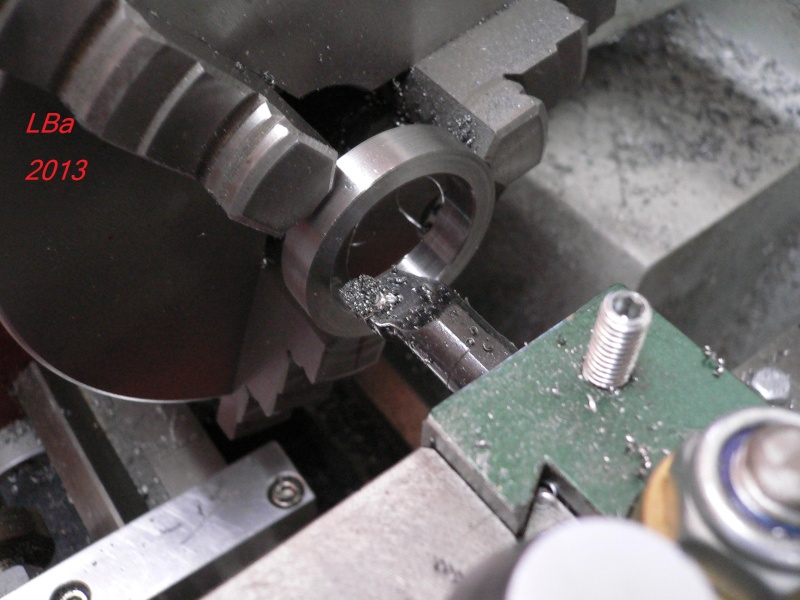
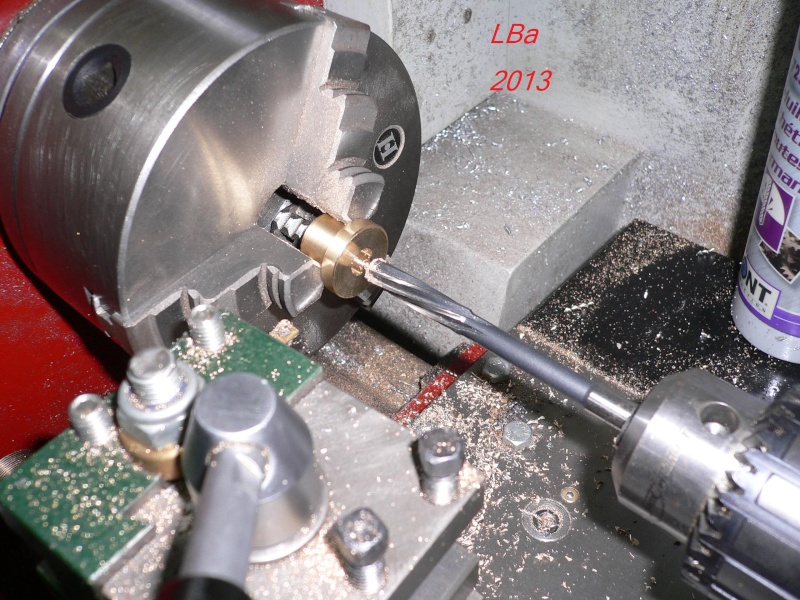
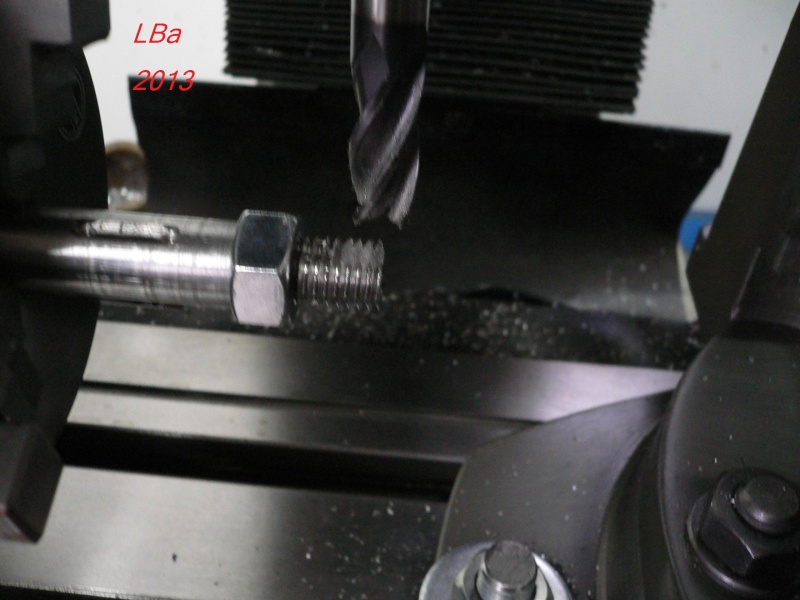
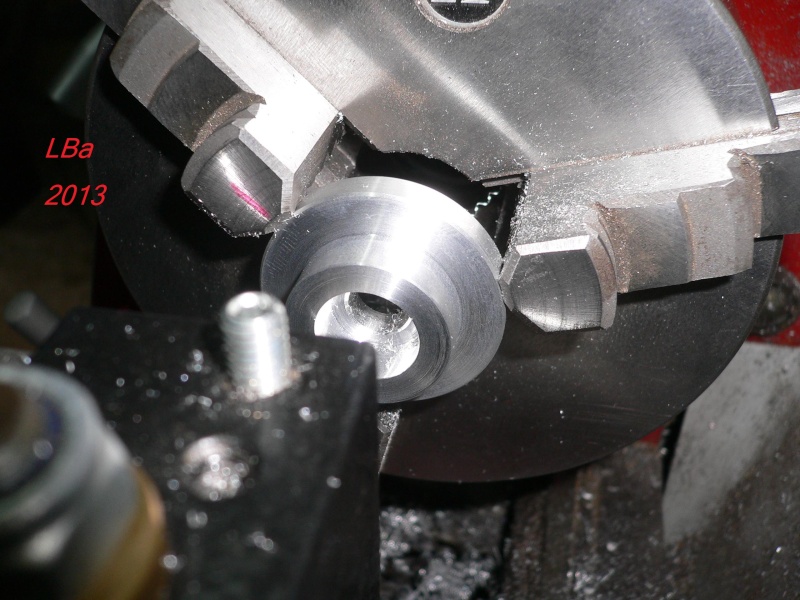
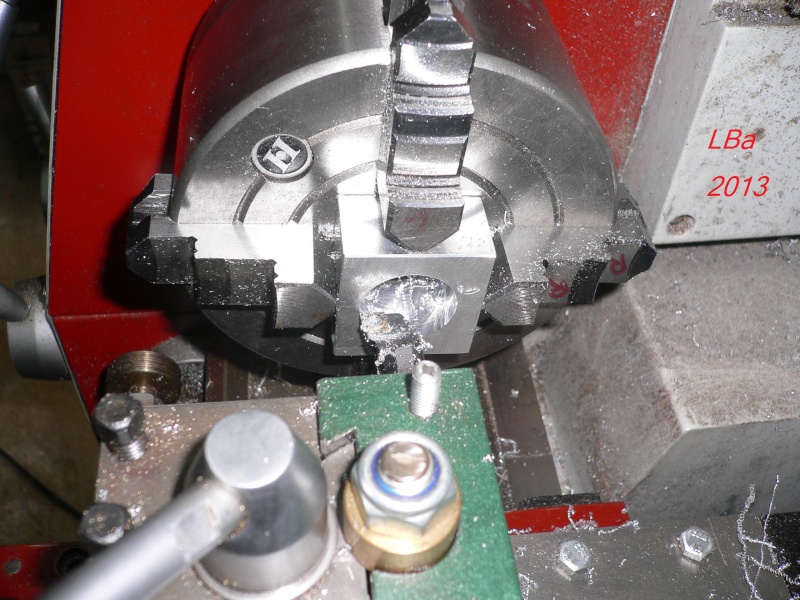
Usinage de l'écrou
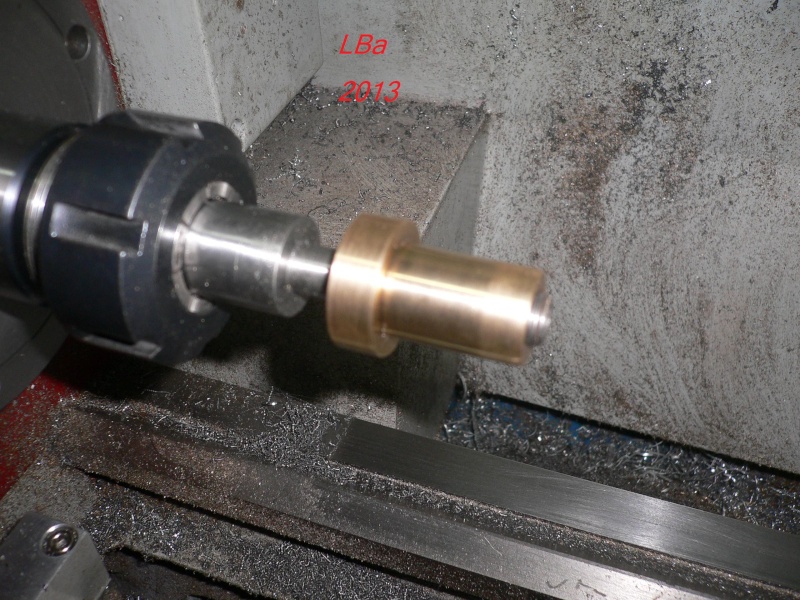
l'écrou est usiné à partir de jet en bronze
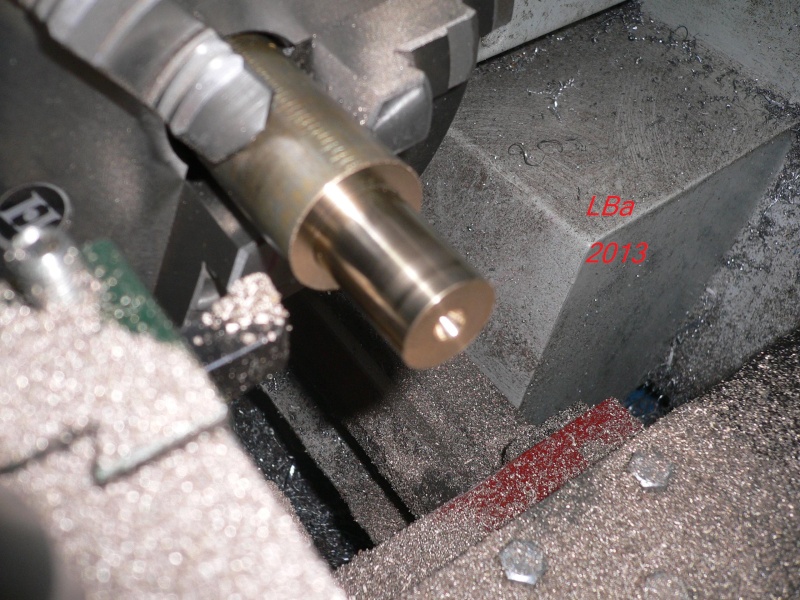
usinage d'un épaulement, dressage de la face et point de centre

perçage à phi 9 en vue du taraudage
pour la profondeur de perçage, j'ai utilisé le pac sur son support de poupée, plus besoin de compter le
nombre de tour, elle est pas belle la vie !
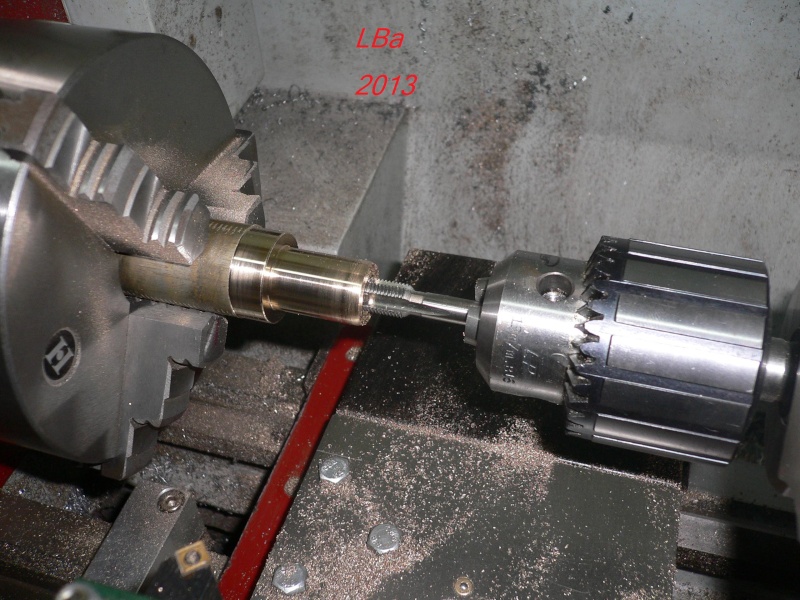
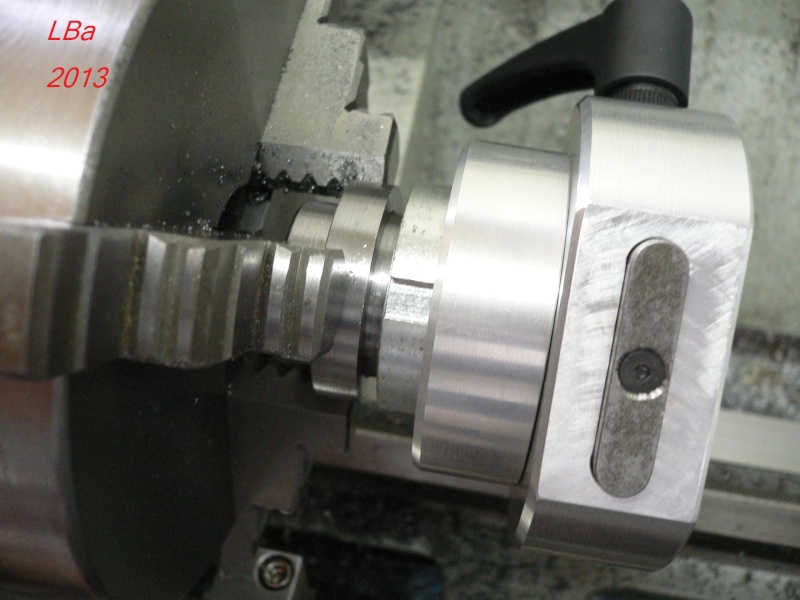
taraudage (manuel) à 10 pas de 100
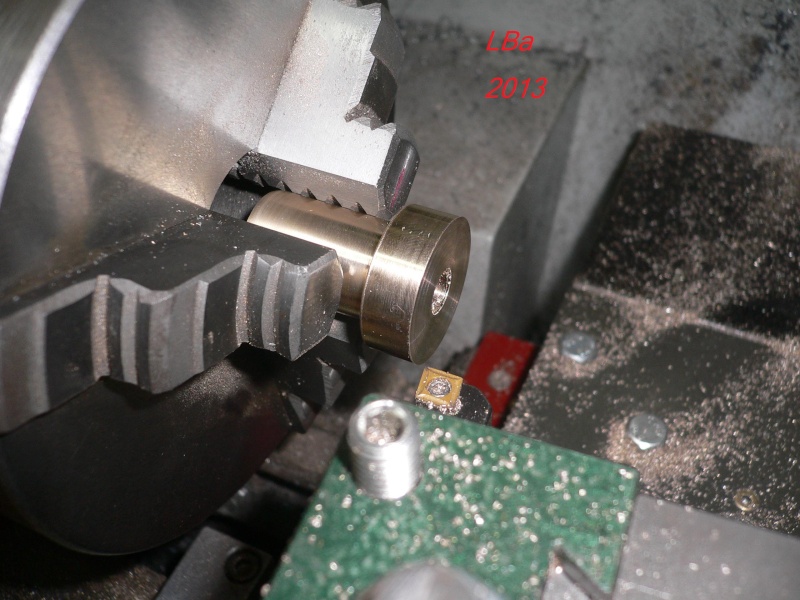
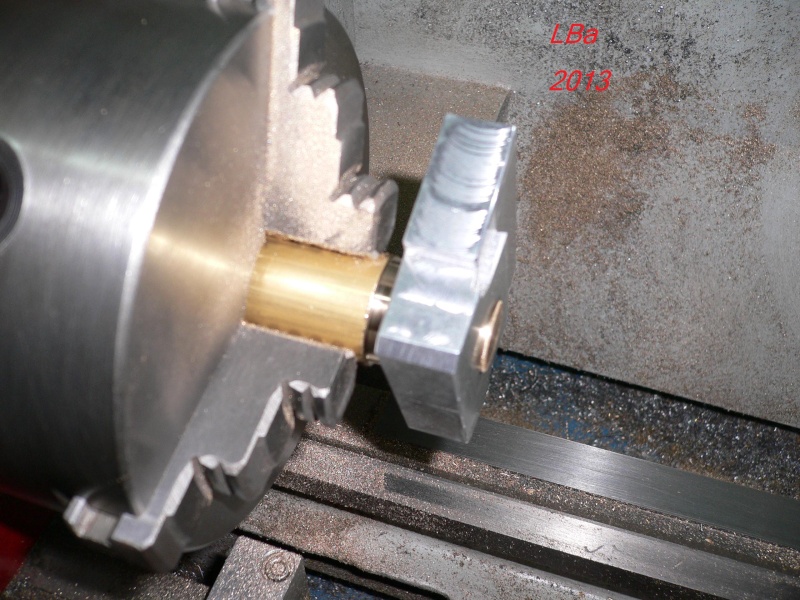
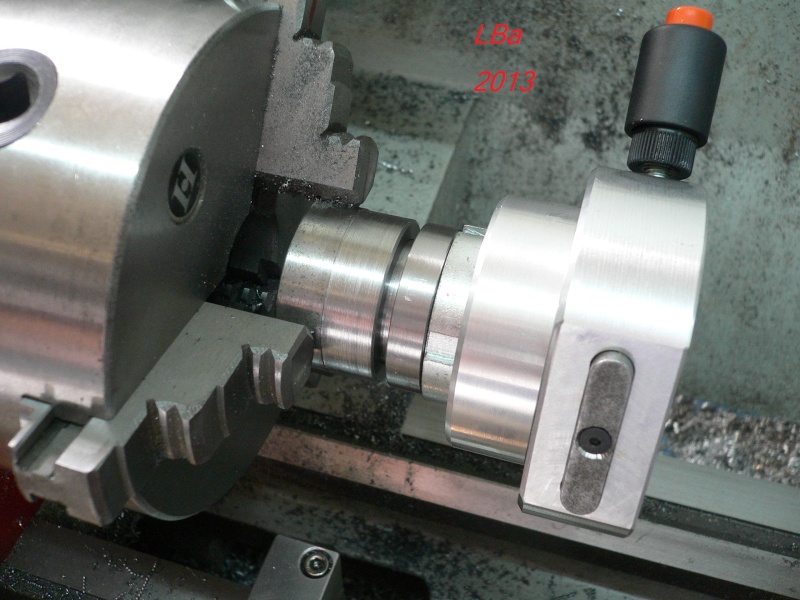
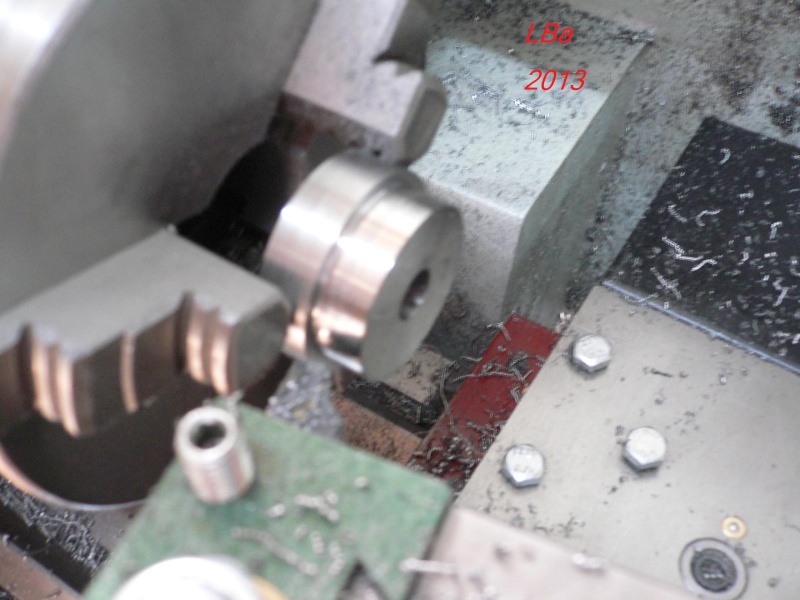
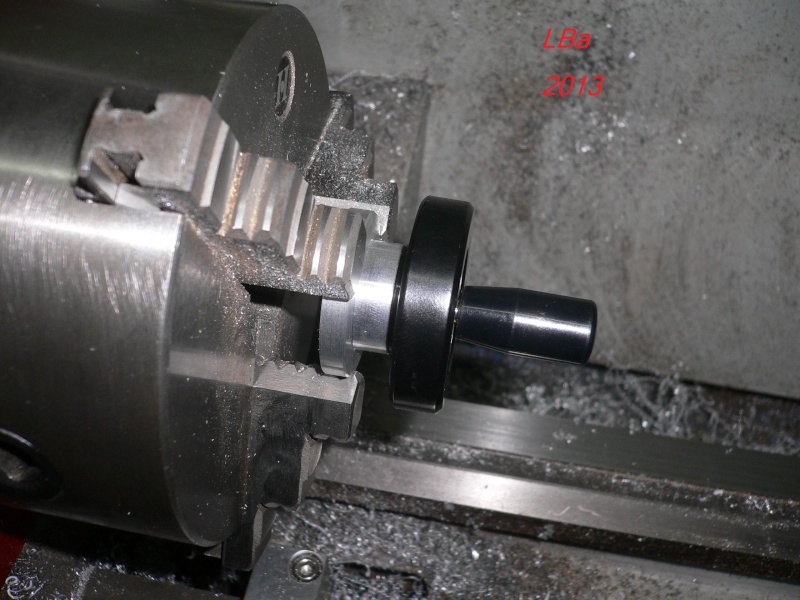
aprés coupe, dressage de face et mise à longueur de la piéce

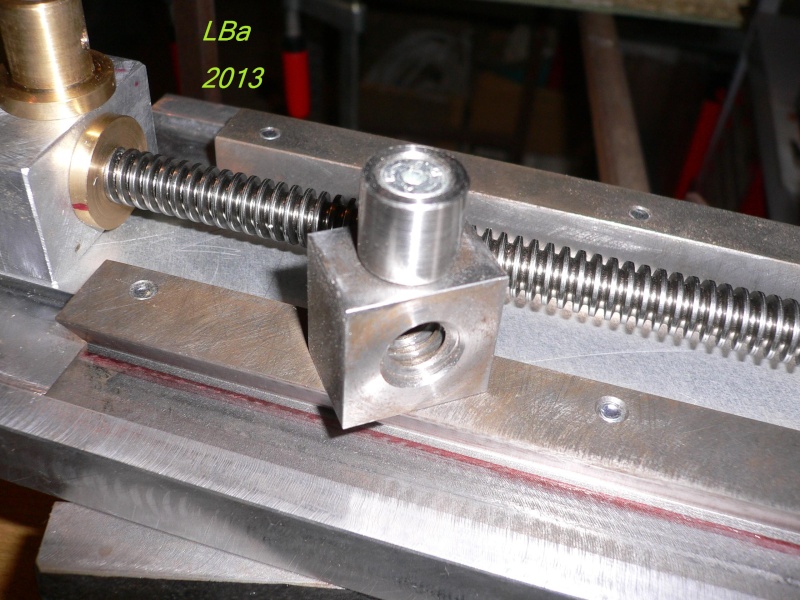
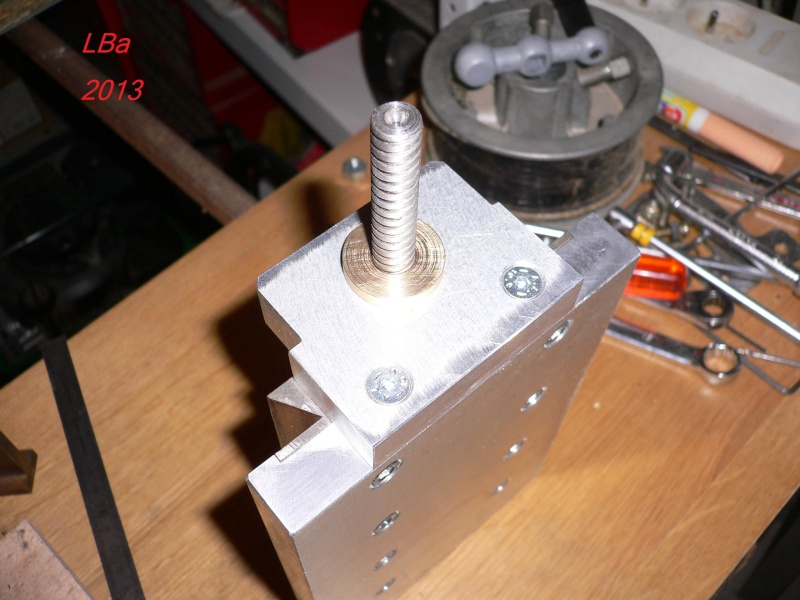
l'écrou est usiné, en attente de montage sur le support porte fer
vérification de l'ajustement écrou/support

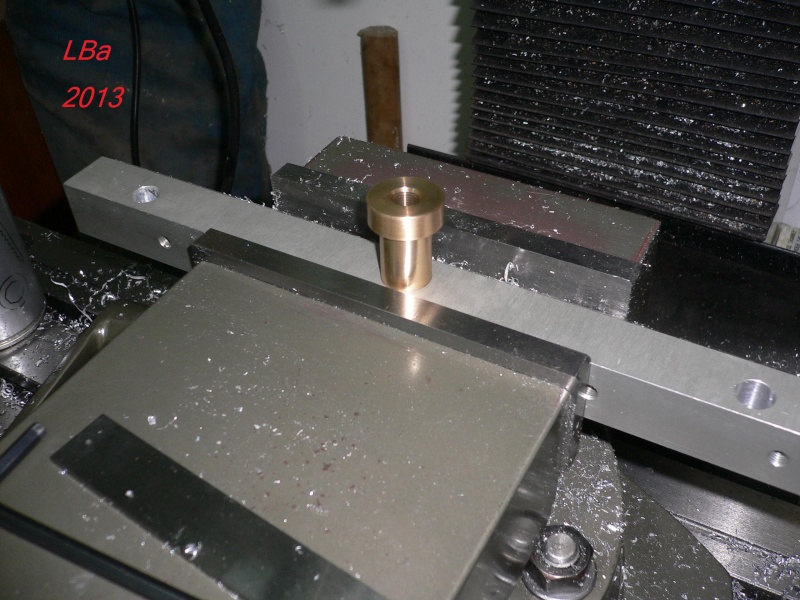
le montage étant serré, pour la mise en place de l'écrou, n'ayant pas de presse, j'utilise l'étau
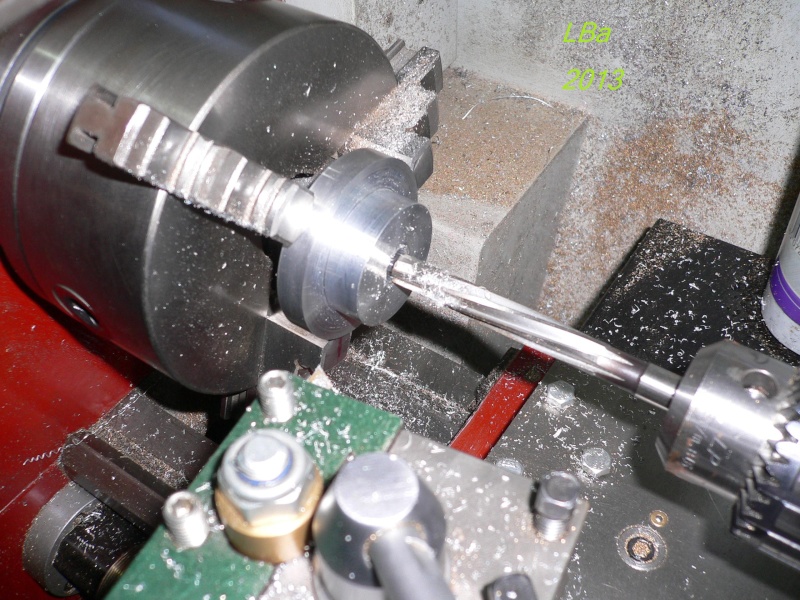
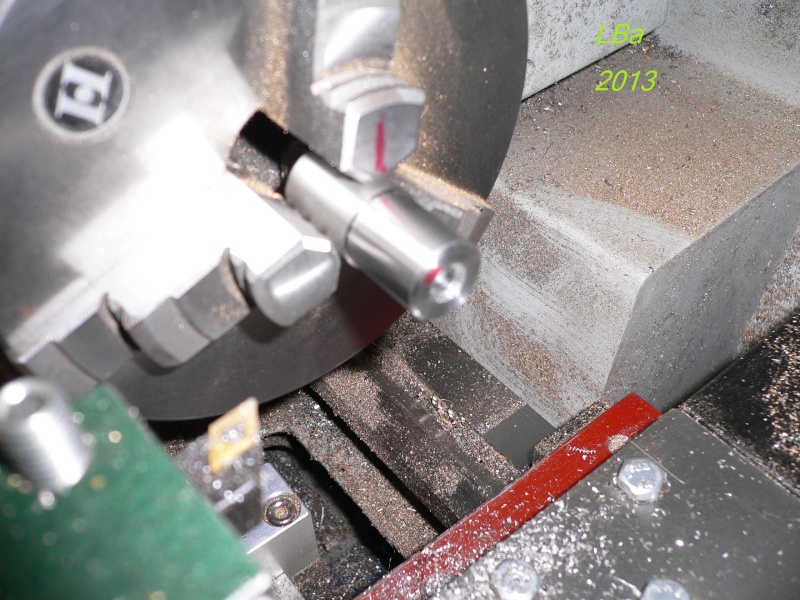
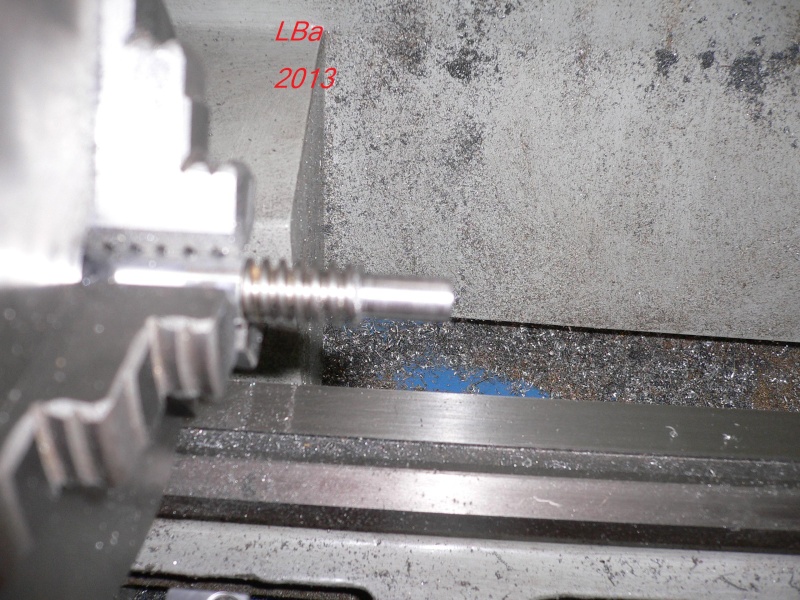
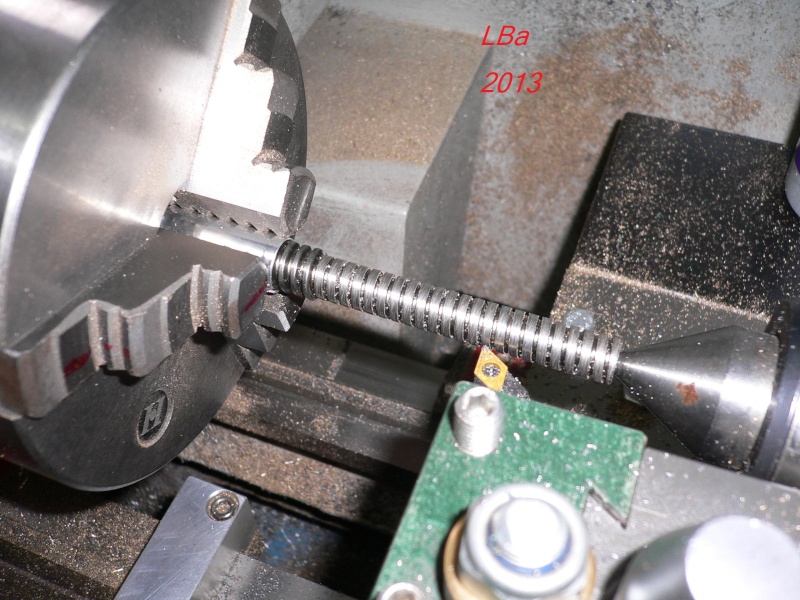
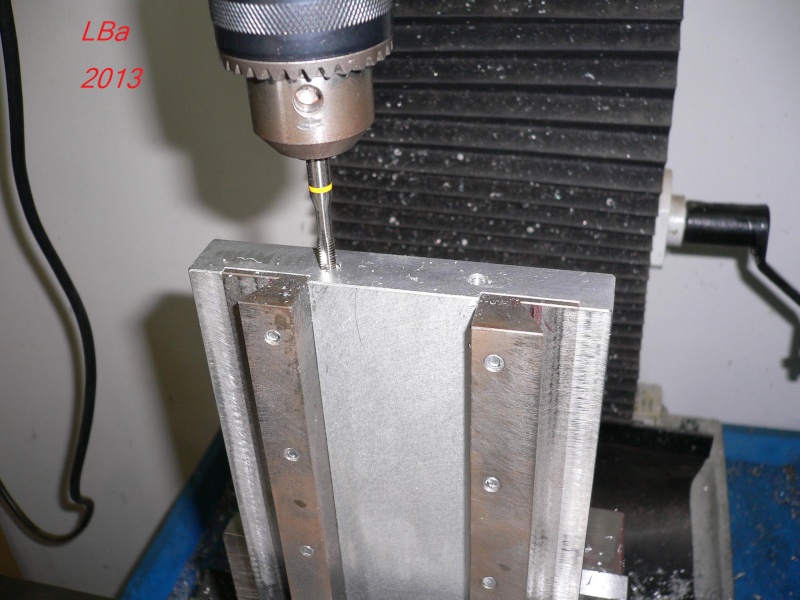
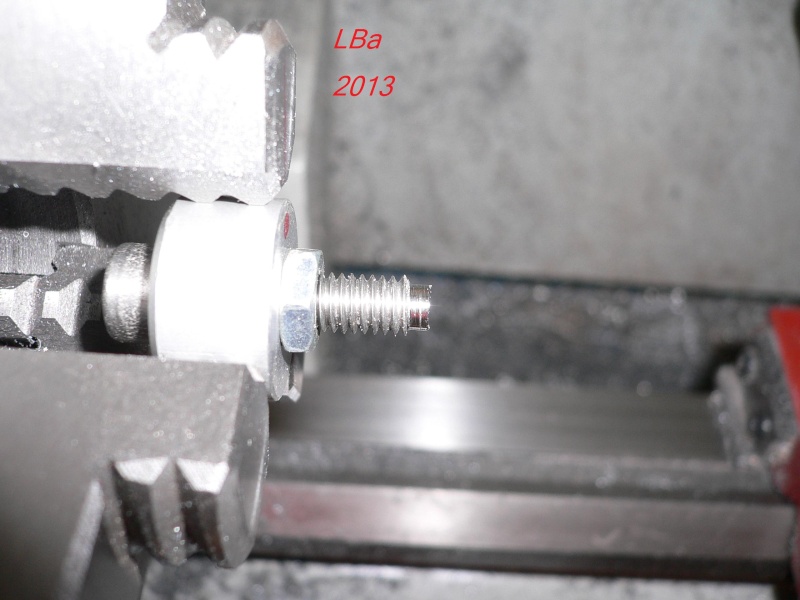
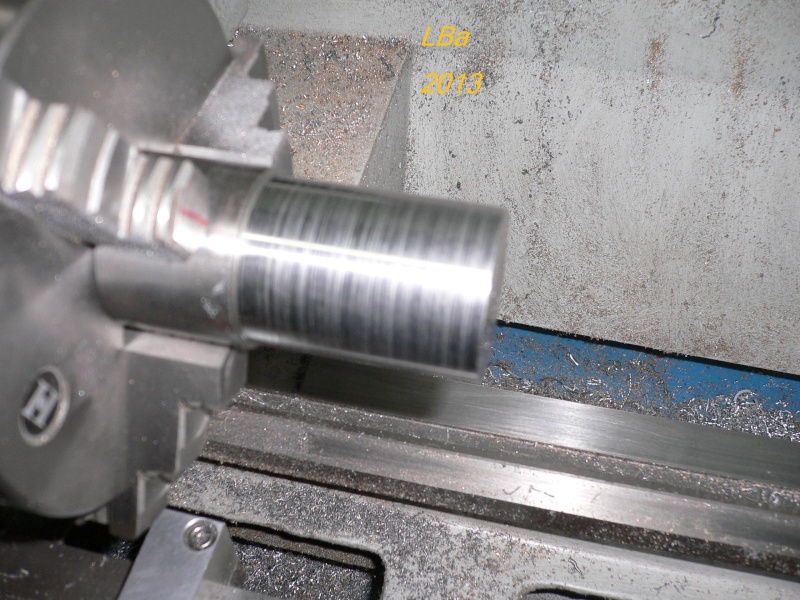
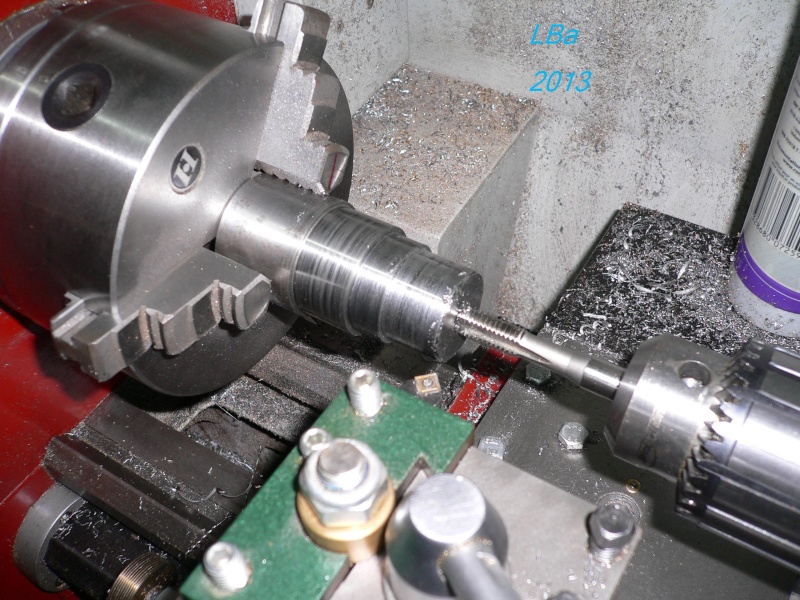
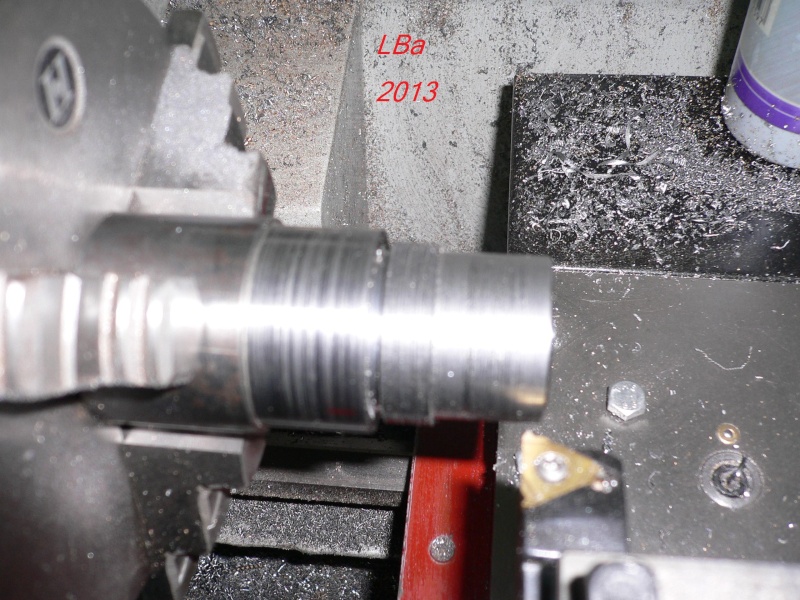
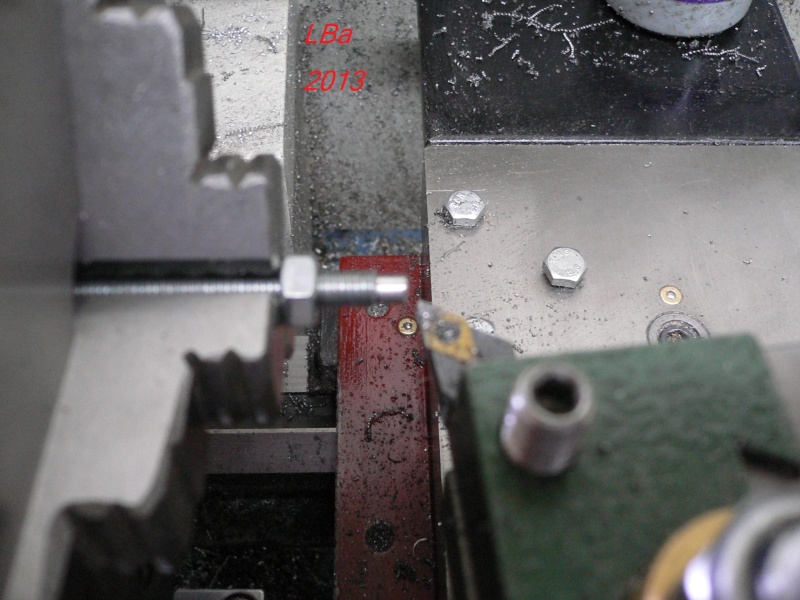
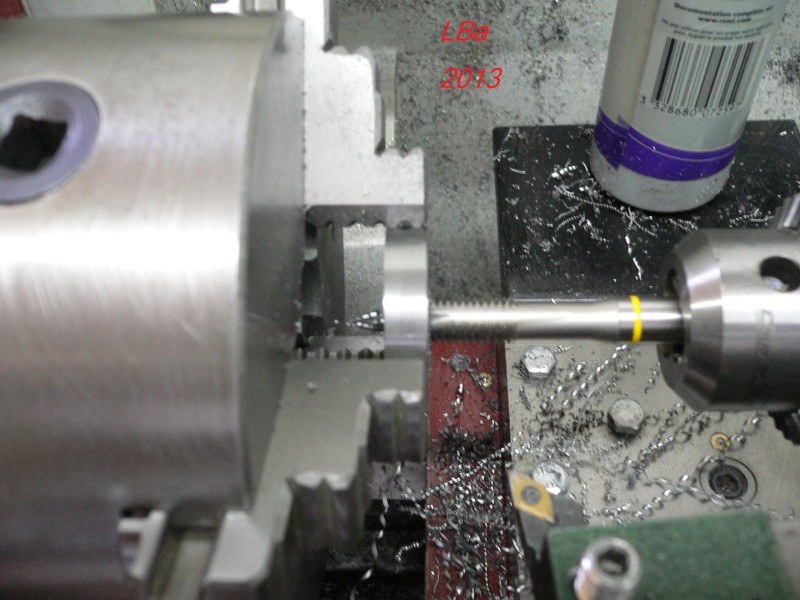
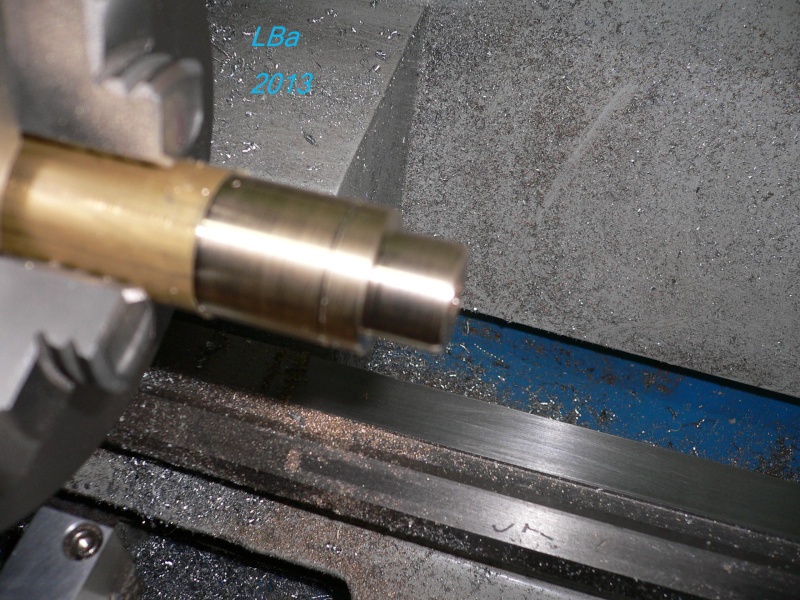
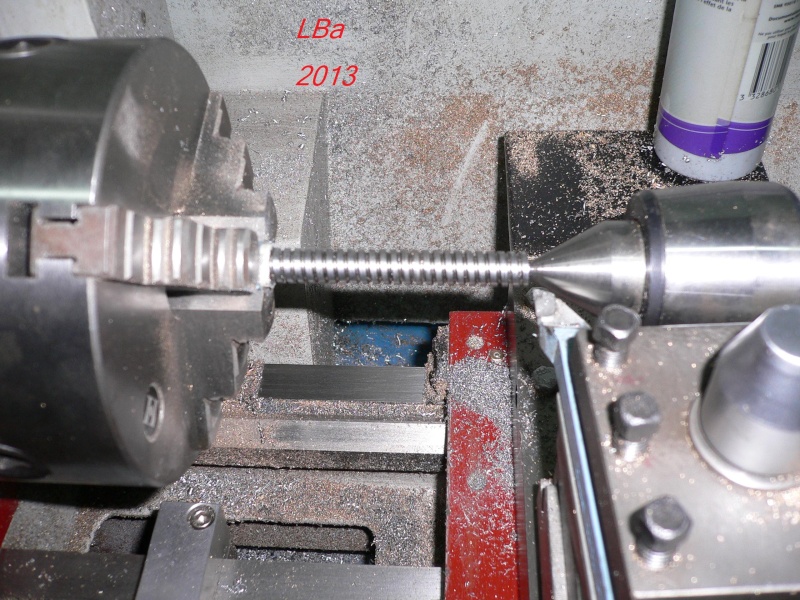
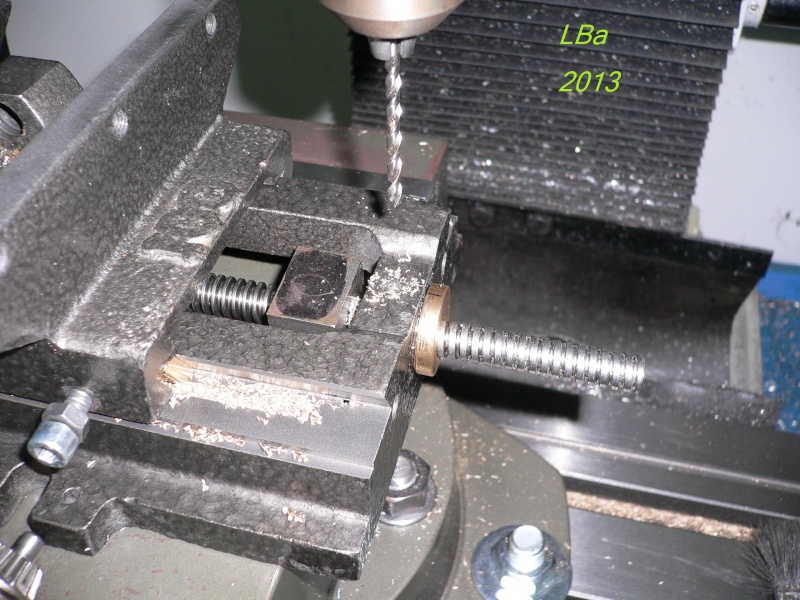
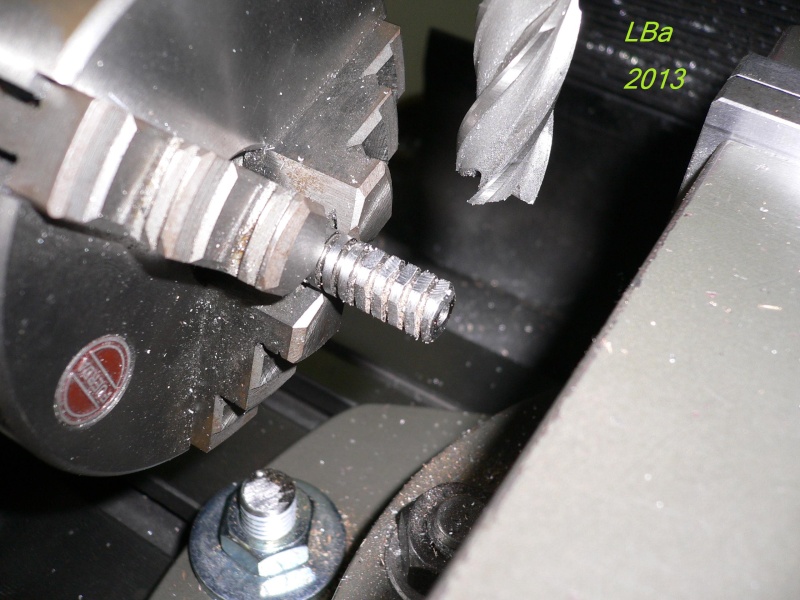
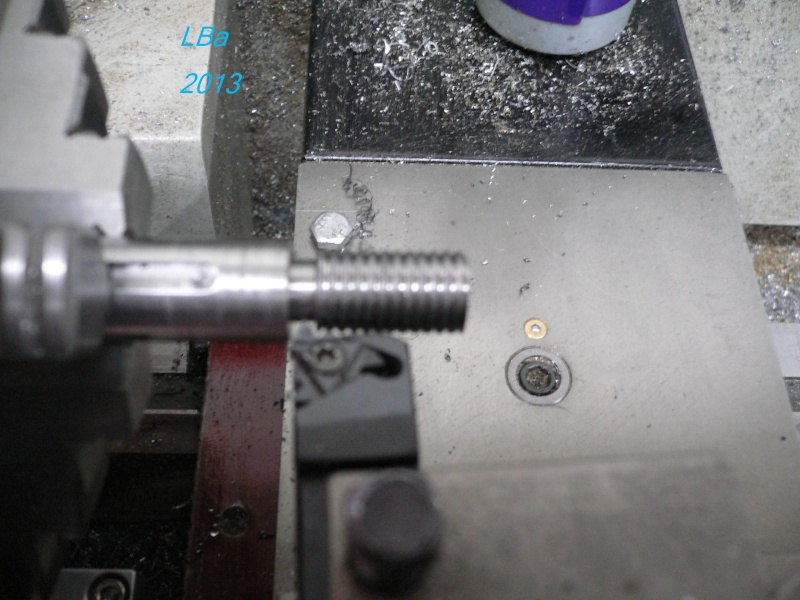
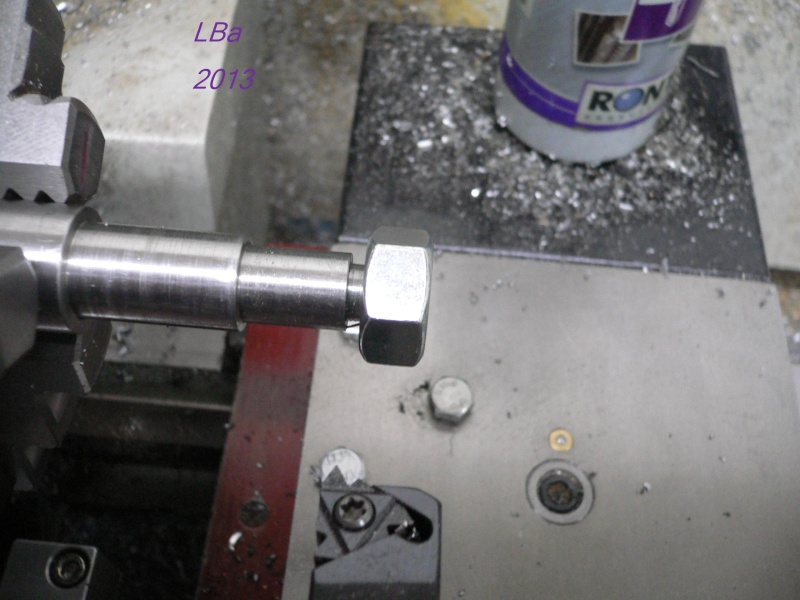
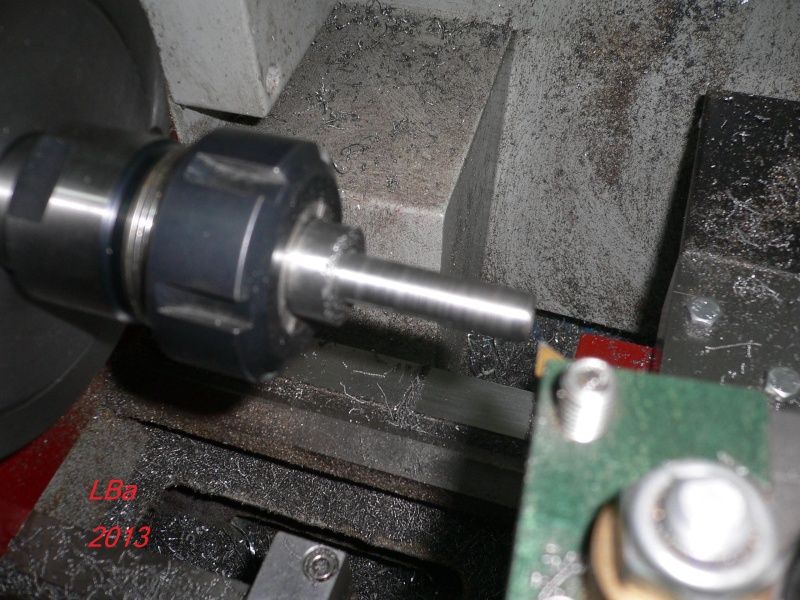
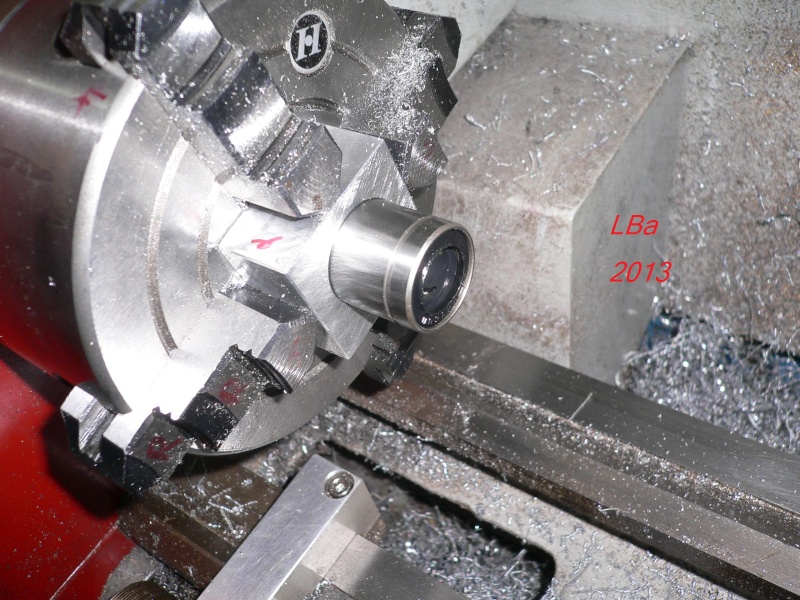
Avant de monter l'écrou, j'ai usiné la vis de cette écrou

la piéce etant prise en pince, usinage d'un épaulement
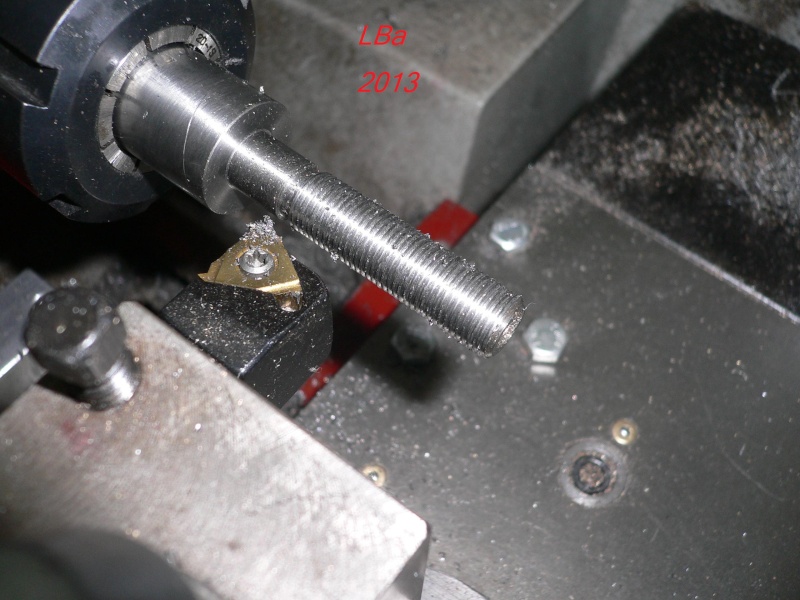
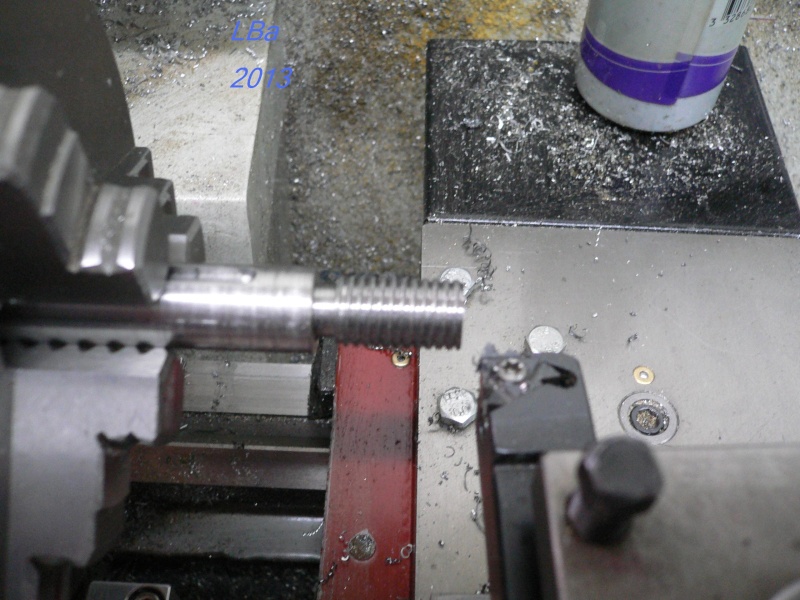
réalisation du filetage M10*100
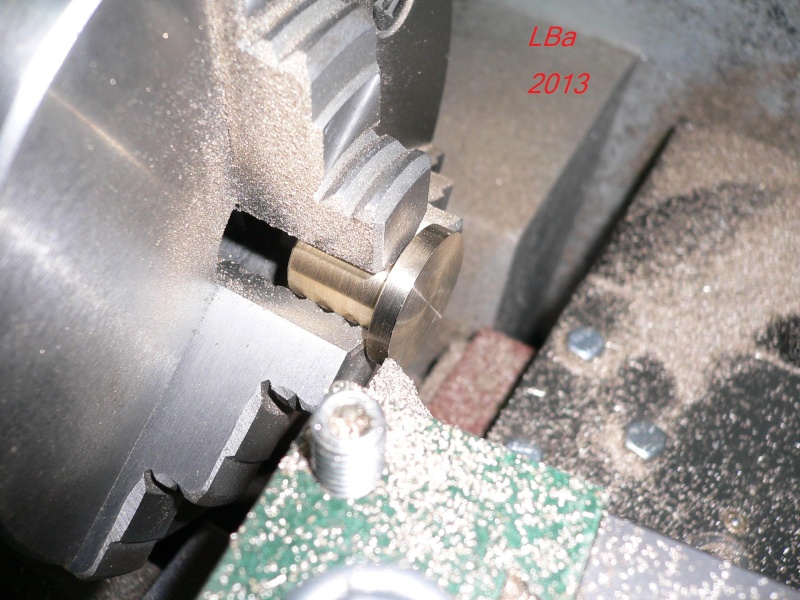
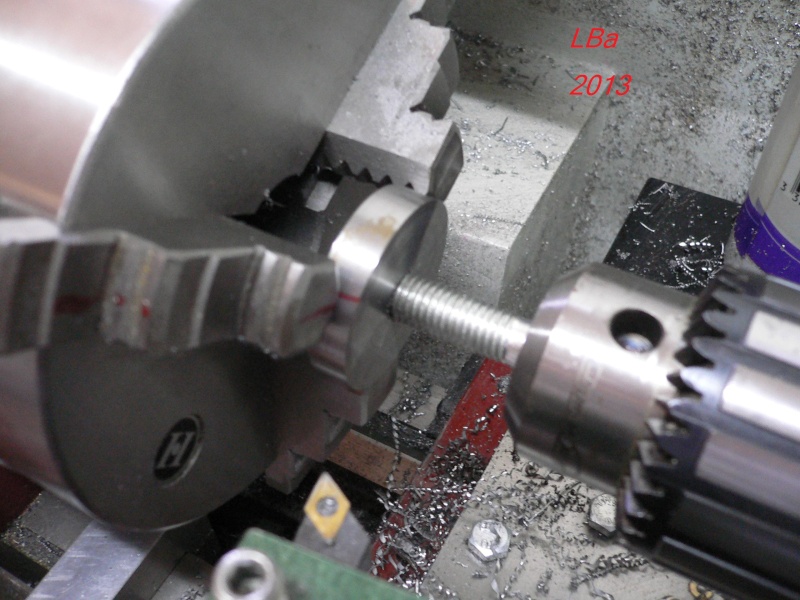
essais de l'ajustement et du control de la vis/écrou
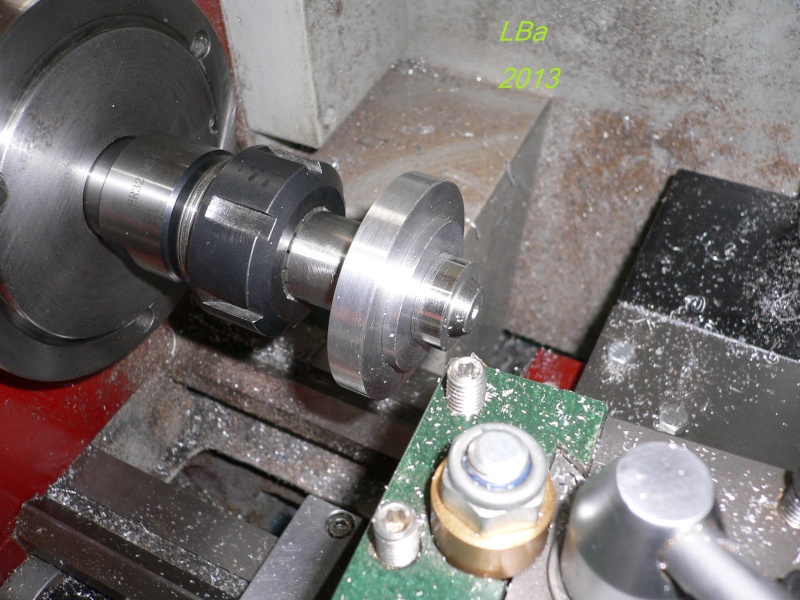
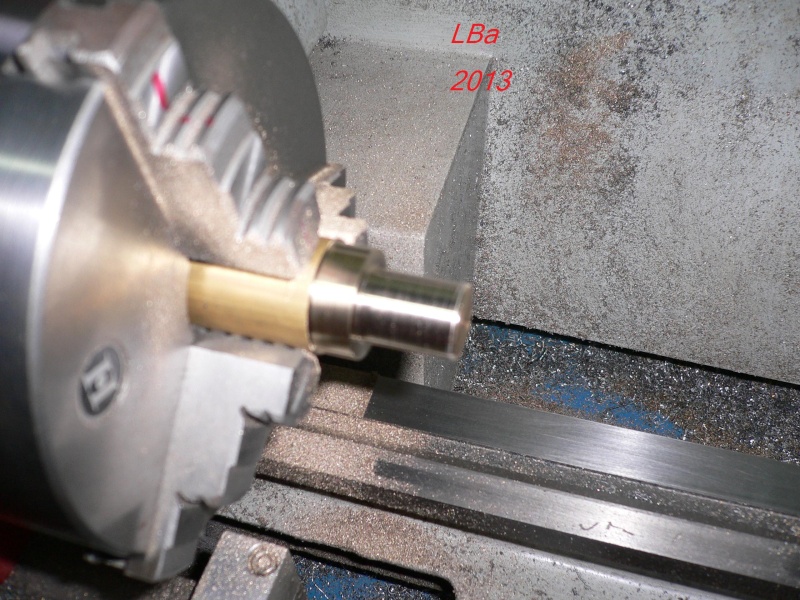
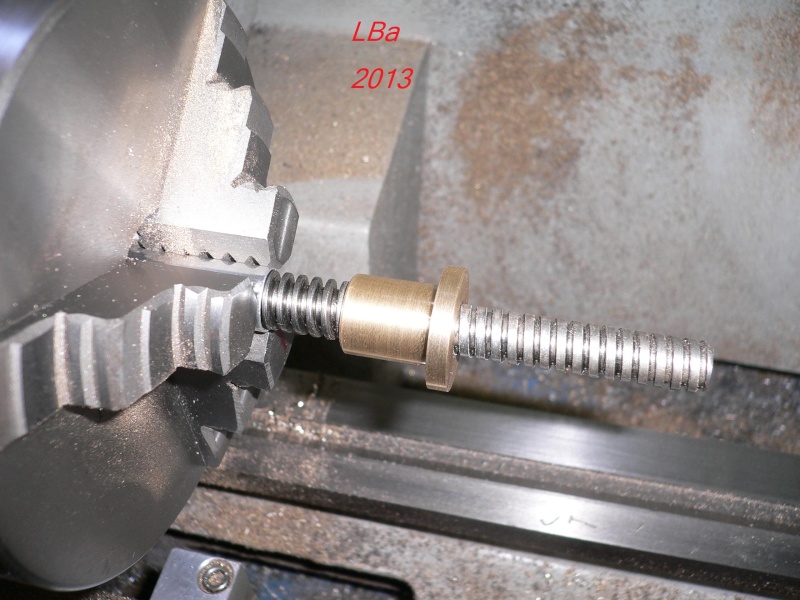
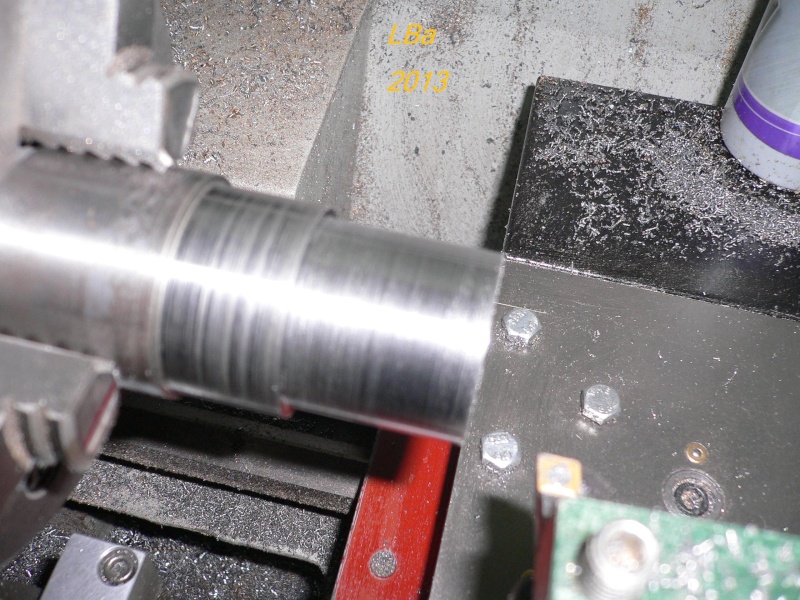
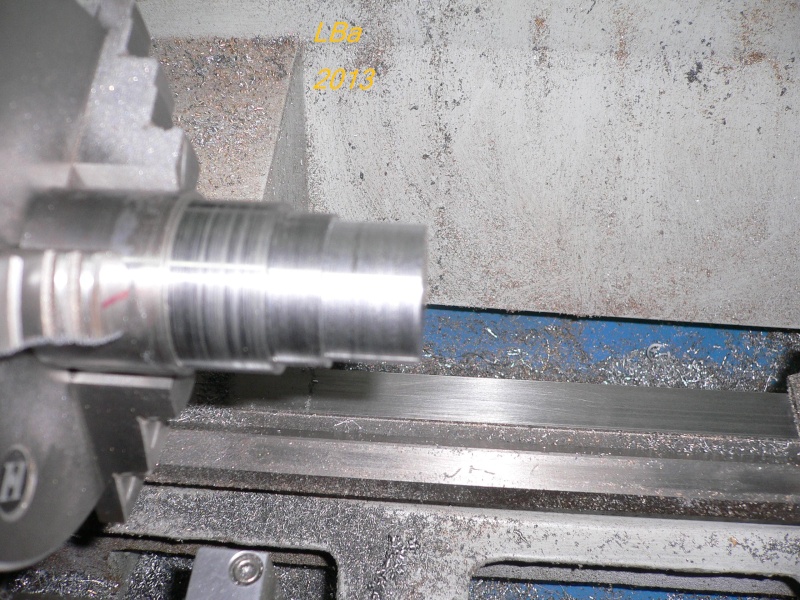
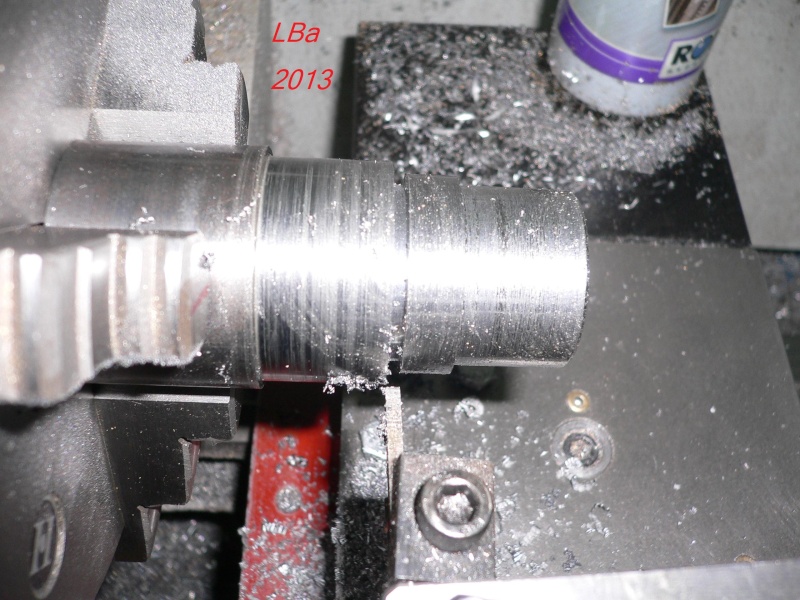
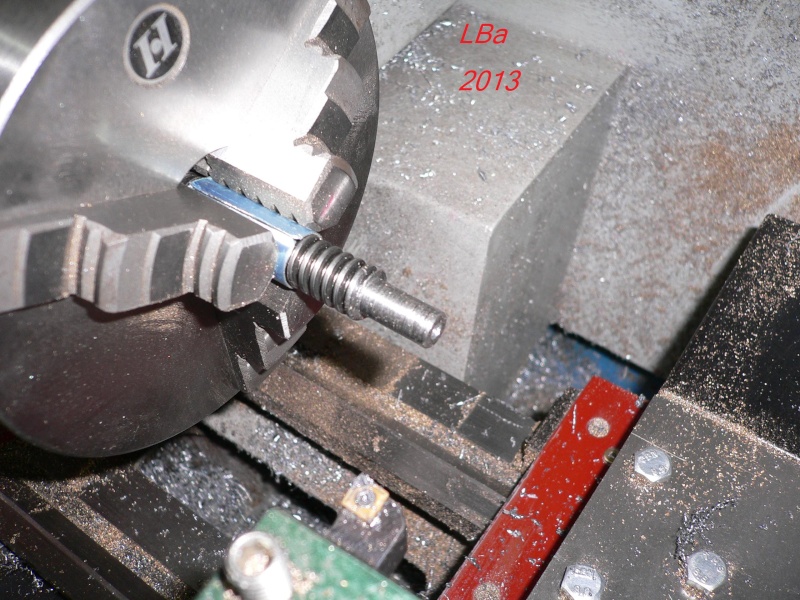
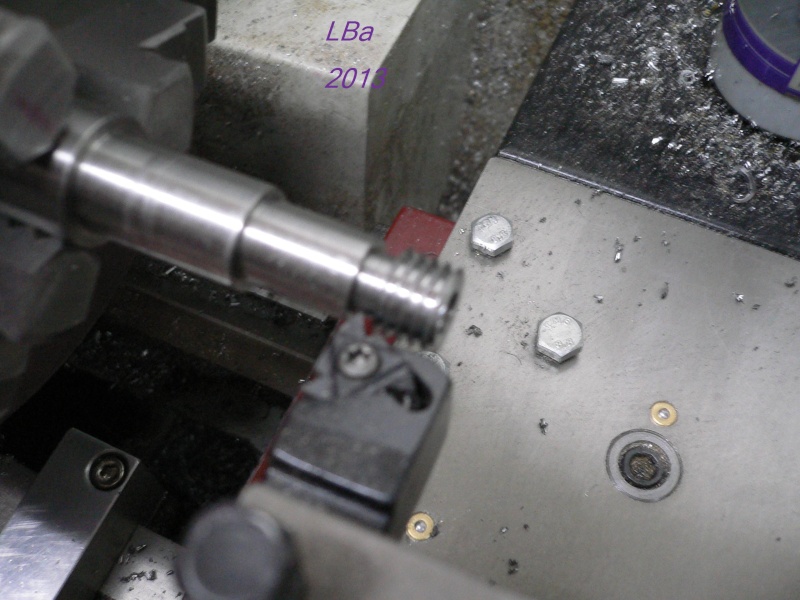
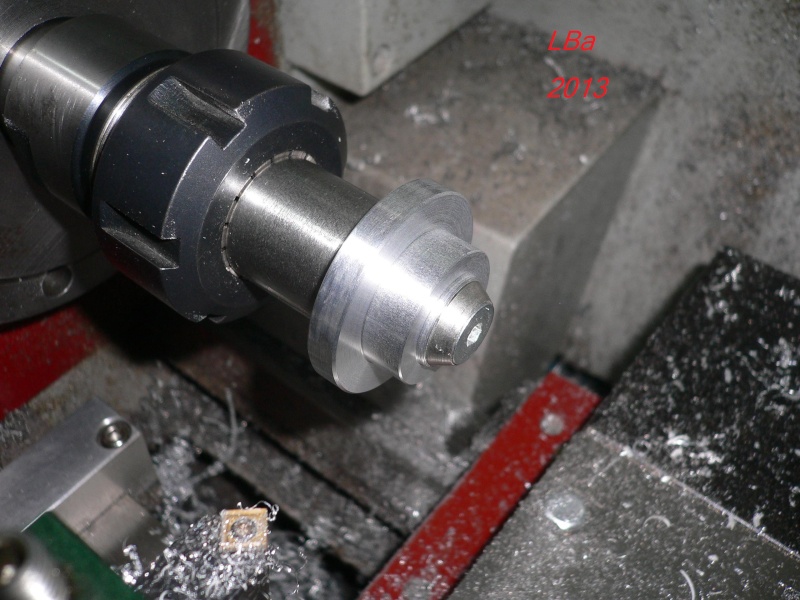
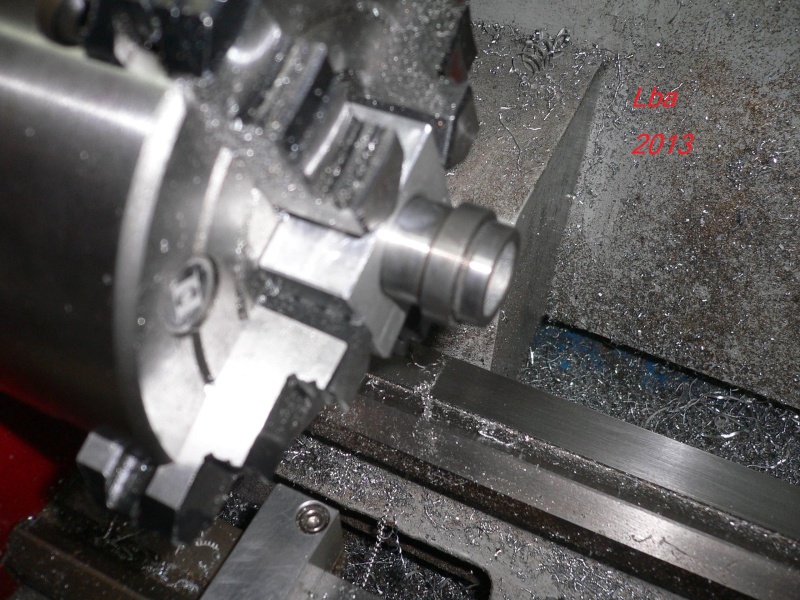
aprés retournement de la piéce, tournage de la portée de roulement

vérification de l'ajustement du roulement sur sa portée
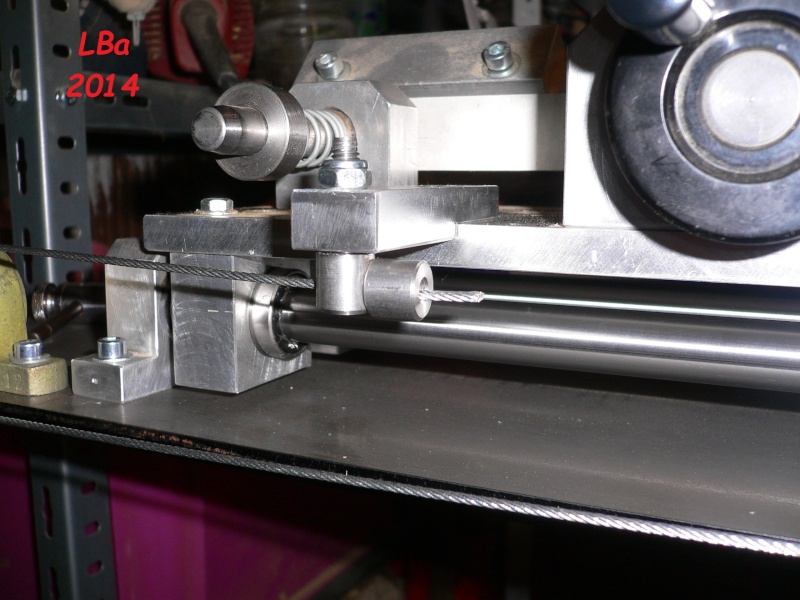
Chariot de déplacement du support de fer
Le chariot se déplace sur deux ronds tremper/rectifier acheté dans le commerce (chez Hpe en l'occurence)
a l'aide de douilles à billes fermées

les ronds de guidage seront coupés à la longueur par la suite( j'ai acheté des morceaux de 1m de long)
Quelques détails sur l'usinage des paliers support des ronds
débit des paliers dans une plaque d'alu, provenant de chez qualichutes
aprés cubage des quatres débits,j'en ai alésé un (à 12 mm) sur la fraiseuse et ce pour me faciliter la vie
à savoir le centrage sur le mandrin quatres mors du tour
Montage et centrage du palier sur le mandrin quatres mors
au paravent, j'ai repéré sur chaque débit un chant,un bout,une face
et sur le mandrin deux mors, qui ne seront pas touchés lors du changement des débits pour l'usinage
dans le pire des cas mon alésage pourrait se trouvé decentré mais à cotes identiques ,sur les quatres débits, par
rapport aux références
c'est parti pour un alésage de 16 mm sur le premier débit

essais de l'ajustement

comme pige de controle, j'ai utilisé un morceau de Sub de 16 mm et vérifié qu'il coulissait pile-poil dans l'alésage
Les trois autres débits, ne sont pas passés par la case fraiseuse, direct mandrin quatres mors
et ai commencé par un foret à centrer avant perçage à quinze et alésage à seize mm
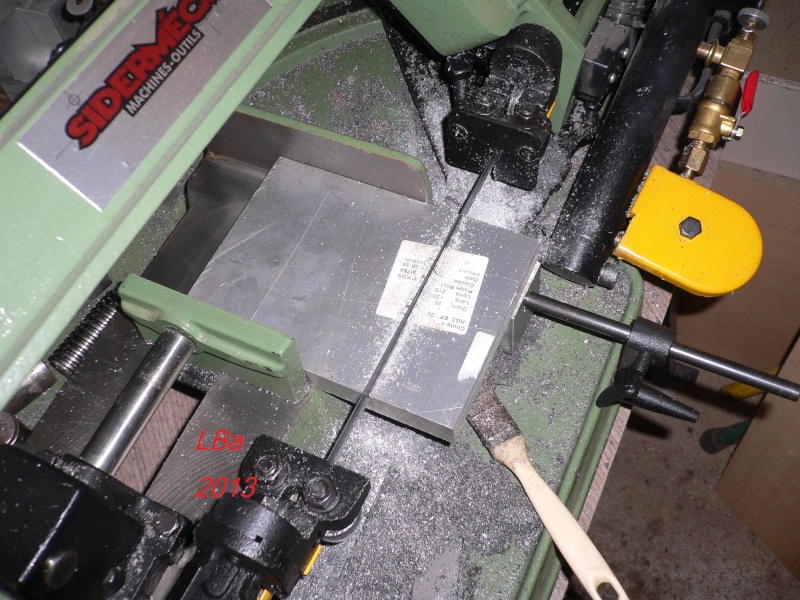
une piéce a été tracée pour réglage de la butée de la scie à ruban afin d'ébaucher
les épaulements

premier trait de scie

le reste a été fait à la scie à métaux à la main
Dressage de l'épaulement sur la fraiseuse

de chaque coté et pour les quatres piéces

puis fraisage de chanfrein à 45 °
perçage/ taraudage à M5 pour la vis d'immobilisation des ronds
et perçage de deux phi 5mm pour la fixation des paliers sur le bati qui supportera l'ensemble
Maintenant, les supports de douilles à bille
j'ai procédé de la méme façon que les paliers,pour rappel,un trou alésé sur la fraiseuse pour faciliter
le centrage en mandrin quatres mors

centrage du premier débit sur le tour

perçage à 19 mm avant alésage
alésage du support de cage pour recevoir la douille à bille
essais de l'ajustement de la douille
premier support usiné
perçage/taraudage de deux M5 pour la fixation

voila 8 piéces d'usinées: les quatres paliers support de rond et les quatres supports de douille à bille
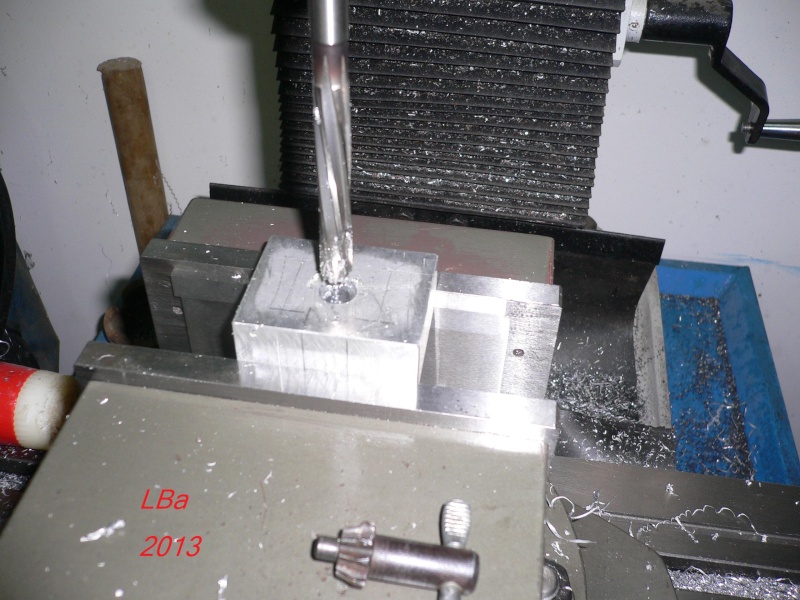
Plaque de base (usinage)
Perçage pour fixer les supports cage à bille

perçage de 4 phi 5,2 mm à une extrémité de la plaque
méme opération à l'autre extrémité de la plaque
certain trous seront fraisés plus tard pour la suite de l'assemblage des piéces
perçage de phi 5 pour la fixation d'un support de bague à une extrémité de la plaque de base

méme opération coté opposé
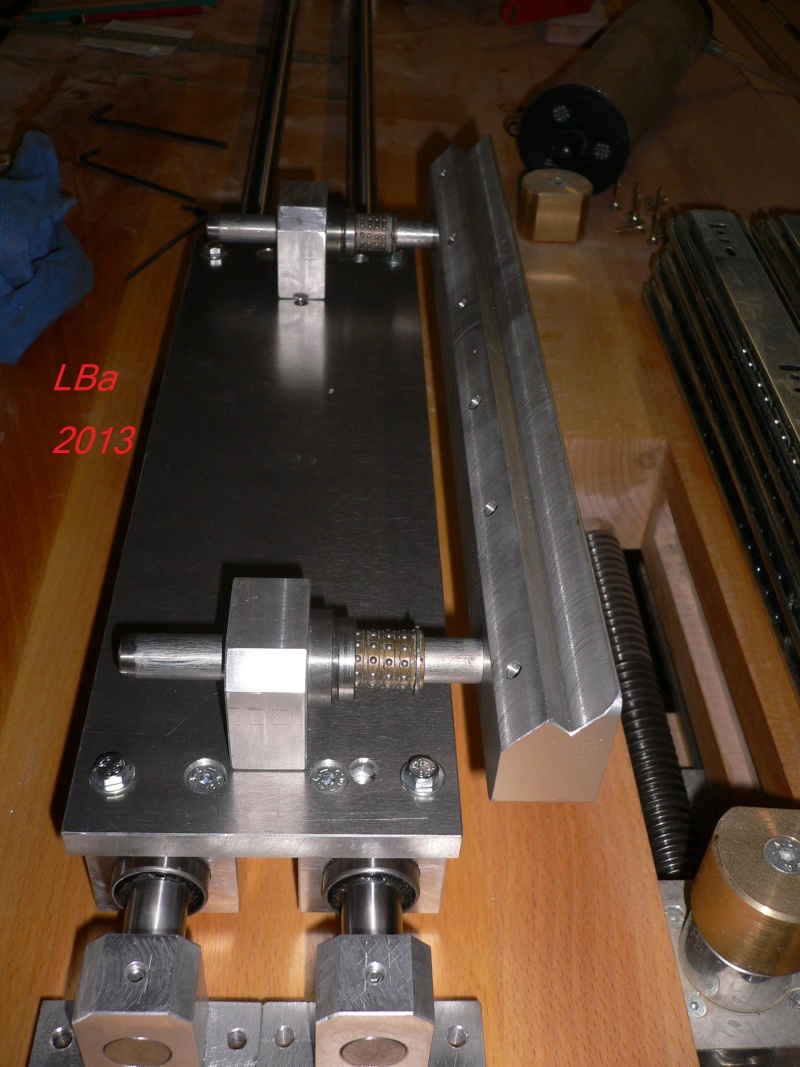
la plaque avec les support montés
ici support fer en position avancée
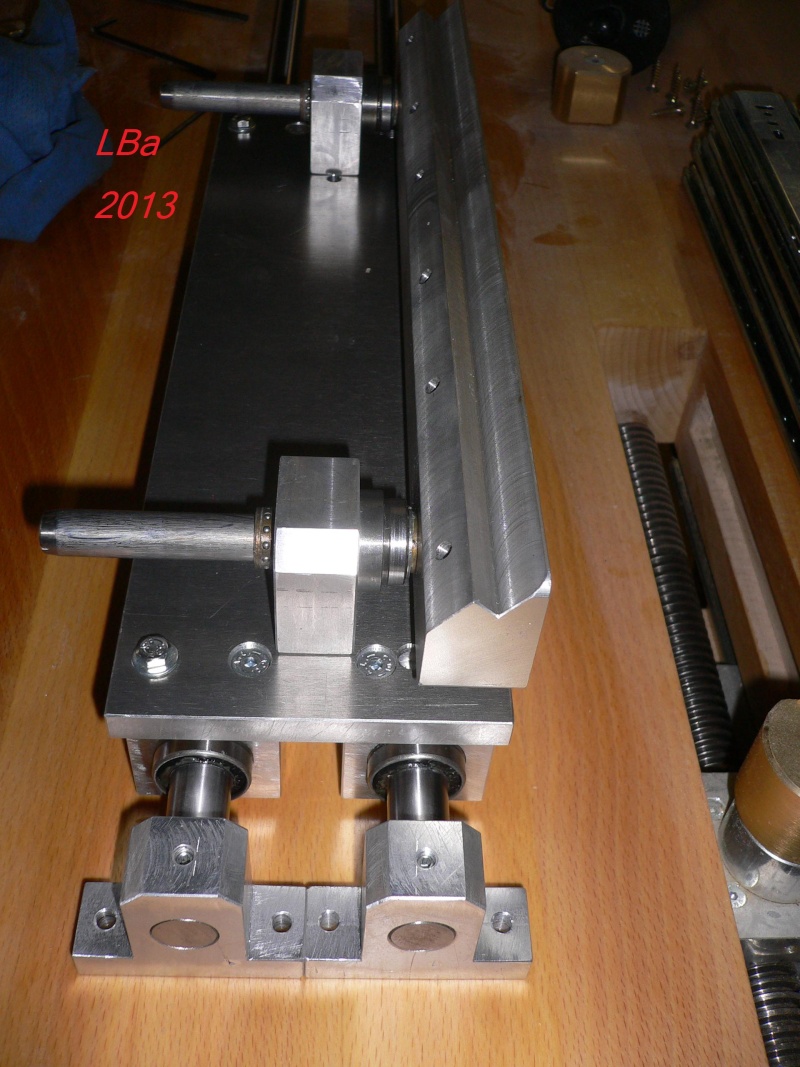
là, le support en position arriére


