
Afin de mouvoir les vis trap, j'ai usiné des volants composé de trois piéces
une fixe, solidaire des semelles, une autre tournante qui fera office de vernier
et la troisiéme le volant, solidaire de la vis trap
Vue d'un ensemble :
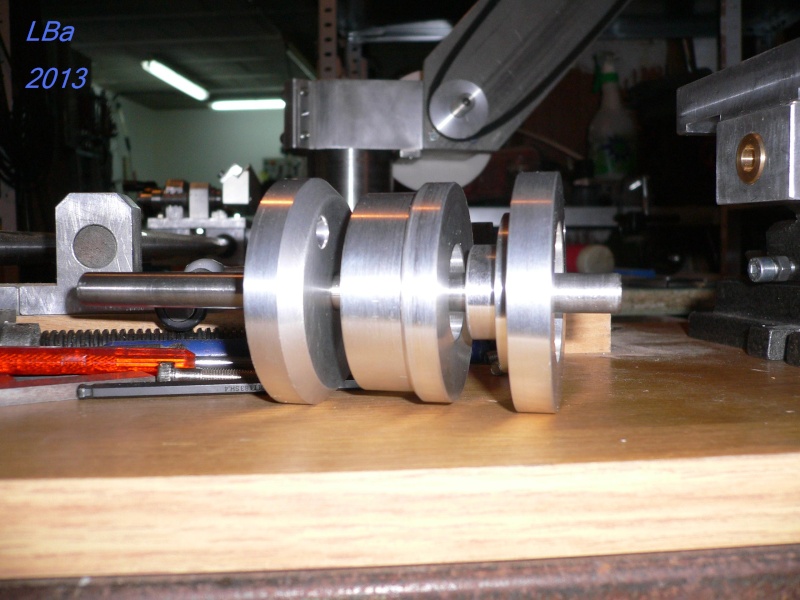
la piéce de gauche est la fixe, solidaire de la semelle
la piéce du milieu est le vernier
la piéce de droite est le volant de manoeuvre
Détails d'usinage des piéces :
Toutes les piéces sont à partir de rond alu de 60 mm de diamétre
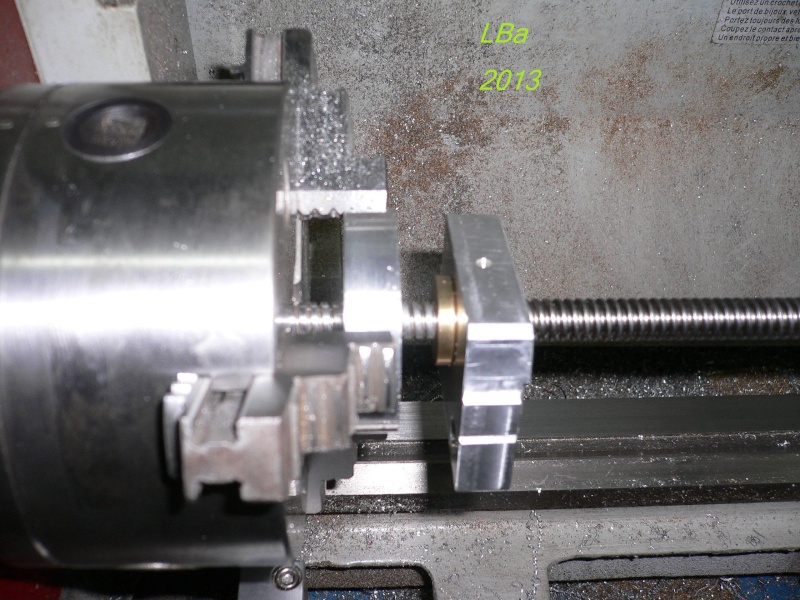
afin d'usiner l'extérieur, le brut a été centré en mandrin de cette maniére :

j'ai découvert cette façon de procéder sur le forum usinage et l'ai adopté
je la trouve moins périlleuse que le cul d'un outil ou un rond de bois en appuis sur la tourelle
Usinage de la piéce fixe :
l'extérieur,les faces dressées,montage en mandrin et perçage puis alésage

alésage à 10 mm pour le passage de la vis trap
usinage d'un chambrage pour noyer l'épaulement de la bague de guidage en bronze
vérification du chambrage avec la bague bronze
réalisation d'un chanfrein
j'ai du m'y reprendre d'une autre maniére, de cette façon, je ne pouvais pas faire le diamétre voulu
j'ai été obligé d'incliner le petit chariot pour arriver à mes fins
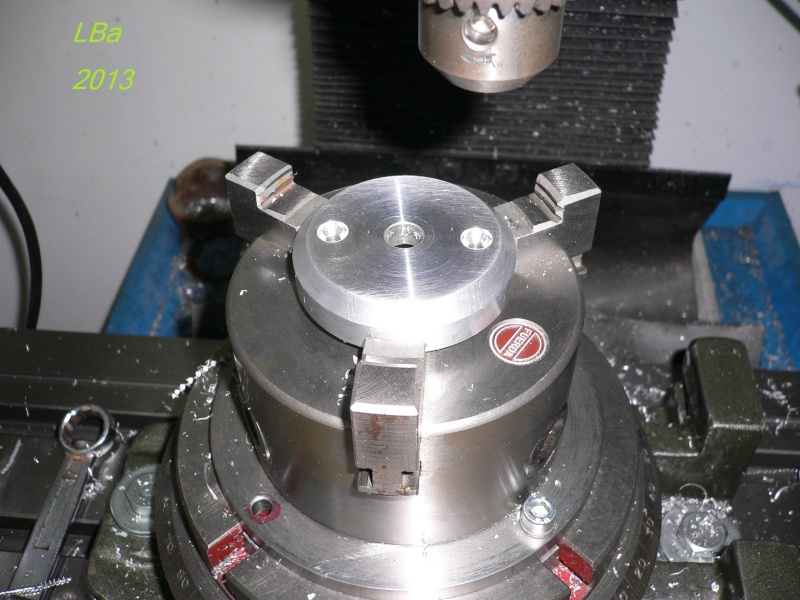
reprise de la piéce en plateau circulaire sur la fraiseuse pour le perçage de 2 trous de fixation
puis fraisure des trous
mise en place de la piéce sur la base de l'étau
la piéce dépasse le dessous de la base, passage sur la fraiseuse pour :

fraisage d'un plat

mise en place de la piéce, elle ne dépasse plus la semelle
Usinage du volant (piéce de droite)
l'extérieur et une face ayant été usiné, passage sur la Sar pour :

débit de la piéce et retour sur le tour,prise de la piéce en mandrin et :

dressage de la face et usinage d'un épaulement

perçage de la piéce avant alésage
alésage de la piéce à 10 à l'alésoir machine, pour le passage de la vis trap
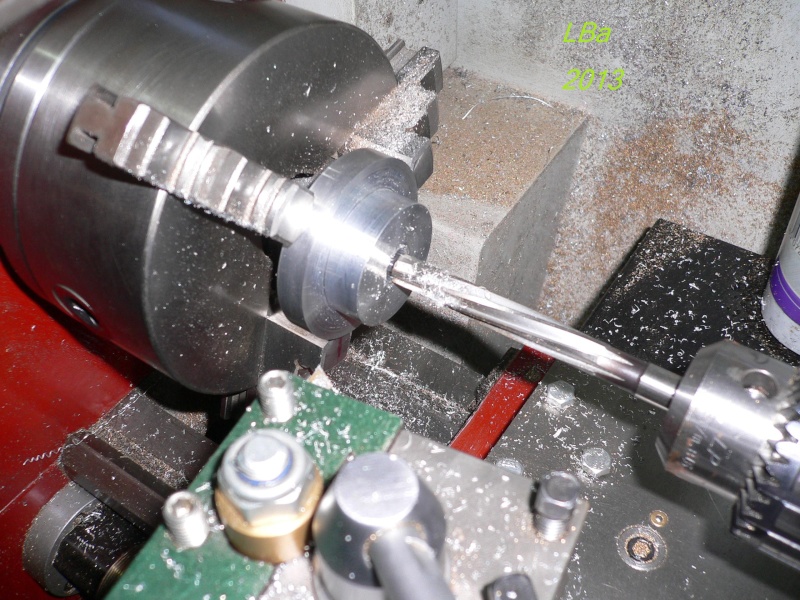
montage de la piéce sur le mandrin à pince pour :
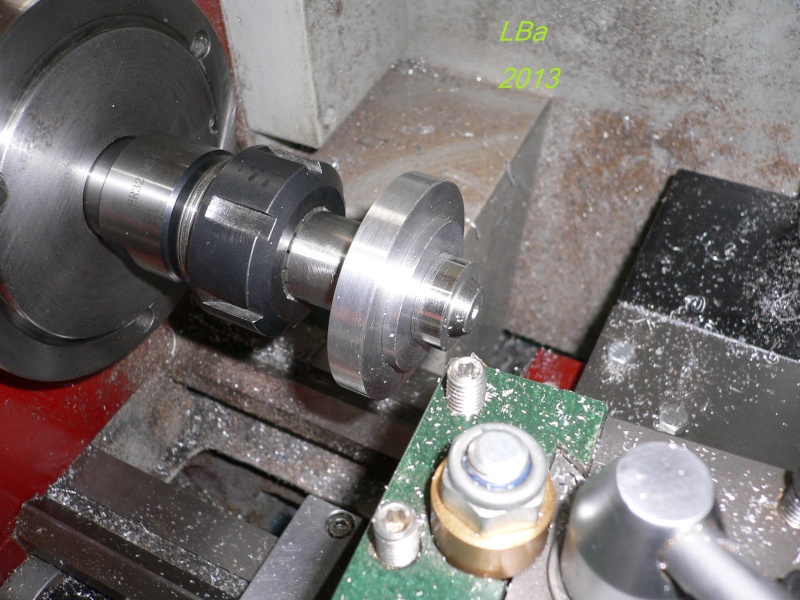
usinage du second épaulement
reprise de la piéce en mandrin pour :

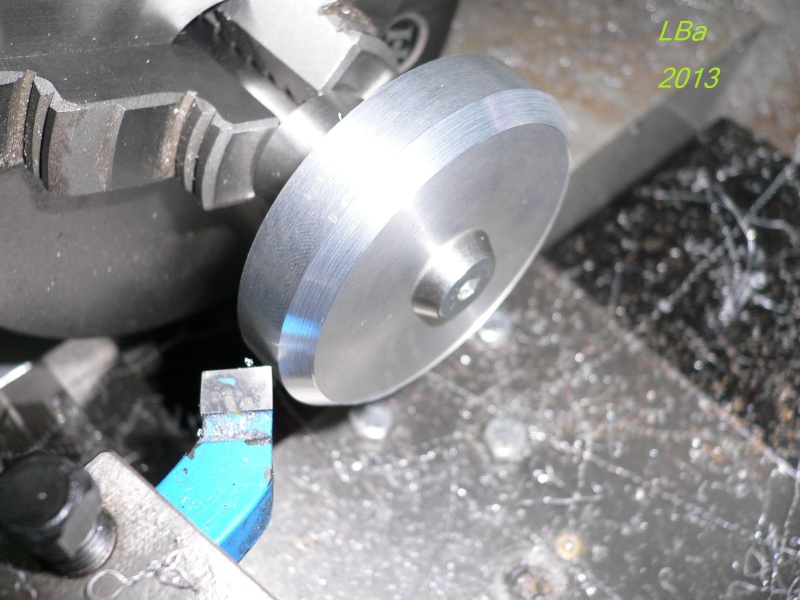
usinage d'un évidement sur la face extérieur pour l'estéthique
montage à blanc du volant
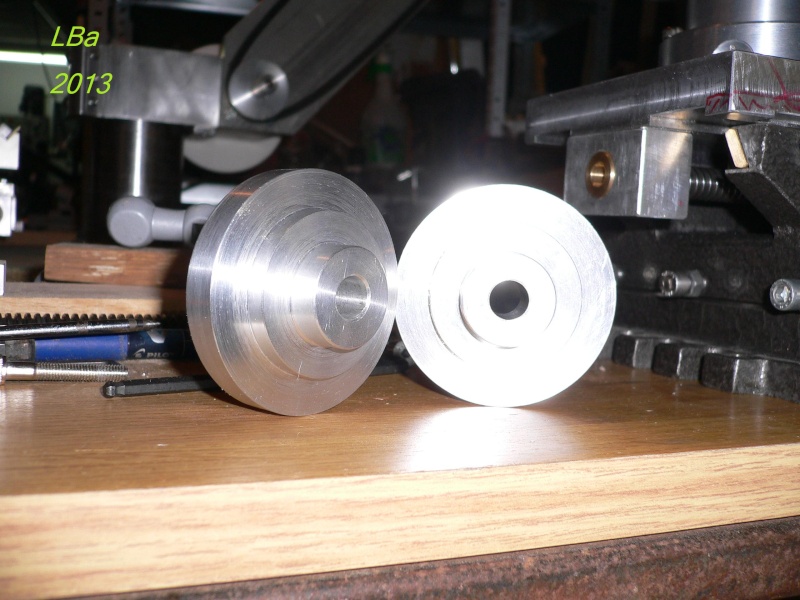
les deux volants sont usinés
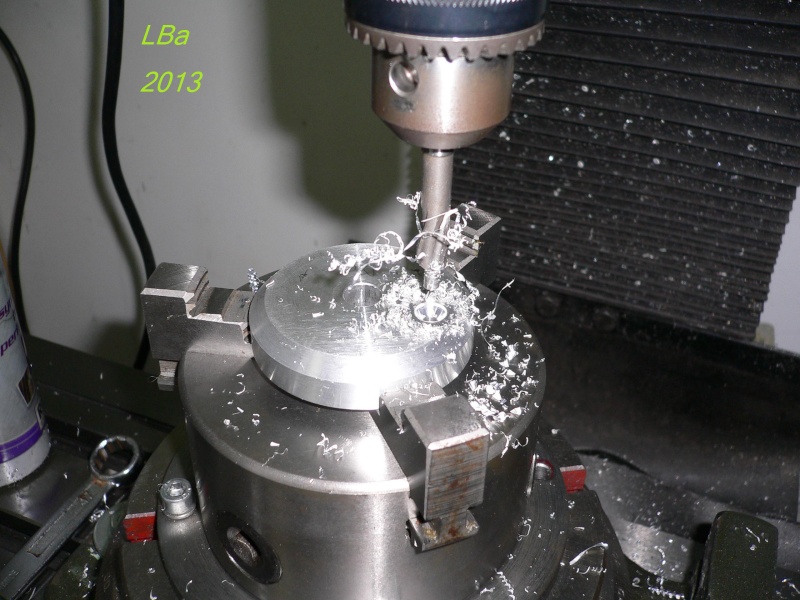
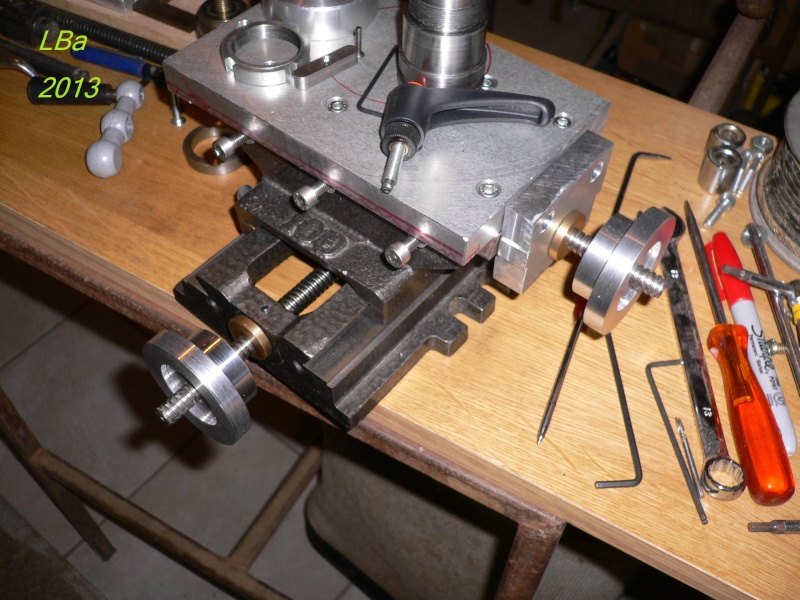
passage sur la fraiseuse sur le plateau circulaire pour :
perçage du volant pour la fixation d'une poignée et :
et taraudage à M6
Usinage du vernier (piéce du centre)
usinage de l'extérieur de la piéce et d'un épaulement
puis débit de la piéce à la Sar
retour sur le tour, prise en mandrin, dressage de la face,mise à longueur et :

perçage de la piéce avant alésage

alésage de la piéce à 10 pour le passage de la vis trap
vérification du montage vernier/volant
vérification du montage vernier/volant, le fonctionnement est bon,tournant gras
les trois piéces étant usinées, montage à blanc pour visualisation

montage correct, reste quelques usinage à réaliser pour finaliser le sous ensemble
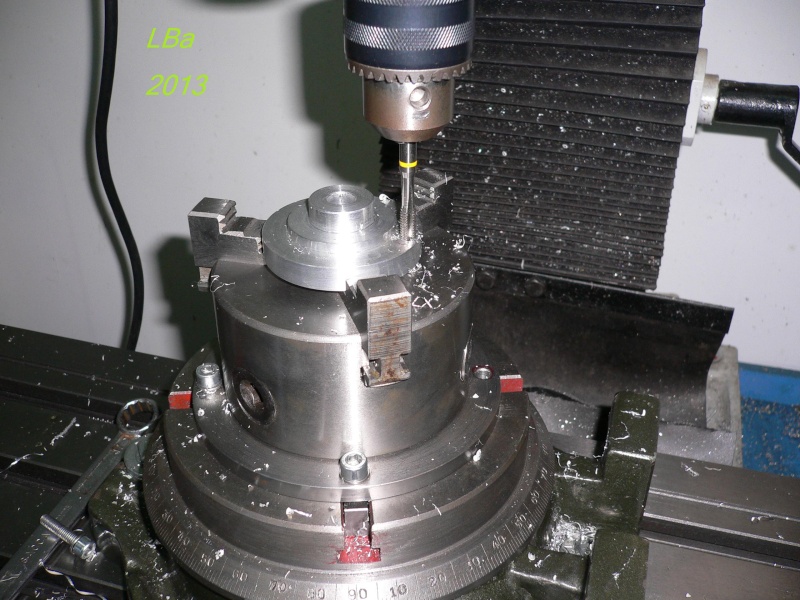
Sur les volants de manoeuvre des vis, il me restait à réaliser une rainure de clavette
de 3 mm dans un alésage de 10 mm
Pour ce faire, je me suis fabriqué un outil
un rond avec un trou carré afin de loger un morceau de barreau d'outil en Hss
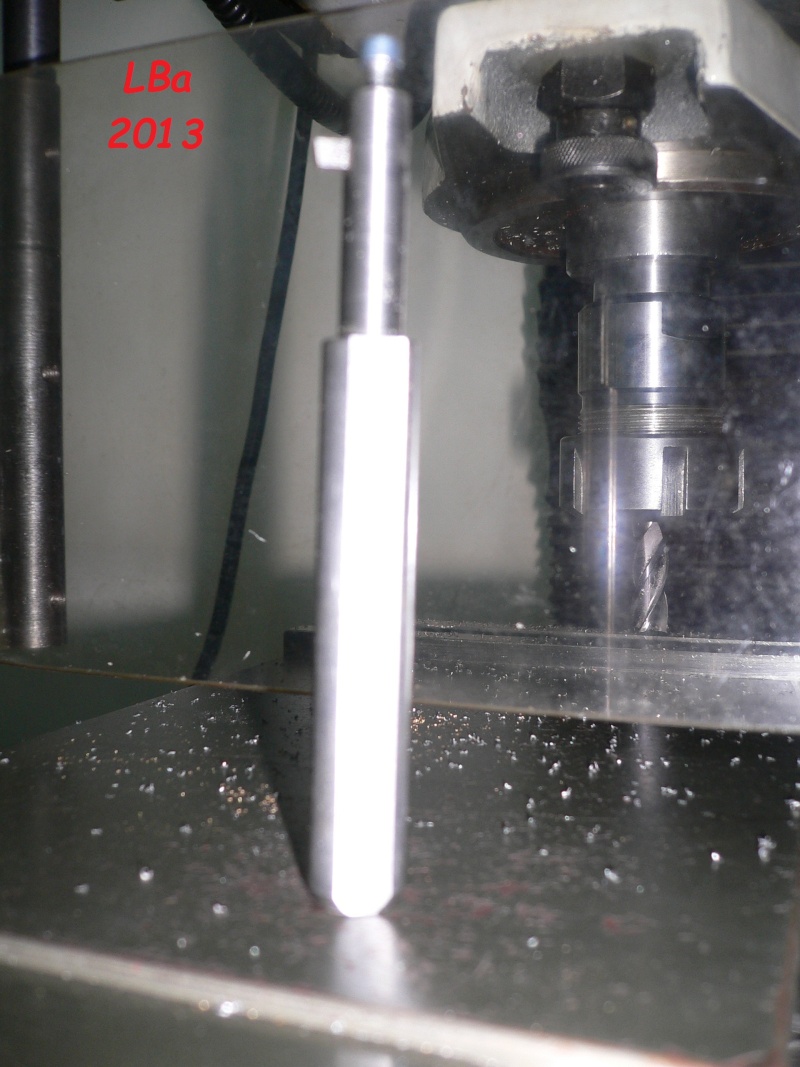
une vue de l'outil
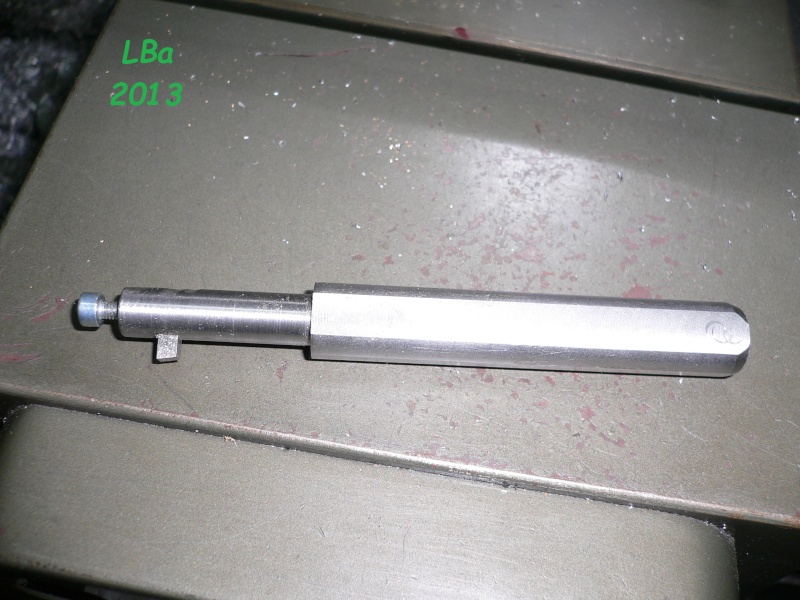
une autre vue de l'outil
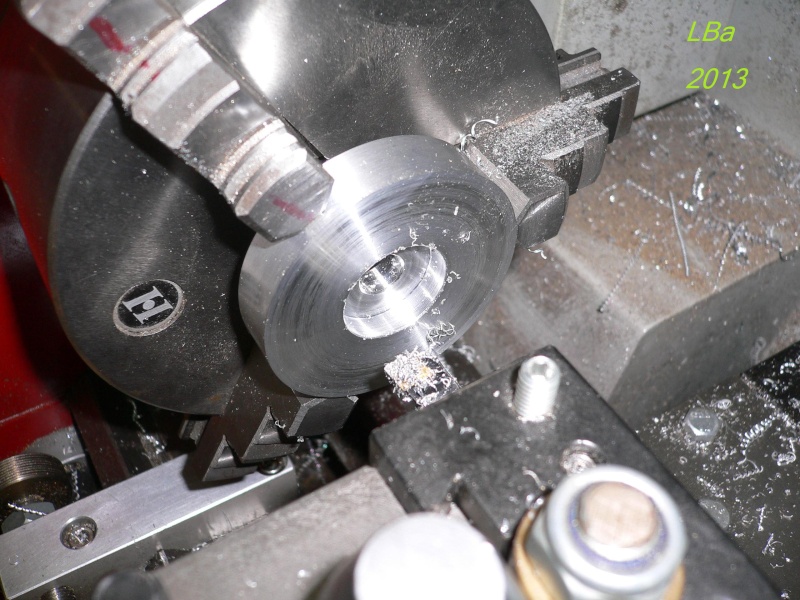
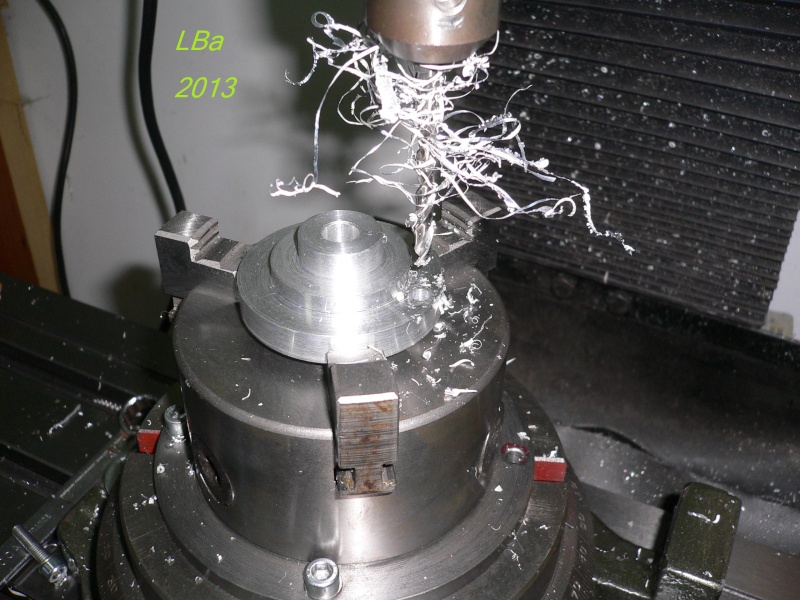
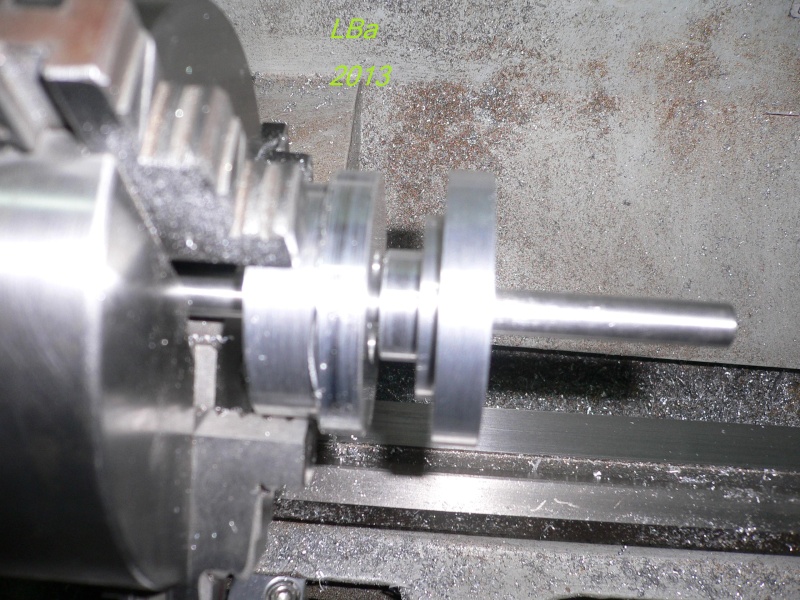
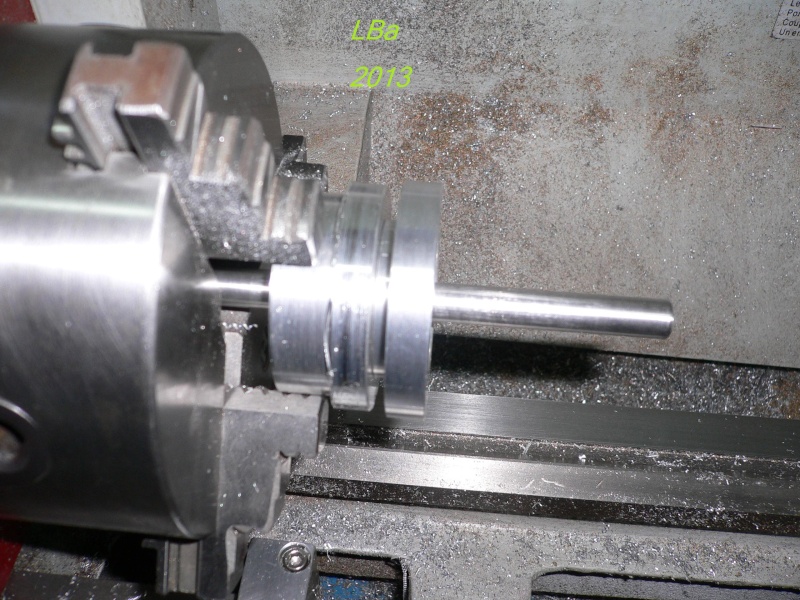
C'est parti pour le rainurage: l'usinage en image

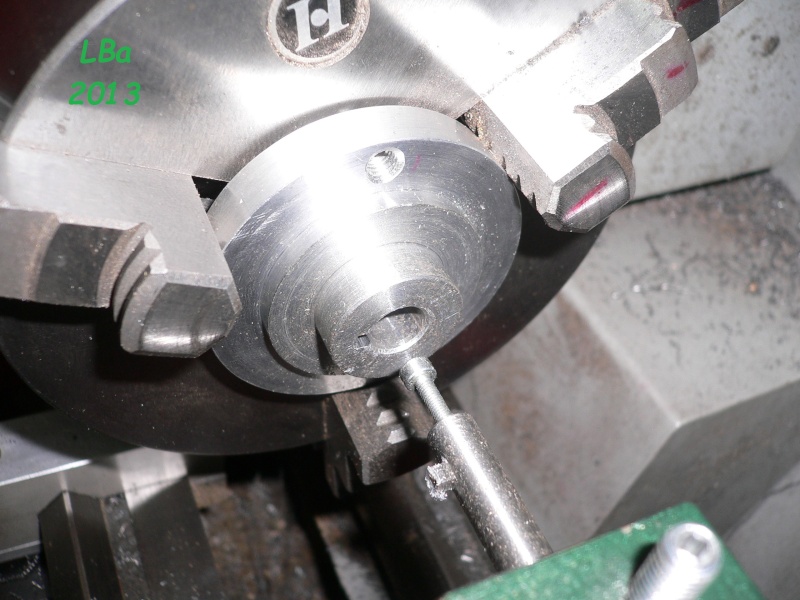

l'usinage a été plus rapide (avec moins de flextion de l'outil) que ceux que l'avais réalisé
avec une lame à tronçonner
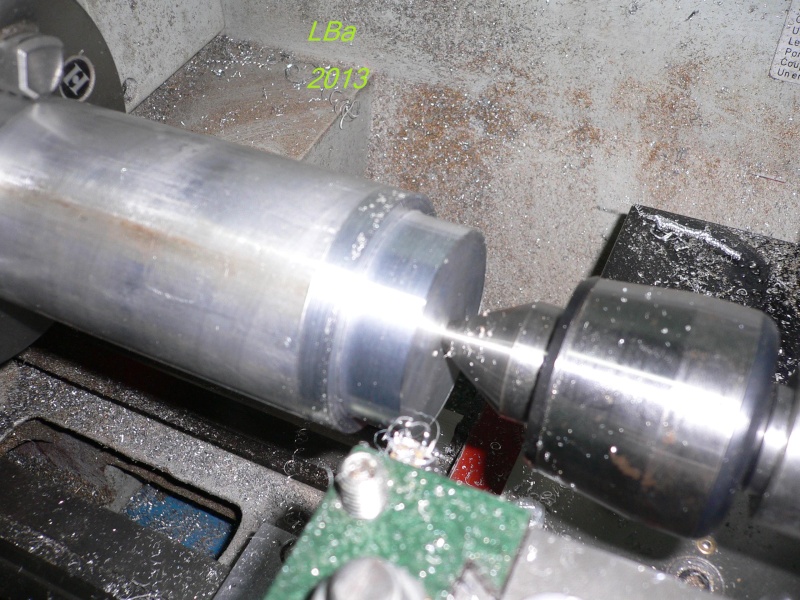
Ceci étant fait, reste à réaliser l'entrainement entre autre
la clavette sera une goupille cylindrique de phi 3 mm

perçage de la vis trap à phi 3mm
la goupille est issue de stub de phi 3 mm

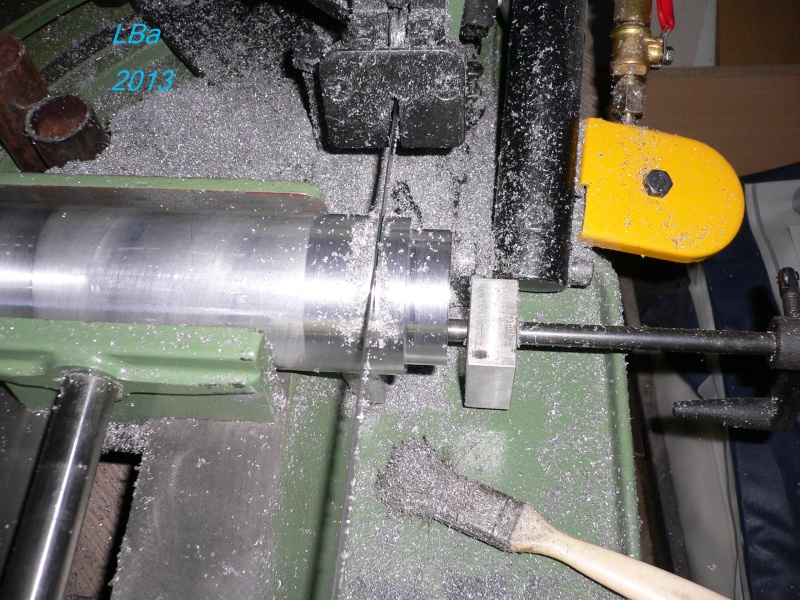
la goupille en place sur la vis trapézoidale

la vis et le tambour assemblé