

Le plan de la pièce (pour rappel et compréhension)
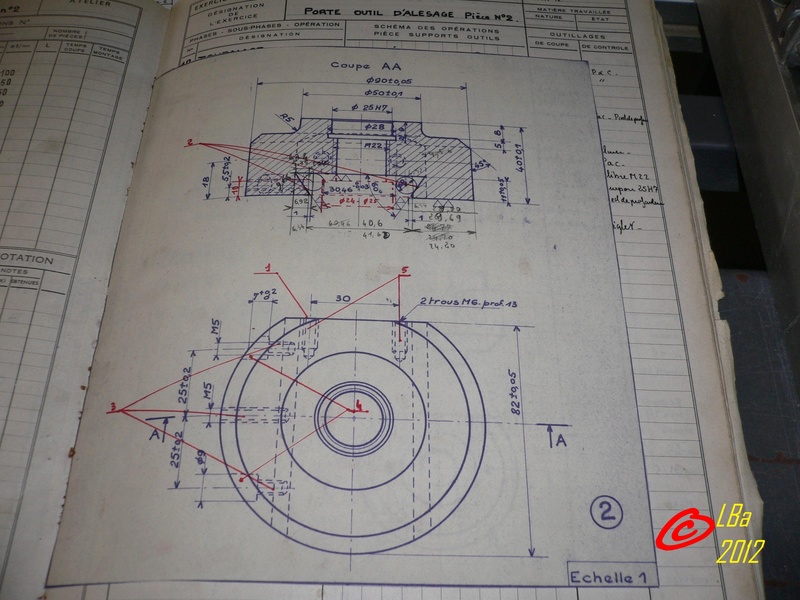
La pièce rep 2 est issue de la même origine que la pièce 1
donc même punition débit, dressage des faces/mise à longueur

perçage au Ø de 19 mm( plus gros foret en ma possession à l'époque)

alésage au Ø de 19,5

alésage au Ø de 25 H7

mesure de l'alésage de 25 H7 (à l'époque, je ne possédais pas encore de palmer intérieur)

petit chanfrein d'entrée sur le Ø de 25

contrôle de l'emmanchement du Ø 25 H7

réglage de l'outil à fileter intérieur

le filetage M 22 réalisé (il a été usiné avant le chanfrein d'entrée)

ébauche de l'épaulement extérieur au Ø de 50 mm
comme, il me fallait un outil avec un congé

affutage de l'outil sur un touret ( à l'époque, je n'avais pas de meule verte pour le carbure
maintenant c'est chose faite, mais ça là fait quand même)

l'outil préparé

usinage du congé

usinage d'un chanfrein de 5 à 45°
les opérations sur le tour étant effectuées; passage de la pièce sur la fraiseuse

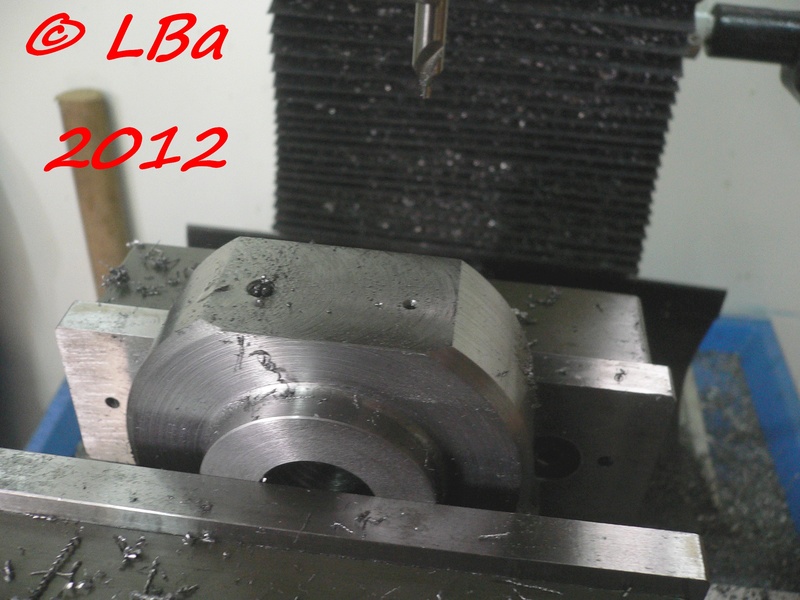
prise de la pièce en étau pour fraisage du méplat (rep 1)

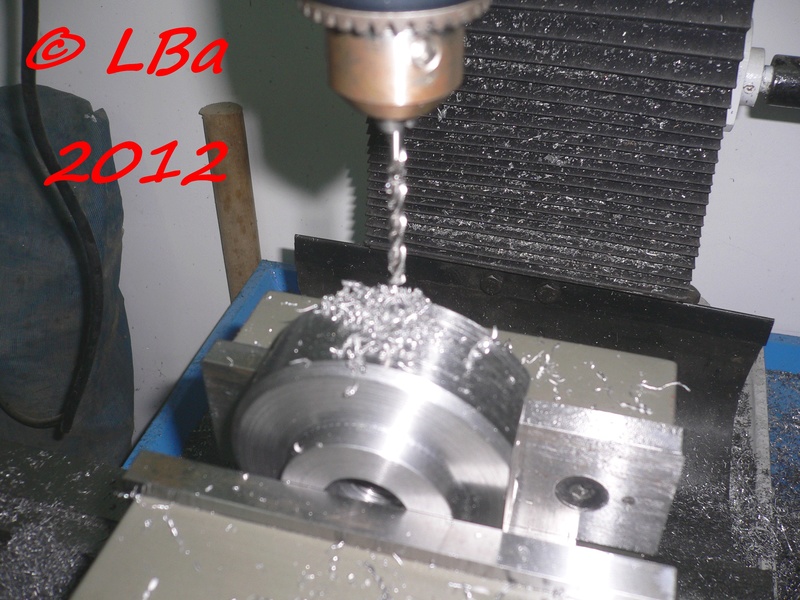
sans démontage de la pièce, pointage au foret à centrer du premier M6 (rep 5)

perçage au Ø de 5 mm

petite fraisure du Ø 5

et taraudage du trou à M6
après décalage en x
pointage du second M6 et perçage au Ø de 5 mm; fraisure; taraudage à M6 (rep 5)
changement de position de la pièce et :

ébauche de la queue d'aronde femelle

finition de la rainure (fond)

finition rainure queue d'arond (coté droit)

finition rainure effectuée

usinage de la queue d'aronde (coté gauche)

usinage queue d'aronde (coté droit)

contrôle et mesure de la queue d'aronde ( la dimension est à respecter sans plus, l'ajustement
sera réalisé par le lardon)

après rechangement de position de la pièce, dégauchissage de cette dernière

en cours de dégauchissage, celui-ci réalisé :

centrage à la pinule en x
afin d'usiner les M5 (rep 3)

centrage en y des rep 3

pointage du premier rep 3
perçage alors au Ø de 4,2 (ce trou sera simplement taraudé à M5)


fraisure

pointage du troisième M5
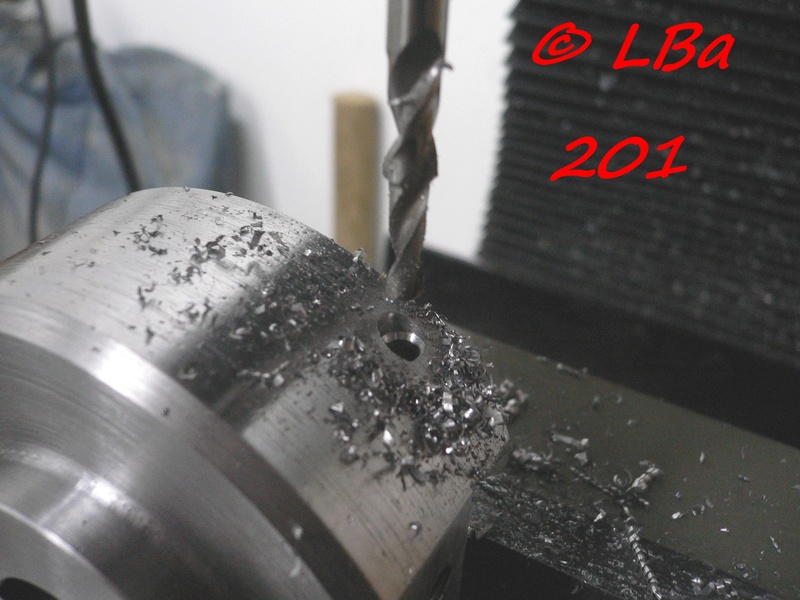
perçage du premier M5

perçage du troisième M5

pour usiner les deux trous d'extrémité, comme ceux-ci sont lamés, j'ai utilisé un foret
étagé de ce genre
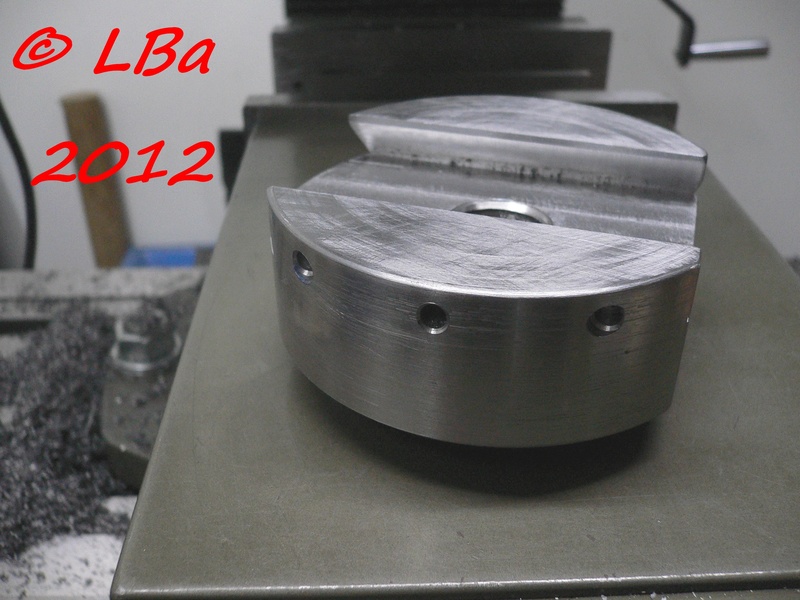
la pièce repère 2 est usinée

la pièce 1 et 2 ensemble

pièce 1 et 2 ensemble, on peut voir l'espace (à gauche) pour le lardon
