appareil à sphere,congé concave ou convexe
je suis en train de me fabriquer un systéme pour réaliser une sphére ou un congé de forme convexe
ou concave sur mon tour à métaux
Modification/Amélioration de l'appareil
Je me suis rendue compte que l'appareil fixé sur le chariot transversal, il ne m'était pas aisé de tourner le volant
j'ai décidé de rallonger l'arbre support volant, pour ce faire j'ai réalisé un manchon dans du stub de 16 mm

perçage à une extrémité d'un diamétre 10 mm et 12 mm
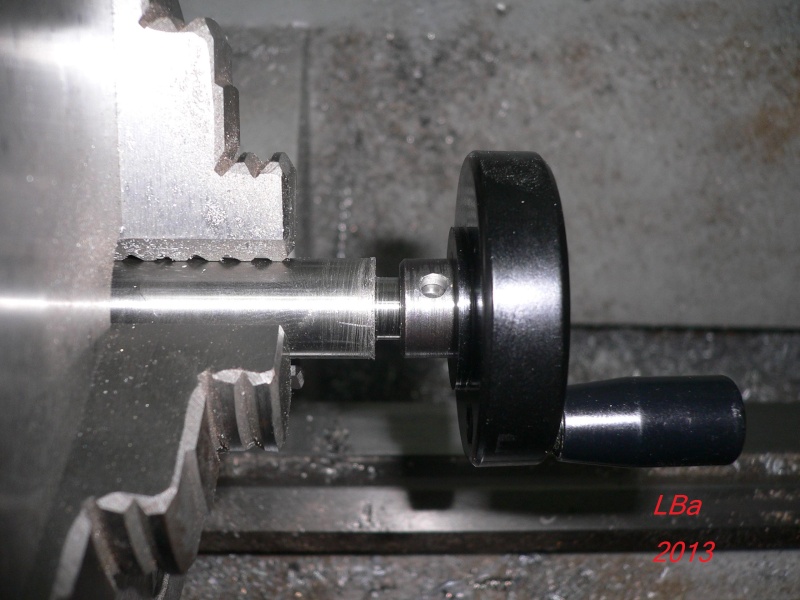
à l'autre extrémité, tournage d'un épaulement pour recevoir le volant

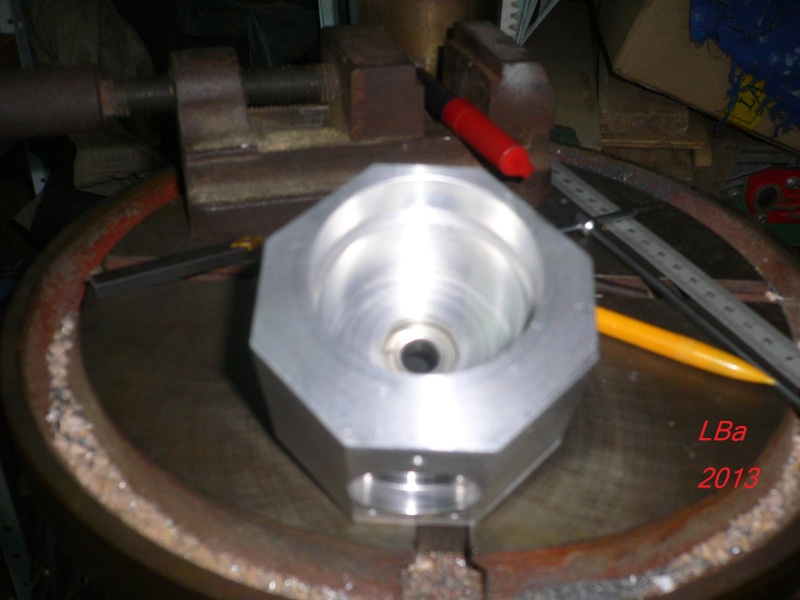
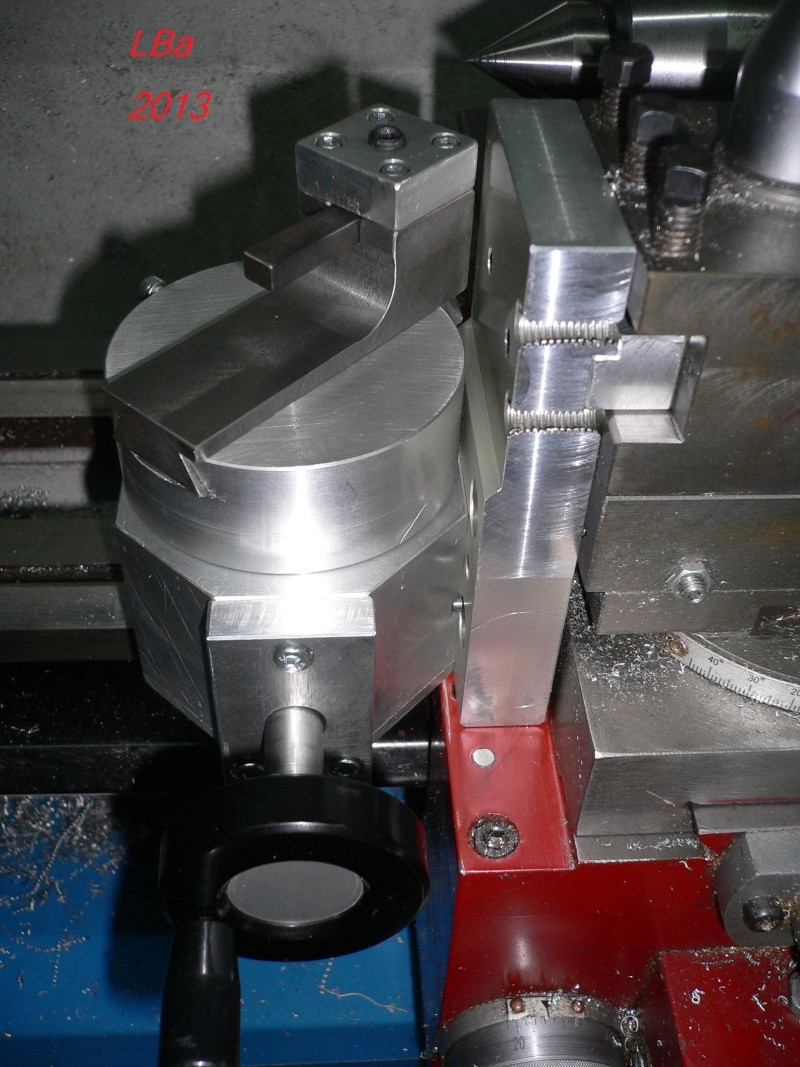
visualisation du manchon sur l'appareil
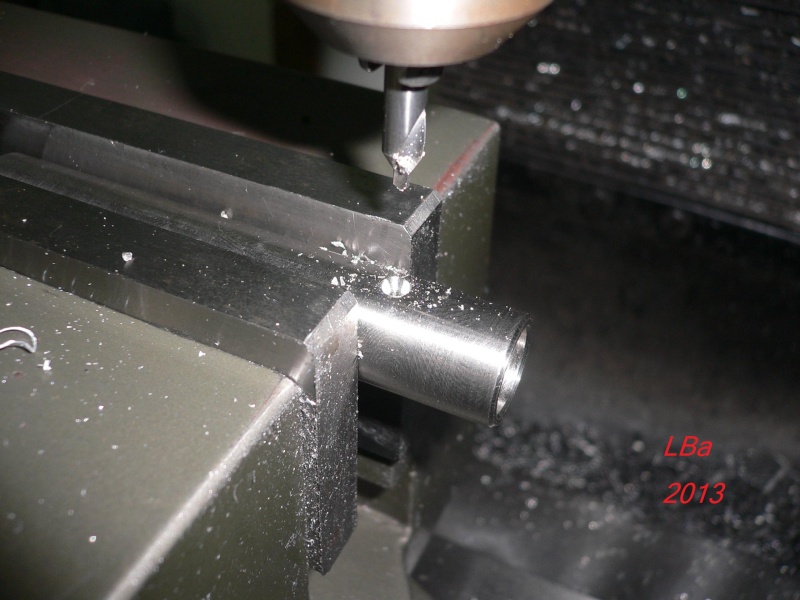
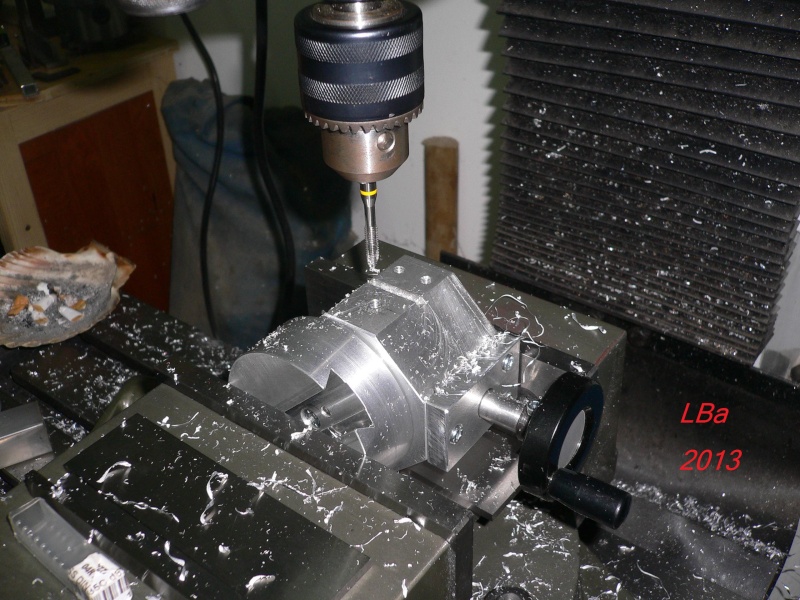
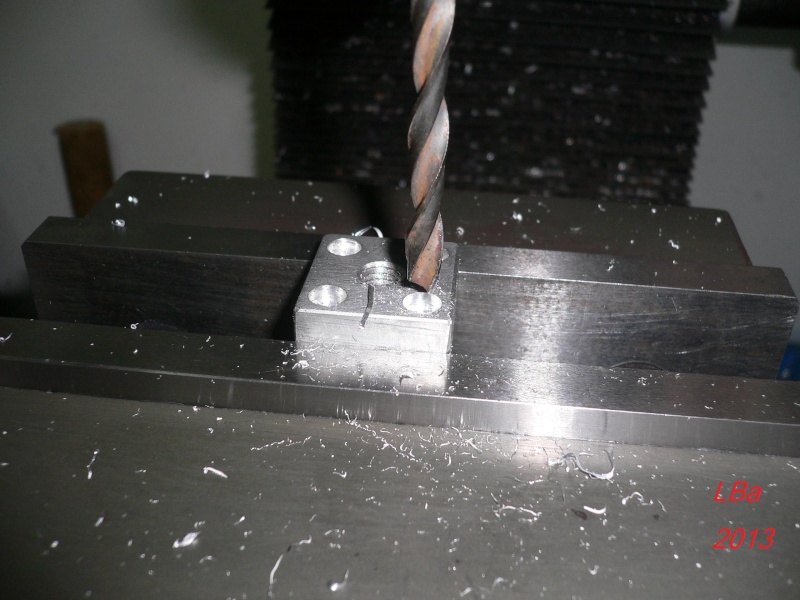
perçage à 4 mm du manchon pour etre assemblé avec l'arbre
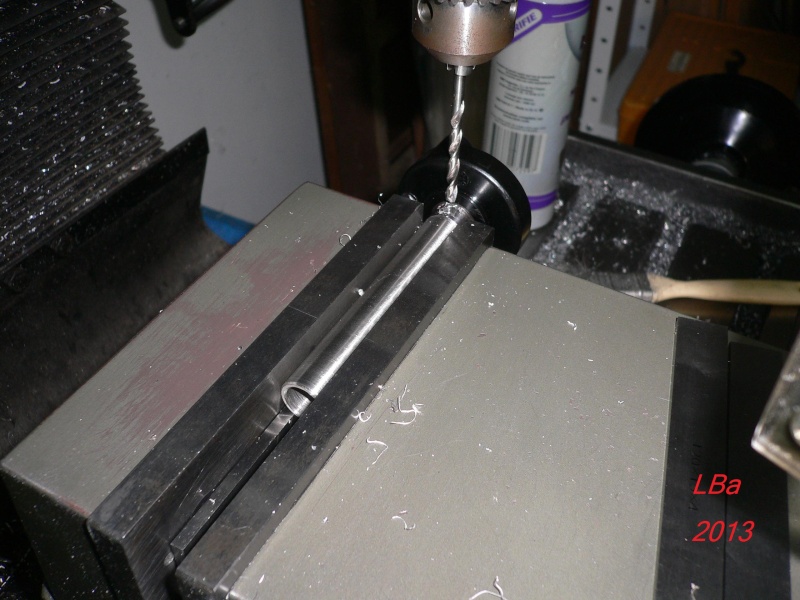
perçage du manchon à 4 mm pour la fixation du volant

modification réalisé, plus qu'a essayer
Support pour fixé l'appareil sur le chariot transversal
Toujours dans des piéces de récup

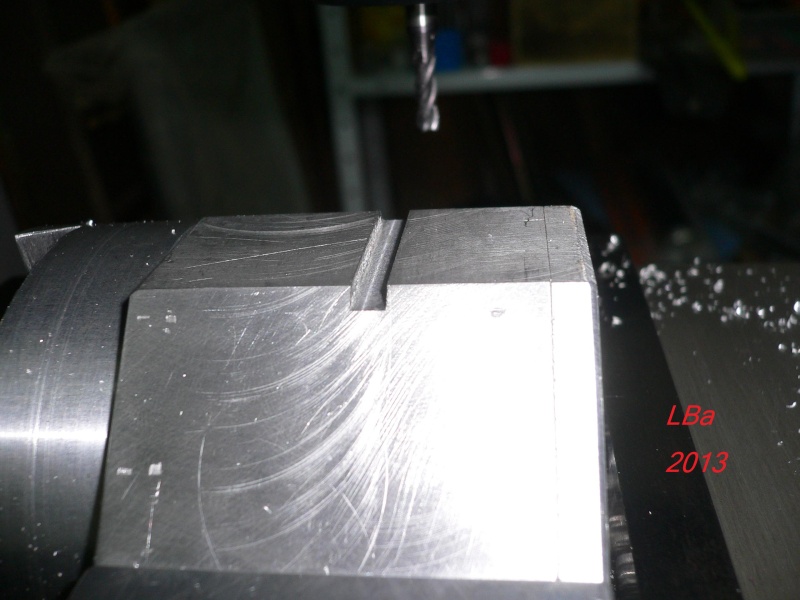
fraisage d'une rainure de 40*8 pour recevoir un plat alu de 40

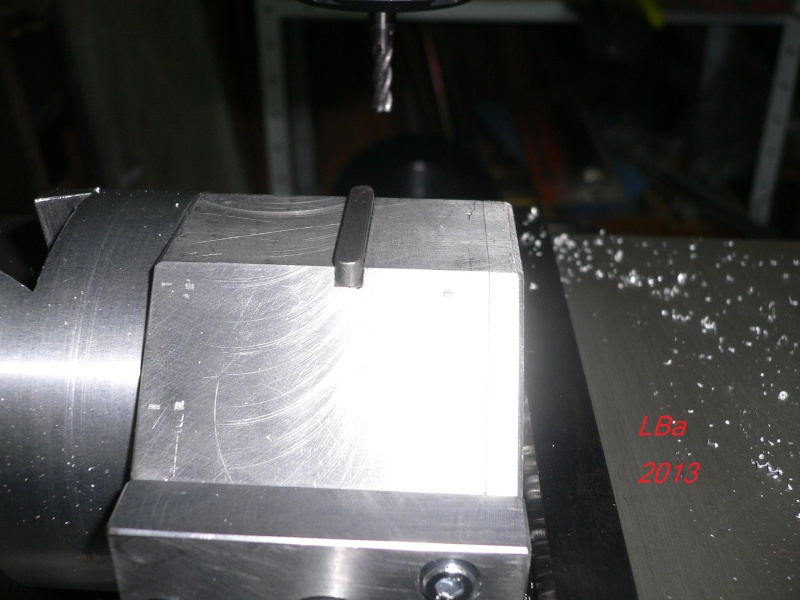
petite vérif de l'ajustement
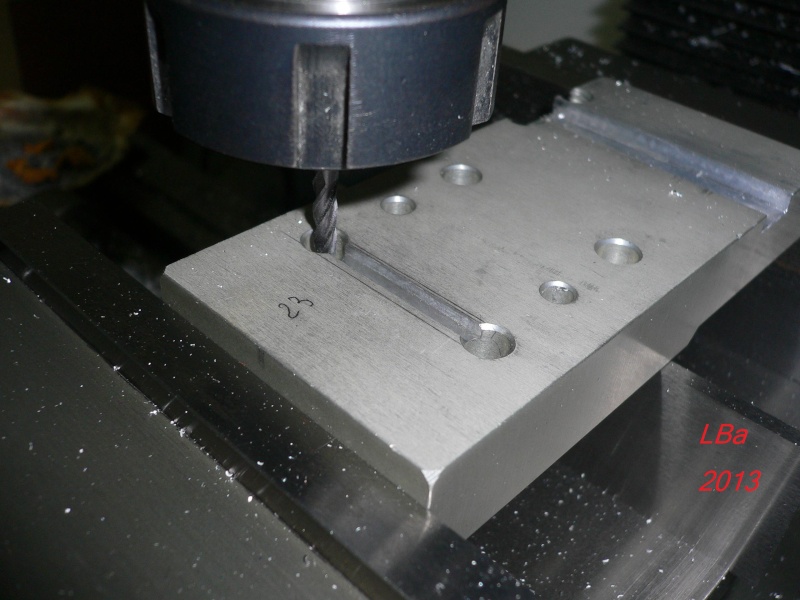
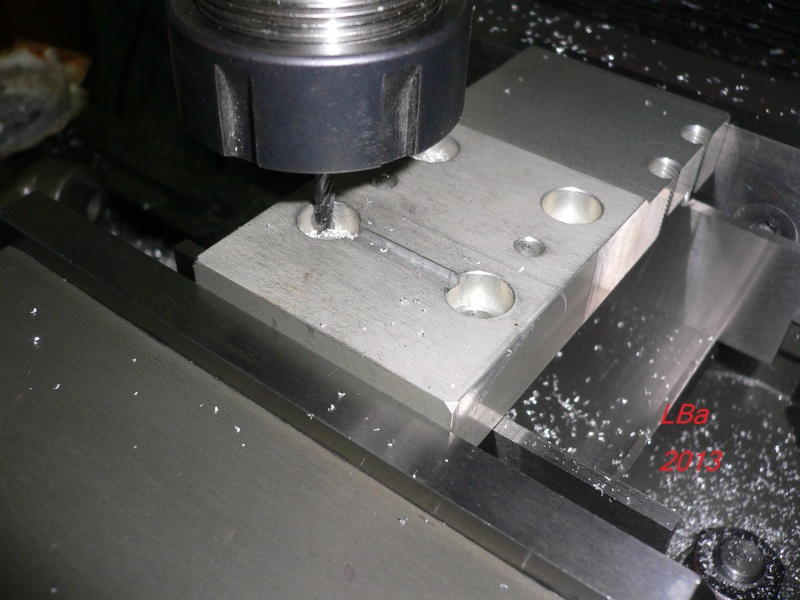
sur le plat de 40 j'ai usiné une rainure de clavette pour centré le coprs de l'appareil (systéme identique que l'autre support)
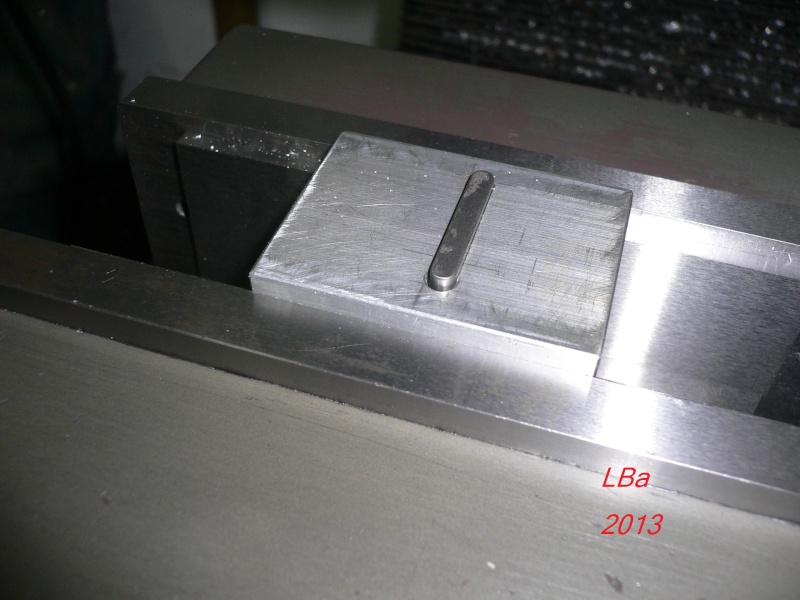
puis percé des trous de 5 fraisés pour vis Tf qui correspondent avec les taraudage du corps de l'appareil
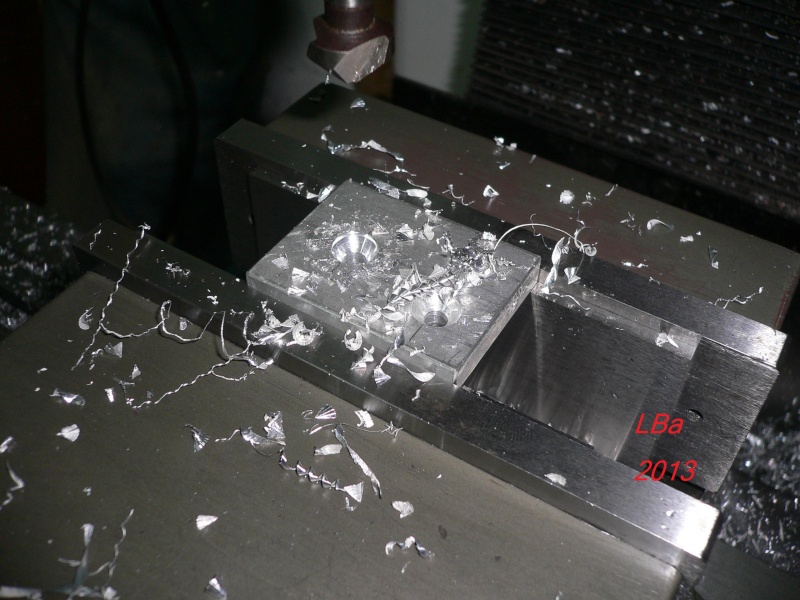
sur les trois trous de réalisés, je me suis apperçu au montage que je ne pourrais pas utiliser une des vis, bah ma fois tampis

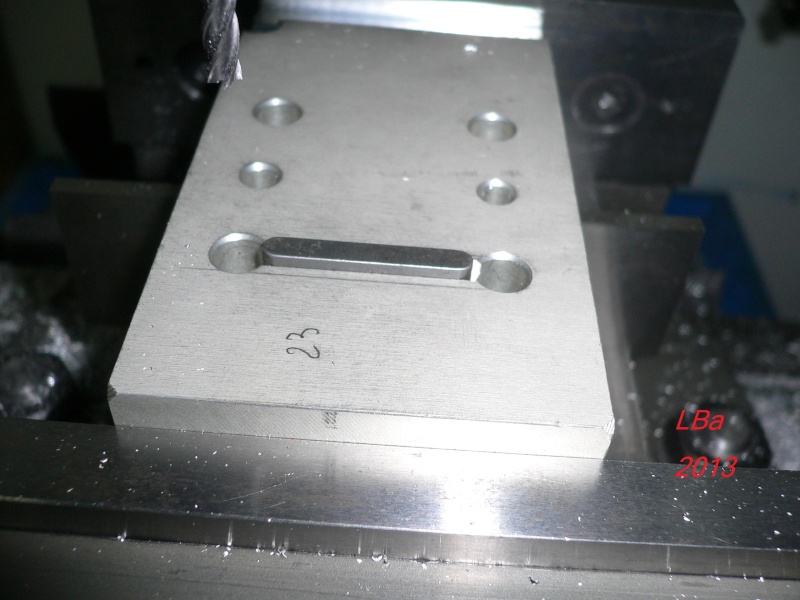
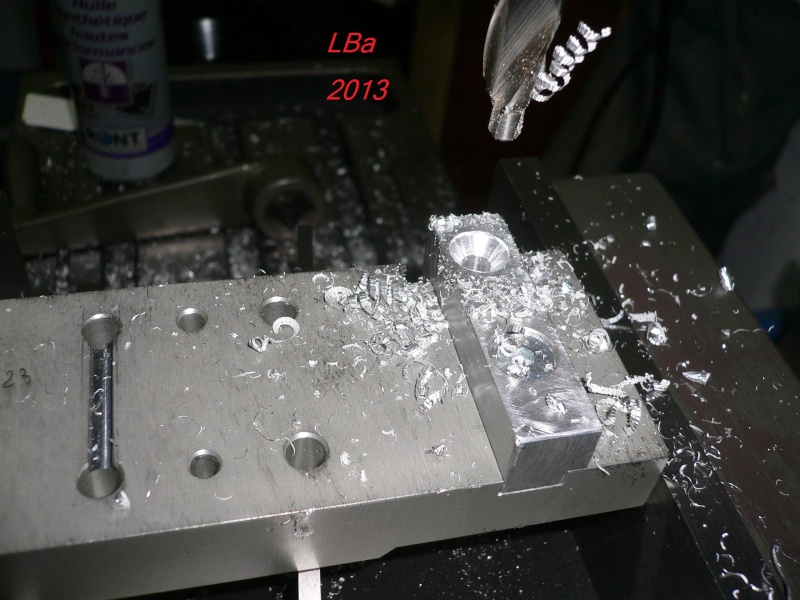
puis sur l'autre face du plat perçage de 2 trous de 6 fraisés pour assemblage avec l'autre piéce
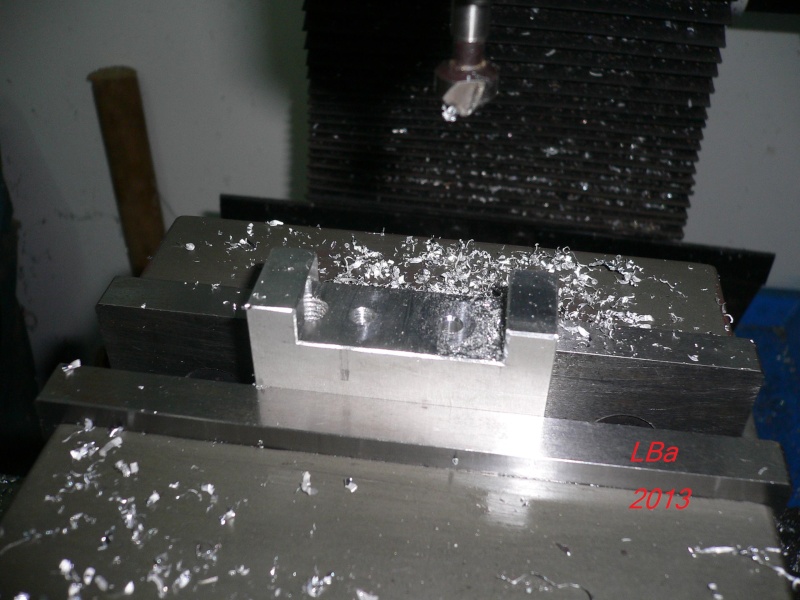
perçage et taraudage à M6 pour l'assemblage du plat

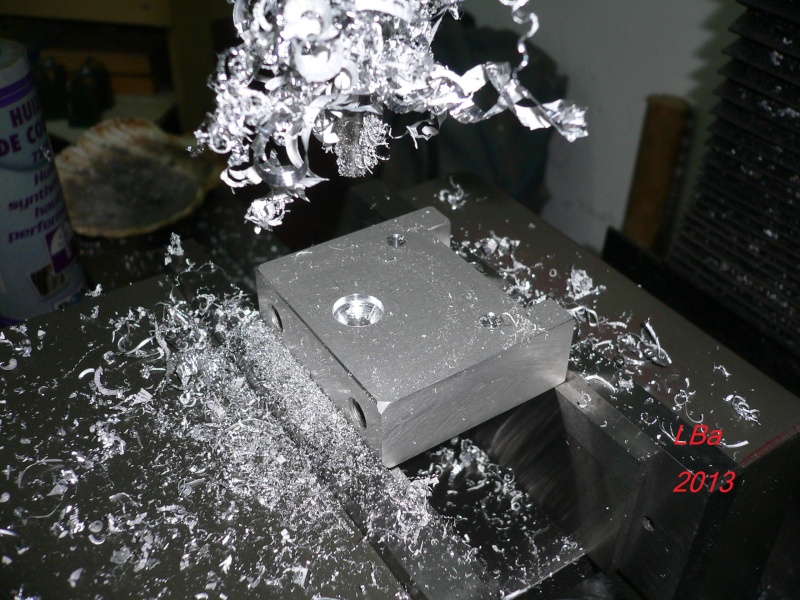
voila le résutat obtenu
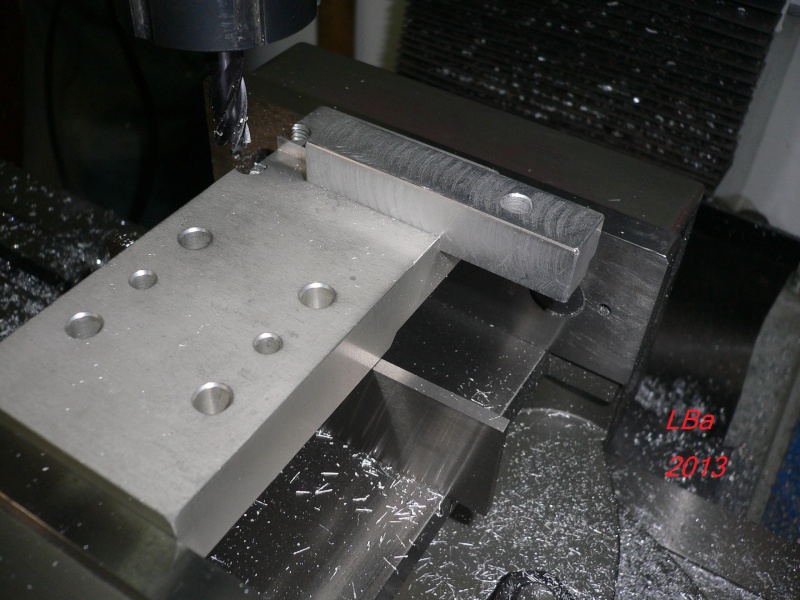
perçage de 3 trous de 6 pour la fixation de l'ensemble sur le chariot transversal du tour

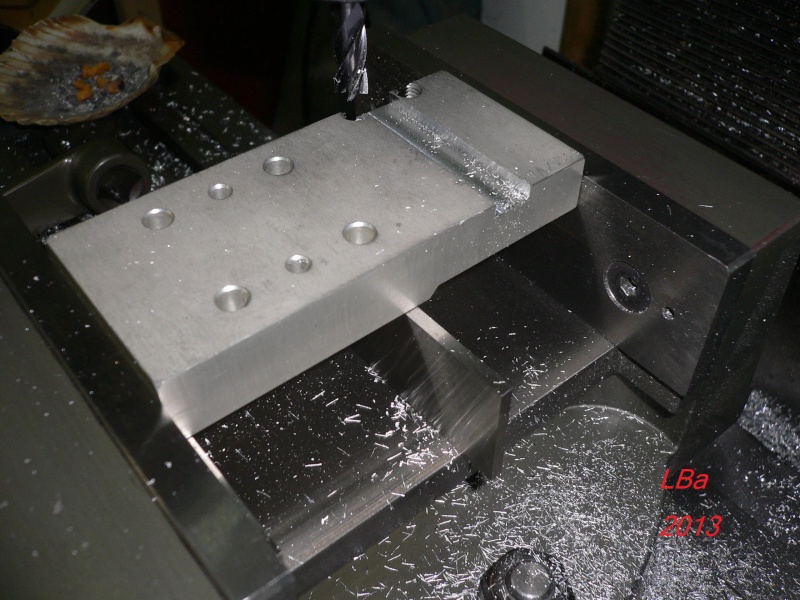
au préalable du perçage, j'avais positionné l'appareil en place pour voir si tout était Ok ,hauteur d'outil par rapport à l'axe et surtout voir
ou percer les trous par rapport au chariot
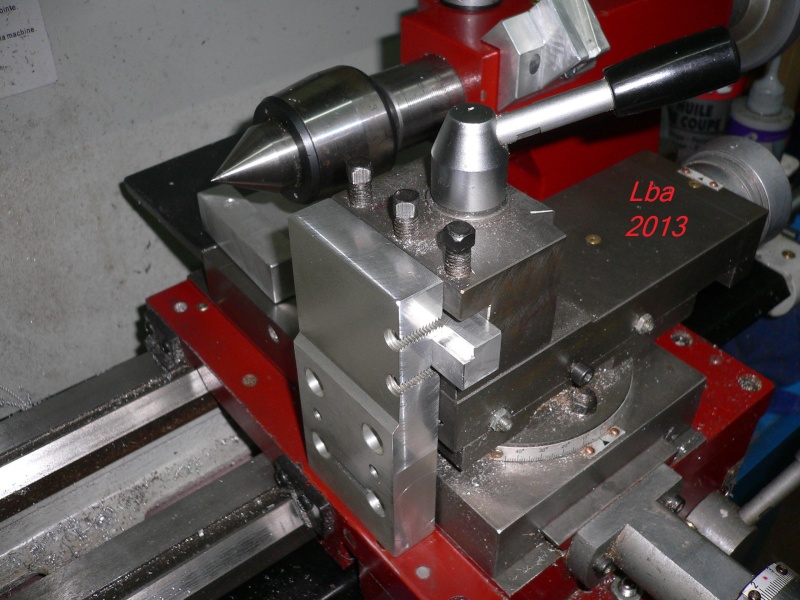
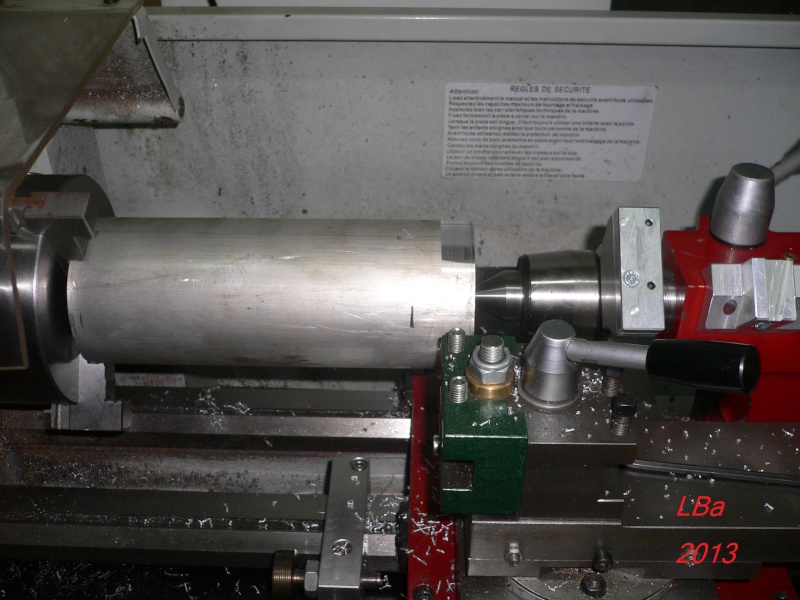
Appareil en situation sur le tour
L'usinage de l'appareil étant bien avancé,je vais pouvoir commencer des essais d'usinage et effectuer des modifications si nécessaire
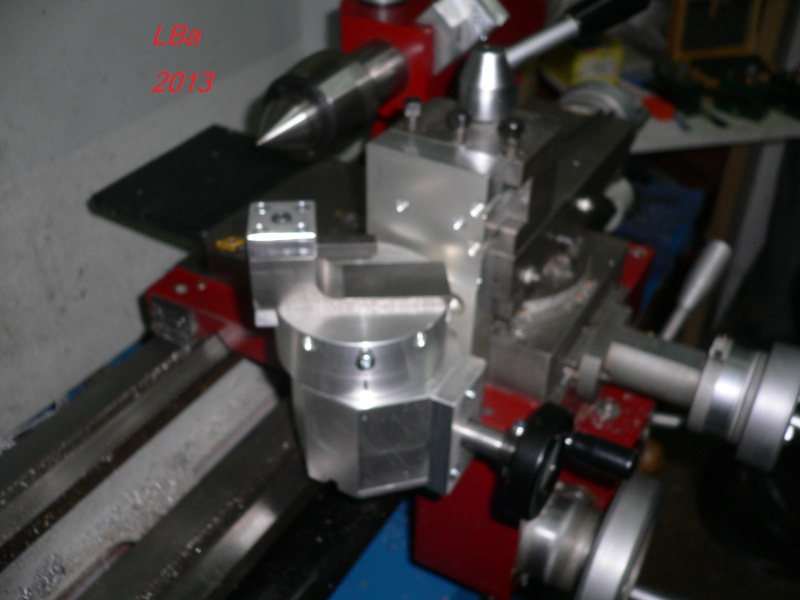
Monté dans cette position, l'appareil est en position pour effectuer des formes concaves
Pour les formes convexes (sphére) l'appareil sera positionné différenment
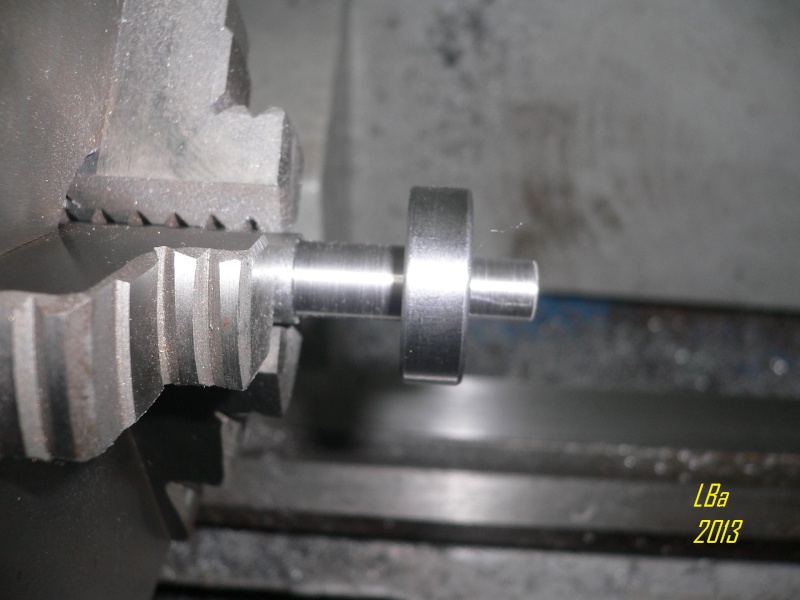
Donc un essais de forme concave sur de l'alu afin de voir le comportement de l'appareil
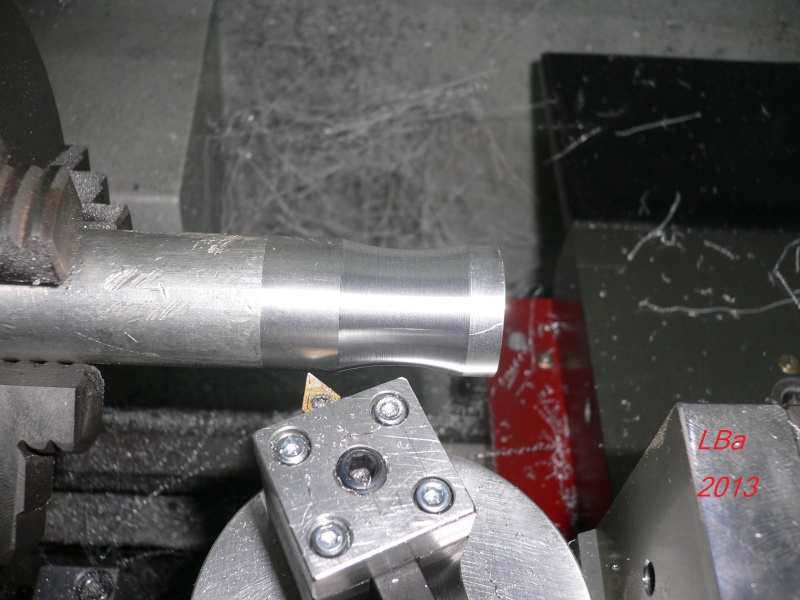
résultat assez concluant (bien sur les profondeurs de passe ne sont pas fénomemnal de l'ordre d'un bon 10 iéme de mm)
comme je le préssentais pour les formes convexes, ça ne passe pas avec la tourelle porte outil
donc je vais fabriquer un autre support qui sera fixé sur le chariot tranversal
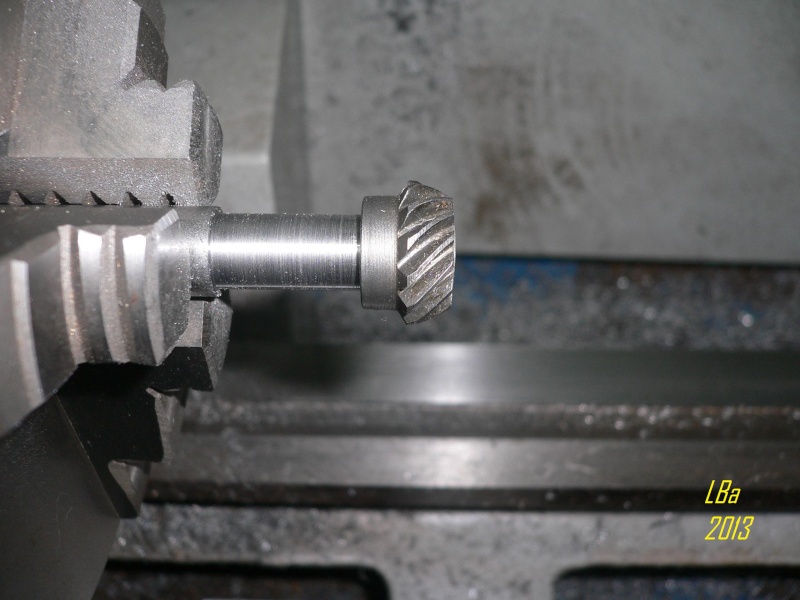
le support étant réalisé essais de forme convexe

voila l'essai final

pas trop mal, la hauteur de l'outil est trop basse de quelque centiéme, il reste un petit téton mais c'est insignifiant

je vais pouvoir fignoler l'appareil, notenment rallonger l'axe du volant pour que ce soit plus pratique à utiliser
avec des profondeur de passe modéré,je ne devrais pas rencontrer de probléme majeur
je vais pouvoir usiner une piéce en laiton en remplacement de ceci

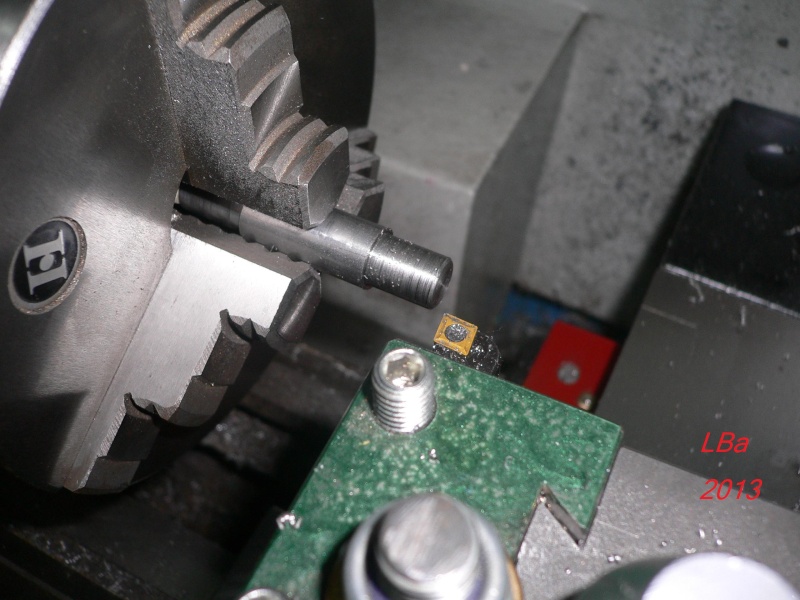
la piéce de remplacement en cours d'usinage dans un rond de laiton
l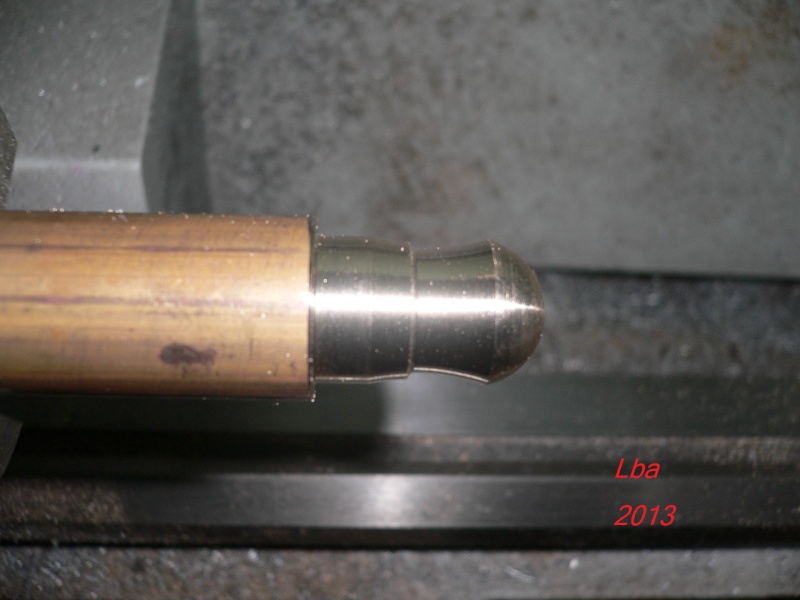
et ici avant reprise afin de dresser la face et effectuer un taraudage de M4

la piéce de droite en alu est un mandrin de reprise dit maison
Piéce attachement de l'appareil sur la tourelle porte outil
Pour maintenir l'appareil sur la tourelle porte outil du tour, j'ai réalisé une piéce en deux parties (toujours de la récup)

sur une des piéces, fraisage d'un épaulement
fraisage d'une rainure sur l'autre piéce
vérification de l'ajustement, les microns n'étant pas parti avec les copeaux,l'ajustement sera fini à la lime
la piéce ci dessus sera lié avec le coprs de l'appareil par vis et une clavette de 4 mm comme anti rotation et plus si affinité
fraisage de la rainure de clavette sur le support (elle est a refaire, réalisé sur la mauvaise face, un bourrin le papy)
Voila la boulette réparé
essais de l'ajustement de la clavette
méme opération sur le coprs de l'appareil
essais ajustement de la clavette sur le coprs de l'appareil
reste l'assemblage par vis des piéces à faire
assemblage du tenon sur la semelle par 2 vis M6 téte fraisé

le tenon sur la semelle assemblé
petite visualisation sur la tourelle porte outil du tour
perçage de la semelle de 3 trou de 5 fraisés pour l'assemblage avec le corps
perçage de 3 M5 pour assemblage avec la semelle

le montage de la semelle sur le corps réalisé, vue de derriére

vue sous un autre angle
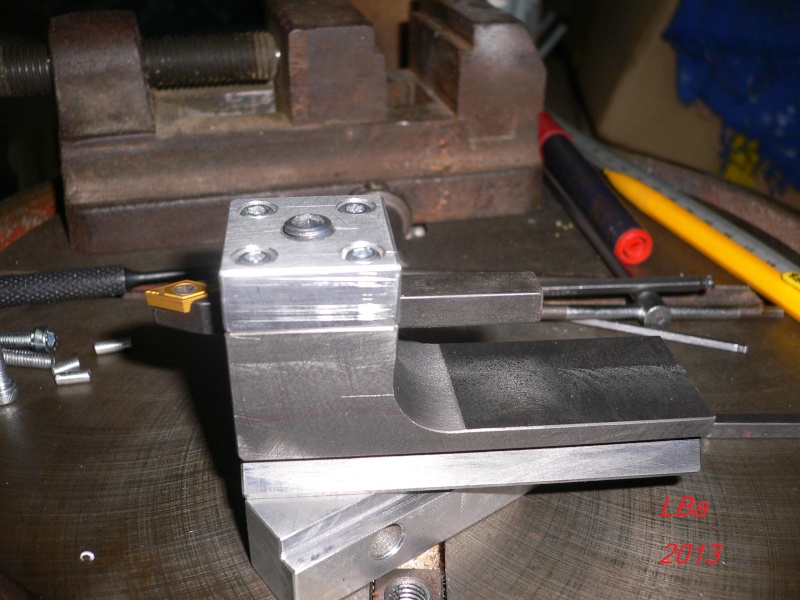
Rappel de la forme du support outil

Nota: la hauteur du porte outil a été modifié pour etre au méme niveau que l'axe des pointes du tour (chose tout à fait explicite étant donné
que je n'ai pas fait de plans au départ mais plutot avancé au feeling suivant les piéces de récupération
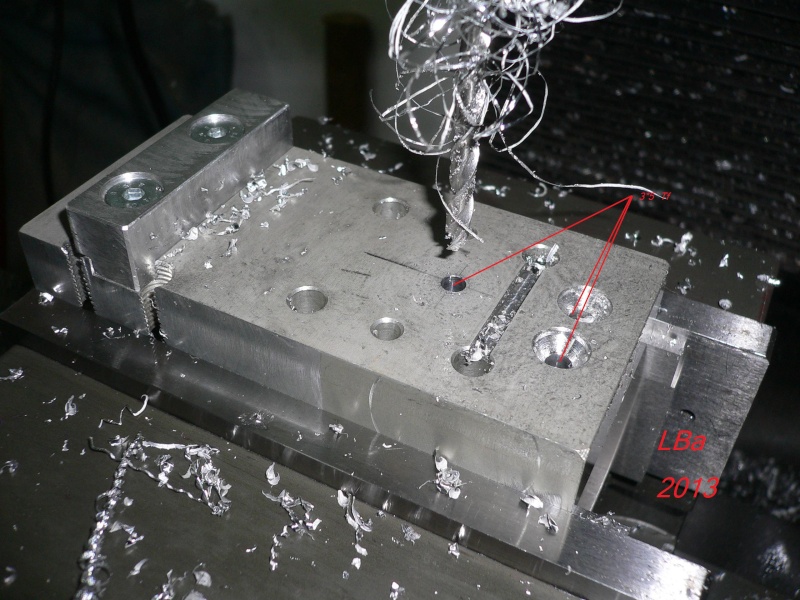
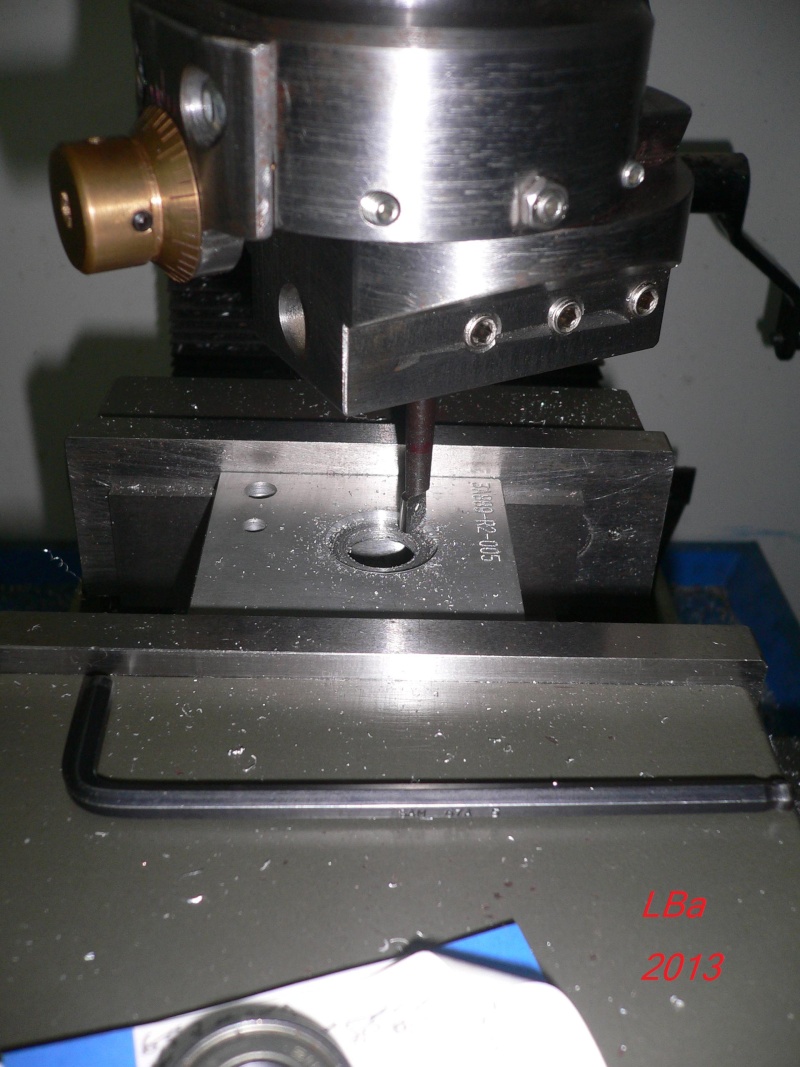
Aprés cubage d'un petit bout d'alu, réalisation d'une plaquette servant à immobiliser l'outil
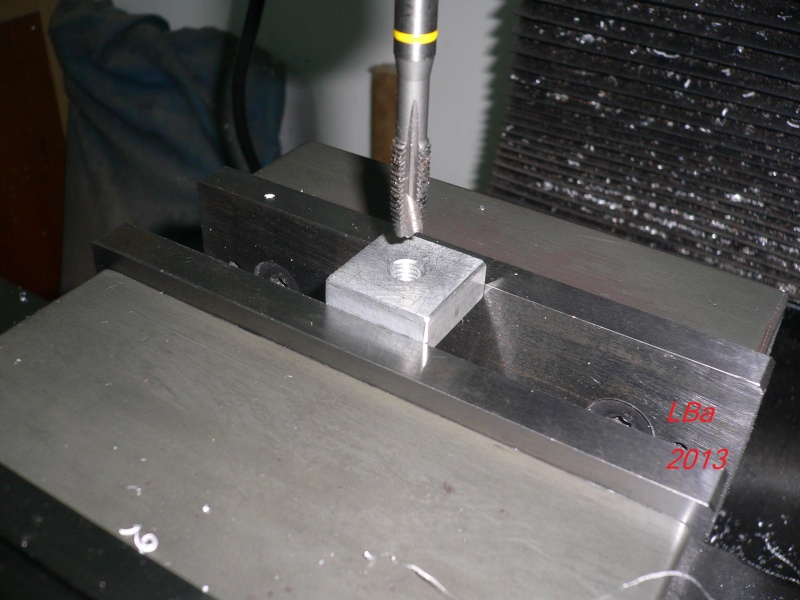
ici c'est du M8 pour le blocage de l'outil (taraudage en place sur la fraiseuse pour une bonne perpendicularité)
Puis perçage de 4 trous à 3,2 mm pour l'assemblage
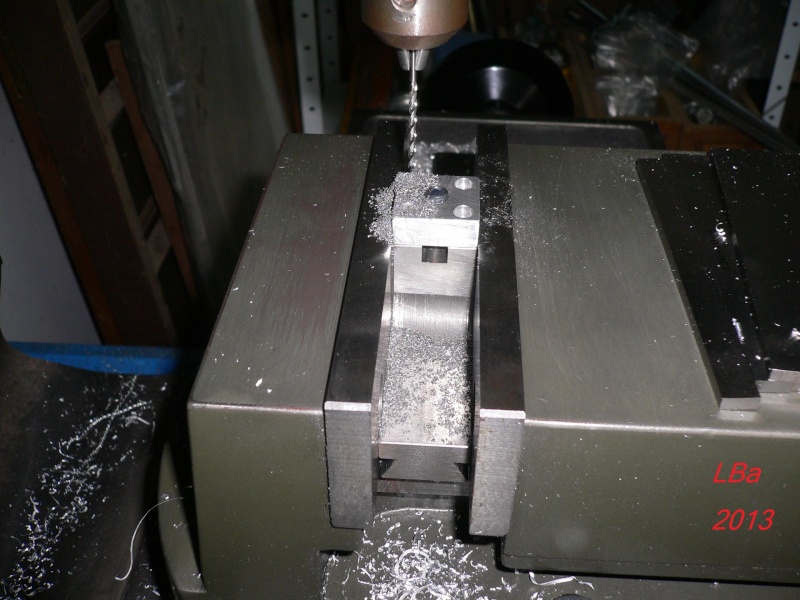
Contre perçage de la plaquette sur le porte outil (taraudage sur le porte outil à M3
l'outil peut etre d'un coté ou de l'autre sur le support
dans l'autre sens

la vis de blocage de l'outil est une M8 à téton
le corps de l'outil sera recoupé aprés essais d'usinage de l'appareil sur le tour
Téte support porte outil / Porte outil
Pour réaliser cette piéce j'ai acheté du rond de 80mm en alu
aprés dressage d'une face, prise en montage mixte (mandrin , contre pointe) pourébauche du diamétre extérieur
puis débit de l'ébauche à la Sar à métaux

retour sur le tour pour usiner deux alésages
un de 25 mm pour l'axe

controle de l'alésage de 25 mm

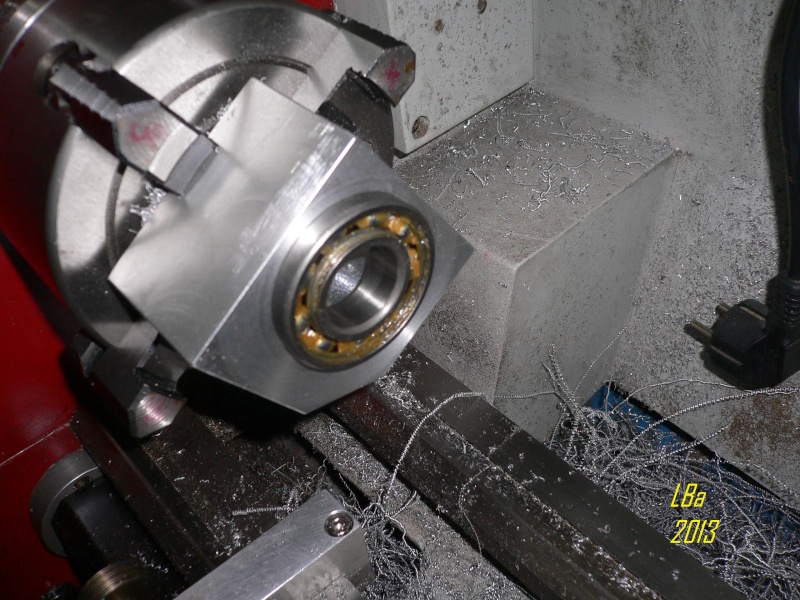
alésage de dégagement du roulement de 52 mm

controle du montage axe/ /roulement sur la téte
Passage sur la fraiseuse pour la suite des opération

fraisage d'une rainure pour fraisage d'une queue d'aronde

fraisage de la queue d'arronde,un coup de fraise à été donné au centre afin de réduire la surface portante
dans cette queue d'arronde glissera le support d'outil (réalisation à faire)

dans la foulée(sans démontage de la piéce) fraisure de la vis de fixation sur l'axe vertical
aprés montage de la téte sur le boitier,perçage d'un pion anti-rotation téte/support et axe vertical
détail du systéme
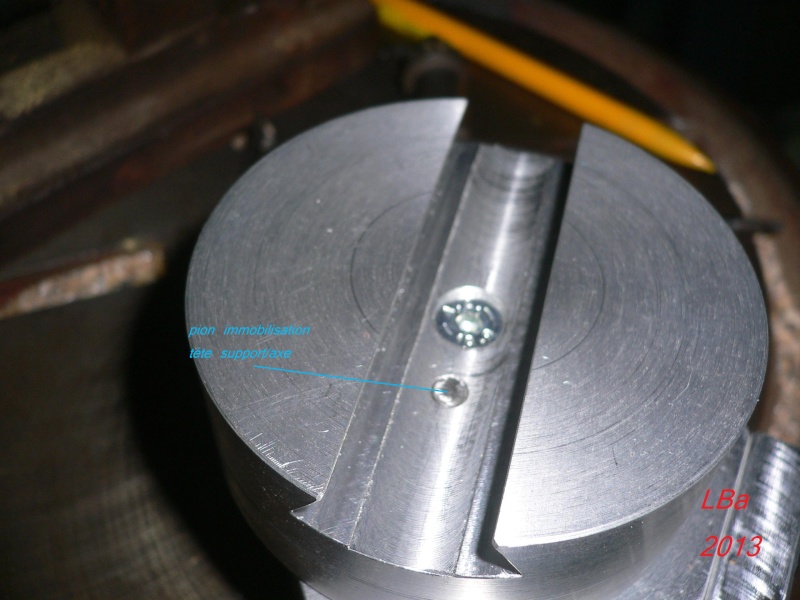
téte positionnée sur le boitier pion en place
Le porte outil est usiné dans un morceau de fonte,aprés cubage du prisme usinage de la queue d'aronde male
arrivé aux cotes théorique de la queue d'aronde petite vérification

l'ajustement final (bon coulissement) sera fait manuellement à la lime aiguille
L'ajustement à la lime étant réalisé, l'usinage du porte outil peut continuer
la piéce ayant un épaulement et afin d'éviter de faire du copeau pour le plaisir, j'ai percé un trou de 20 mm avec une fraise à fraisurer (j'ai fais
un avant trou avant) puis deux coups de scie plus tard :
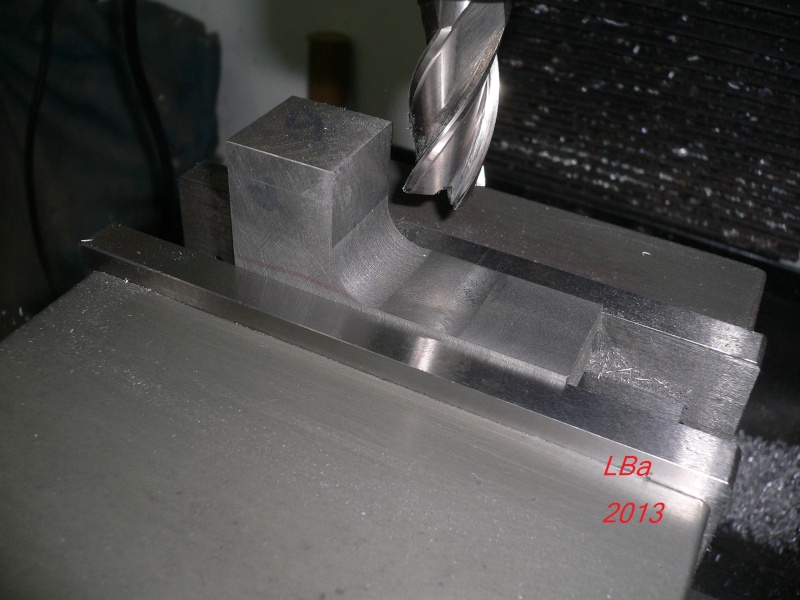
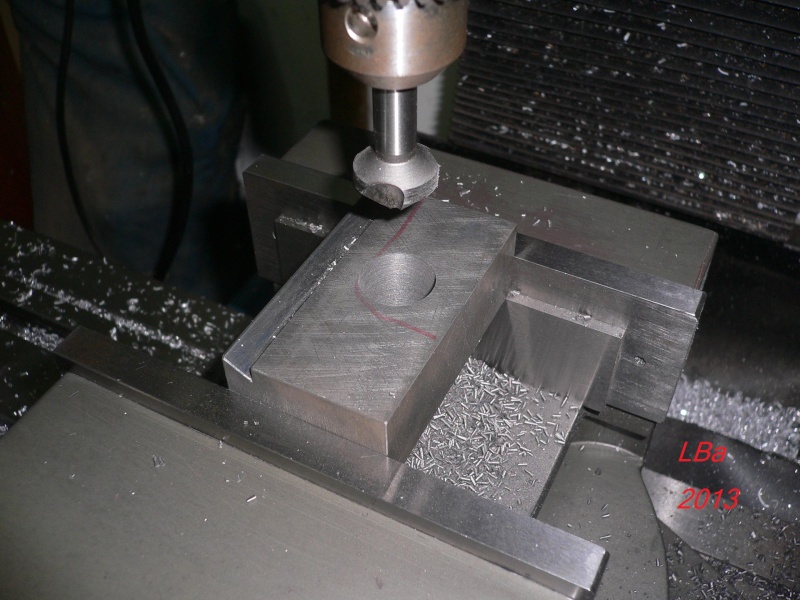
Fraisage de l'épaulement en faisant comme ça, je n'ai pas une arréte vive mais un congé
dans la foulée :

fraisage d'une rainure pour le passage de l'outil
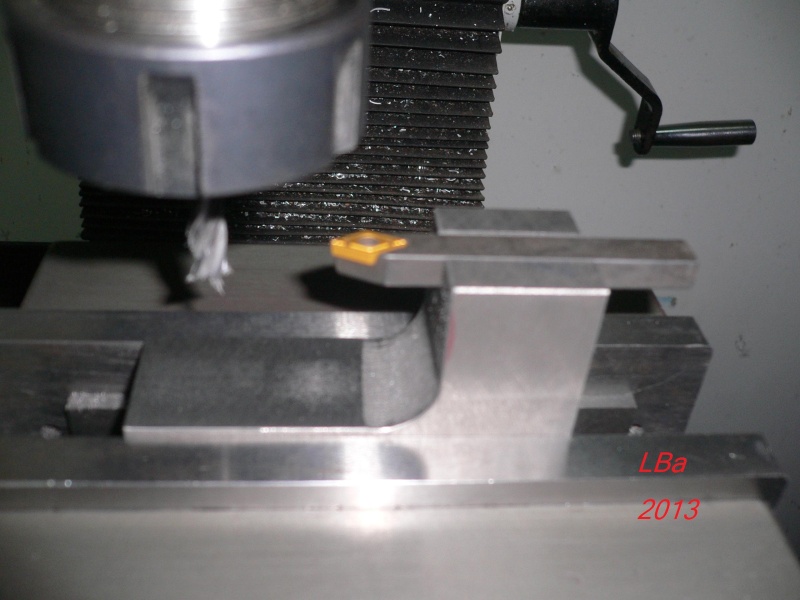
essais de l'ajustement rainure/outil
Petite visualisation de l'ensemble:
Support outil en position avant par rapport au point de rotation de la téte , théoriquement pour réaliser une forme concave

Porte outil en position arriére par rapport à l'axe de rotation de la téte,pour réaliser des formes convexe
Pour immobiliser le porte outil, j'ai percé/ taraudé 3 trous à M4

les vis appuient sur la queue d'arronde male, pour éviter de la marquer, un pion en alu de 3mm de diamétre est intercalé


détail d'une vis avec son pion (les vis seront remplacées par des sans téte par la suite)
Cet axe est guidé par deux roulement un petit en partie basse
et un plus gros en partie haute
restera l'immobilisation en rotation du pignon à faire (rainure de clavette ou doigt)
axe petit pignon
essais de l'ajustement
pour son immobilisation en rotation, elle sera réalisé à l'aide d'une goupille de 3mm comme monté sur la machine de récupération
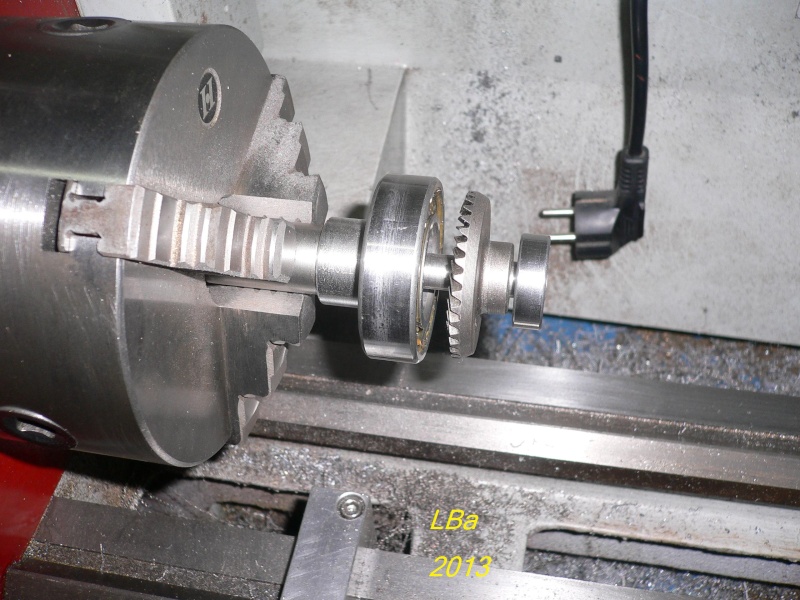
essais de la portée de roulement

essais de l'ensemble pignons /roulement
l'entre dent des pignon sera ajusté par la suite
tournage de la portée du volant de manoeuvre de l'arbre petit pignon
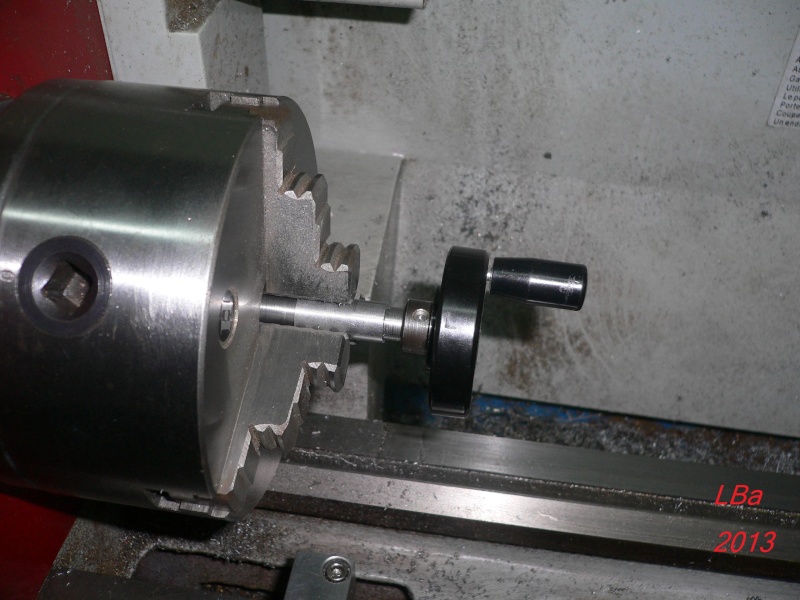
vérification de l'ajustement, l'immobilisation du volant sera fait par la suite
Axe vertical (grand pignon) pré-assemblé

L'anti-rotation du pignon est assuré par une goupille de 3 mm
une rondelle élastique assure l'entre dent-pignon
Axe petit pignon (axe horizontal avec volant)
Axe horizontale en Kit
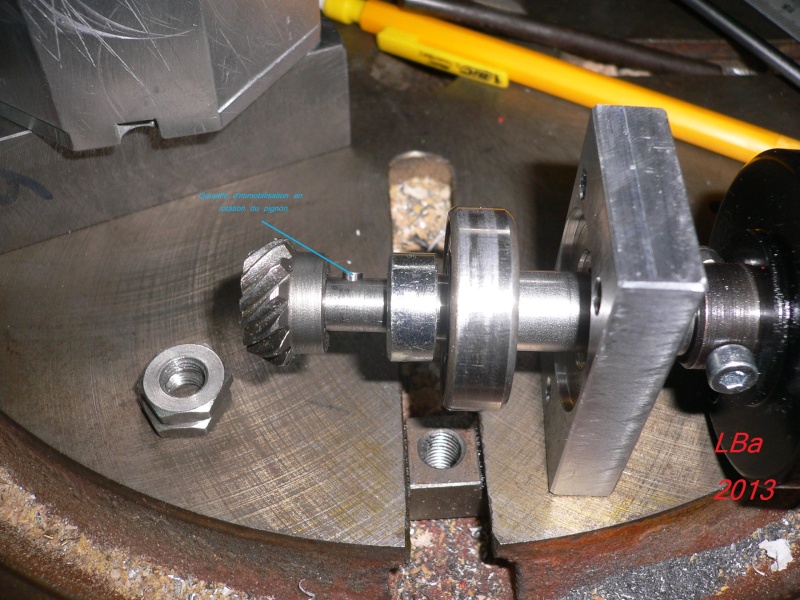
la goupille d'immobilisation en rotation du pignon a été mise en place
Flasque protection des roulements du boitier
pour des raisons de matiére disponible à moindre cout, deux roulements n'ont pas pu etre complétement encastré dans
leur alésage, pour palier à cette situation, je leur ai fais à chaccun une flasque
pour le roulement de dessous du boitier
toujours dans de la récup, alésage (sur la fraiseuse) du logement restant du roulement
la flasque en place sur le boitier, restera sa fixation à faire
méme genre d'opération pour la deuxiéme flasque
ne pouvant pas vérifier l'alésage directement sur le boitier (démontage et longueur de l'axe) je l'ai vérifier avec un autre roulement
fixation des flasques sur le boitier

perçage /lamage pour Chc de 4 mm sur la flasque
perçage du boitier pour taraudage M4
début de la réalisation du systéme
Ayant vue de part et d'autre différents systémes, je me suis mis en réflextion afin d'en réaliser un
voulant qu'il soit aisé d'utilisation, la rotation de l'outil se fera à la manivelle via un renvoi d'angle de récupération
sur une laméleuse Hs,les guidages en rotation étant assurés par roulement à bille, eux méme de récupération
le boitier renfermant le renvoi d'angle est en alu issue d'une piéce (de récup) d'un moule d'injection plastique

débit du futur boitier à la scie à ruban
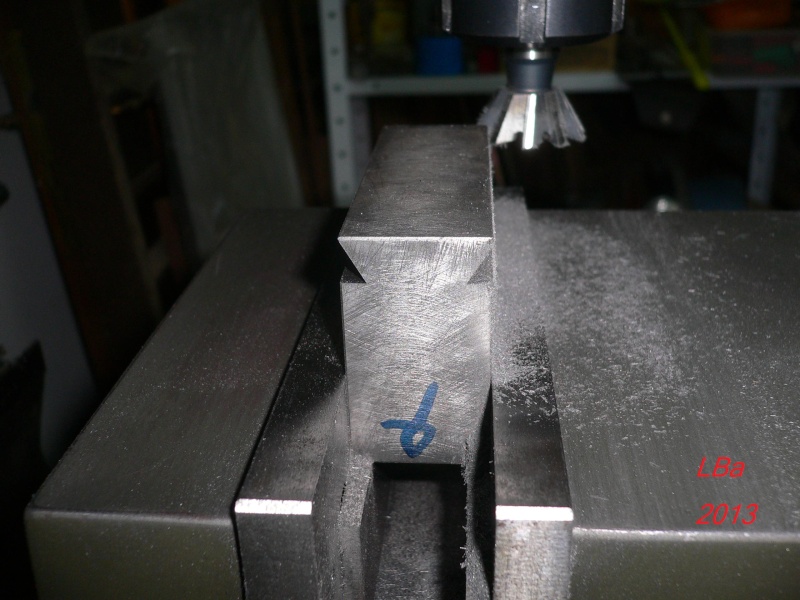
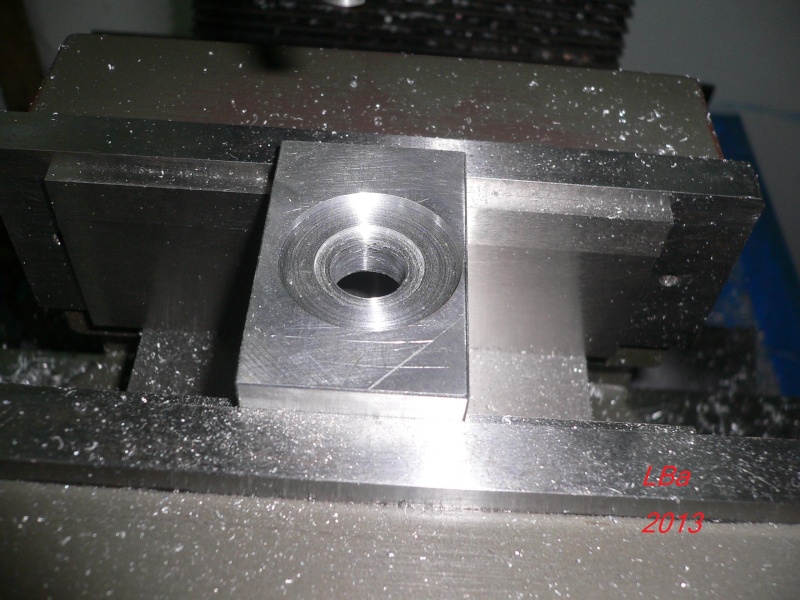
aprés cubage d'un prisme de 71*71*50 à la fraiseuse
fraisage d'un pan à 45° pour le systéme de manivelle
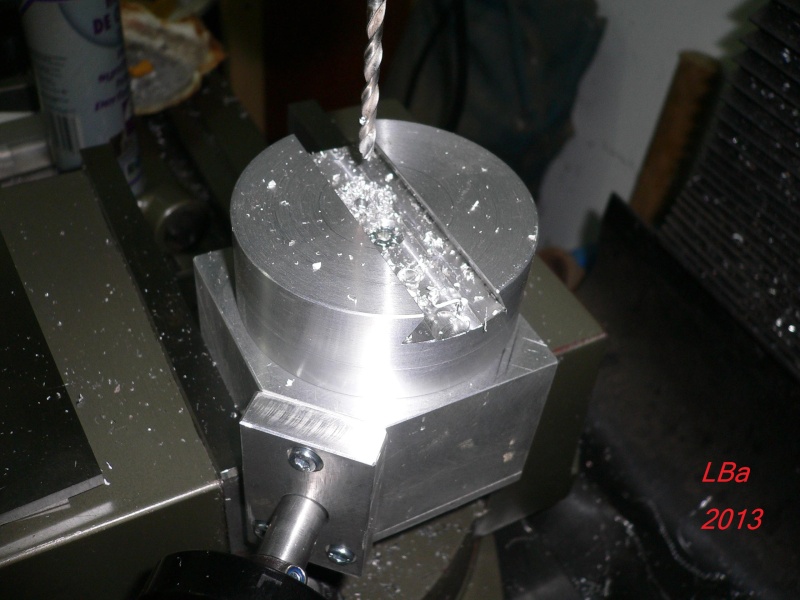
puis perçage (sur la fraiseuse) d'un trou diamétre 16mm

le trou est décentré par rapport au prisme à cause des pignons du renvoi d'angle je ne voulais pas non plus un boitier monstrueux et lourd
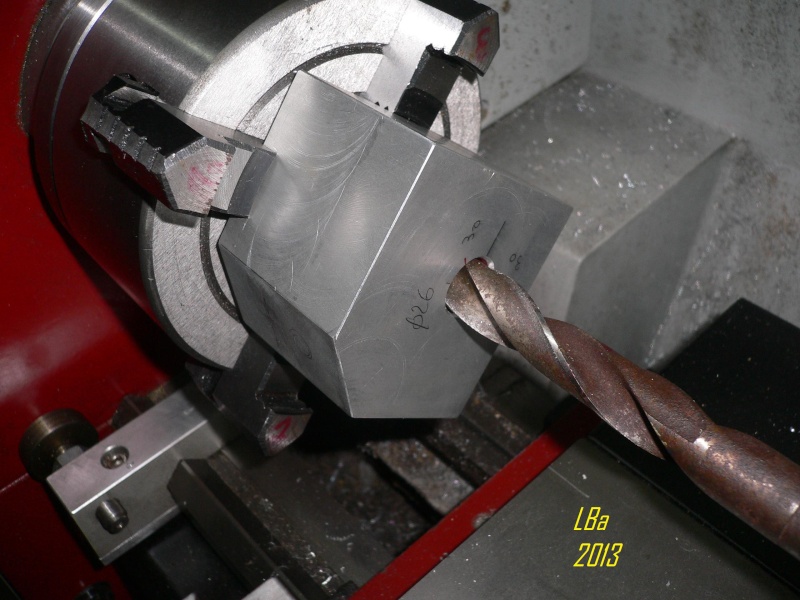
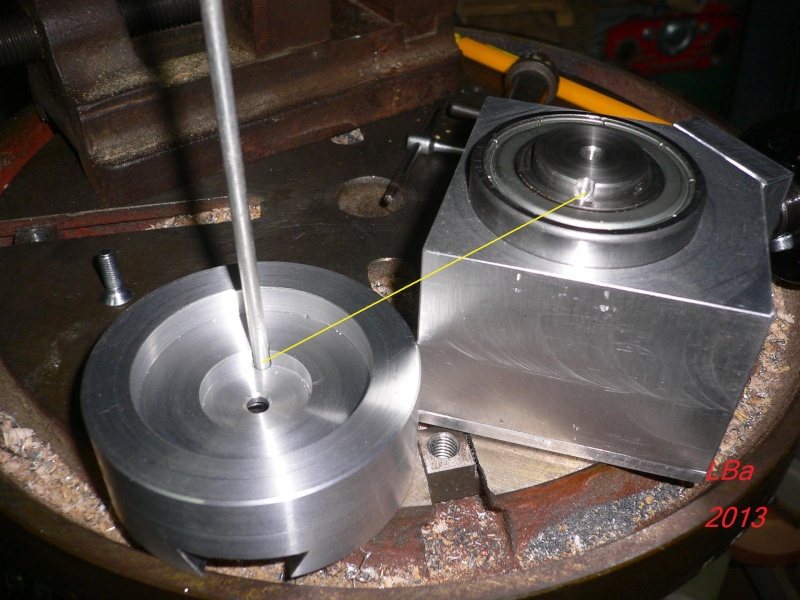
puis montage du prisme sur un mandrin quatre mors
le centrage de la piéce à l'aide du foret de 16 mm n'est pas la panacée, j'aurais due réaliser un cimblot de centrage au préalable, mais ça la
fait quand méme

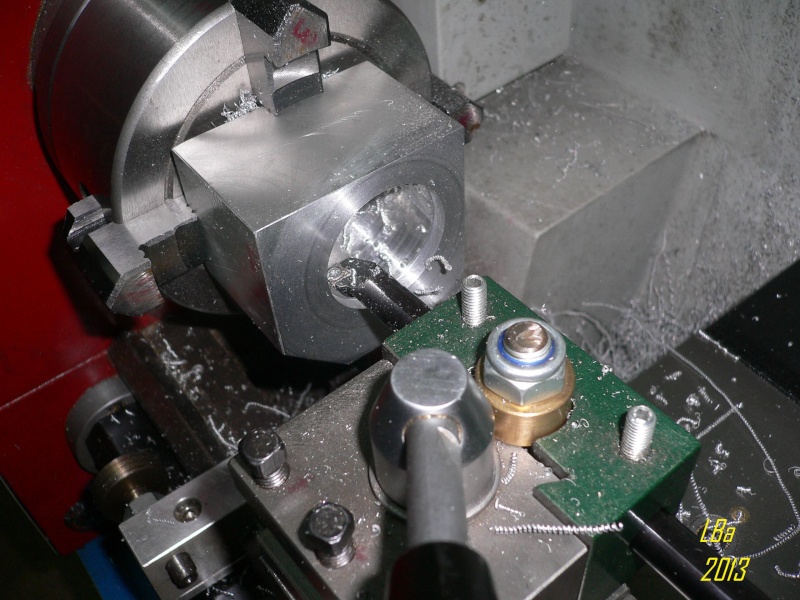
dressage de la face à l'outil

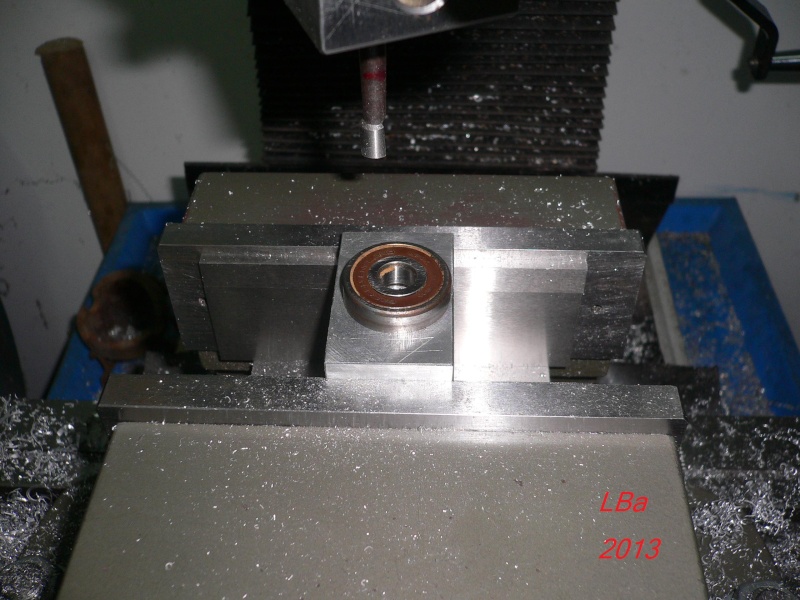
puis alésage à 26 mm pour le logement d'un roulement
controle de l'ajustement alésage /roulement
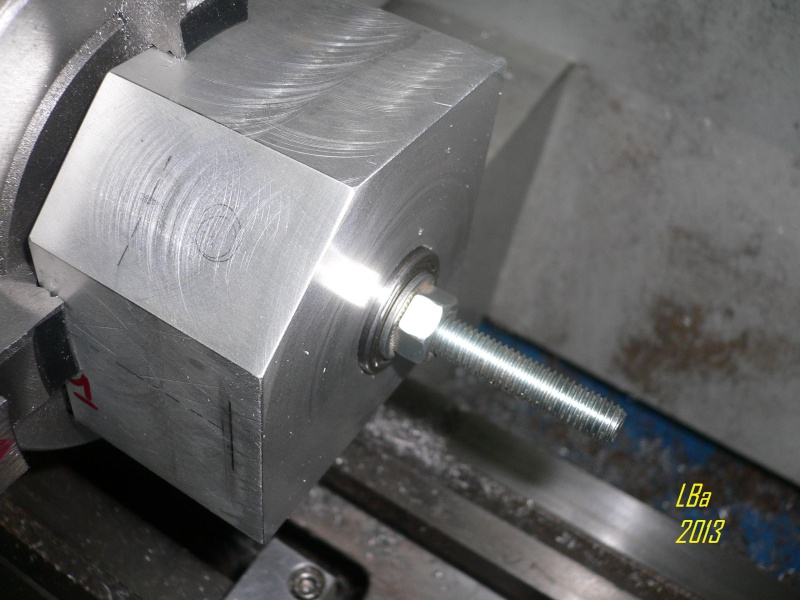
aprés retournement de la piéce, centrage du diamétre 16 mm et dressage de la seconde face
alésage du boitier à un diamétre de 48 mm pour le passage du grand pignon
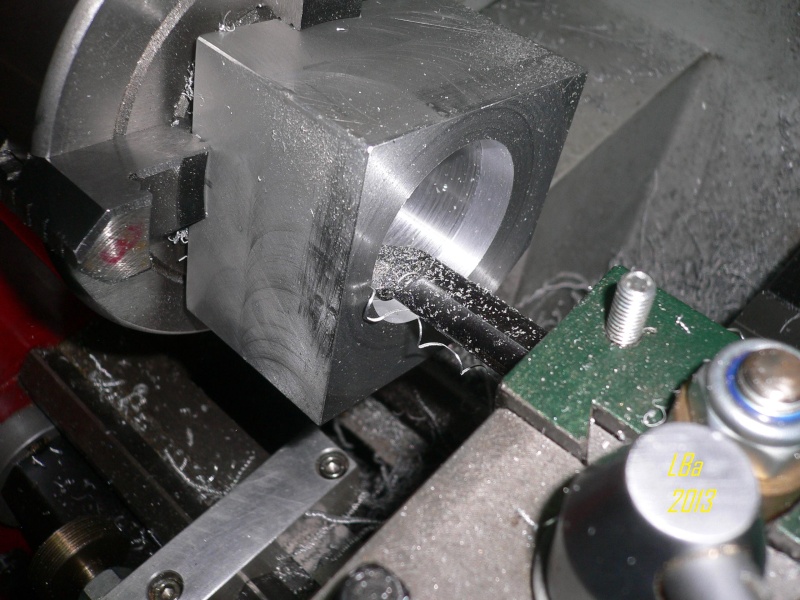
puis alésage à 52 mm pour le logement d'un roulement
controle de l'ajustement alésage/roulement
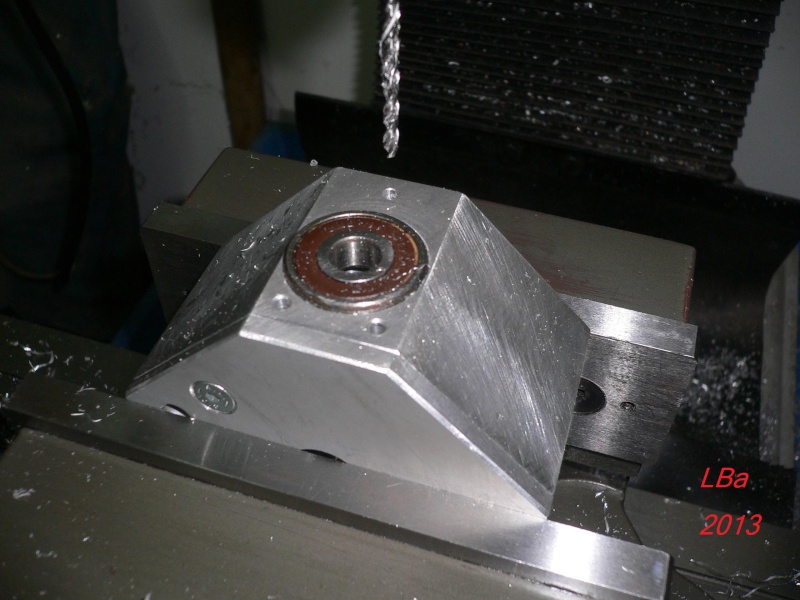
démontage du boitier (de sur le tour) et montage du boitier sur la fraiseuse pour l'usinage du passage du petit pignon et d'un roulement
sur la face pan à 45°
une fois la piéce dégauchie au comparateur, l'usinage a commencé à la téte à aléser

alésage du passage du petit pignon et d'un roulement
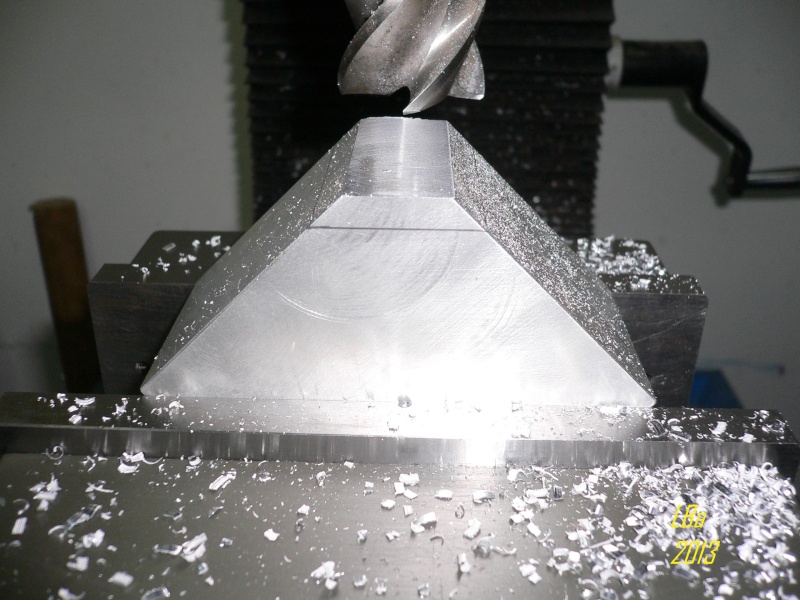
Depuis le boitier a été allégé, usinage de pan coupé