

Le palier est tiré dans du méplat alu
la vis est guidée par un roulement, sur une extrémité de la vis, un vernier et manivelle
seront montés

le support est perçé et alésé (sur la fraiseuse) à 10 mm
ceci servira aussi pour le centrage en mandrin 4 mors pour la suite des usinage
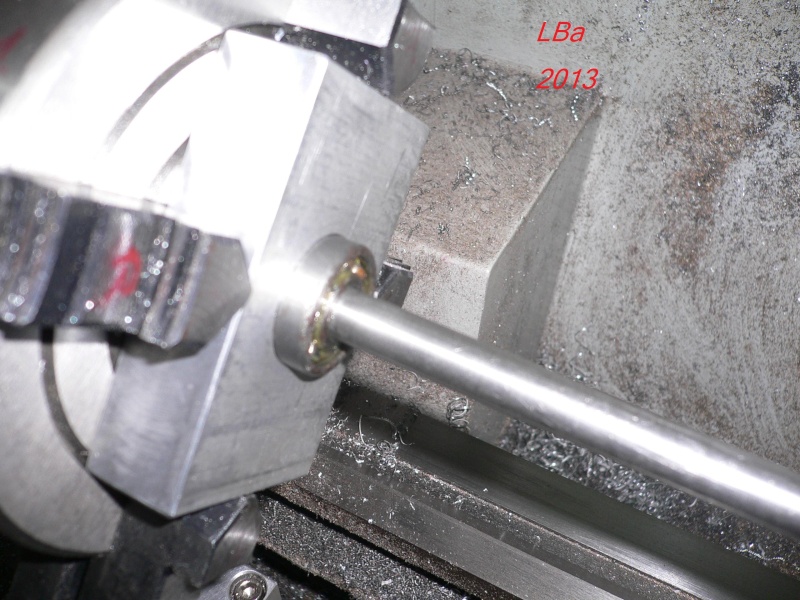
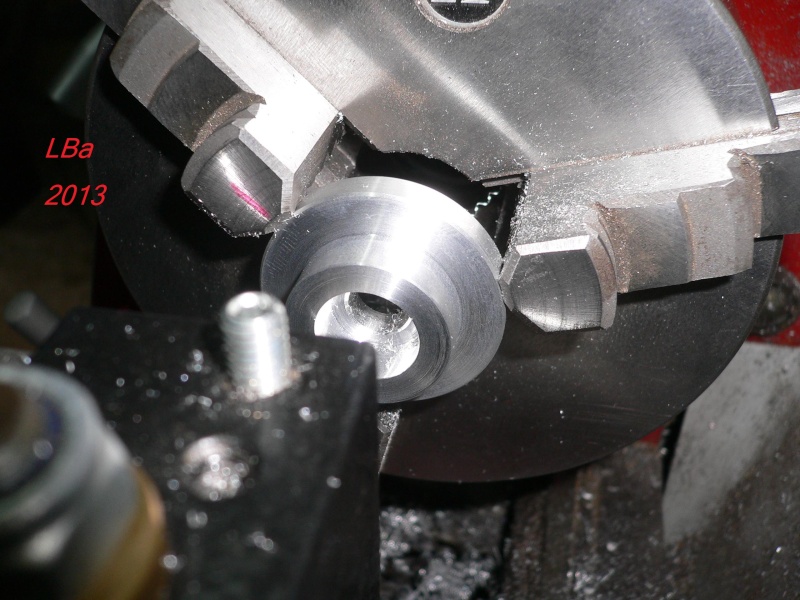
centrage du support palier en mandrin 4 mors

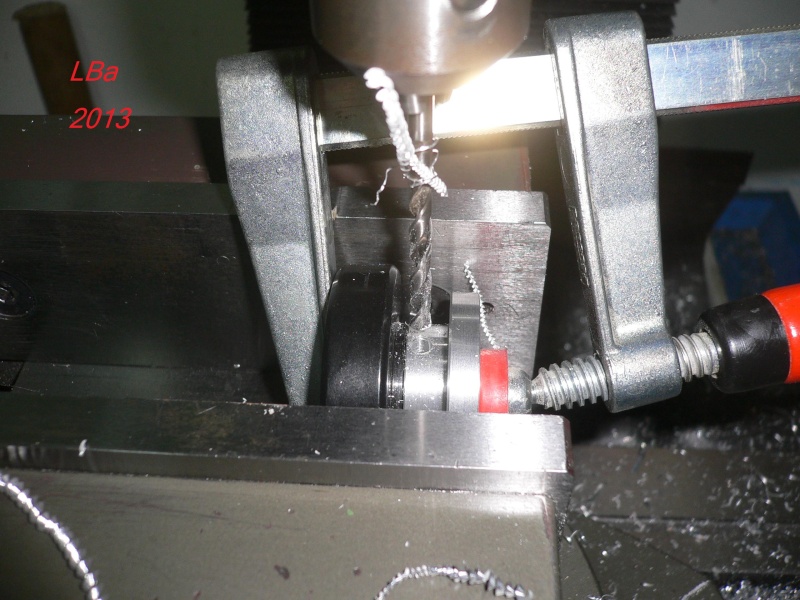
perçage du logement pour le roulement (de façon précise) avant alésage et dressage du fond

alésage du logement de roulement
controle de l'ajustement palier/roulement
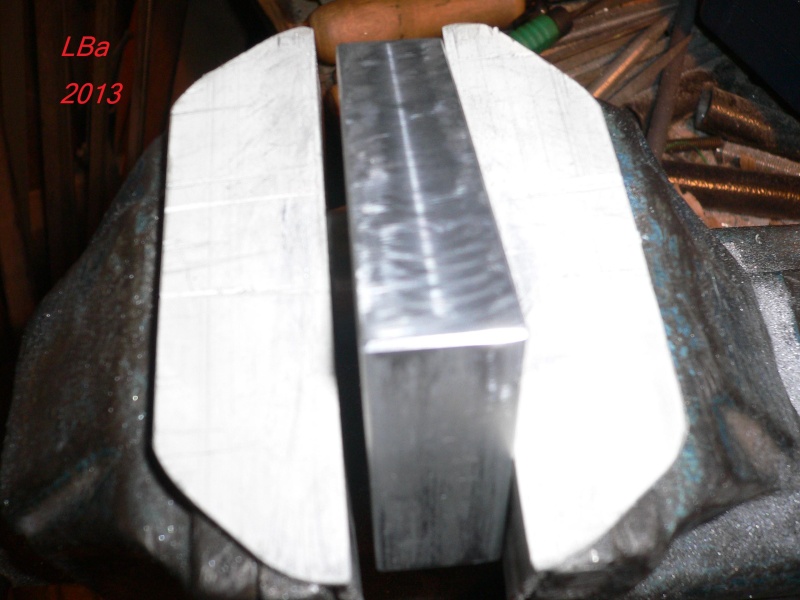
montage du roulement à serre à l'étau
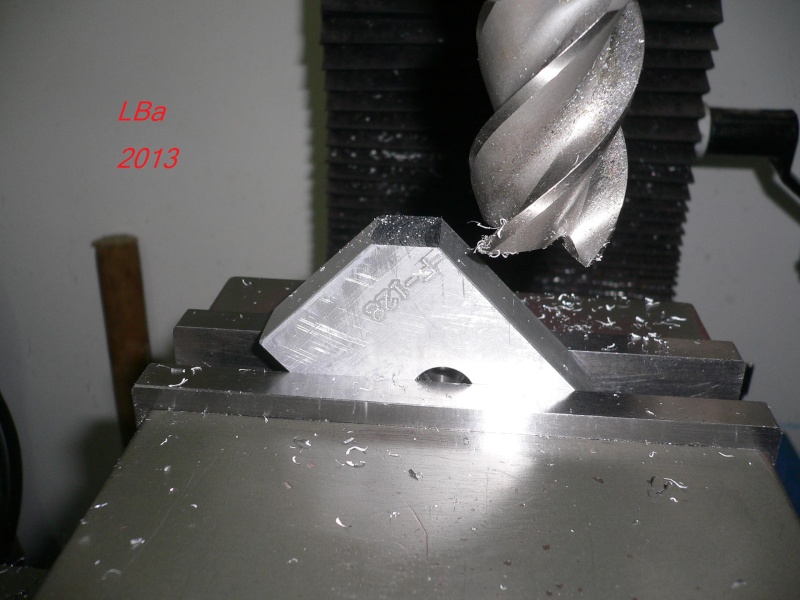
fraisage de pans à 45 ° sur le support
Vernier : l'usinage :

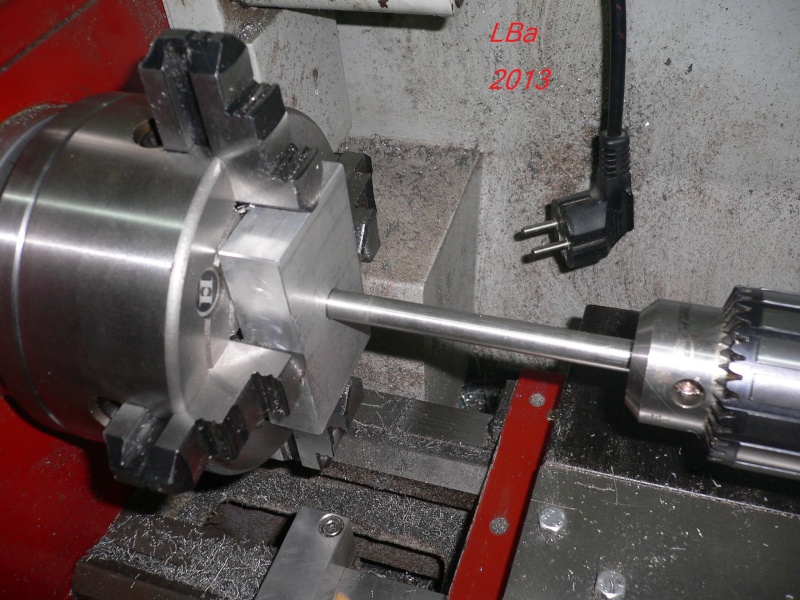
débit dans du rond de 40 mm

dressage d'une face en mandrin 3 mors

perçage à 9,9 mm pour alésage à 10 mm (alésoir machine de 10 mm utilisé)
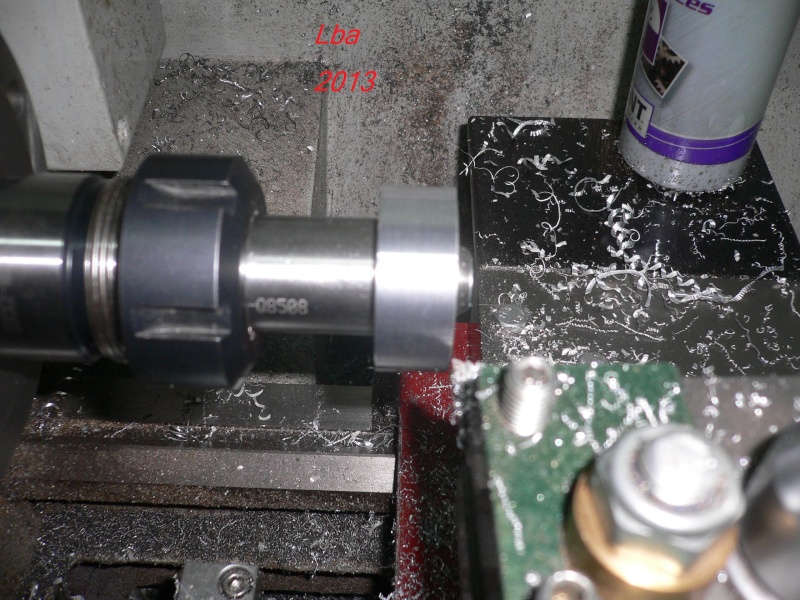
reprise en mandrin à pince et usinage de l'extérieur
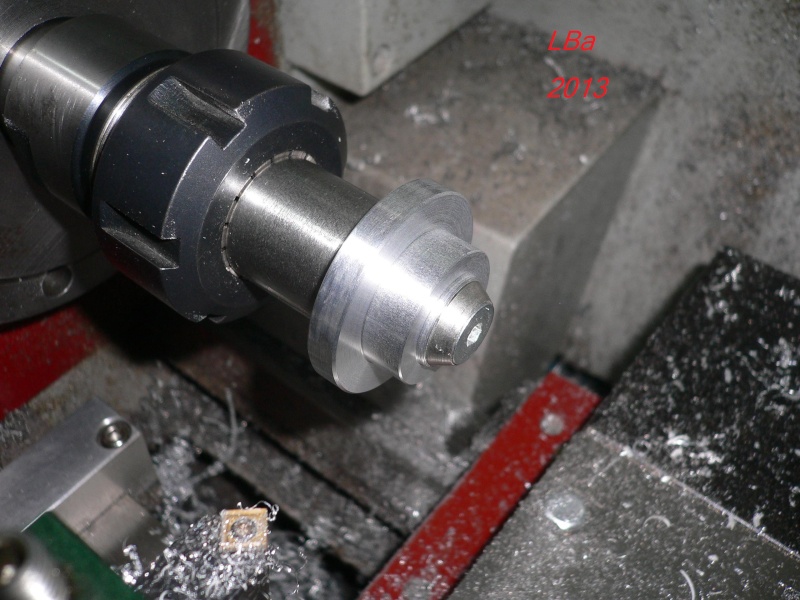
puis usinage d'un épaulement
alésage sur le vernier,pour y loger le volant et assembler le tout
essais du montage
perçage du volant/vernier

perçage du volant/vernier sur l'axe
Lors du prémontage volant/vernier/axe sur le palier, je ma suis apperçu qu'une entretoise serai la bien venue
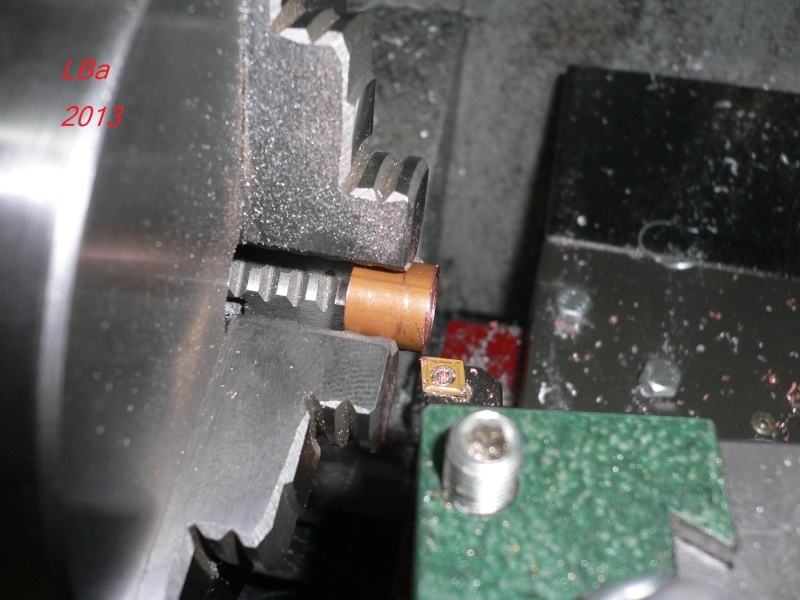
usinage de l'entretoise dans du tuyau cuivre (8/10 dans du 10/12)

pour etre logée là

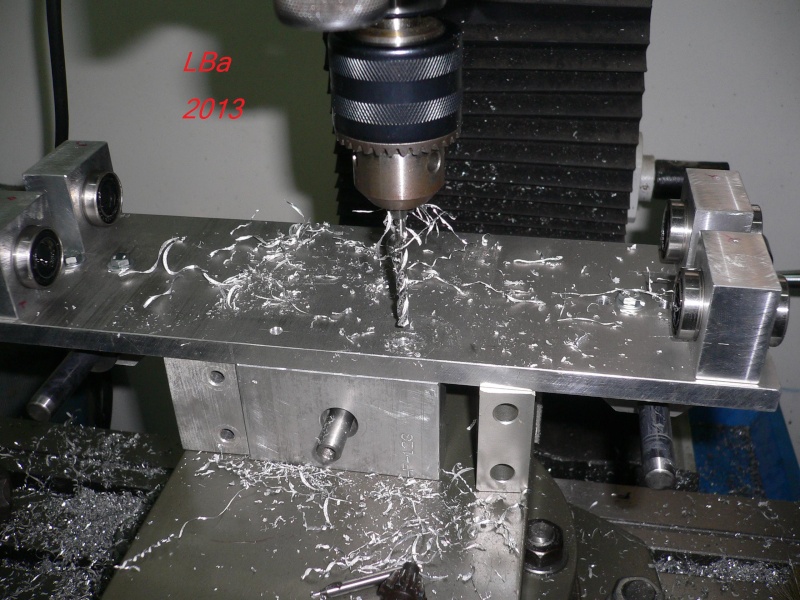
mise en situation pour vérif avant perçage du support sur la semelle de base
comme ça va pas trop mal perçage du support sur la semelle de base
J'ai parlé de vernier, mais il s'agit plus d'un tambour gradué
sur le forum métabricoleur, David avait expliqué une façon de graduer un vernier
ou un tambour gradué
j'ai appliqué cette façon de faire( peut étre pas à la lettre) mais le résultat final est là :

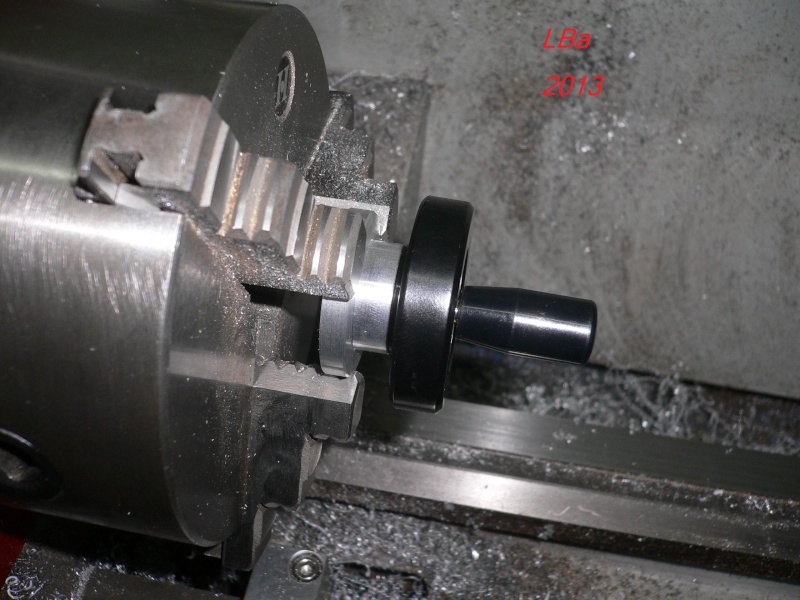
pour ce faire, aprés avoir tracé (à l'aide de SketchUp) un ruban gradué et imprimé
je l'ai collé sur le mandrin du tour, et fixé un index sur le tour
afin de décalé le mandrin d'une division aprés tracé d'un trait
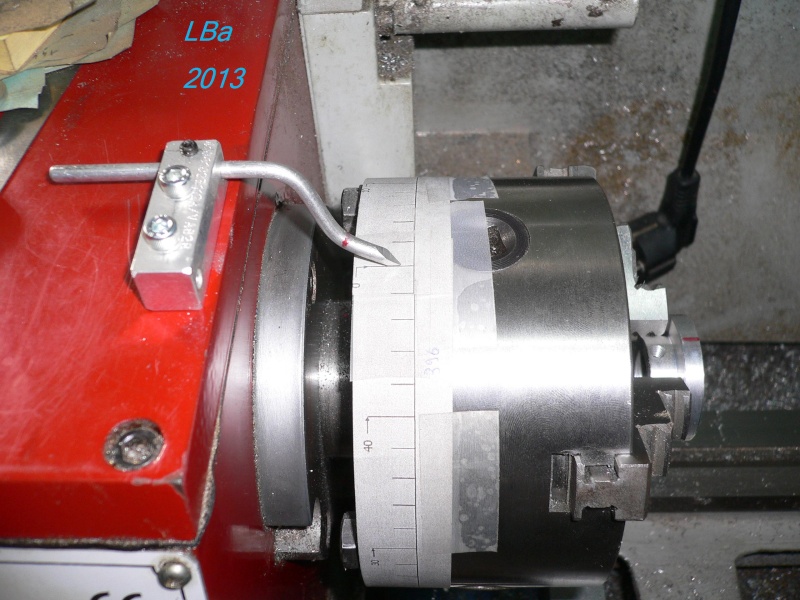
la longueur du ruban est égal au périmétre du mandrin
pour les divisions, les traits longs correspondent au dixiéme, les traits courts au centiéme
la vis de manoeuvre étant au pas de 100, le ruban à été divisé par 50 pour obtenir 2 centiémes
entre trait
la piéce étant prise en mandrin, butée de trainard réglée, déplacement longitudinale
du trainard pour le gravage (la profondeur du gravage est prise par le chariot tarnsversal)

traçage des dixiémes, traits longs
réglage de la butée du trainard et :
traçage des centiémes (traits courts)
un coup de feutre en fond de trait pour marquer la gravure et montage du tambour
me reste à controler la précision de la gravure