

La fraise a affutée sera montée sur un arbre qui pourra étre indexcé suivant le
nombre de dents de la fraise

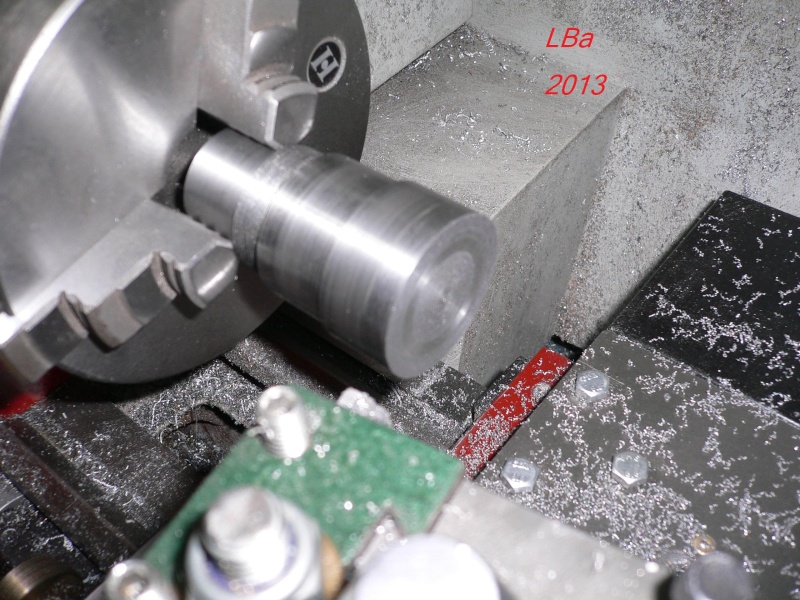
l'arbre est débité dans du rond de 40 mm
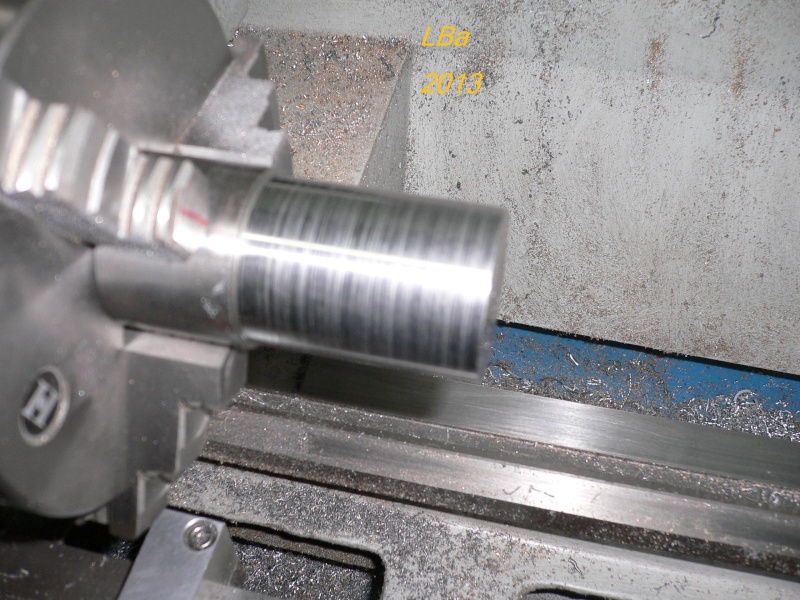
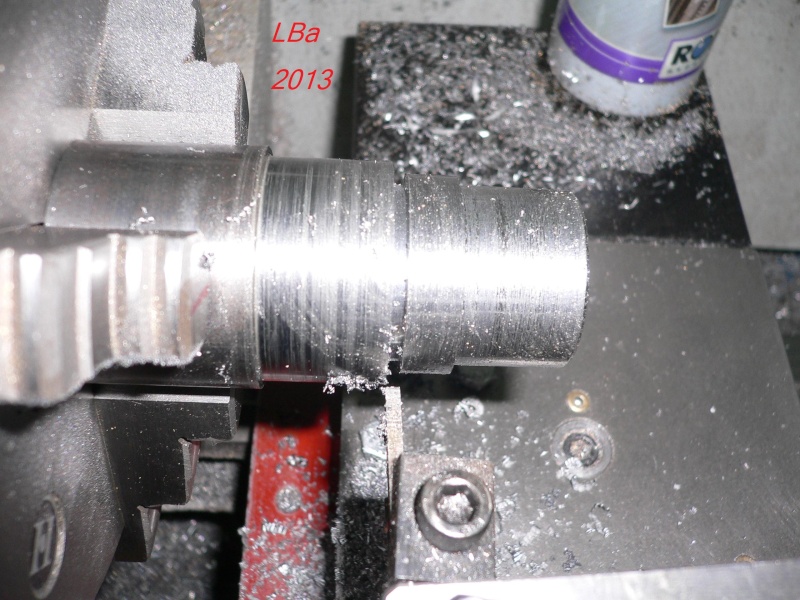
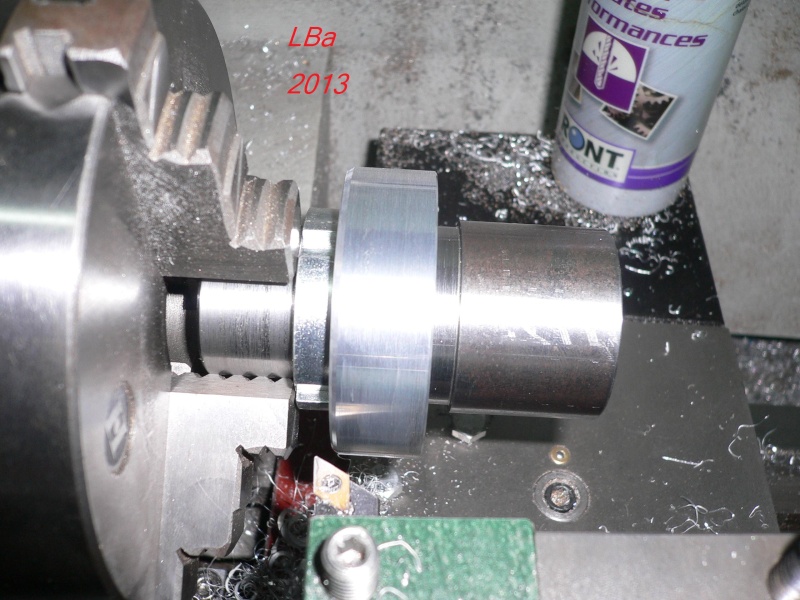
usinage d'un premier épaulement
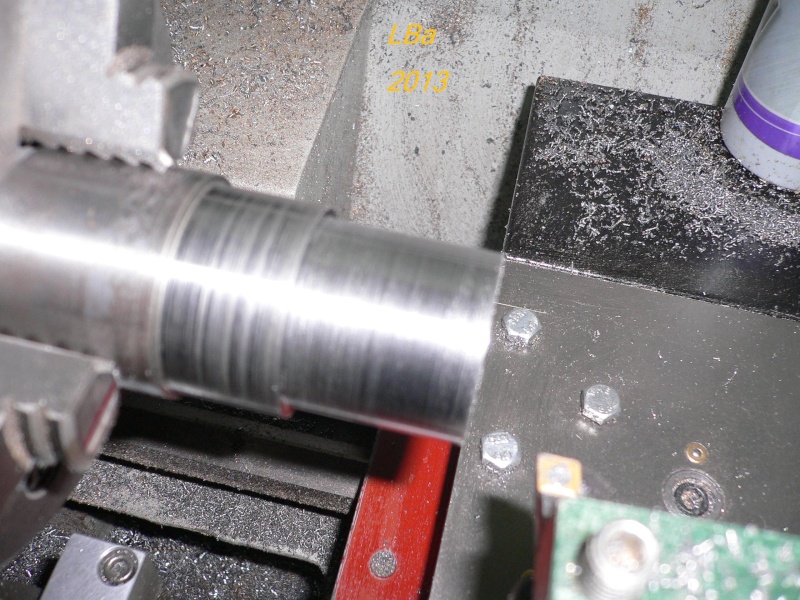
usinage d'un second épaulement
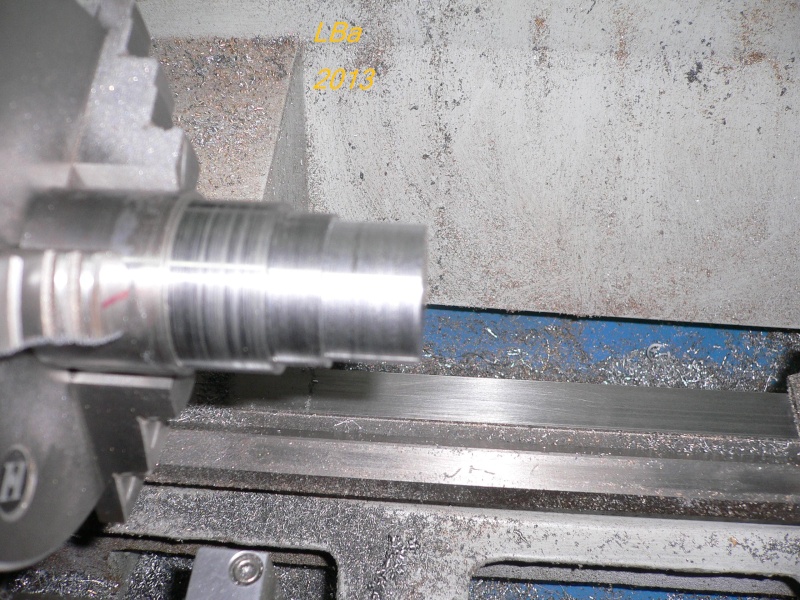
usinage d'un troisiéme épaulement

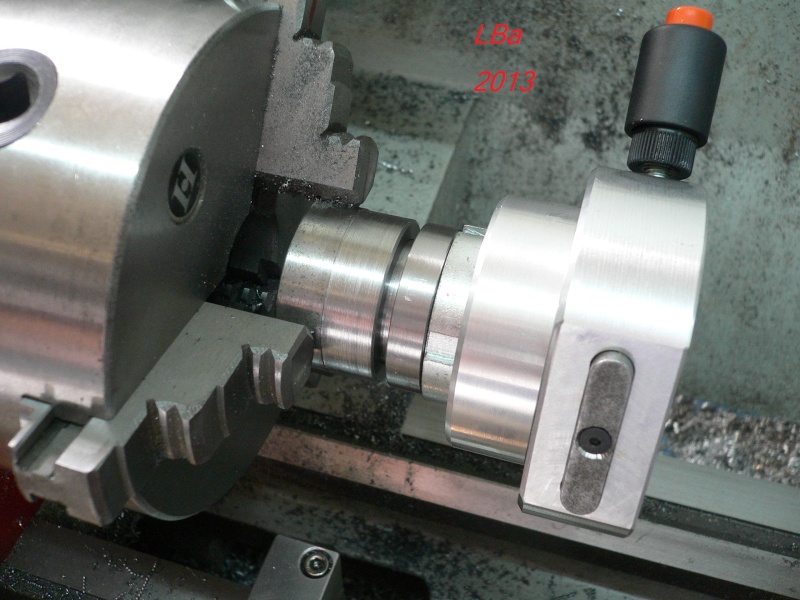
essais d'une fraise sur le troisiéme épaulement
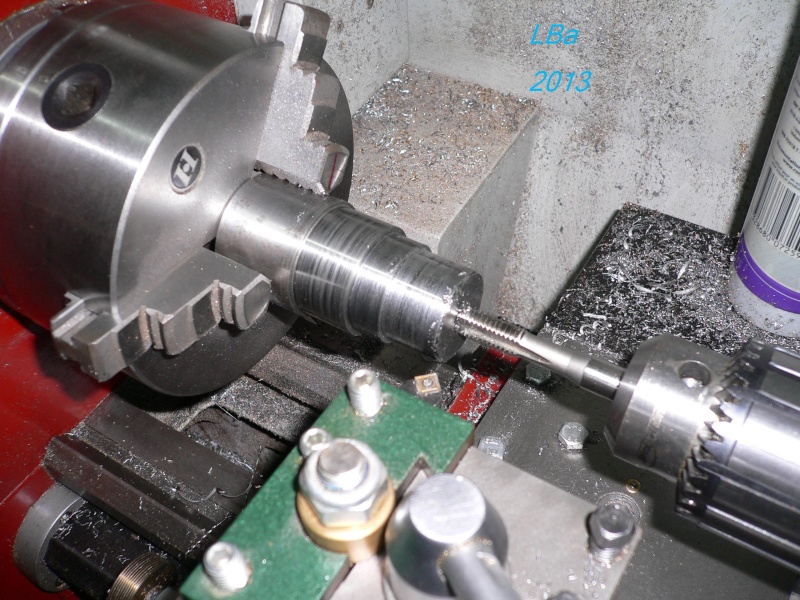
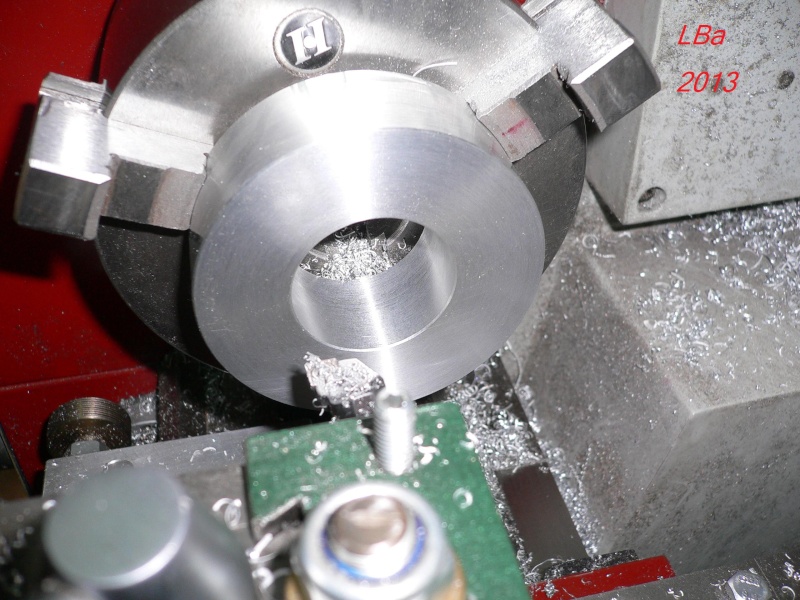
taraudage à M10 en bout d'arbre pour bloquer la fraise
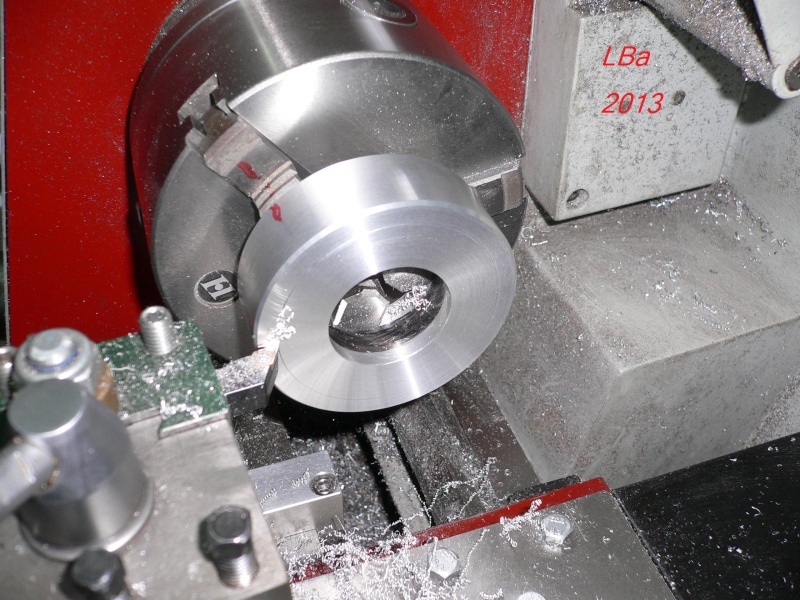
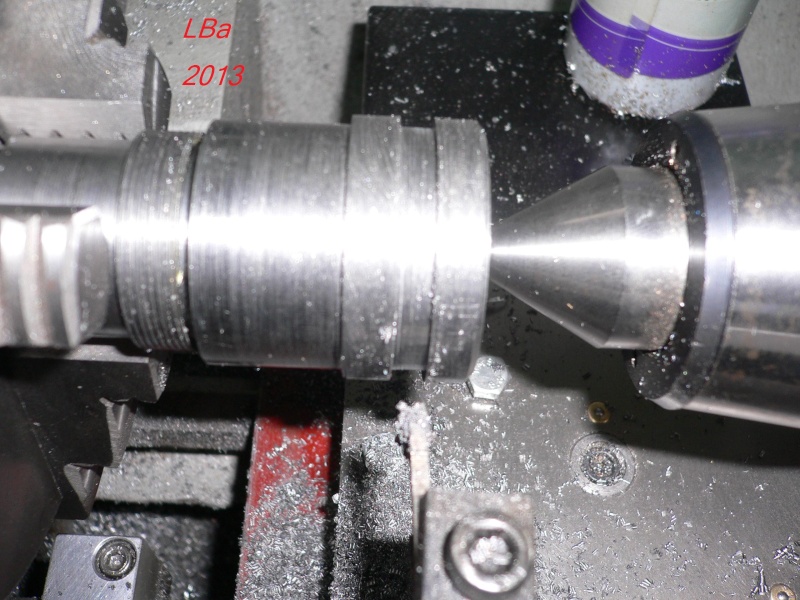
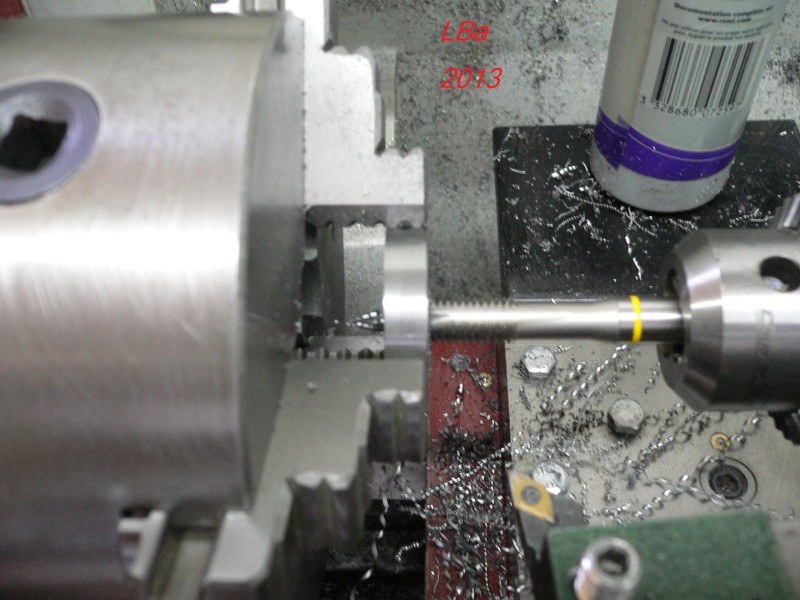
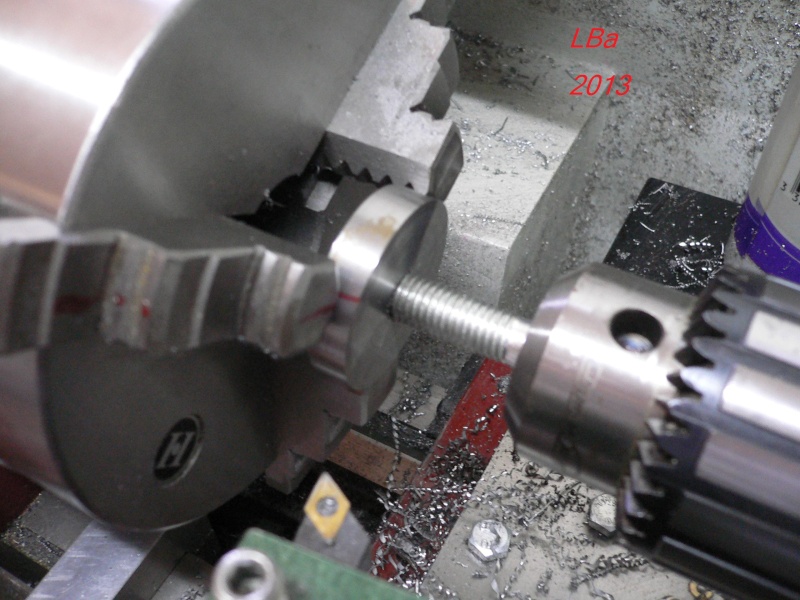
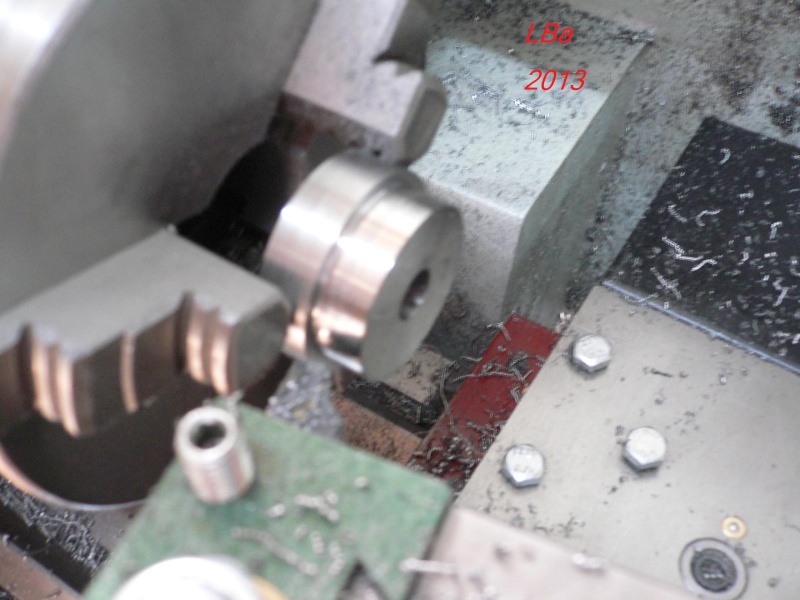
usinage d'une george de dégagement pour un filetage
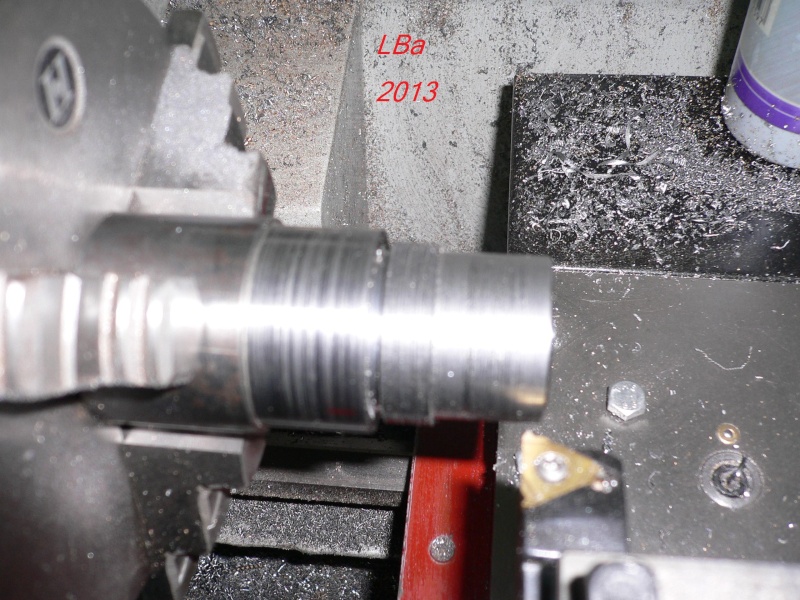
usinage d'un filetage de M33 pas fin de 100
le frein au pied a été utilisé avec succés pour arréter l'outil ( la george fait 2,3 mm)
méme en tournant à 60 tours/mn il faut que ça freine dur
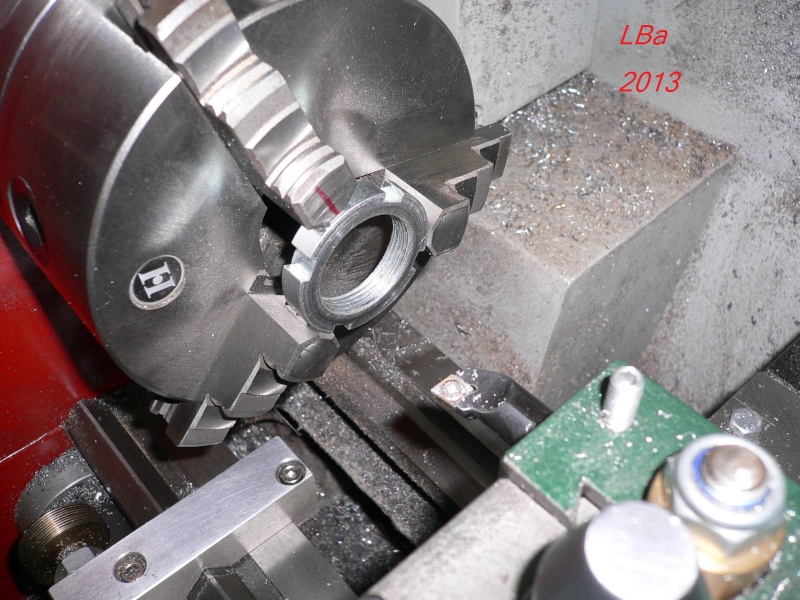
j'ai de récup, des écrous crénelés (ils viennent se monter sur le nez de vérin pneumatique)
j'en ai monté un en mandrin pour l'usiner
le diamétre de filetage est plus petit que celui qu'il me faut et le pas n'est pas le méme
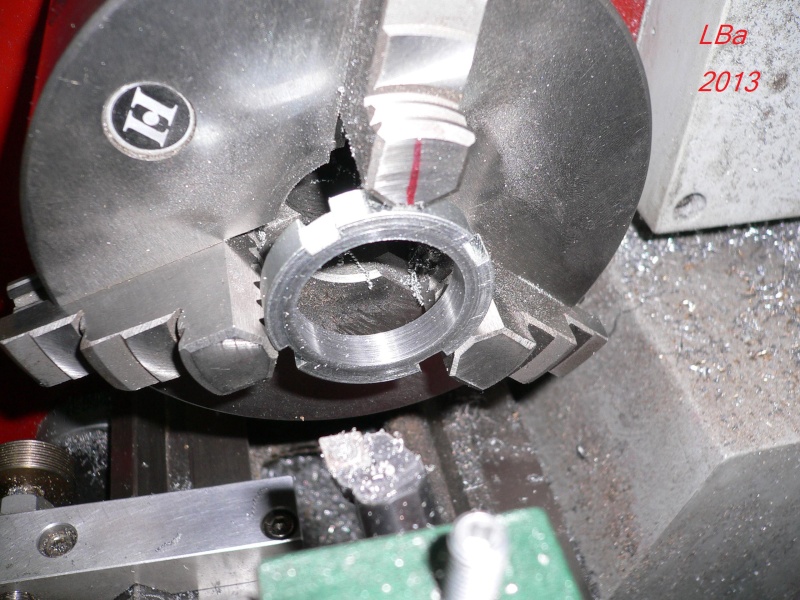
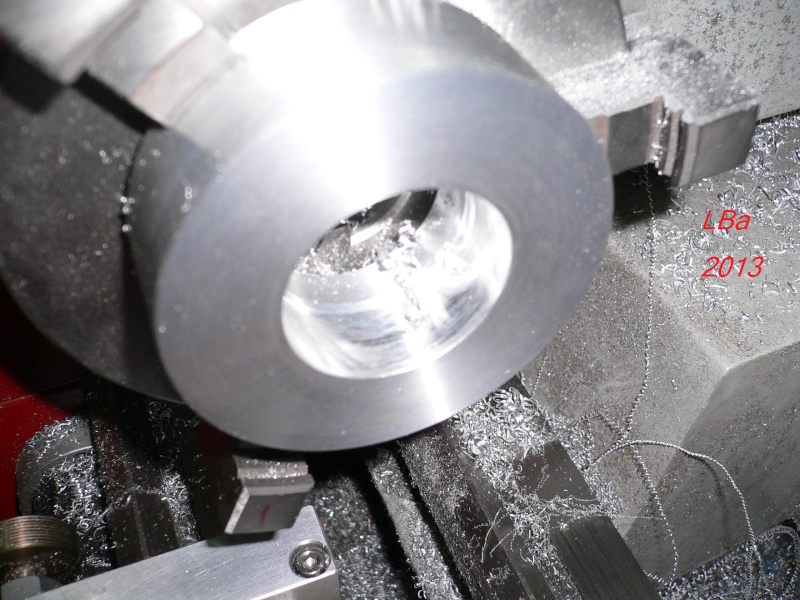
alésage de l'écrou avant filetage
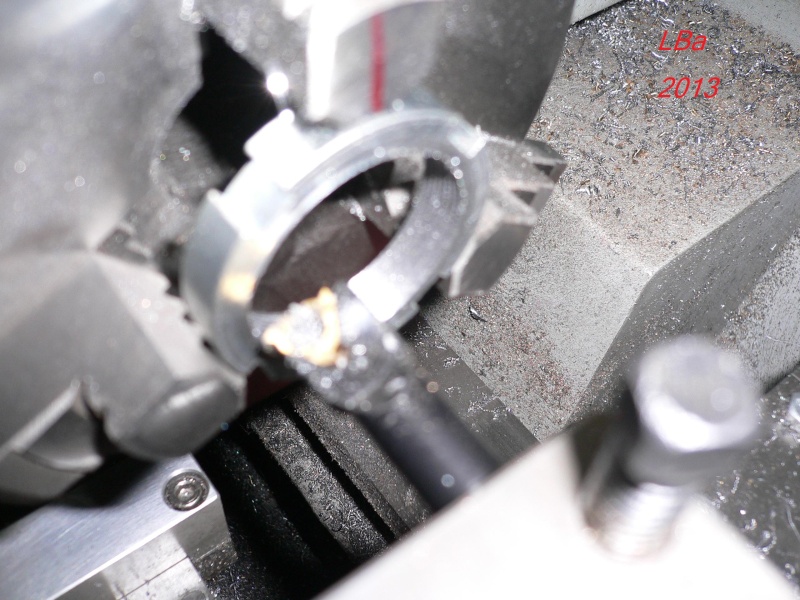
filetage de l'écrou à M33 pas fin de 100

essais des filetages male/femelle
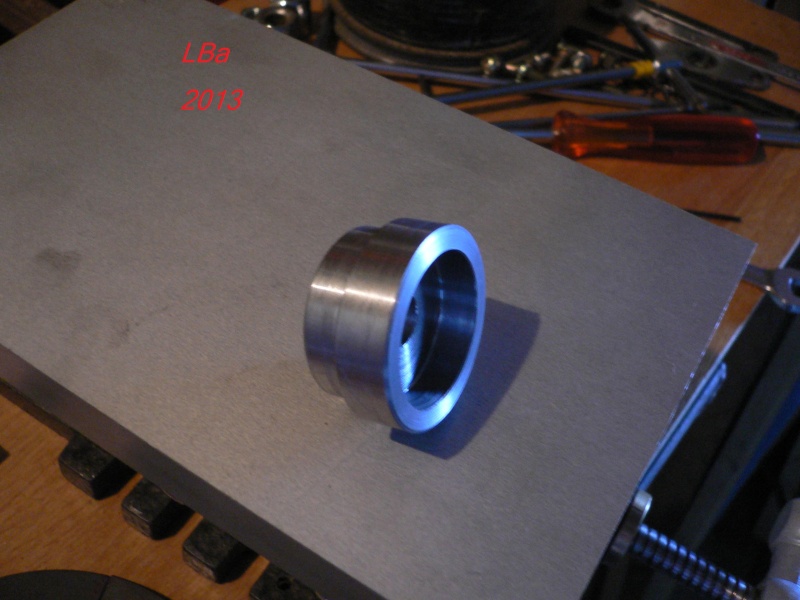
Bague indexage position fraise

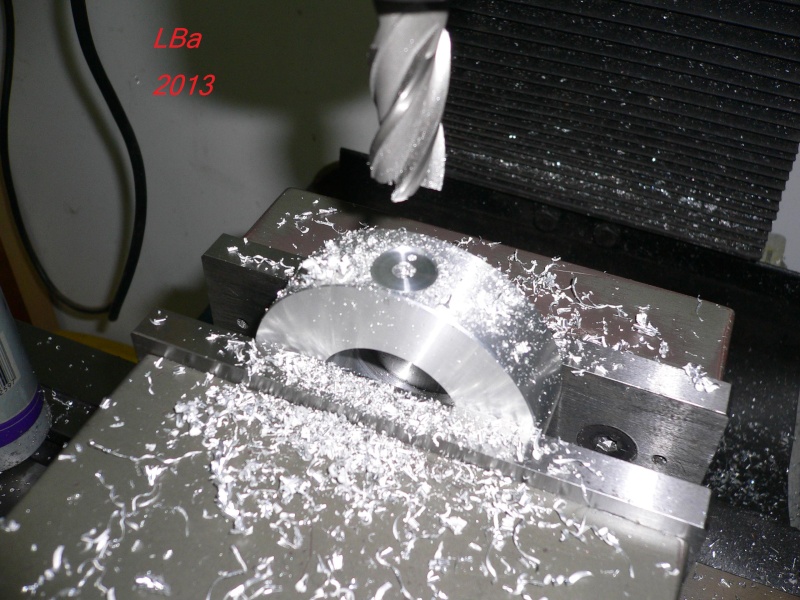
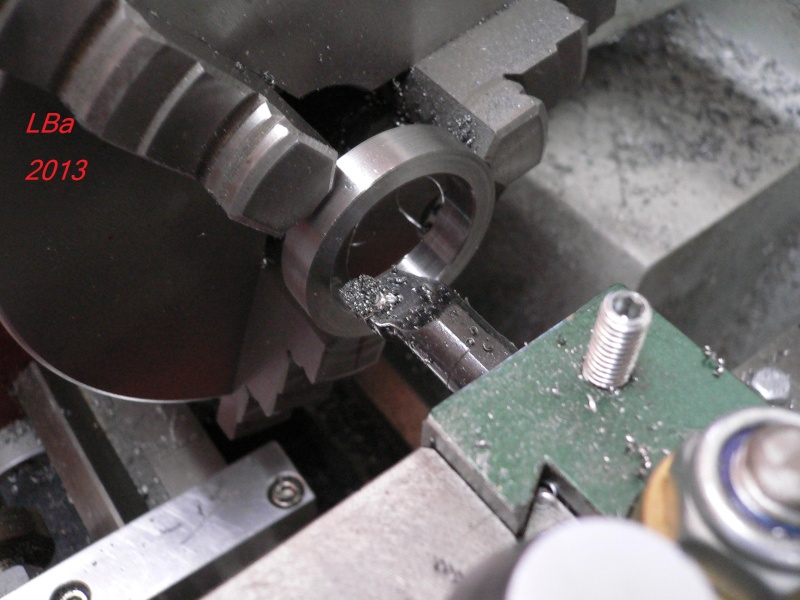
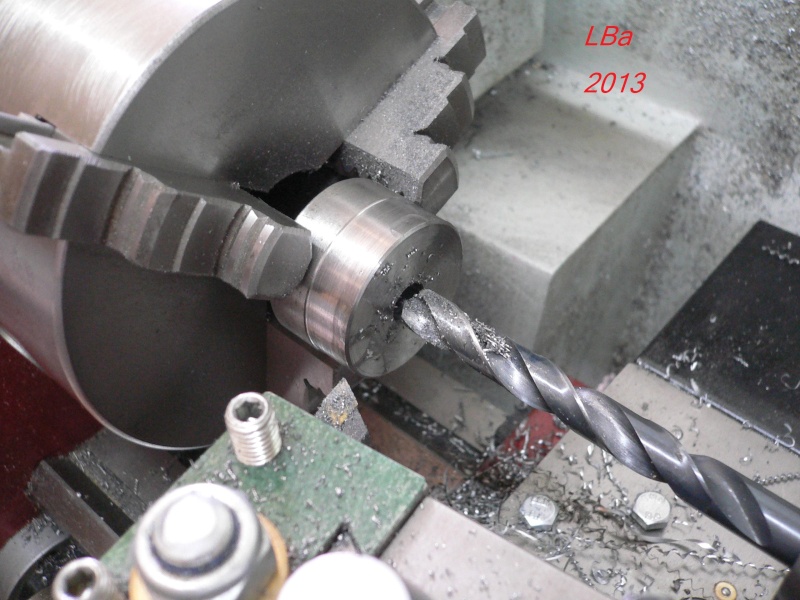
débit dans du rond alu de 60 d'une rondelle

perçage pour alésage par la suite

alésage de la flasque (passage filetage)
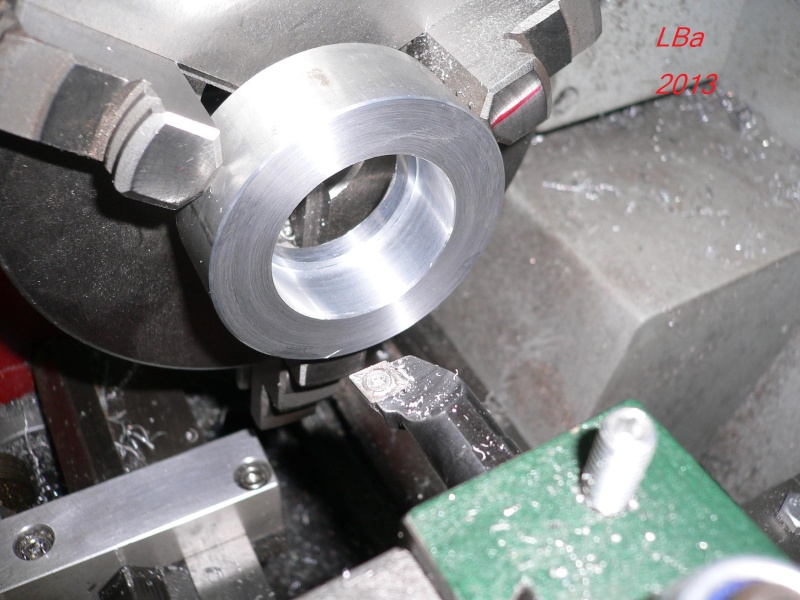
alésage d'un épaulement qui fera butée
essais des deux alésages sur l'arbre support
mise à l'épaisseur de la flasque (reprise en mandrin en serrage intérieur)
Flasque Support
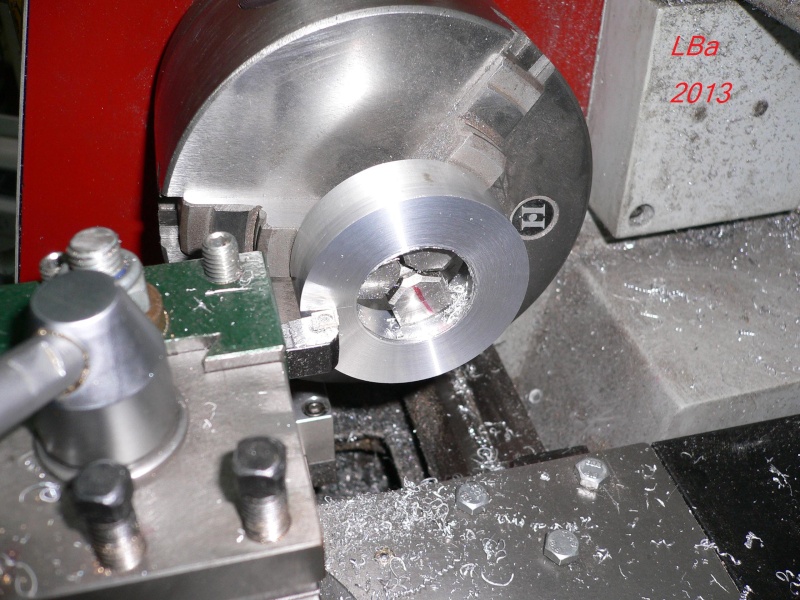
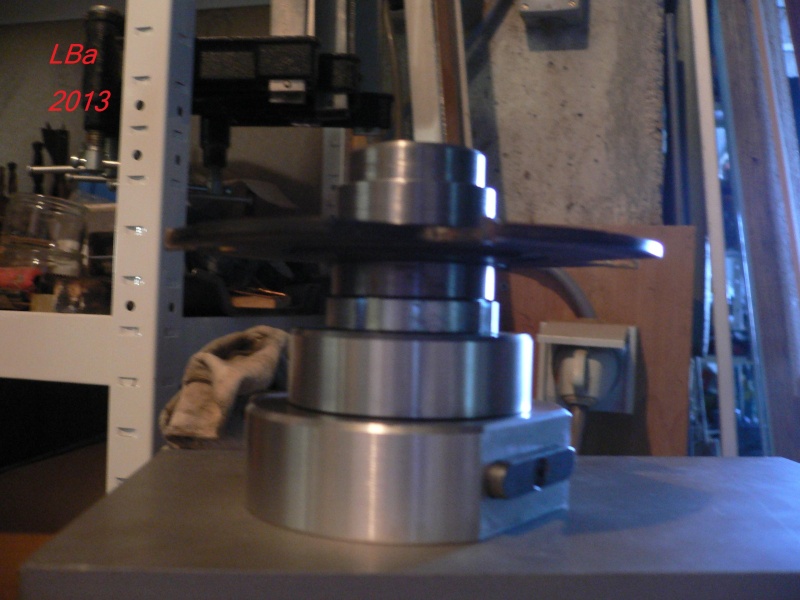
sur le méme principe usinage d'une flasque mais en diamétre 80 mm
alésage de la flasque
alésage d'un épaulement

verification des alésages
mise à l'épaisseur de la flasque
reprise d'un diamétre (blanchiement surface)

vérif de l'ajustement
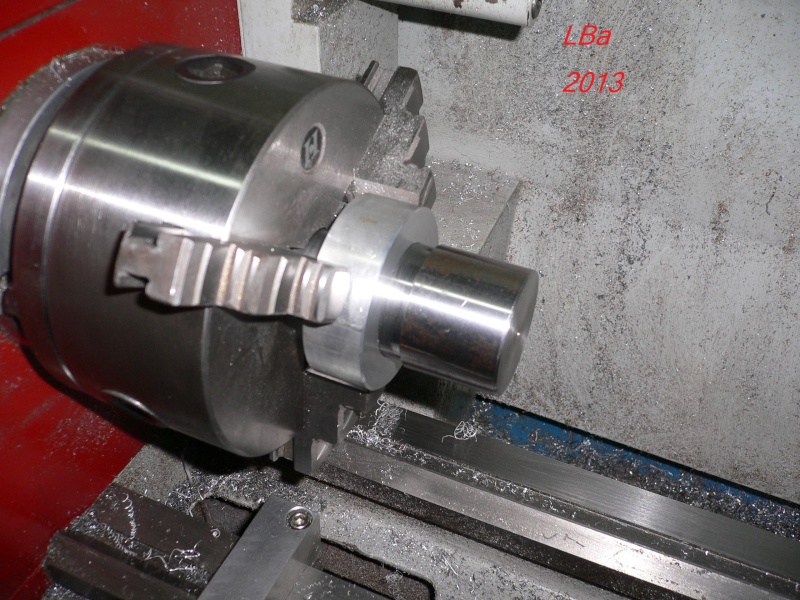
mise à longueur de l'arbre

l'arbre en partie usiné

le principe de fonctionnement est prévue de façon à ce que l'arbre et la flasque
indexcée puisse tourner par rapport à la flasque support qui elle sera fixe et fixée
sur une autre piéce à venir
l'arbre sera immobilisé en rotation par une vis de blocage

perçage taraudage à M6 sur la piéce pour le blocage de l'arbre
un p'tit lamage en guise de propreté
usinage d'un téton sur le bout de la vis de blocage
la vis (serré) se logera dans une rainure réalisée sur l'arbre

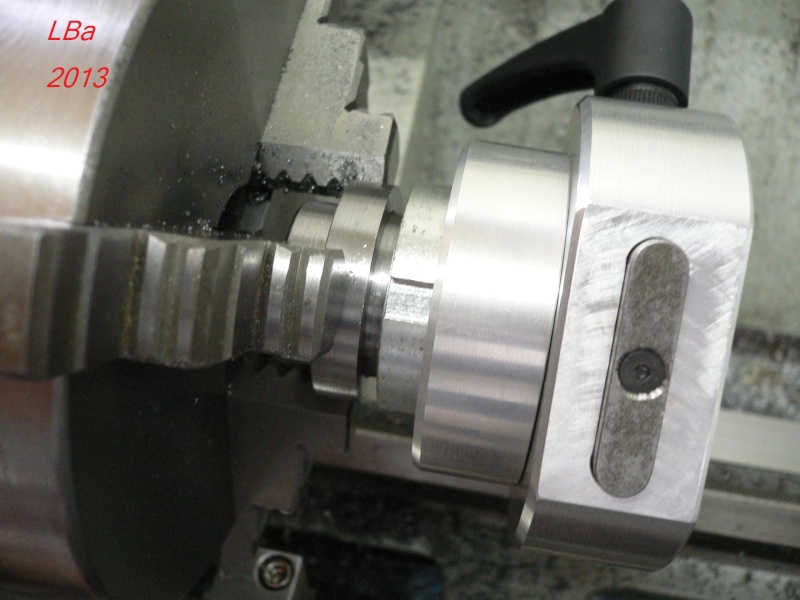
la manette de blocage réalisée
remontage de l'arbre dans la flasque support et marquage de la position afin d'usiner
la rainure sur l'arbre
usinage de la george sur l'arbre à la position repérée
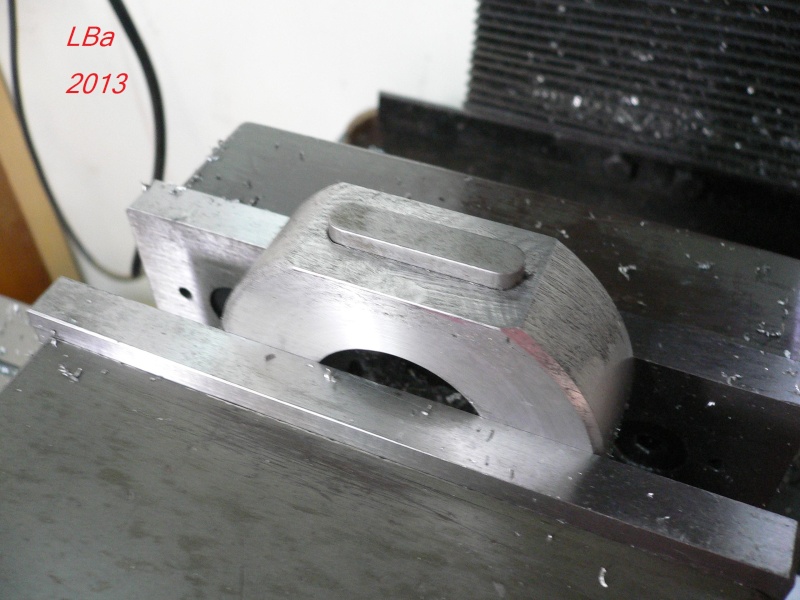
fraisage d'un méplat sur la flasque afin de pouvoir positionner l'arbre en position horizontale
la piéce étant appelée à passer de position horizontale à verticale
je vais mettre une clavette de centrage pour la position horizontale

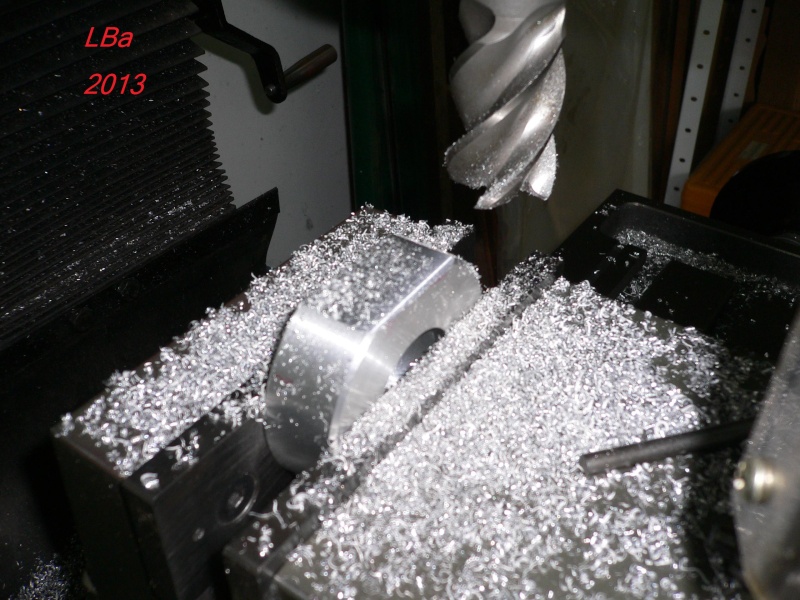
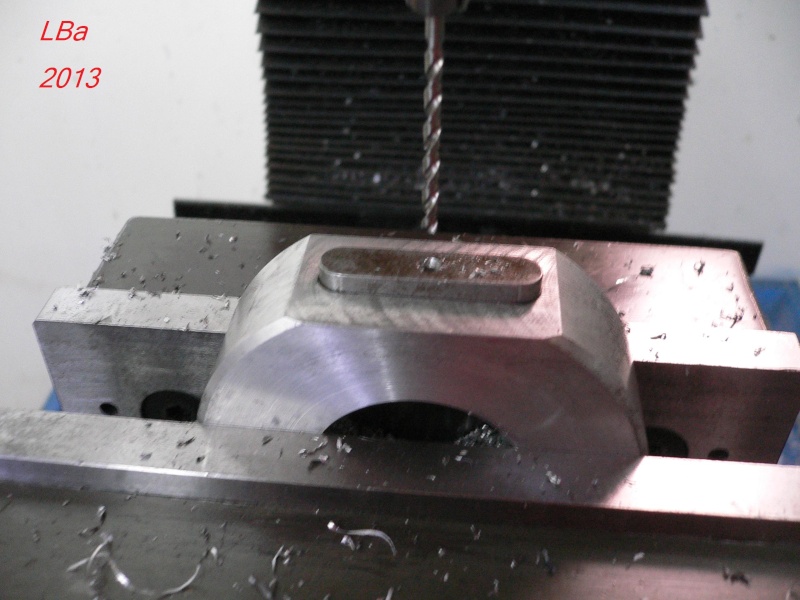
perçage de 2 trous (3,5 mm de profondeur) pour le dégagement de la fraise
en usinage de la rainure

fraisage de la rainure de clavette
essais de la clavette
perçage/taraudage pour la fixation de la clavette sur la flasque support

une partie des piéces de l'ensemble arbre porte fraise
il me faut une cale entretoise de 5 mm d'épaisseur
perçage/ taraudage de l'entretoise à M10
centrage de l'entretoise en mandrin avant la suite des usinages et mise à l'épaisseur de 5 mm
alésage de l'entretoise
controle de l'ajustement entretoise/arbre
Pour serrer la fraise, je vais usiner un cabochon du genre que l'on trouve sur les arbres de toupie
perçage à 10 mm du cabochon

usinage d'un alésage épaulée sur le cabochon
vérif de l'ajustement cabochon/arbre porte fraise
usinage d'un épaulement en prévision d'un autre usine (six pans de serrage)
le cabochon est en partie usiné, reste le six pans à réaliser
l'arbre porte fraise assemblé