
Un support (en alu) recevra les fer à affuter
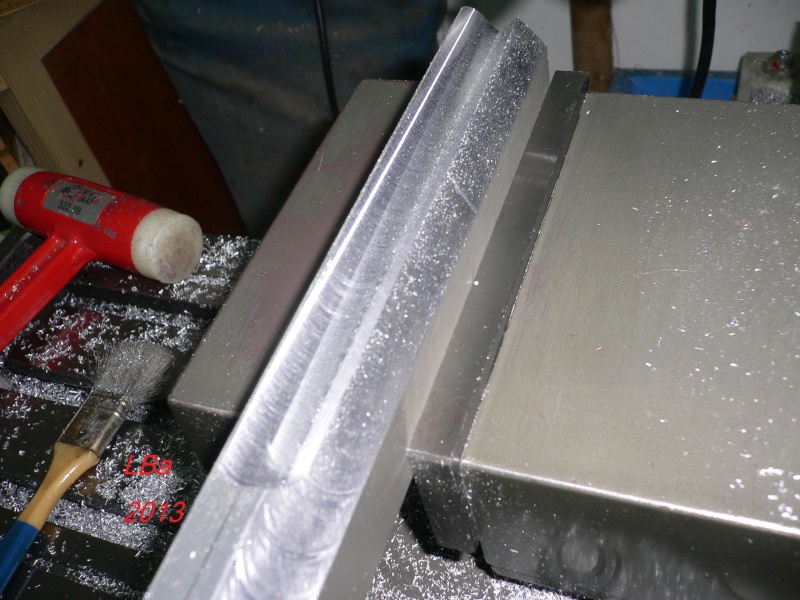
la piéce fait 320 mm de long, et comporte un pan incliné et un épaulement incliné
Pour fraiser ces usinages, j'ai travaillé avec le déplacement transversal (Y) de la fraiseuse
je ne peux incliné la téte de la fraiseuse que dans un sens

j'ai réglé l'angle d'inclinaison au comparateur aprés un petit cacul de trigo
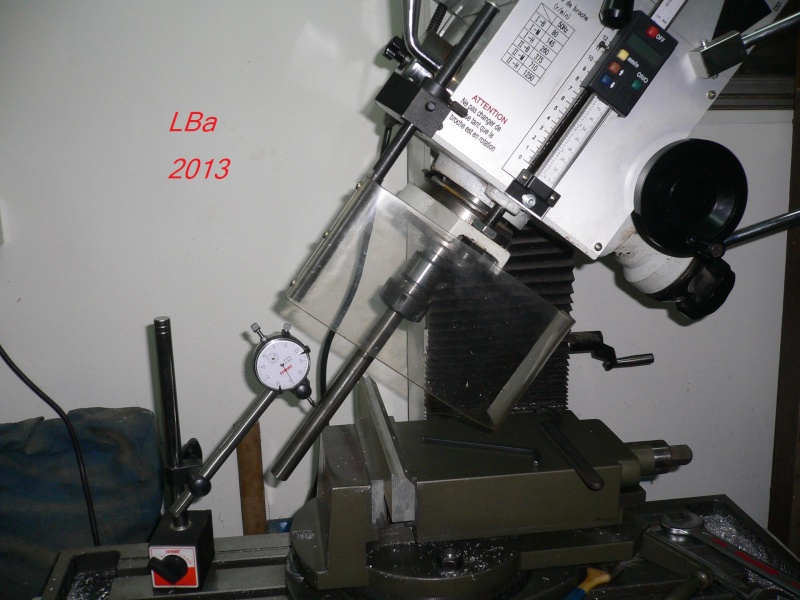
la piéce serré dans l'étau est celle de l'ancien systéme (elle a servi pour controle)
N'ayant pas assez de course en Y, j'ai usiné la piéce en deux fois

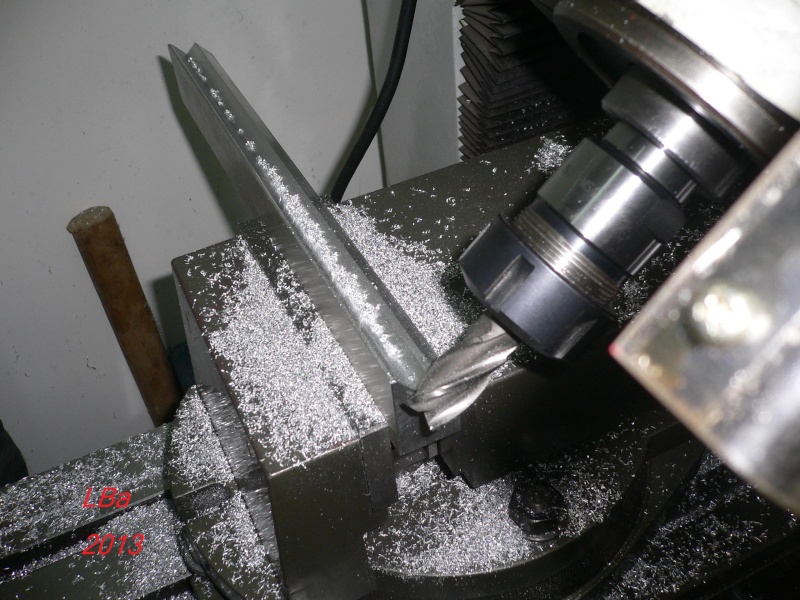
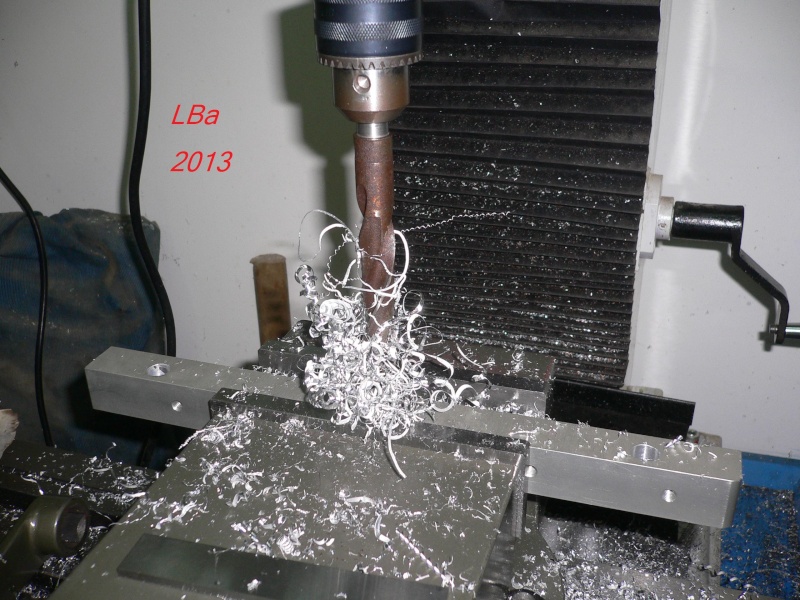
fraisage de la premiére partie du pan incliné

fraisage de la seconde partie du pan incliné
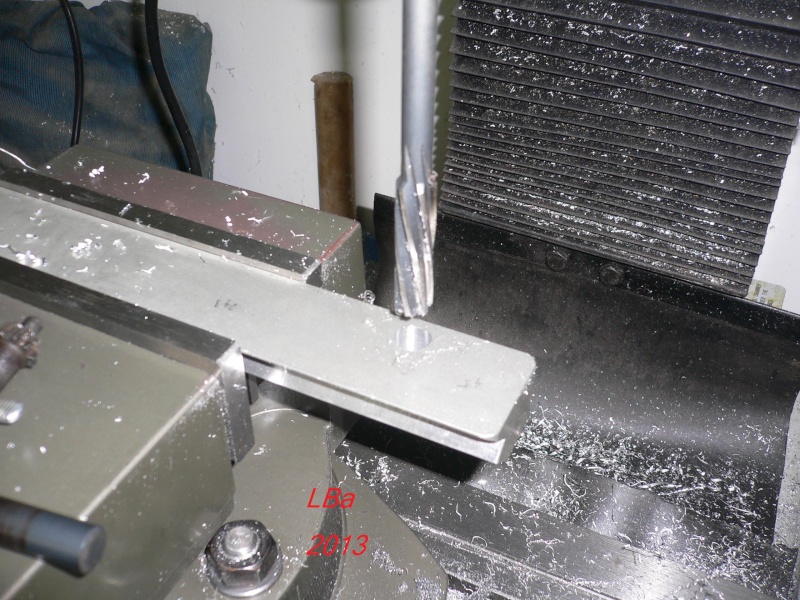
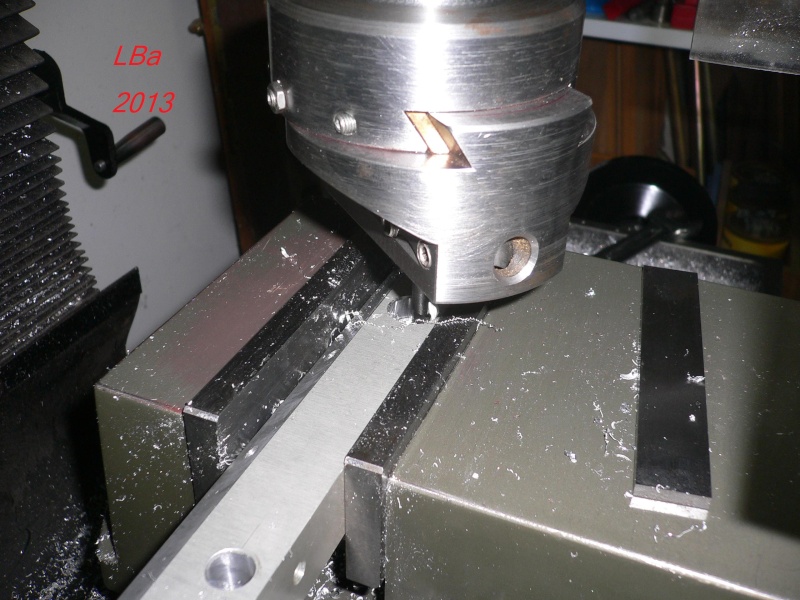
fraisage de la premiére partie de l'épaulement
fraisage de la seconde partie de l'épaulement
la téte étant réglée en inclinaison, j'ai perçé/taraudé six trous à M5

Le support fer sera monté sur des colonnes à billes de récup

un ensemble est constitué d'une colonne épaulée, d'une cage à bille et d'une bague
c'est trés utilisé en outil de presse à suivre ou de moule de plasturgie
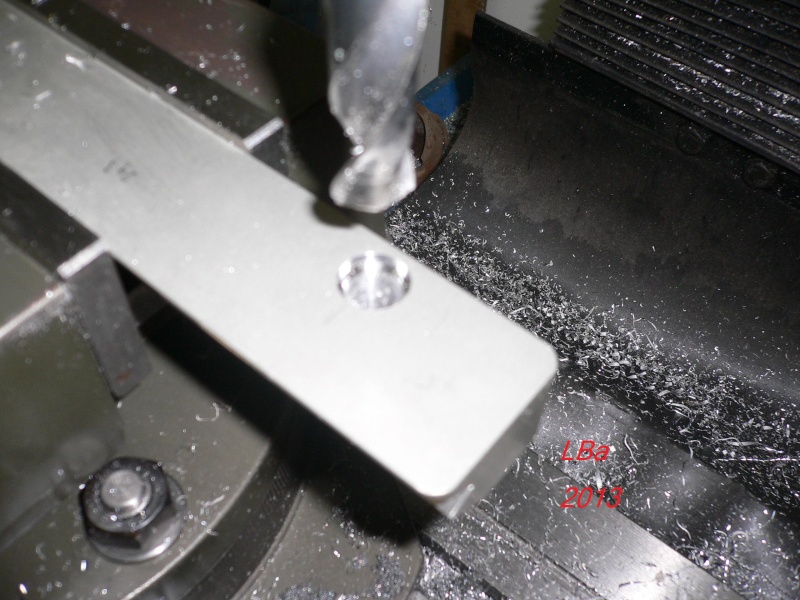
alésage d'un passage de colonne

controle de l'ajustement
alésage de la seconde colonne
lamage pour noyer la téte épaulée de la colonne
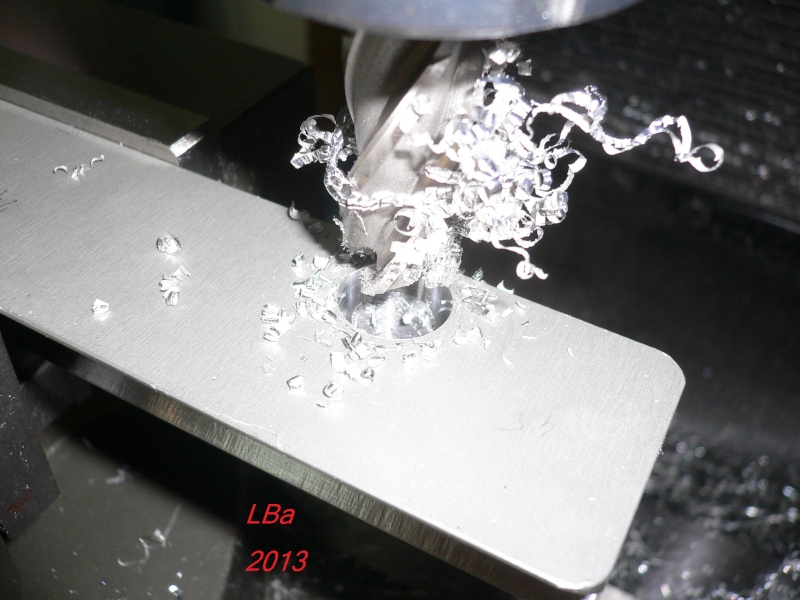
le fond du lamage est dressé avec une fraise 4 dents

les colonnes sont en place sur le support porte fer à affuter
Le déplacement (prise de passe) sera assuré par une vis/écrou à pas fin du 10*100
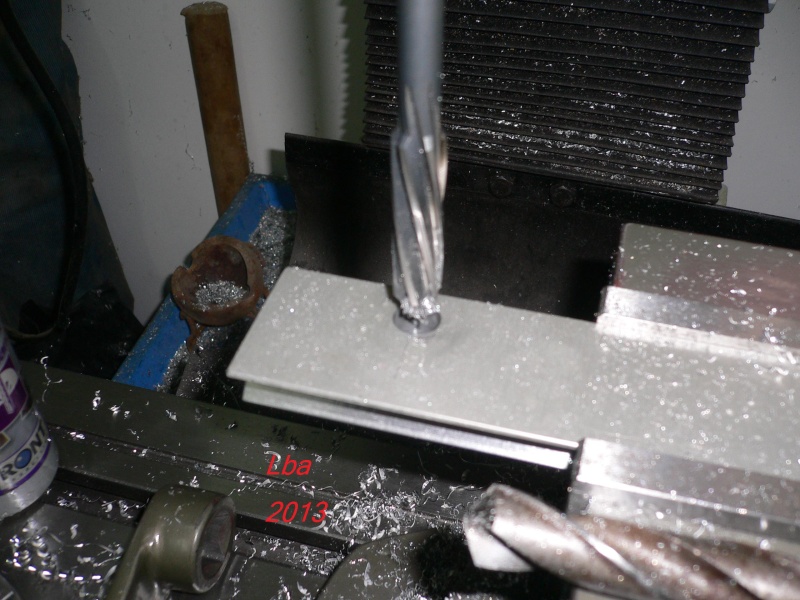
Perçage du support pour recevoir l'écrou
perçage à 16 mm pour l'écrou de déplacement du support
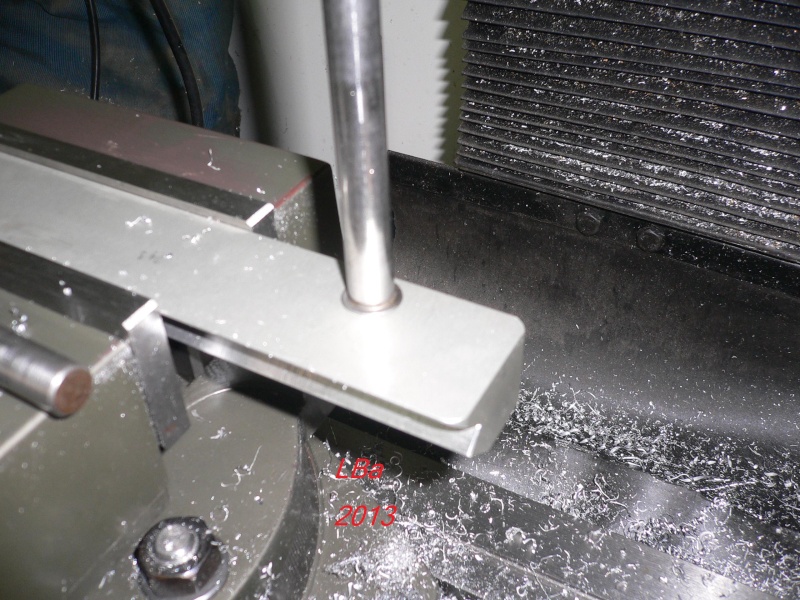
puis alésage sur la fraiseuse avec la téte à aléser
le montage sera à serre
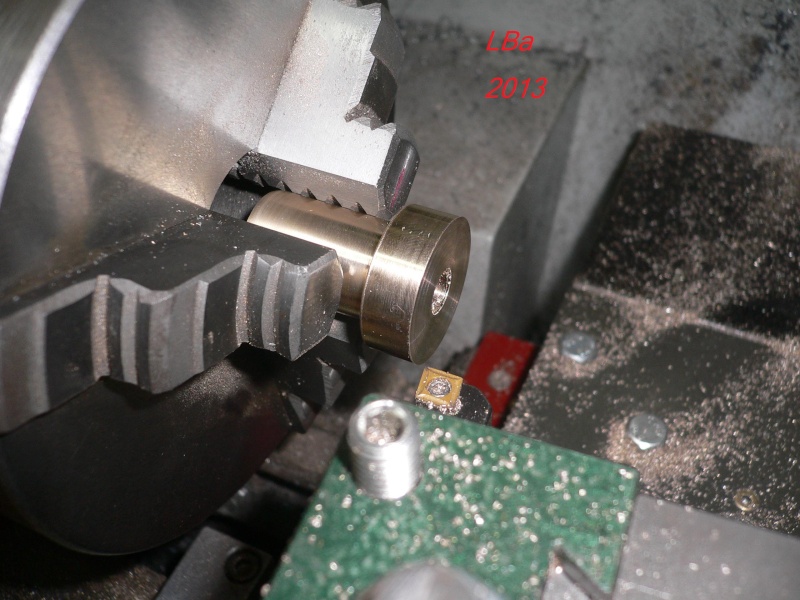
Usinage de l'écrou
l'écrou est usiné à partir de jet en bronze
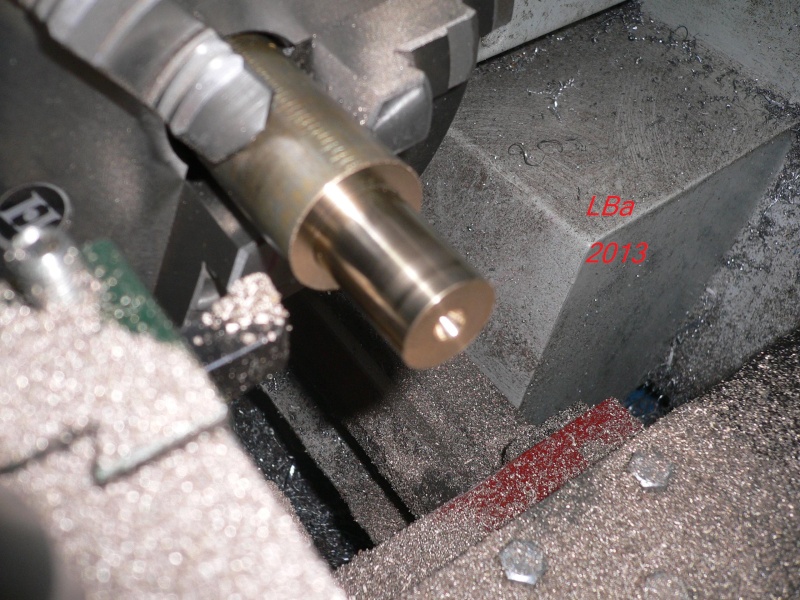
usinage d'un épaulement, dressage de la face et point de centre

perçage à phi 9 en vue du taraudage
pour la profondeur de perçage, j'ai utilisé le pac sur son support de poupée, plus besoin de compter le
nombre de tour, elle est pas belle la vie !
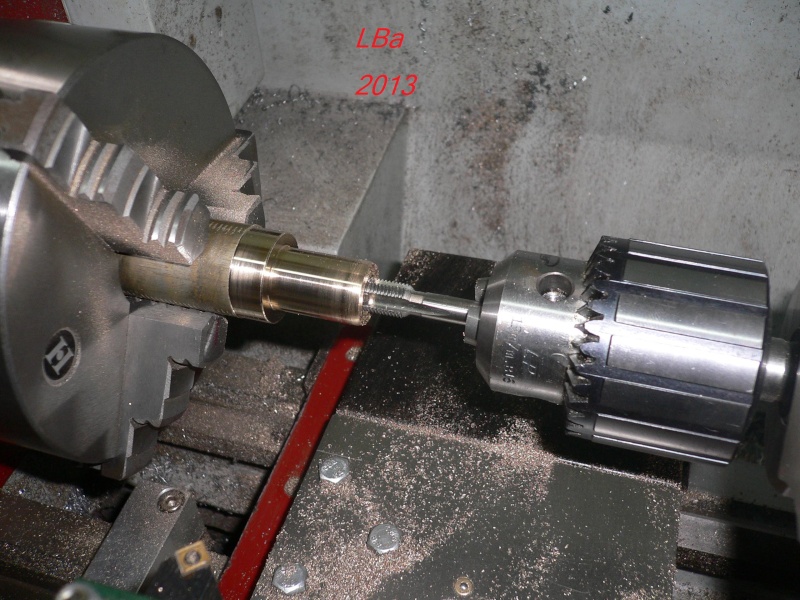
taraudage (manuel) à 10 pas de 100
aprés coupe, dressage de face et mise à longueur de la piéce

l'écrou est usiné, en attente de montage sur le support porte fer
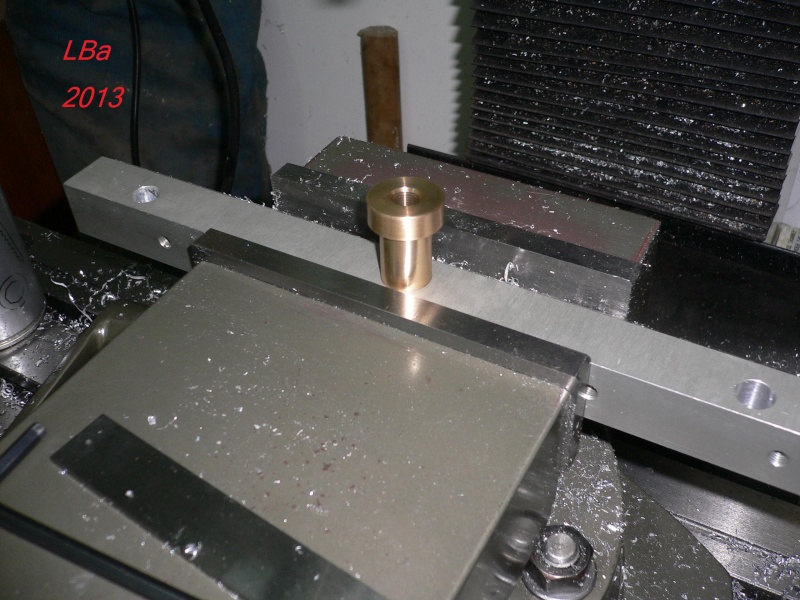
vérification de l'ajustement écrou/support

le montage étant serré, pour la mise en place de l'écrou, n'ayant pas de presse, j'utilise l'étau
Avant de monter l'écrou, j'ai usiné la vis de cette écrou

la piéce etant prise en pince, usinage d'un épaulement
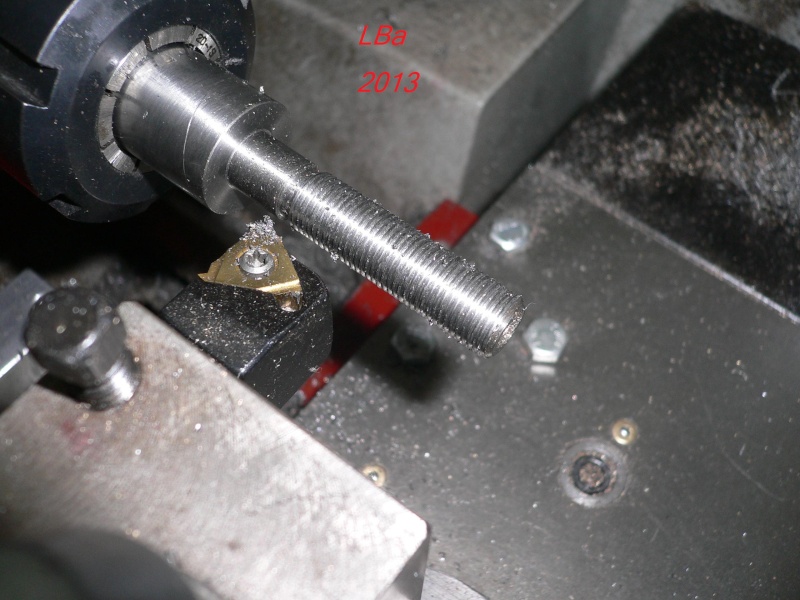
réalisation du filetage M10*100
essais de l'ajustement et du control de la vis/écrou
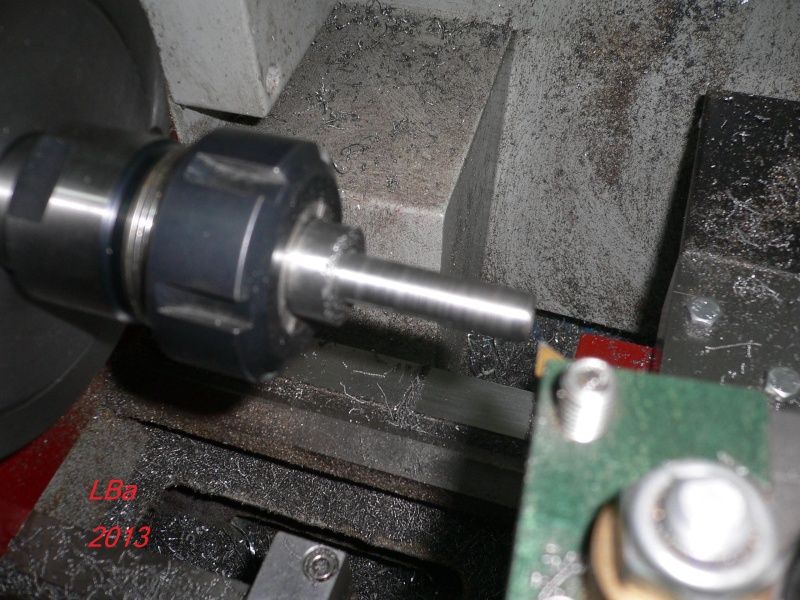
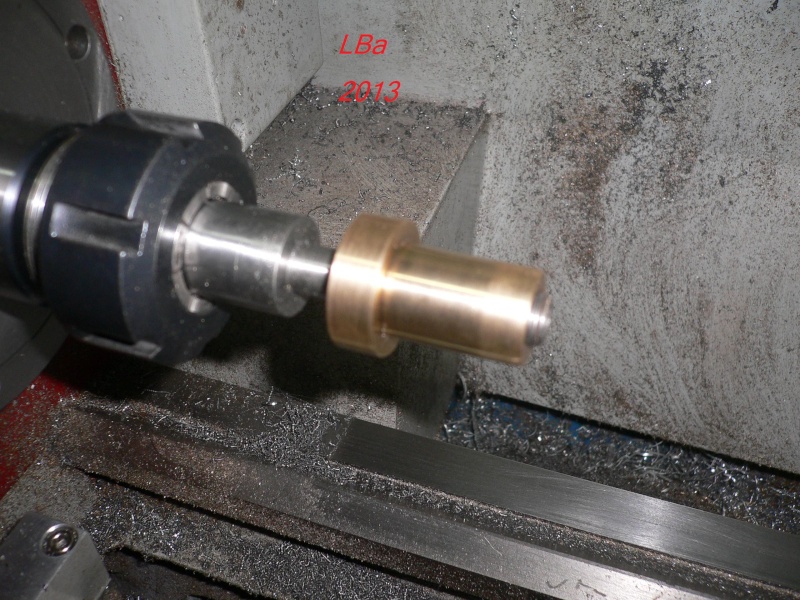
aprés retournement de la piéce, tournage de la portée de roulement

vérification de l'ajustement du roulement sur sa portée