
L'ensemble arbre porte fraise
sera monté sur une plaque qui elle sera sur la base à mouvements croisé
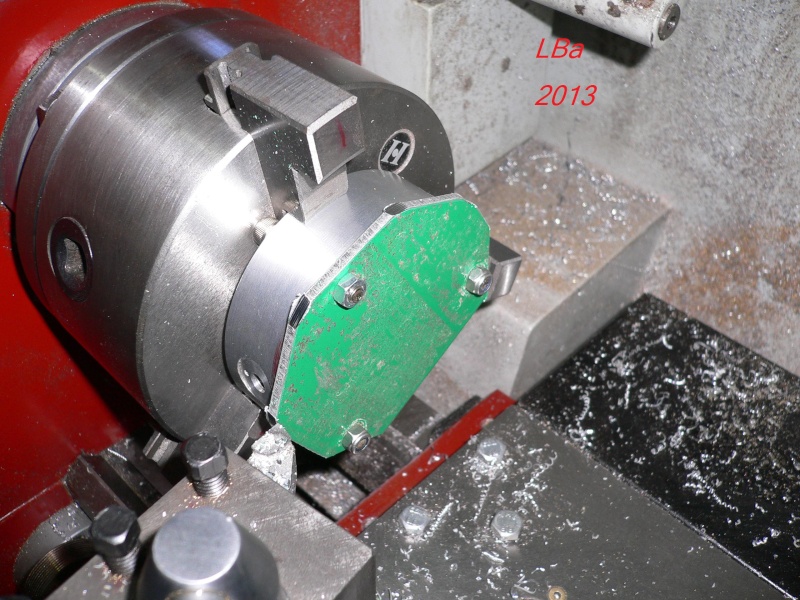
sur cette plaque (en alu) je vais rapporté des glissiéres en queues d'arronde
ces glissiéres vont étre usinées dans de la fonte
n'ayant pas le débit adéquat, et afin d'évité de faire du copeaux pour le plaisir
(au prix de la matiére) je suis dans l'obligation de refendre mon morceau de fonte
en plusieurs
je vais le faire sur la fraiseuse avec une fraise scie
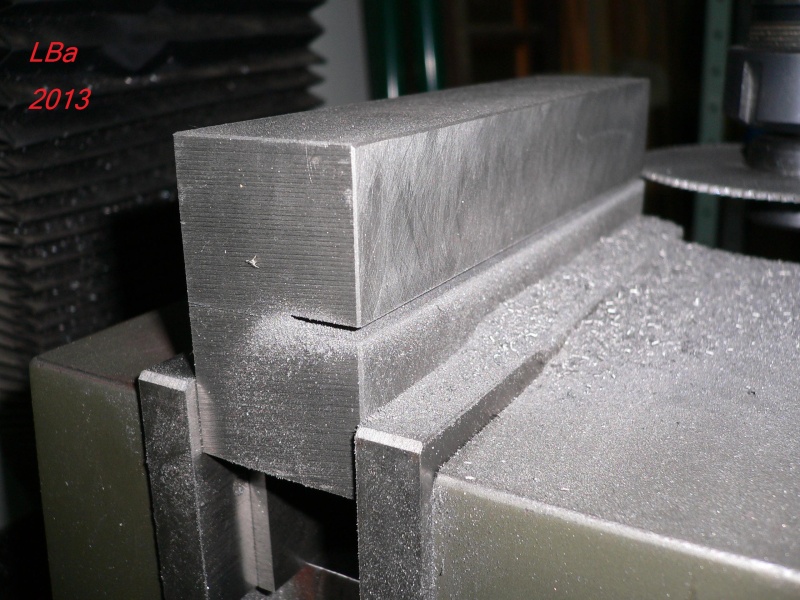
début de la refente

fin de la premiére refente
l'opération a été faite en plusieurs passes et retournement de la piéce
un coup de scie à métaux pour séparer les deux piéces et un surfaçage
continuation de la refente

commencement de la seconde refente

fin de la seconde refente
séparation des piéces à la scie à métaux

les deux piéces de droite, seront mes glissiéres
je suis parti d'un bloc comme celui de gauche
j'ai fais une poignée de copeaux au lieu d'un seau
et il me reste une bonne chute
il faut que je débite, un morceau dans cette plaque (alu)
mais elle ne passe pas dans l'étau de la Sar
Je vais refendre (comme pour la fonte) sur la fraiseuse

premiére refente de la plaque
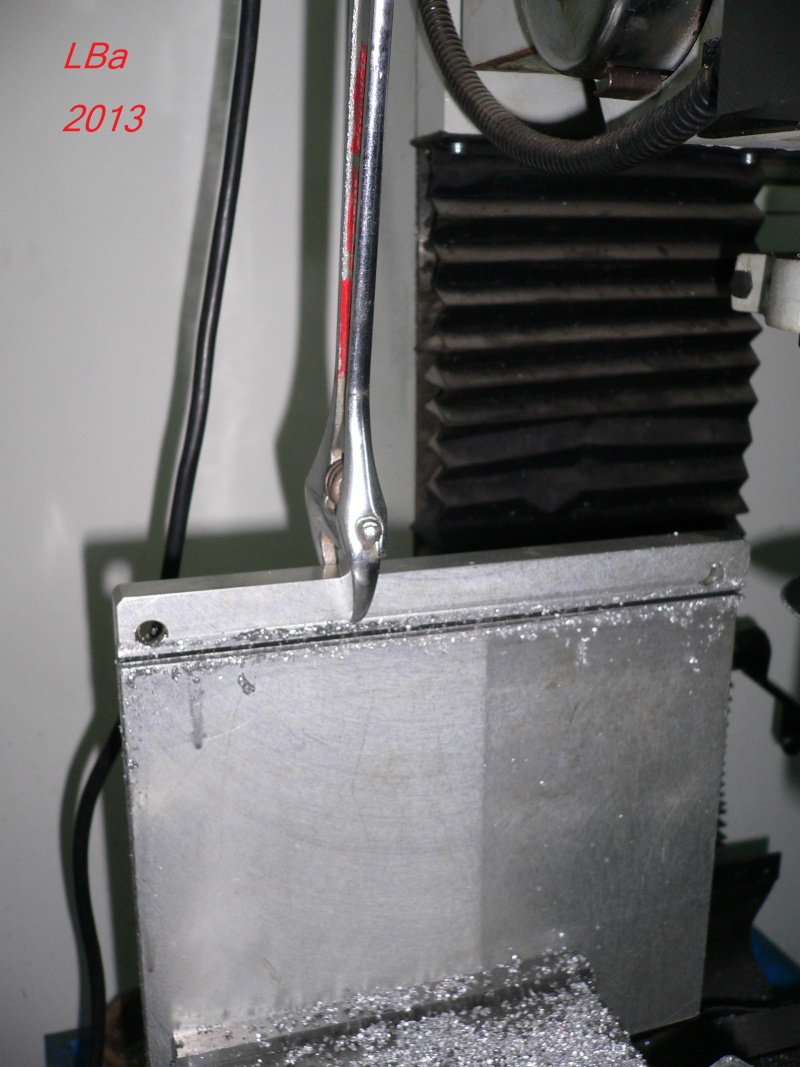
je laisse un millimétre de matiére et je casse le refend à l'aide de la clef à mi-moulette

un coup sec suffit

second refend de la plaque

débit de la plaque refendu, je suis au maxi de la longueur de coupe
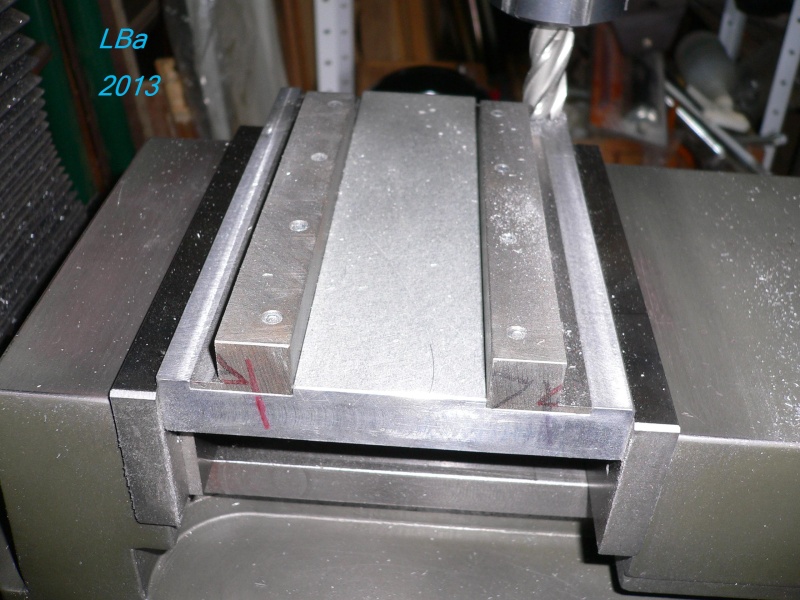
Aprés avoir fraisé les chants de la plaque, usinage de rainures afin de recevoir les piéces en fonte
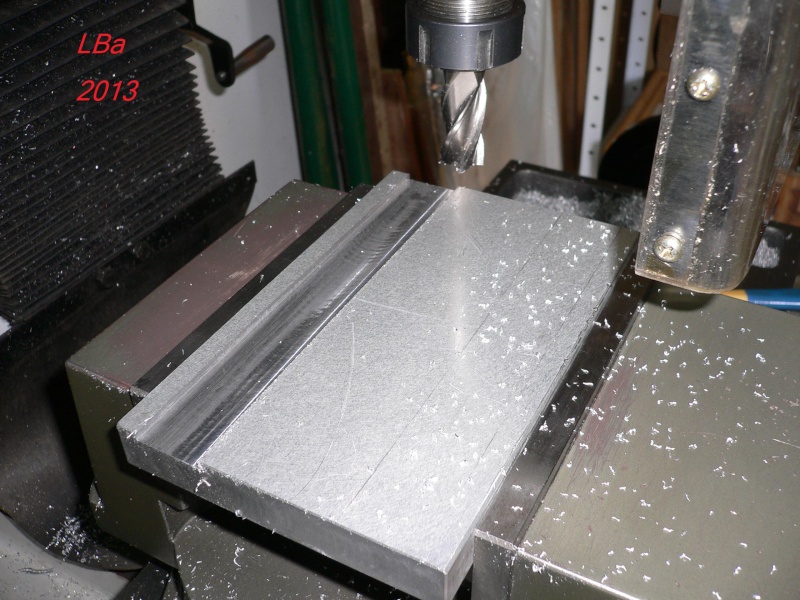
fraisage de la premiére rainure

controle de la premiére rainure avec une piéce en fonte
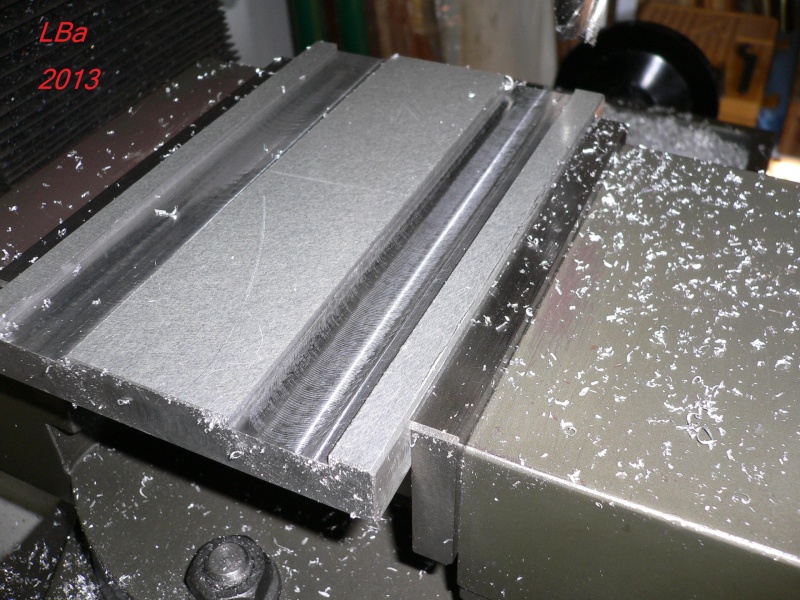
fraisage de la seconde rainure

controle de la seconde rainure
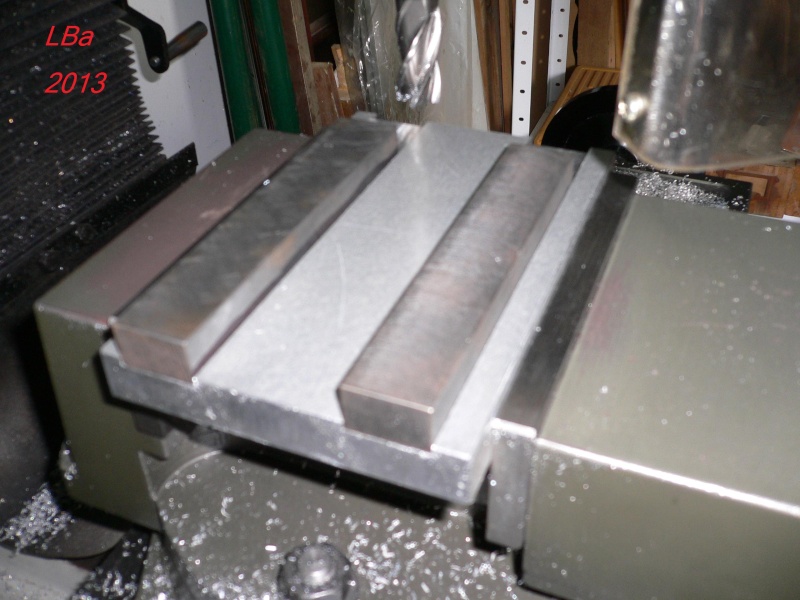
les deux rainures sont usinées
à venir leurs fixations par vis pour la suite des usinages
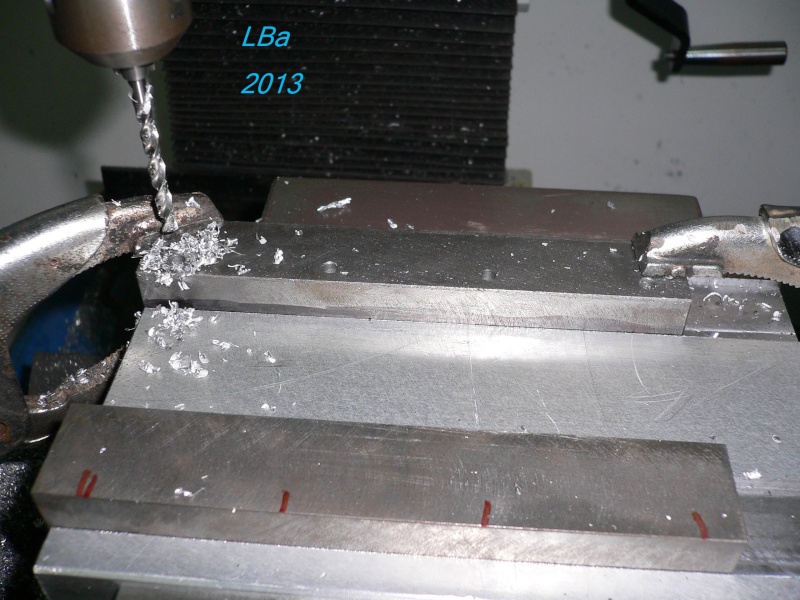
perçage d'un bloc fonte et plaque alu , puis taraudage de la fonte

méme opération pour la deuxiéme piéce

contre perçage de la plaque à 5,5 mm pour le passage des vis

lamage de la plaque pour noyer les tétes de vis
Aprés fixation des piéces en fonte, usinage des queues d'arronde
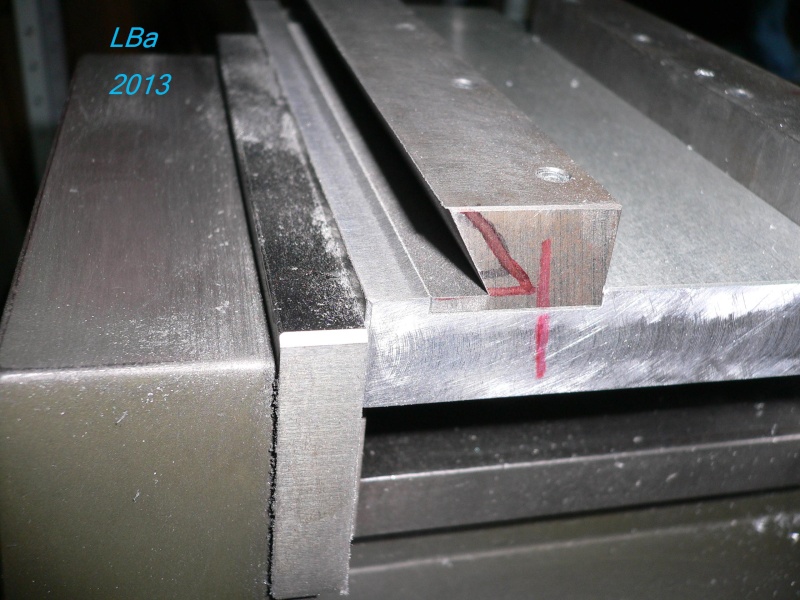
fraisage d'une queue d'arronde et là une gagate
petit oubli, j'avais prévue un épaulement, je viens d'usiner pour des queues de chique
donc fraisage d'un épaulement sur chaque piéce
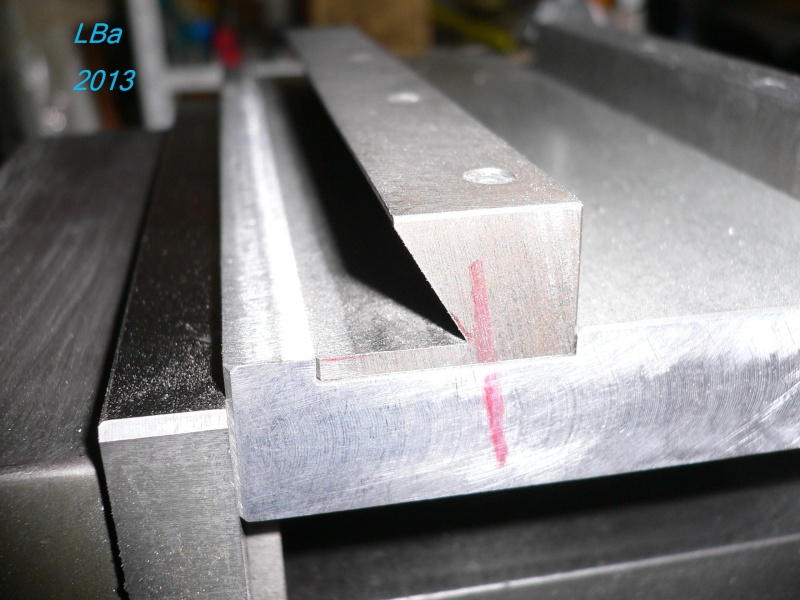
fraisage de la premiére queue d'arronde

fraisage de la seconde queue d'arronde
petit controle, j'ai un peu plus de 5 mm de jeu soit l'épaisseur du lardon

fraisage sur chaque chant du lardon d'un pan incliné

pointage de la position du lardon pour les vis de réglage et celle de blocage
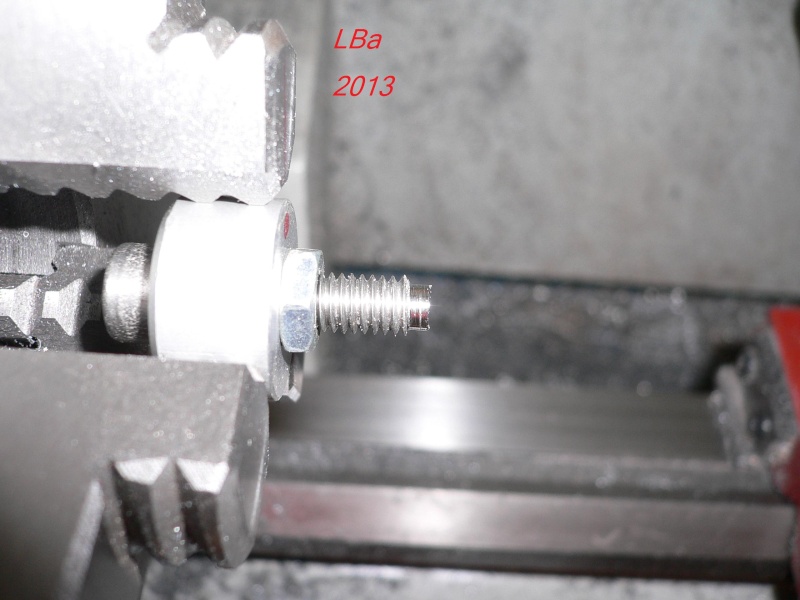
usinage d'un téton sur les bouts des vis

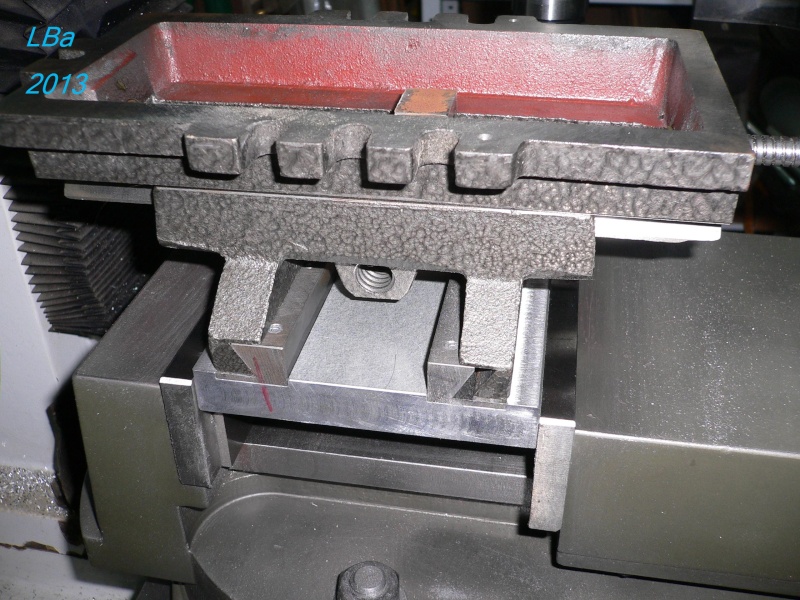
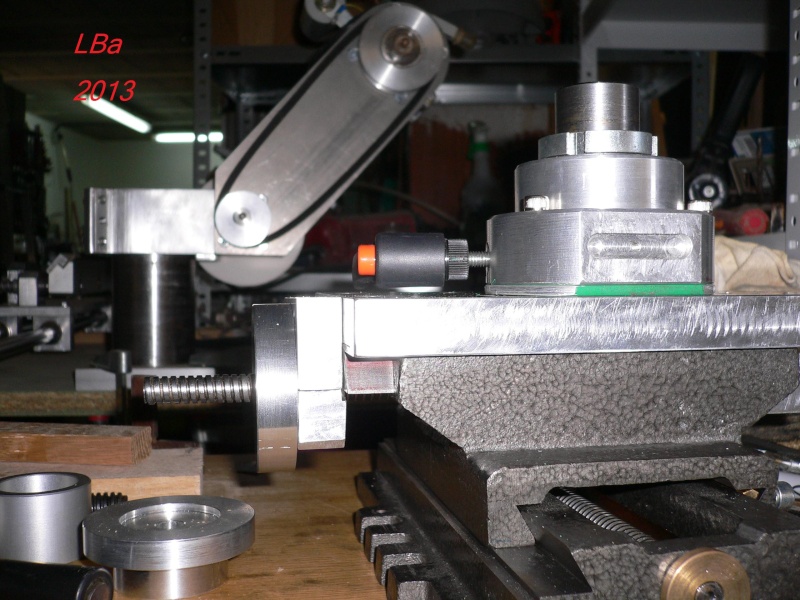
apperçue de la plaque avant mise en place
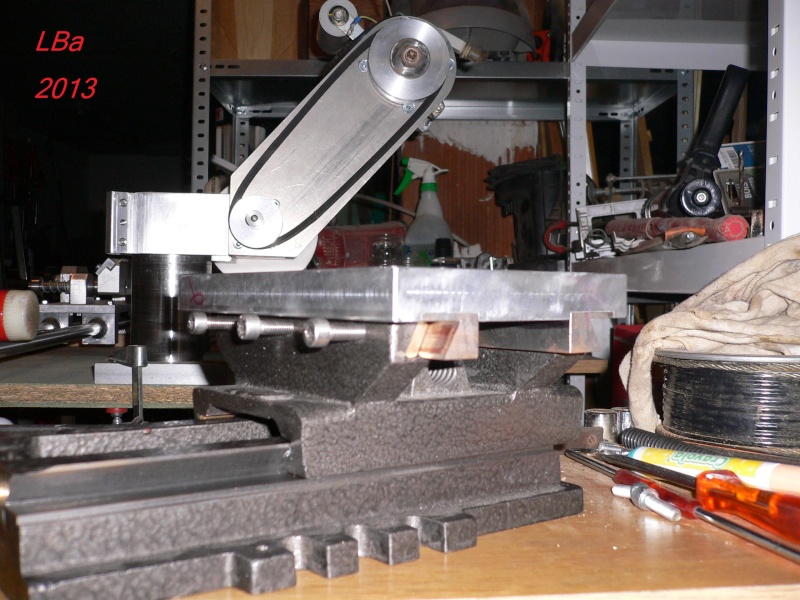
mise en place de la plaque et affinage des réglages
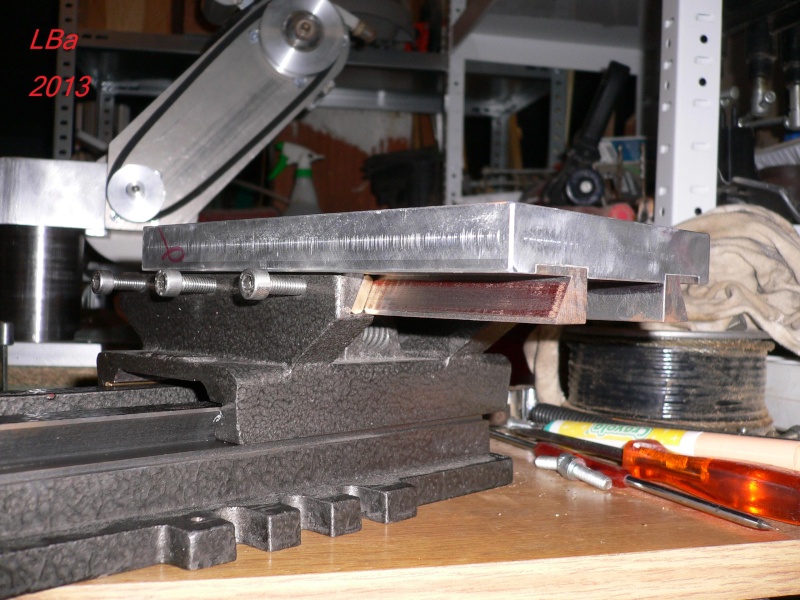
controle et réglage en position extréme

autre vue de la plaque
il me reste a me pencher sur la vis de déplacement de la plaque
Lors de ce pré-montage, je me suis apperçu que pour les vis de réglage du lardon en bronze
je ne pourrais pas mettre de contre écrou de blocage

j'ai du modifier la semelle alu comme ceci :

fraisage d'un épaulement pour le passage des contre écrous
afin d'obtenir ceci :

maintenant je peux serrer et bloquer les contre écrous
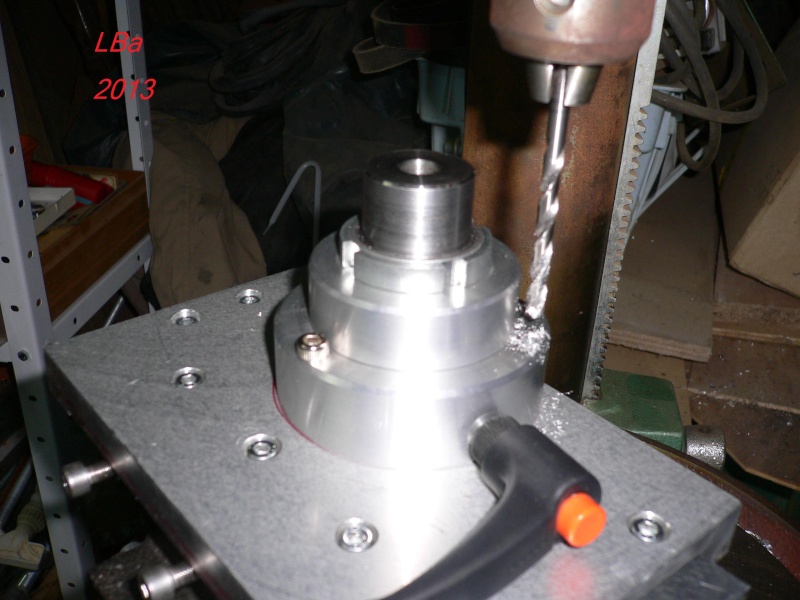
Fixation du support fraise (position verticale) sur la semelle alu
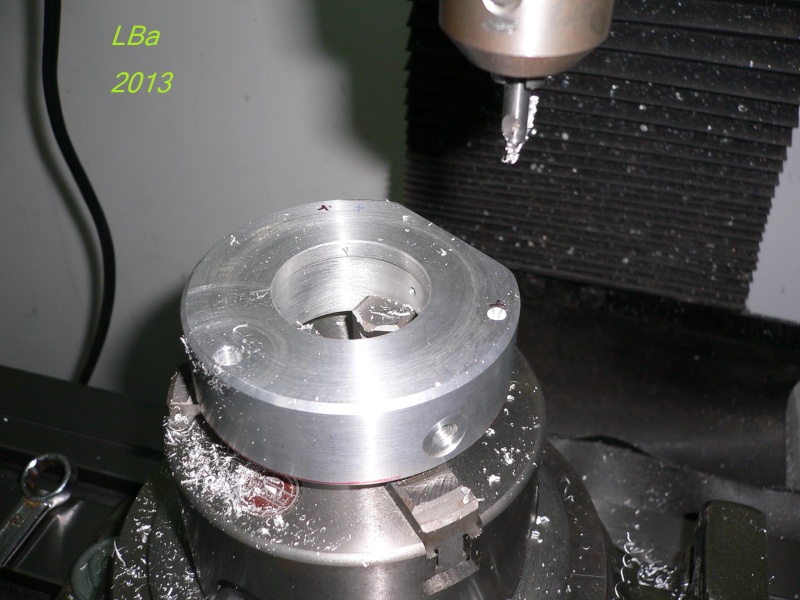
perçage de 3 trous à 120° sur la piéce fixe du support fraise pour sa fixation sur la semelle
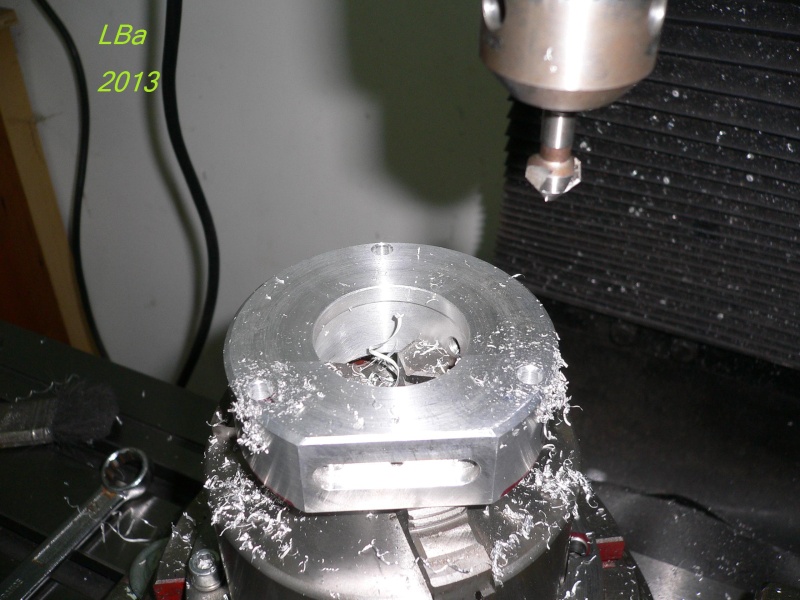
ébavurage à la fraise 3 dents des 3 trous de fixation

perçage d'une fixation sur la semelle et taraudage
pointage des deux autres fixations
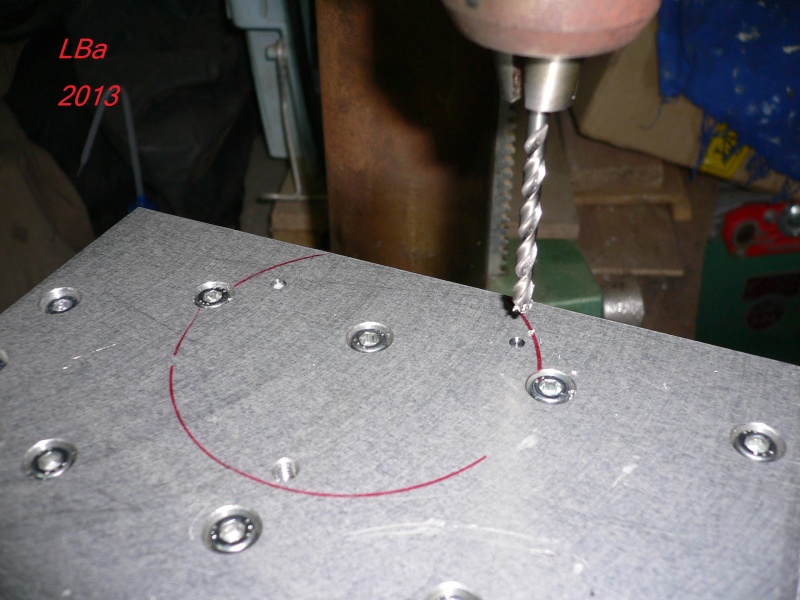
contre perçage des dites fixations avant taraudage
usinage d'une cale d'épaisseur pour entretoiser le support de fraise et la semelle
la manette de blocage en rotation frottait sur la semelle
l'assemblage du support en axe vertical est réalisé
reste à faire celle pour l'axe en position horizontal