

Mes différentes réalisations
Support de bague pour les colonnes à bille
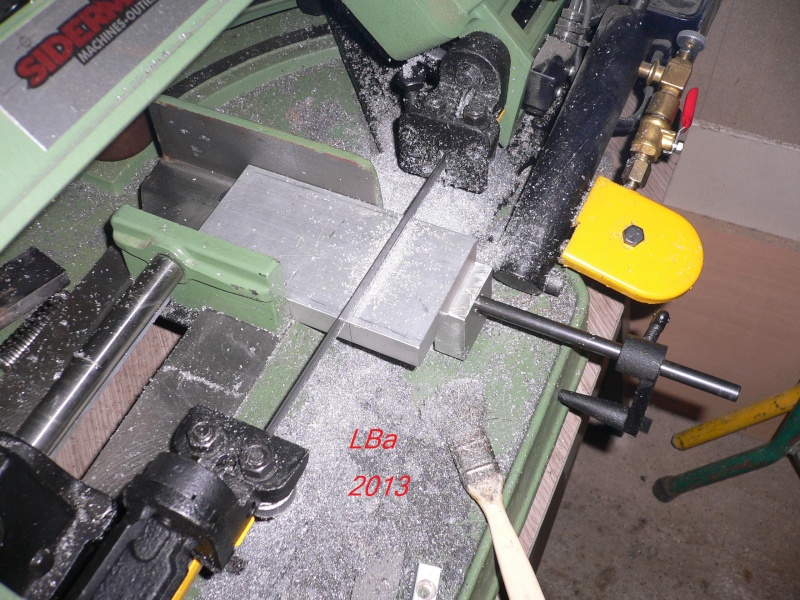
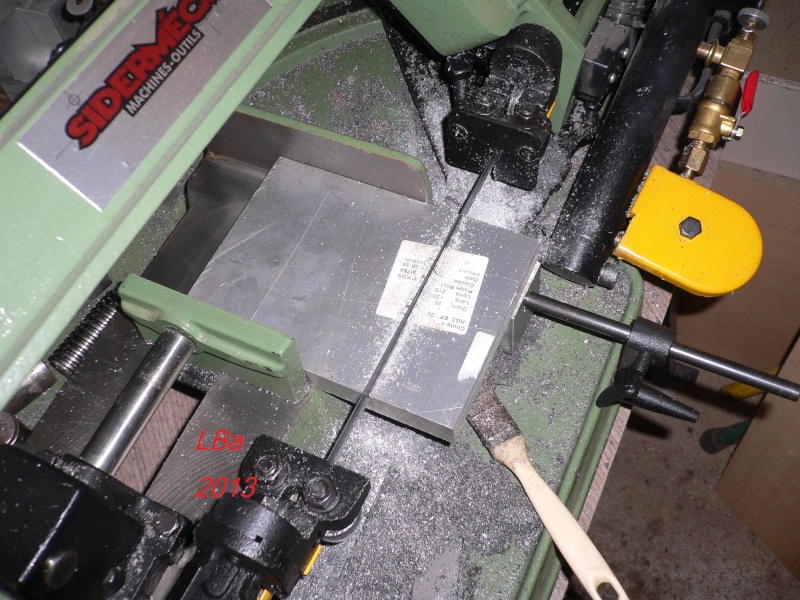
débit des deux piéces
aprés cubage des débits
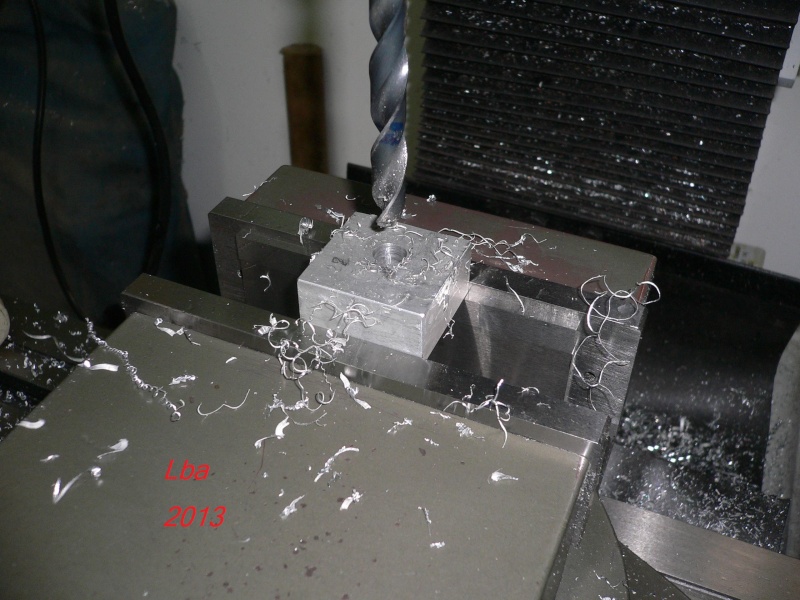
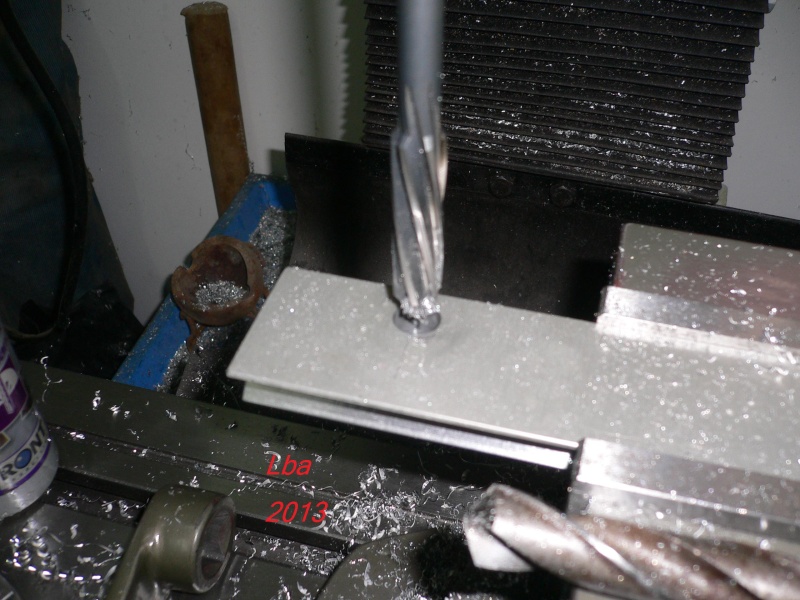
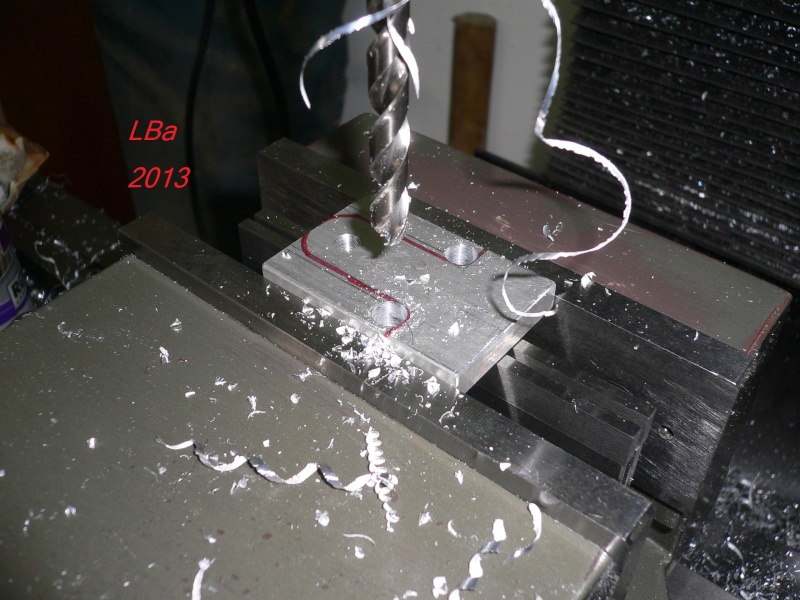
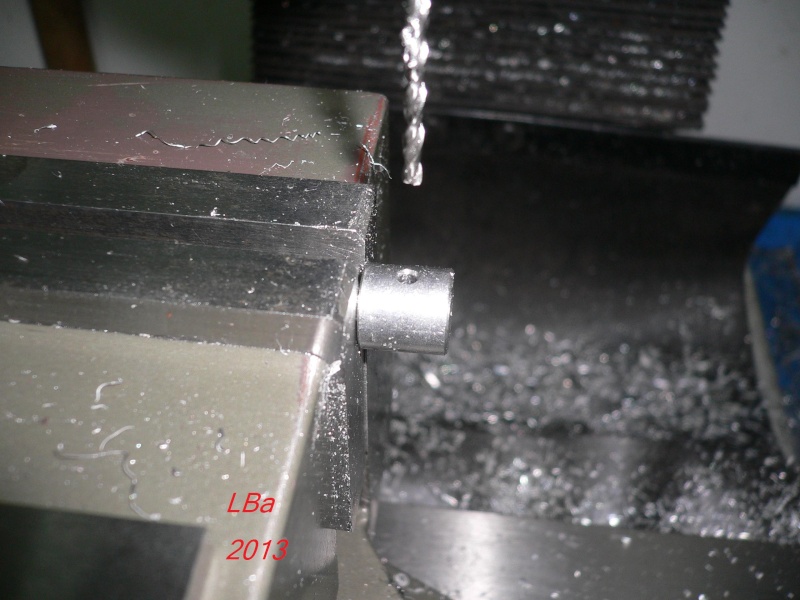
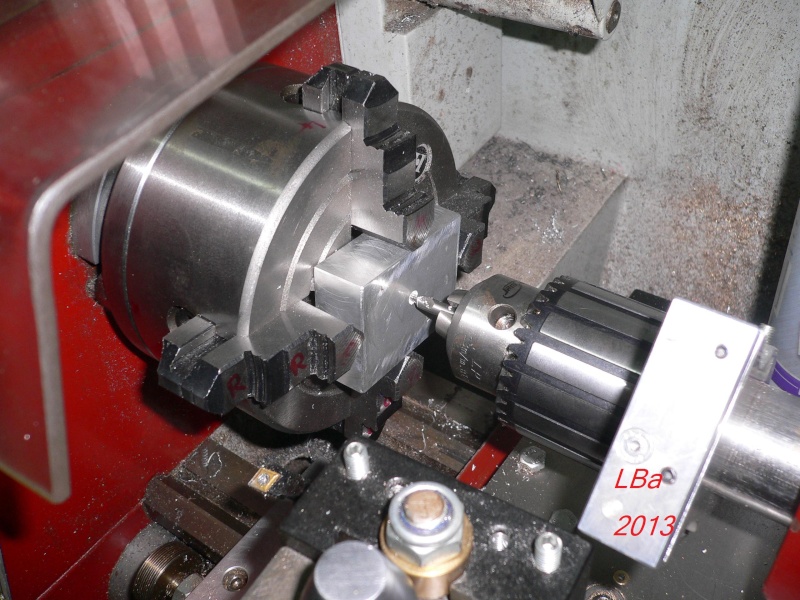
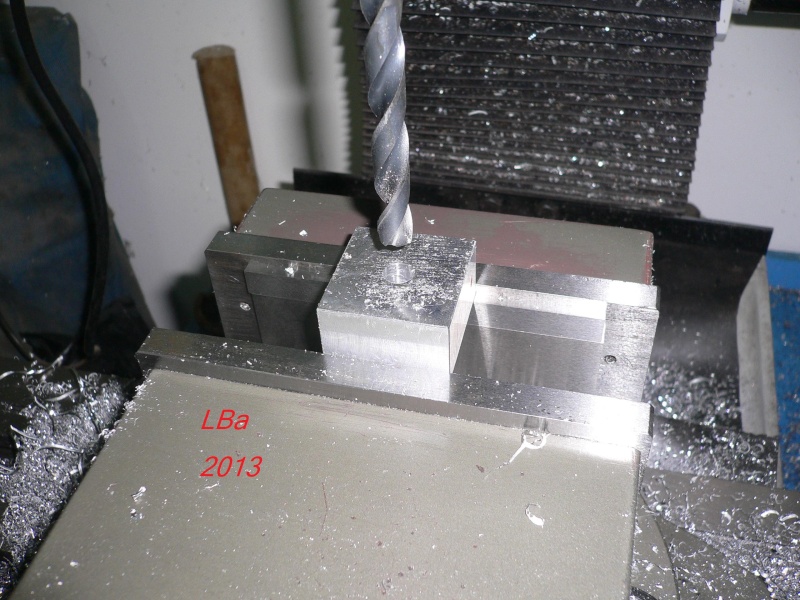
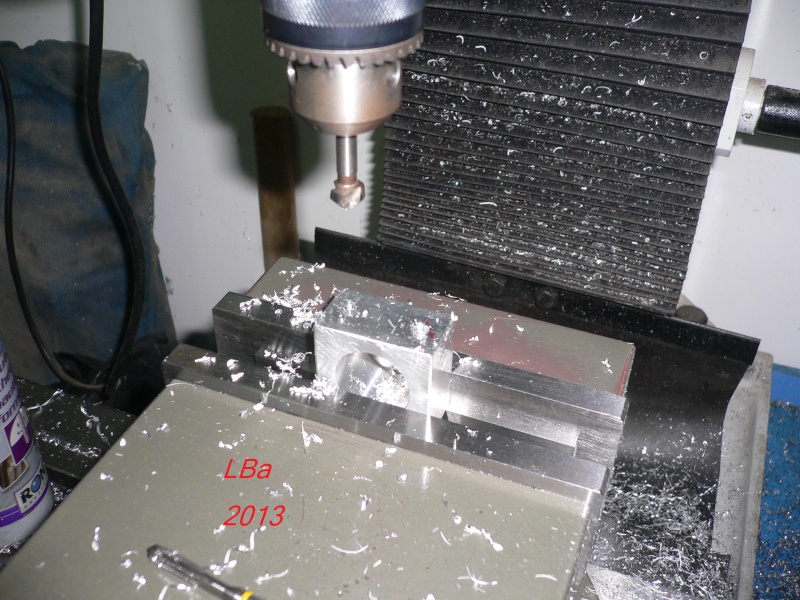
perçage d'une des piéces pour le réglage du mandrin 4 mors du tour

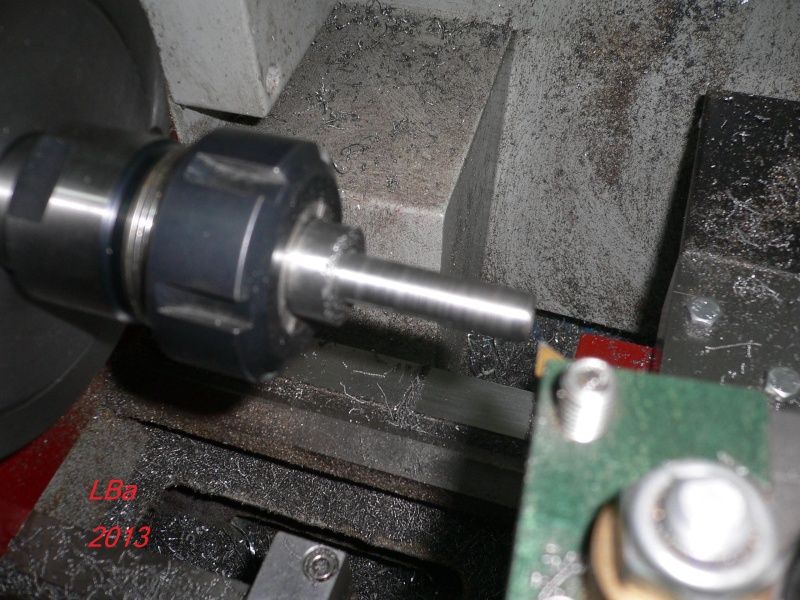
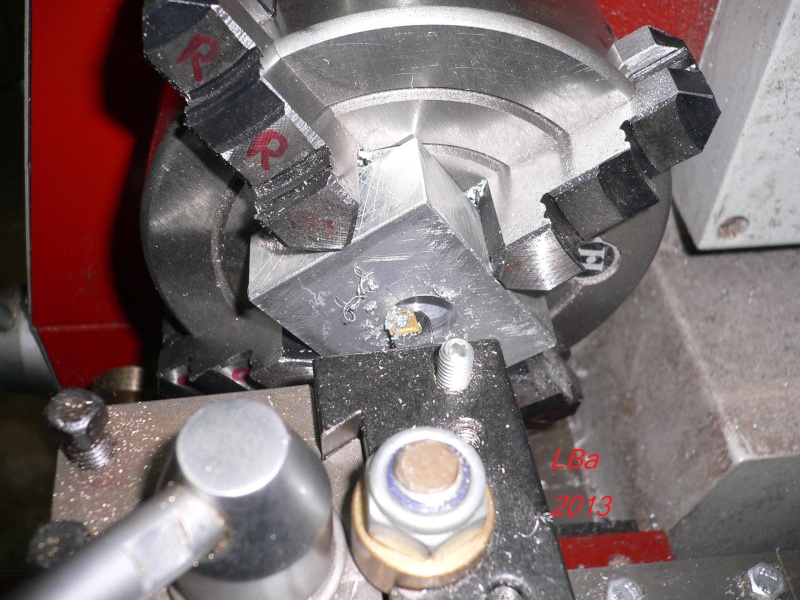
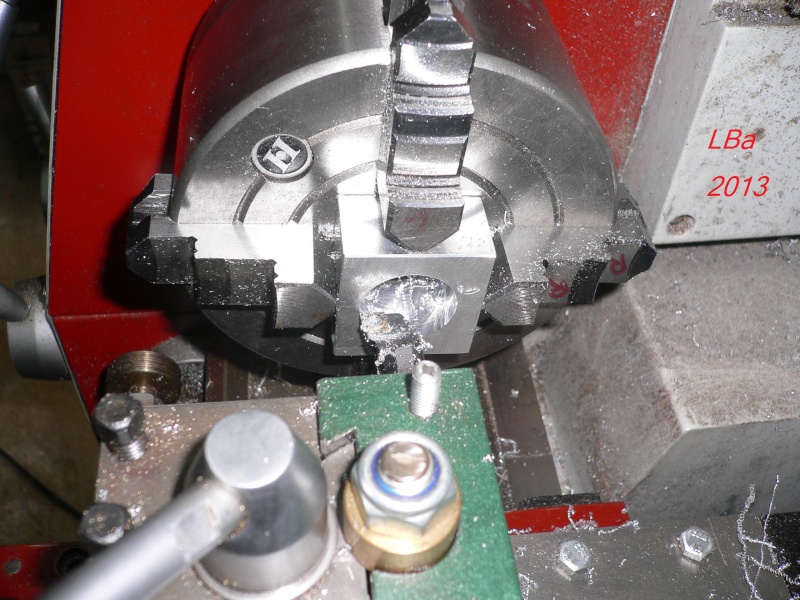
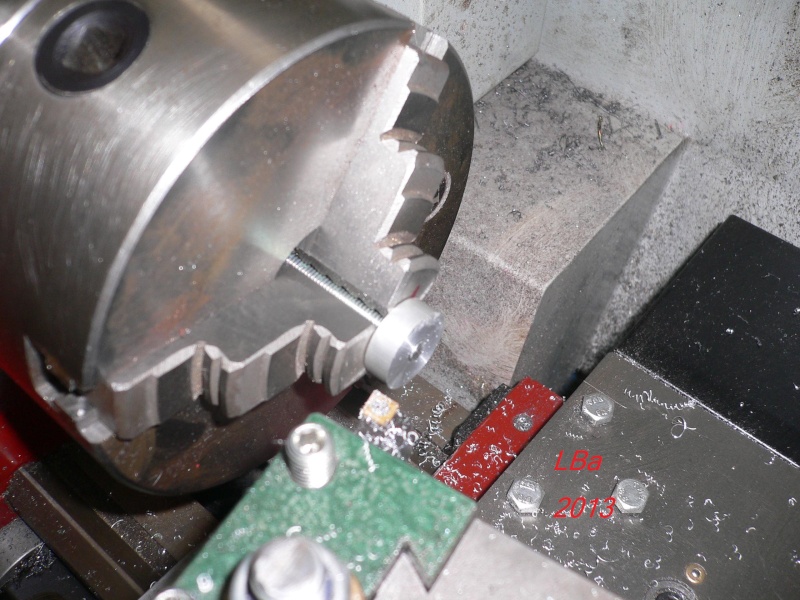
mise en place et centrage d'une piéce en mandrin 4 mors
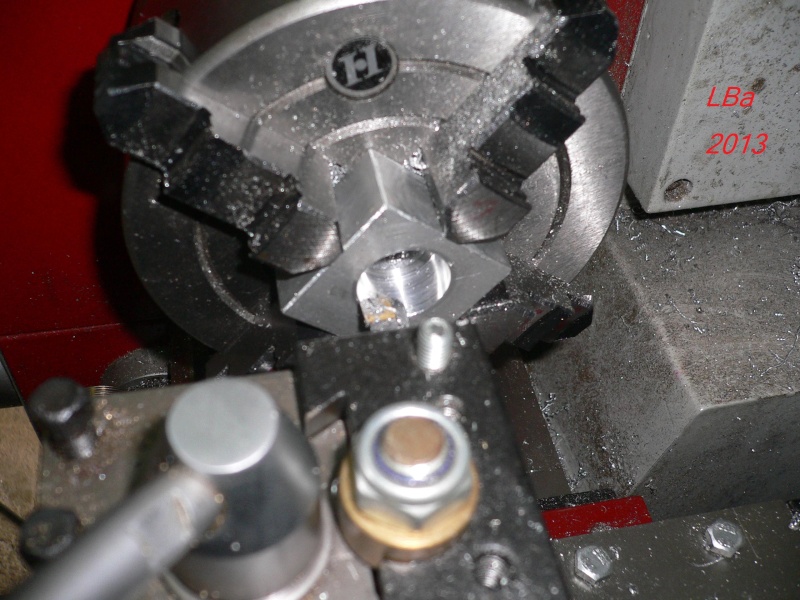
alésage pour recevoir la bague
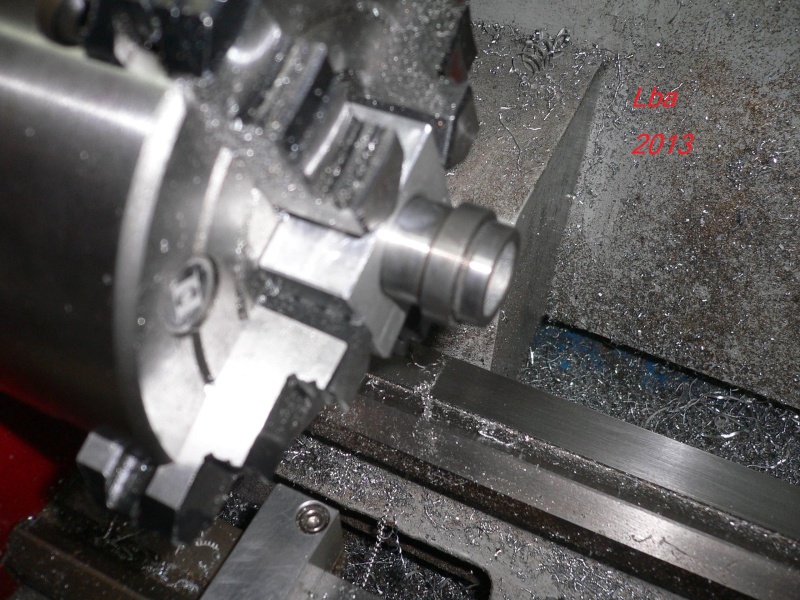
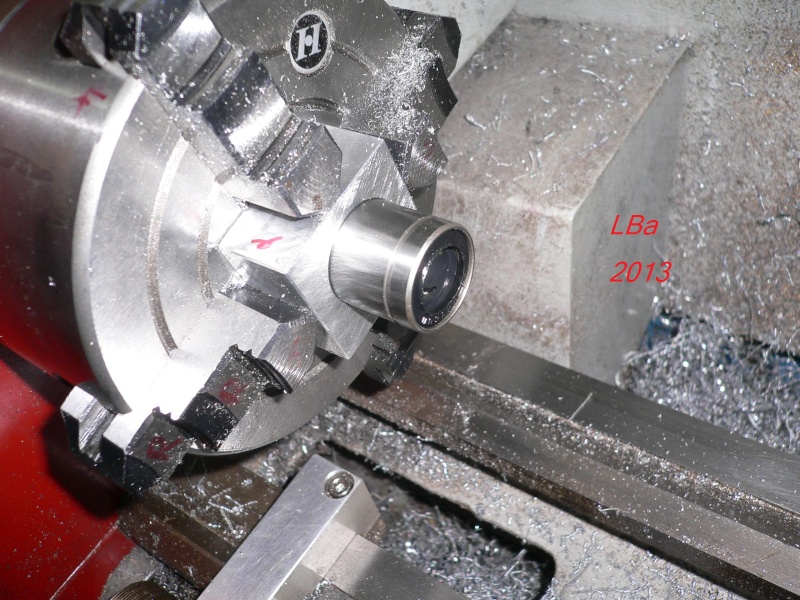
controle de l'ajustement bague support
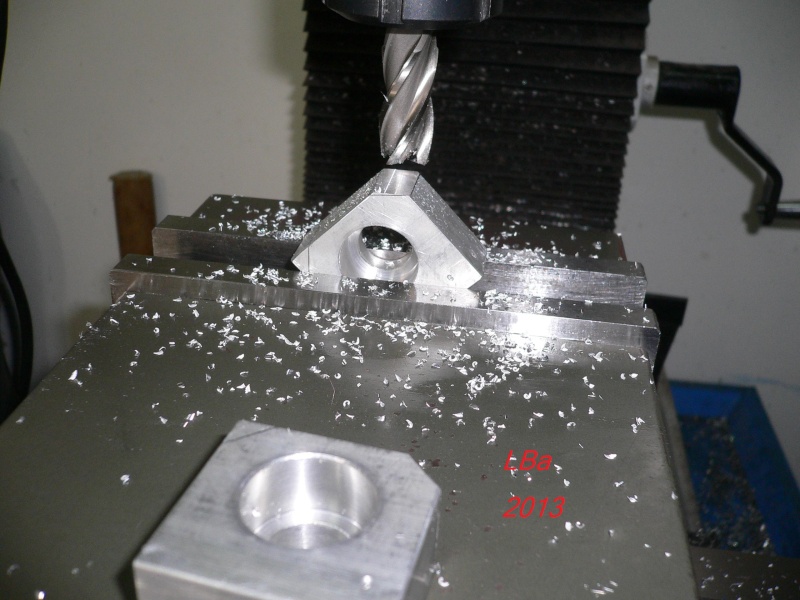
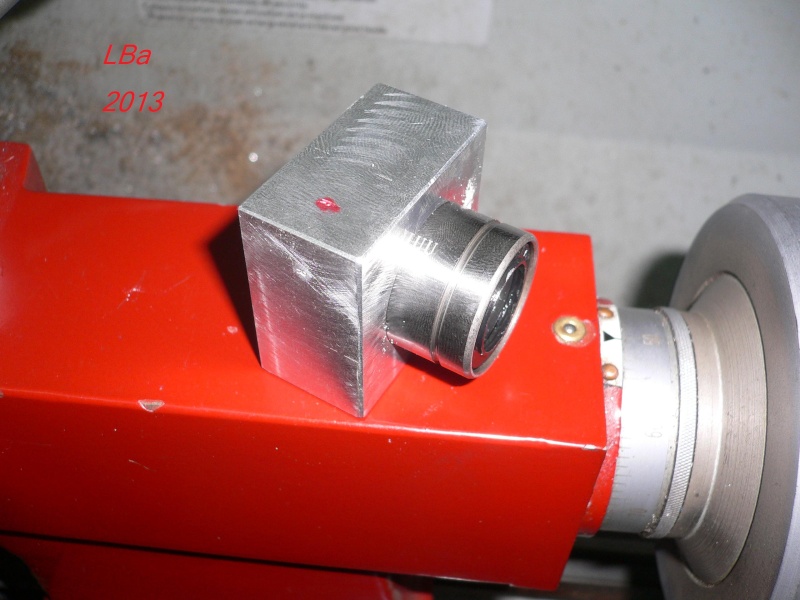
fraisage pour casser deux angles

emmanchement bague dans support, montage serré, utilisation de l'étau en guise de presse
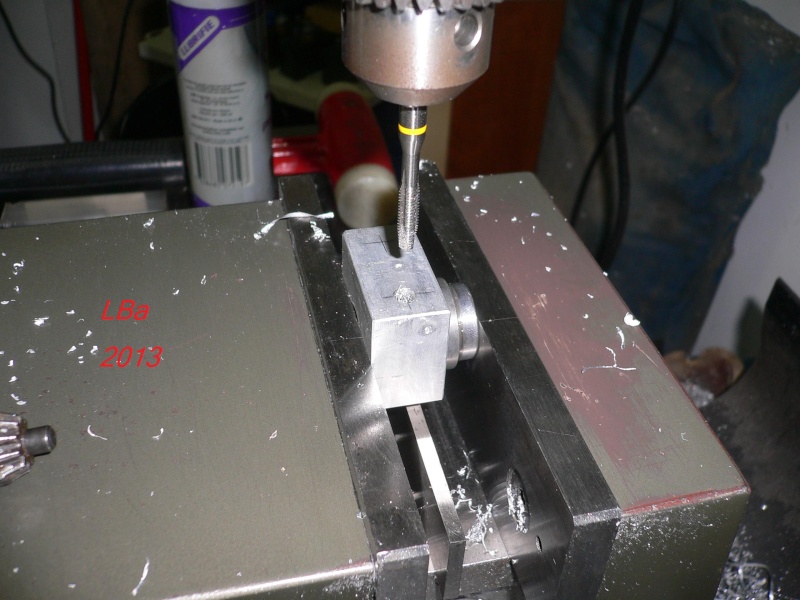
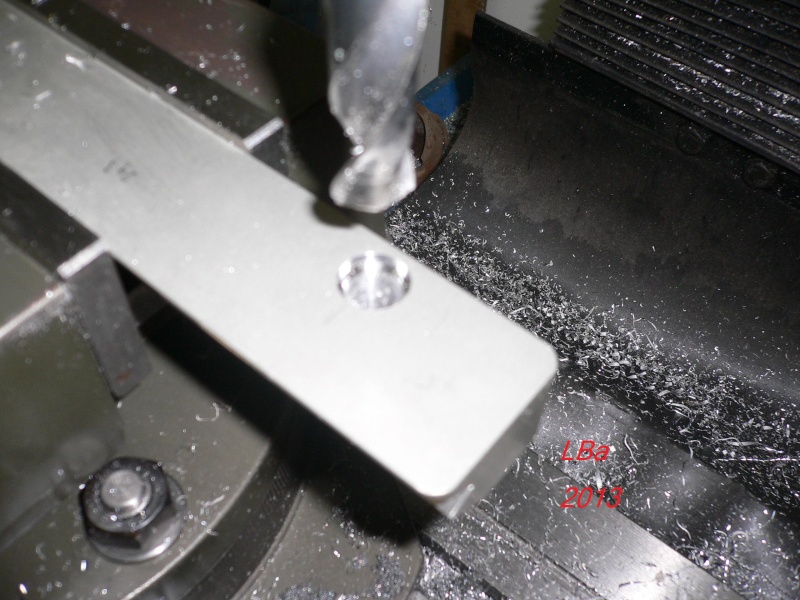
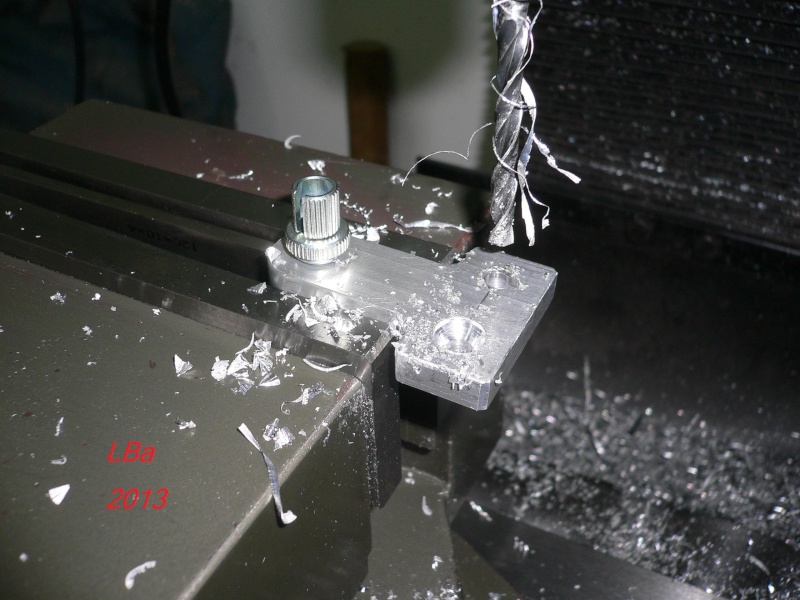
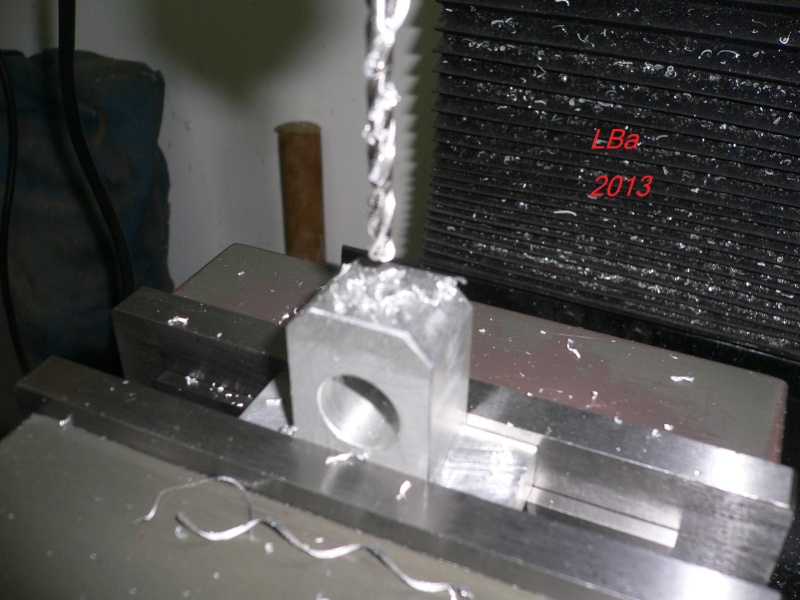
perçage taraudage de deux M5 pourla fixation sur la plaque de base
Mors pour le serrage des fers sur le support
Les fers seront immobilisés en position sur le support par 3 mors de serrage
ils sont usinés à partir de méplat alu et comporte peut d'usinage

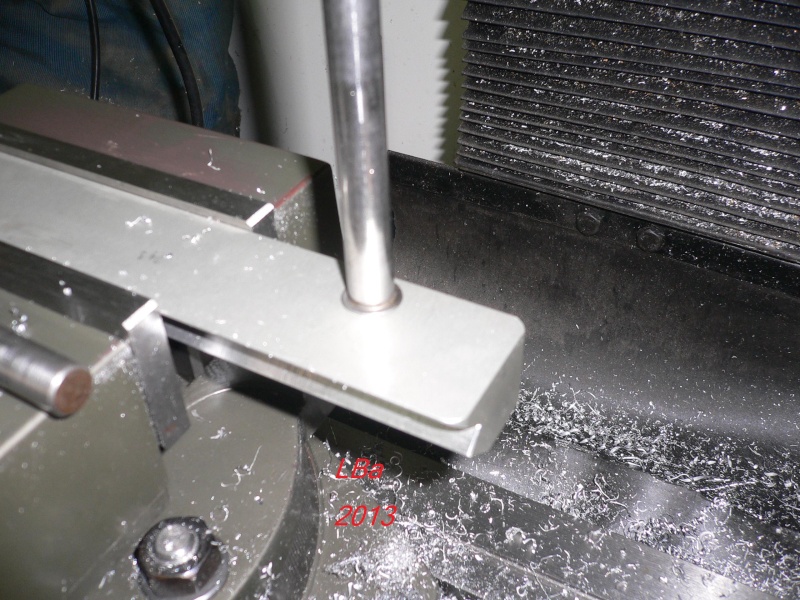
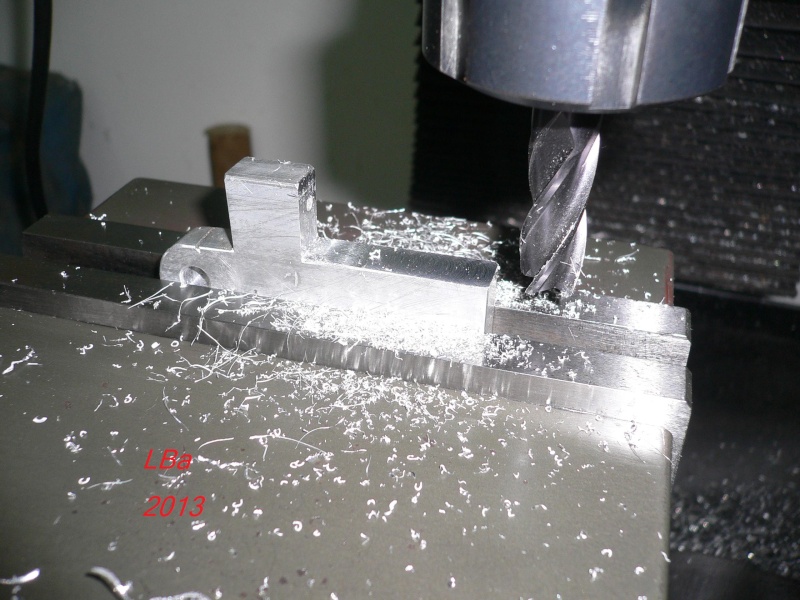
fraisage d'un épaulement

controle de l'épaulement du mors avec un fer
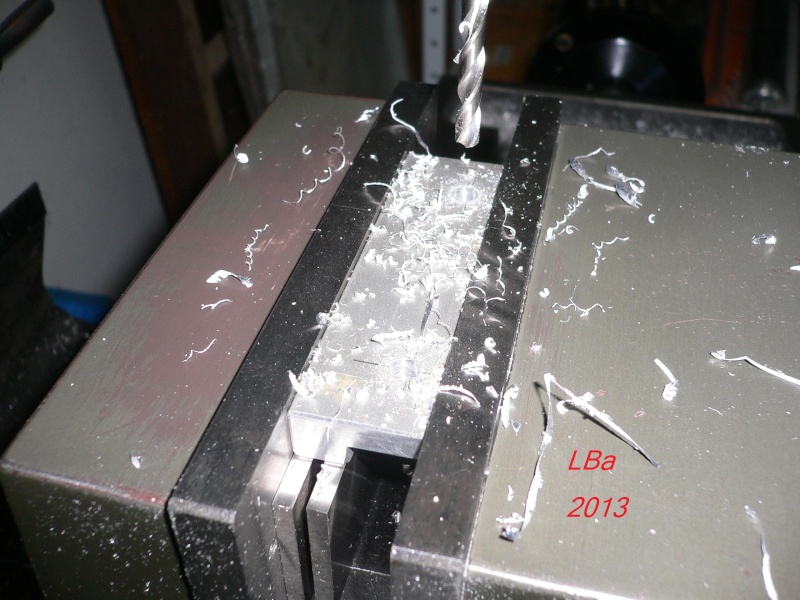
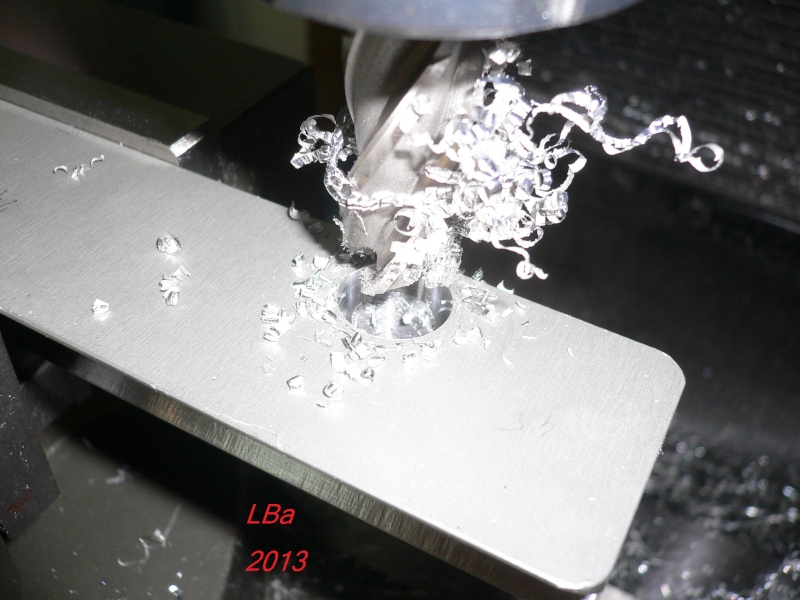
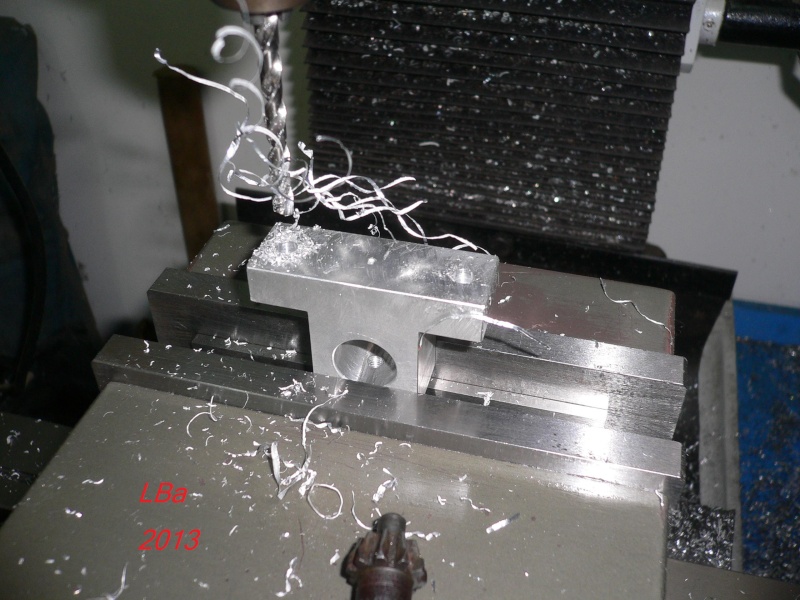
perçage à 5,5 des trous de fixation
les trous seront oblong par la suite pour un bon fonctionnement
les mors sont en place sur le support
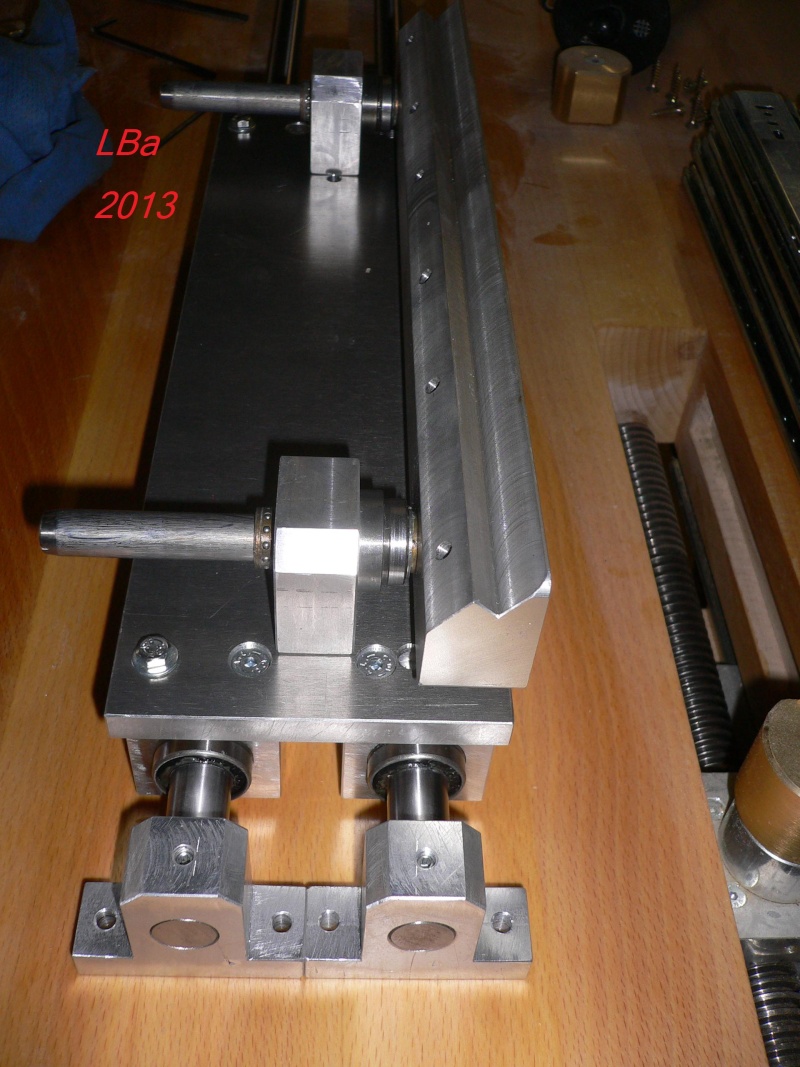
Support recevant les fers à affuter
Un support (en alu) recevra les fer à affuter
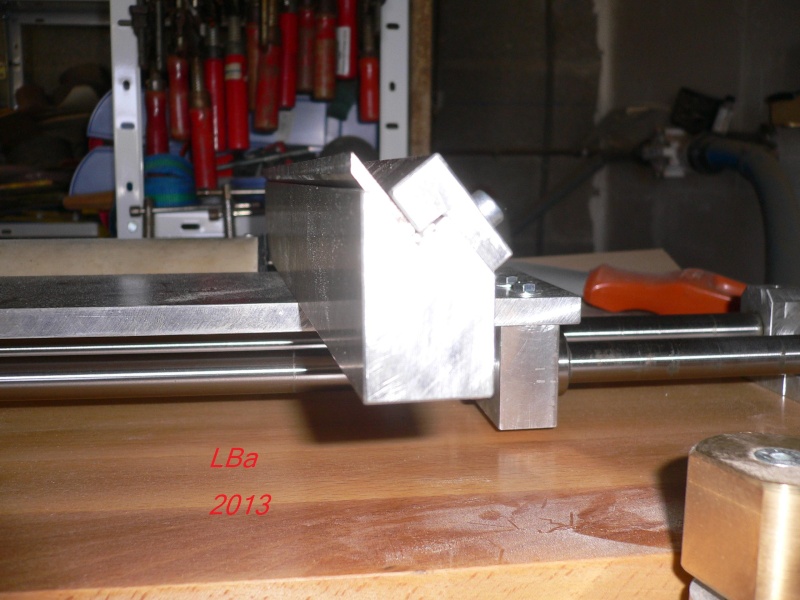
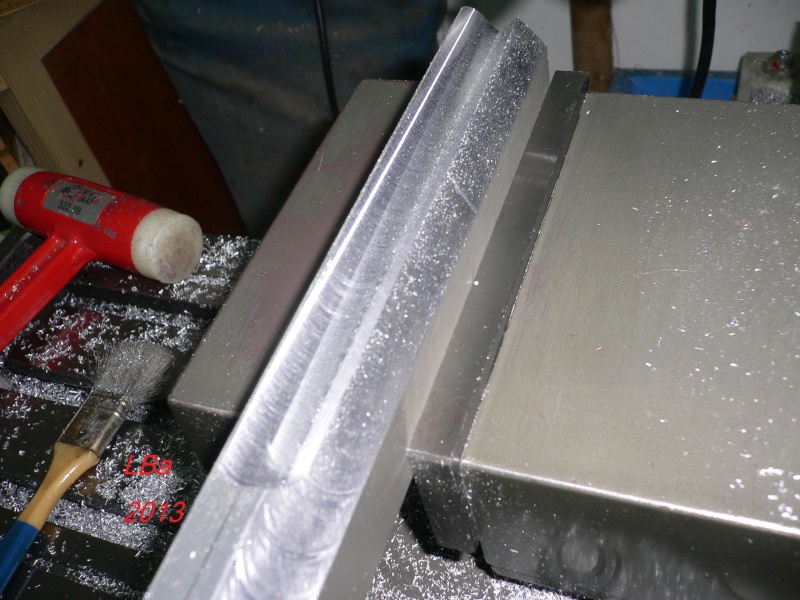
la piéce fait 320 mm de long, et comporte un pan incliné et un épaulement incliné
Pour fraiser ces usinages, j'ai travaillé avec le déplacement transversal (Y) de la fraiseuse
je ne peux incliné la téte de la fraiseuse que dans un sens

j'ai réglé l'angle d'inclinaison au comparateur aprés un petit cacul de trigo
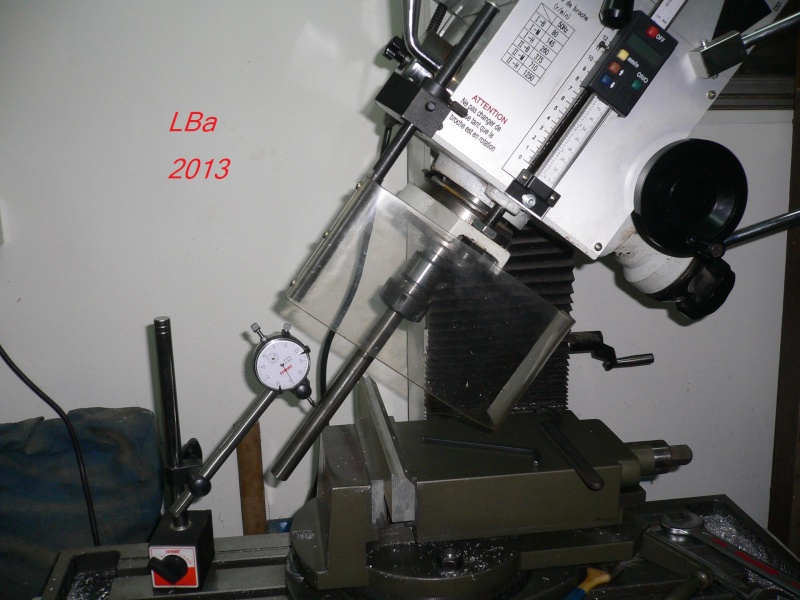
la piéce serré dans l'étau est celle de l'ancien systéme (elle a servi pour controle)
N'ayant pas assez de course en Y, j'ai usiné la piéce en deux fois

fraisage de la premiére partie du pan incliné

fraisage de la seconde partie du pan incliné
fraisage de la premiére partie de l'épaulement
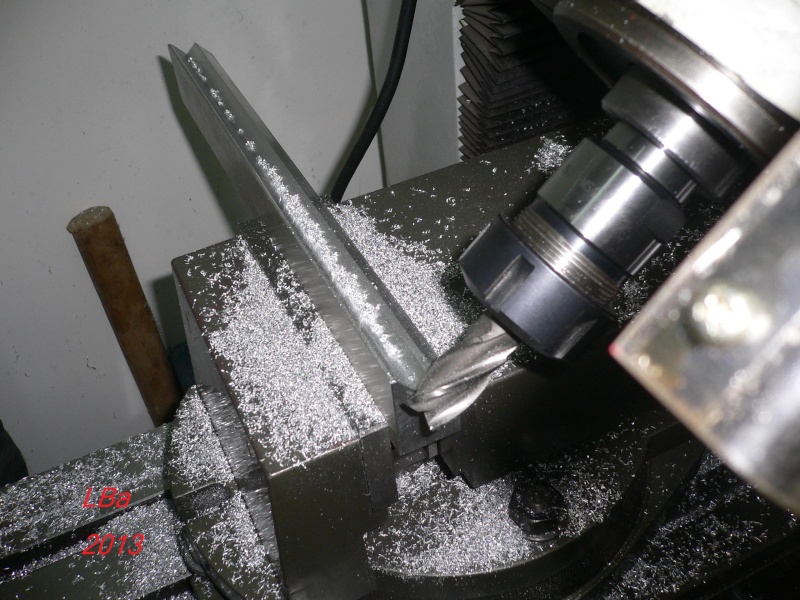
fraisage de la seconde partie de l'épaulement
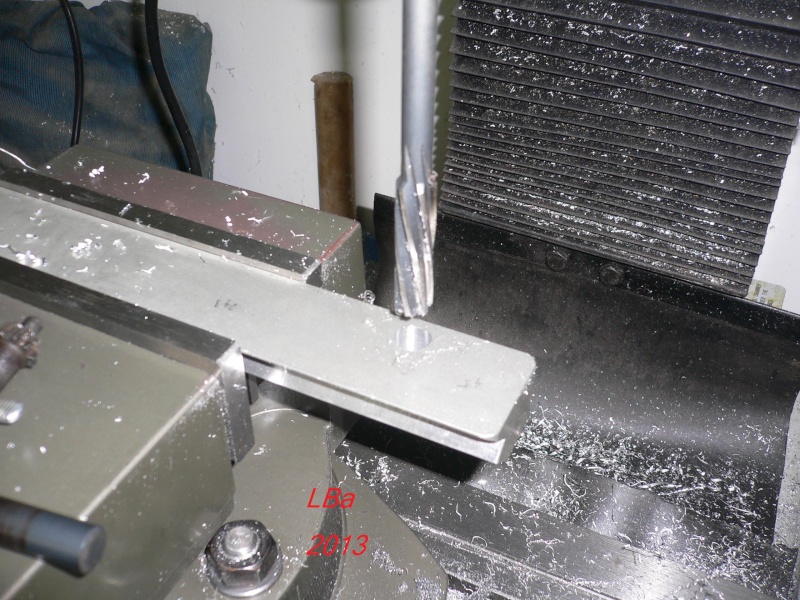
la téte étant réglée en inclinaison, j'ai perçé/taraudé six trous à M5

Le support fer sera monté sur des colonnes à billes de récup

un ensemble est constitué d'une colonne épaulée, d'une cage à bille et d'une bague
c'est trés utilisé en outil de presse à suivre ou de moule de plasturgie
alésage d'un passage de colonne

controle de l'ajustement
alésage de la seconde colonne
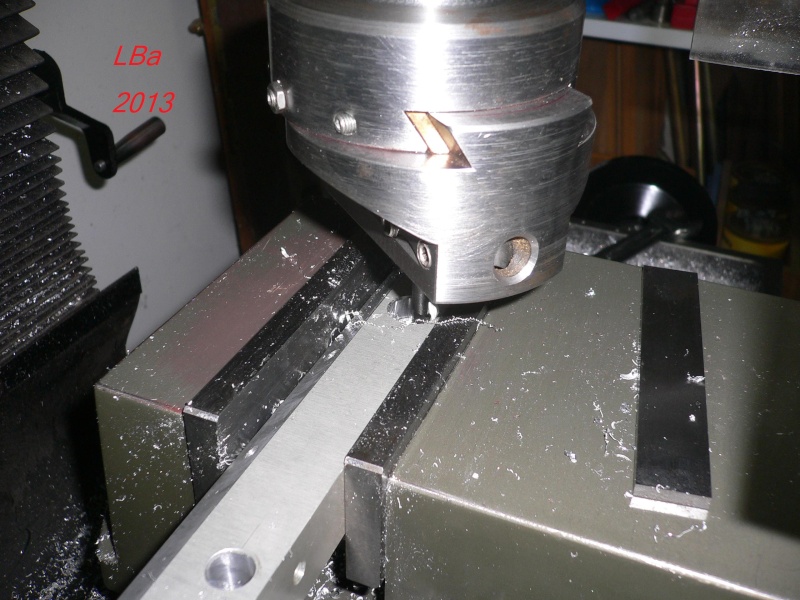
lamage pour noyer la téte épaulée de la colonne
le fond du lamage est dressé avec une fraise 4 dents

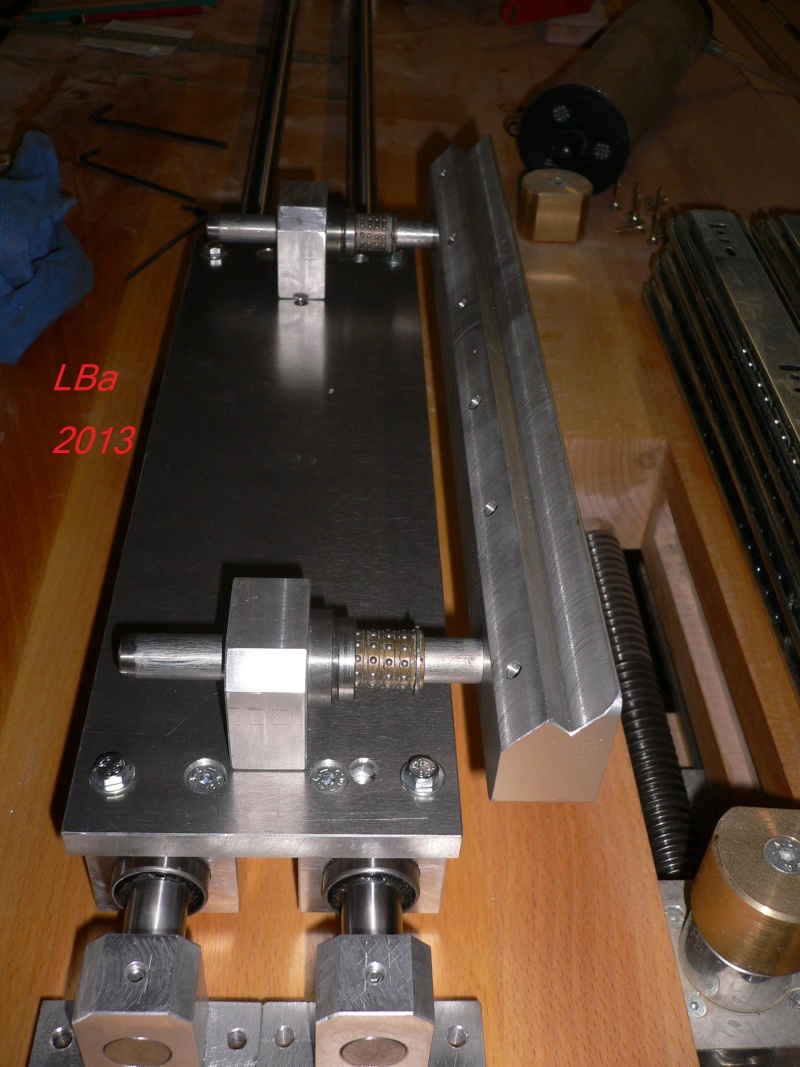
les colonnes sont en place sur le support porte fer à affuter
Le déplacement (prise de passe) sera assuré par une vis/écrou à pas fin du 10*100
Perçage du support pour recevoir l'écrou
perçage à 16 mm pour l'écrou de déplacement du support
puis alésage sur la fraiseuse avec la téte à aléser
le montage sera à serre
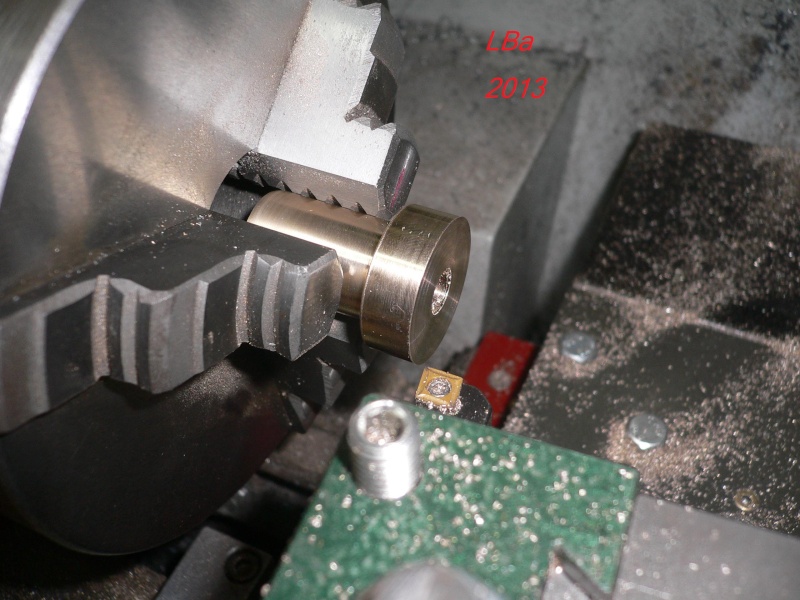
Usinage de l'écrou
l'écrou est usiné à partir de jet en bronze
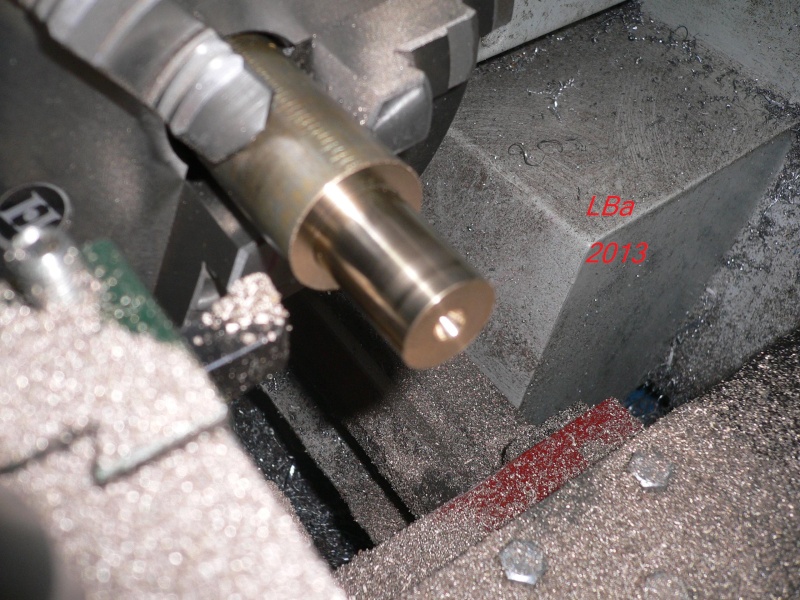
usinage d'un épaulement, dressage de la face et point de centre

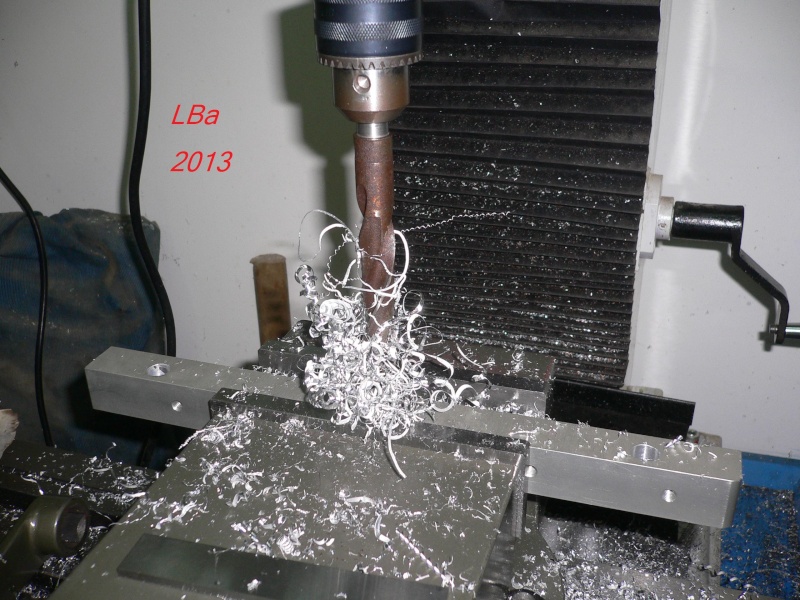
perçage à phi 9 en vue du taraudage
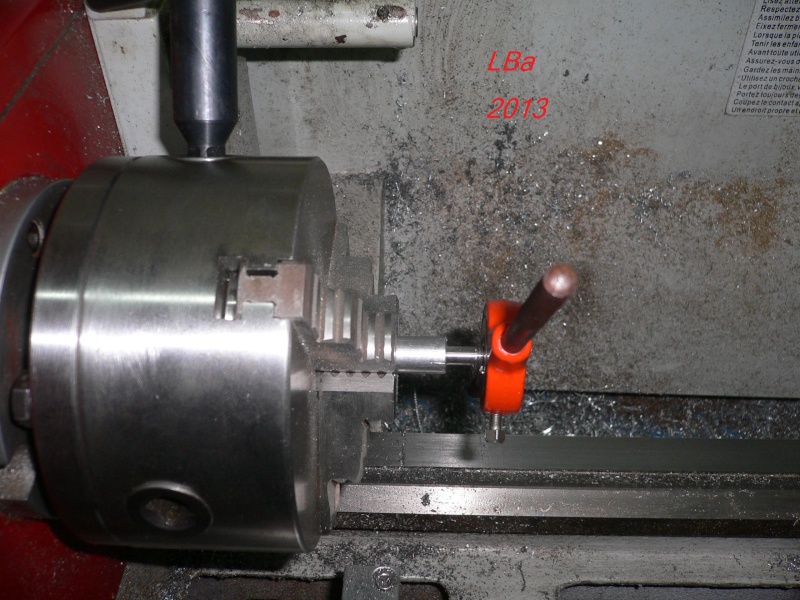
pour la profondeur de perçage, j'ai utilisé le pac sur son support de poupée, plus besoin de compter le
nombre de tour, elle est pas belle la vie !
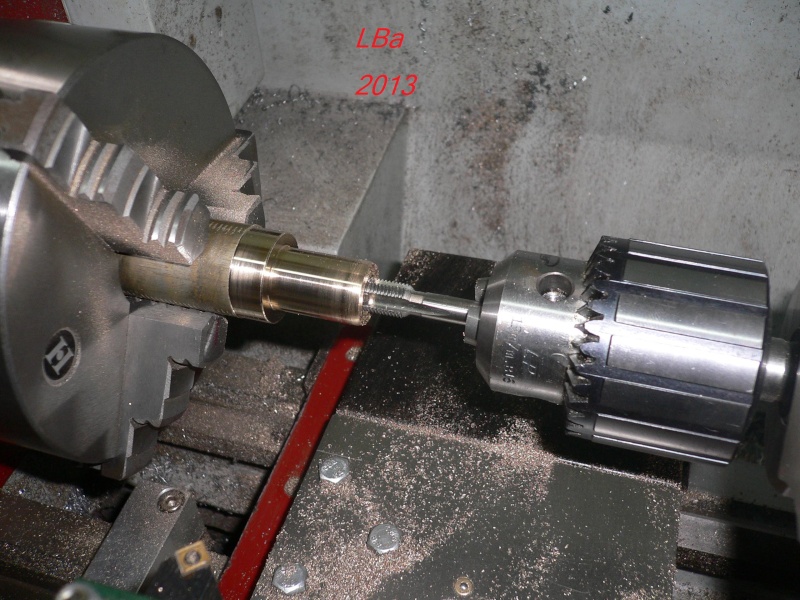
taraudage (manuel) à 10 pas de 100
aprés coupe, dressage de face et mise à longueur de la piéce

l'écrou est usiné, en attente de montage sur le support porte fer
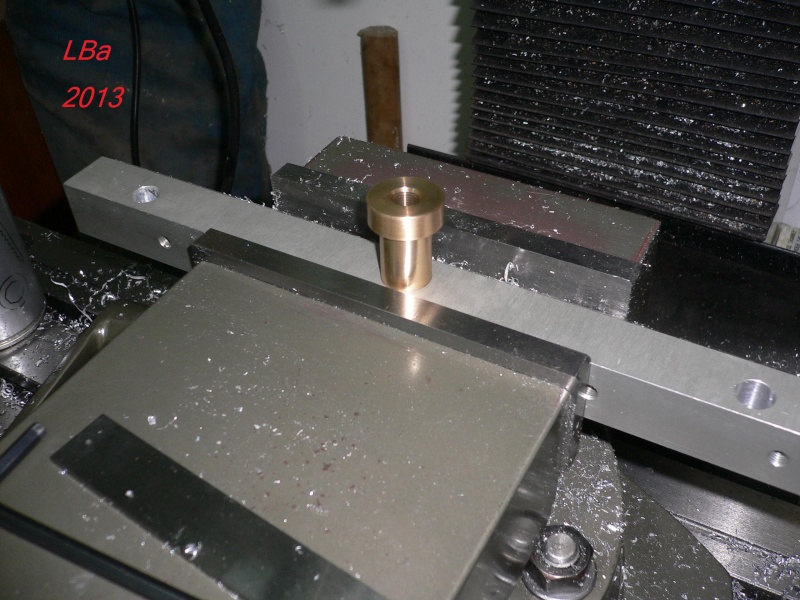
vérification de l'ajustement écrou/support

le montage étant serré, pour la mise en place de l'écrou, n'ayant pas de presse, j'utilise l'étau
Avant de monter l'écrou, j'ai usiné la vis de cette écrou

la piéce etant prise en pince, usinage d'un épaulement
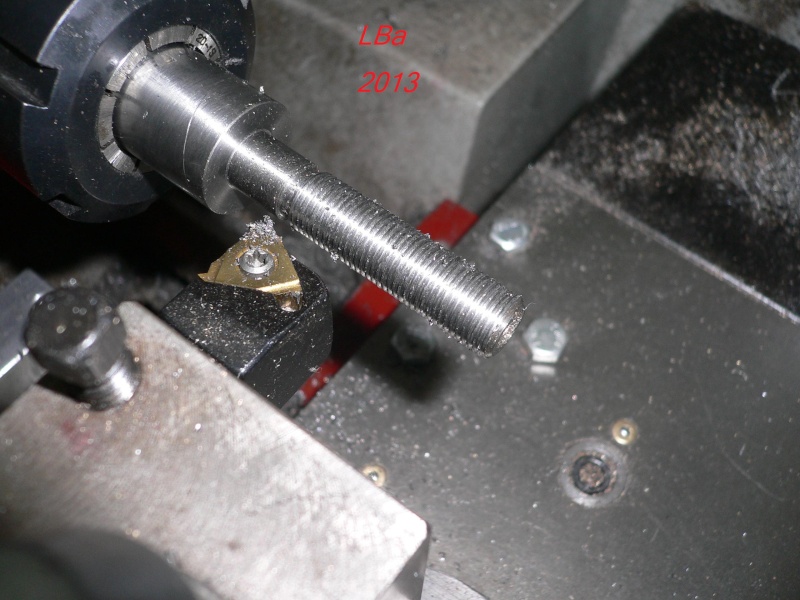
réalisation du filetage M10*100
essais de l'ajustement et du control de la vis/écrou
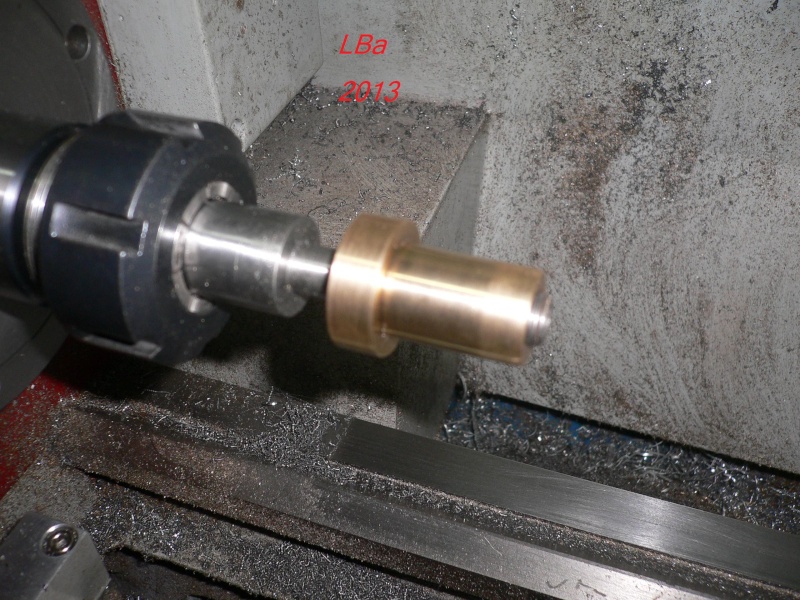
aprés retournement de la piéce, tournage de la portée de roulement

vérification de l'ajustement du roulement sur sa portée
Le support de gaine usiné dans du plat alu de 40 mm

traçage du support avant usinage, afin de faciliter celui-ci
perçage de deux phi 8 mm, aprés 4 coups de scie à métaux manuel

fraisage des 2 épaulements

apperçu du support, l'arrondi a été fait à la lime par épanelage
perçage et fraisure de deux phi 5 mm pour Tf pour sa fixation

le support en place
La came d'actionnement du maitre cylindre sera, elle, actionné par un cable fixé
sur un support articulé
Usinage de ce dernier

début d'usinage de la piéce par un épaulement
filetage manuellement à M6 du bout de l'axe

à ce stade, il reste le trou de passage du cable à effectuer
perçage à phi 2,5 mm pour passer le cable comme ci dessous

Fixation de l'arret de cable sur la came

perçage/alésage d'un phi 6 mm pour le montage de l'arret cable comme ci-dessous

le cable est ici au repos (came non actionnée)
là le cable est tiré (came actionnée) tout ça pour visualiser la position du support tendeur de gaine
Chariot de déplacement du support de fer
Le chariot se déplace sur deux ronds tremper/rectifier acheté dans le commerce (chez Hpe en l'occurence)
a l'aide de douilles à billes fermées

les ronds de guidage seront coupés à la longueur par la suite( j'ai acheté des morceaux de 1m de long)
Quelques détails sur l'usinage des paliers support des ronds
débit des paliers dans une plaque d'alu, provenant de chez qualichutes
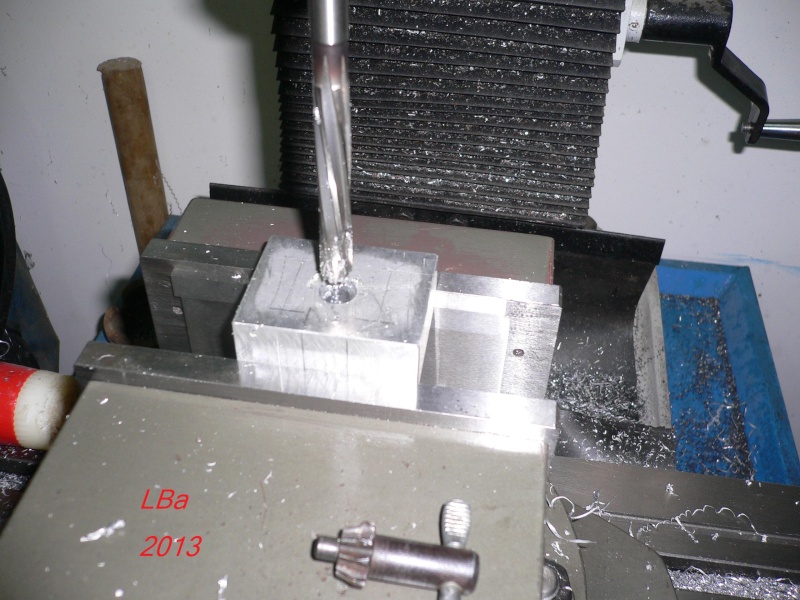
aprés cubage des quatres débits,j'en ai alésé un (à 12 mm) sur la fraiseuse et ce pour me faciliter la vie
à savoir le centrage sur le mandrin quatres mors du tour
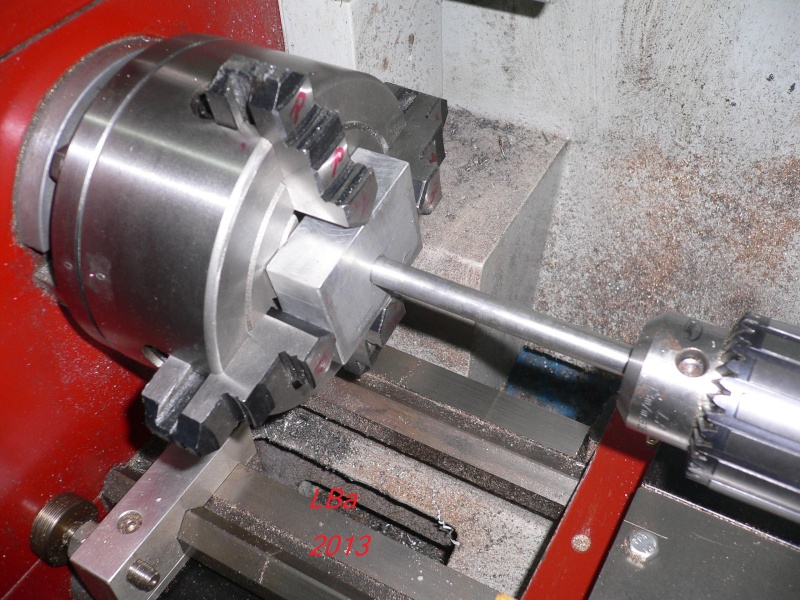
Montage et centrage du palier sur le mandrin quatres mors
au paravent, j'ai repéré sur chaque débit un chant,un bout,une face
et sur le mandrin deux mors, qui ne seront pas touchés lors du changement des débits pour l'usinage
dans le pire des cas mon alésage pourrait se trouvé decentré mais à cotes identiques ,sur les quatres débits, par
rapport aux références
c'est parti pour un alésage de 16 mm sur le premier débit

essais de l'ajustement

comme pige de controle, j'ai utilisé un morceau de Sub de 16 mm et vérifié qu'il coulissait pile-poil dans l'alésage
Les trois autres débits, ne sont pas passés par la case fraiseuse, direct mandrin quatres mors
et ai commencé par un foret à centrer avant perçage à quinze et alésage à seize mm
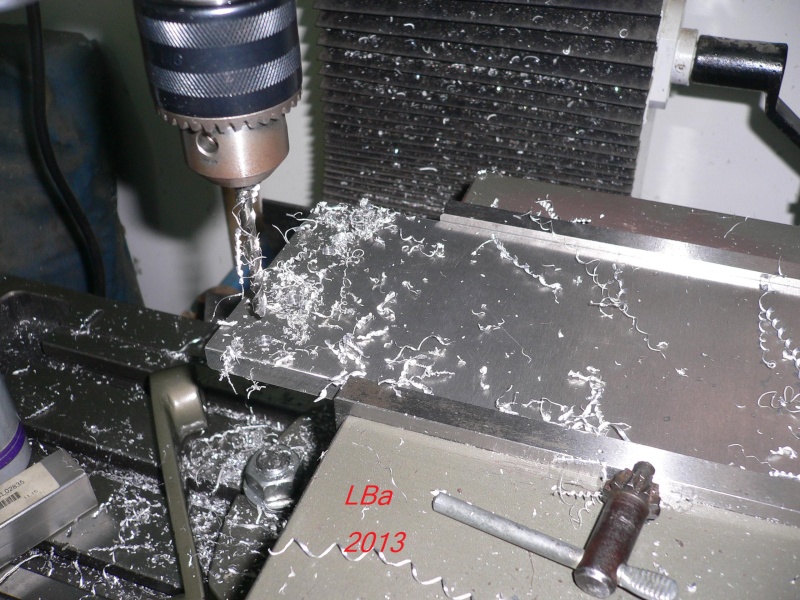
une piéce a été tracée pour réglage de la butée de la scie à ruban afin d'ébaucher
les épaulements

premier trait de scie

le reste a été fait à la scie à métaux à la main
Dressage de l'épaulement sur la fraiseuse

de chaque coté et pour les quatres piéces

puis fraisage de chanfrein à 45 °
perçage/ taraudage à M5 pour la vis d'immobilisation des ronds
et perçage de deux phi 5mm pour la fixation des paliers sur le bati qui supportera l'ensemble
Maintenant, les supports de douilles à bille
j'ai procédé de la méme façon que les paliers,pour rappel,un trou alésé sur la fraiseuse pour faciliter
le centrage en mandrin quatres mors

centrage du premier débit sur le tour

perçage à 19 mm avant alésage
alésage du support de cage pour recevoir la douille à bille
essais de l'ajustement de la douille
premier support usiné
perçage/taraudage de deux M5 pour la fixation

voila 8 piéces d'usinées: les quatres paliers support de rond et les quatres supports de douille à bille
Plaque de base (usinage)
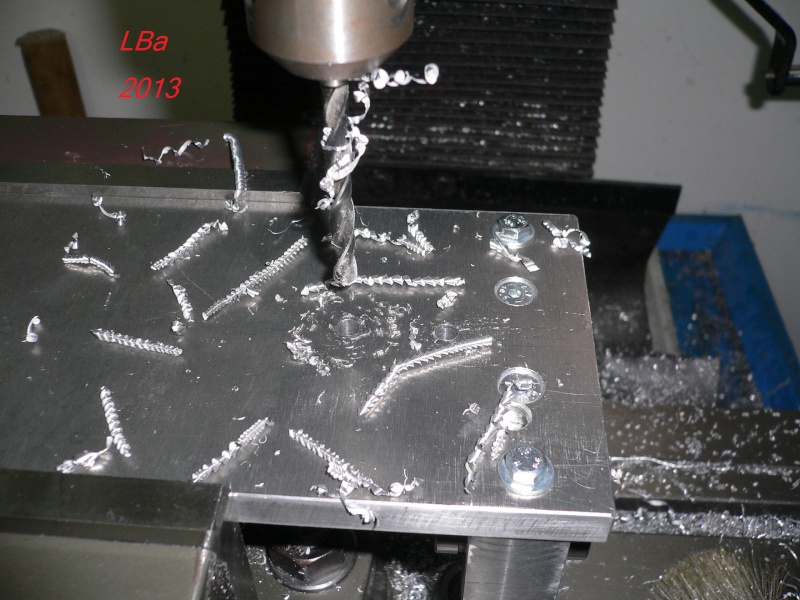
Perçage pour fixer les supports cage à bille

perçage de 4 phi 5,2 mm à une extrémité de la plaque
méme opération à l'autre extrémité de la plaque
certain trous seront fraisés plus tard pour la suite de l'assemblage des piéces
perçage de phi 5 pour la fixation d'un support de bague à une extrémité de la plaque de base

méme opération coté opposé
la plaque avec les support montés
ici support fer en position avancée
là, le support en position arriére
Montage : étrier/maitre cylindre/support
Pour le montage de l'étrier, fabrication d'un support en deux parties
l'une tirée dans du plat alu, que des perçages à effectuer

perçage de deux diamétres 8 mm en quinquonce pour la fixation de l'étrier

perçage de deux autres diamétres 8 mm pour l'assemblage avec la seconde piéce

débit de la seconde piéce du support

perçage/taraudage de deux M8 en bout
usinage de deux entretoises, ici dressage /mise en épaisseur

ici perçage à 8 mm d'une entretoise
le maitre cylindre est fixé sur le plat supérieur par un M6, sa position est assurée par une piéce
tirée dans de la tole alu de 4 mm d'épais

ébauche de la forme de la piéce réalisée à la lime

perçage à 8 pour la fixation
Présentation de l'ensemble sur le disque

autre apperçu

Le maitre cylindre est actionné par un bras qui lui méme sera actionné par cable
apperçu de l'usinage de la came d'actionnement du maitre cylindre

perçage de 3 phi 8 mm pour la fixation sur le tour

fraisage d'un épaulement incliné afin de recevoir le support de gaine de cable

percage/taraudage de deux M5 pour la fixation du support de gaine

apperçu du montage
Afin de pouvoir usiner le disque de 150 mm de diamétre, sans mandrin de cette ouverture
j'ai commencé par faire un alésage de 20 mm à la téte à aléser sur la fraiseuse

vérification de l'alésage de 20 mm
la piéce de vérification, va servir de plus pour blanchir les faces (brute de sciage) sur le tour

aprés avoir blanchie l'autre face, retour sur la fraiseuse

centrage du disque sur la fraiseuse afin de percer 4 fixations de 6mm
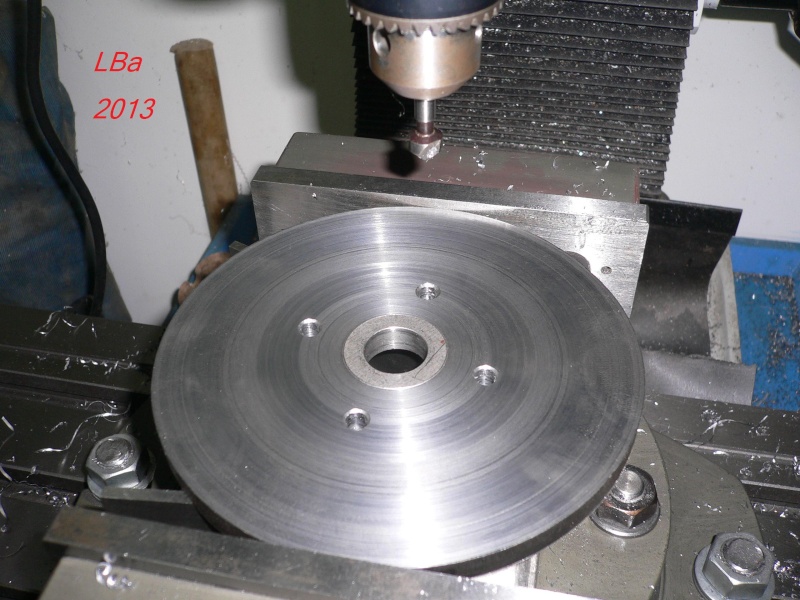
perçage des quatres fixations
sur le restant de la chute d'acier qui ma servi pour réaliser le manchon
aprés blanchiement du diamétre extérieur et dressage de la face
alésage de diamétre supérieur à la rondelle ayant servi pour les premiers usinages
du new disque

cette piéce, je l'appelle cimblot

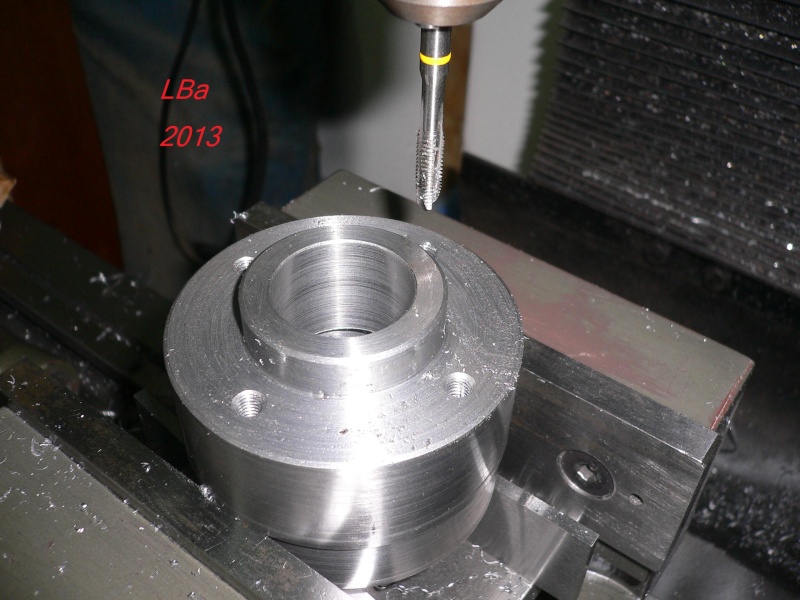
aprés centrage sur la fraiseuse, perçage/taraudage du cimblot à M6
remontage du cimblot sur le tour et du new disque afin de continuer l'usinage de celui-ci

alésage au diamétre de l'épaulement du manchon

vérification de l'alésage du disque avec le manchon
Maintenant que l'alésage du new disque est réalisé et adapté au manchon, c'est celui-ci qui va servir
pour la suite des usinages du disque, pour ce il me faut percer/tarauder le manchon
retour sur la fraiseuse

c'est parti, perçage/taraudage de 4 M6
ceci étant fait, retour sur le tour
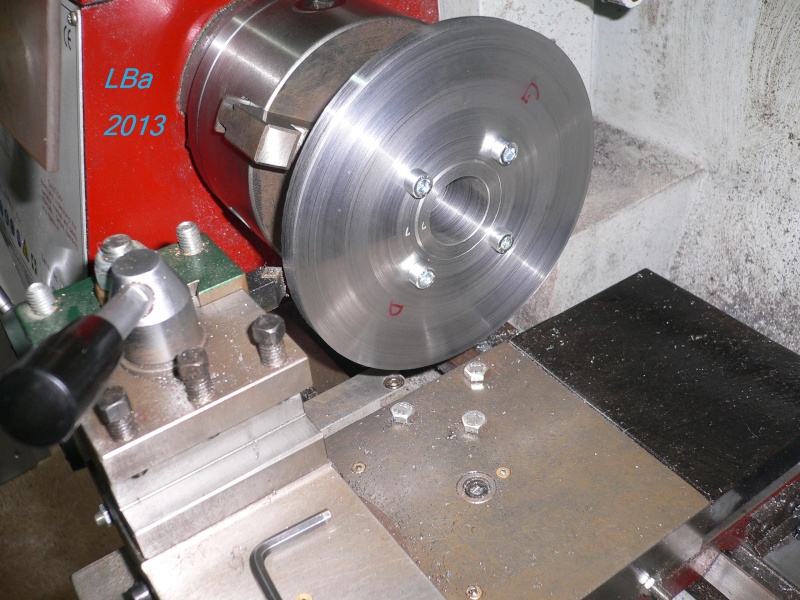
montage en mandrin du new disque sur le manchon,
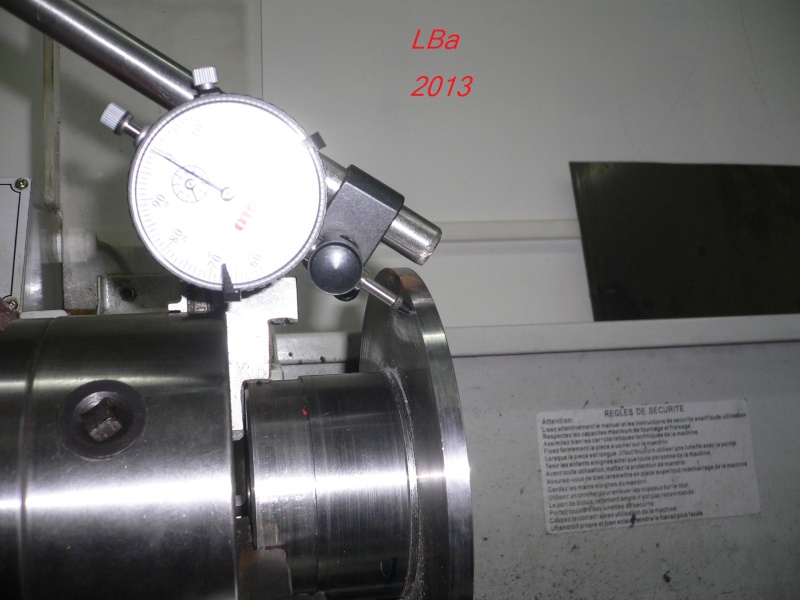
controle du voile du new disque, aprés montage et démontage, il y n'y a que 5 centiémes
acceptable,je peux finir de dresser les faces du disque, le diamétre extérieur et la mis à l'épaisseur
tournage du diamétre extérieur

dressage en finition d'une face
dressage/finition de la seconde face avec mise à l'épaisseur du disque
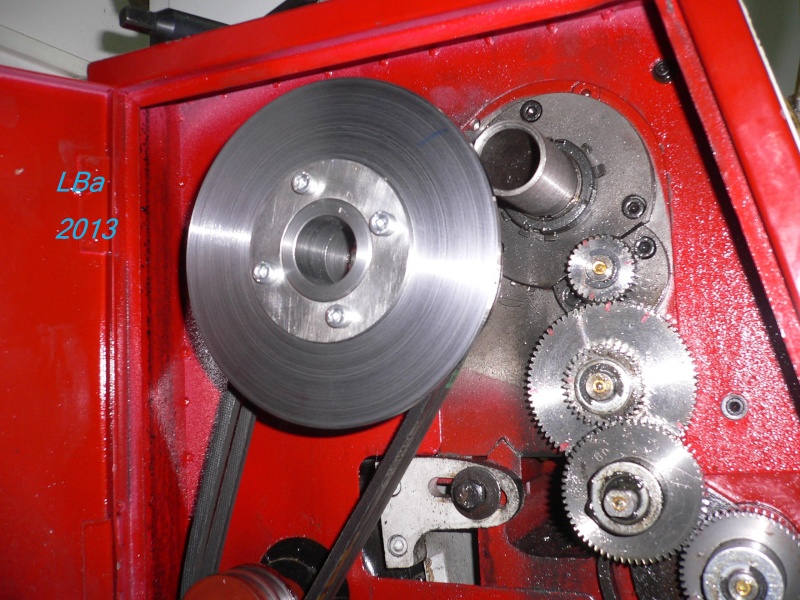
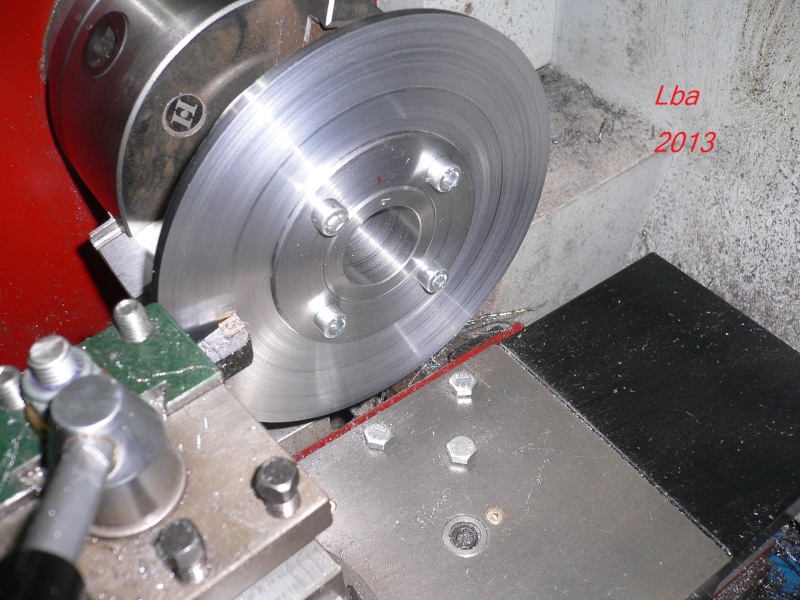
le new disque et le manchon, en situation sur la poulie
la broche est presque totalement dégagée, j'ai gagnée en place pour positionner l'étrier de frein