

Afin de pouvoir usiner le disque de 150 mm de diamétre, sans mandrin de cette ouverture
j'ai commencé par faire un alésage de 20 mm à la téte à aléser sur la fraiseuse

vérification de l'alésage de 20 mm
la piéce de vérification, va servir de plus pour blanchir les faces (brute de sciage) sur le tour

aprés avoir blanchie l'autre face, retour sur la fraiseuse

centrage du disque sur la fraiseuse afin de percer 4 fixations de 6mm
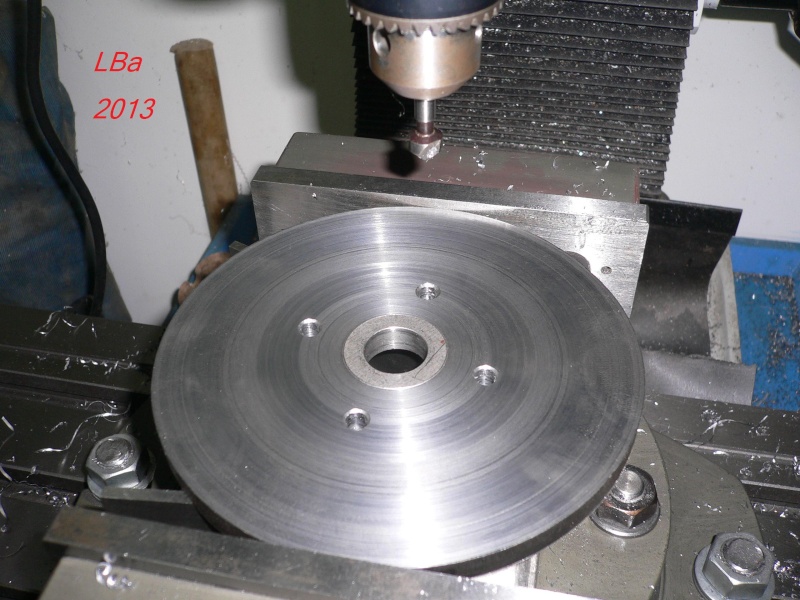
perçage des quatres fixations
sur le restant de la chute d'acier qui ma servi pour réaliser le manchon
aprés blanchiement du diamétre extérieur et dressage de la face
alésage de diamétre supérieur à la rondelle ayant servi pour les premiers usinages
du new disque

cette piéce, je l'appelle cimblot

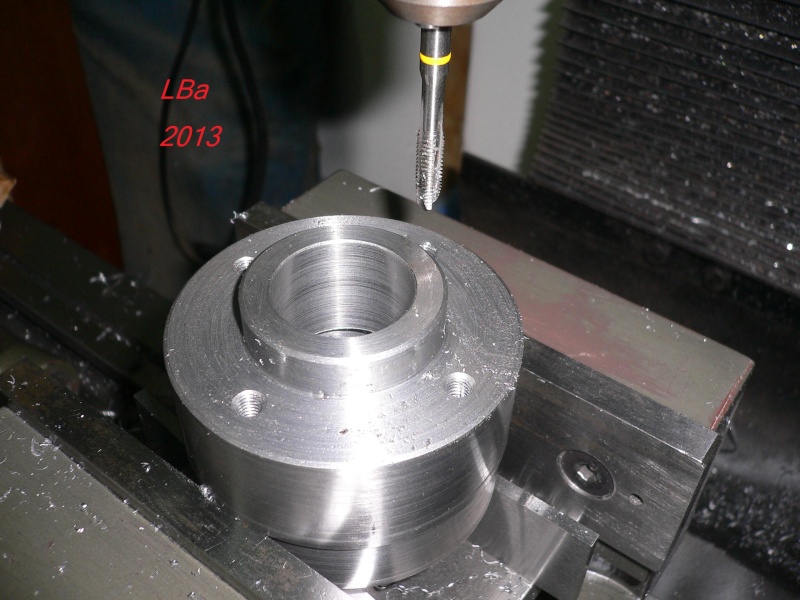
aprés centrage sur la fraiseuse, perçage/taraudage du cimblot à M6
remontage du cimblot sur le tour et du new disque afin de continuer l'usinage de celui-ci

alésage au diamétre de l'épaulement du manchon

vérification de l'alésage du disque avec le manchon
Maintenant que l'alésage du new disque est réalisé et adapté au manchon, c'est celui-ci qui va servir
pour la suite des usinages du disque, pour ce il me faut percer/tarauder le manchon
retour sur la fraiseuse

c'est parti, perçage/taraudage de 4 M6
ceci étant fait, retour sur le tour
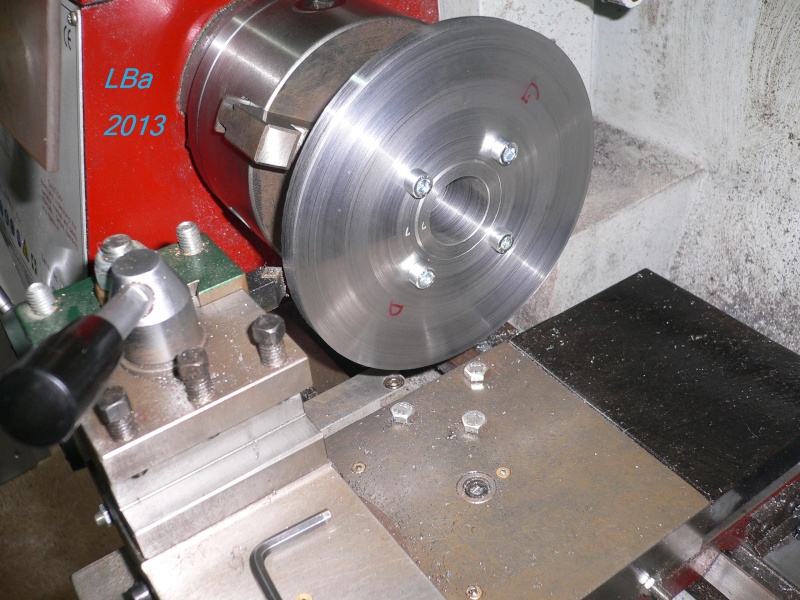
montage en mandrin du new disque sur le manchon,
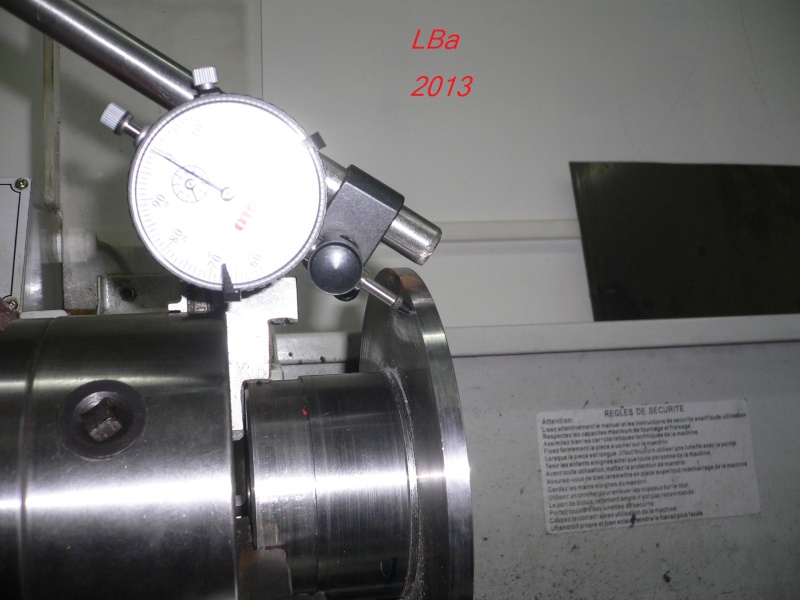
controle du voile du new disque, aprés montage et démontage, il y n'y a que 5 centiémes
acceptable,je peux finir de dresser les faces du disque, le diamétre extérieur et la mis à l'épaisseur
tournage du diamétre extérieur

dressage en finition d'une face
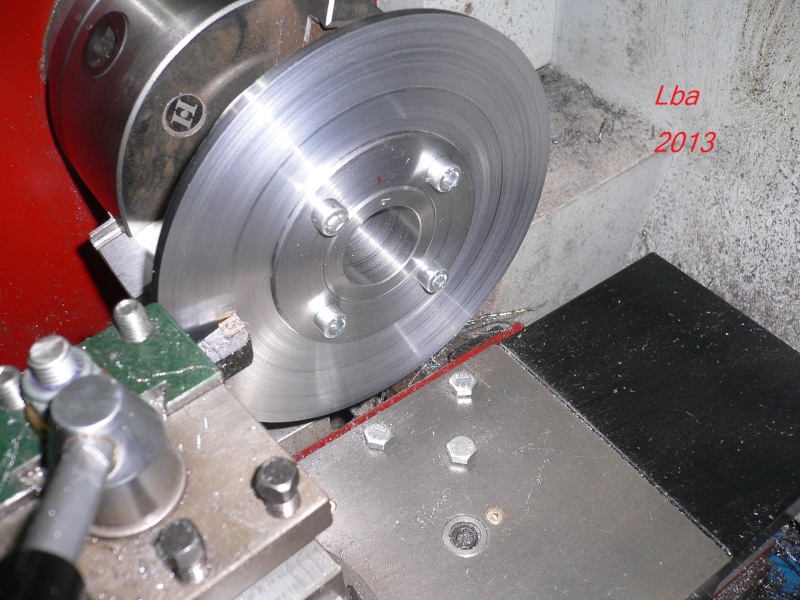
dressage/finition de la seconde face avec mise à l'épaisseur du disque
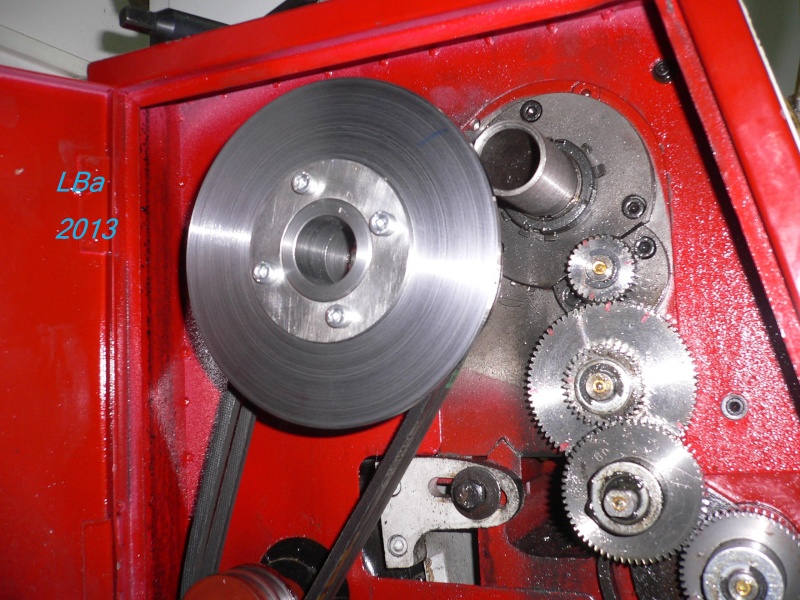
le new disque et le manchon, en situation sur la poulie
la broche est presque totalement dégagée, j'ai gagnée en place pour positionner l'étrier de frein