

Mes différentes réalisations
Suivant le nombre de dents des fraises à affûter, il me faut des disques en fonction
normalement avec quatre disques, je devrais couvrir les besoins
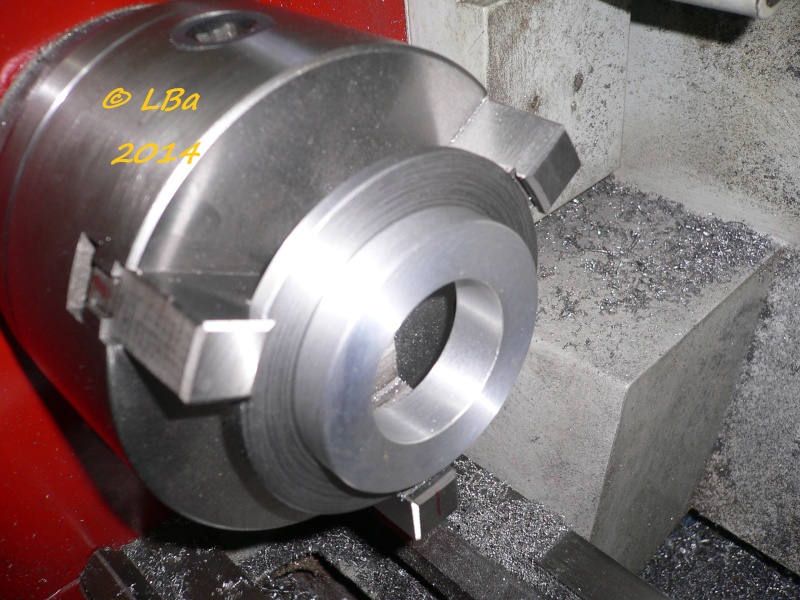
dans du rond acier de 90 mm de Ø :
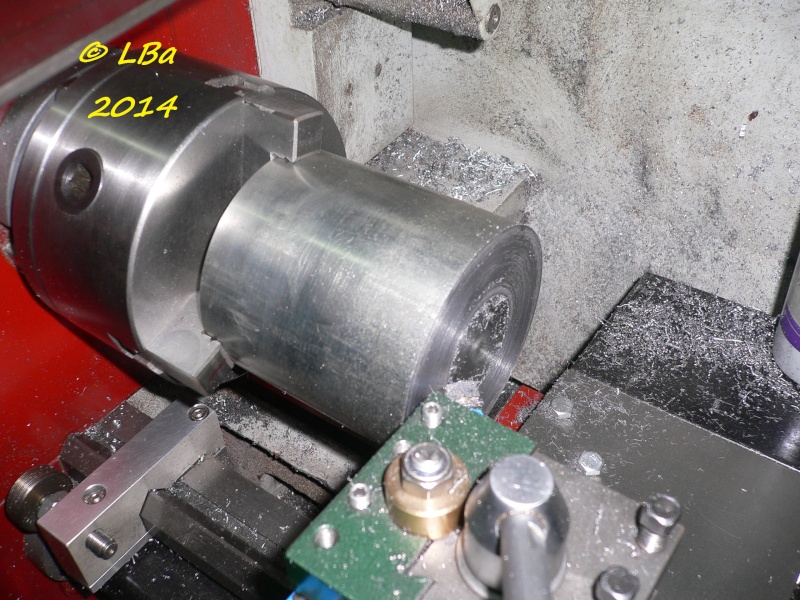
dressage d'une face
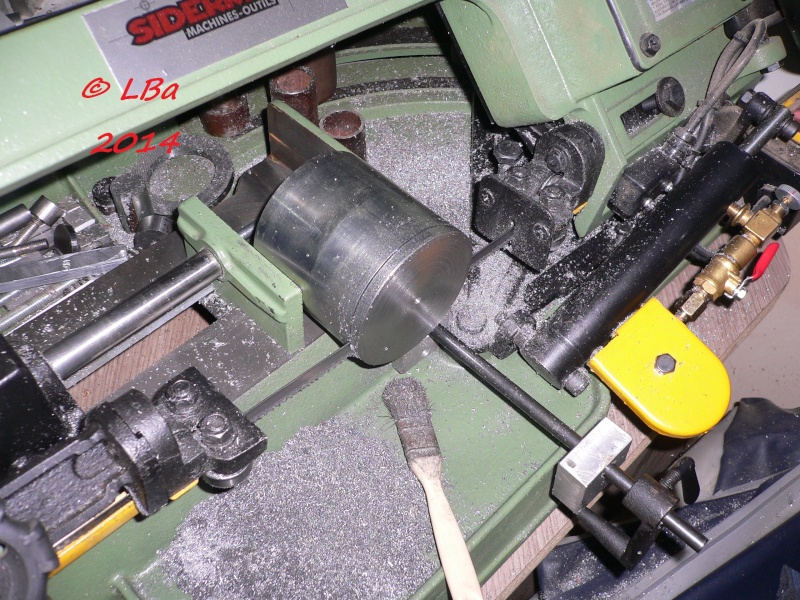
puis débit sur la scie à ruban

une pièce de débitée
Ces opérations, je les ai faitent quatre fois
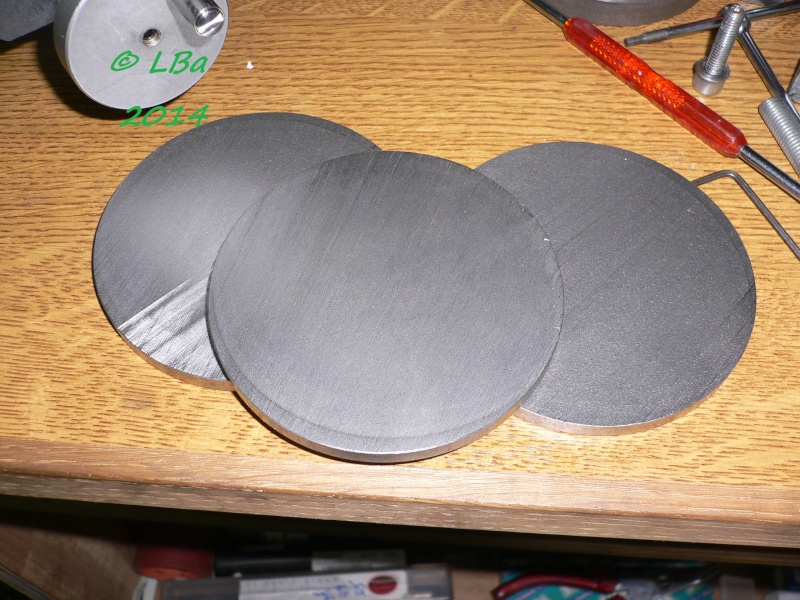
les débits réalisés :
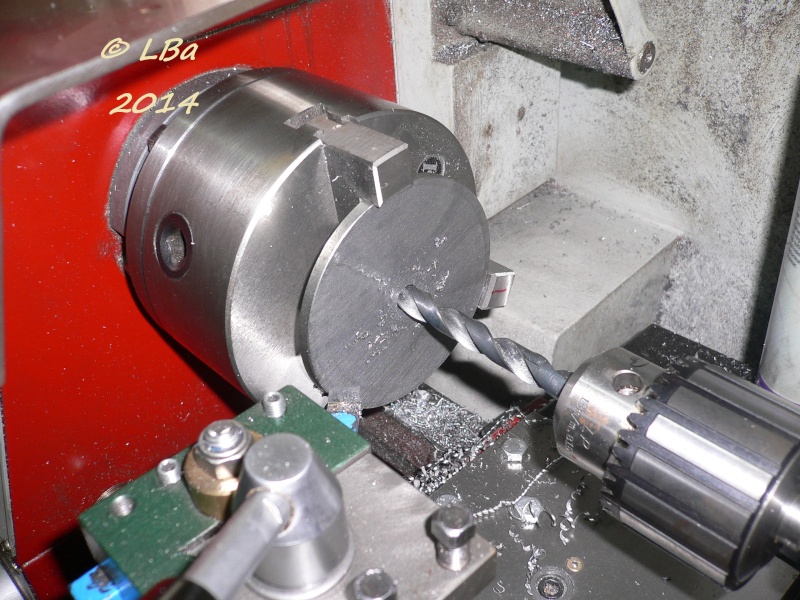
perçage des pièces au Ø de 10 mm afin de les reprendre pour usiner la seconde face

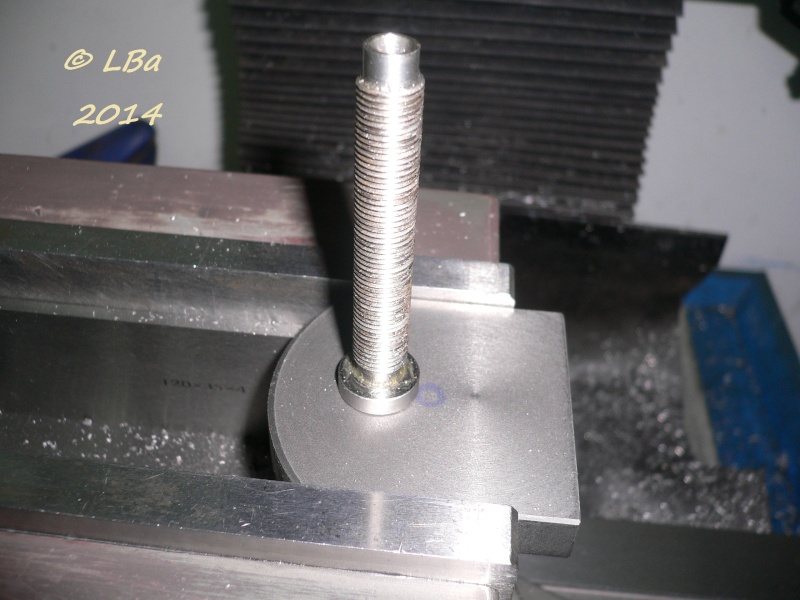
pour le reprise d'usinage, le disque est monté sur un axe
l'axe serré dans un mandrin à pince :

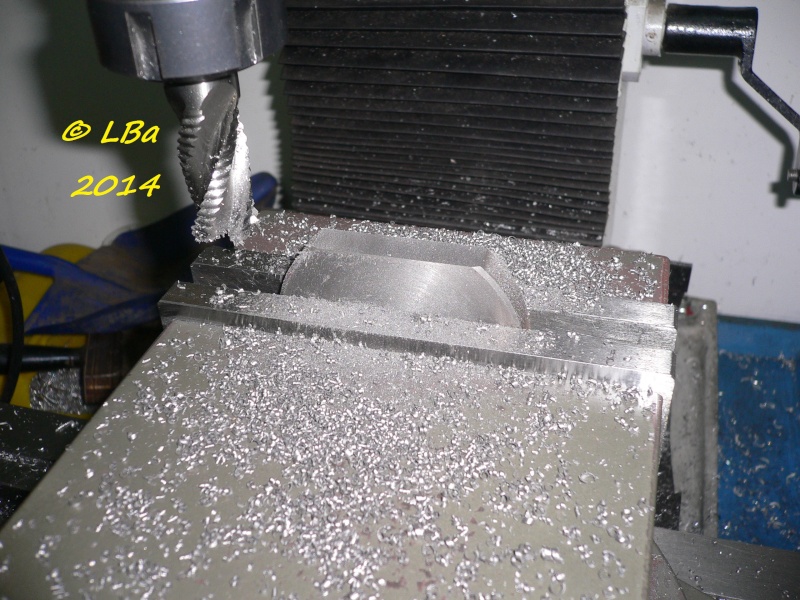
dressage de la seconde face avec mise à l'épaisseur

premier disque ébauché

les quatre disques étant ébauchés, reprise pour :

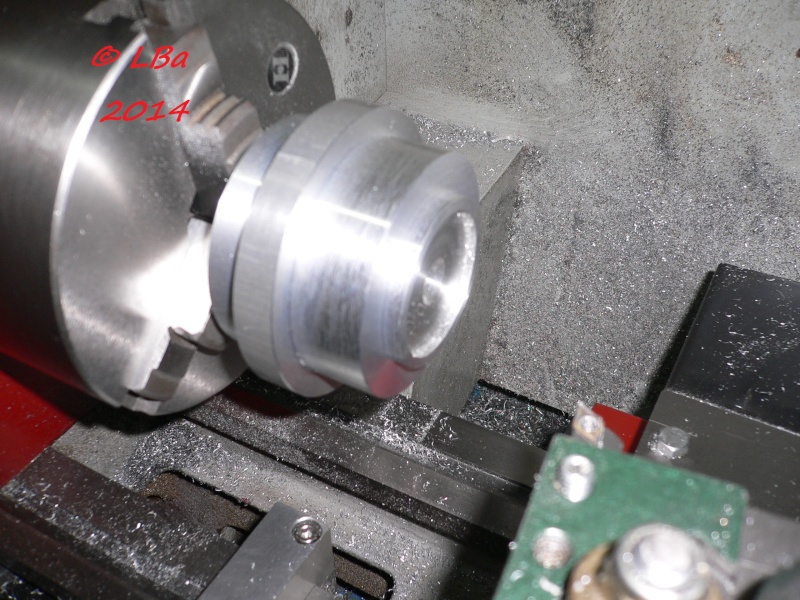
contre perçage au Ø de 22 mm

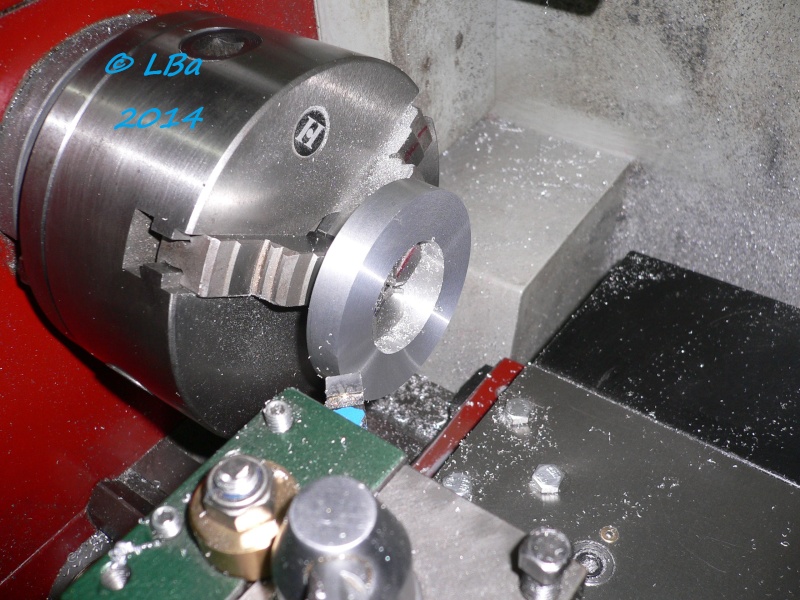
début de l'alésage

l'alésage est usiné en théorie
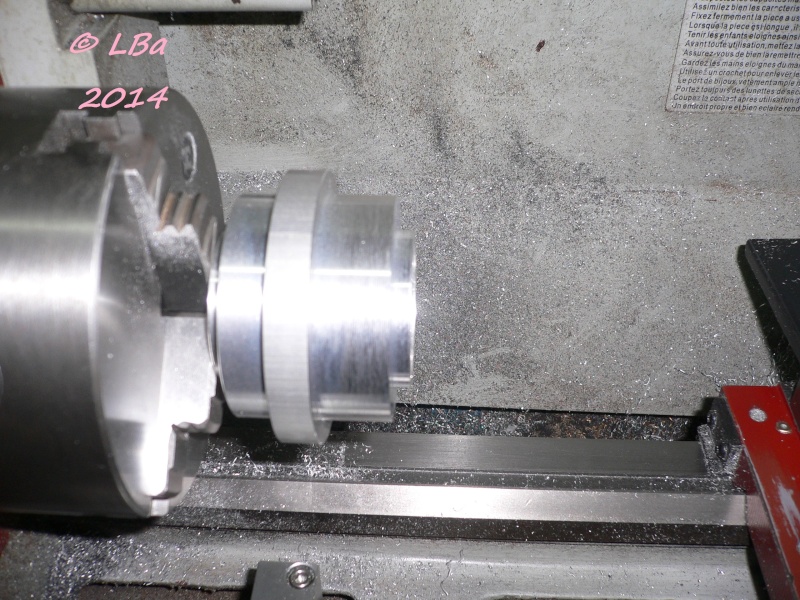
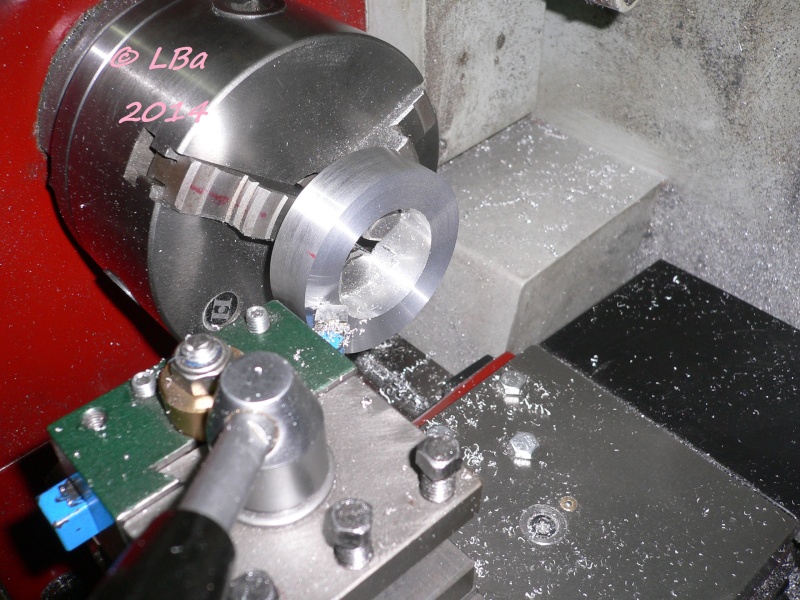
contrôle de l'alésage avec la bague support

les quatre disques sont alésés

montage d'un disque sur le support pour visualisation
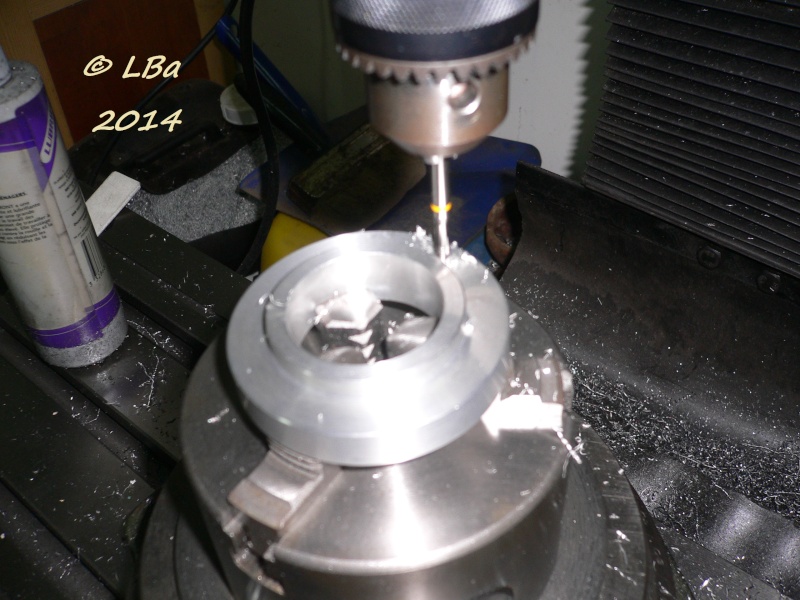
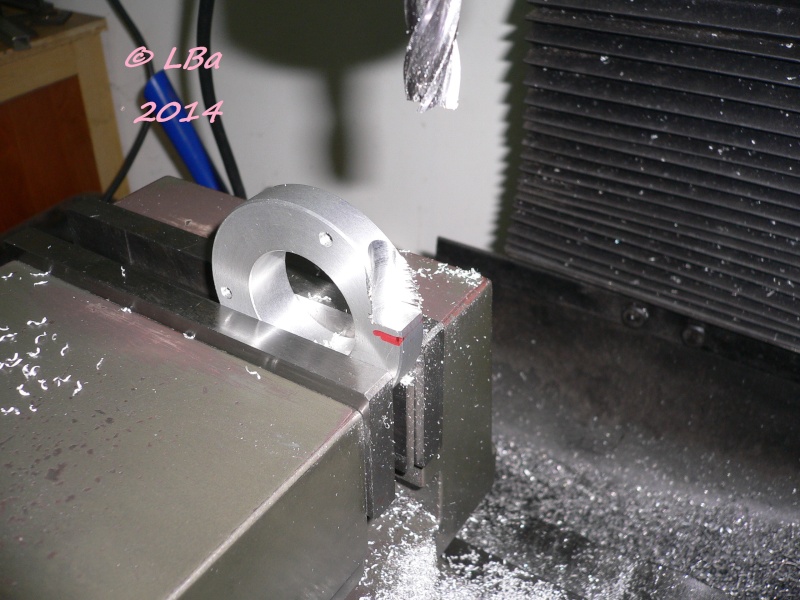
Les disques étant ébauchés, montage sur la fraiseuse du plateau diviseur équipé d'un mandrin
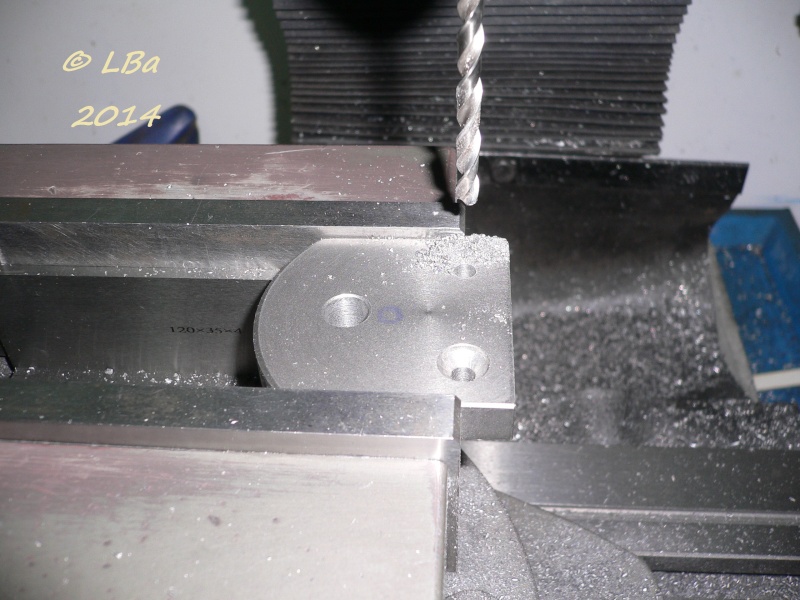
3 mors, serrage du support de disque et d'un disque pour :
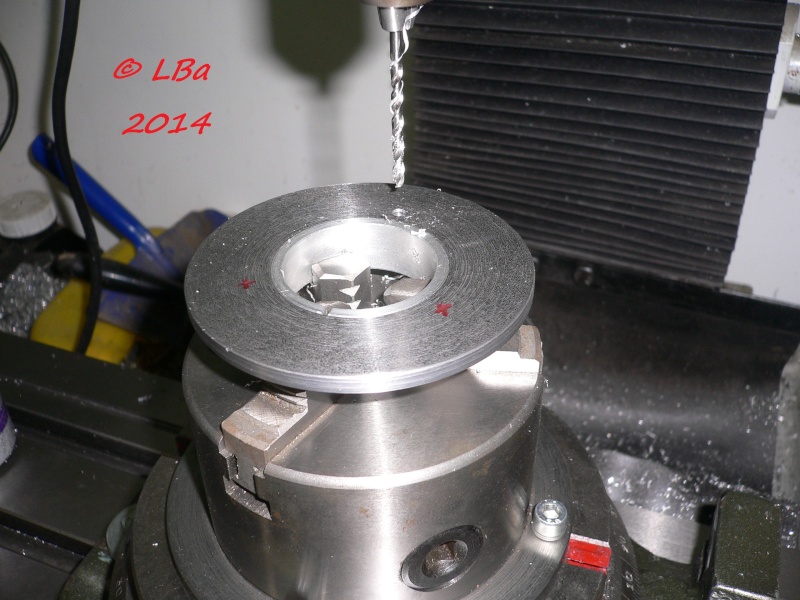
un premier perçage au Ø de 3,2 mm des deux pièces
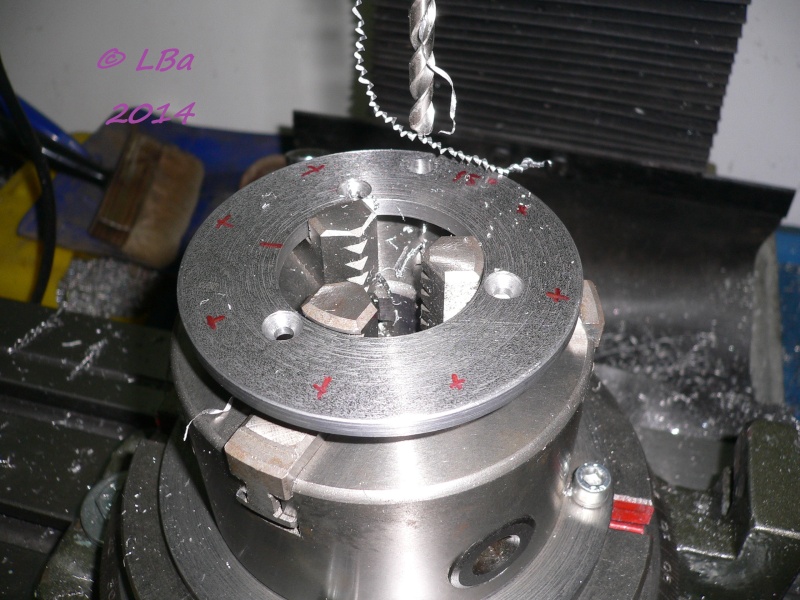
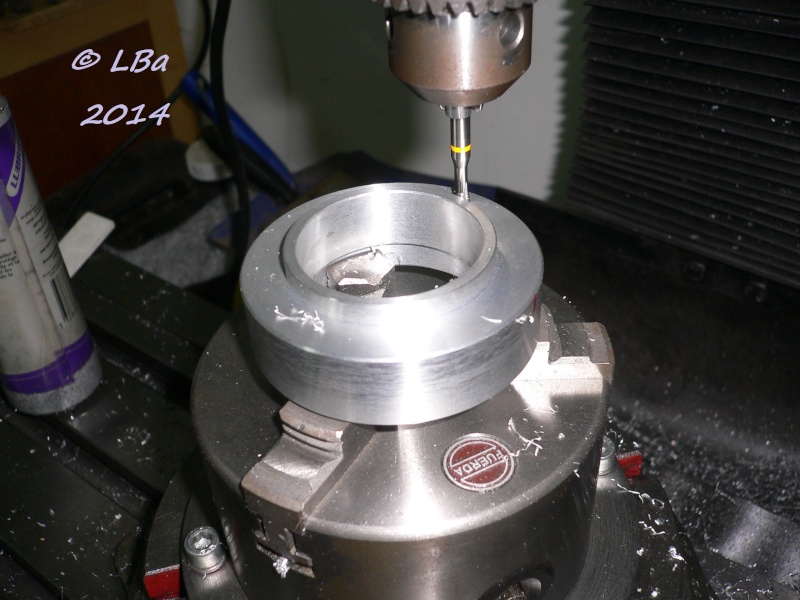
décalage du plateau de 120° et :

et second perçage au Ø de 3,2 mm
redécalage de 120° :

et troisième perçage au Ø de 3,2 mm
Après enlèvement du disque du support :

taraudage des trois trous à M4
Ceci fait, démontage du support et montage du disque précédemment percé :

contre perçage au Ø de 4 mm des trous et fraisure pour vis tête fraisée
j'ai fais les mêmes opérations pour les trois autre disques

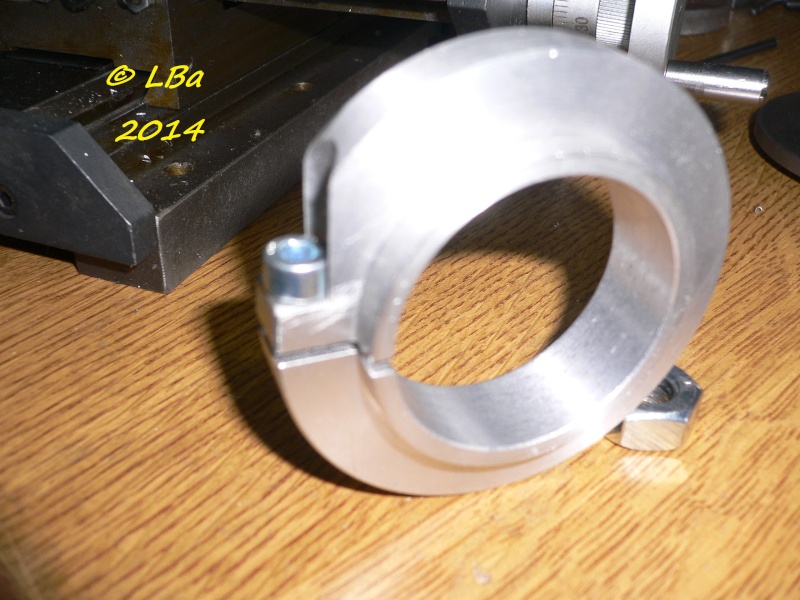
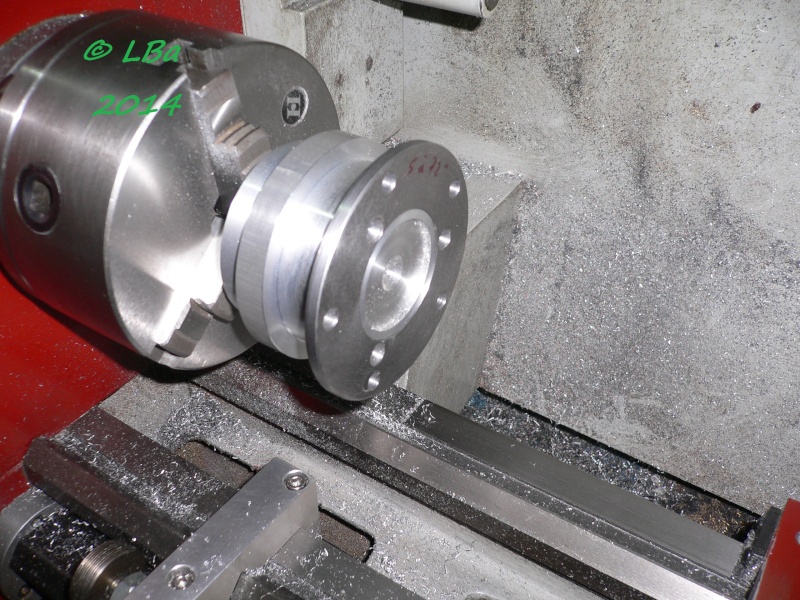
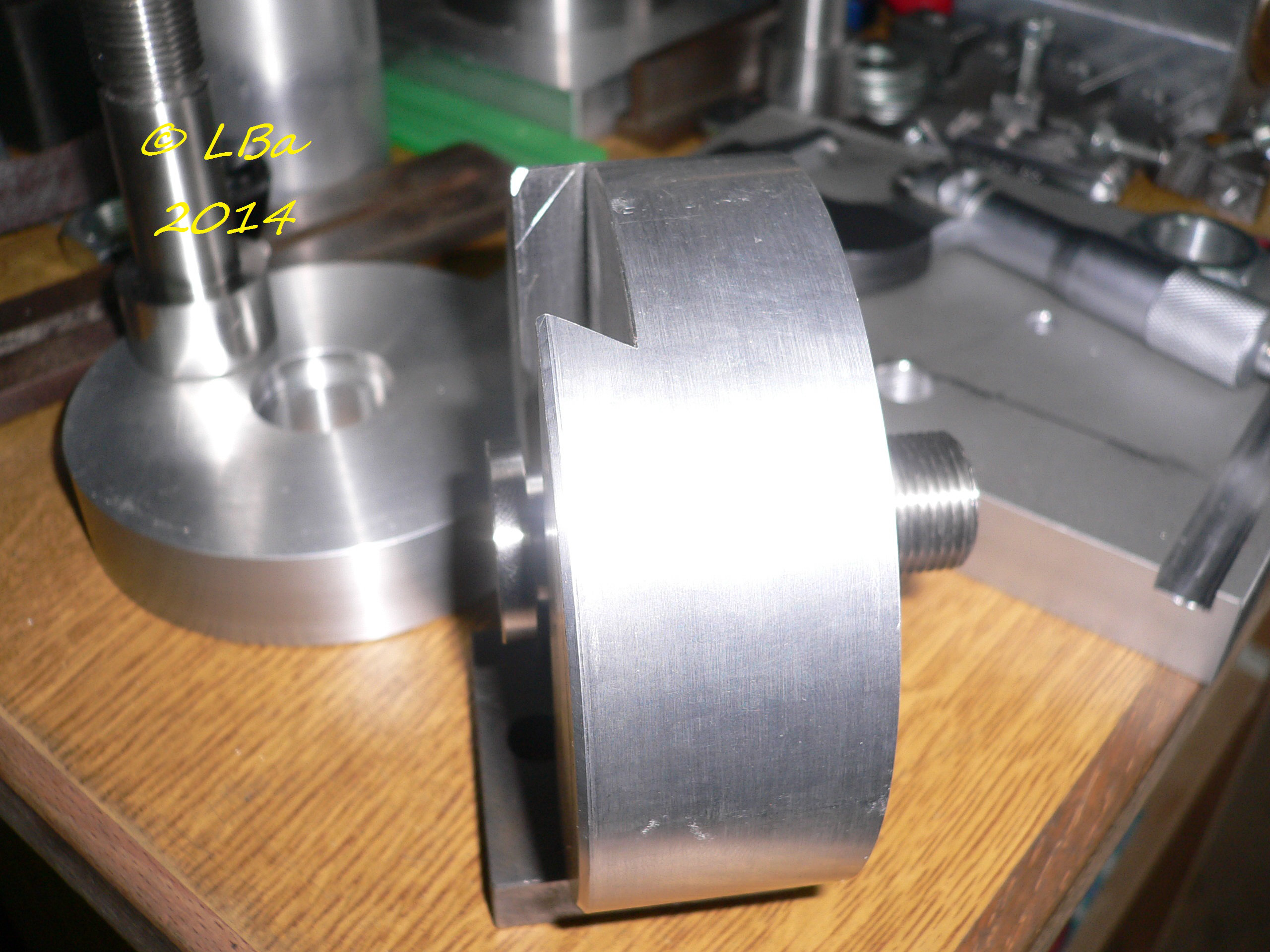
les quatre disques avec leur fixation

vue de plus prêt d'un disque avec les fixations pour le support

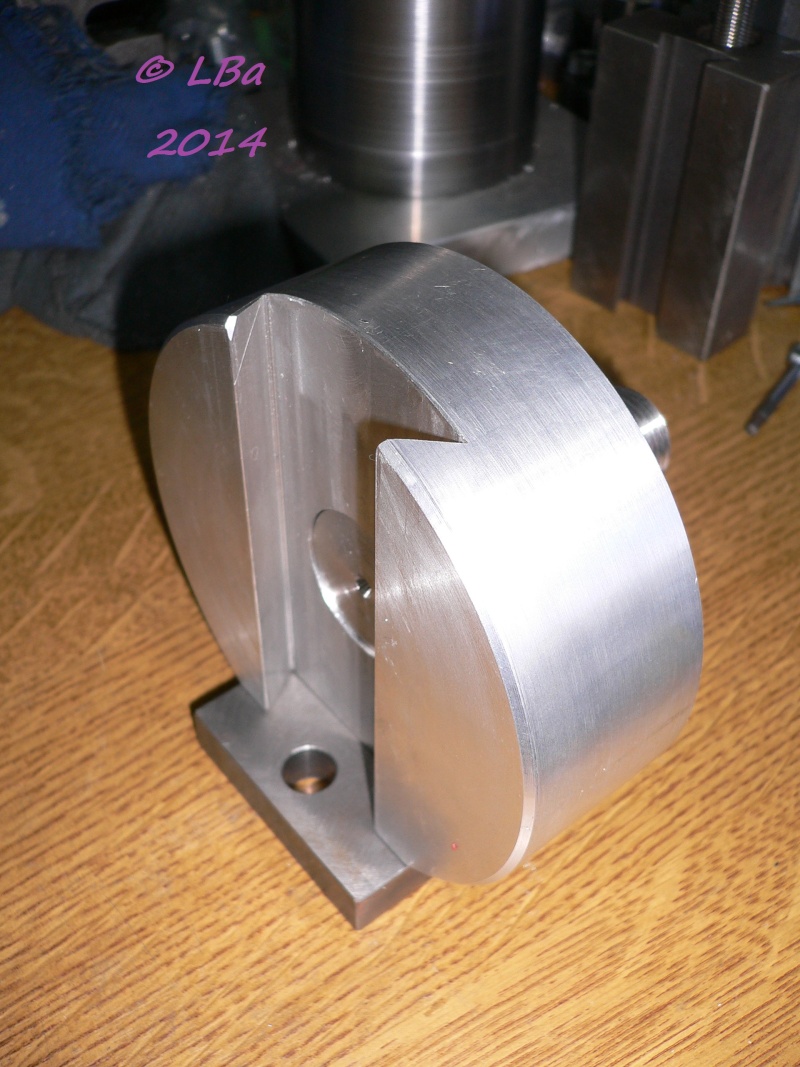
un disque fixé sur le support
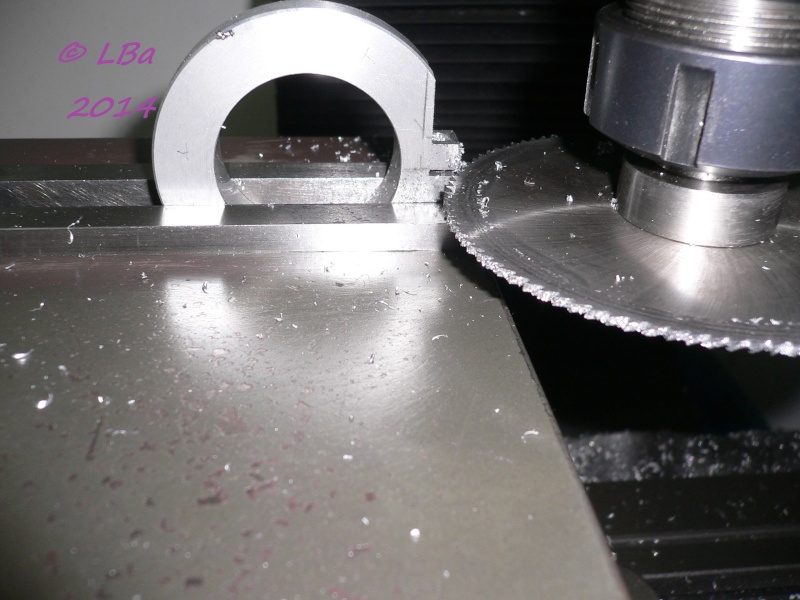
me reste à faire les trous d'indexage sur les disques suivant le nombre de dents des fraises
le premier aura huit trous de Ø 6 mm soit un trou tout les 45°
il sera pour des fraises de 2, 4 , 8 dents
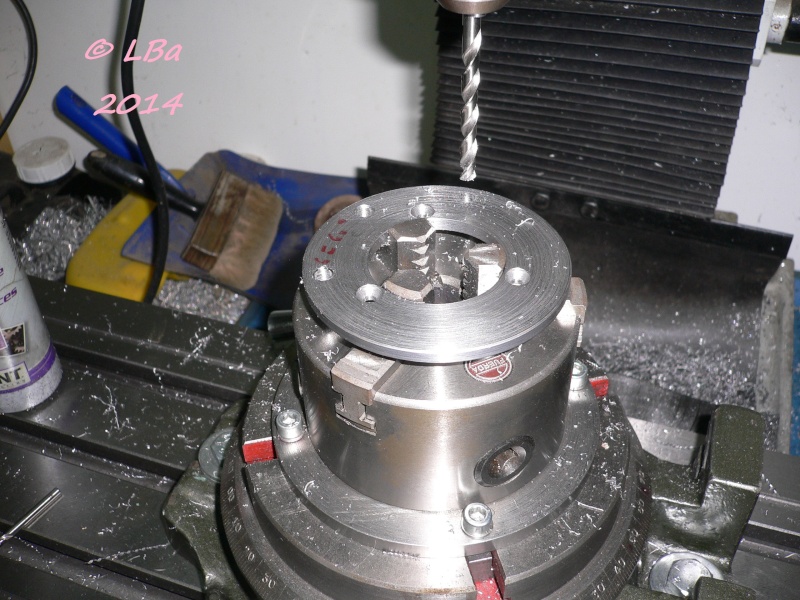
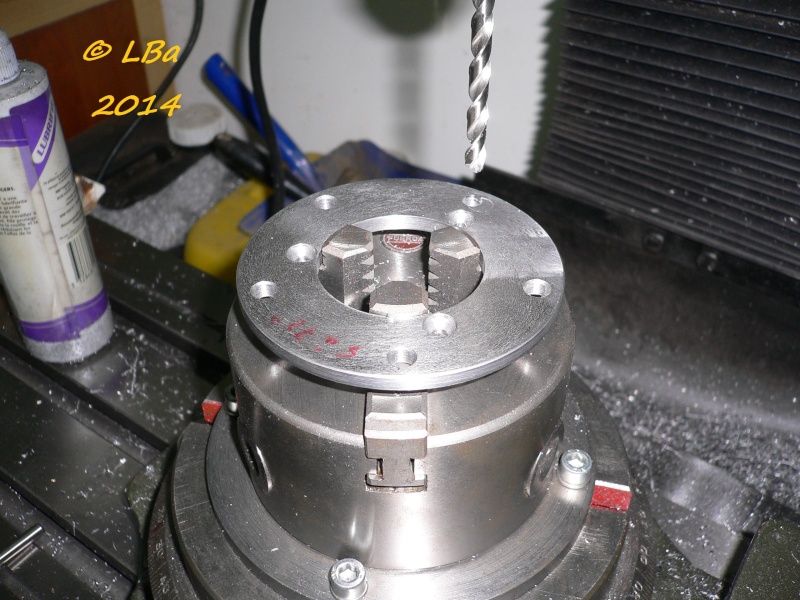
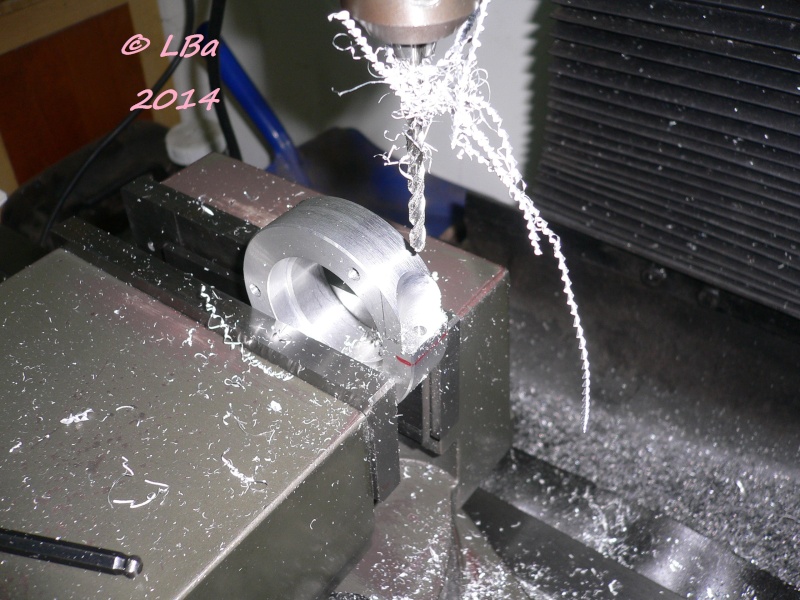
Après mise en place d'un disque sur le mandrin :
Début du perçage des huits trous d'indexation à 6 mm

le disque usiné

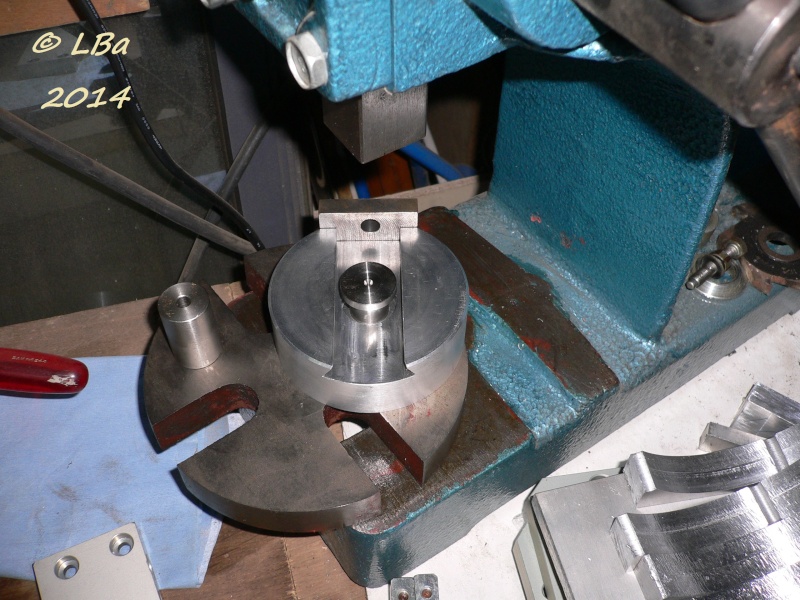
le disque huit trous monté sur le support et positionné sur le mandrin à pince Er

autre aperçu du disque sur le support
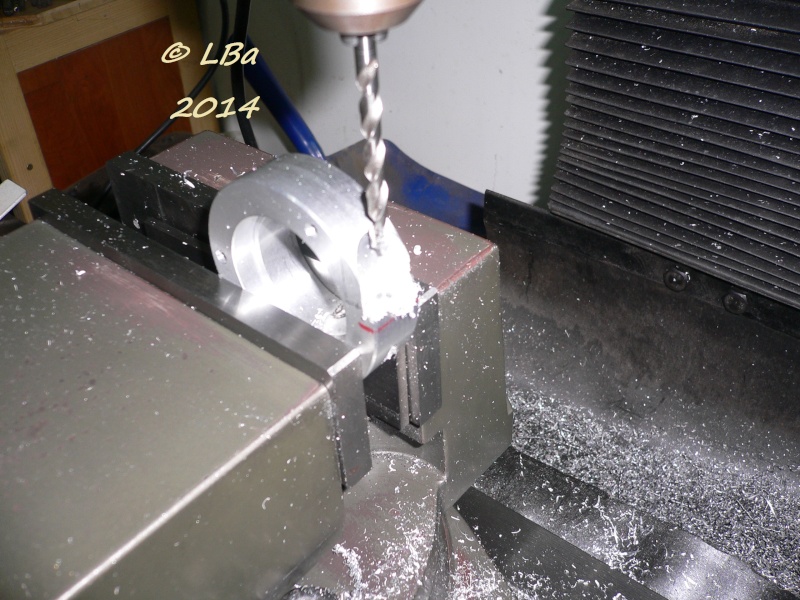
Sur ma lancée, j'ai percé un disque de 6 trous à 60°
perçage en cours du disque de 6 trous à 60°

le disque 3 / 6 divisions usiné
Puis j'ai percé le 5 trous à 72°
tourner le plateau de 72° pour le second trou ça va, mais pour le troisième!!!!!, je me suis planté
de 5°, j'ai du reboucher le trou pour ratrapper mon erreur !

le disque 5 divisions usiné
Support (alu) des disques diviseur
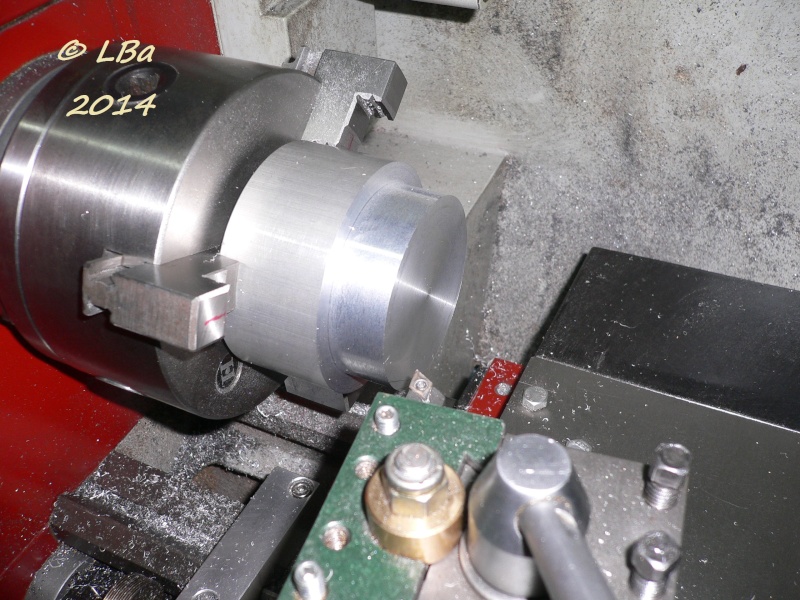
dans du rond alu de Ø 80 mm :

usinage d'un épaulement (qui sera le Ø extérieur de la pièce)
usinage d'un second épaulement (ce sera le centrage des disques diviseur)

perçage de la pièce

et contre perçage à 22 mmm

alésage au Ø extérieur de l'entretoise

contrôle de l'alésage

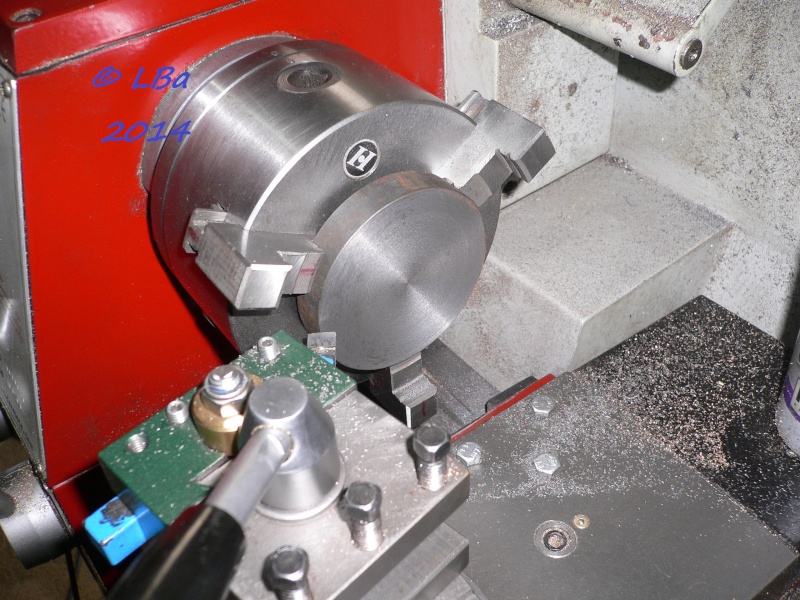
début du tronçonnage de la pièce
et patatras problème !

la pièce en a décidée autrement ! elle est partie faire un tour !
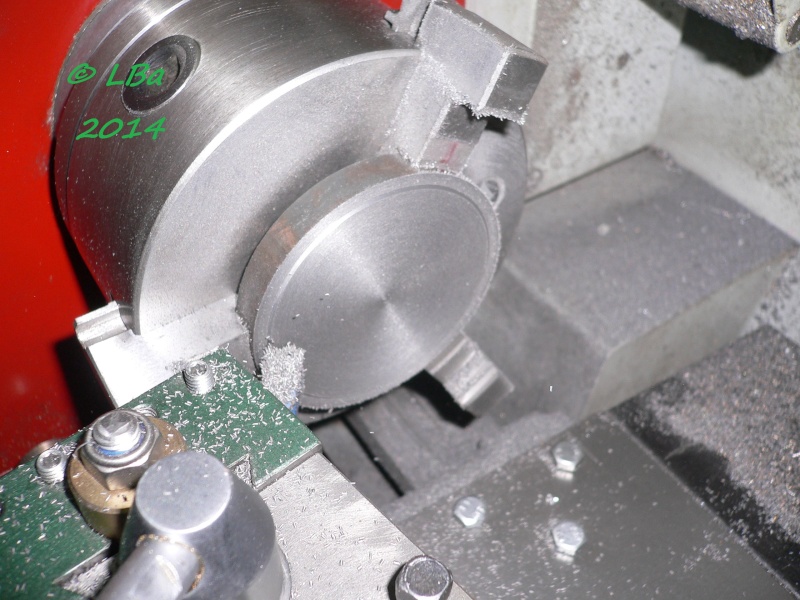
n'ayant auccune envie de retenter le diable !

j'ai fini de couper la pièce à la scie à métaux manuelle
reprise de la pièce en mandrin pour :

dressage de la face et mise à l'épaisseur de la pièce

mise en place de la pièce pour contrôle et réflextion de la suite des opérations à faire
Le support étant à ce stade :
passage à la fraiseuse et :
fraisage d'un lamage pour le passage d'une tête de vis Chc de Ø 5 mm

perçage au Ø de 4,2 mm

taraudage à M5

contre perçage au Ø de 5 mm sur une profondeur de 5 mm
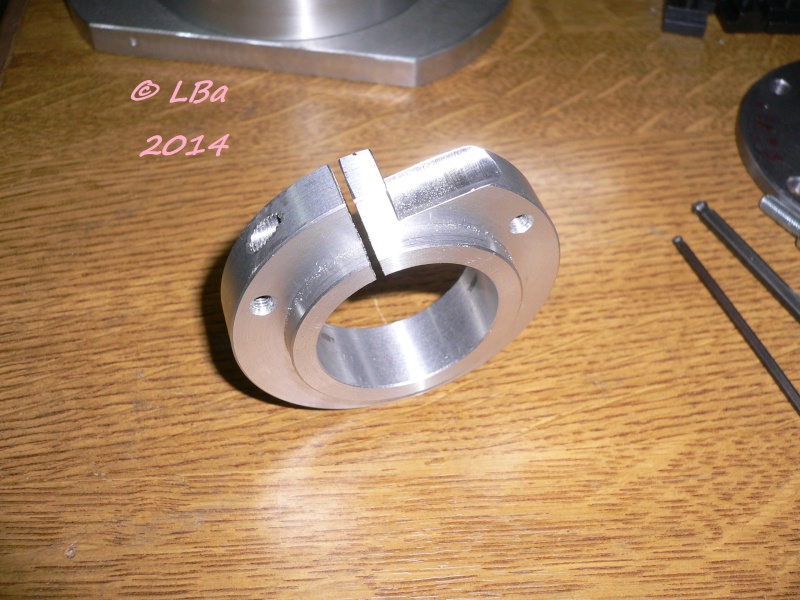
et sciage d'un coté de la pièce afin d'avoir du pincement lors du serrage de la vis Chc de 5 mm
l'avancée du support disque après les usinages de fraisage
Donc ce support disque est pour le support pince ER
il m'en faut un autre pour le support pince R8 et un pour le support cône morse
et ce à cause d'une différence de Ø d'alésage
Dans le restant du rond d'alu, après prise en mandrin
usinage du Ø extérieur du support
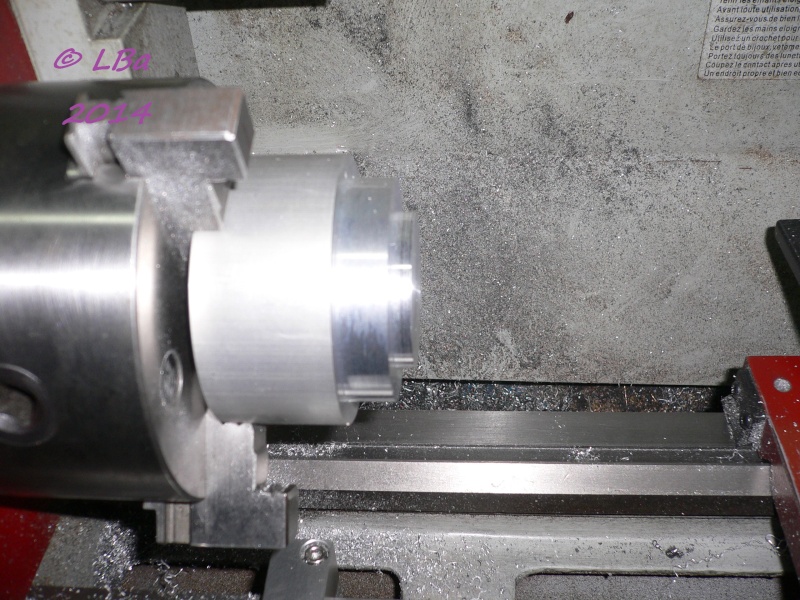
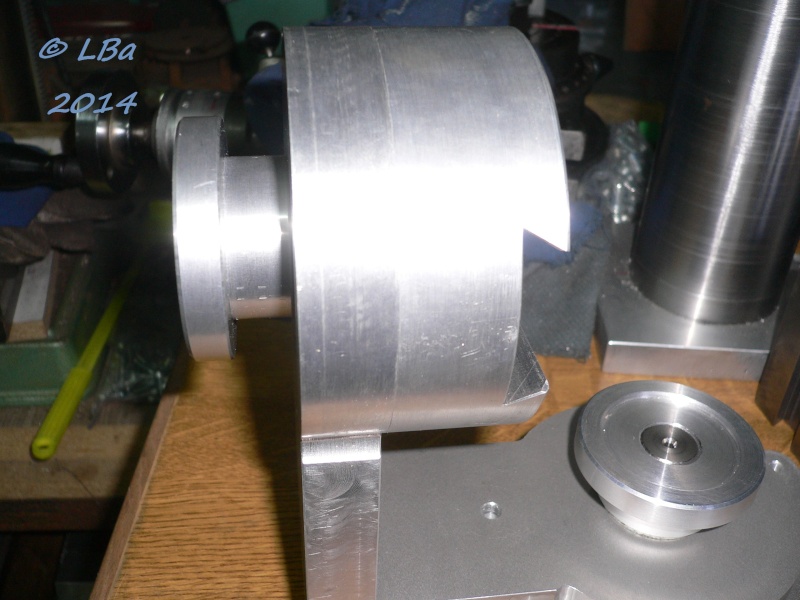
usinage d'un épaulement support disque

contrôle de l'ajustement épaulement disque
puis perçage avant :
un alésage
contrôle de l'alésage avec le support pince R8
Ceci réalisé, j'ai retourné la pièce ( bien que pas fini) , j'ai changé de mors sur le mandrin :

la pièce retournée, le changement des mors, me permet de serrer la pièce
par l'alésage précedemment usiné
et usinage du Ø extérieur du support pour le porte cône morse
usinage de l'épaulement pour le disque diviseur
un apperçu plus nette de l'épaulement
contrôle de l'ajustement de l'épaulement avec un disque diviseur

perçage au Ø de 19 mm
et alésage

contrôle de l'alésage avec le support cône morse
Après avoir scié (à la scie à métaux manuelle), j'ai repris en tournage, le support qui servira
pour le support pince R8
dressage de la face brut de sciage, et mise à la cote d'épaisseur

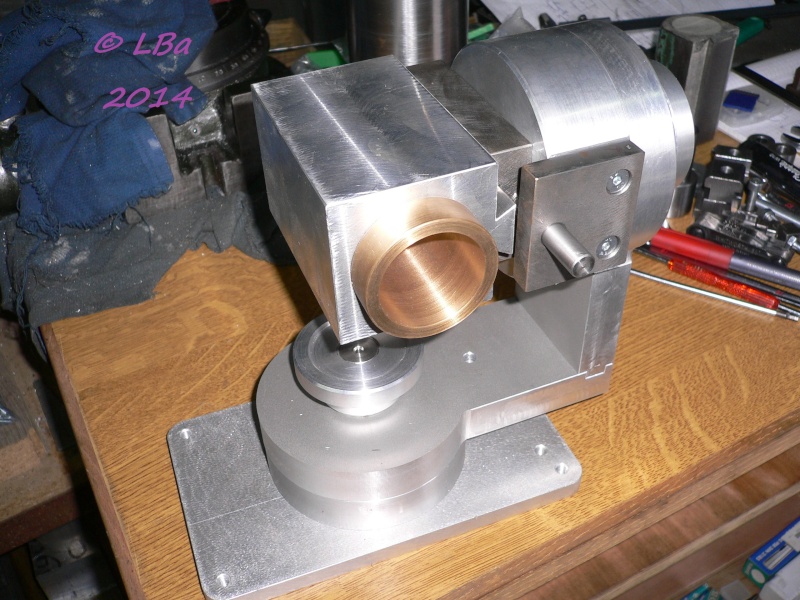
le support disque sur le porte pince R8 ; la pièce est terminée en tournage, elle sera repris en fraisage
Montage du dernier support en mandrin et :
dressage de la face et mise à la dimension en épaissseur

chambrage pour recevoir l'épaulement du support porte cône

contrôle du chambrage

le support disque en place sur le porte cône
j'ai du reprendre le chambrage en usinage, celui-ci n'étant pas concentrique au Ø extérieur du porte cône
Le plateau tournant étant toujours en place sur la table de la fraiseuse, j'ai percé /taraudé les deux supports
pour la fixation des disques diviseur

perçage du support de trois trous à 120° (ici le premier trou)
taraudage du premier trou à M4

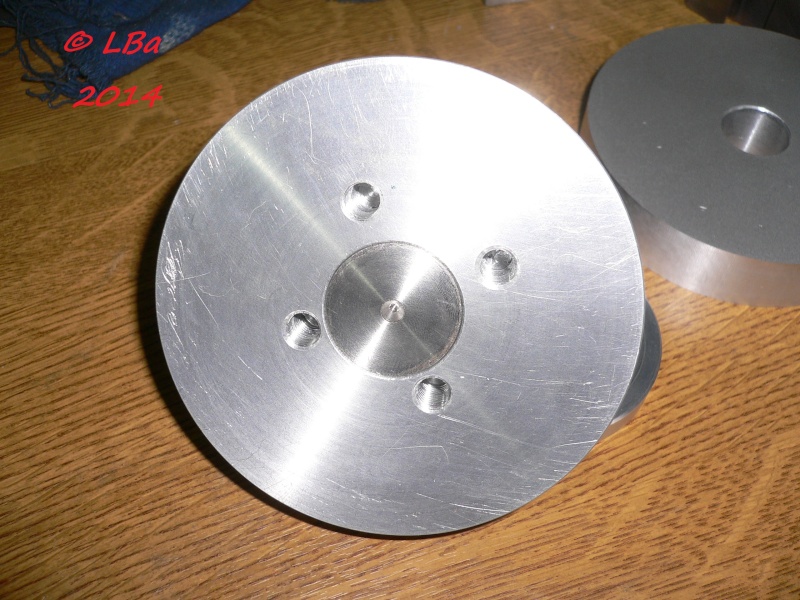
le support avec les trois fixations pour disque diviseur
Mêmes opérations pour le dernier support disque

perçage des trois fixations à 120°
taraudage à M4

le support (pour cône) avec les fixations de disque diviseur
Reprise du support pour pince R8 en fraisage :
fraisage pour le passage de vis CHc de Ø 5 mm

perçage au Ø de 4,2 mm

taraudage à M 5

contre perçage au Ø de 5 mm sur une profondeur de 7 mm

début sciage d'un coté pour réaliser le pincement lors du serrage de la vis CHc

le sciage est finalisé
le support disque pour pince R8 est terminé
Me reste le support disque cône mors à reprendre :

fraisage pour le passage de la tête de vis CHc
perçage au Ø de 4,2 mm

taraudage à M5
contre perçage au Ø de 5 mm sur une profondeur de 7 mm

un coup de fraise scie pour le serrage par pincement

le support disque pour cône mors est usiné
Entretoise support disque diviseur
Suivant l'outil à affûtter, je vais devoir le tourner d'un quard de tour, un demi ou plus
pour ce faire, je vais utiliser des diques diviseurs
Première pièce pour la réalisation du système, une entretoise qui viendra sur la queue du porte outil
Dans du rond acier :
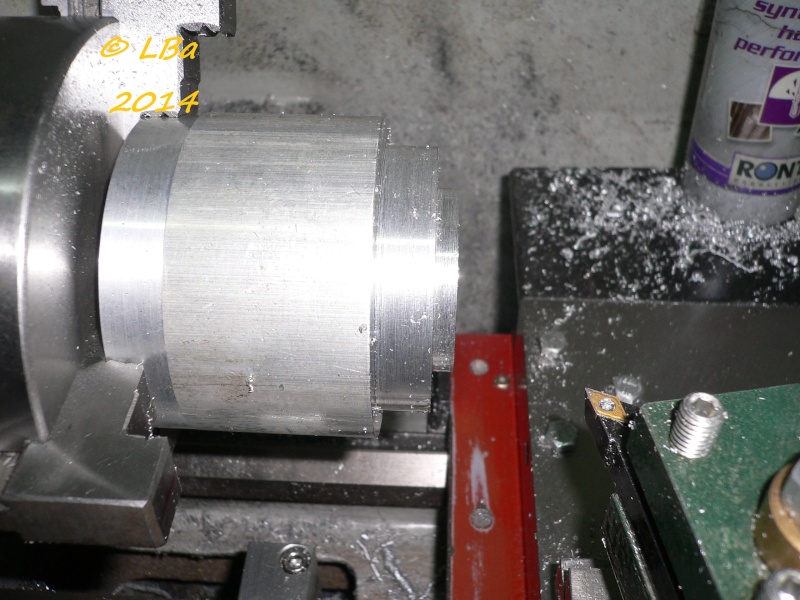
usinage d'un épaulement

contrôle de l'ajustement avec le support (porte pince Er)

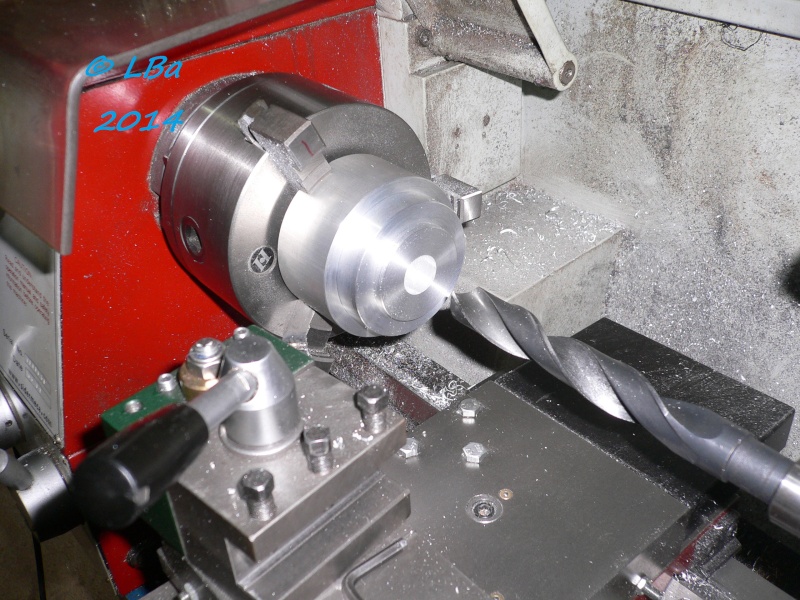
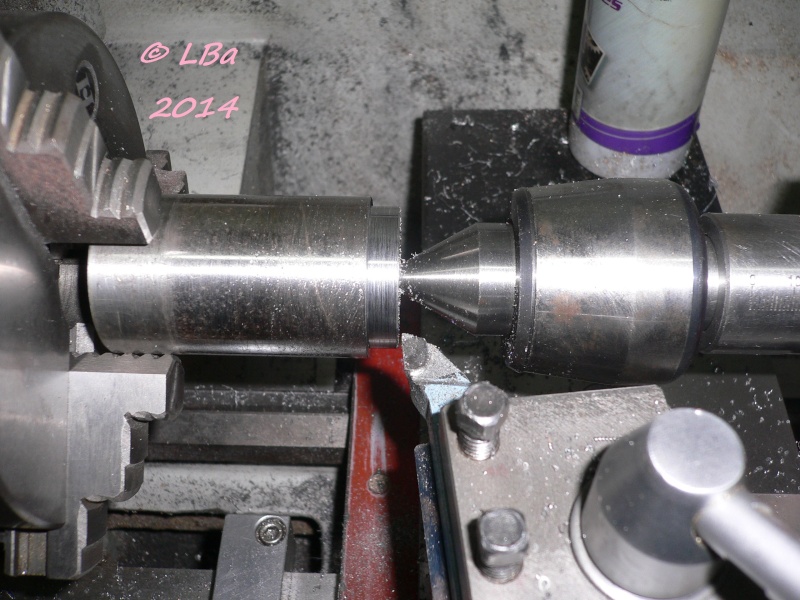
perçage de la pièce de part en part (70 mm ) avec un foret série longue

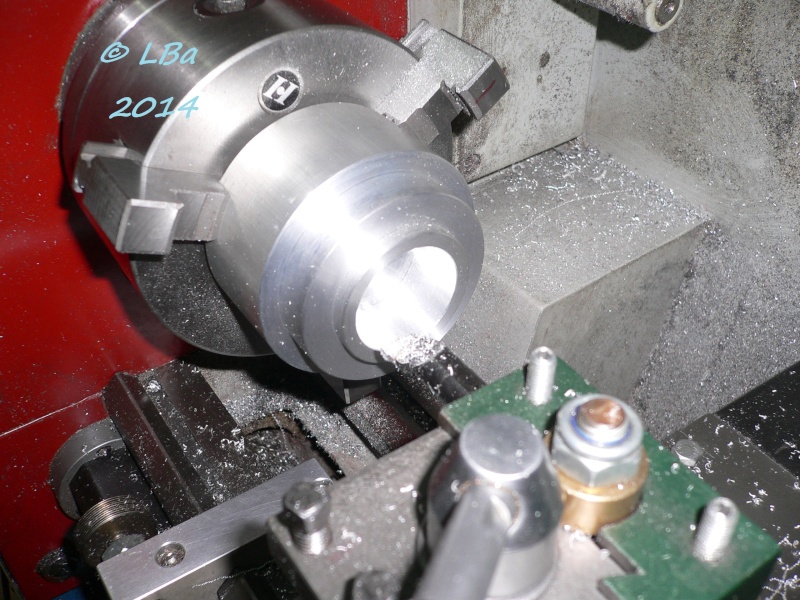
contre perçage de la pièce ici au Ø de 22 mm

puis alésage de la pièce

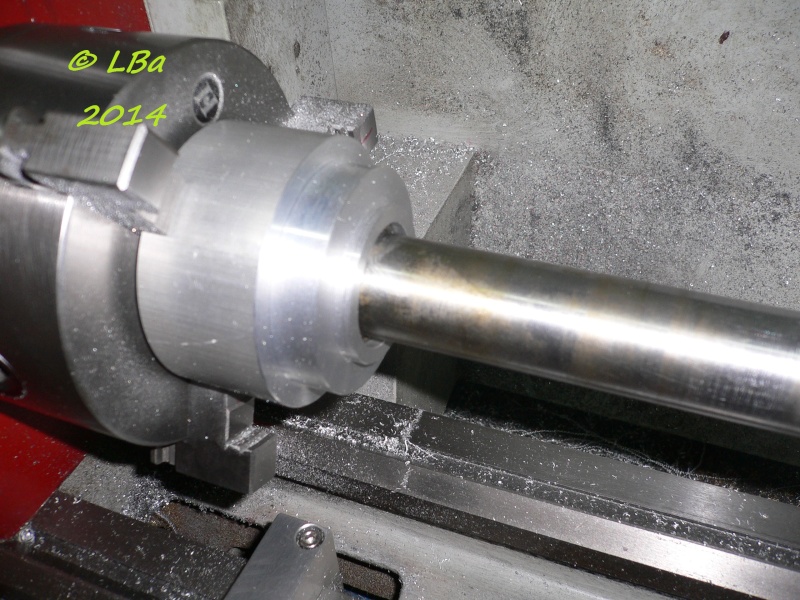
contrôle de l"alésage avec le porte pince Er
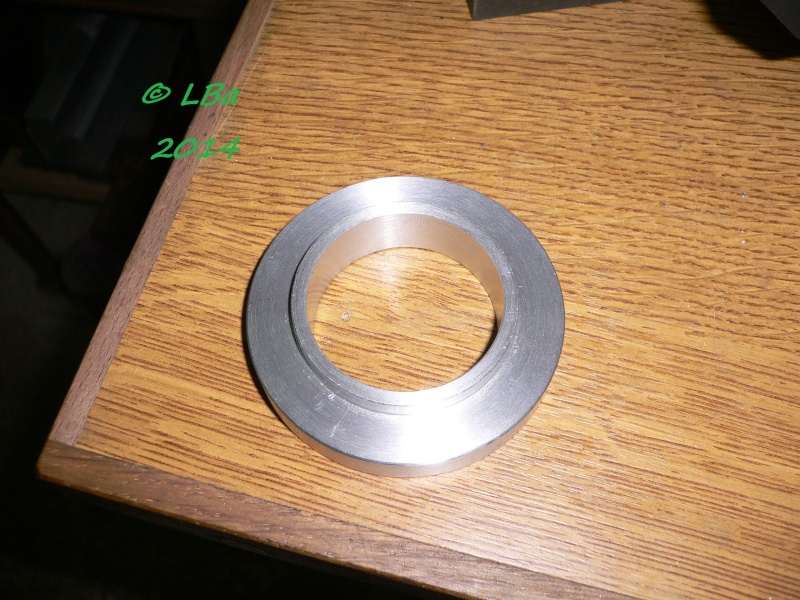
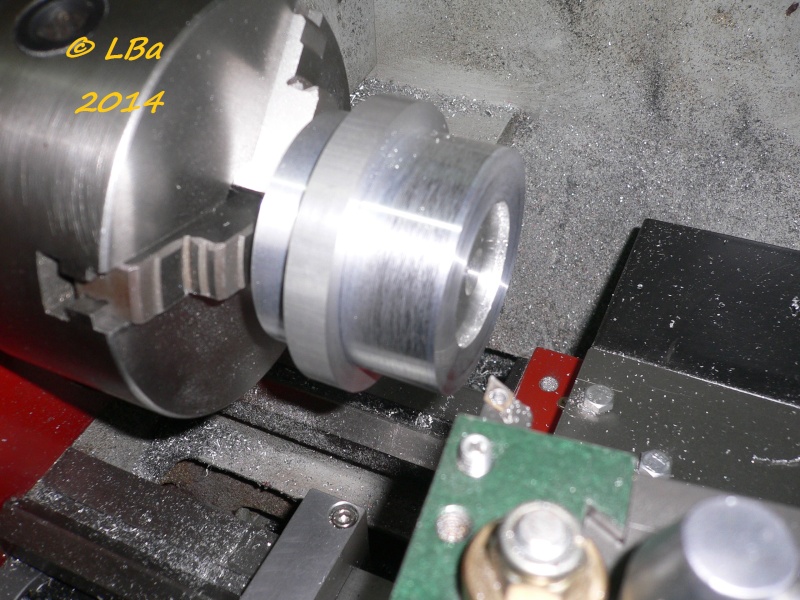
Après retournement de la pièce :

mise à longueur de la pièce et blanchiement du Ø extérieur
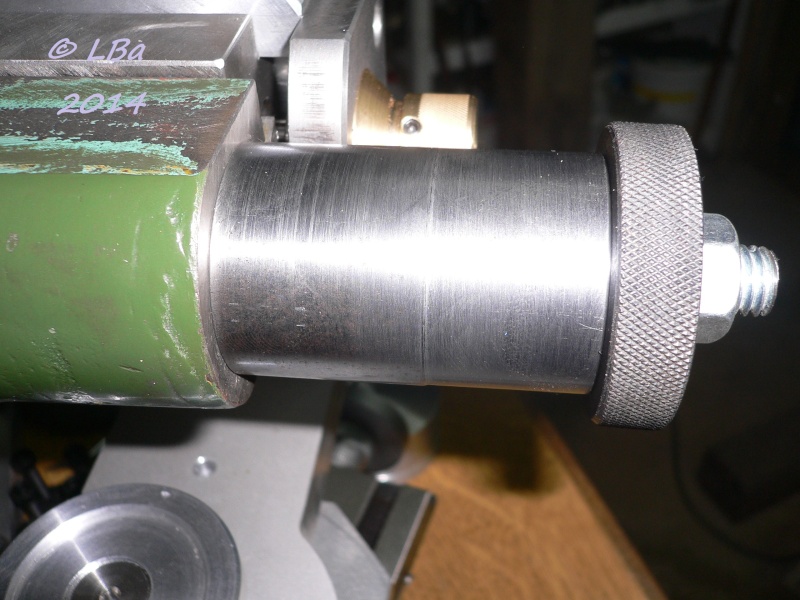
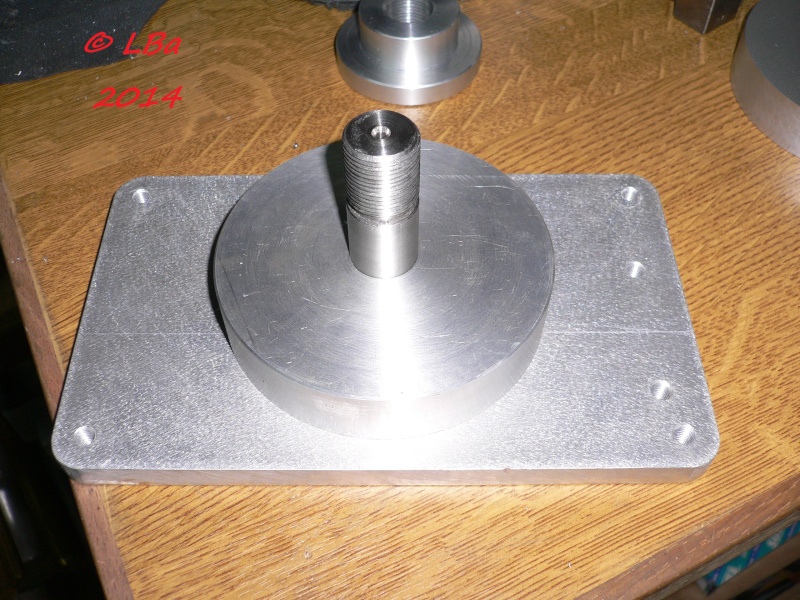
l'entretoise montée sur le support
plaque fonte support vis pas fin
Au départ, j'avais usiné un plaque toute simple, en montant le bouton de réglage de la vis à pas fin
ça ne me convenait pas :

l'ancienne pièce est à gauche, la nouvelle est celle de droite
Pour réaliser cette pièce, dans du rond de Ø 80 mm en Ft 25, aprés débit d'une rondelle :
prise en mandrin et dressage d'une face
après retournement de la pièce, dressage de la seconde face et mise à l'épaisseur
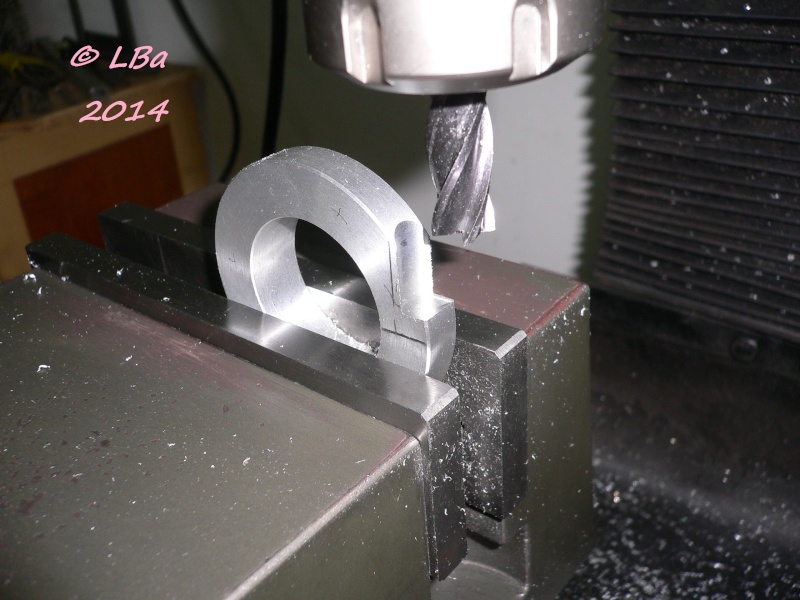
Passage sur la fraiseuse :
et fraisage de 3 chants (à 90 °)
Ceci fait :

perçage d'un Ø de 9,9 mm (passage épaulement vis)

et alésage à 10 mm
contrôle de l'ajustement avec la vis

premier perçage au Ø de 5,1 mm (fixation de la pièce)

et fraisure du trou pour vis tête fraisée de Ø 5 mm
second perçage de fixation

et fraisure du dit trou

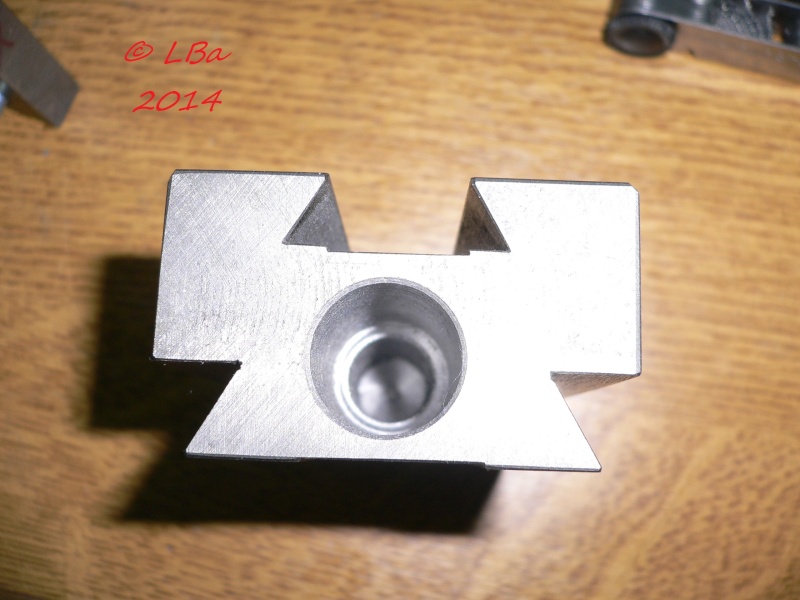
voilà la pièce finie en usinage
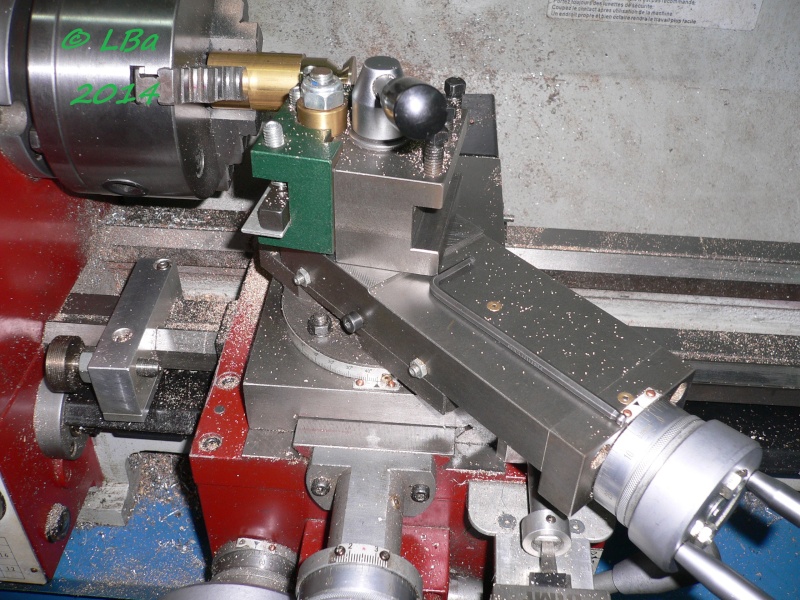
et la pièce mise en place
Pour actionner la vis à pas fin du support réglable :
rappel de la chose
le bouton de réglage sera positionner sur l'épaulement de la vis (à droite sur l'image)
Dans du rond laiton de 30 mm brut:

dressage de la face et blanchiment du Ø extérieur

usinage d'une gorge de dégagement
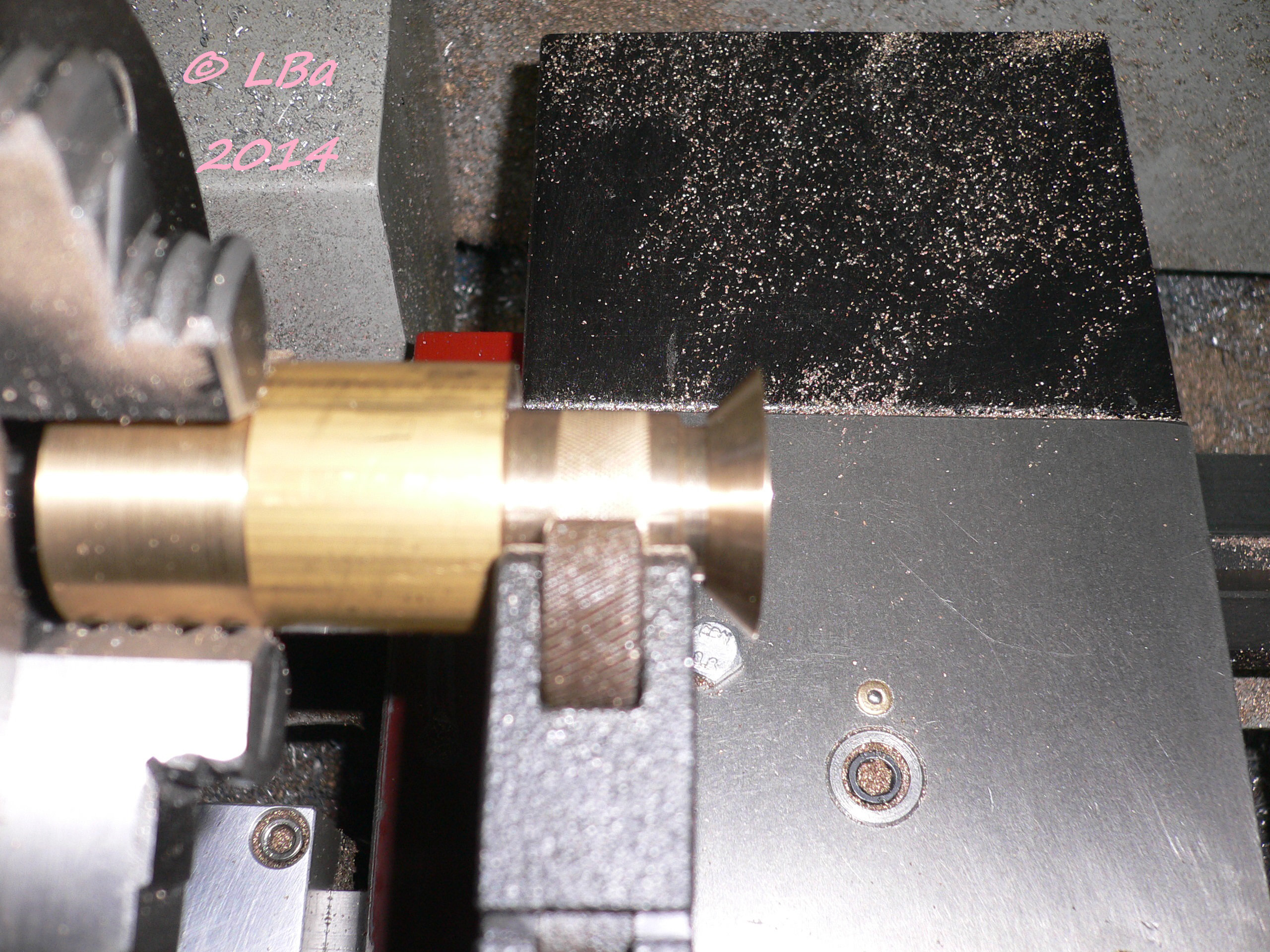
inclinaison du petit chariot à 45°
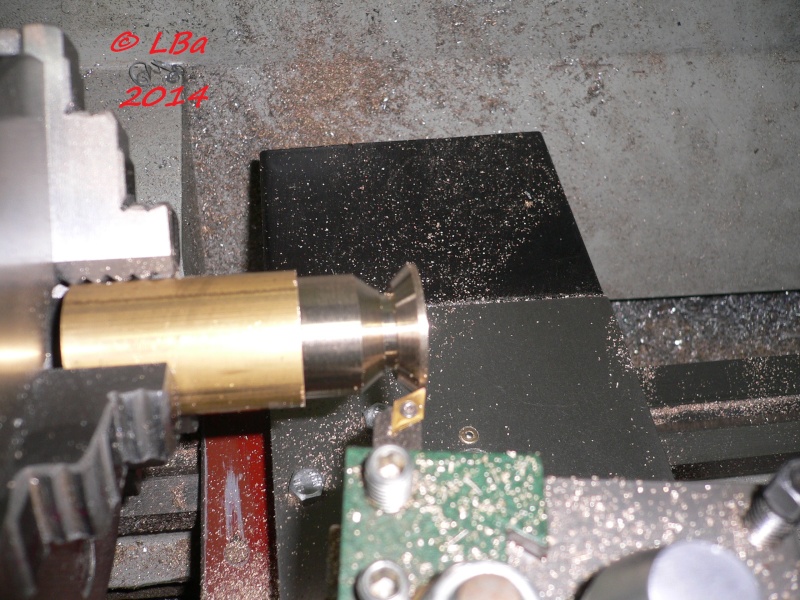
début de l'usinage d'une face à 45°

la face à 45 ° est usinée
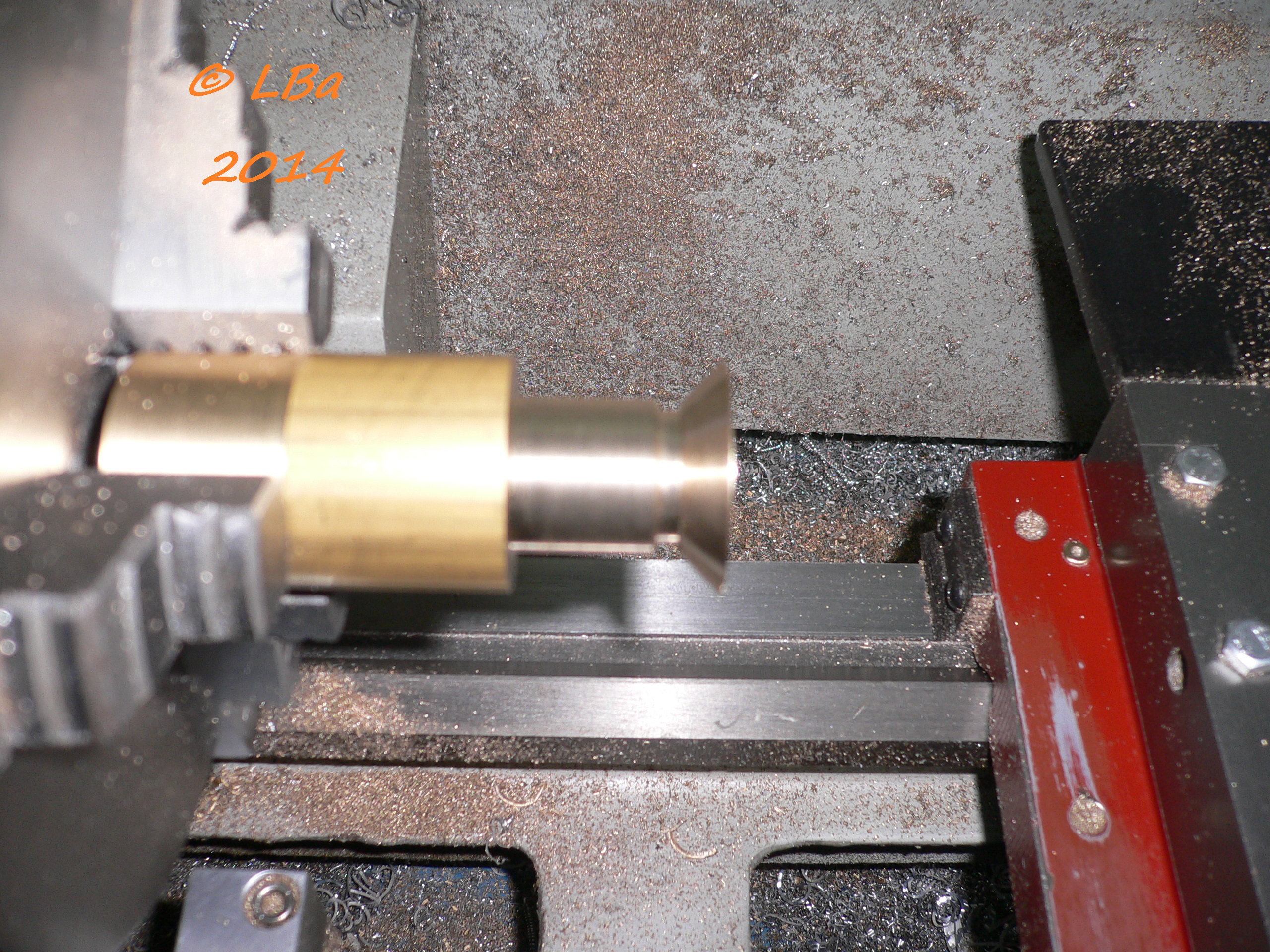
usinage du Ø extérieur
moletage sur le Ø extérieur
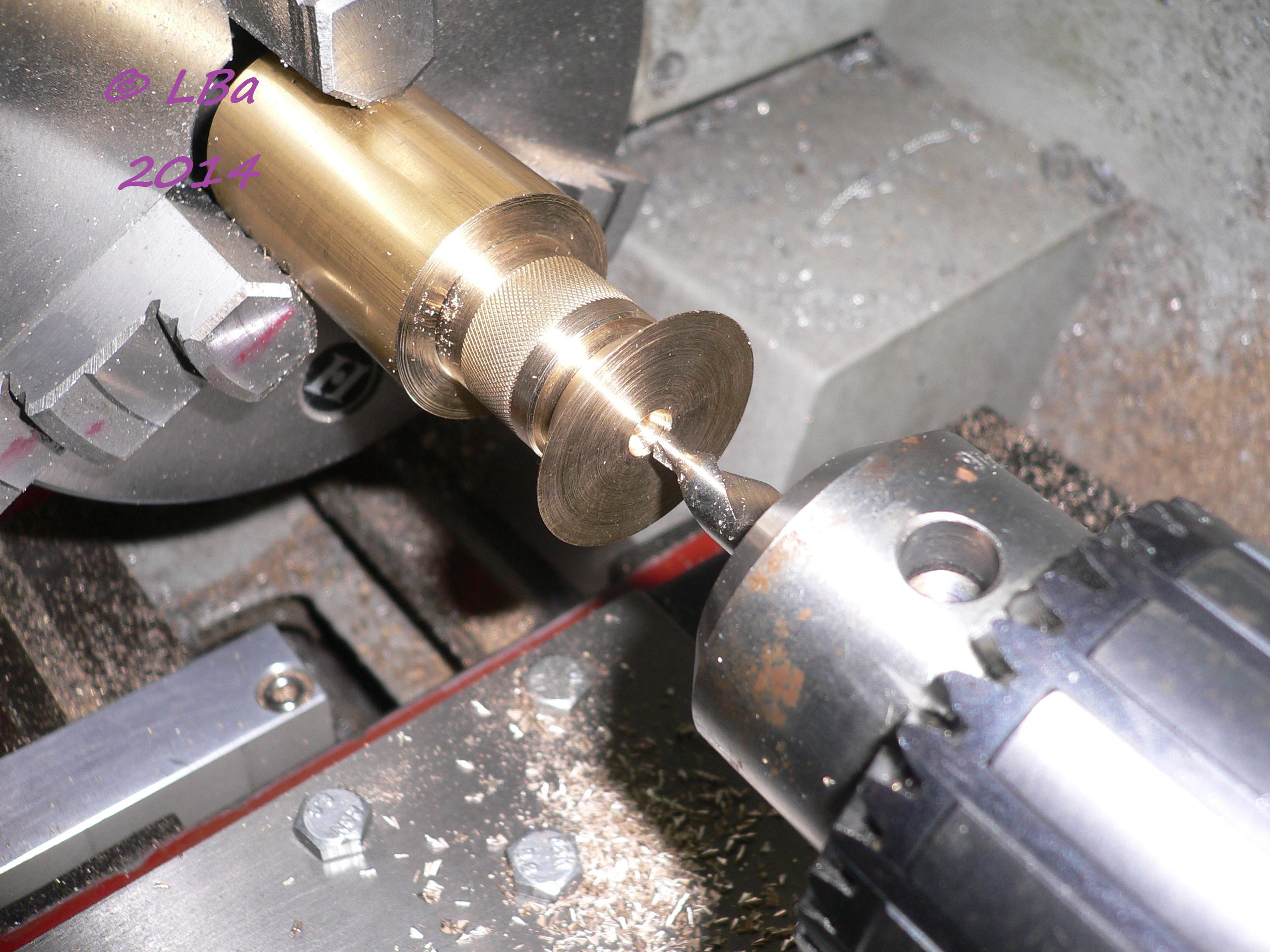
point de centre sur la face

perçage au Ø de 5 mm

contre perçage à 9,9 mm
je pensais passer un alésoir de 10 mm , mais celui en ma possession est à main ,il ne convient pas
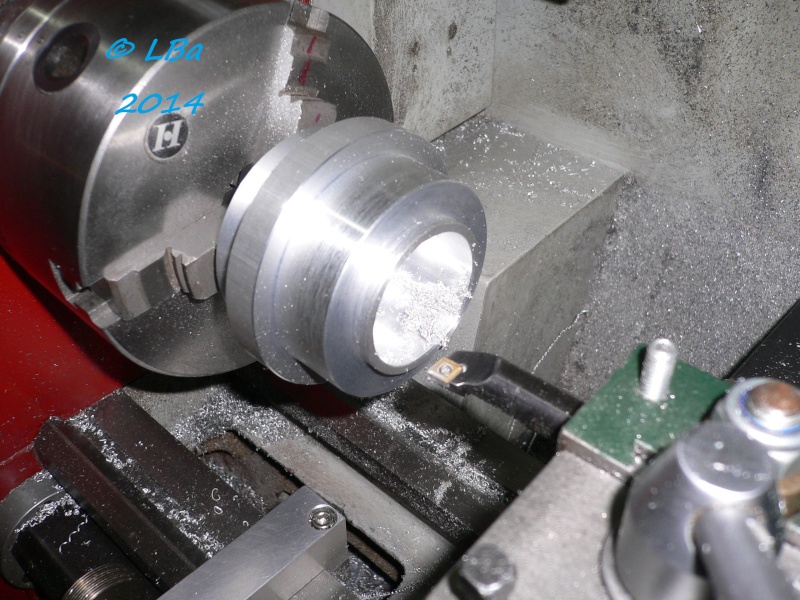
pour un trou borgne, ayant un petit outil à aléser :
alésage à 10 mm à l'outil
contrôle de l'ajustement de l'alésage, un léger jeu à mon goût, mais ça devrait le faire
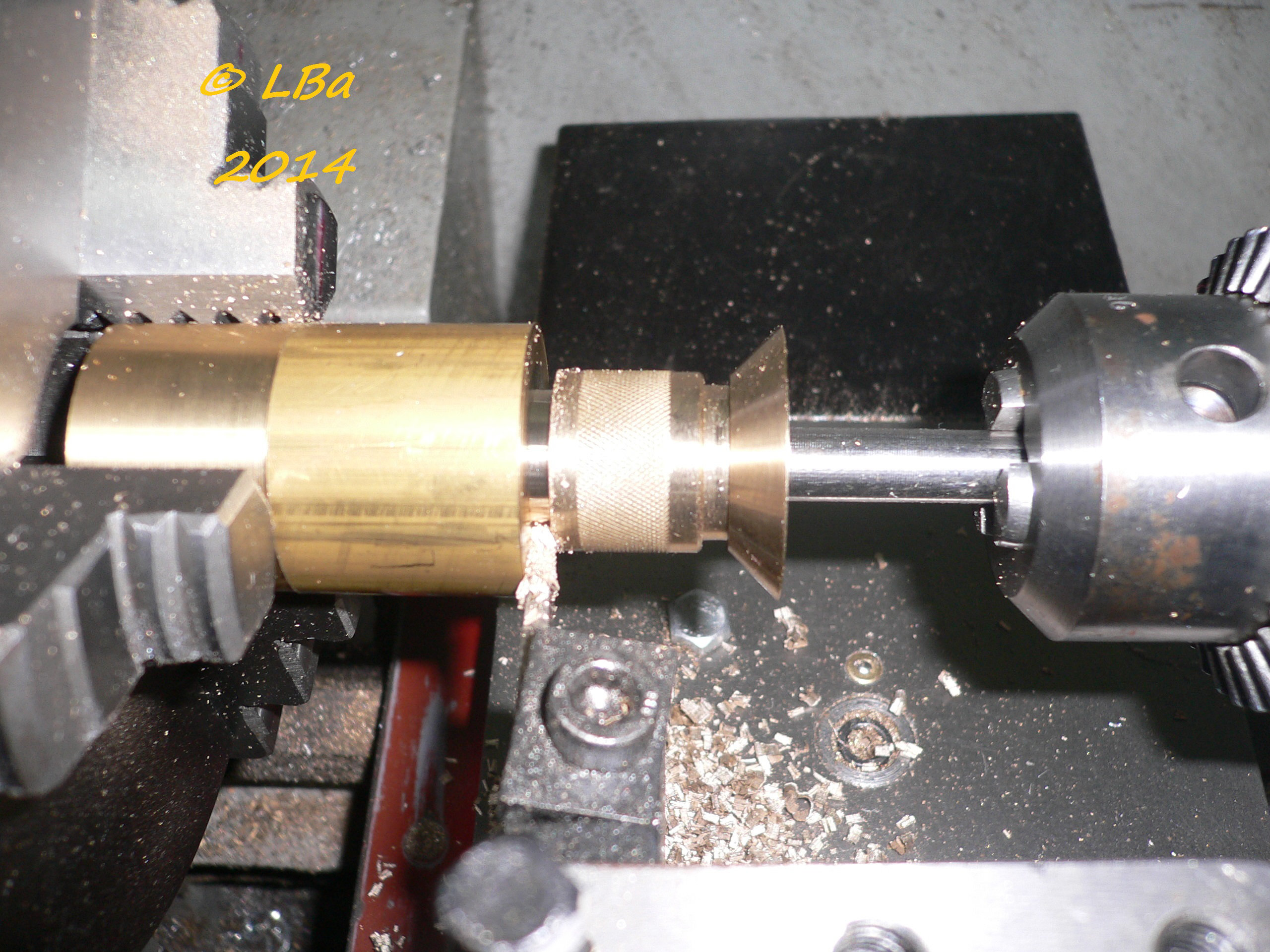
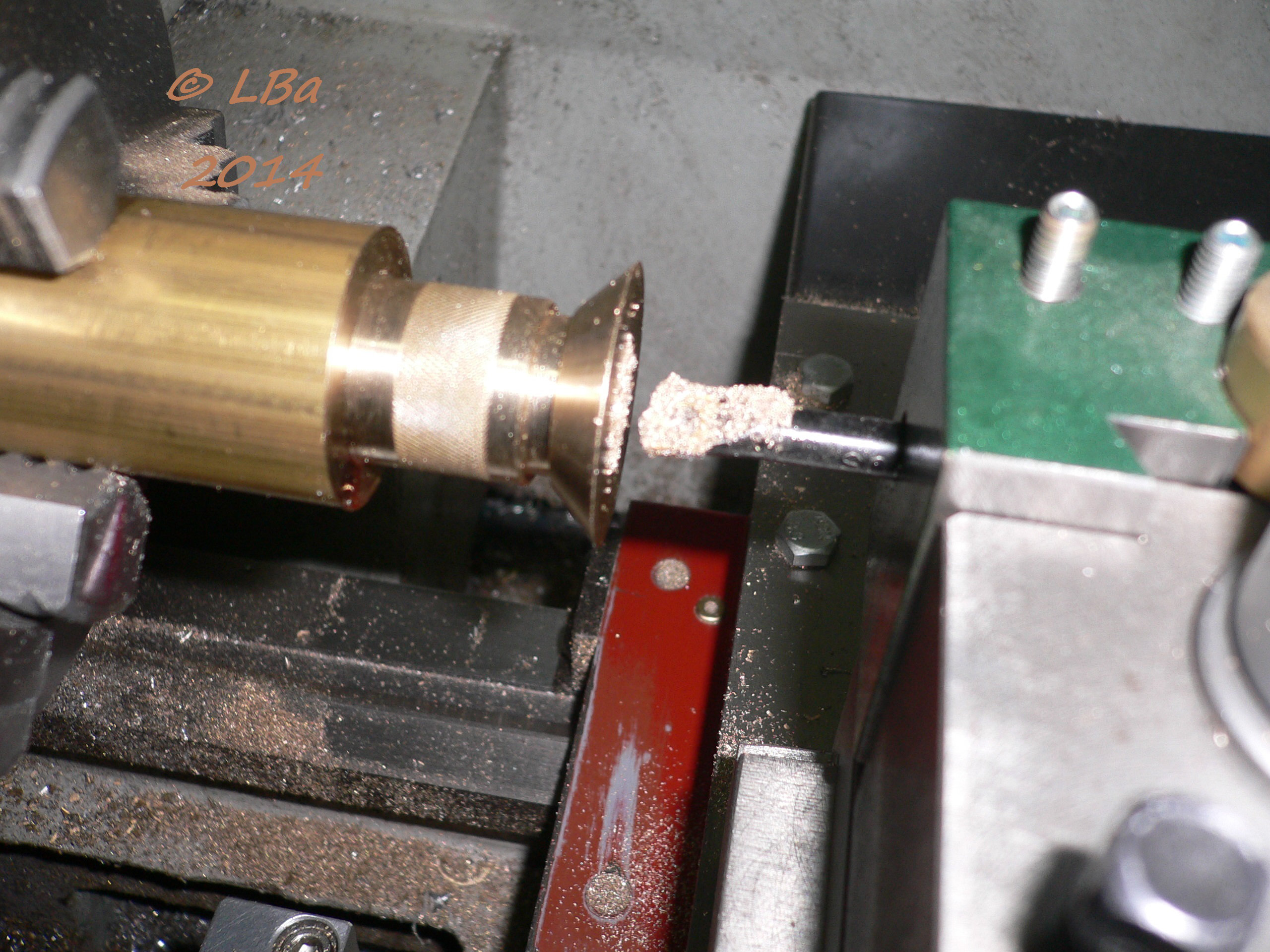
début de l'opération tronçonnage de la pièce

fin du tronçonnage. afin d'éviter que la pièce tombe dans le bac à copeaux, j'avais monté un rond dans
le mandrin, et le rond était engagé dans l'alésage

apperçu de la pièce
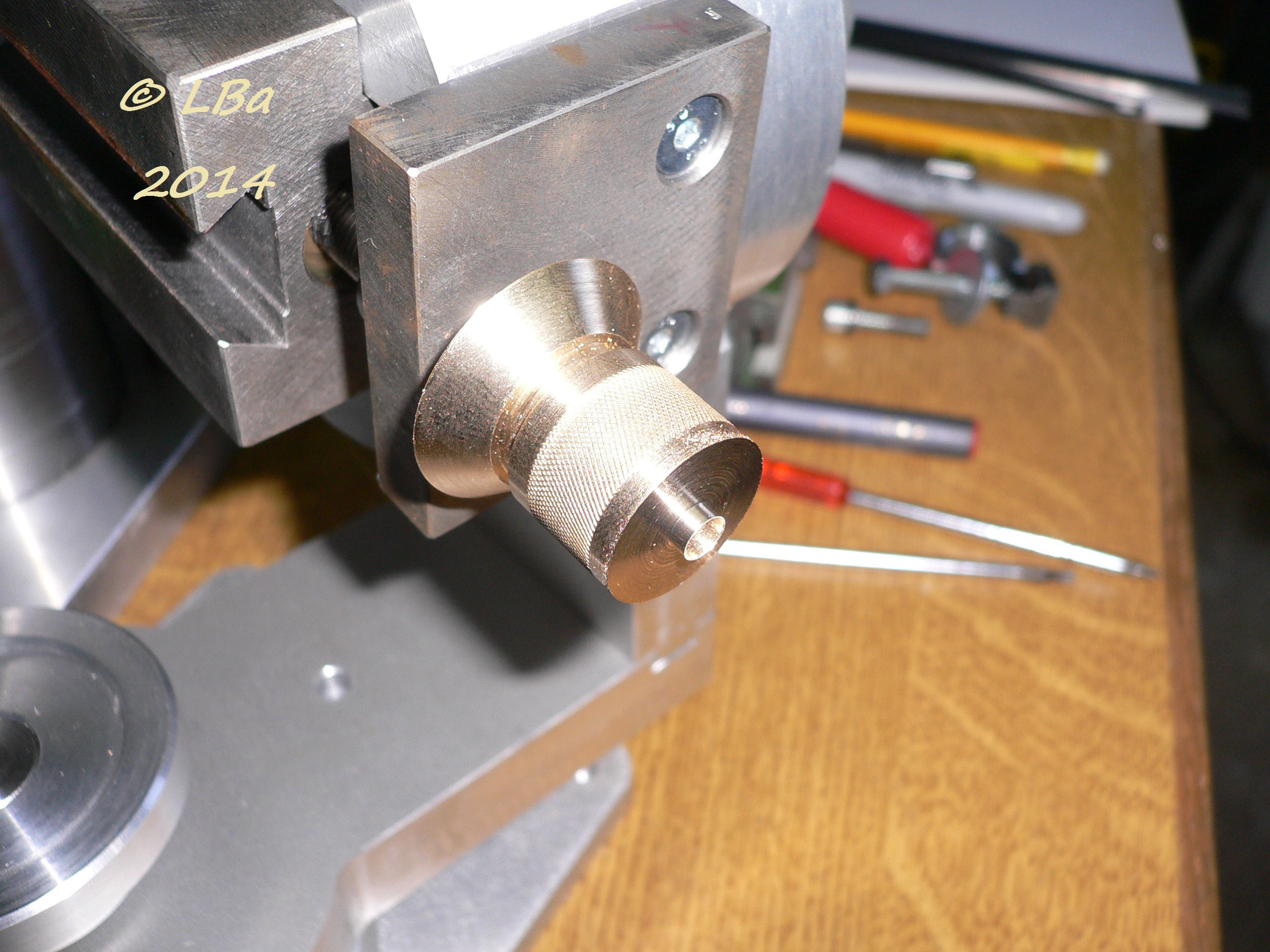
montage à blanc pour vérification
j'ai trop de jeu entre le bouton et la plaque fonte
je vais devoir diminuer la longueur de l'épaulement de la vis
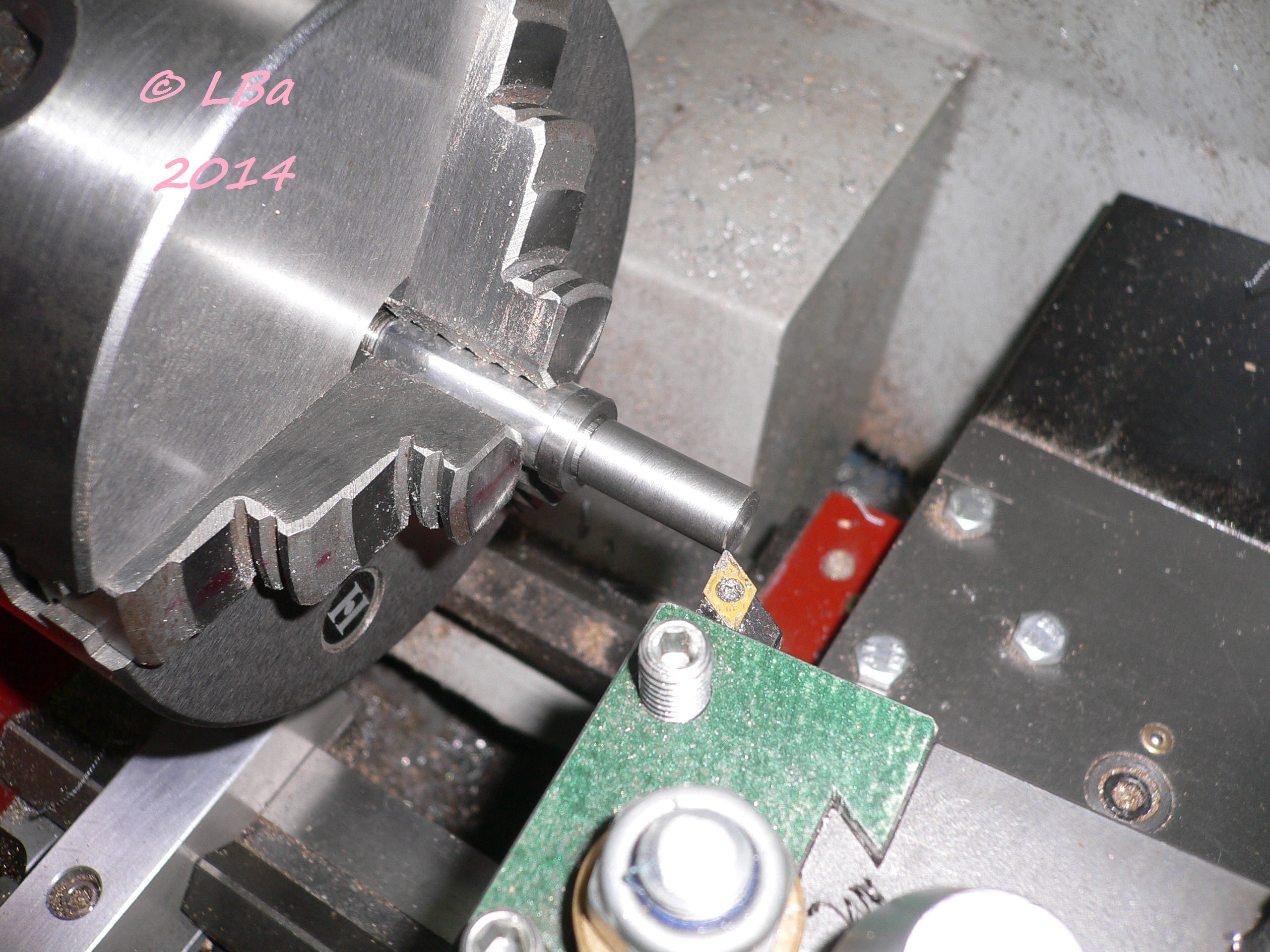
reprise de la vis à pas fin pour diminution de la longueur de l'épaulement
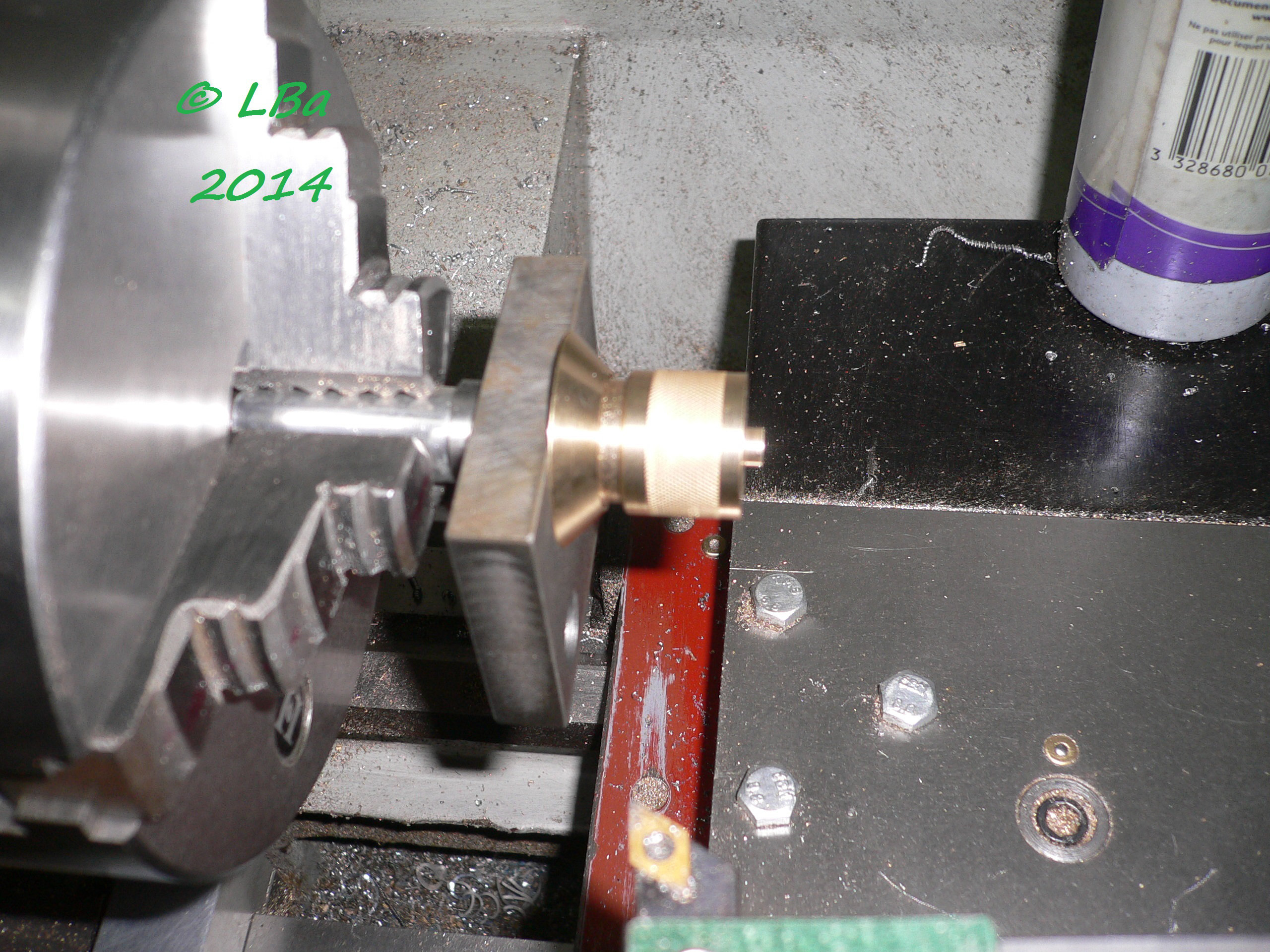
après tâtonnement, je suis arrivé à un résultat satisfaisant
passage sur la fraiseuse pour :

pour pointage de l'immobilisation du bouton sur la vis

perçage à 3,2 mm

taraudage à M4
après mise en place d'une vis sans tête pour l'immobilisation, reprise du bouton, en place sur la vis
en mandrin à pince sur le tour pour :

dressage de la face et mise à longueur du bouton

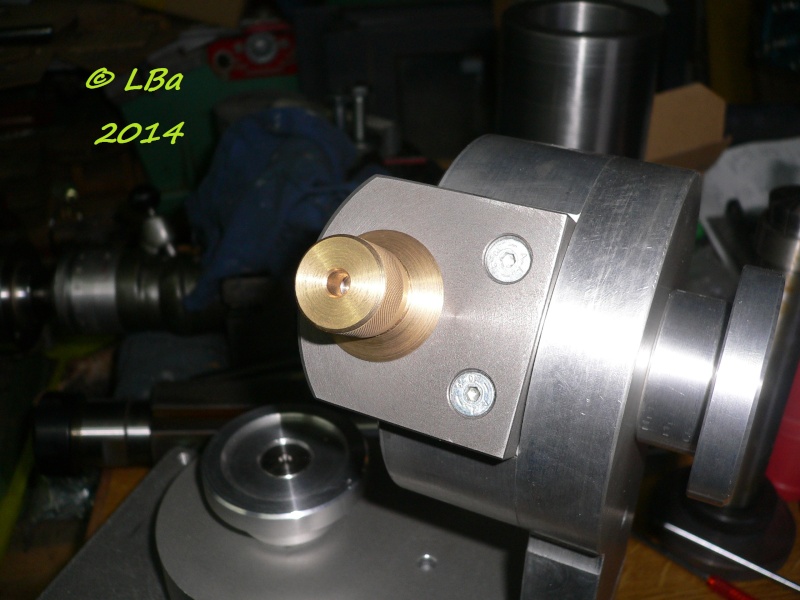
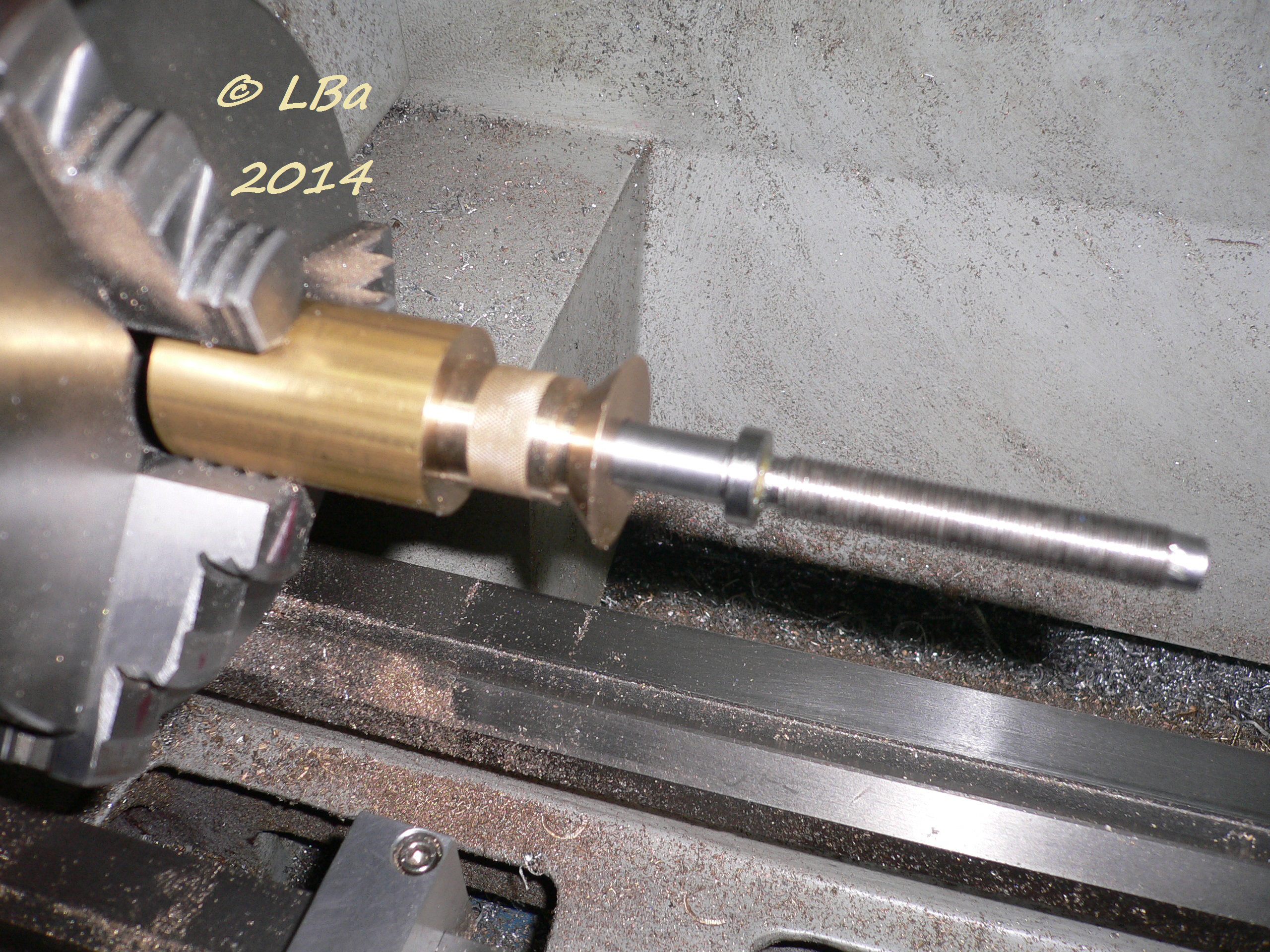
le bouton en place sur la vis
récapitulatif du montage des différentes pièces
Au départ, j'avais ça :

après montage :

j'en suis à ce stade d'avancement

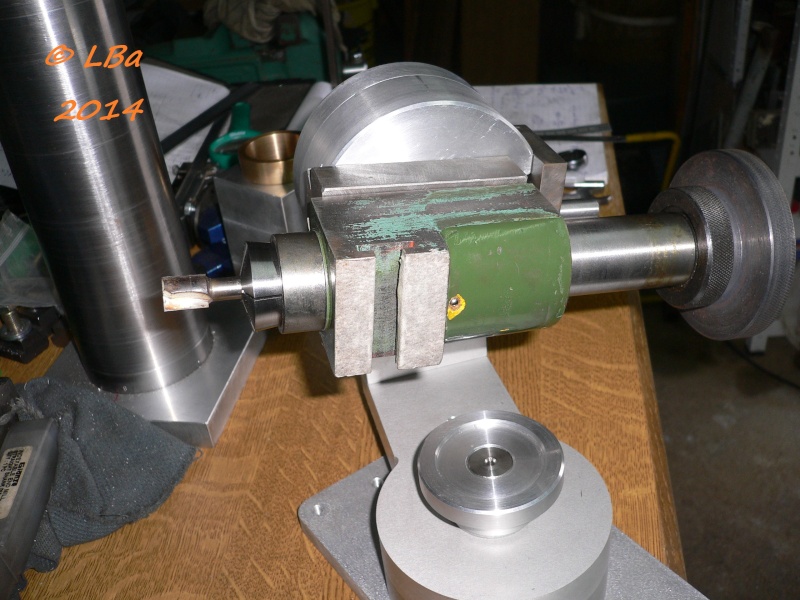
montage pour l'affûtage des forets

montage pour l'affûtage des fraises 2 tailles
montage pour l'affûtage des fraises de défonçeuse
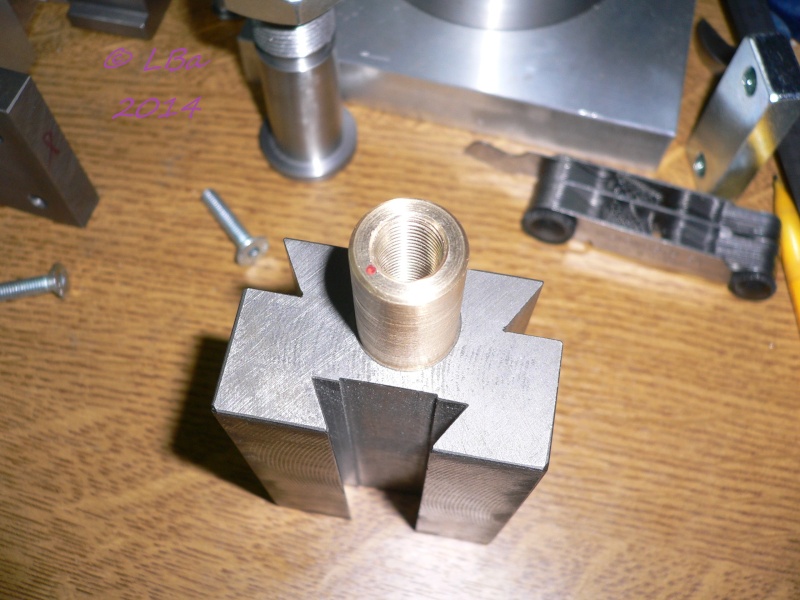
Dans cette pièce (en fonte)
vient se monter l'écrou en bronze à pas fin
comme ceci :
le montage est à serre, donc montage à la presse manuelle

mise en place des deux pièces sous la presse
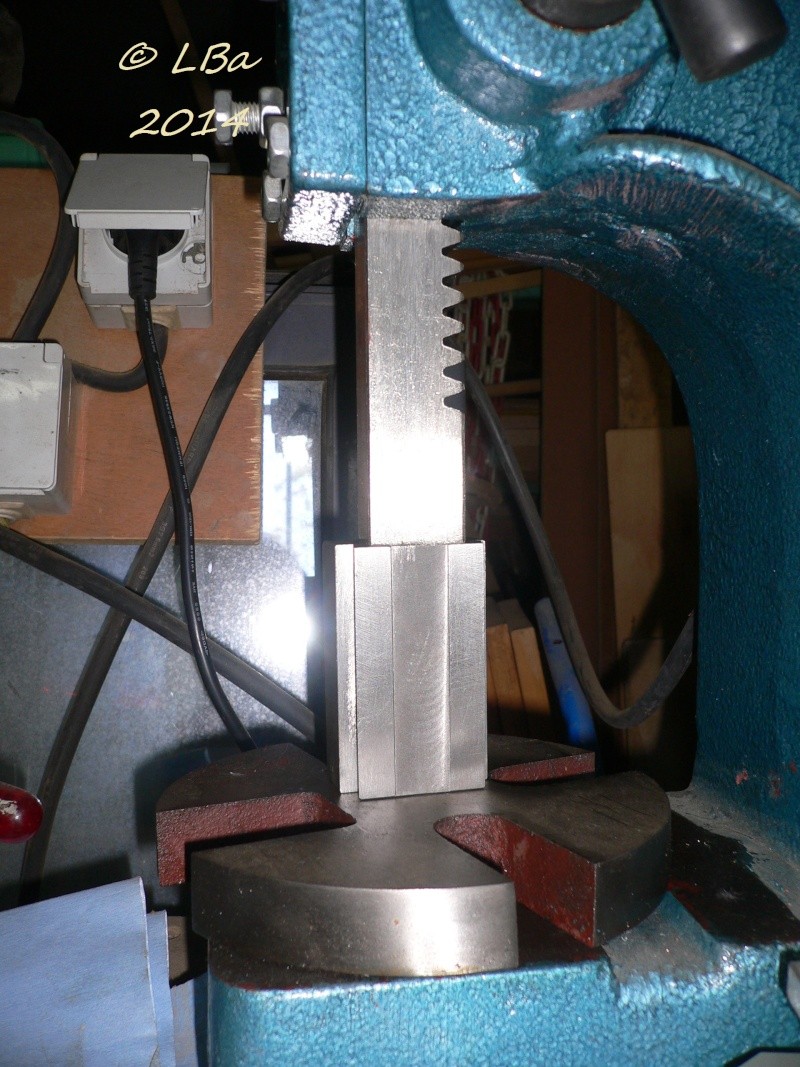
emmanchement de l'écrou
celui -ci devant être en retrait dans la pièce
mise en place d'une entretoise entre le nez de crémaillère et l'écrou
l'écrou bronze est monté
la vis à pas fin est montée et son épaulement noyé, ne dépasse pas le support en fonte
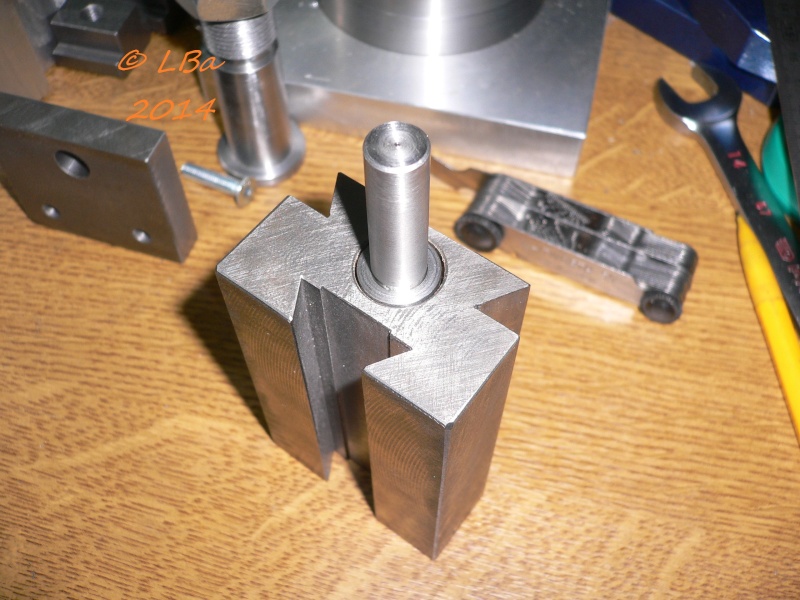
Dans un premier temps, je dois finaliser ce pré montage :
il suffit d'emmancher à serre cet axe :

dans cette pièce :


les deux pièces en attente de montage
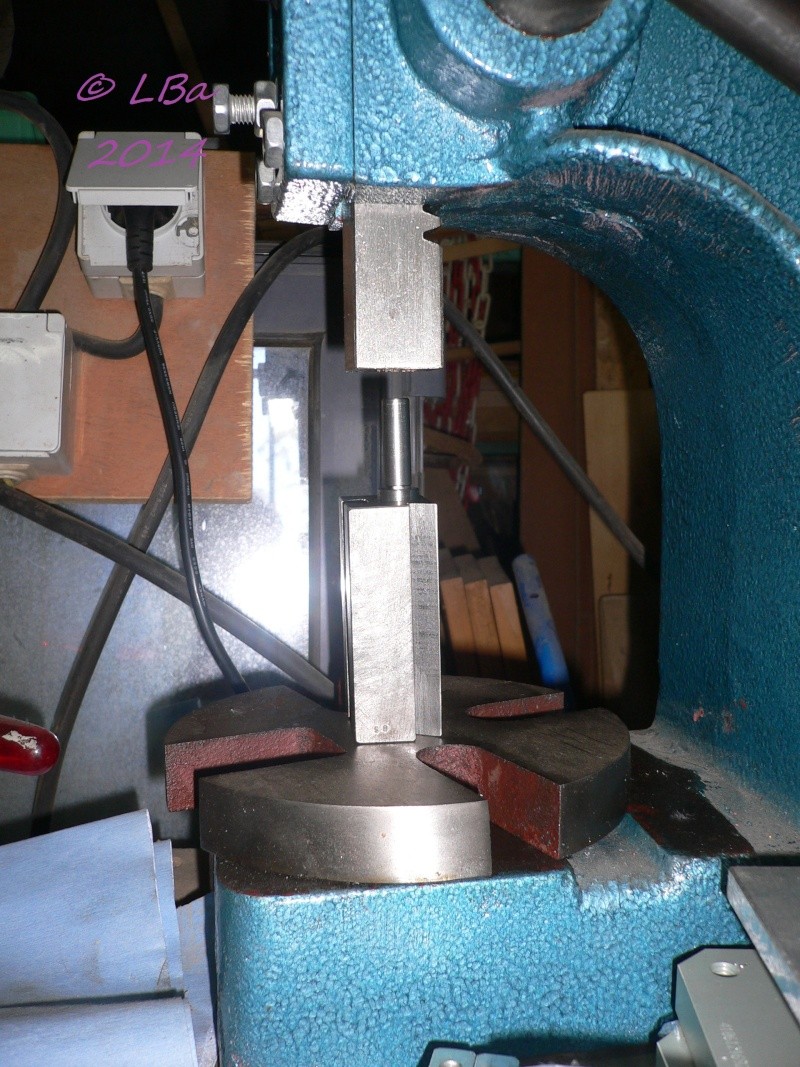
mise en place sur la presse manuelle :

et emmanchement à serre
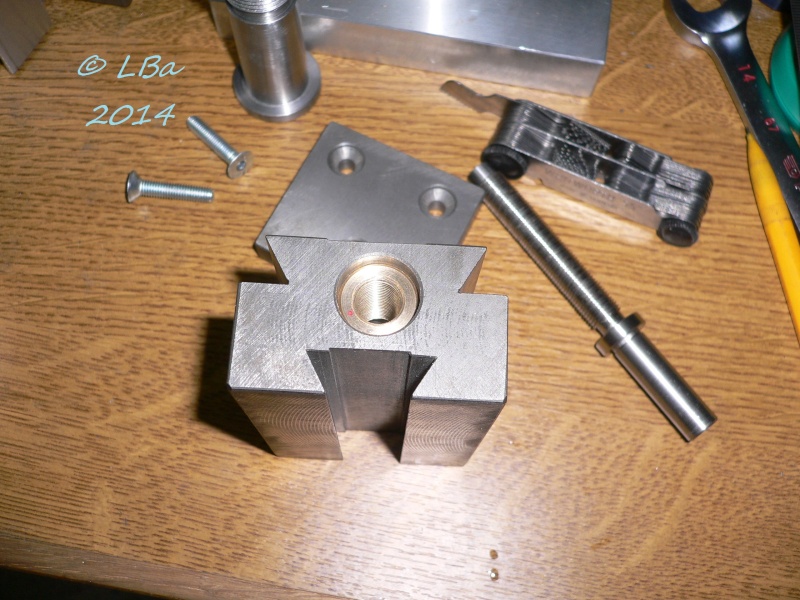
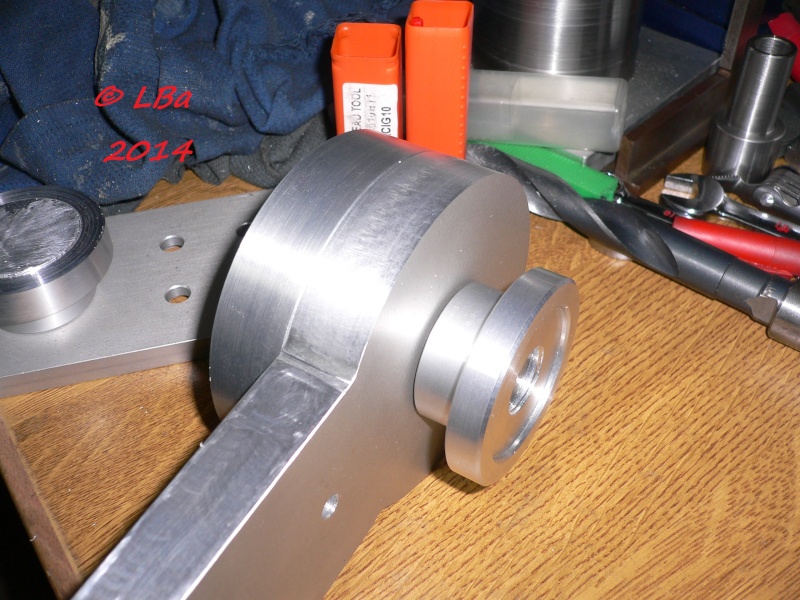
l'axe est maintenant emmanché
et la base assemblée sur la semelle :
Pour le second axe, il est monté à serre sur cette pièce :
les deux pièces en attente de montage
Comme pour le premier axe, montage à la presse manuelle :
mise en place des pièces sous la presse

la crémallière de la presse ne passant pas dans l'usinage de la queue d'arronde
mise en place d'une cale intermédiaire

et pressage
l'axe est monté sur le support