
Mes différentes réalisations
Règles numérique indicatrice de positionnement
Voila ce que je viens d'acheter sur le site pewetools Allemand via ebay

deux règles de positionnement numériques appelé visu par certains
elles sont destinées aux axes X et Y de ma fraiseuse
celle de longueur de 600 mm sera pour l'axe X
l'autre de 300 mm pour l'axe Y
ces règles sont à affichage déporté

apperçu des afficheurs
la marque des règles est Sino
les afficheurs sont alimentés par piles (2) mais peuvent l'être aussi par une alimentation externe
via un adaptateur
en en ayant acheté deux, j'ai reçu avec un càble Y et une alimentation externe

afficheur sous tension via le cable en Y

l'adaptateur secteur que j'appele alimentation externe
ça ressemble à un chargeur de téléphone !
maintenant reste l'instalation sur la fraiseuse à réaliser
chose qui va me faire cogiter car il n'y a pas beaucoup de place
Suite à la demande du camarade Fabien, images de la table avant finition et une fois finie

la table lors du collage des pieds

vue sous un autre angle
à noter que le chevillage de la ceinture du plateau n'est pas fini

la table après teinture et finition

une vue du plateau

apperçue dessous table
Fabien j'attends tes commentaires !!!
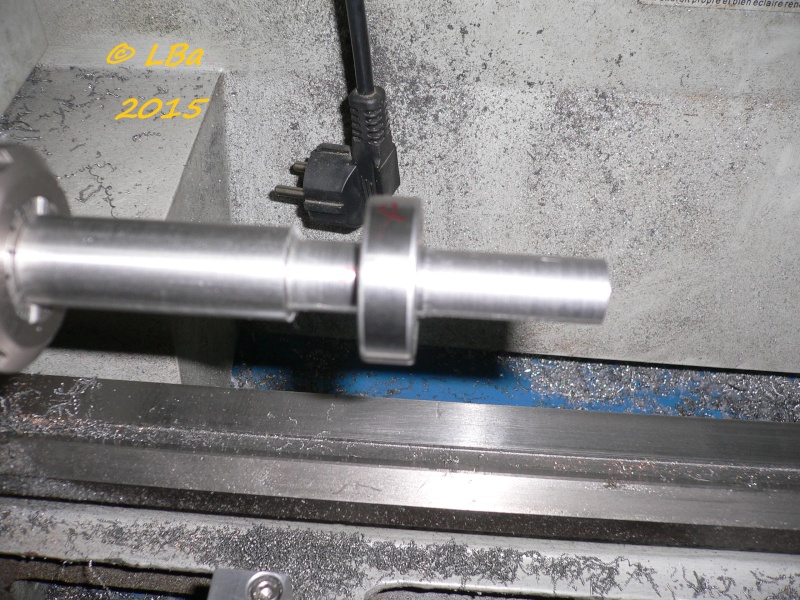
L'axe est usiné à partir d'étiré inox de Ø 20 mm
Dans un premier temps, je vais usiner le coté entrainement de l'axe
la pièce étant longue, prise de la pièce en montage mixte (mandrin/contre pointe)
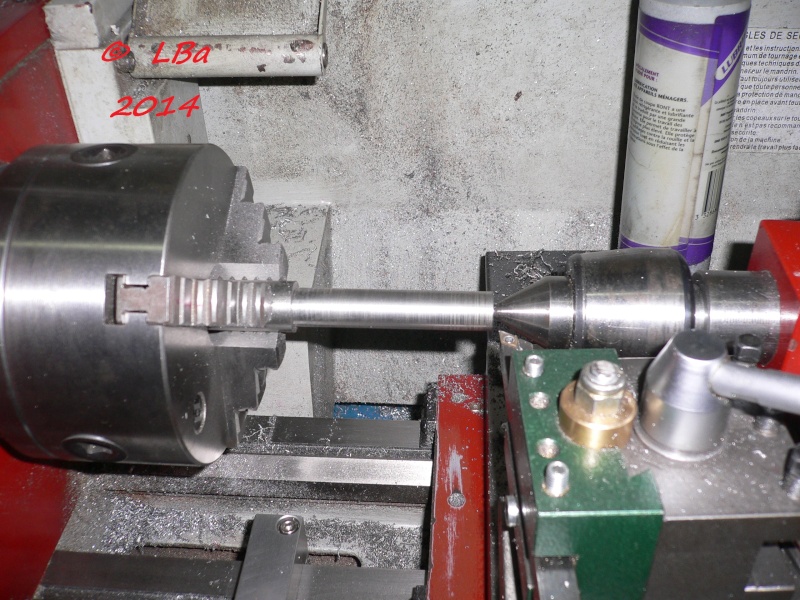
j'ai commencé par usiné un épaulement au Ø de 15,2 mm ;c'est une ébauche de portée pour
un roulement
ensuite :
usinage d'un autre épaulement , de Ø 8 mm, sur lequel viendra le pignon 14 dents
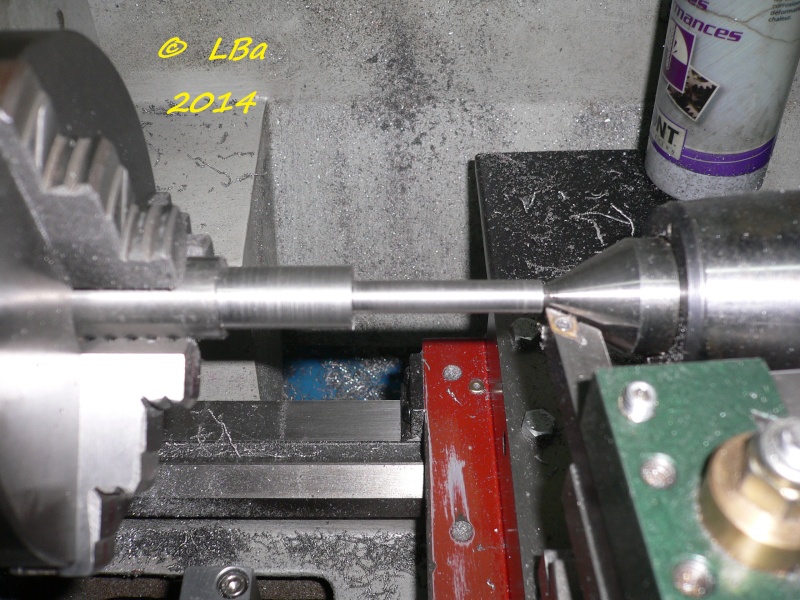
Ceci réalisé, finition du Ø 15 mm :

l'ajustement étant à serre, le roulement ne vient pas contre l'épaulement (montage à la main)
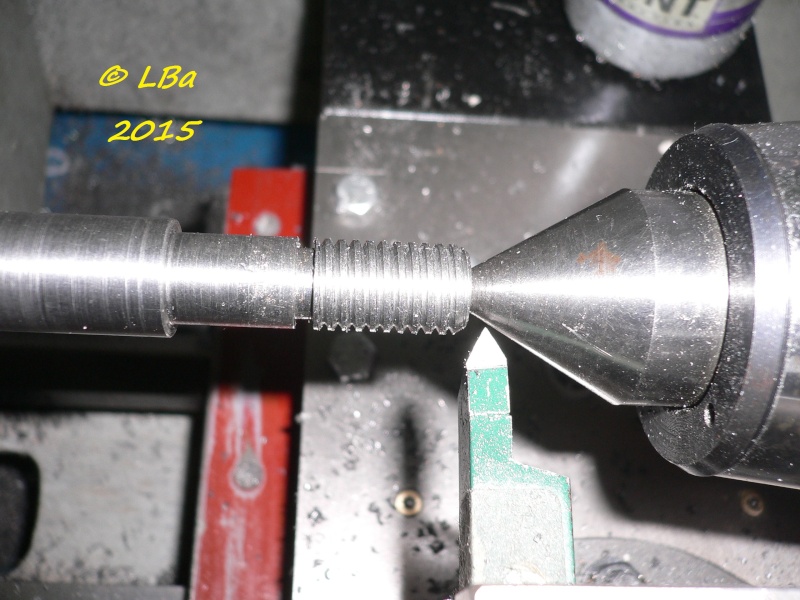
Après :
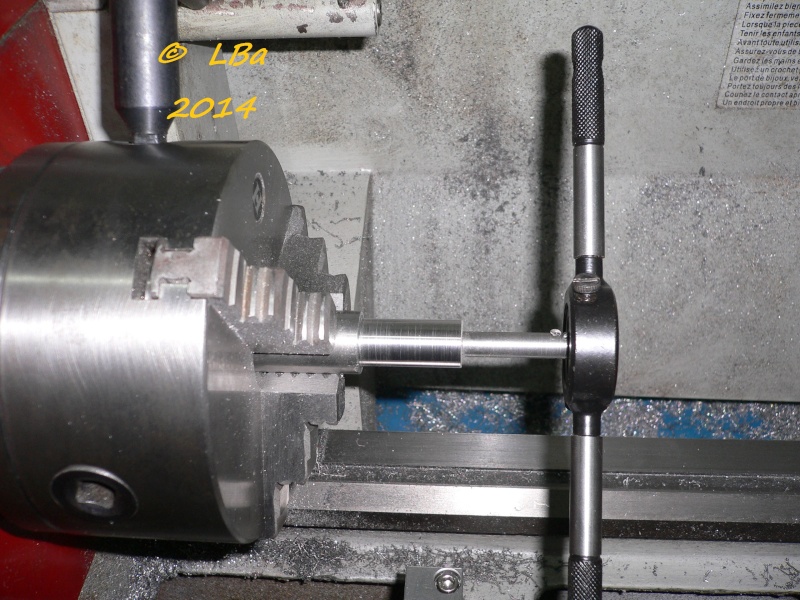
filetage (manuellemnt) à M8 ça sera pour le serrage en translation du pignon
Dans la même matière, j'ai usiné une entretoise qui viendra entre le roulement et le pignon

perçage au Ø de 7,9 mm (ça sera alésé par la suite au Ø de 8 mm)
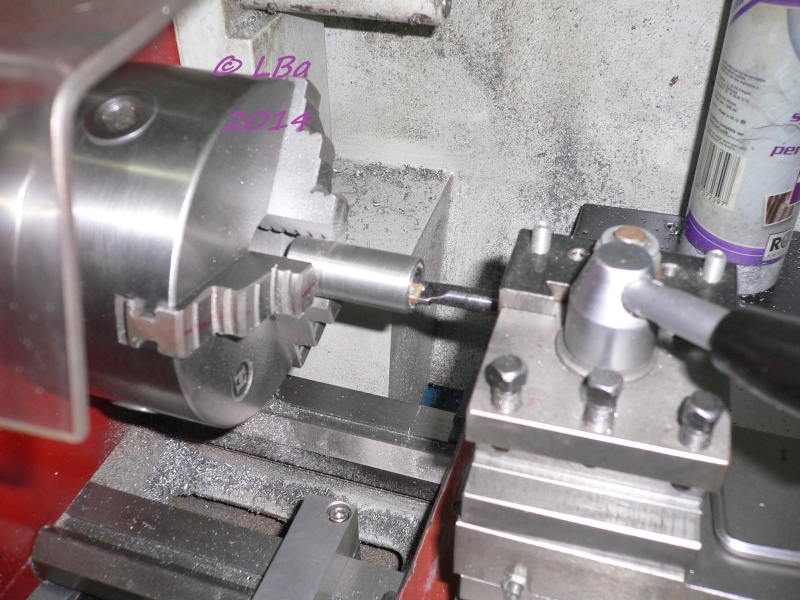
alésage au Ø de 15 mm sur seulement une partie de l'entretoise
après débit et mise à longueur :

l'entretoise est réalisée

contrôle de vérification afin de vérifier que l'entretoise en butéé contre l'épaulement, la cage intérieur
du roulement serra serrée

pré-montage dans le corps de broche (entretoise en appui sur la cage intérieur du roulement)
montage de l'ensemble pour vérification d'alignement
Ceci étant fait, je vais usiner l'autre extrémité de l'arbre porte meule
usinage d'un double épaulement: le premier en Ø 15 mm pour la portée de roulement
le second en Ø 12 mm pour la meule

usinage des deux épaulements en montage mixte : prise en mandrin à pince et poupée mobile
contrôle de la portée de roulement
montage du roulement à serre sur l'arbre, la position définitive de celui-ci est en butée contre l'épaulement
en Ø 20 mm ( Ø extérieur du débit)

usinage d'une gorge de dégagement pour un filetage
usinage d'un filetage en M12 pas de 1,75
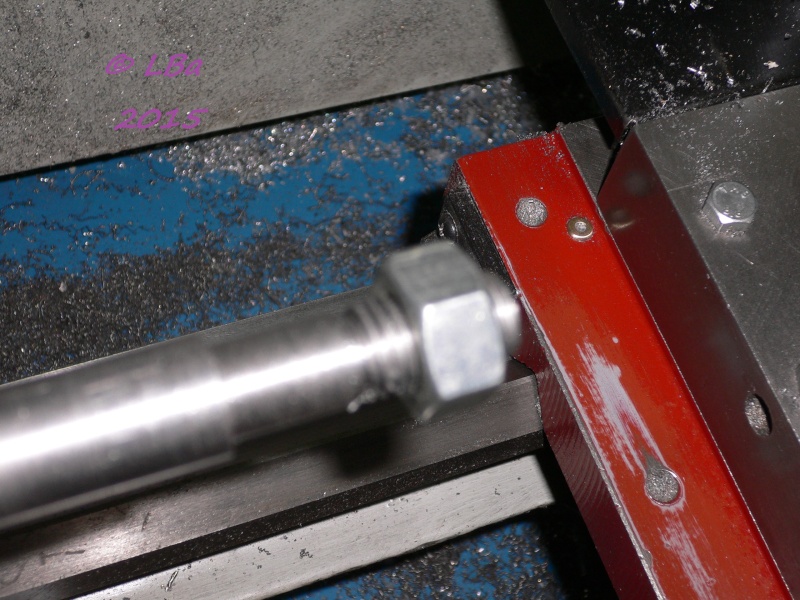
contrôle du filetage avec un écrou du commerce
L'arbre porte meule usiné :

j'ai perçé un Ø 4 mm pour le bloquer afin de serrer la meule

perçage à Ø 4 mm de l'arbre et de l'entretoise coté poulie
Détourage extérieur plaque support moteur/broche
les deux alésage réalisés sur la plaque :
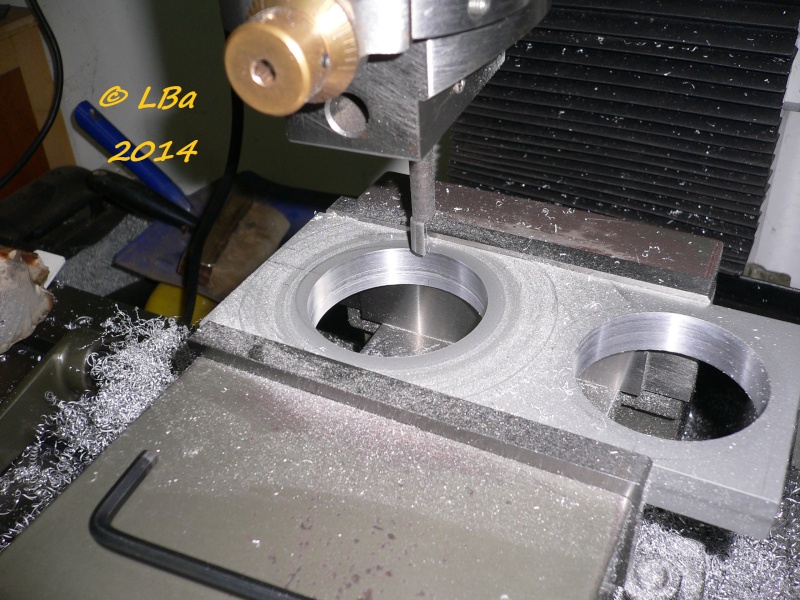
photo pour rappel
je vais usiner les formes extérieur de la plaque
la plaque sera montée sur le plateau circulaire de la fraiseuse
la plaque sera centrée sur le plateau à l'aide d'un cimblot

le cimblot constitué d'une rondelle de Ø 60 mm, montée sur un axe conique qui sera placé dans l'alésage du plateau
la plaque en place sur le plateau, centrée par le cimblot et bridée
je serais obligé de faire les usinages en plusieurs fois et de déplacer les brides de serrage
début du détourage du premier angle
détourage en cours
ayant une confiance modérée du bridage, je prends des petites passes d'usinage

le détourage du premier angle est terminé
après déplacement d'une bride :
commencement du détourage du second angle de la plaque
le détourage du second angle est lui aussi terminé
je viens, donc , de détourer les angles coté corps de broche; l'alésage est au Ø de 60 mm
maintenant il me faut faire les angles coté moteur et là, l'alésage est de Ø 63 mm
n'ayant pas envie de faire une nouvelle rondelle, quelques tour de papier adhésif de protection
pour la peinture, feront l'affaire, je ne suis pas à un dixième près

donc le montage
là encore, je devrais bouger les brides
début du détourage du troisième angle de la pièce
le détourage du troisième angle est effectué
pour le quatrième angle, outre de bouger le bridage, je retourne la pièce, comme ça,
je n'attaquerais pas les passes d'usinage en pleine matière

début du détourage du quatrième angle
le détourage du quatrième angle est lui aussi terminé

la plaque, brut d'usinage du détourage
deux coups de scie plus tard :

le nouvelle aspect de la pièce
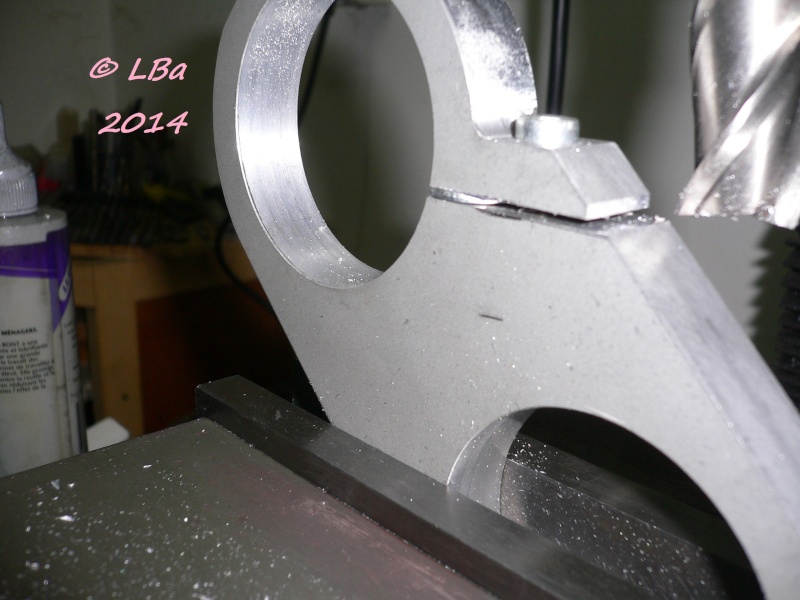
ceci réalisé, montage de l'étau pour :

fraisage de propreté des épaulements coté moteur
fraisage de l'épaulement à 45 ° coté broche
la pièce étant à l'angle :

perçage au Ø de 5 mm
contre perçage au Ø de 6 mm sur une profondeur de 10 mm

taraudage à M6

un petit coup de fraise de Ø 10 mm sur 2 mm de profondeur pour marquer le
logement de la tête de vis Chc de 6 mm
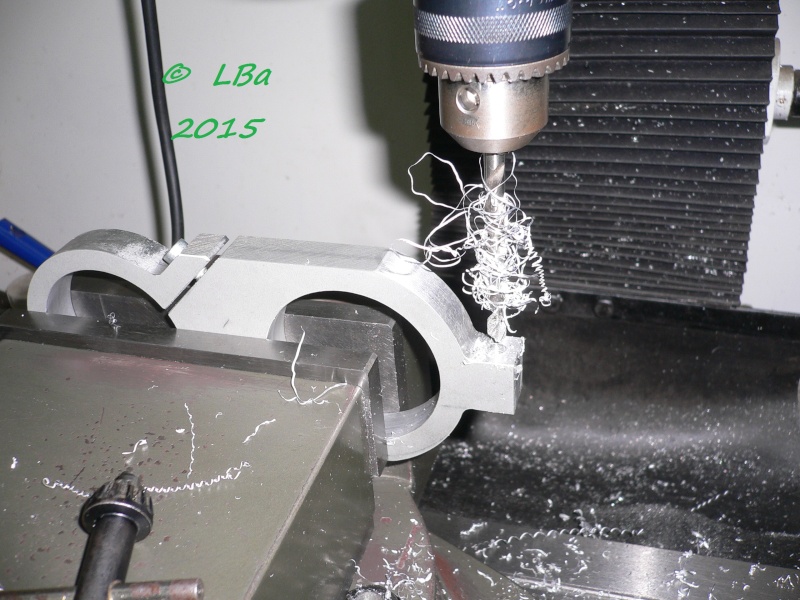
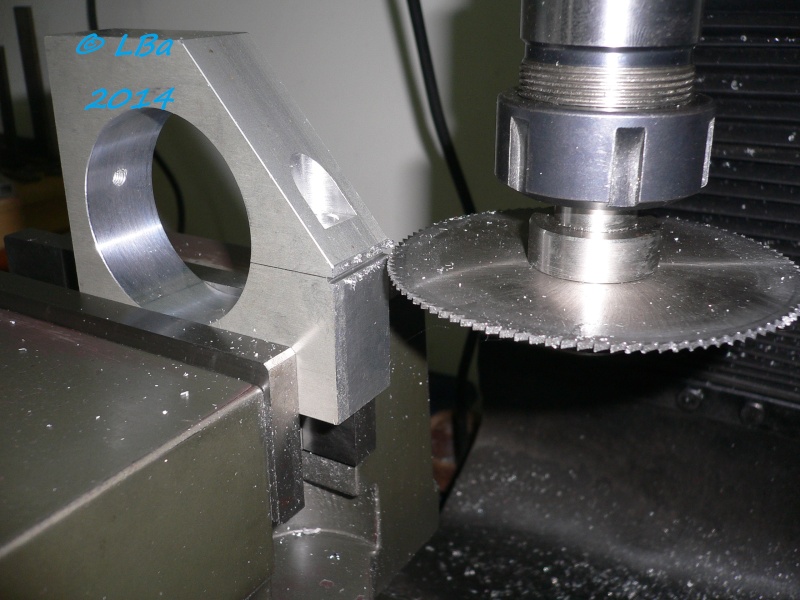
début du sciage pour le serrage par pincement

le sciage est réalisé
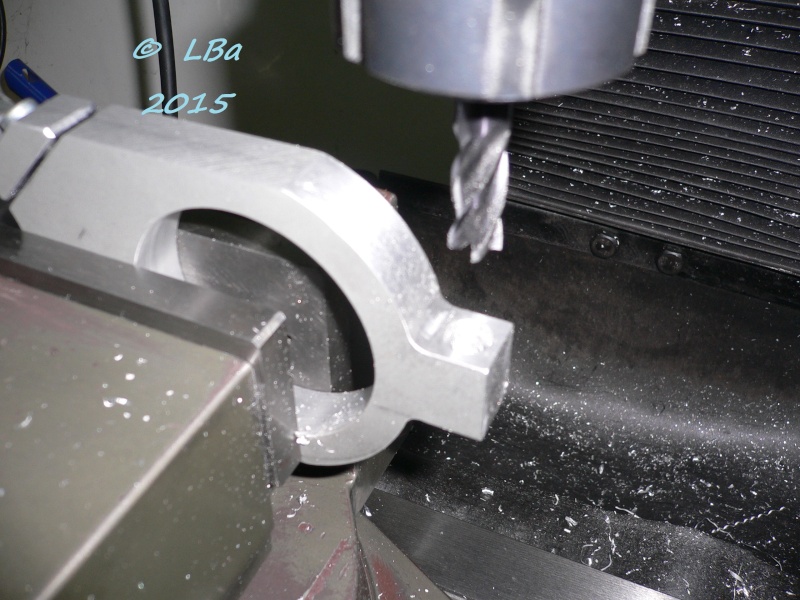
petit fraisage sur l'angle un peu saillant

la plaque est usinée coté broche

la broche en position dans la plaque et serrée
Finition du coté moteur :

perçage au Ø de 5 mm
contre perçage au Ø de 6 mm sur 10 mm de profondeur

taraudage à M6
fraisage Ø 10 mm sur 2 mm de profondeur pour la tête de vis Chc de 6 mm
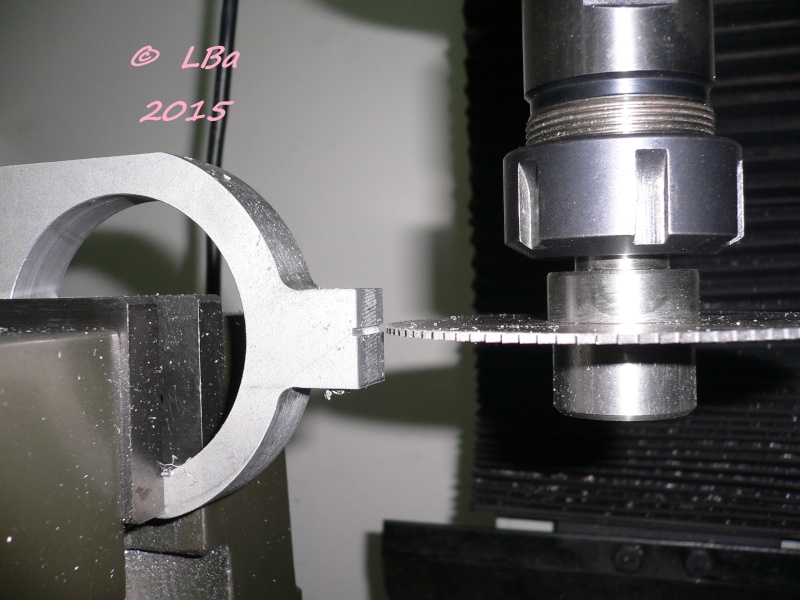
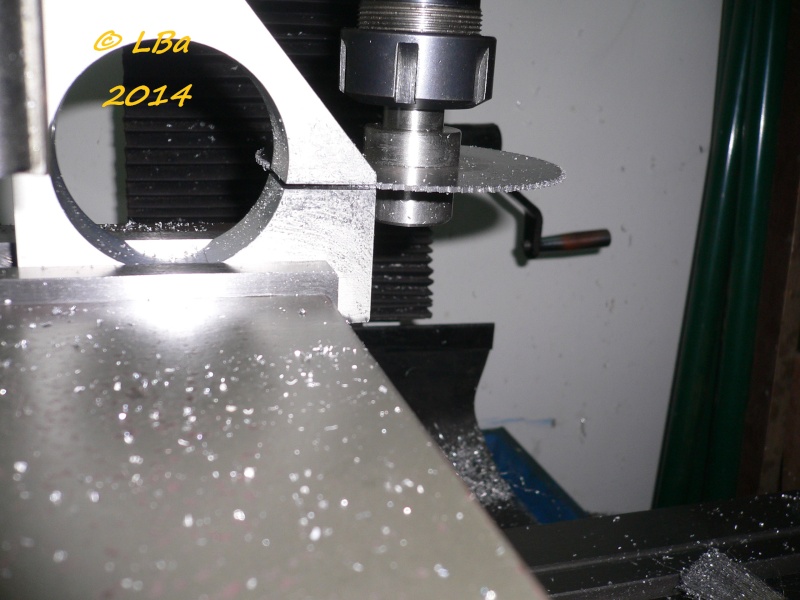
début du sciage pour le pincement de serrage
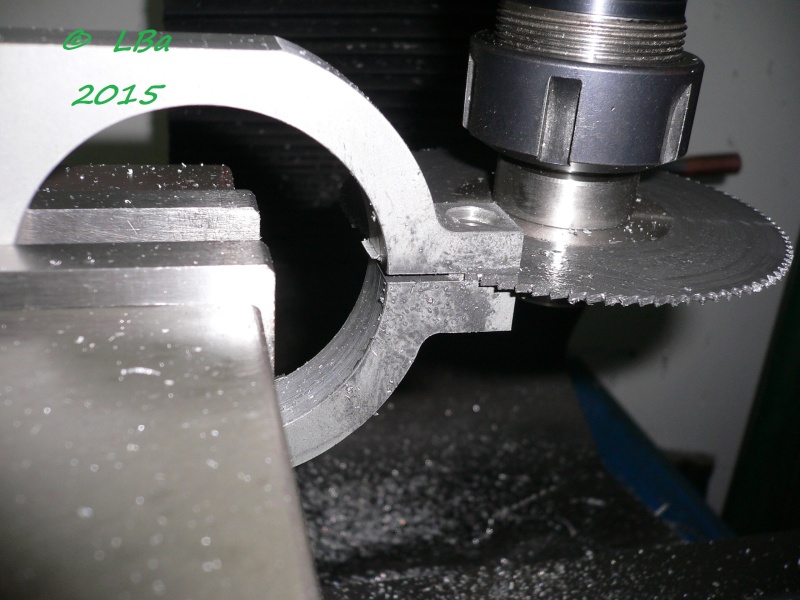
le sciage est réalisé

la plaque support moteur/broche est usinée

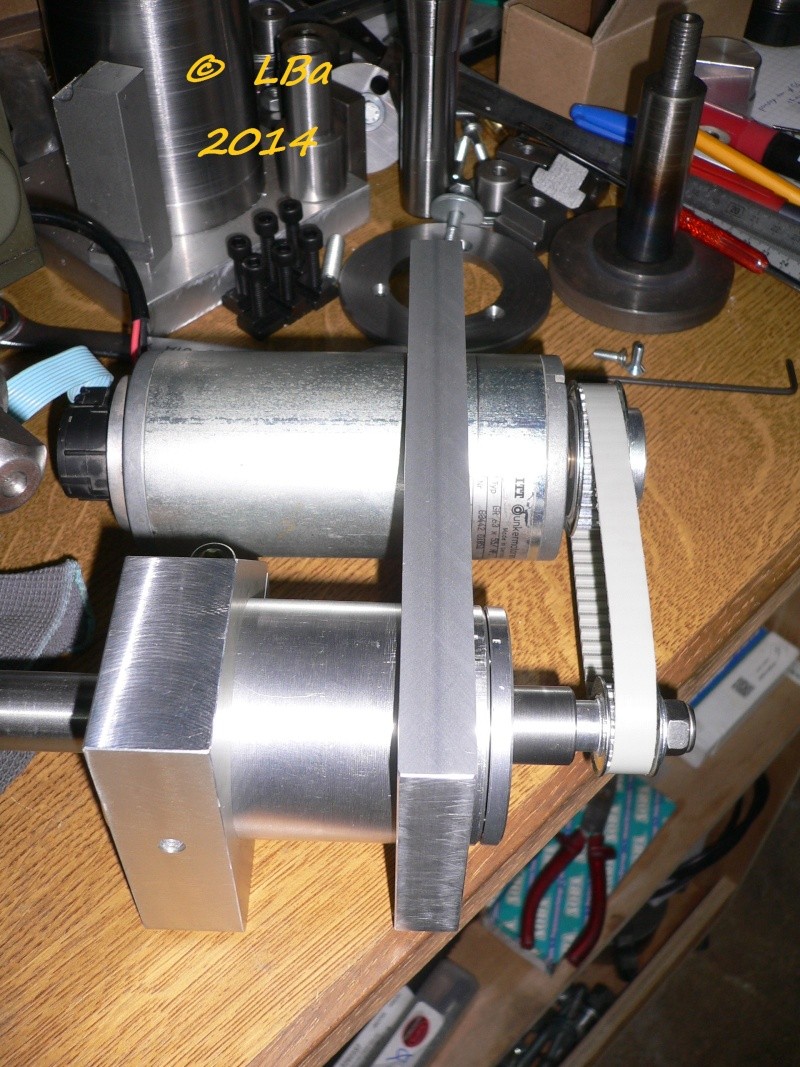
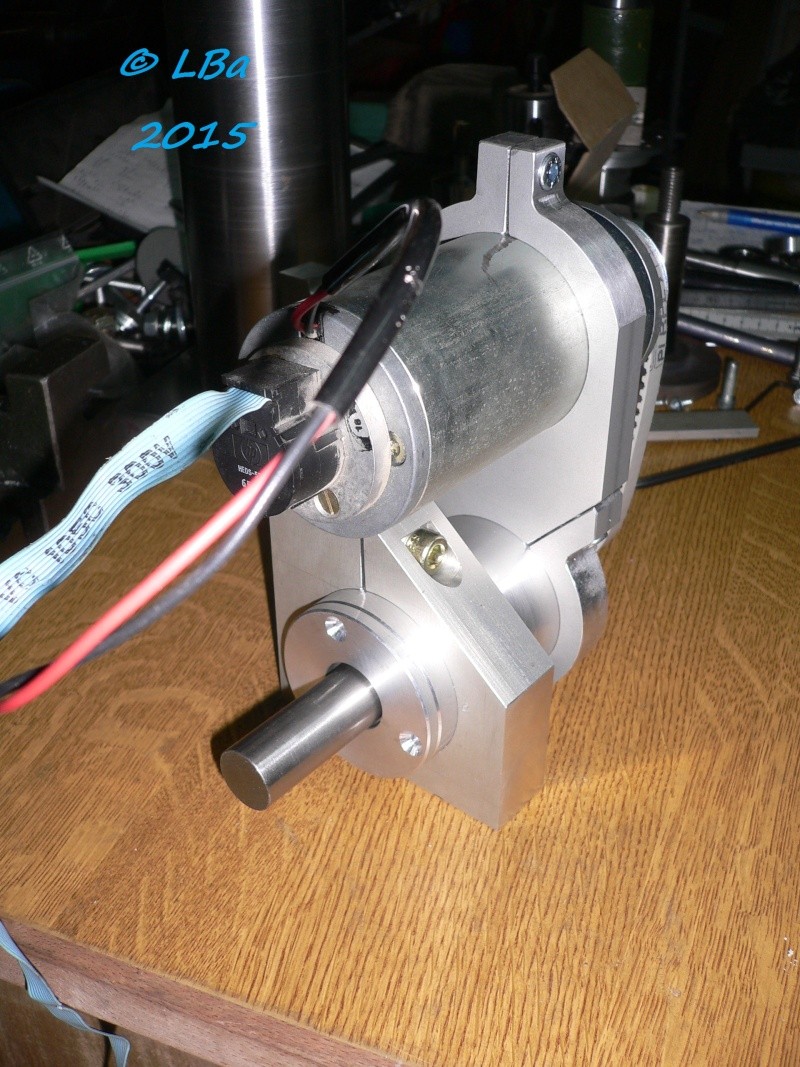
montage sur la plaque du moteur et du corps de broche, des pignons et de la courroie

vue sous un autre angle
il me reste à réaliser le denteur de courroie
Pour l'entrainement de la broche par le moteur dc, j'ai prévue des pignons et une courroie crantée
sur le moteur, ce sera un pignon 28 dents et sur la broche un pignon 14 dents
en théorie, je double le nombre de tour de rotation
j'ai acheté le tout chez tri-distribution, prix plus que correct, délais de livraison un peu moins à
mon avis (j'ai due prendre l' habitude d'être livré en 48 h)
le pignon de 14 dents n'est pas percé/alésé pourquoi ? je ne sais pas
alors que celui de 28 dents est alésé à 8 mm
conséquence: montage du pignon 14 dents en mandrin et :
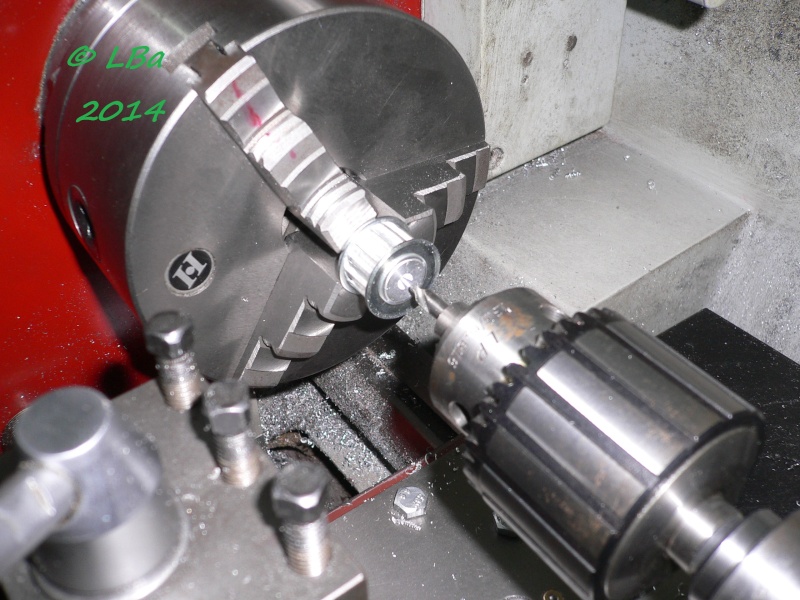
un point de centre
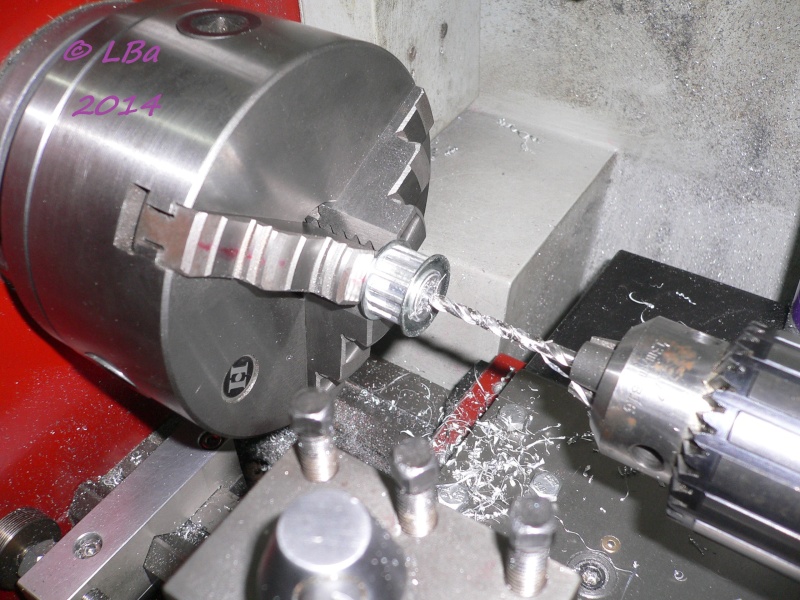
premier perçage

contre perçage au Ø de 7,9 mm

alésage à l'alésoir machine au Ø de 8 mm
contrôle de l'alésage avec l'axe moteur qui est à 8 mm, même si ce pignon, ne vient pas là
Plaque support moteur et broche porte meule
Cette plaque support est usiné dans du méplat alu de 80 mm de large et 20 mm d'épaisseur
le moteur et la broche seront serrés par pincement
l'entraxe moteur broche sera de 95 mm
C'est parti :
traçage des positions broche moteur
après prise de la pièce dans l'étau de la fraiseuse :

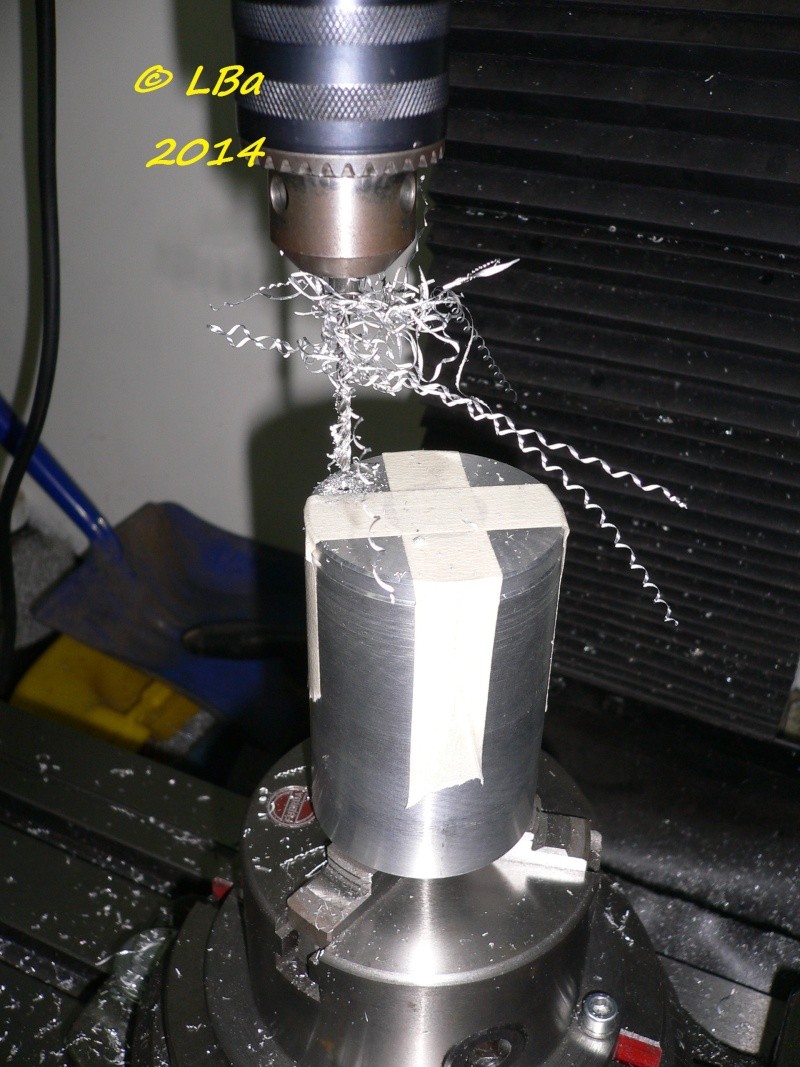
premier perçage avec le plus gros foret dont je dispose soit 22 mm de Ø
après montage de la tête à aléser :

commencement de l'alésage; le Ø sera de 60 mm + un dixième ;il recevra le corps de broche
ce premier alésage est terminé donc :
un contrôle en passant avec le corps de la broche
ceci fait et après un déplacement de 95 mm en X de la table ,

perçage pour le second alésage et :
et début d'usinage de celui-ci au Ø de 63 mm + un dixième, il recevra le moteur
le second alésage réalisé : comme à mon habitude :
contrôle avec le moteur
le détourage extérieur du support et d'autres usinages, seront réalisés par la suite

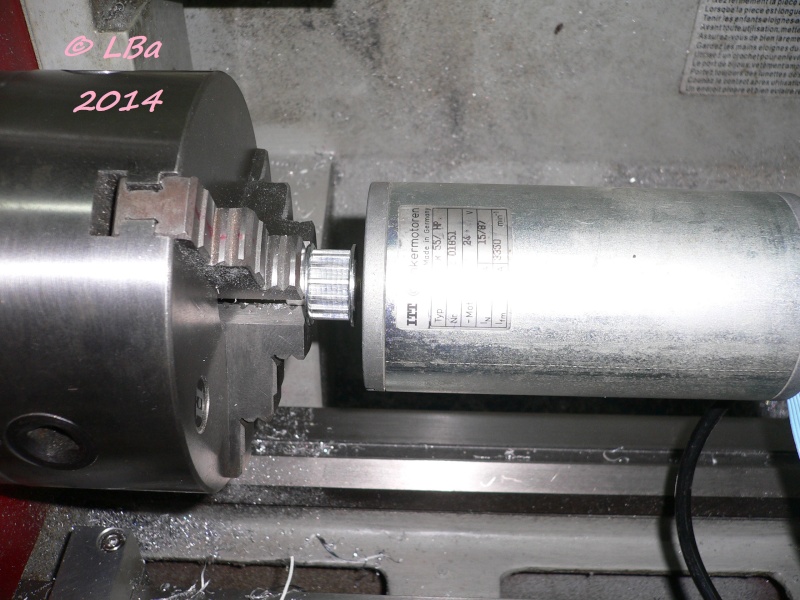
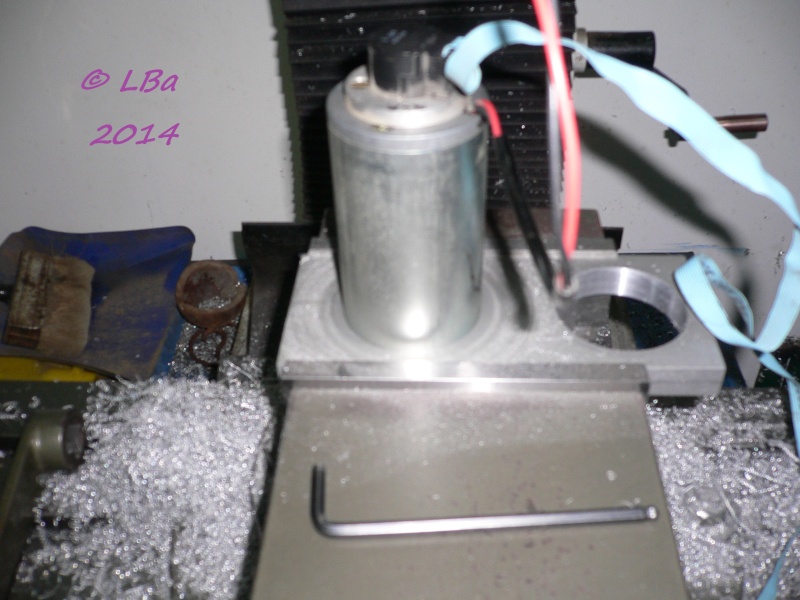
positionnement du moteur, du corps de broche dans le support afin de caculer la sortie de la l'axe de la
broche porte meule et que les deux poulies soient alignées
Ce support sera issu d'une pièce d'alu réformé
Dans cette pièce, se trouve déja un trou qui devra disparaitre
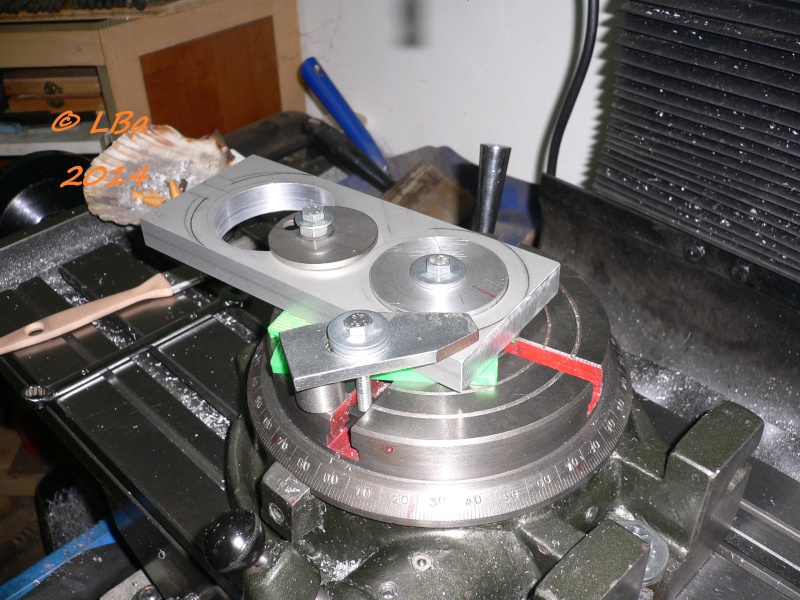
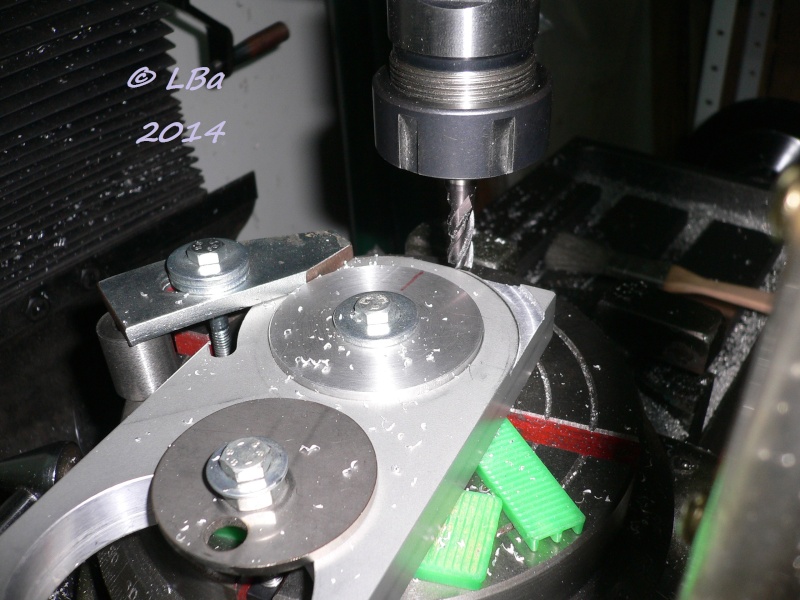
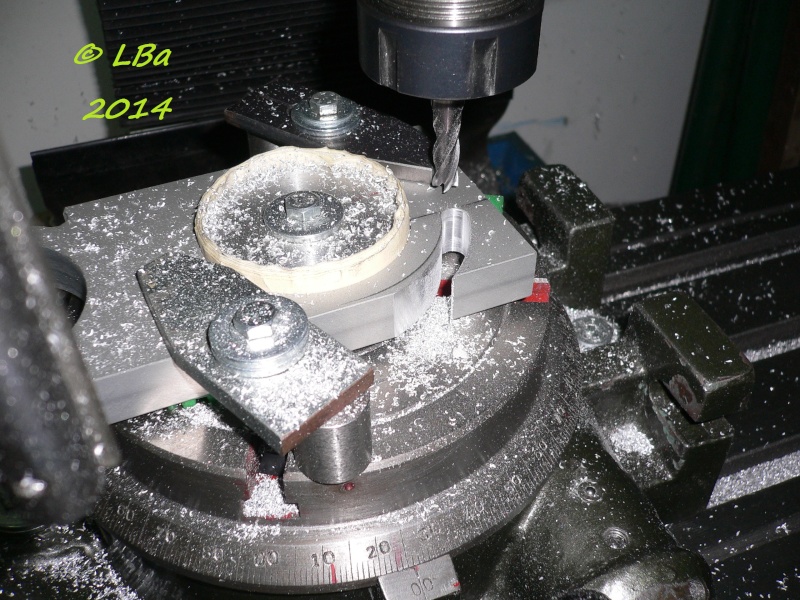
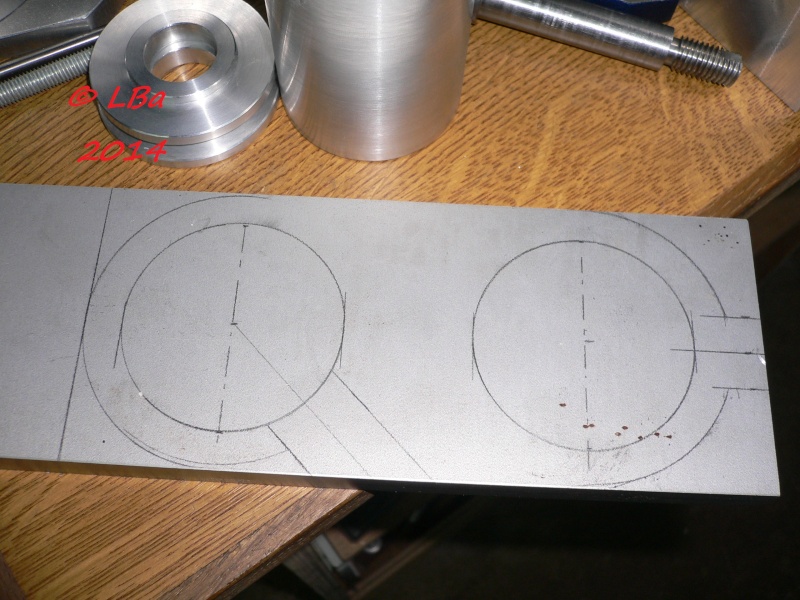
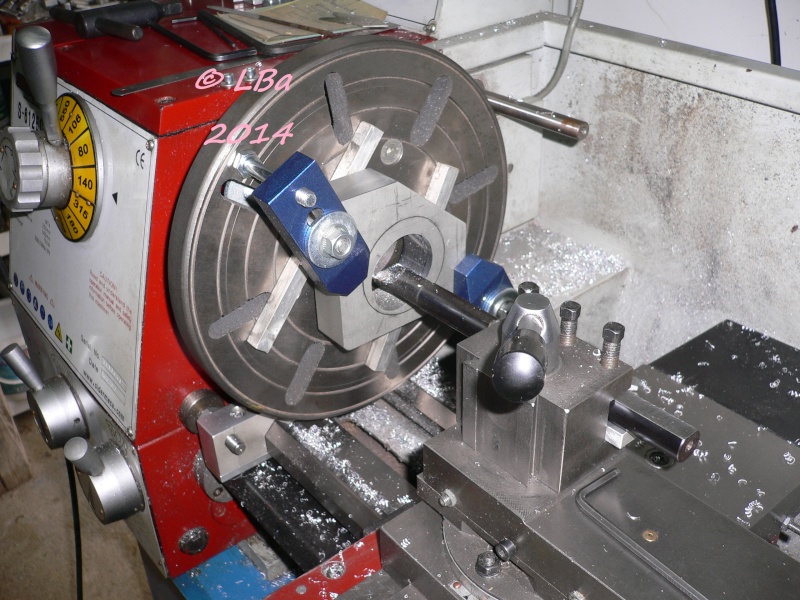
ne pouvant pas monter cette pièce en mandrin quatre mors, je vais la monter sur le plateau
l
visualisation du montage de la pièce et de l'usinage à réaliser

montage du plateau avec la pièce sur le tour
en faisant tourner le plateau à la main, pour voir si ça pouvait se faire, j'ai rencontré deux problèmes :
une bride génait, je l'ai donc enlevée
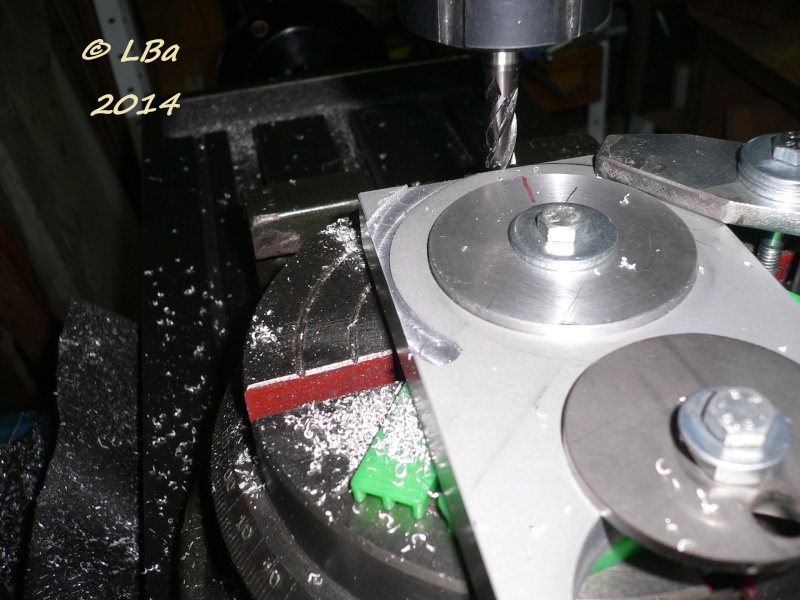
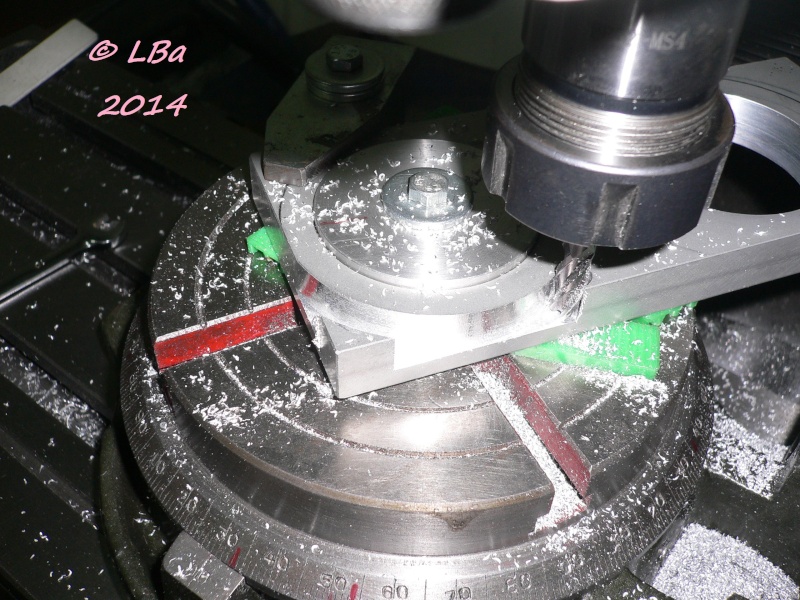
par contre l'outil à aléser, talonnait sur une partie du trou existant
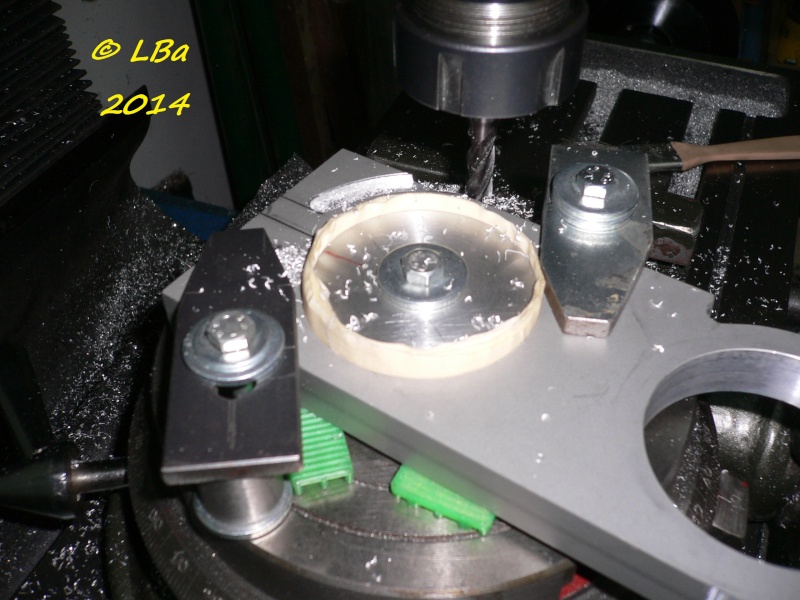
j'ai été obligé de démonter la pièce, et de mettre un coup de fraise afin d'agrandir le trou
après remontage de la pièce, et dégauchissement, j'ai pu commencer l'alésage
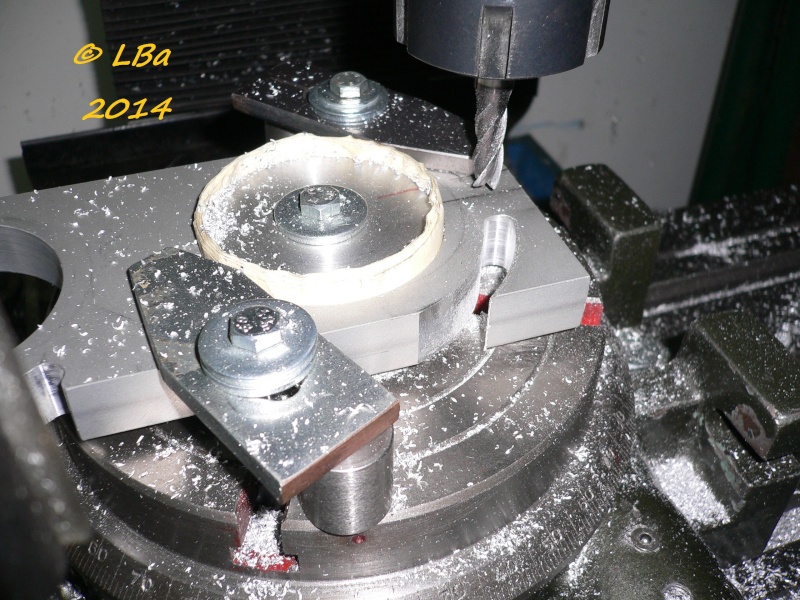
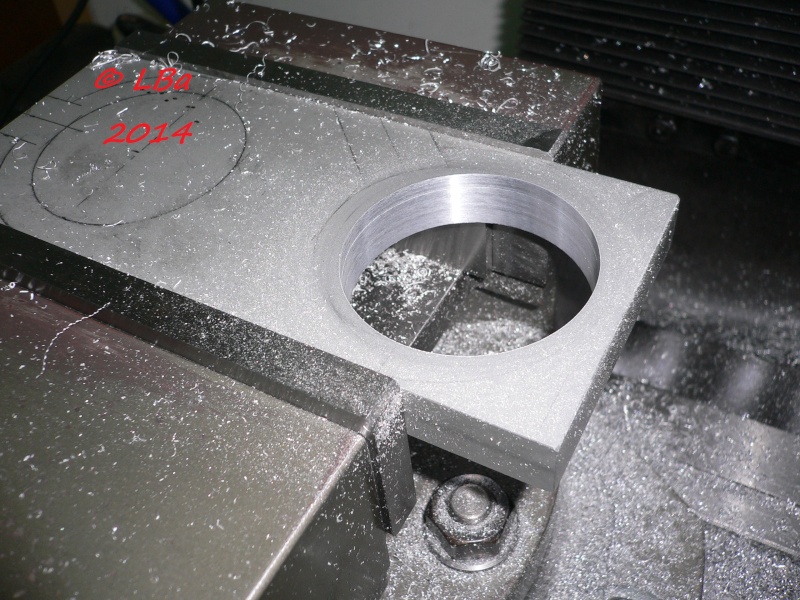
début de l'alésage de la pièce

l'alésage est usiné à un Ø de 60 mm + 1 dixième de jeu
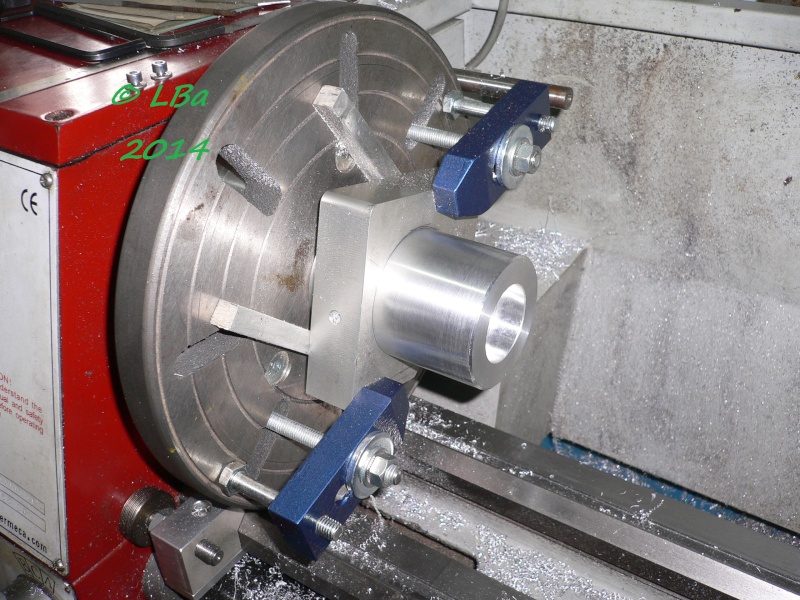
contrôle de l'alésage avec le coprs de broche
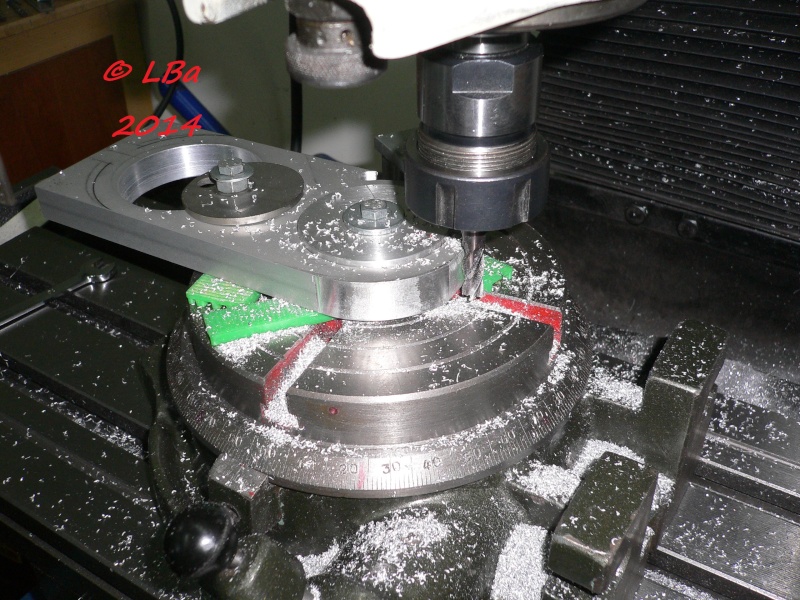
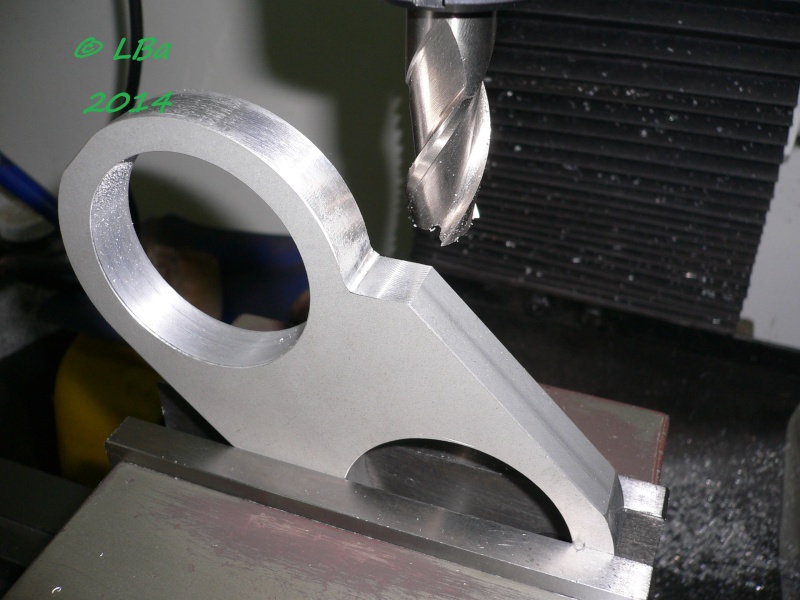
Ceci terminé, passage à la fraiseuse
Après dégauchissement de la pièce et d'un coup de fraise pour le passage d'une tête de vis Chc de Ø 8 mm :

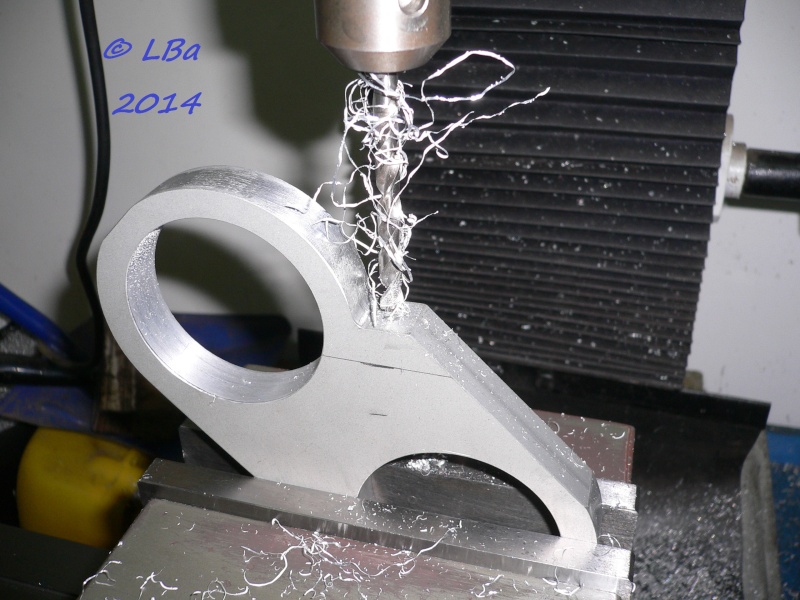
perçage d'un trou pour le serrage par pincement

contre perçage au Ø de 6,8 mm

taraudage à M 8

contre perçage au Ø de 8,5 mm sur 10 mm de profondeur
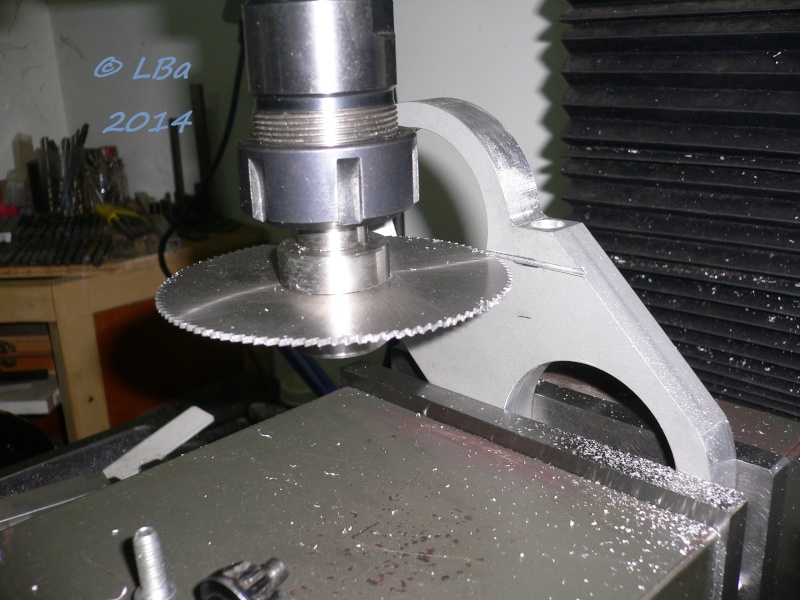
début du sciage de la pièce
le sciage est terminé
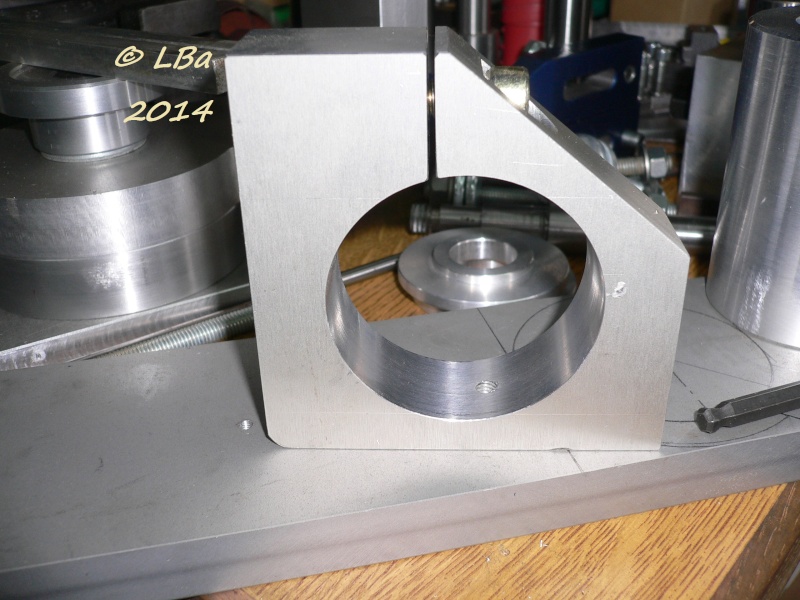
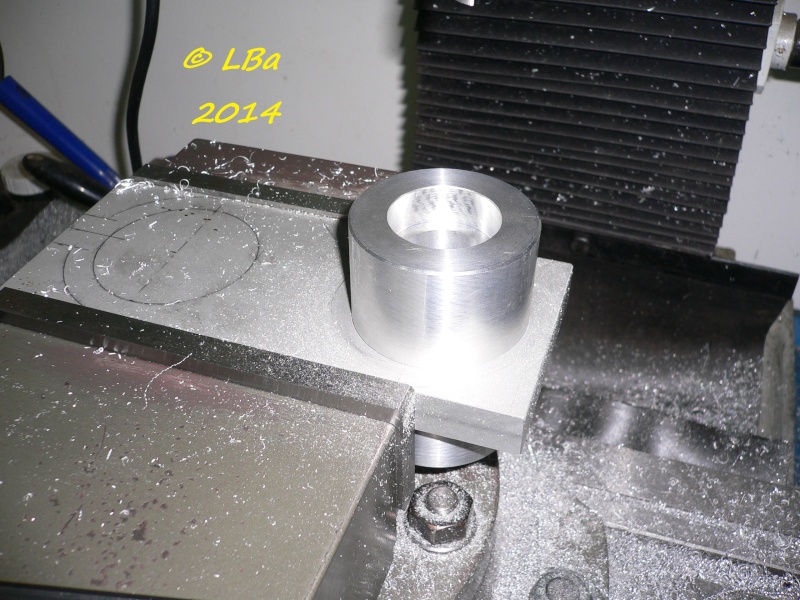
le support usiné
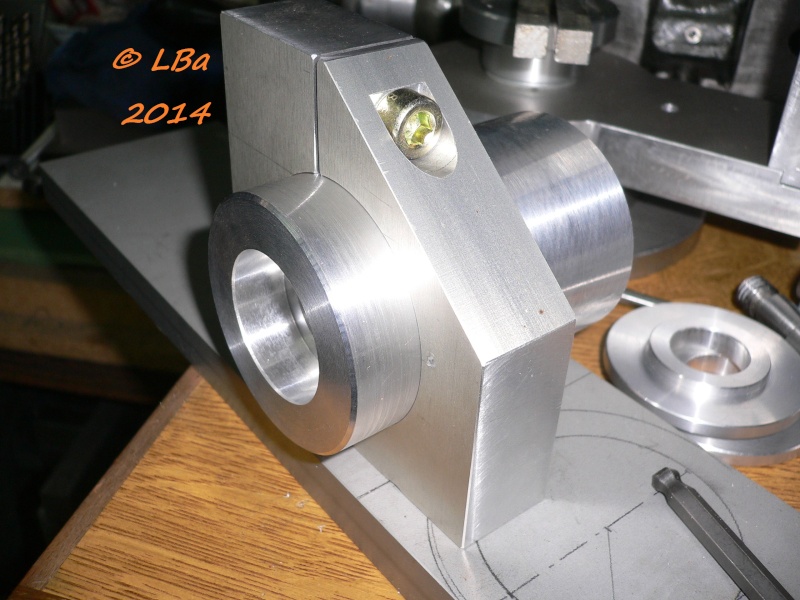
le corps de broche en place dans le support
Ayant enfin trouvé un moteur dc je vais pouvoir réaliser la broche support meule conforme à
l'idée que j'ai et qui me turlupine depuis quelque temps
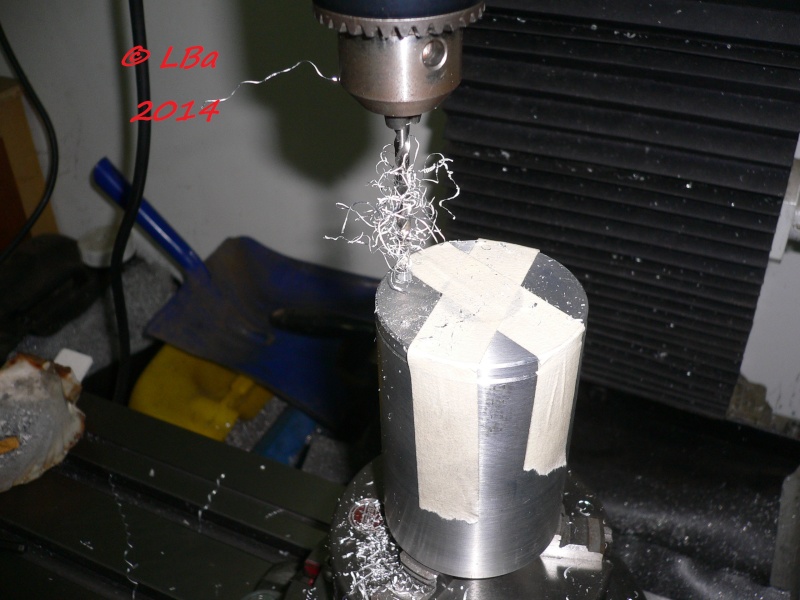
Première pièce réalisée, le corps de la broche
Dans du rond alu de 60 mm de Ø :
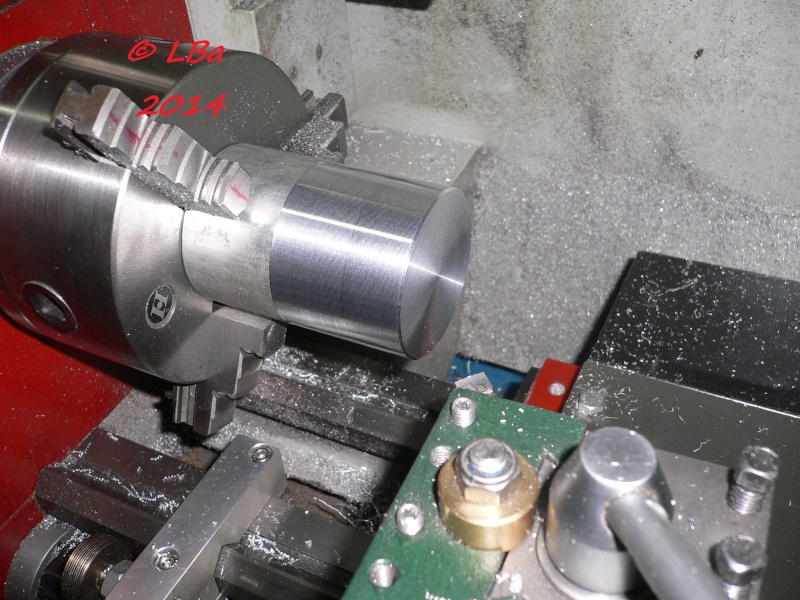
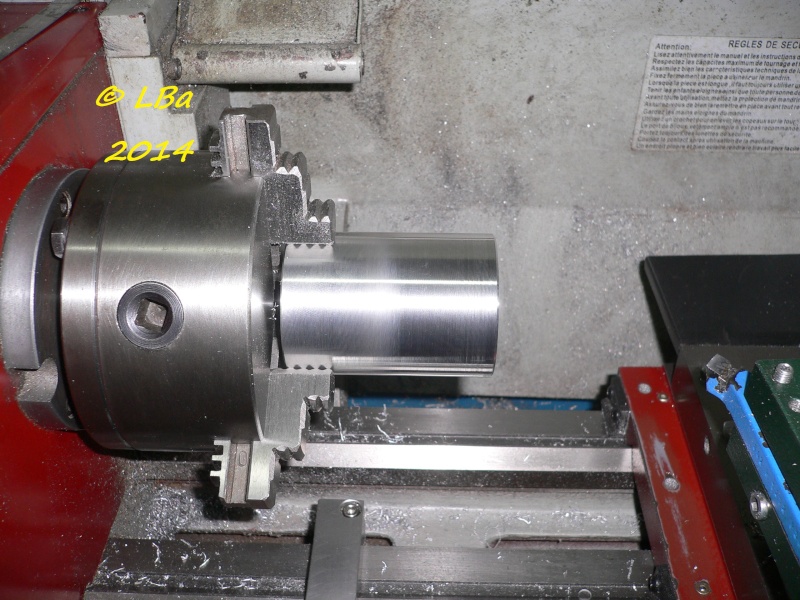
prise en mandrin , blanchiement du Ø extérieur et dressage d'une face

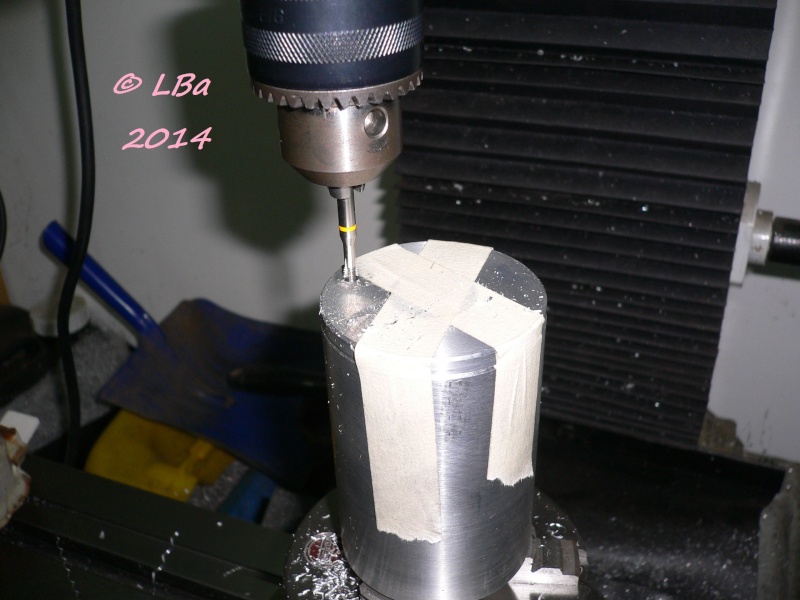
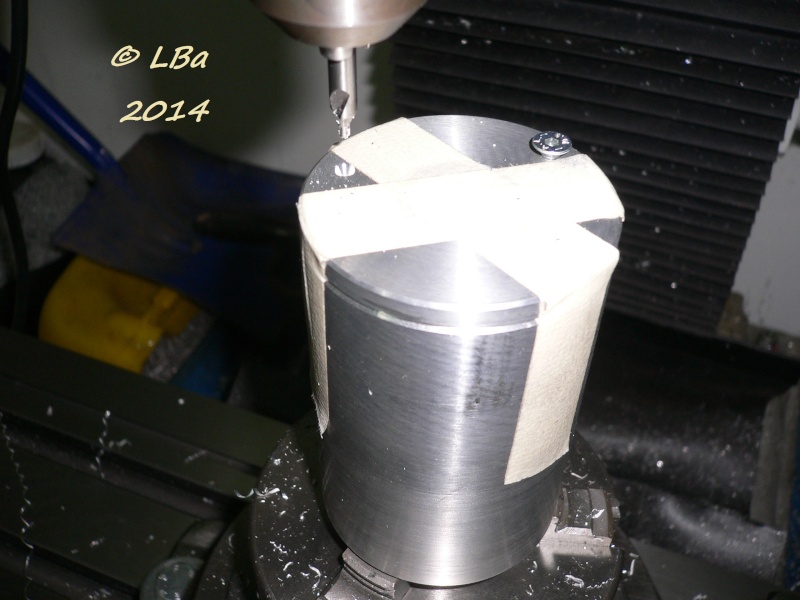
perçage de la pièce (85 mm de long) avec un foret serie longue

contre perçage au Ø de 20 mm

alésage au Ø de 25 mm

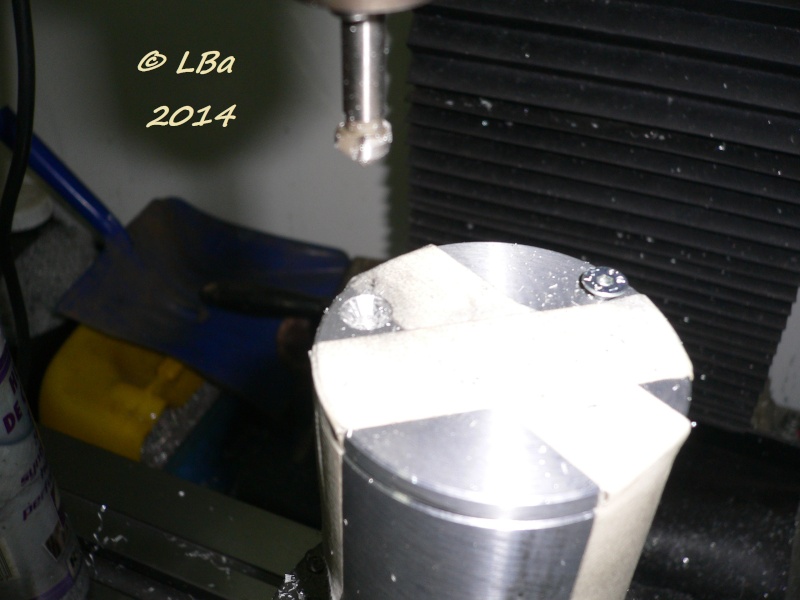
usinage d'un chambrage de Ø 35 mm, pour loger un roulement 6200
contrôle de l'ajustement avec un roulement
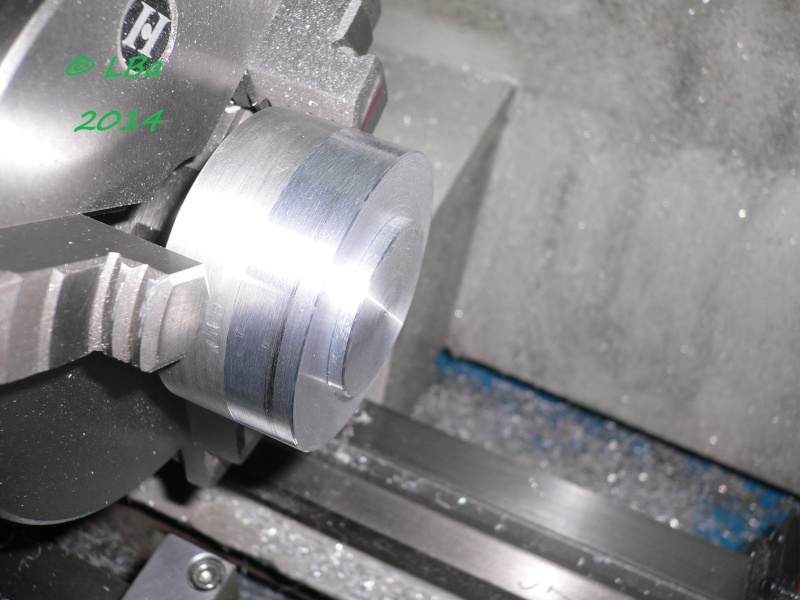
ce coté étant fait, retournement de la pièce dans le mandrin et centrage de celle-ci au comparateur
car il me faut une bonne concentricité

après serrage (léger) de la pièce, mise en place du comparateur
après quelques coups de maillet et un tour (manuel ) du mandrin ,
résultat obtenu, un centième de défaut, je me contenterais de ça !

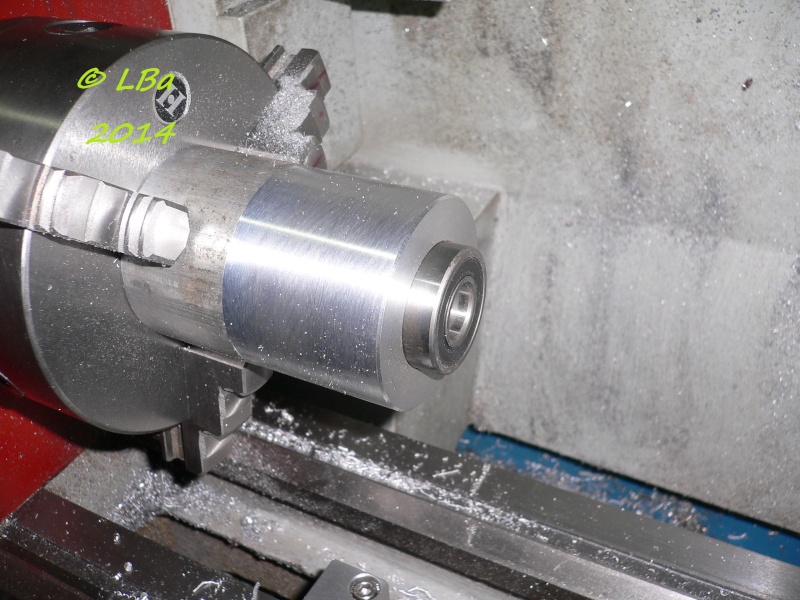
alors dressage de la seconde face et mise à longueur de la pièce
finition de l'usinage du Ø extérieur
l'usinage du Ø extérieur est terminé

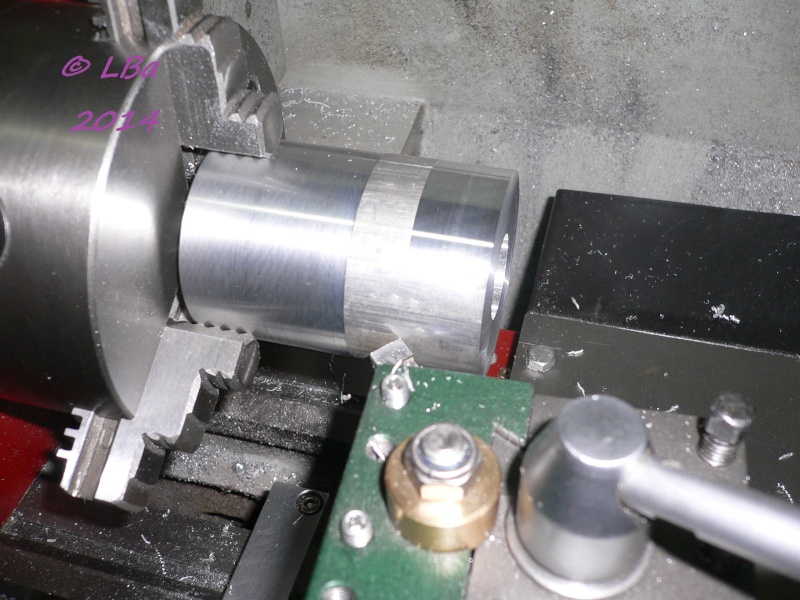
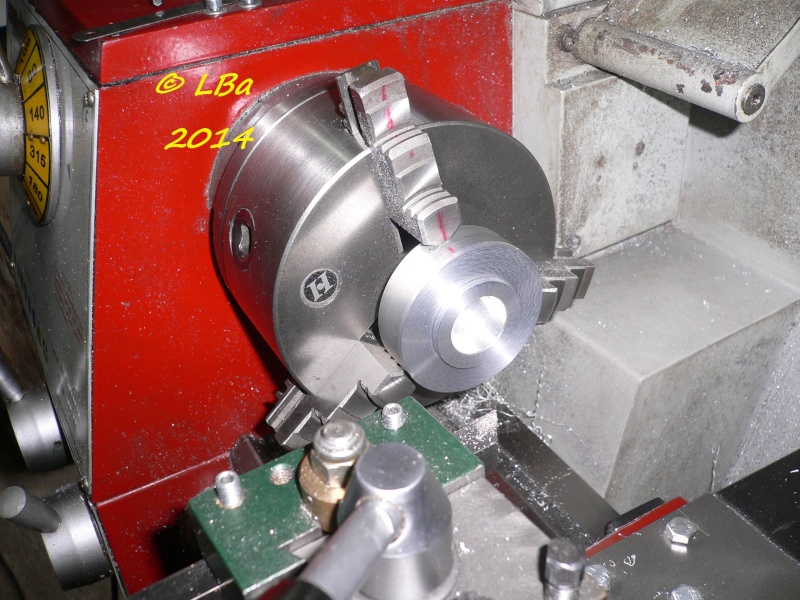
usinage du second chambrage pour un roulement

contrôle du second chambrage avec un roulement
Seconde pièces usinées : les flasques de serrage des roulements
toujours dans du rond alu de Ø 60 mm
usinage d'un épaulement

perçage

alésage
ceci réalisé, débit d'une flasque

une flasque de débitée
reprise en mandrin de la flasque et :

dressage de la face et mise en épaisseur de la flasque

première flasque usinée, restera la fixation sur le corps

la flasque en position sur le corps de broche
usinage de la seconde flasque, prise en mandrin du restant du morceau d'alu :
usinage d'un épaulement

débit de la seconde flasque sur deux tiers de la hauteur et finition à la scie à métaux manuelle

reprise pour le dressge de la face et mise à l'épaisseur

les deux flasques usinées et en attentent de perçage

les deux flasques sur le corps de broche
29/12/2014
IL me restait à fixer les flasques sur le corps de broche
chaque flasque sera fixée par 3 vis (à 120°) tête fraisée de Ø M4
après mise en place du plateau circulaire sur la table de la fraiseuse et montage d'un mandrin 3 mors
sur celui-ci
prise en mandrin (par l'alésage) du corps de broche
la flasque étant montée sur le corps sans serrage, sera maintenue par du ruban adhésif
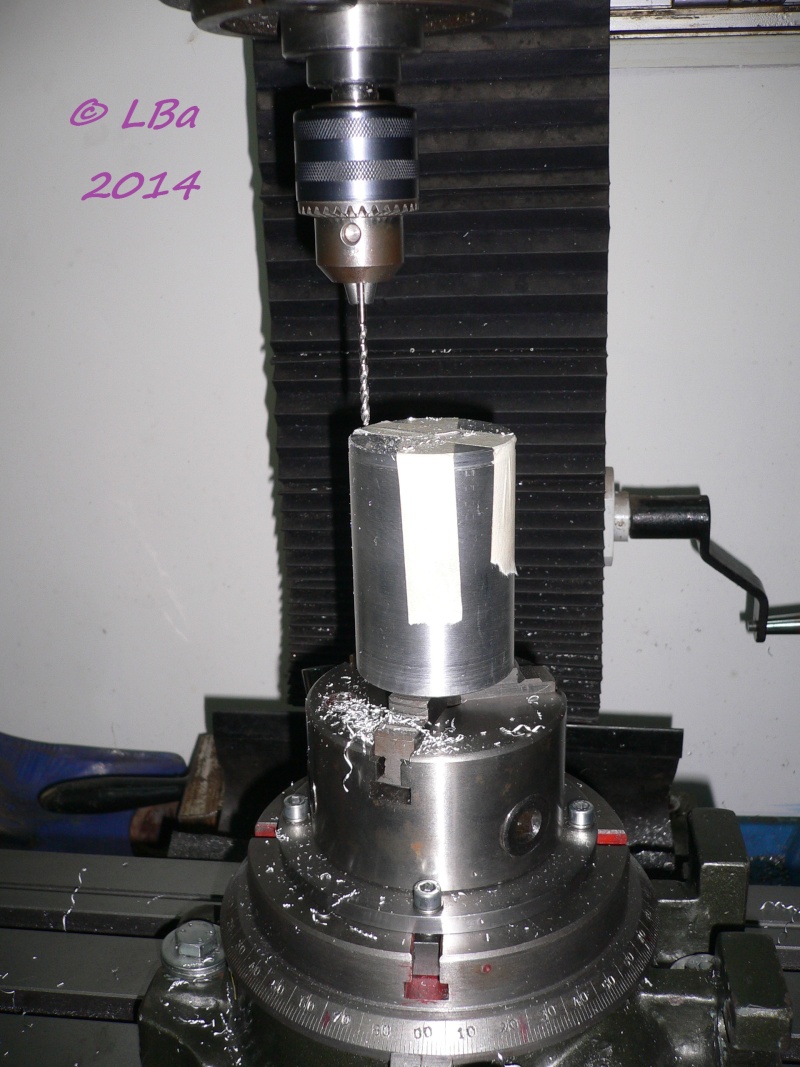
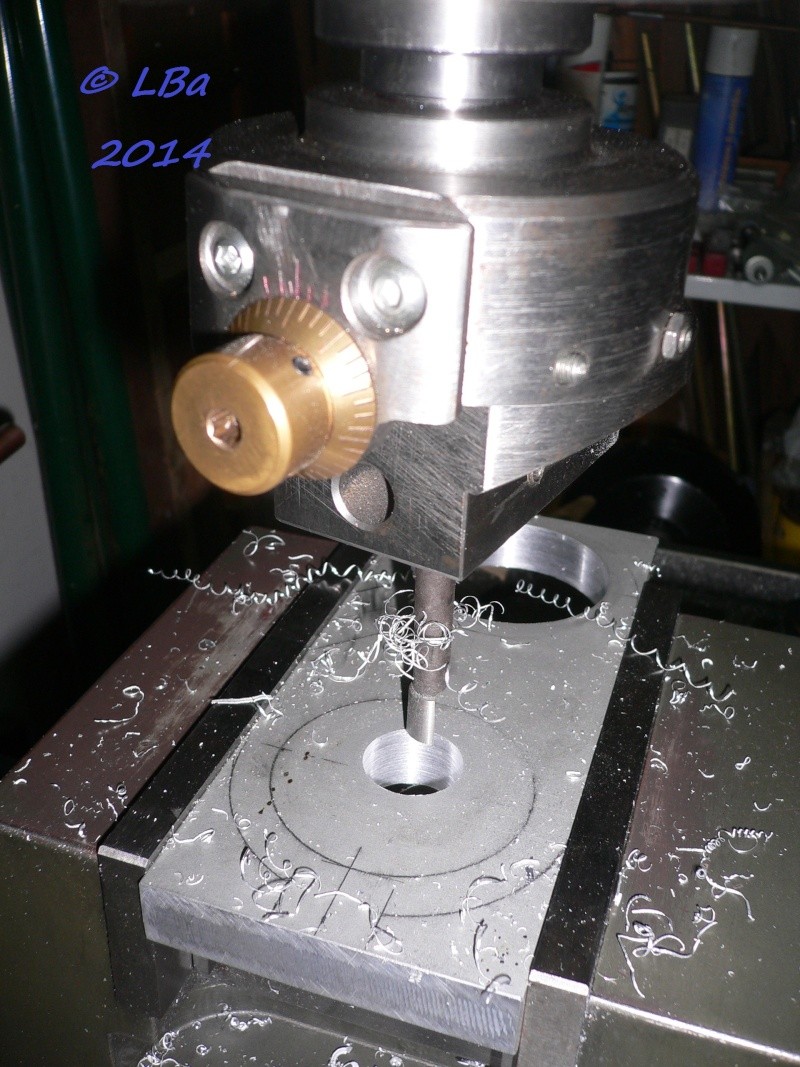
perçage au Ø de 3,2 mm du corps et de la flasque
contre perçage au Ø de 4 mm de la flasque (épaisseur de l'épaulement)
taraudage à M4 du corps
après mise en place d'une vis de M4, pivotement du plateau de 120° :
pointage de la seconde fixation
après perçage, contre perçage, taraudage :
fraisure pour la tête de vis
changement de place de la vis de maintien et pivotement du plateau de 120 ° :

perçage au Ø de 3,2 mm de la troisième fixation et contre perçage au Ø de 4 mm, tareaudage à M4 et fraisure
pivotement du plateau de 120 ° et fraisure de la première fixation :

les trois tareaudages M4 sont réalisés sur la première face du corps de broche

la première flasque est percée / fraisurée aussi

la première flasque est fixée sur le corps de broche
démontage de cette flasque et reprise du corps (après retournement) :
répétita des opérations pour la fixation de la seconde flasque