les deux alésage réalisés sur la plaque :
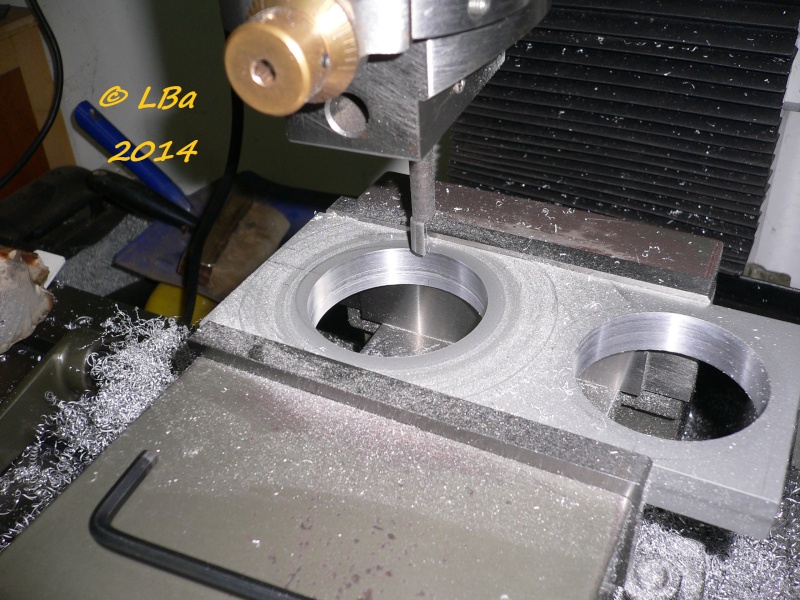
photo pour rappel
je vais usiner les formes extérieur de la plaque
la plaque sera montée sur le plateau circulaire de la fraiseuse
la plaque sera centrée sur le plateau à l'aide d'un cimblot

le cimblot constitué d'une rondelle de Ø 60 mm, montée sur un axe conique qui sera placé dans l'alésage du plateau
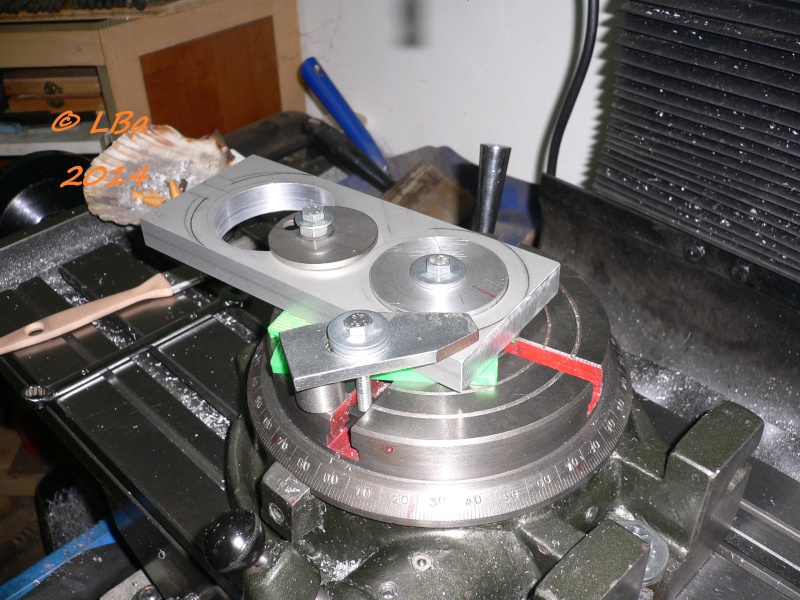
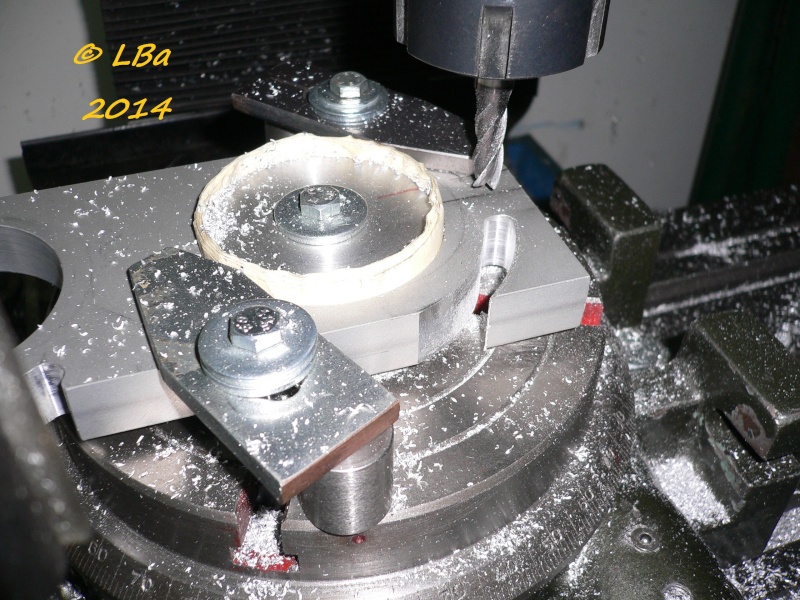
la plaque en place sur le plateau, centrée par le cimblot et bridée
je serais obligé de faire les usinages en plusieurs fois et de déplacer les brides de serrage
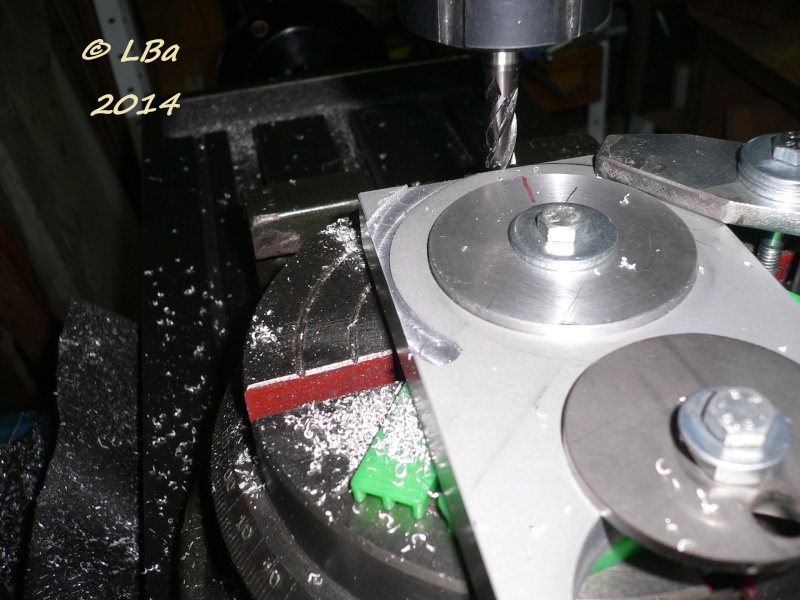
début du détourage du premier angle
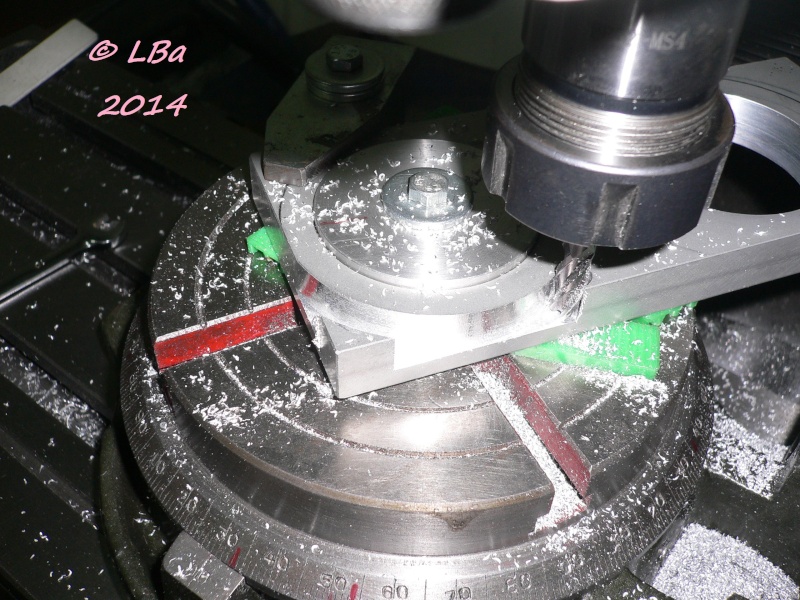
détourage en cours
ayant une confiance modérée du bridage, je prends des petites passes d'usinage

le détourage du premier angle est terminé
après déplacement d'une bride :
commencement du détourage du second angle de la plaque
le détourage du second angle est lui aussi terminé
je viens, donc , de détourer les angles coté corps de broche; l'alésage est au Ø de 60 mm
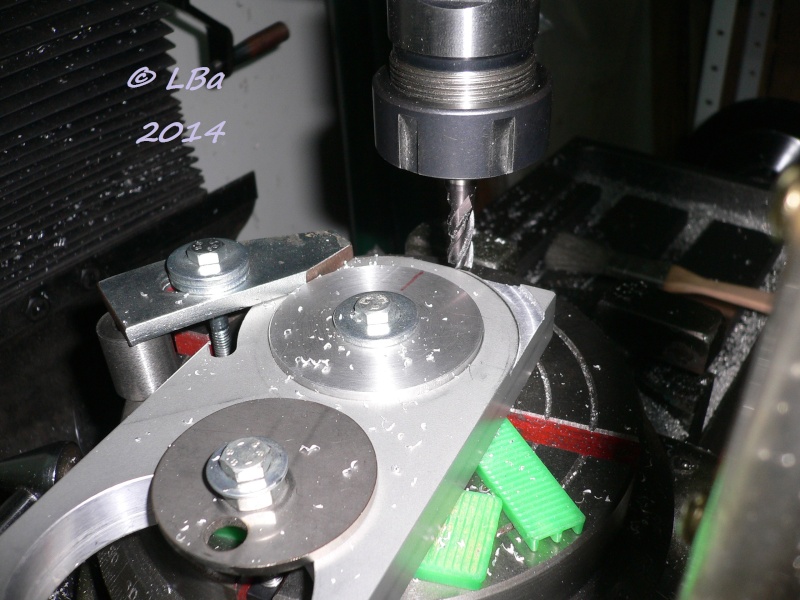
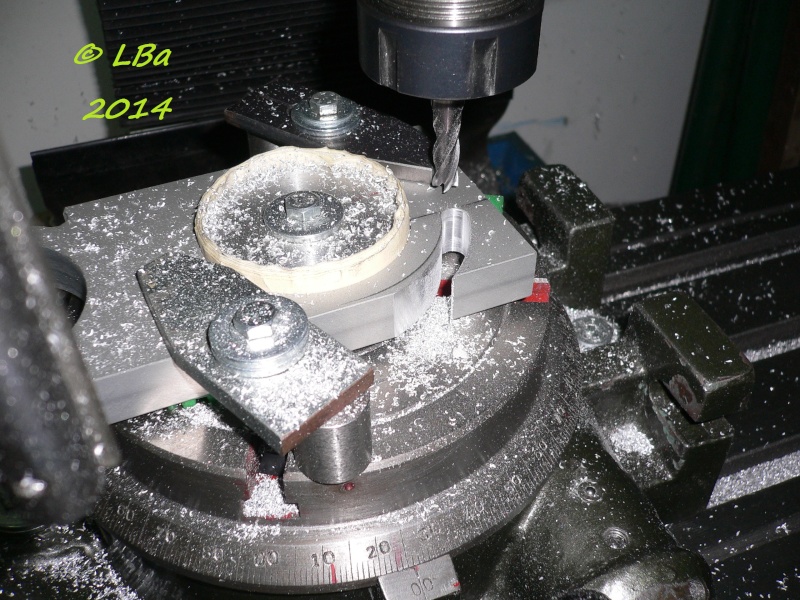
maintenant il me faut faire les angles coté moteur et là, l'alésage est de Ø 63 mm
n'ayant pas envie de faire une nouvelle rondelle, quelques tour de papier adhésif de protection
pour la peinture, feront l'affaire, je ne suis pas à un dixième près

donc le montage
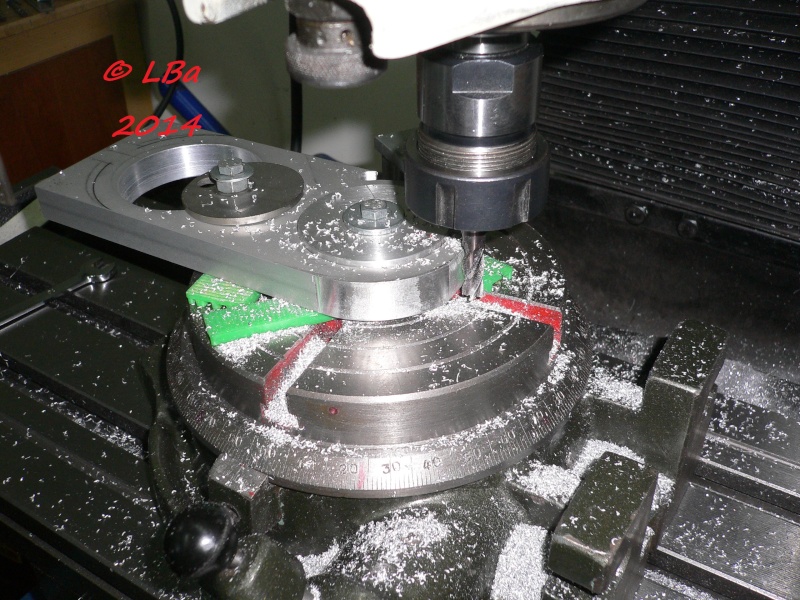
là encore, je devrais bouger les brides
début du détourage du troisième angle de la pièce
le détourage du troisième angle est effectué
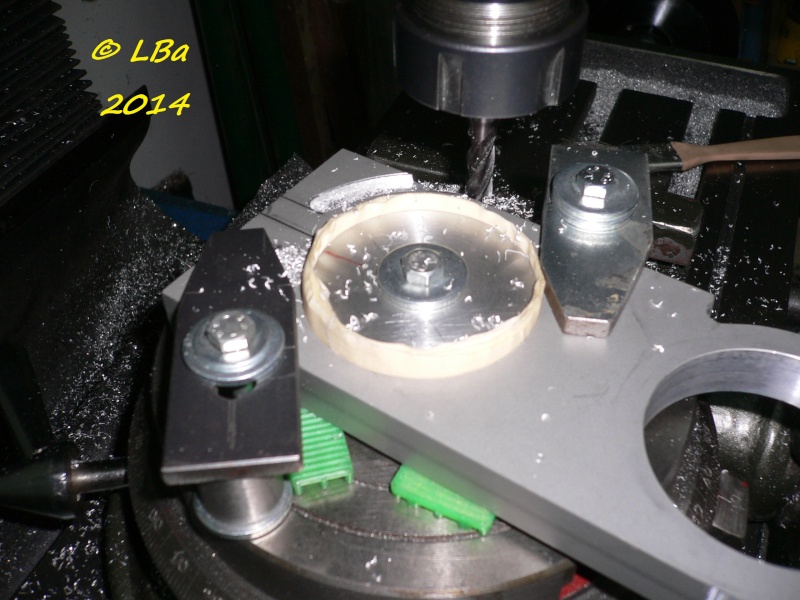
pour le quatrième angle, outre de bouger le bridage, je retourne la pièce, comme ça,
je n'attaquerais pas les passes d'usinage en pleine matière

début du détourage du quatrième angle
le détourage du quatrième angle est lui aussi terminé

la plaque, brut d'usinage du détourage
deux coups de scie plus tard :

le nouvelle aspect de la pièce
ceci réalisé, montage de l'étau pour :

fraisage de propreté des épaulements coté moteur
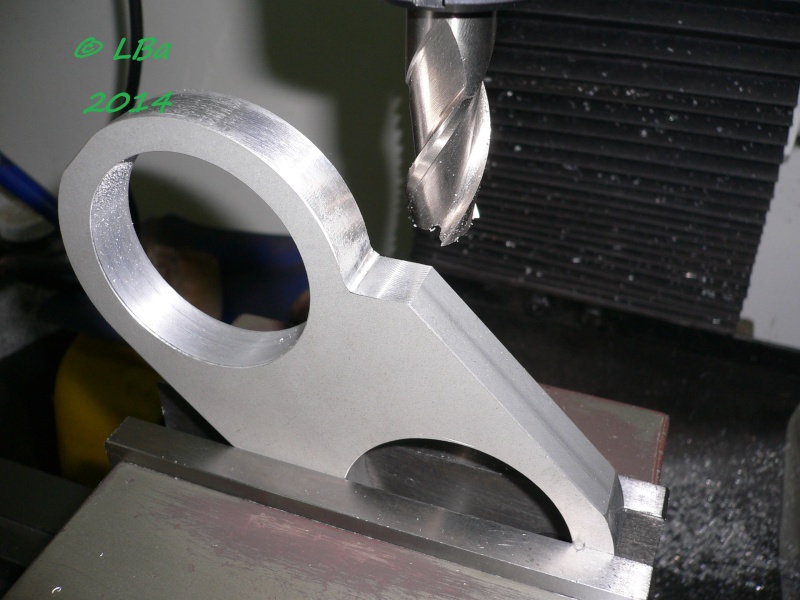
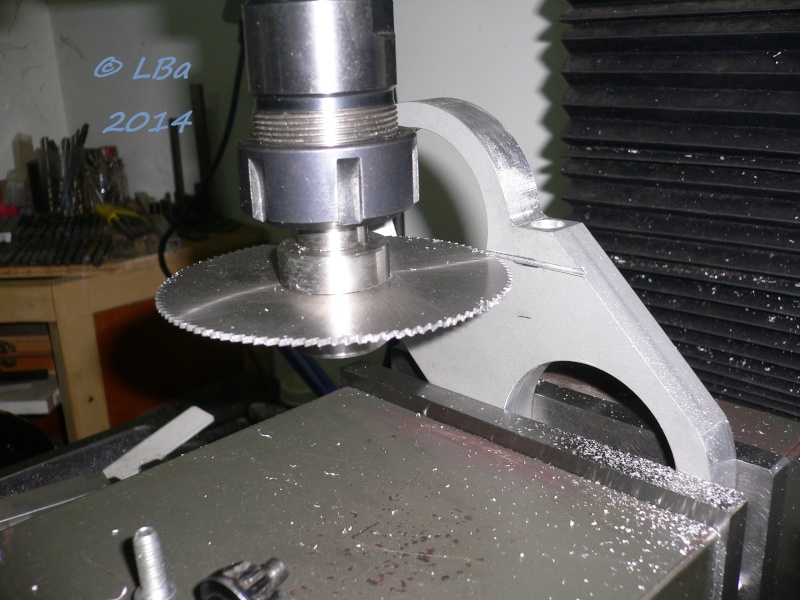
fraisage de l'épaulement à 45 ° coté broche
la pièce étant à l'angle :

perçage au Ø de 5 mm
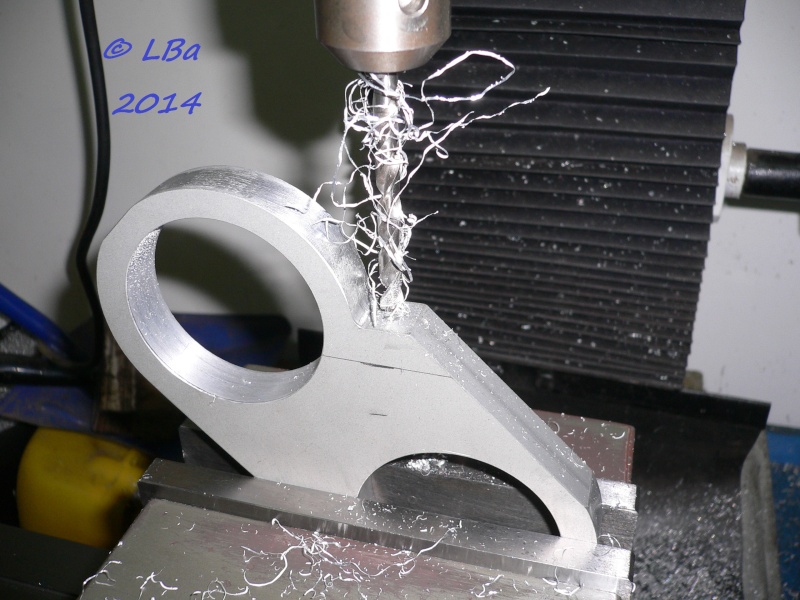
contre perçage au Ø de 6 mm sur une profondeur de 10 mm

taraudage à M6

un petit coup de fraise de Ø 10 mm sur 2 mm de profondeur pour marquer le
logement de la tête de vis Chc de 6 mm
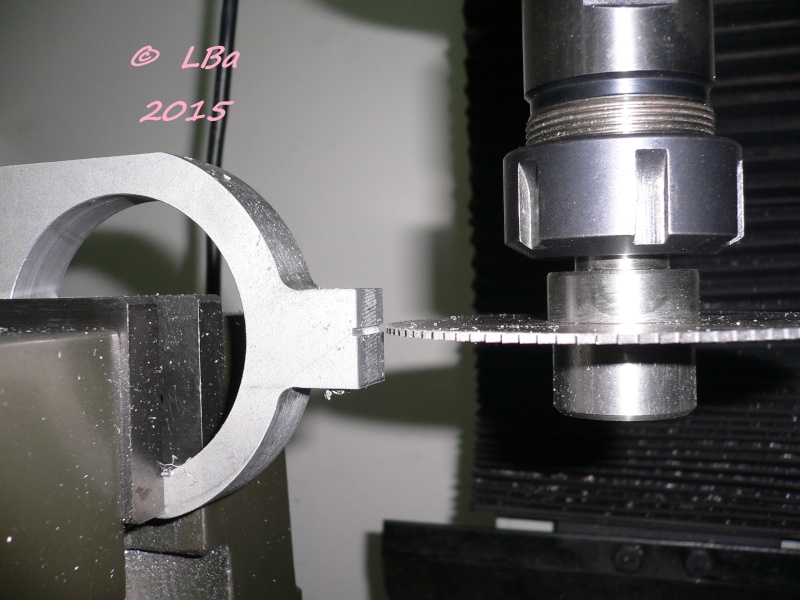
début du sciage pour le serrage par pincement

le sciage est réalisé
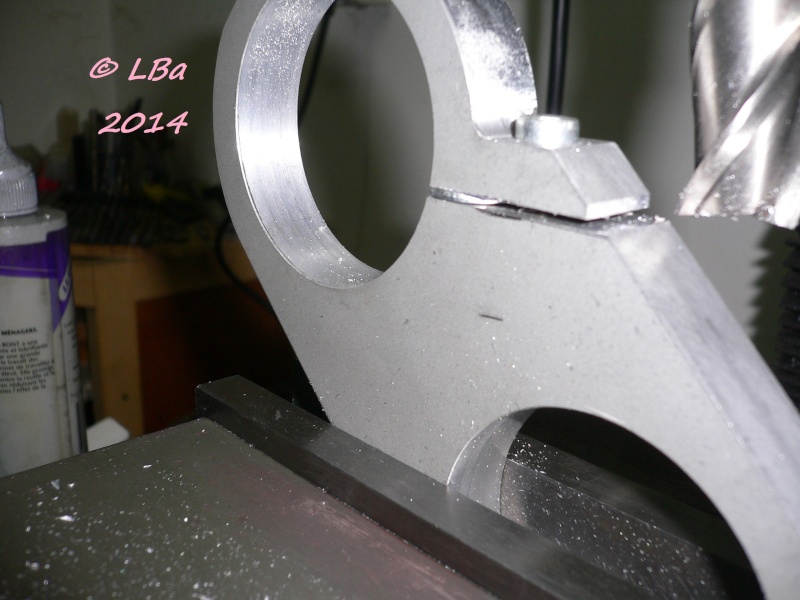
petit fraisage sur l'angle un peu saillant

la plaque est usinée coté broche

la broche en position dans la plaque et serrée
Finition du coté moteur :

perçage au Ø de 5 mm
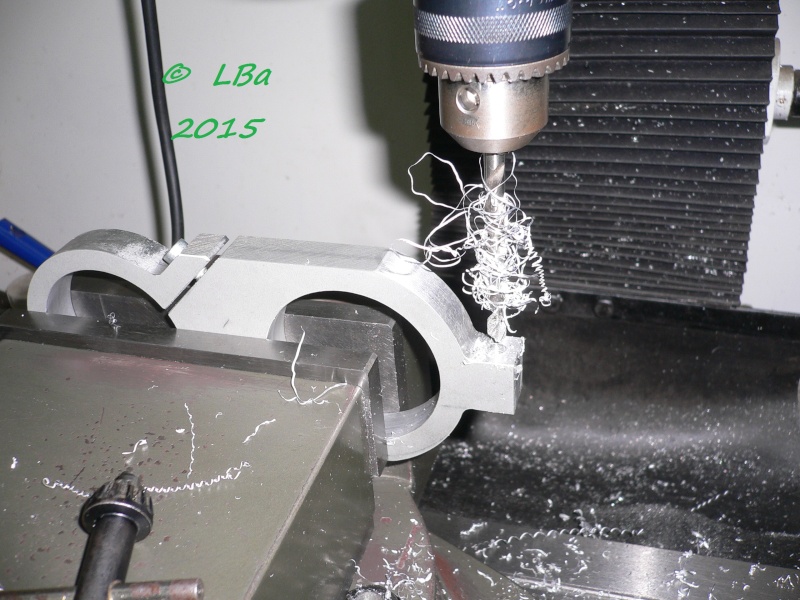
contre perçage au Ø de 6 mm sur 10 mm de profondeur

taraudage à M6
fraisage Ø 10 mm sur 2 mm de profondeur pour la tête de vis Chc de 6 mm
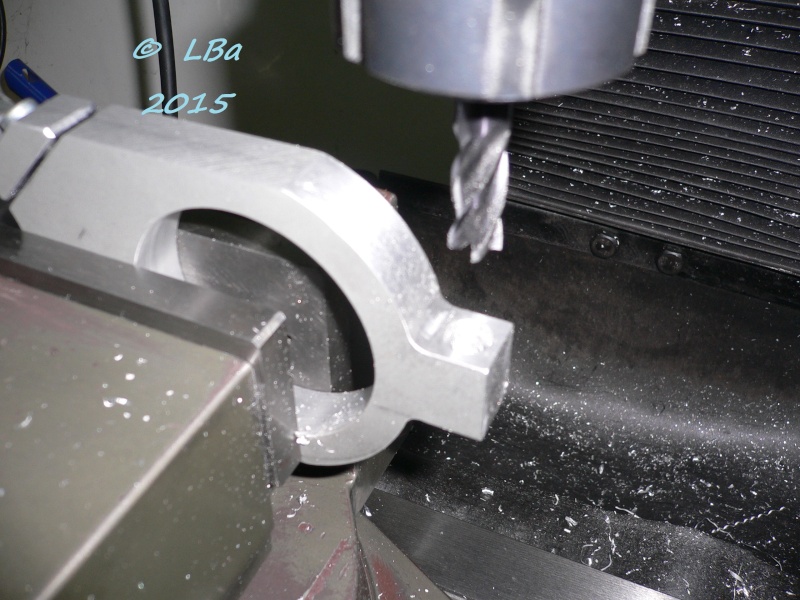
début du sciage pour le pincement de serrage
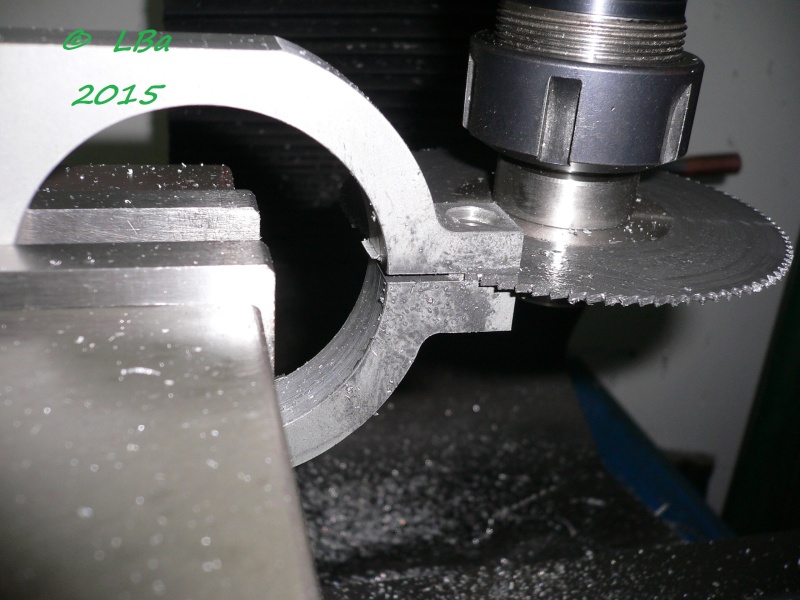
le sciage est réalisé

la plaque support moteur/broche est usinée

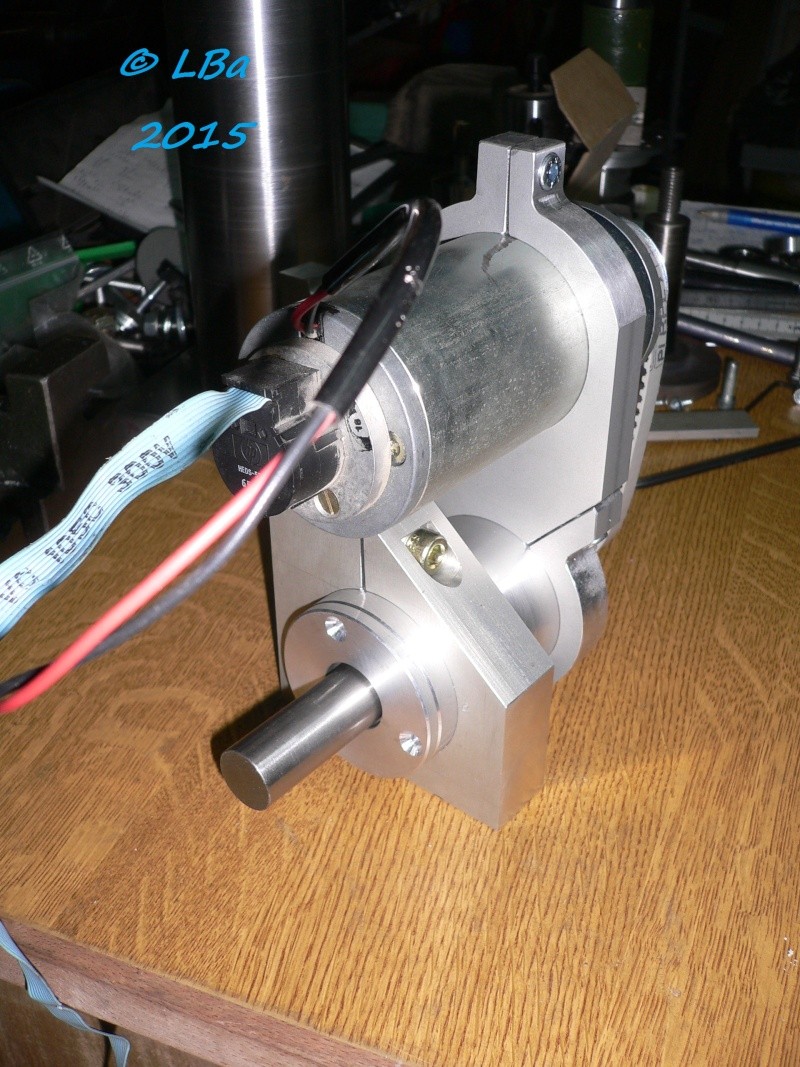
montage sur la plaque du moteur et du corps de broche, des pignons et de la courroie

vue sous un autre angle
il me reste à réaliser le denteur de courroie