

Pour actionner la vis à pas fin du support réglable :
rappel de la chose
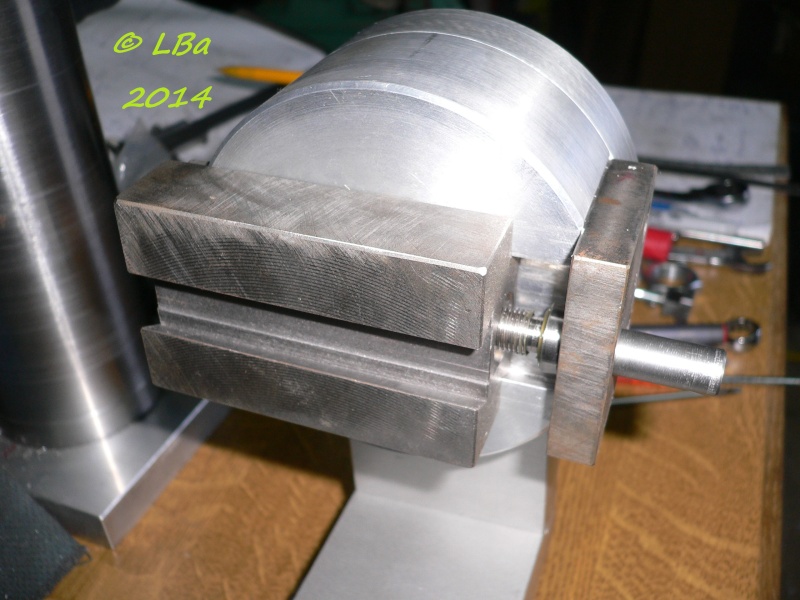
le bouton de réglage sera positionner sur l'épaulement de la vis (à droite sur l'image)
Dans du rond laiton de 30 mm brut:

dressage de la face et blanchiment du Ø extérieur

usinage d'une gorge de dégagement
inclinaison du petit chariot à 45°
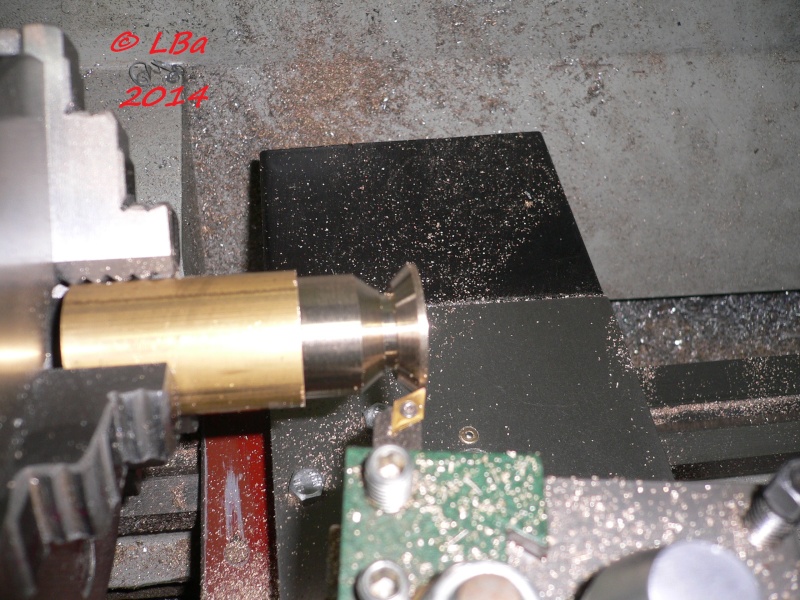
début de l'usinage d'une face à 45°

la face à 45 ° est usinée
usinage du Ø extérieur
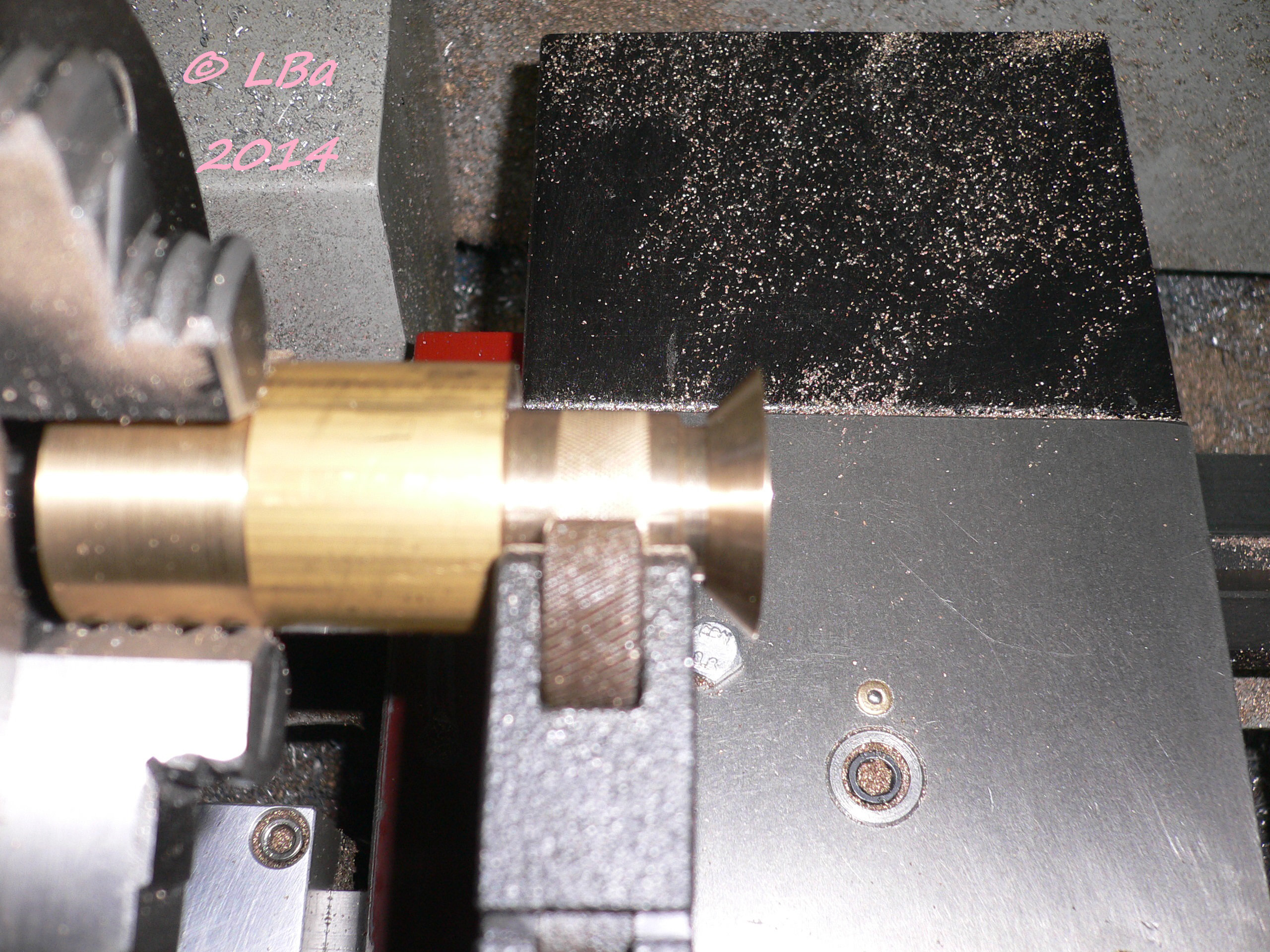
moletage sur le Ø extérieur
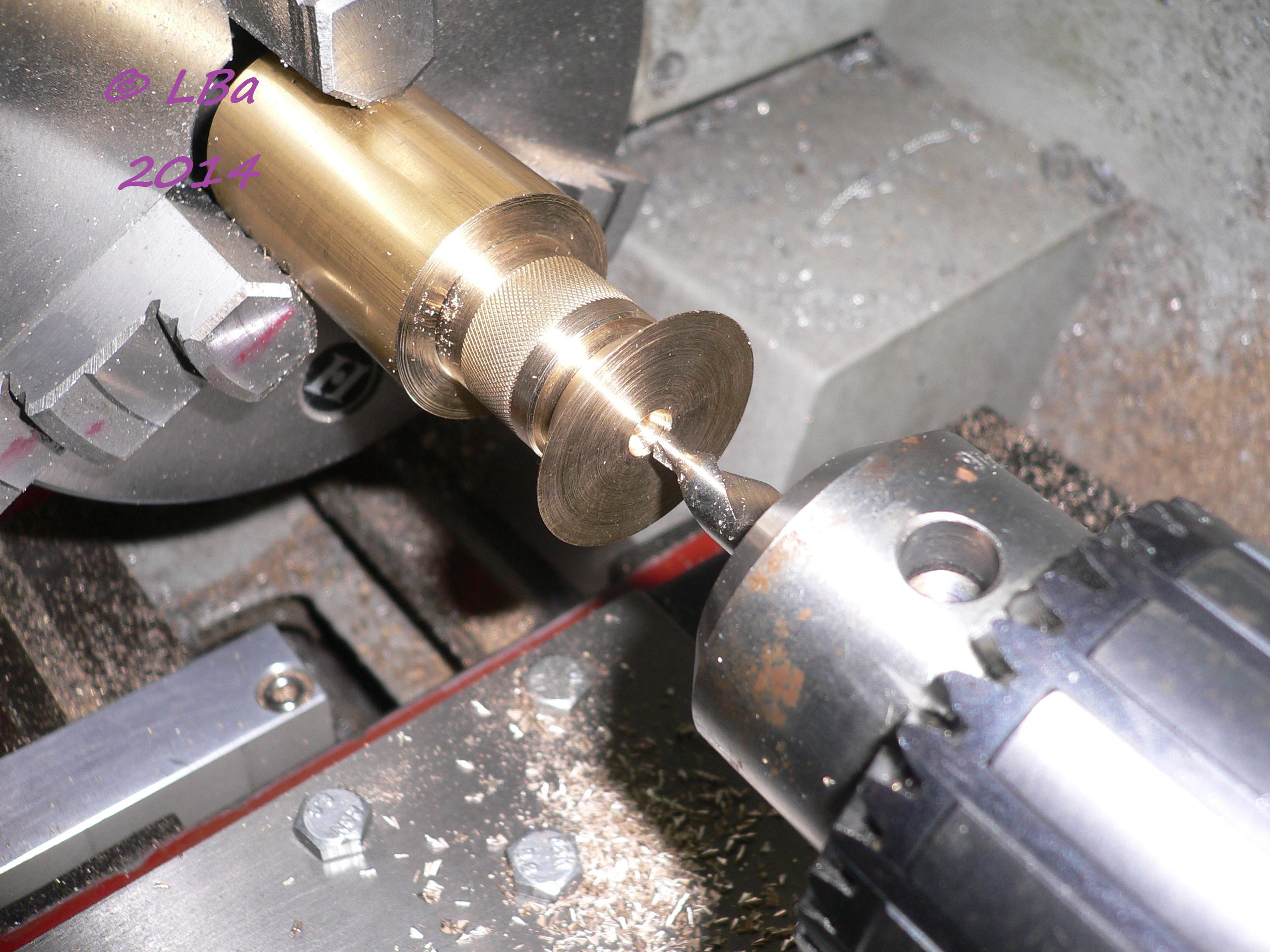
point de centre sur la face

perçage au Ø de 5 mm

contre perçage à 9,9 mm
je pensais passer un alésoir de 10 mm , mais celui en ma possession est à main ,il ne convient pas
pour un trou borgne, ayant un petit outil à aléser :
alésage à 10 mm à l'outil
contrôle de l'ajustement de l'alésage, un léger jeu à mon goût, mais ça devrait le faire
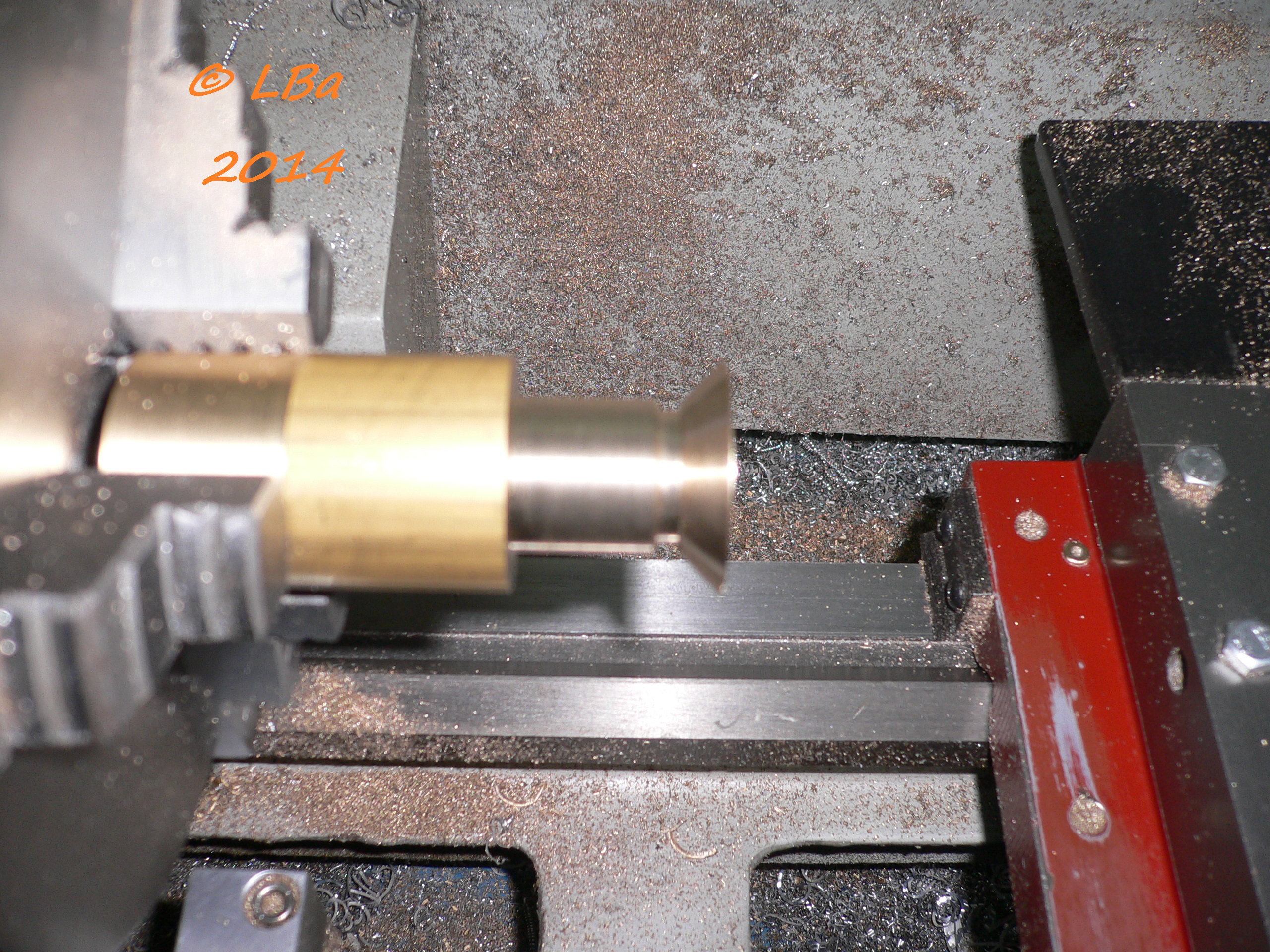
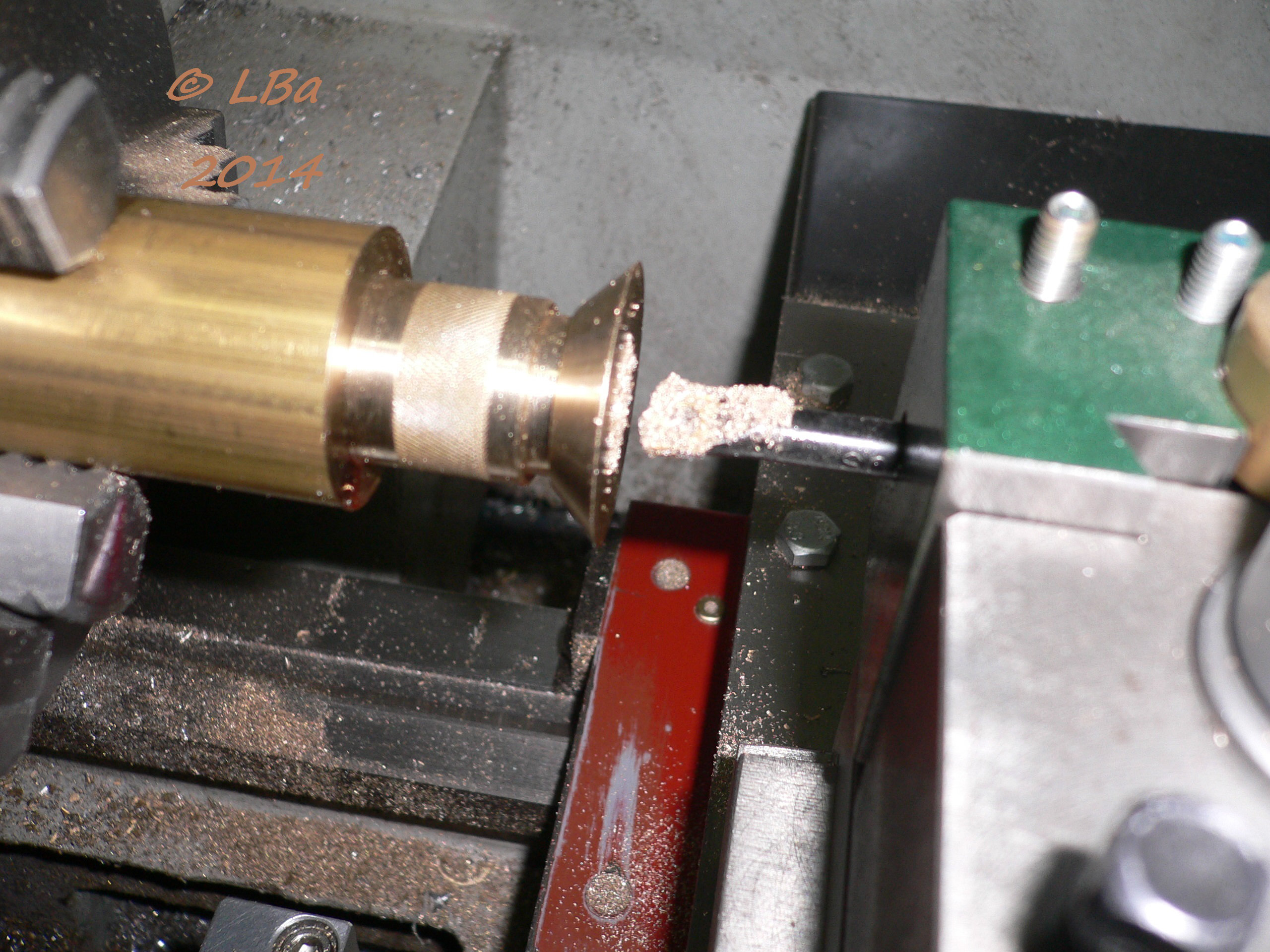
début de l'opération tronçonnage de la pièce

fin du tronçonnage. afin d'éviter que la pièce tombe dans le bac à copeaux, j'avais monté un rond dans
le mandrin, et le rond était engagé dans l'alésage

apperçu de la pièce
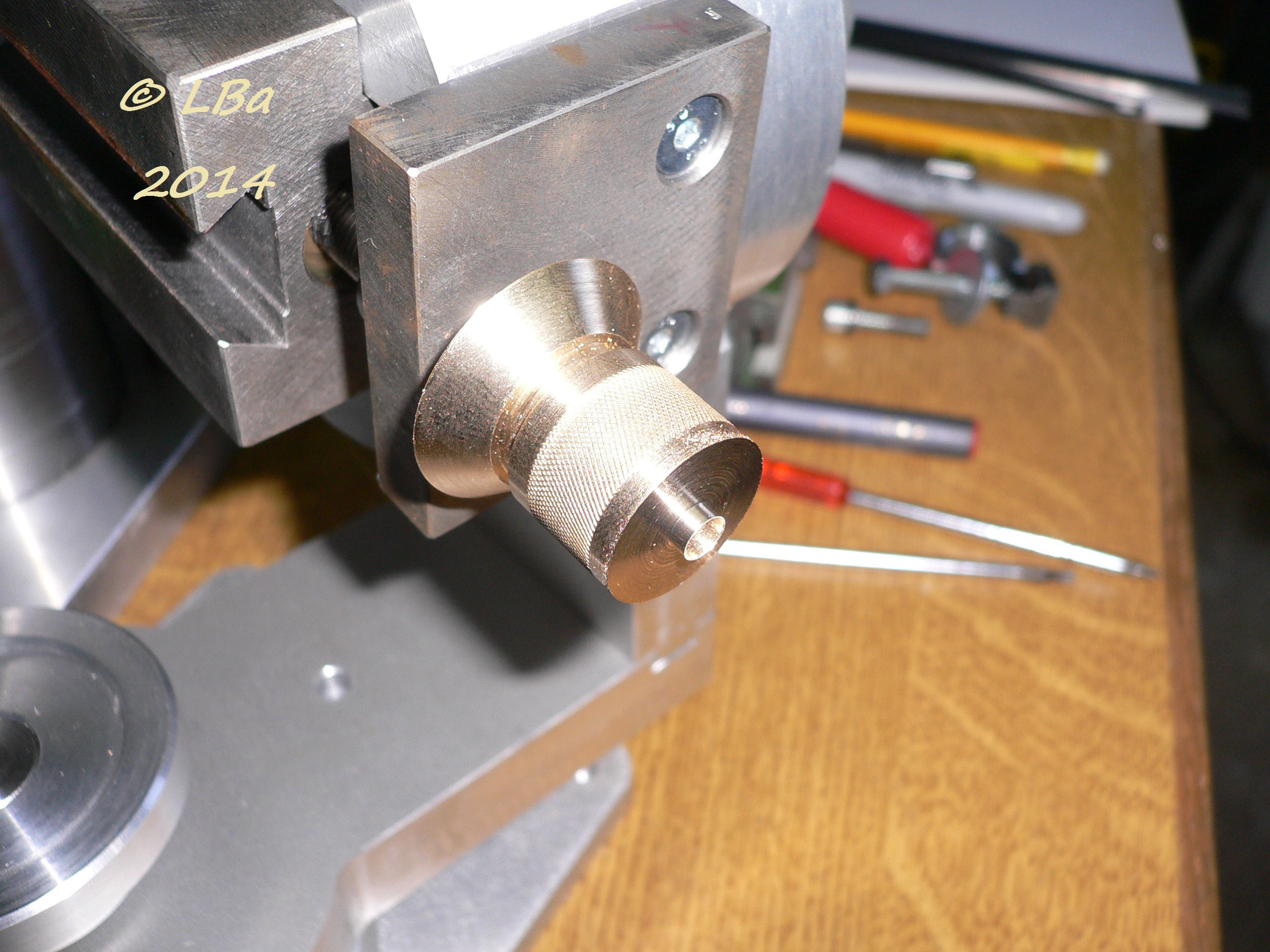
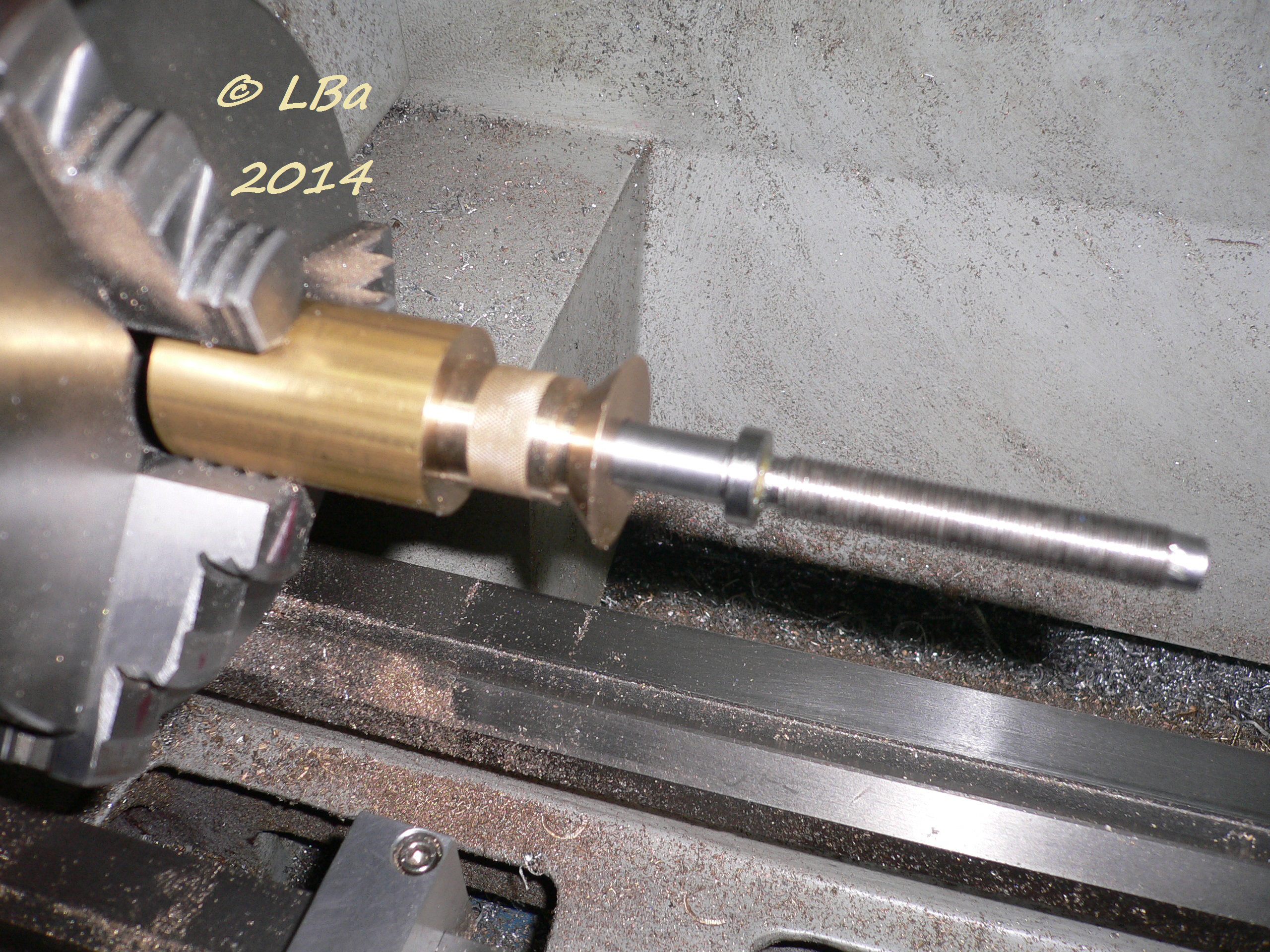
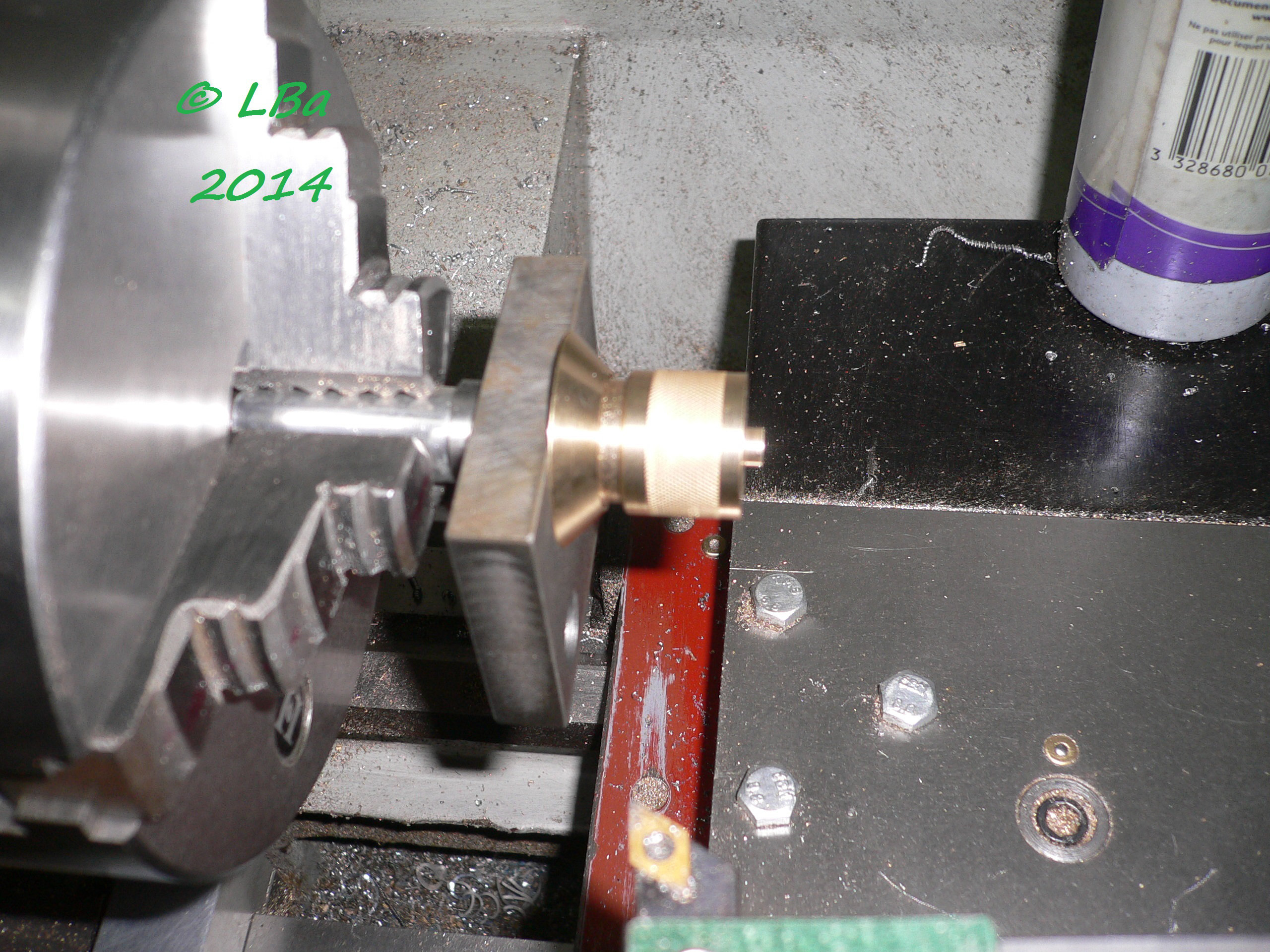
montage à blanc pour vérification
j'ai trop de jeu entre le bouton et la plaque fonte
je vais devoir diminuer la longueur de l'épaulement de la vis
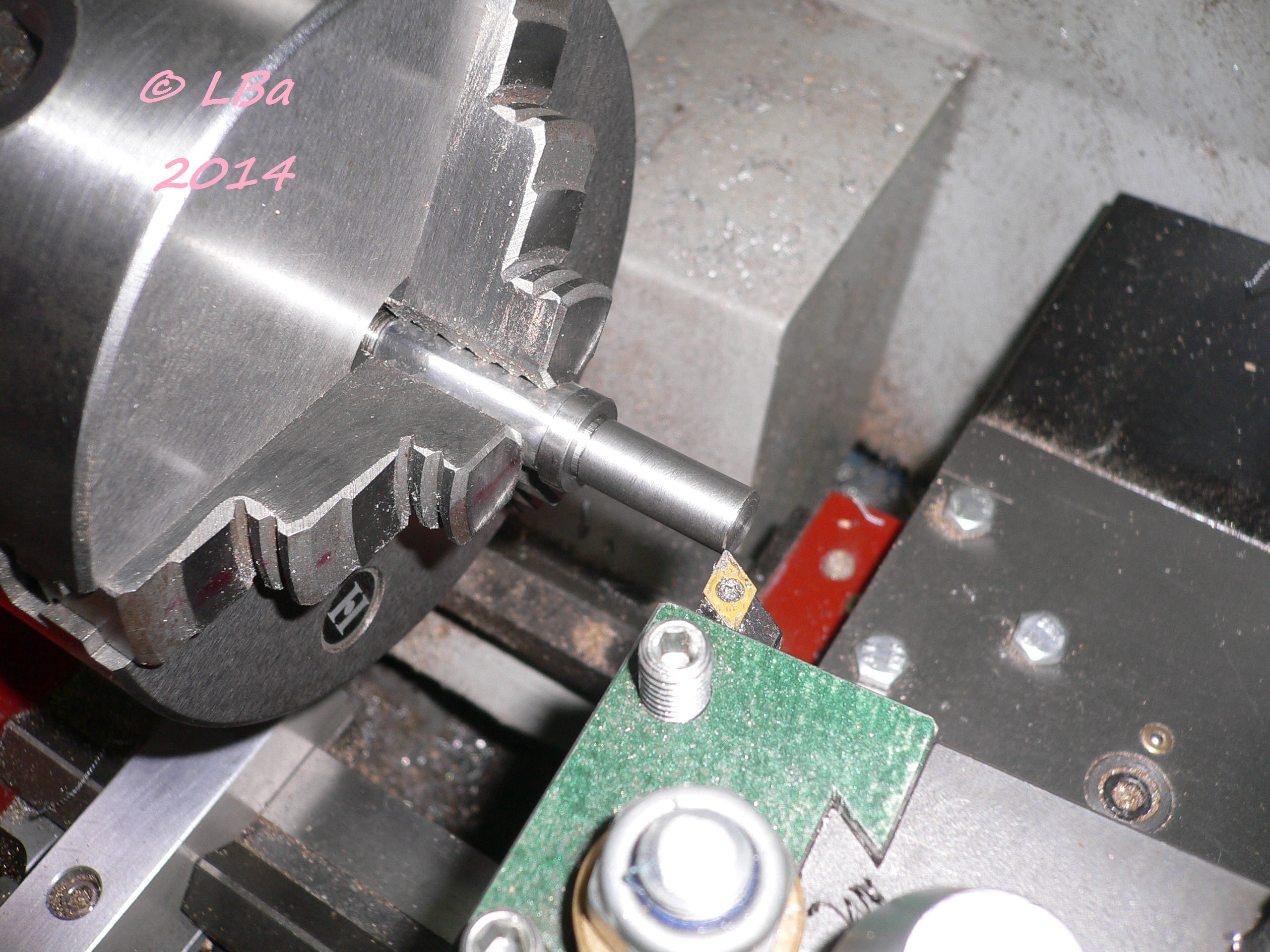
reprise de la vis à pas fin pour diminution de la longueur de l'épaulement
après tâtonnement, je suis arrivé à un résultat satisfaisant
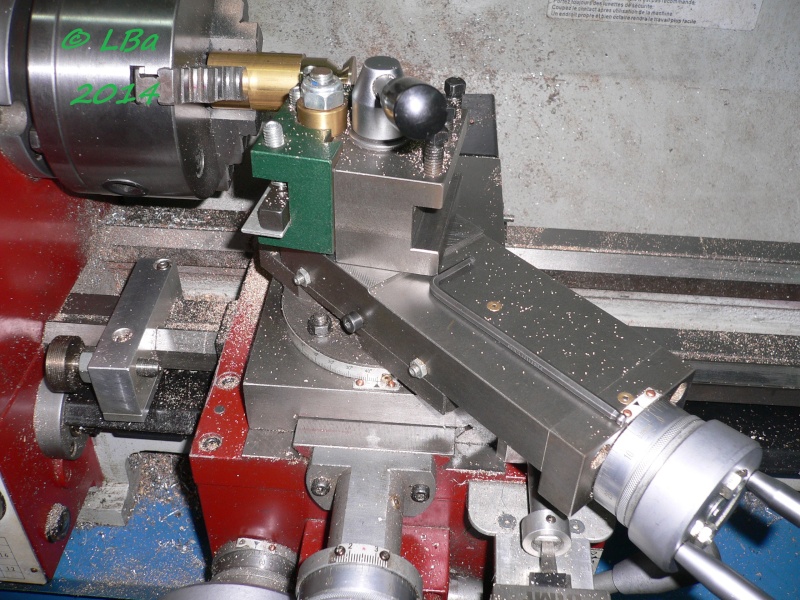
passage sur la fraiseuse pour :

pour pointage de l'immobilisation du bouton sur la vis

perçage à 3,2 mm

taraudage à M4
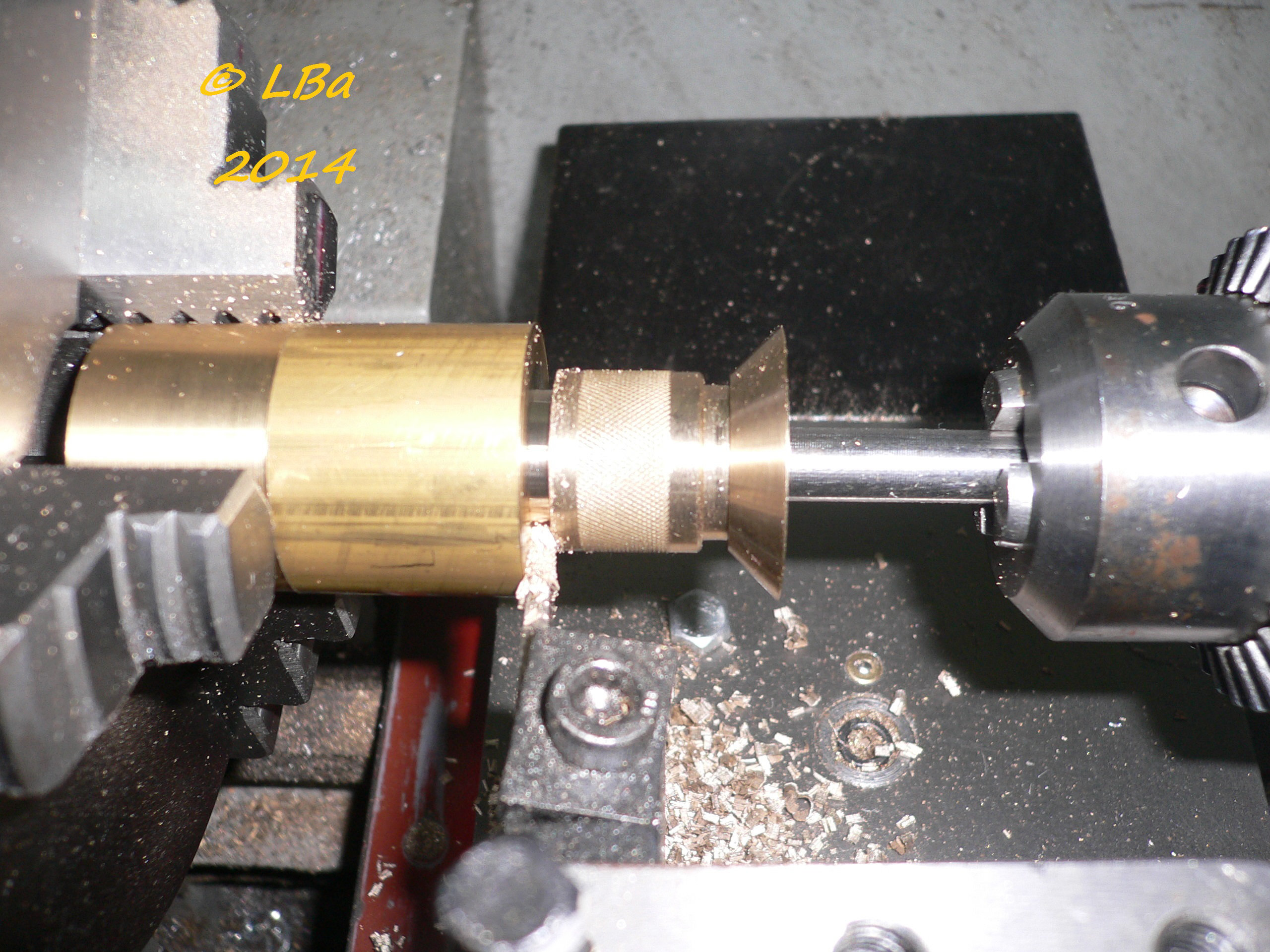
après mise en place d'une vis sans tête pour l'immobilisation, reprise du bouton, en place sur la vis
en mandrin à pince sur le tour pour :

dressage de la face et mise à longueur du bouton

le bouton en place sur la vis