
Suivant le nombre de dents des fraises à affûter, il me faut des disques en fonction
normalement avec quatre disques, je devrais couvrir les besoins
dans du rond acier de 90 mm de Ø :
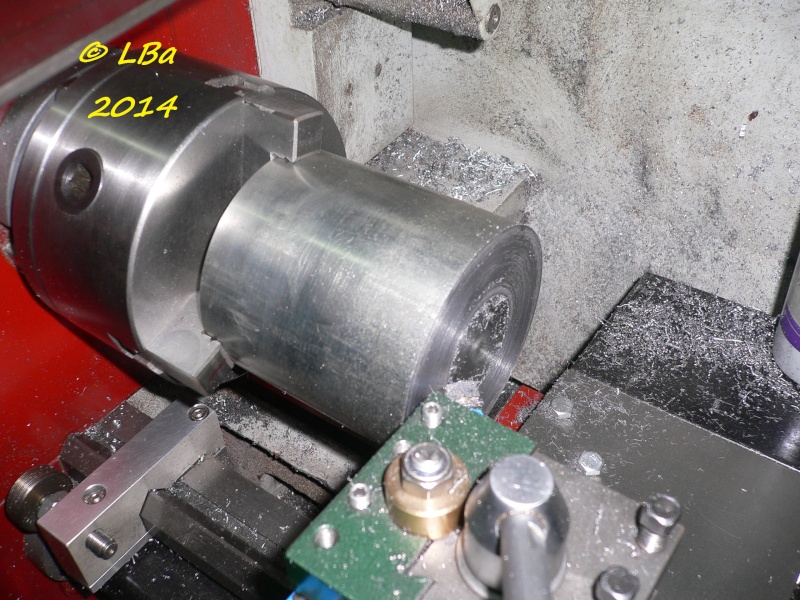
dressage d'une face
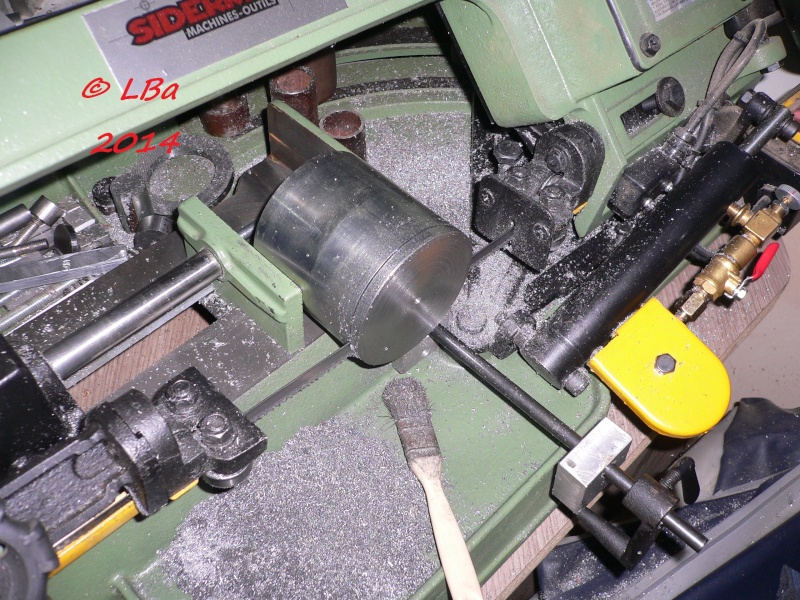
puis débit sur la scie à ruban

une pièce de débitée
Ces opérations, je les ai faitent quatre fois
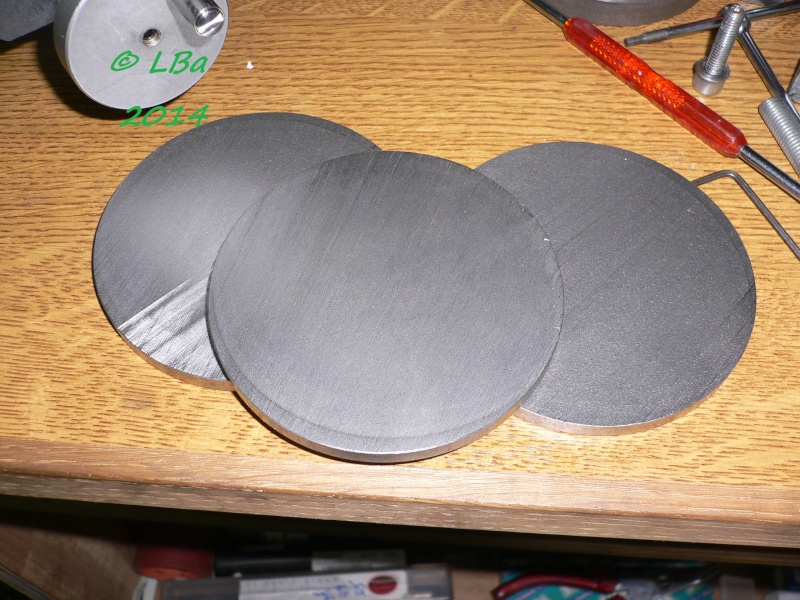
les débits réalisés :
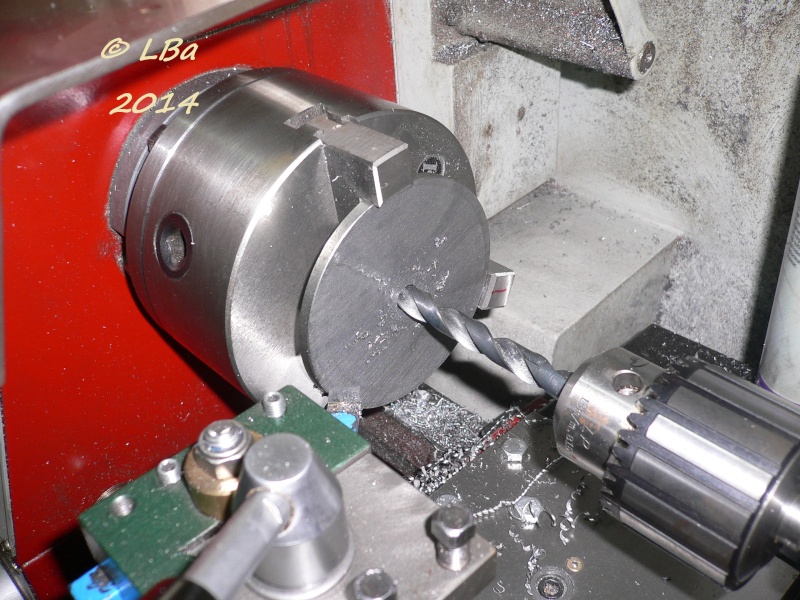
perçage des pièces au Ø de 10 mm afin de les reprendre pour usiner la seconde face

pour le reprise d'usinage, le disque est monté sur un axe
l'axe serré dans un mandrin à pince :

dressage de la seconde face avec mise à l'épaisseur

premier disque ébauché

les quatre disques étant ébauchés, reprise pour :

contre perçage au Ø de 22 mm

début de l'alésage

l'alésage est usiné en théorie
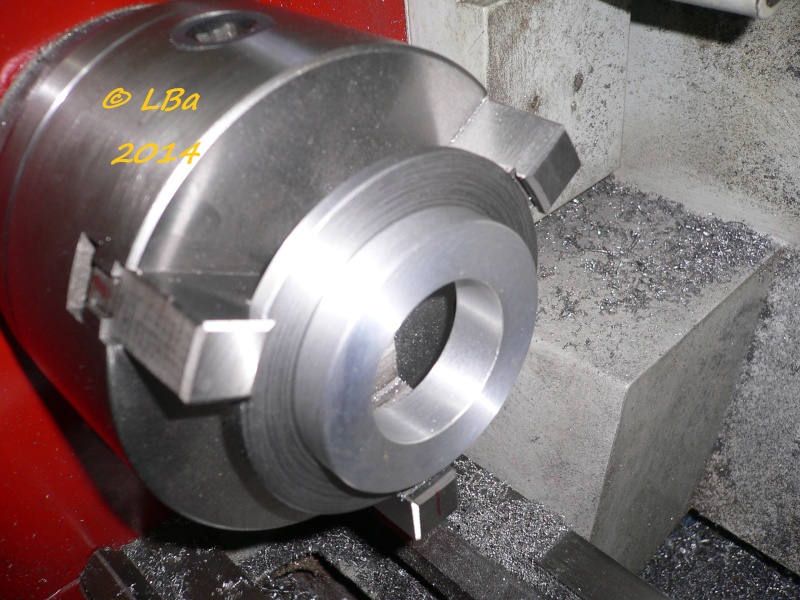
contrôle de l'alésage avec la bague support

les quatre disques sont alésés

montage d'un disque sur le support pour visualisation
Les disques étant ébauchés, montage sur la fraiseuse du plateau diviseur équipé d'un mandrin
3 mors, serrage du support de disque et d'un disque pour :
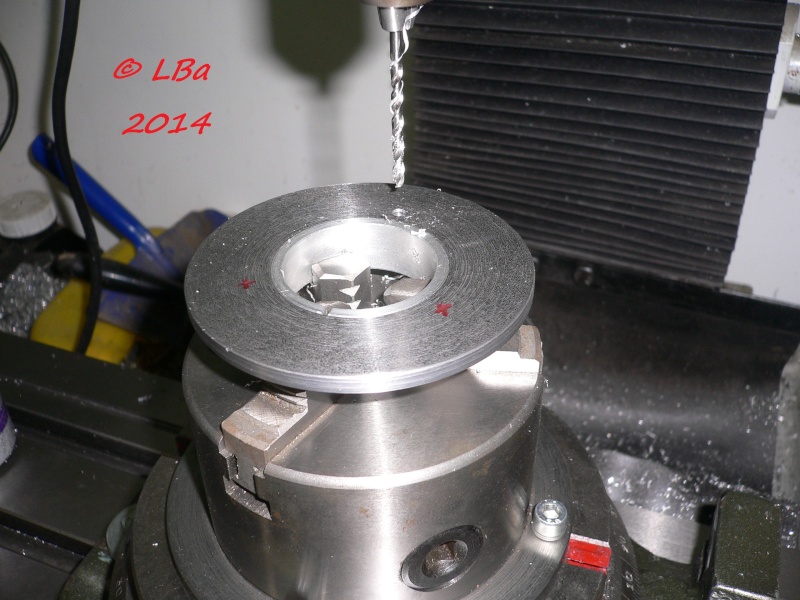
un premier perçage au Ø de 3,2 mm des deux pièces
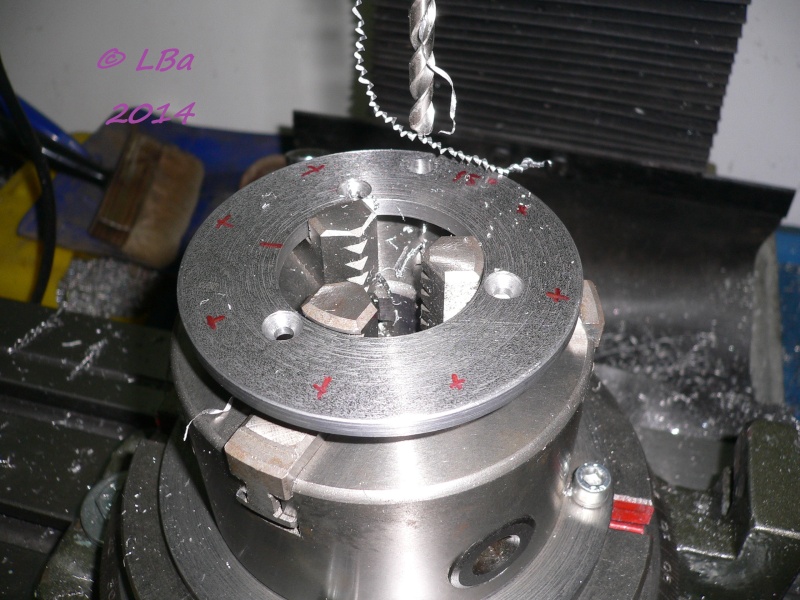
décalage du plateau de 120° et :

et second perçage au Ø de 3,2 mm
redécalage de 120° :

et troisième perçage au Ø de 3,2 mm
Après enlèvement du disque du support :

taraudage des trois trous à M4
Ceci fait, démontage du support et montage du disque précédemment percé :

contre perçage au Ø de 4 mm des trous et fraisure pour vis tête fraisée
j'ai fais les mêmes opérations pour les trois autre disques

les quatre disques avec leur fixation

vue de plus prêt d'un disque avec les fixations pour le support

un disque fixé sur le support
me reste à faire les trous d'indexage sur les disques suivant le nombre de dents des fraises
le premier aura huit trous de Ø 6 mm soit un trou tout les 45°
il sera pour des fraises de 2, 4 , 8 dents
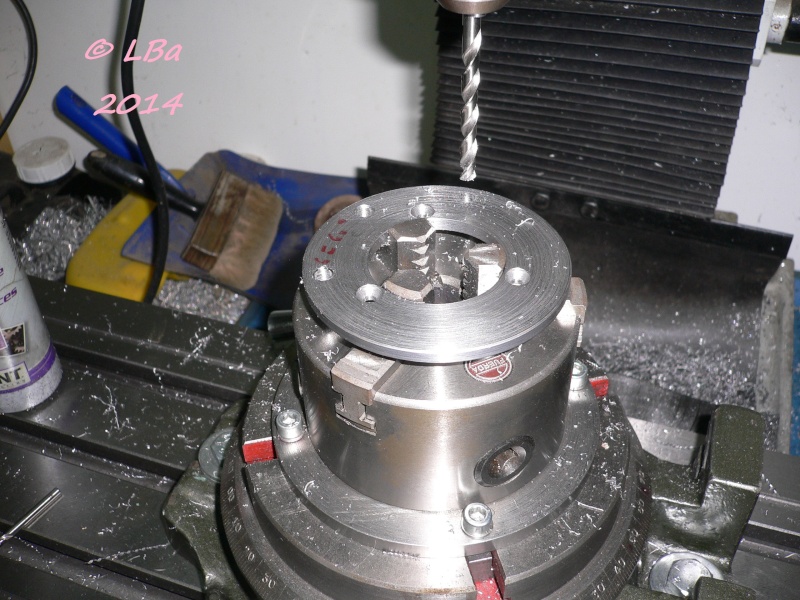
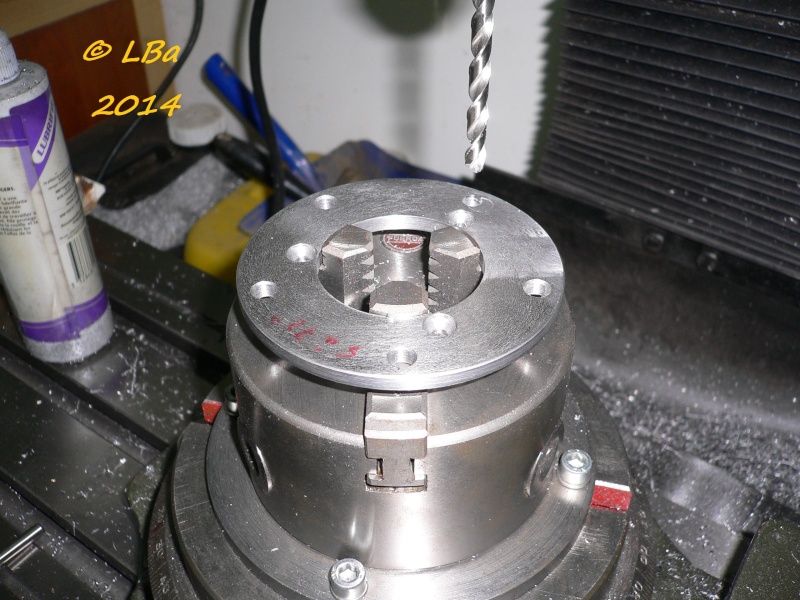
Après mise en place d'un disque sur le mandrin :
Début du perçage des huits trous d'indexation à 6 mm

le disque usiné

le disque huit trous monté sur le support et positionné sur le mandrin à pince Er

autre aperçu du disque sur le support
Sur ma lancée, j'ai percé un disque de 6 trous à 60°
perçage en cours du disque de 6 trous à 60°

le disque 3 / 6 divisions usiné
Puis j'ai percé le 5 trous à 72°
tourner le plateau de 72° pour le second trou ça va, mais pour le troisième!!!!!, je me suis planté
de 5°, j'ai du reboucher le trou pour ratrapper mon erreur !

le disque 5 divisions usiné