
Mes différentes réalisations
Support déplacement moteur en translation
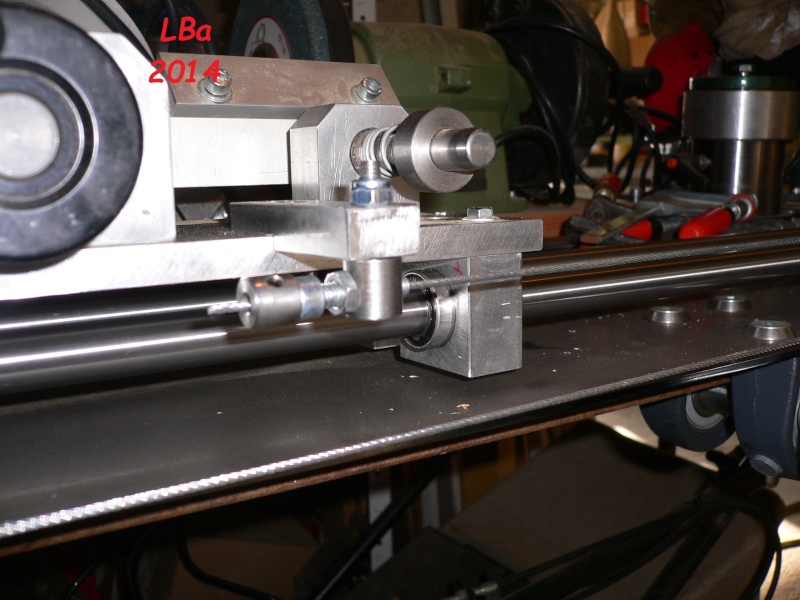
A l'origine, le déplacement du moteur est sur des axes de 10 mm de diamétre dans des alésages
trés court
Ayant des cages à bille de guidage en translation, je vais les utiliser méme si elles sont pour
des axes de 12 mm de diamétre
en faisant celà, j'éspére obtenir un déplacement fluide et pas en godille
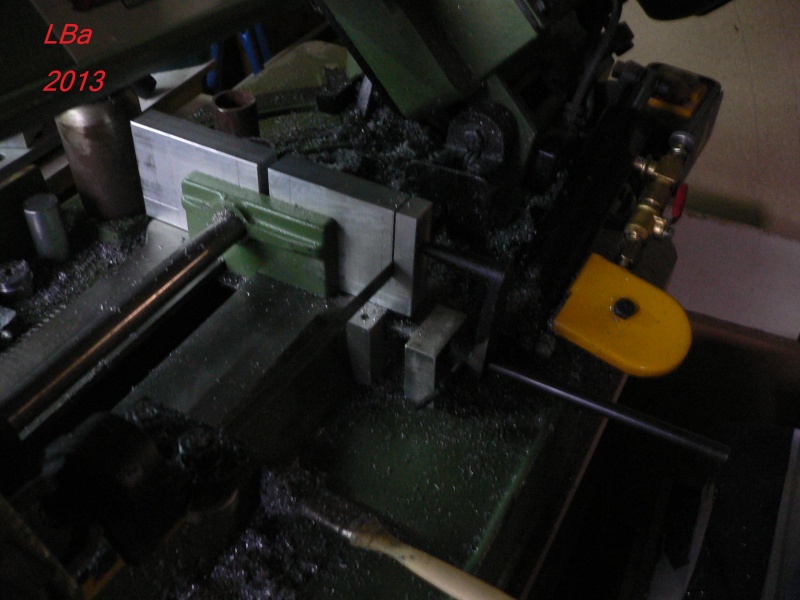
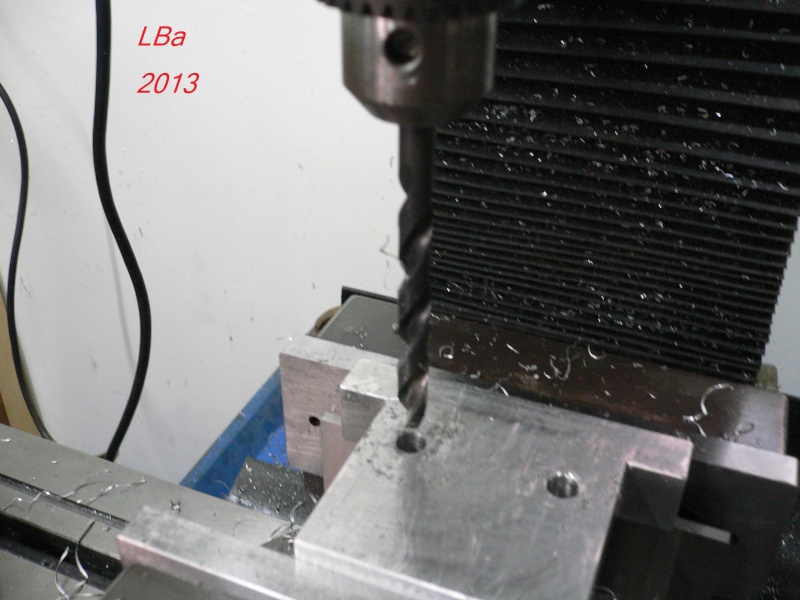
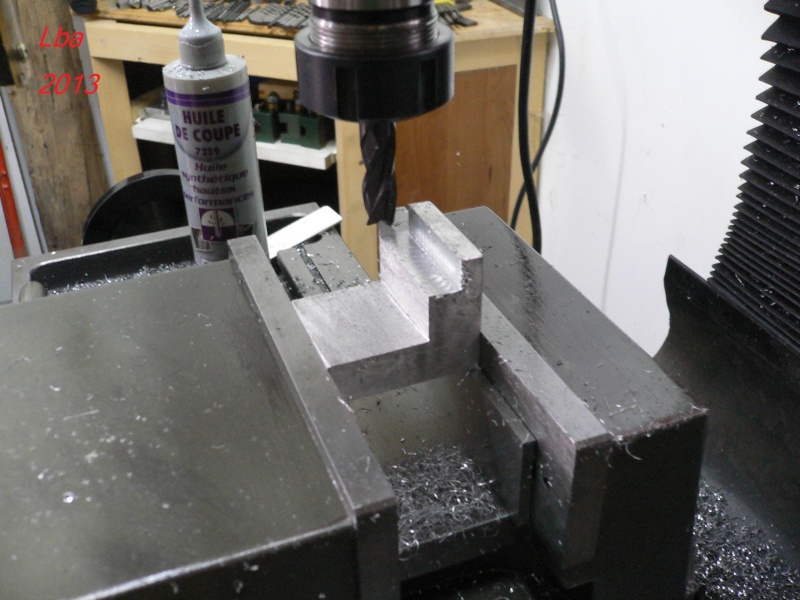
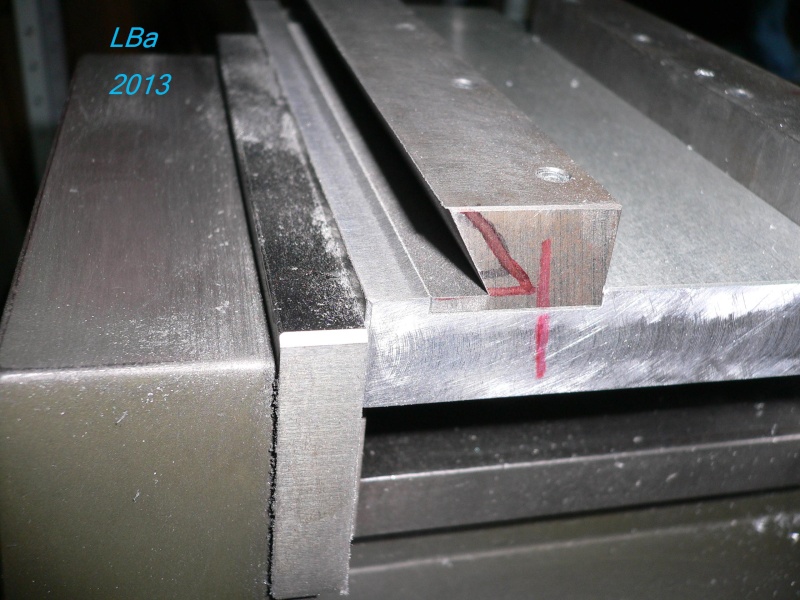
Débit du coulisseau dans un bloc d'alu
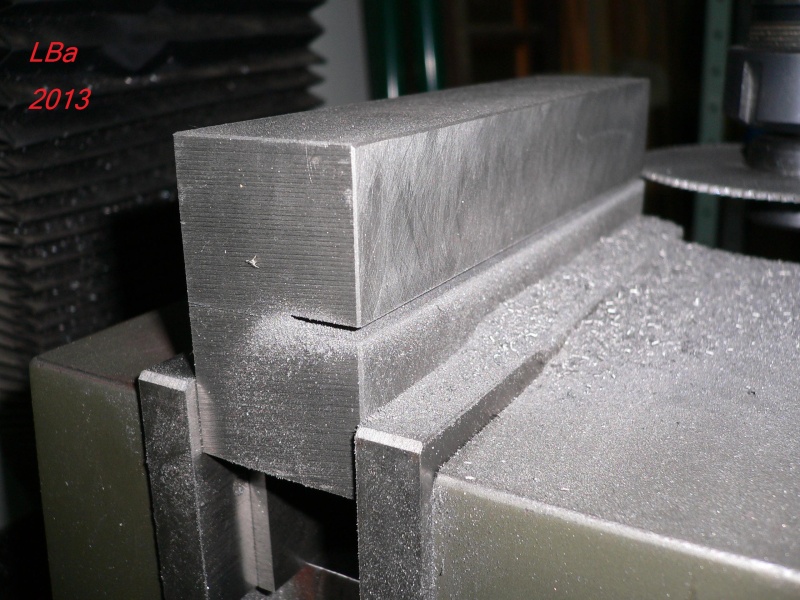
aprés cubage du bloc, deux coups de scie afin d'éviter de faire du copeaux pour le plaisir

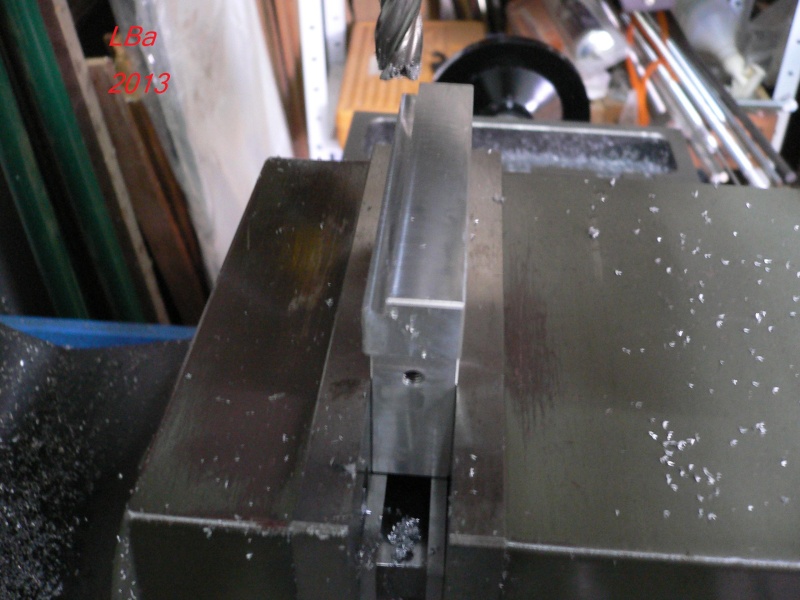
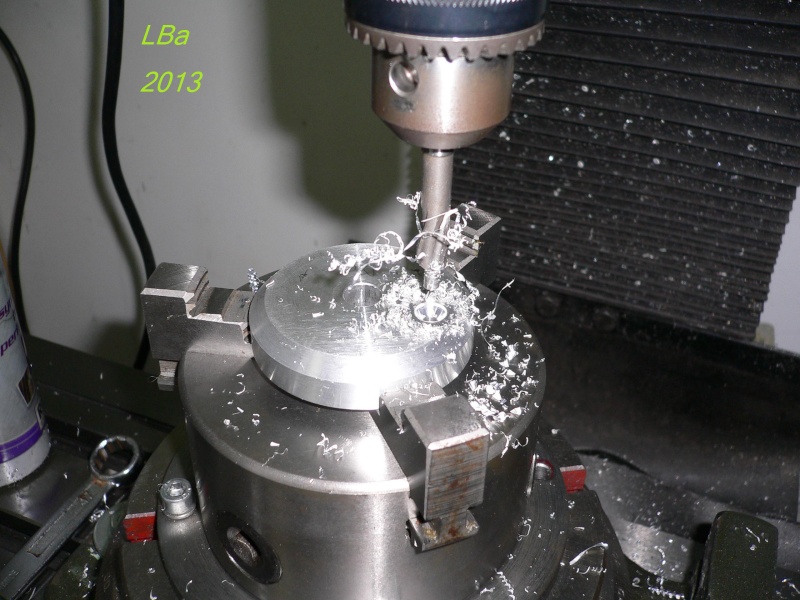
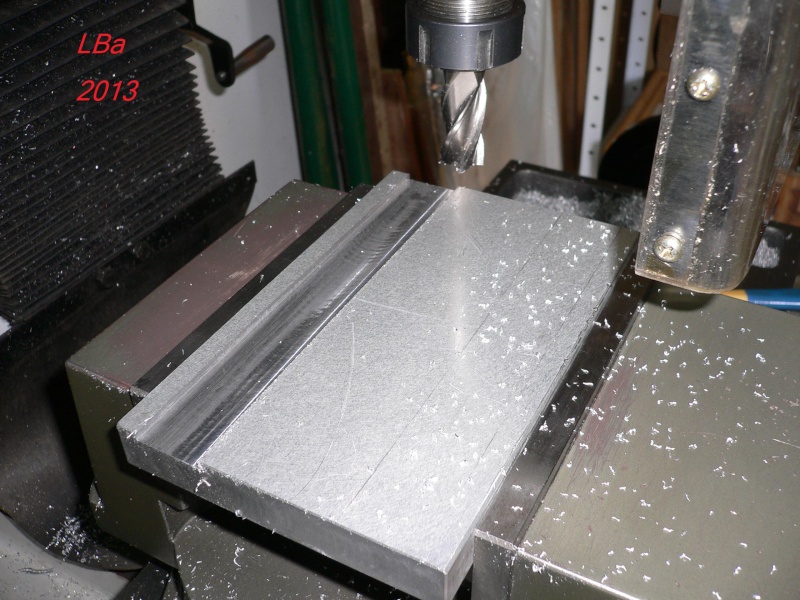
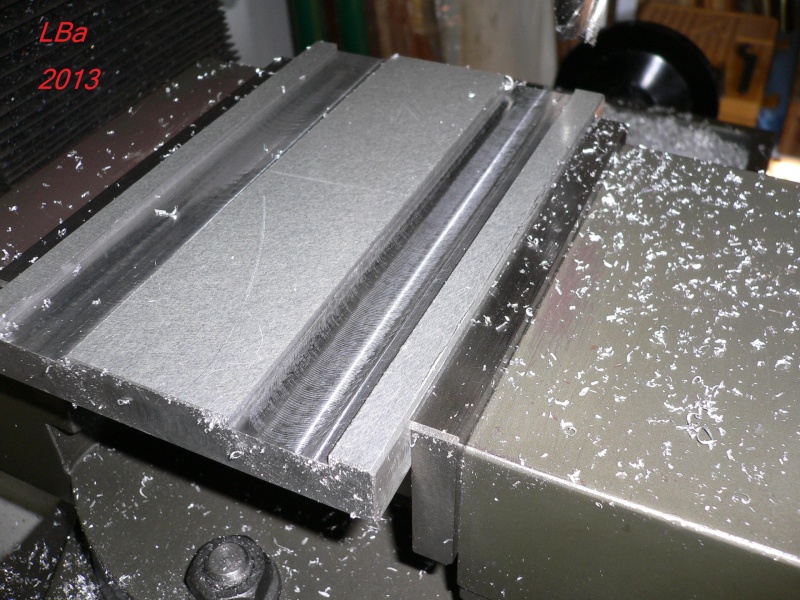
Passage sur la fraiseuse afin de mettre en forme le bloc


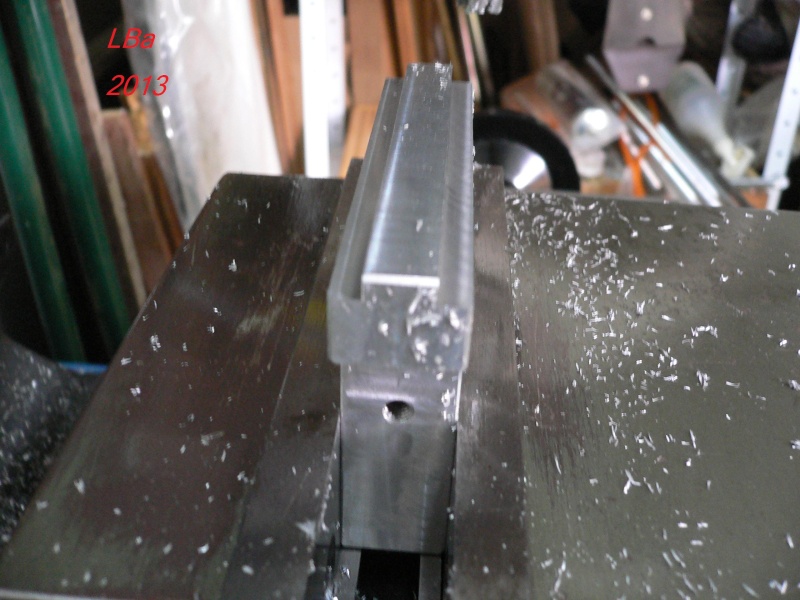
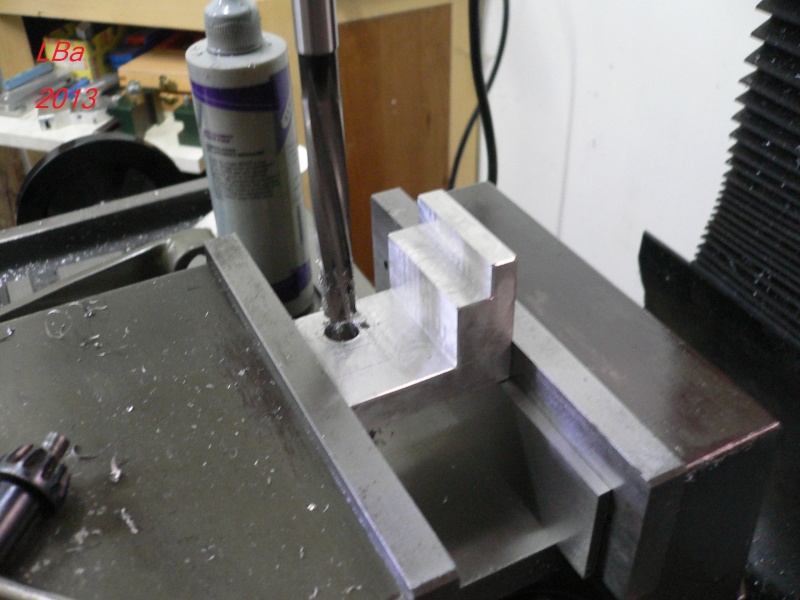
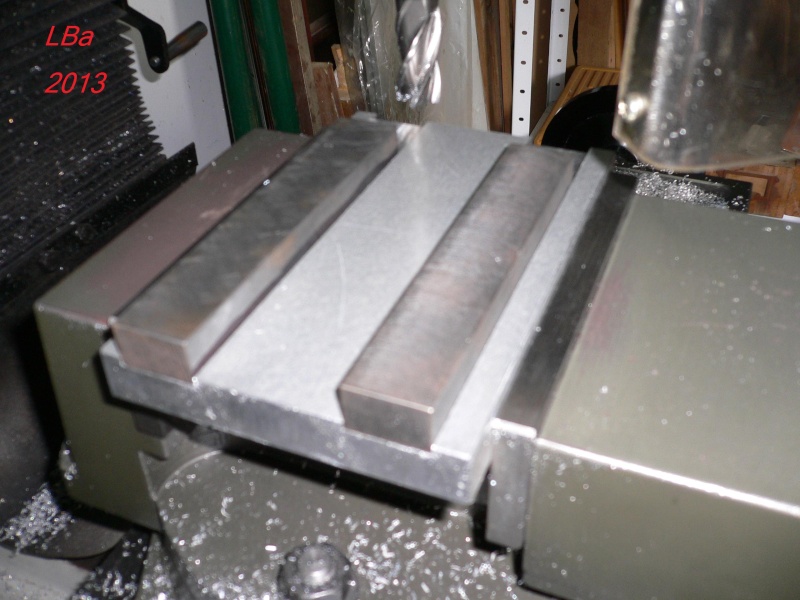
la forme du bloc étant obtenue
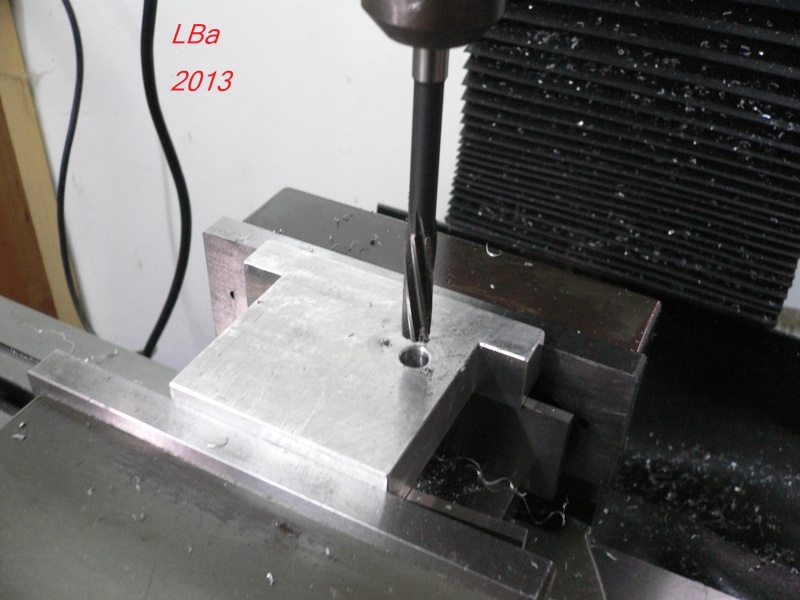
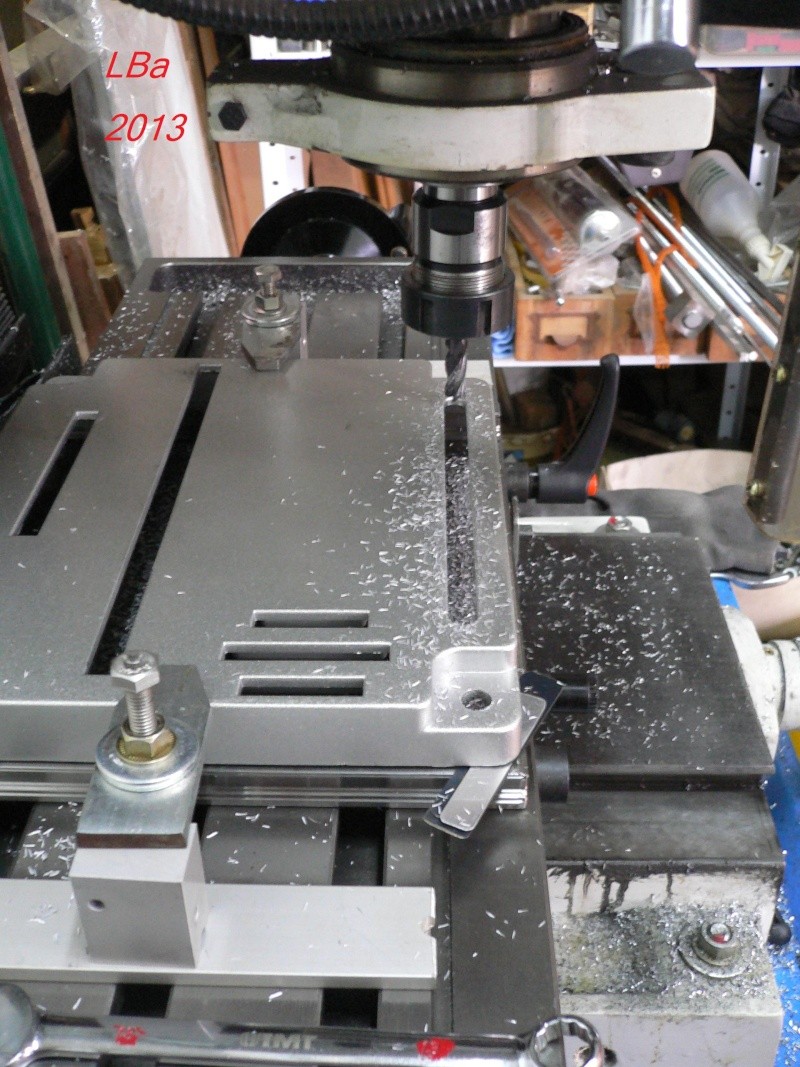
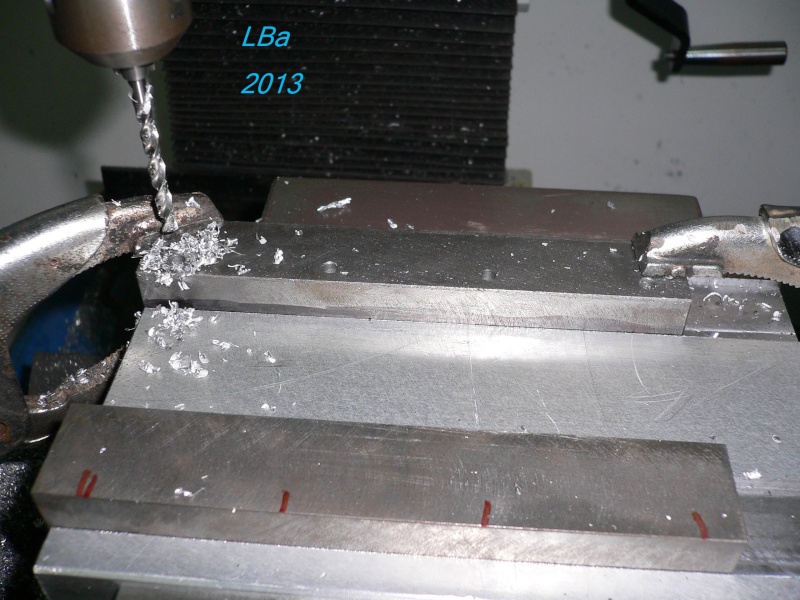
Perçage et alésage pour les cages à bille
alésage de la premiére cage à bille
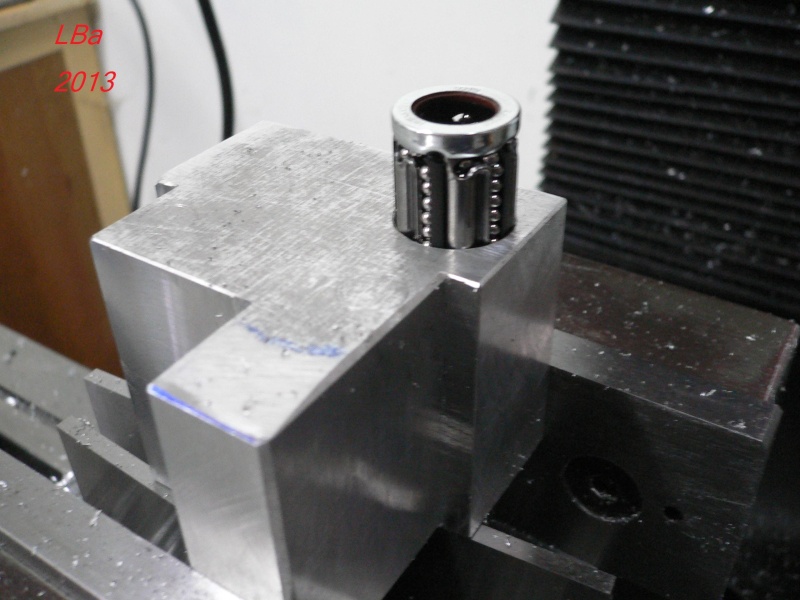
essais de l'ajustement de la cage à bille
les cages à bille étant des cages ouvertent, je ne connais pas vraiment la valeur de l'alésage,
c'est un peu au pifométre !
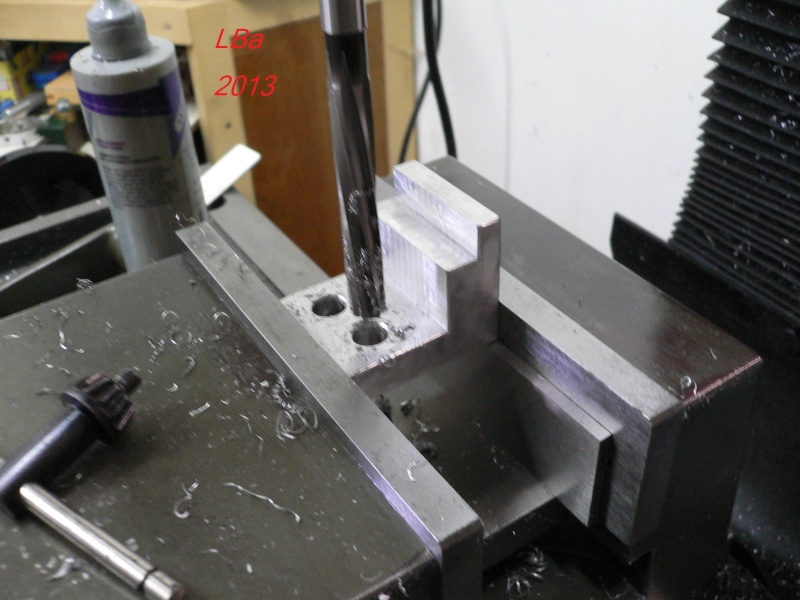
alésage pour la seconde cage à bille

montage des cages à bille à la presse à main
positionnement du moteur sur le bloc coulisseau
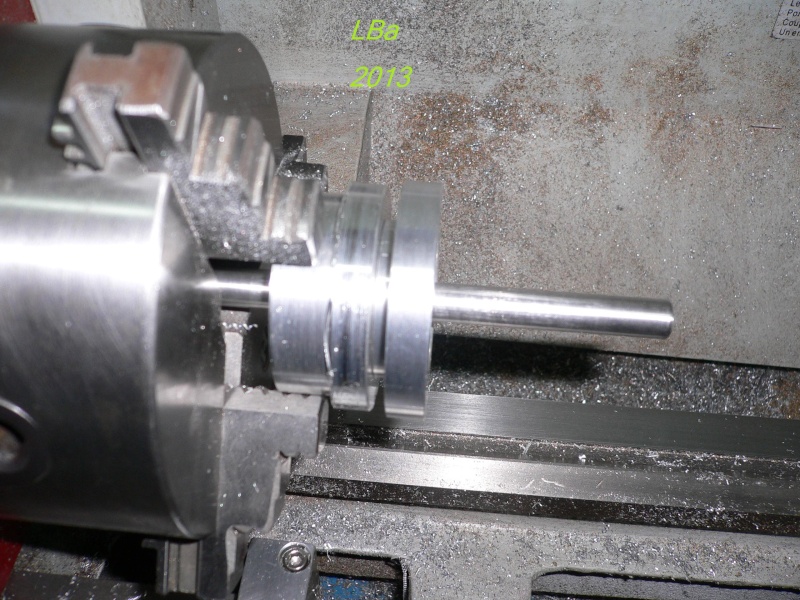
Usinage des deux axes
N'ayant pas de barre genre stub (calibré au centiéme) en 12 mm
les axes sont tirés dans de l'étiré inox de 12 mm (calibré à - 2 centiémes) j'ose espérer
que ça ira, à la limite je les referais dans du stub de 12 , il faut que j'en approvisionne

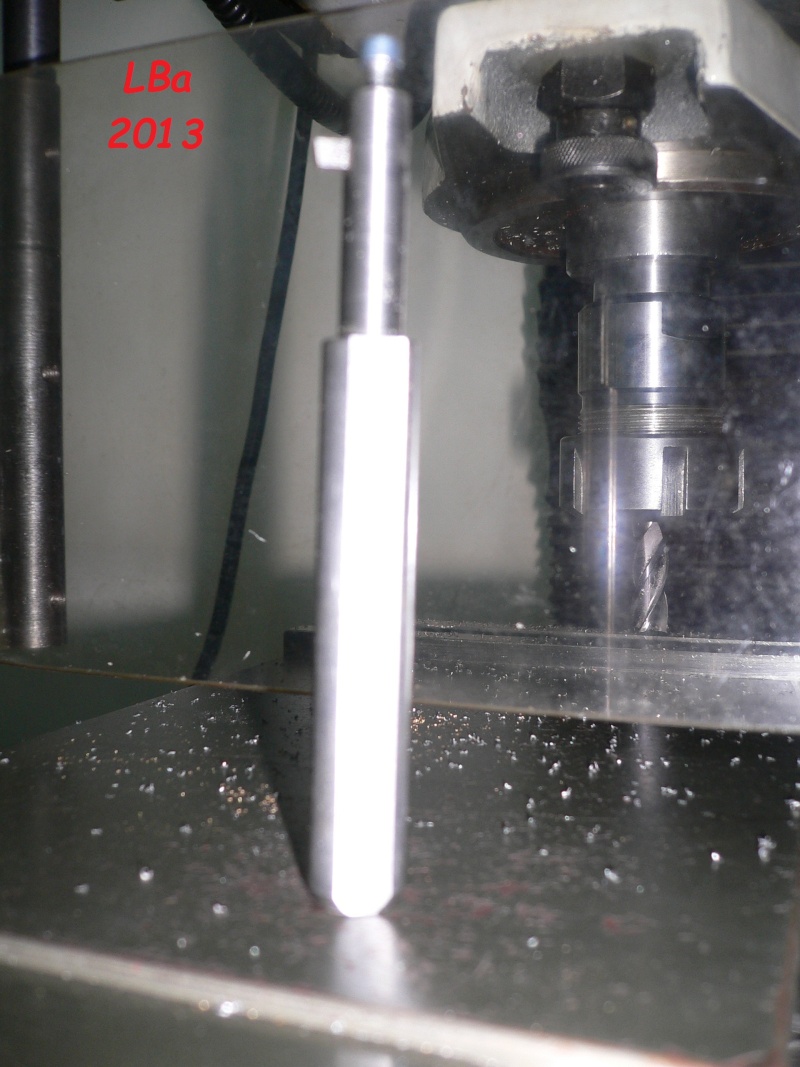
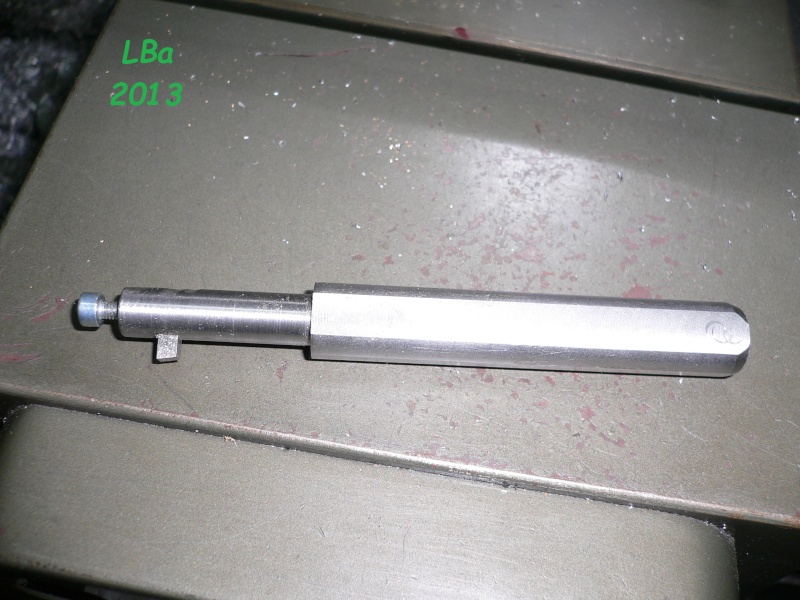
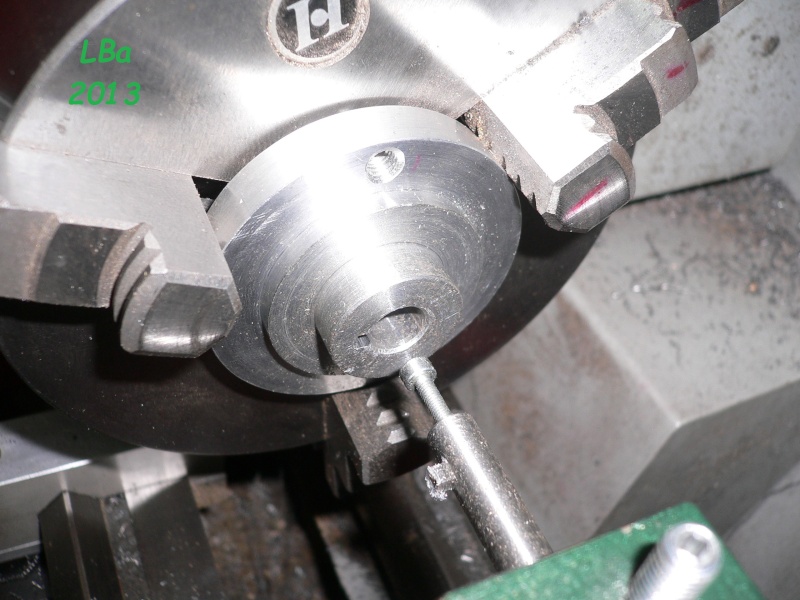
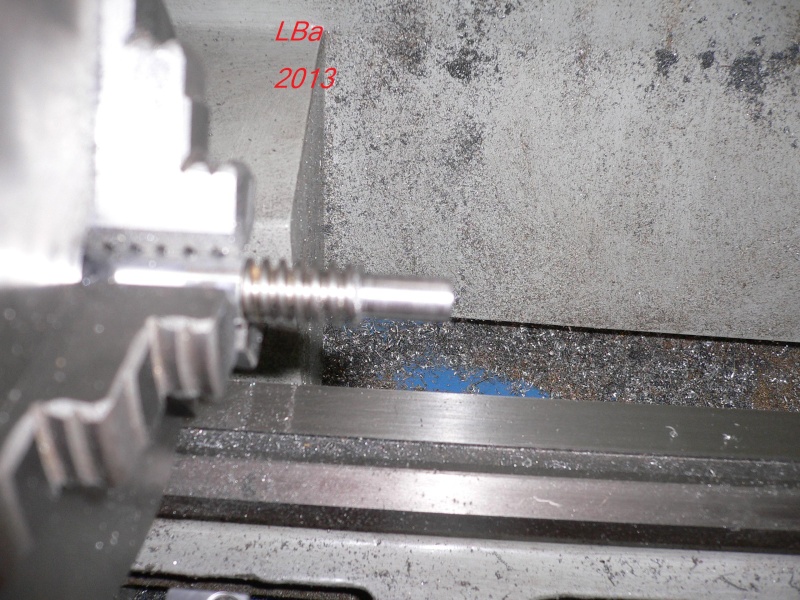
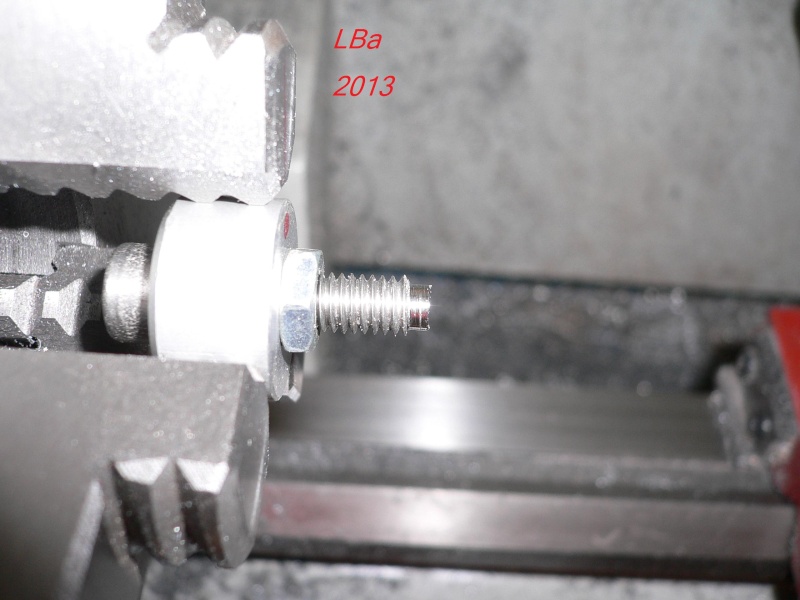
usinage des extrémités des axes un épaulement et un taraudage à 6 mm
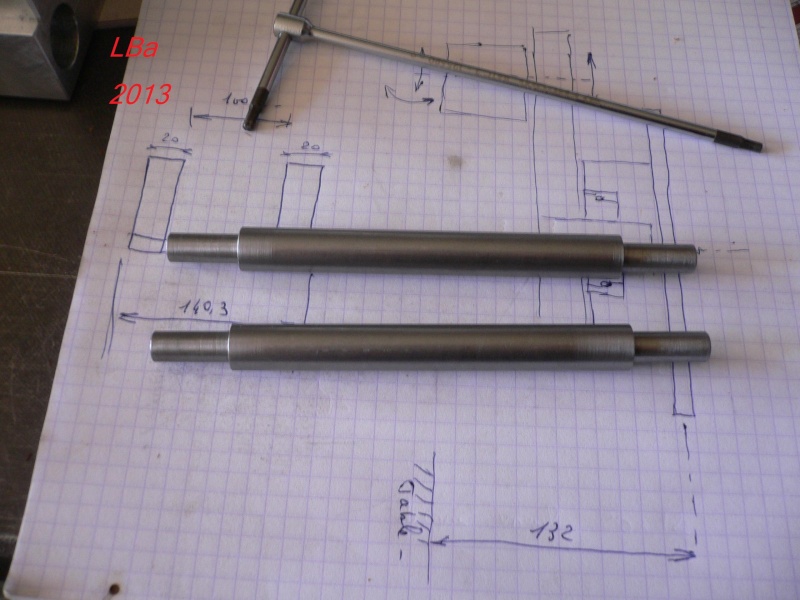
les deux axes sont usinés
Usinage des supports ils sont tirés dans du méplat d'alu de 20 d'épais

premier débit
aprés traçage de la forme,
second débit pour la méme raison, éviter du copeaux pour le plaisir

fraisage de propreté et mise à la cote des supports
perçage/ alésage à 10 des supports pour la fixation des axes
méme opération pour le deuxiéme axe
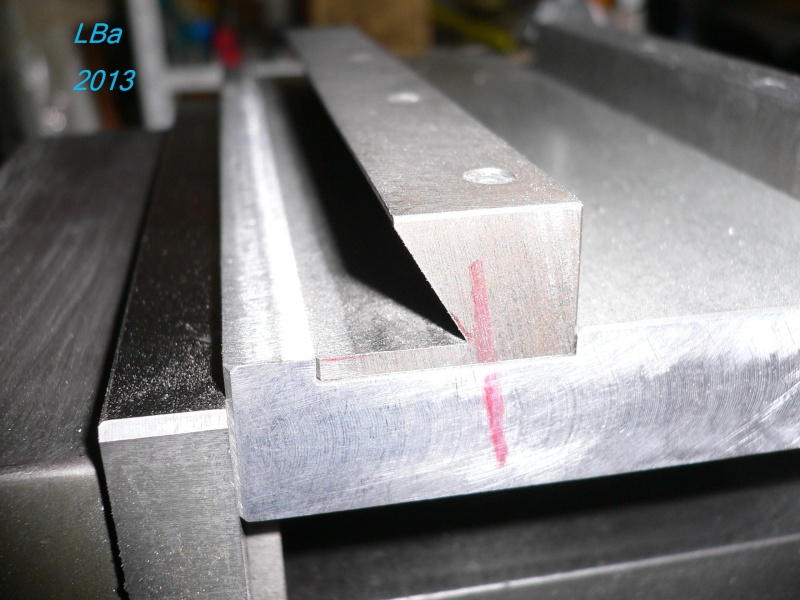
fraisage du lardon de guidage du support (ces lardons se positionnent dans la semelle de base)
le lardon est usiné
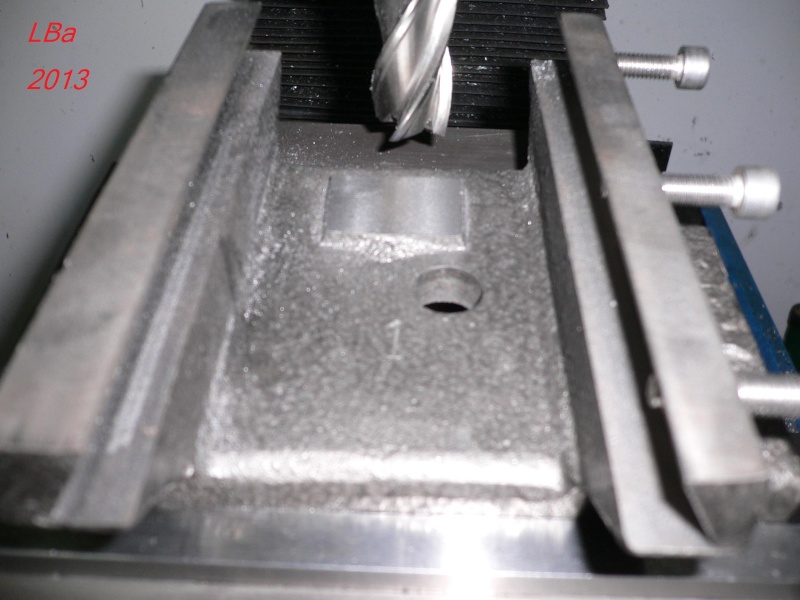
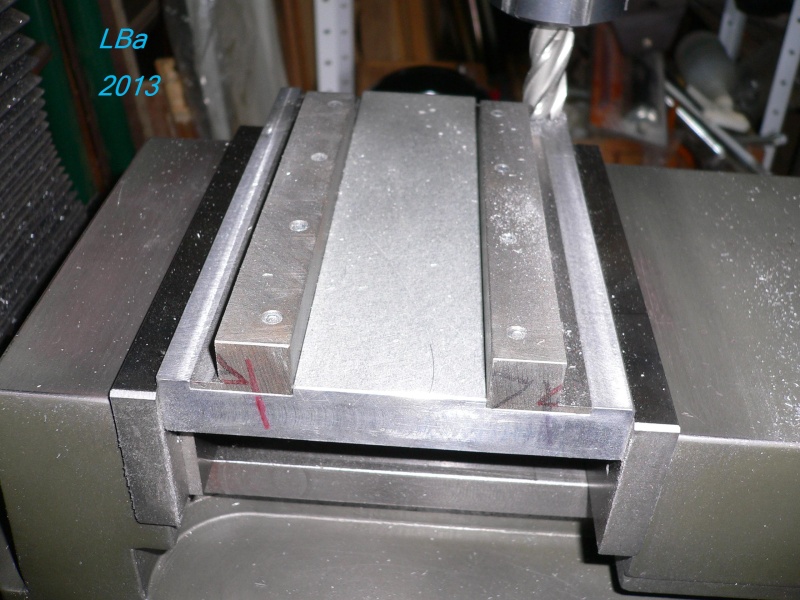
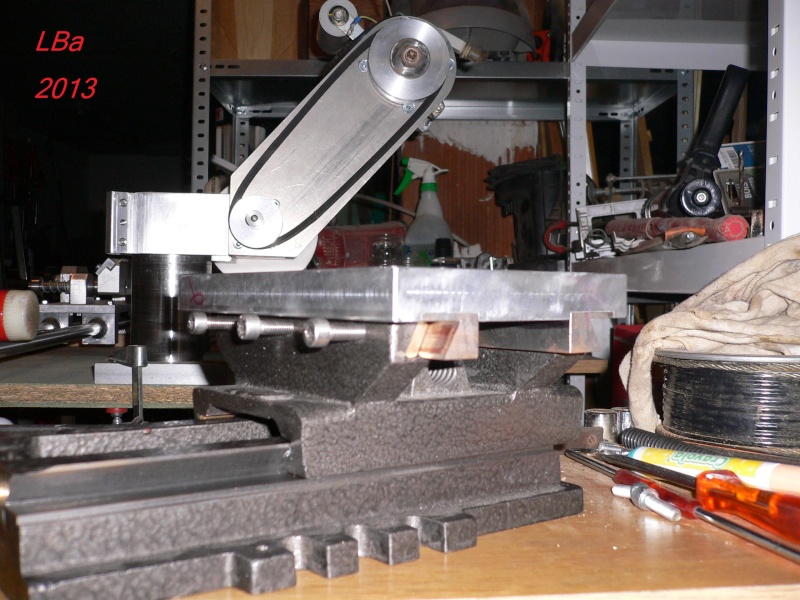
Une reprise des usinages des rainures de la plaque support de base s'impose
les usinages sont bruts de fonderie

reprise de la premiére rainure en fraisage
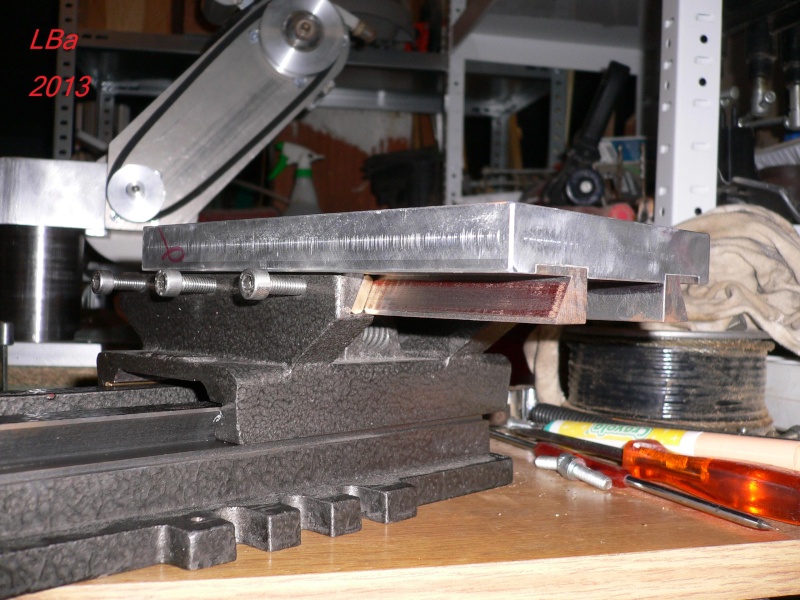
reprise de la seconde rainure

controle du coulissement du support sur la semelle de base

le coulissement est correct sans jeu excessif
Sur un des supports, j'ai usiné un épaulement afin de fixer la biellettte de déplacement du
systéme

fraisage de l'épaulement et dans la foulée:

perçage/taraudage d'un M6 pour la fixation de la dite biellette
et tant que je tenais les piéces:
perçage de deux phi 6 mm pour la fixation des support sur la semelle de base
Aprés avoir mis en place une lame de scie et commencé les réglages
premiére constatation

le carter de protection de la meule, tape sur la lame de scie et ne permet pas la course
compléte de la meule (la dent ne sera pas affutée sur toute sa longueur
le probléme est particulier à ce type de lame de scie (avec dent anti-recul)
donc modification du carter

un coup de lime queue de rat et c'est solutionné
j'ai donc pu continué l'avancée de l'apprentissge des différents réglages
- positionnement de la lame (en fonction de son diamétre) et profondeur de passe d'affutage
- réglage de l'index de positionnement de la dent à affuter
-réglage du déplacement de la meule
trop de réglage tuant le réglage, l'utilisation de cette affuteuse devient prise de téte ( 1 heure 60) de réglage
pour constater que le travail obtenu peut étre plus que alléatoire, je n'ai pas éssayé de faire une seule étincelle
j'ai tout démonté :
et commencé à actionner mes méninges afin de simplifier et améliorer la chose
que je vais détailler dans les billets à paraitre au fur à mesure de l'avancement du sujet
Systéme de déplacement du chariot support fer
Le déplacement du chariot porte fer va etre assuré par cable et poulies

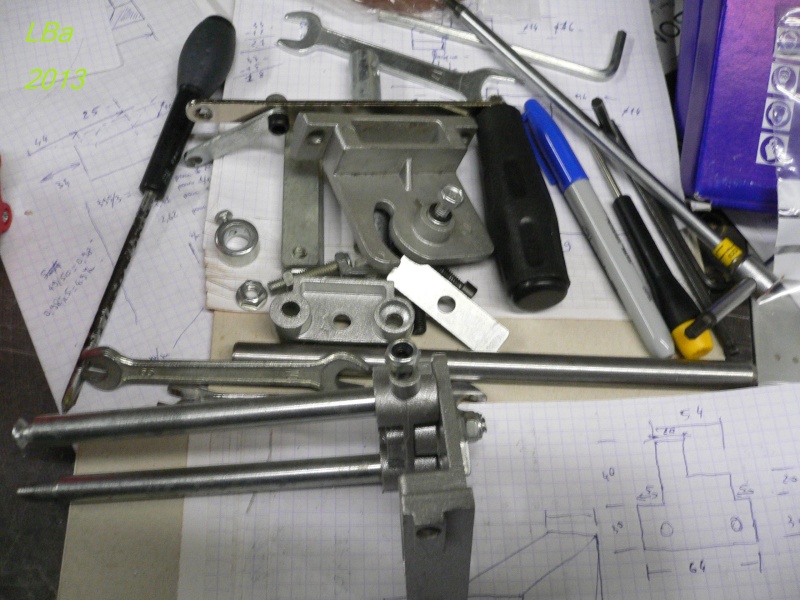
image de l'ensemble à déplacer de gauche à droite et vice versa
le systéme de déplacement sera composé de différentes piéces notament de la récup
une poulie maitresse avec manivelle
deux poulies de renvoie
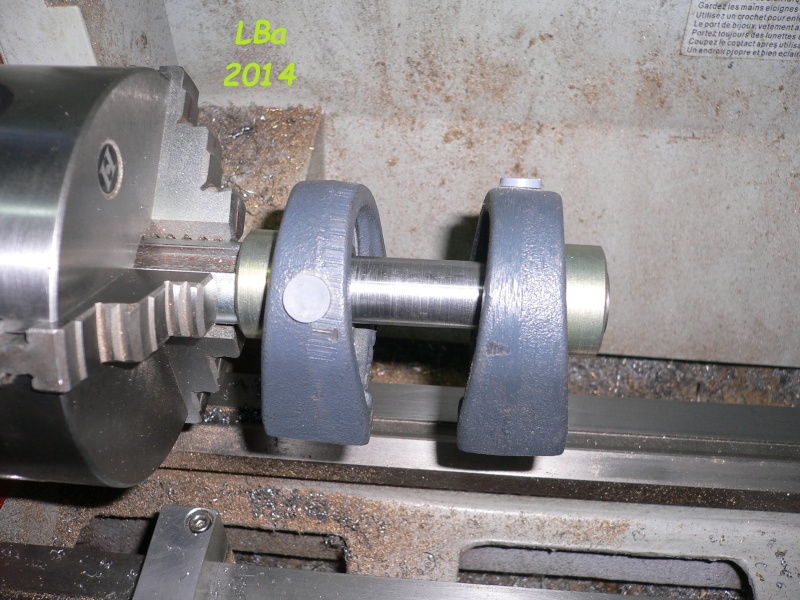
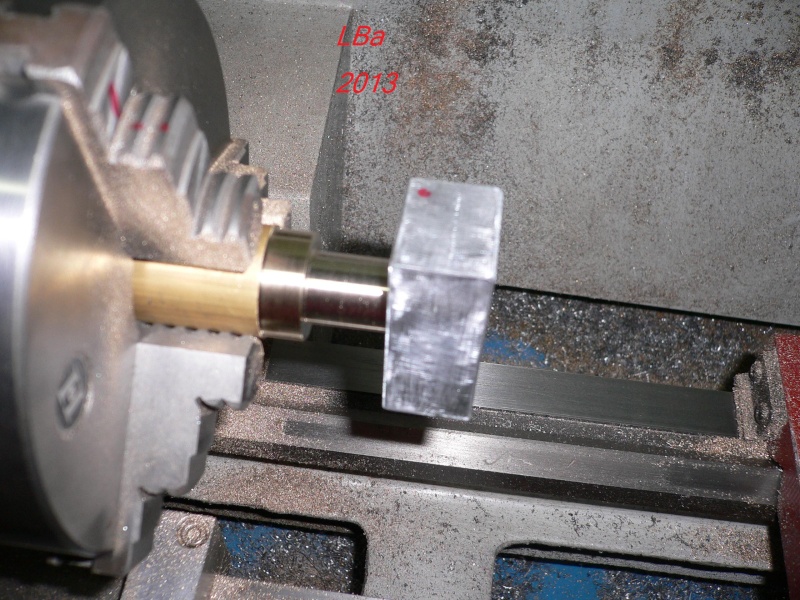
Poulie maitresse et son arbre (récup de porte sectionnelle)
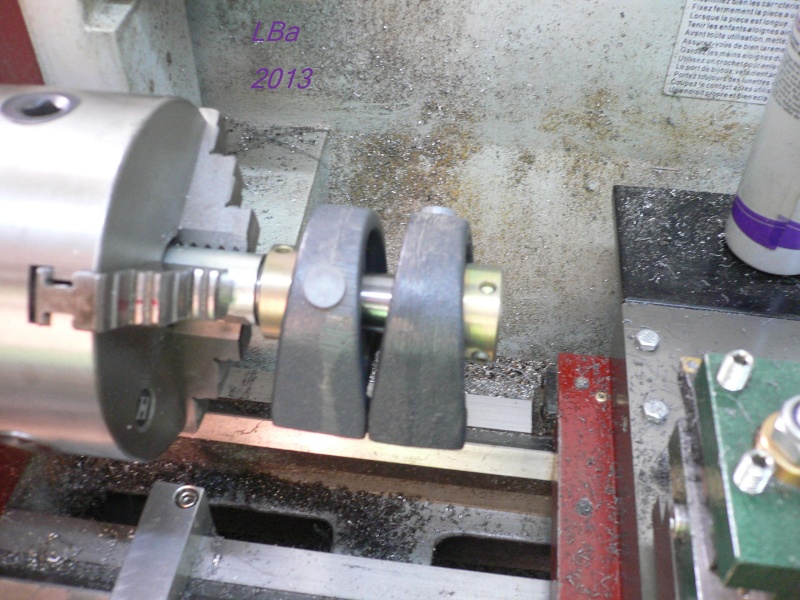
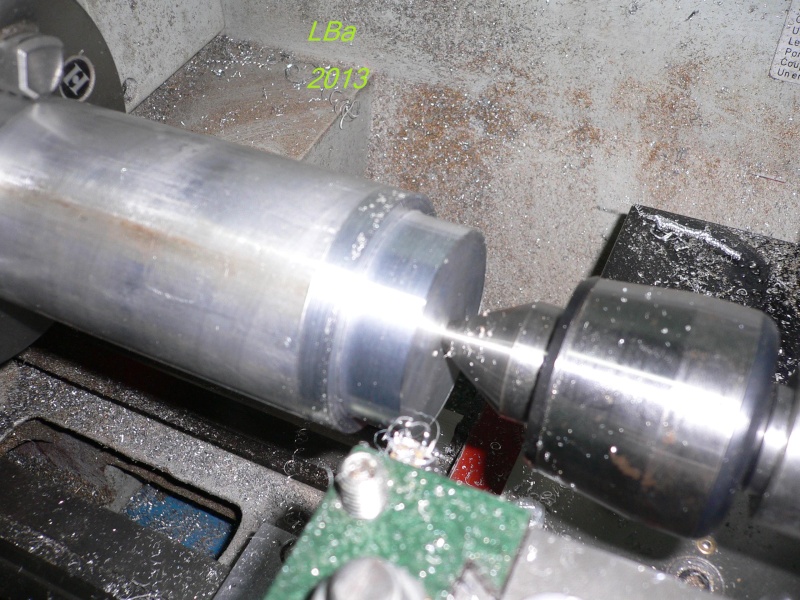
usinage de l'arbre support poulie
l'usinage à consister à réaliser une portée de roulement pour instaler deux paliers

perçage en bout de l'arbre pour insert manivelle

essais de l'axe de manivelle (celui-ci sera certainement recoupé en longueur )
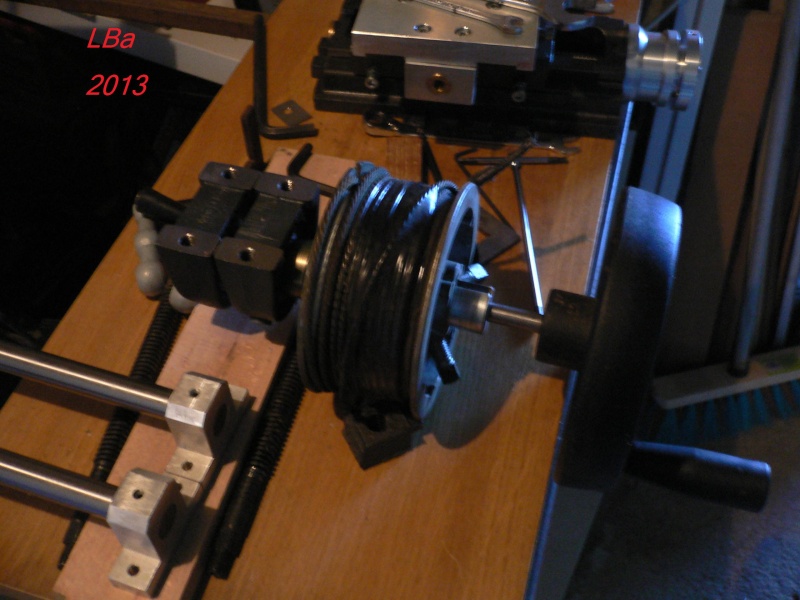
ensemble poulie(avec le cable) montée sur l'arbre avec ces deux paliers
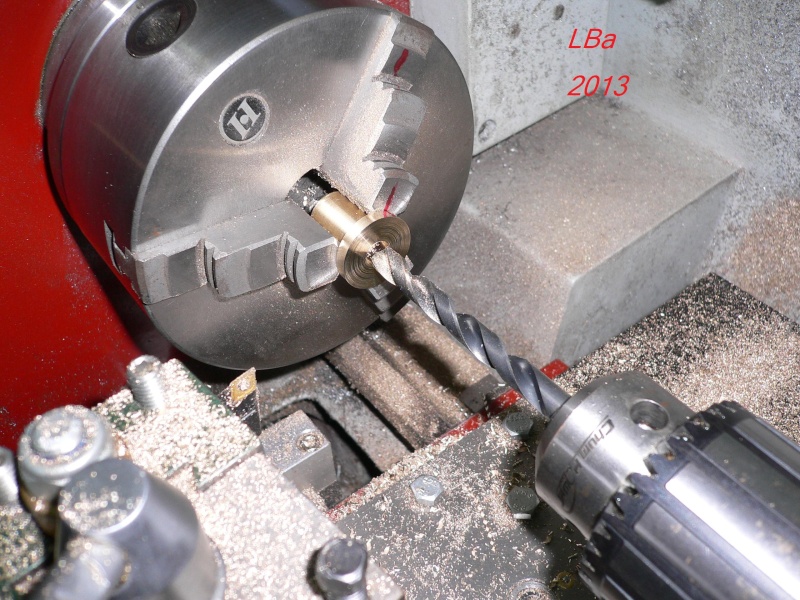
Paliers de renvoie
arbre usinage portée de roulement du palier
controle de l'ajustement du roulement
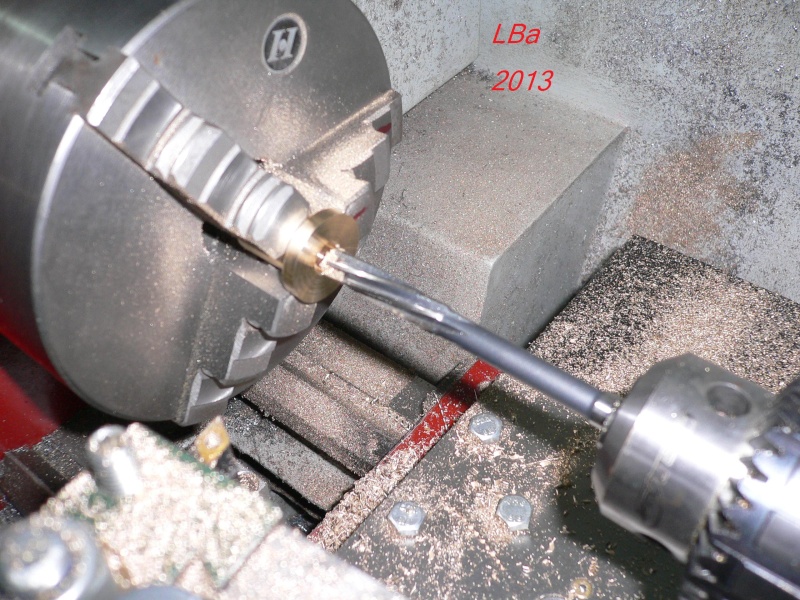
usinage d'un arbre de palier de renvoi (fraisure avant taraudage)
taraudage en bout d'arbre

un arbre de monté sur un palier

l'arbre est immobilisé en translation (sur la cage de roulement) par une vis Tf et rondelle cuvette
Le projet ayant été mis en suspend pour des réalisations plus pressantes, celles ci étant réalisées
je reprends le sujet
Ce que j'avais prévue au départ, me chagrine un peu, je vais faire des modifications, d'autre choix
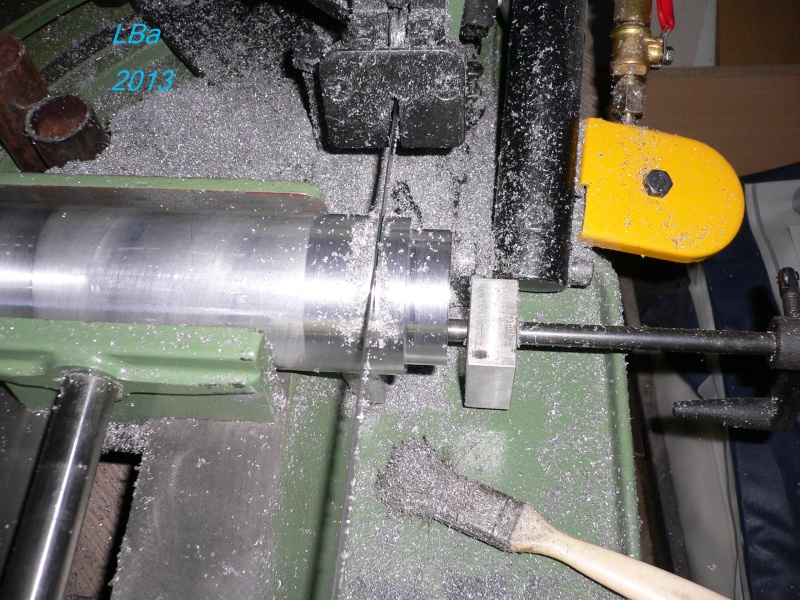
Pour commencer, je reprends l'axe support poulie d'enroulement de cable

la reprise consiste à rallonger l'épaulement de 20 mm
essais des paliers, j'ai un écartement de 25mm entre eux, le tube de la table passe largement
La poulie,que je voulais utiliser (porte sectionnelle), ne me plais pas, je la trouve trop mastoc
je vais en faire une autre
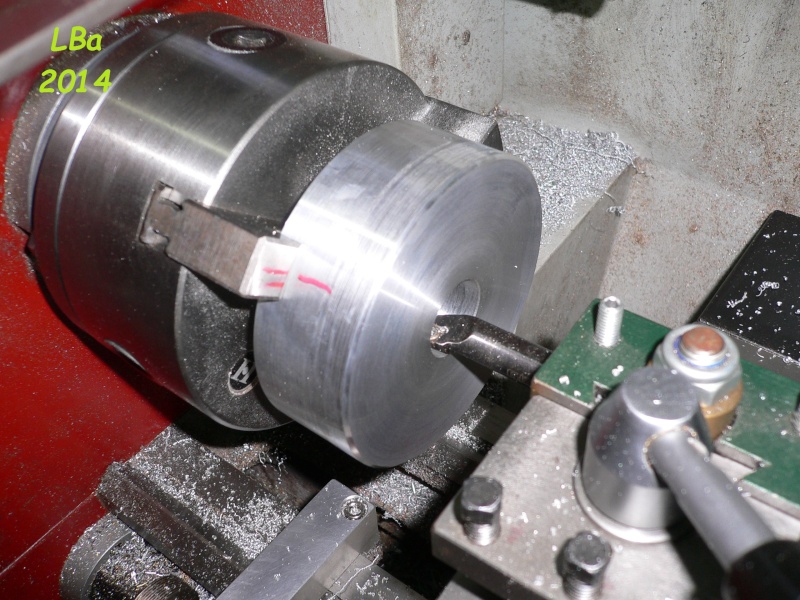
Dans du rond alu de 100 mm : débit d'une rondelle de 35 mm

débit de la future poulie
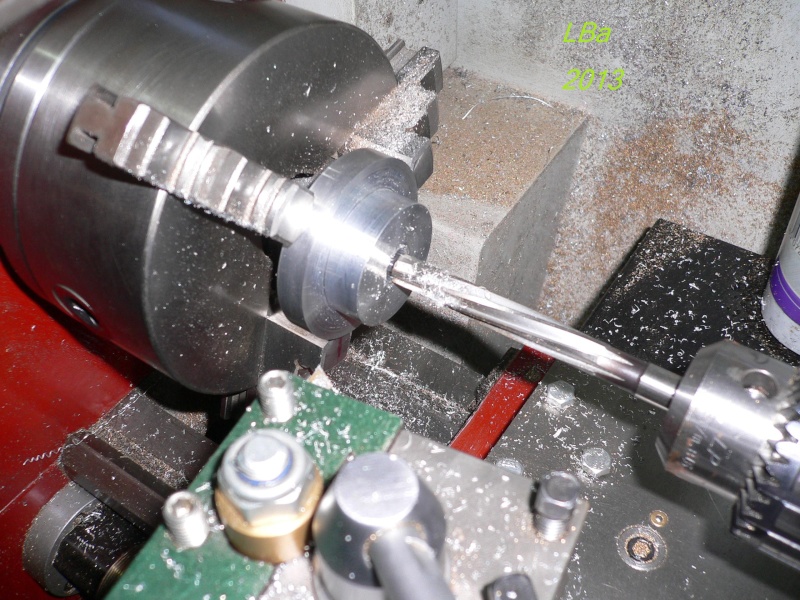
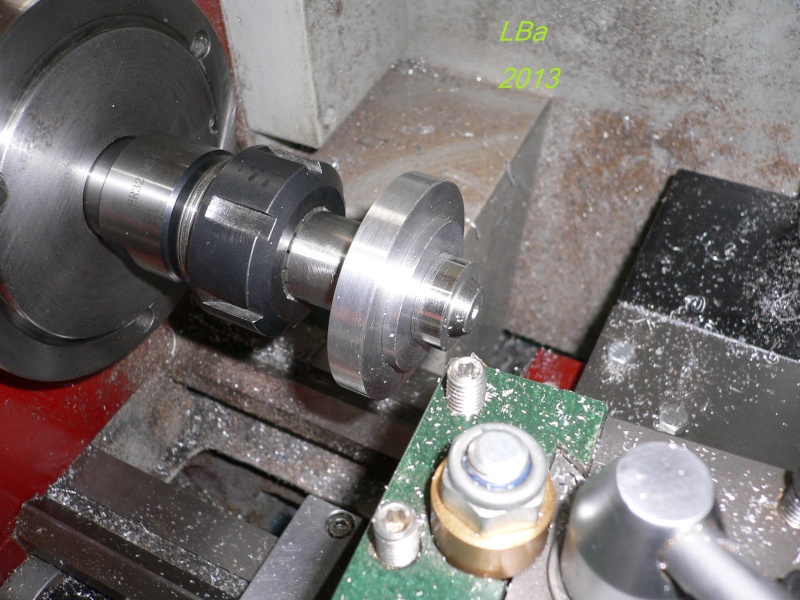
montage sur le tour pour usinage

dressage de la face

blanchiement du diamétre extérieur, avant reprise

aprés retournement de la piéce, dressage de la seconde face

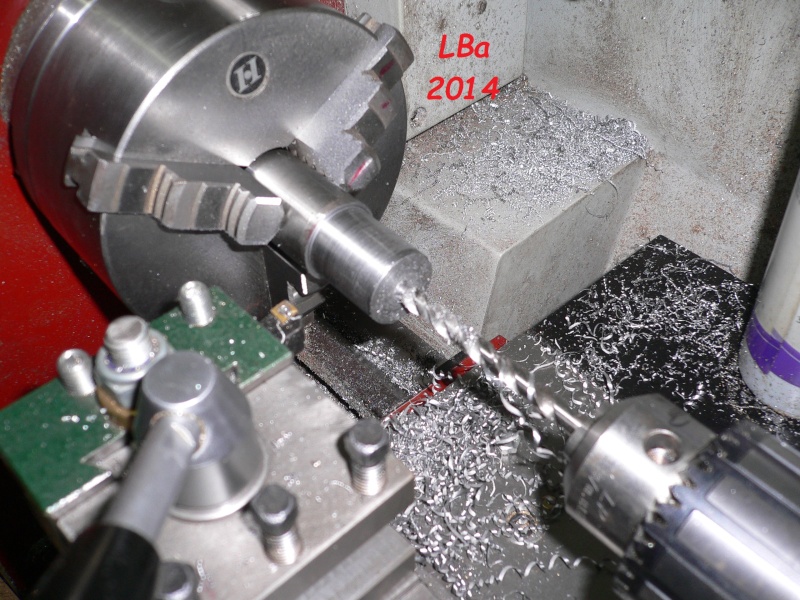
perçage avec mon plus gros foret, en vue d'un alésage
alésage au diamétre de l'axe
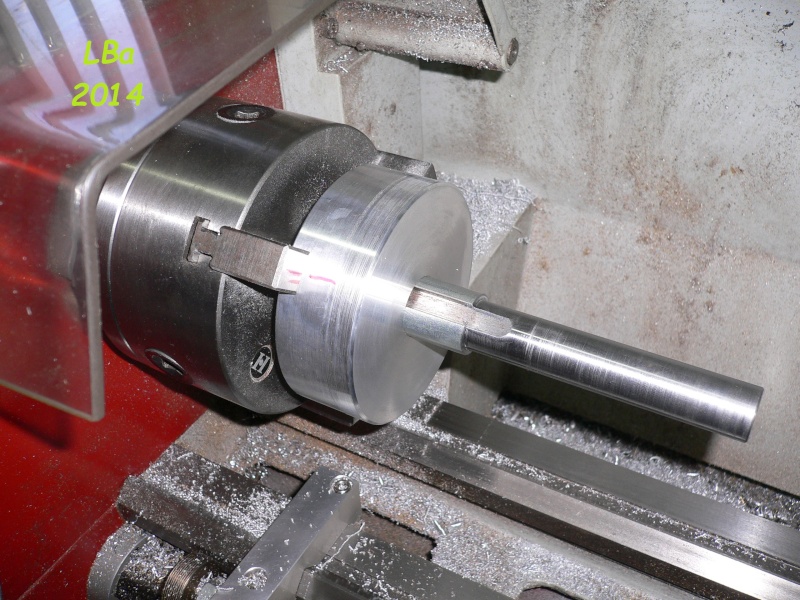
controle de l'ajustement avec l'axe
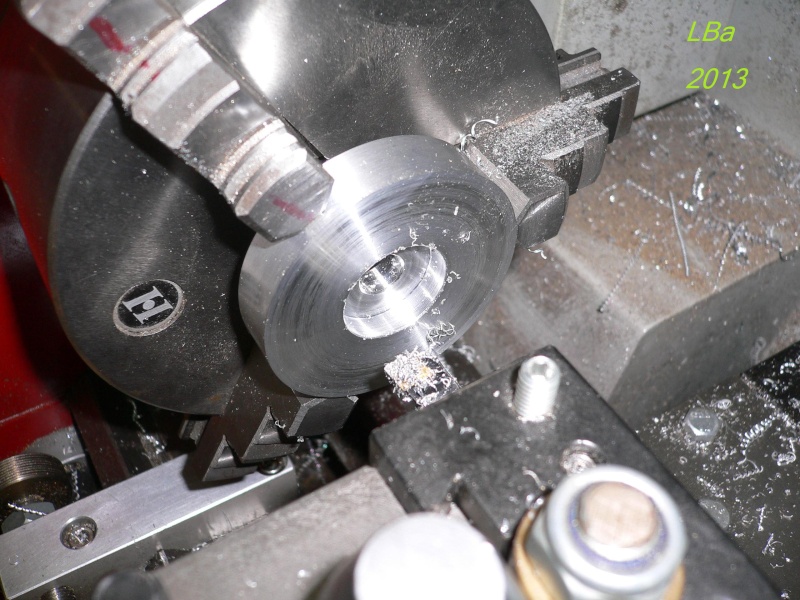
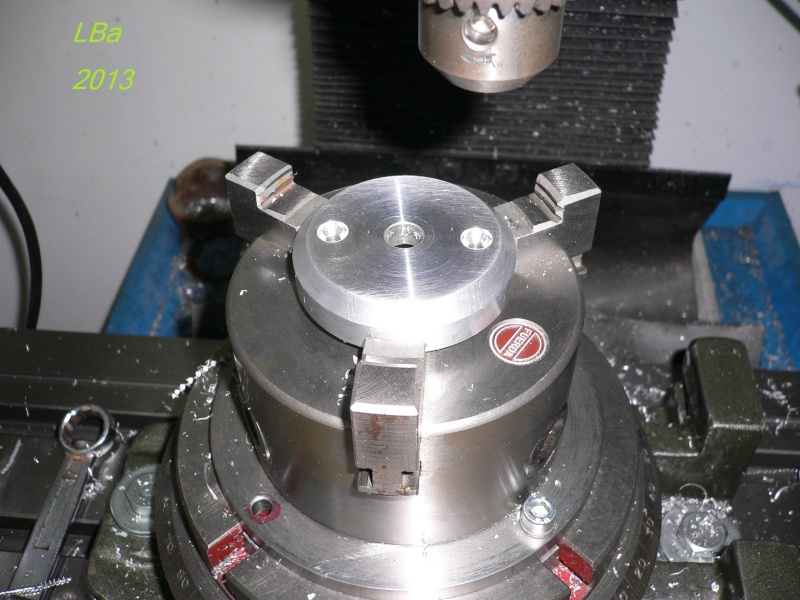
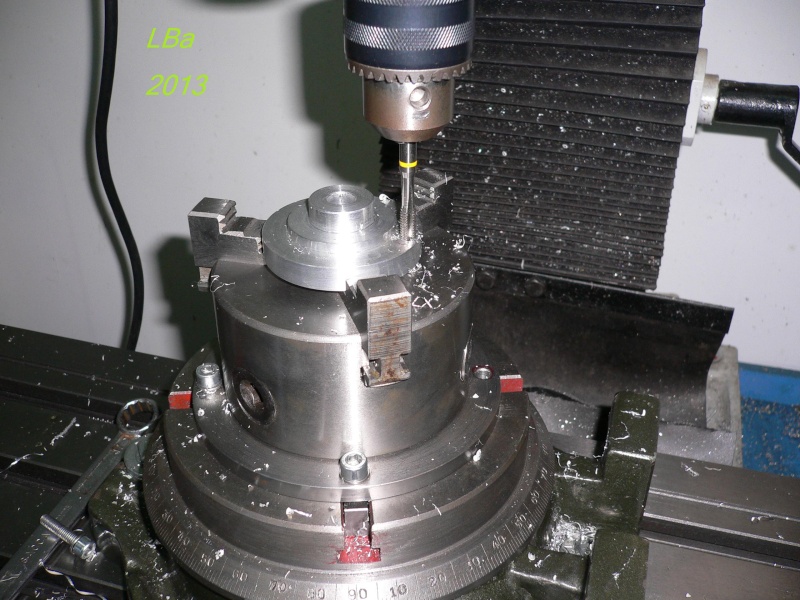
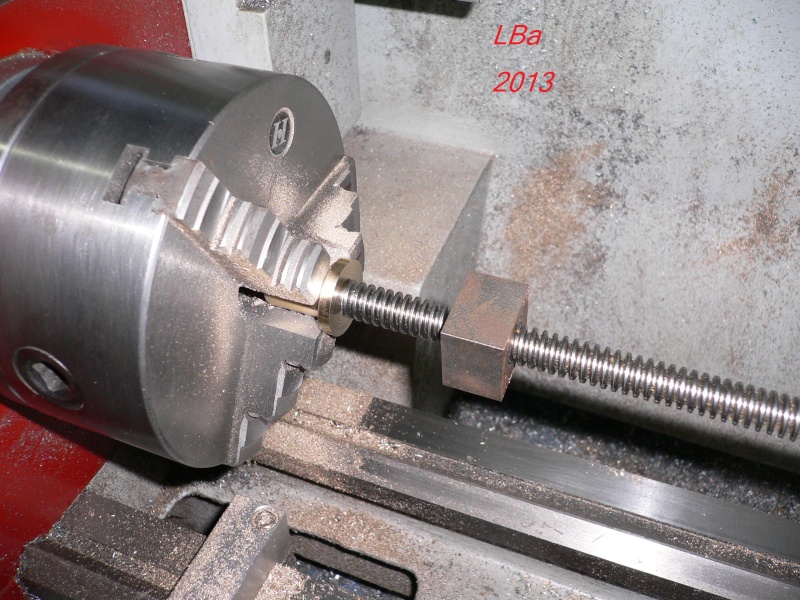
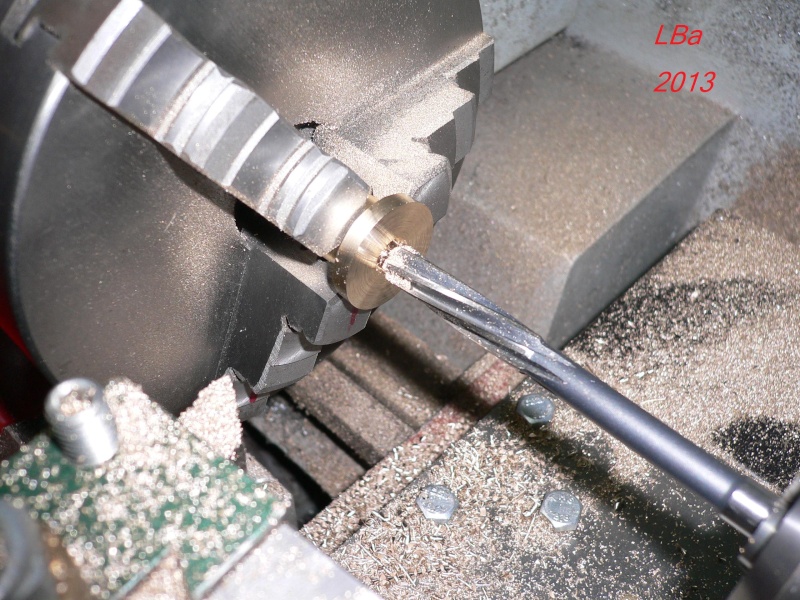
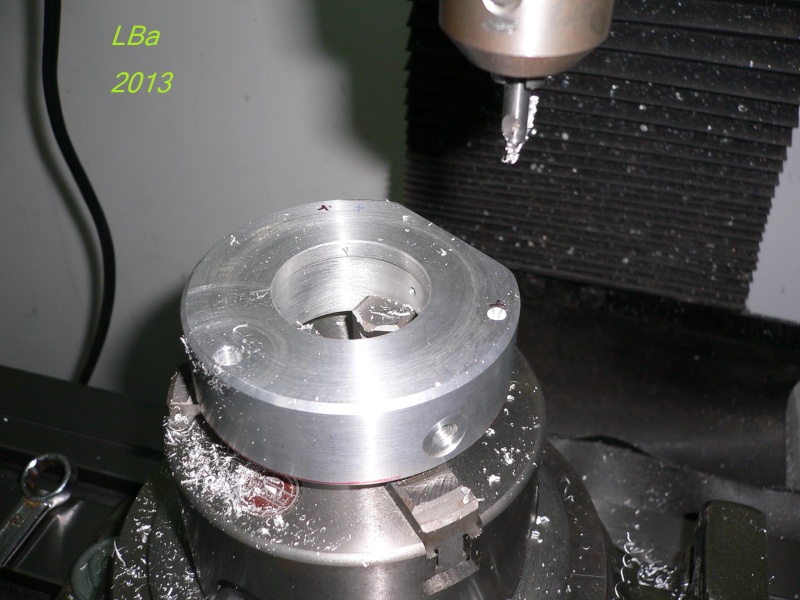
avant démontage de la piéce du mandrin, je vais usiner la rainure de clavette, celle-ci doit faire 8 mm
de large, je vais utiliser une lame de 4mm d'épaisseur et le faire en deux fois
je commence par régler l'outil sous la hauteur de pointe et commence l'usine en déplacant l'outil
à l'aide du trainard
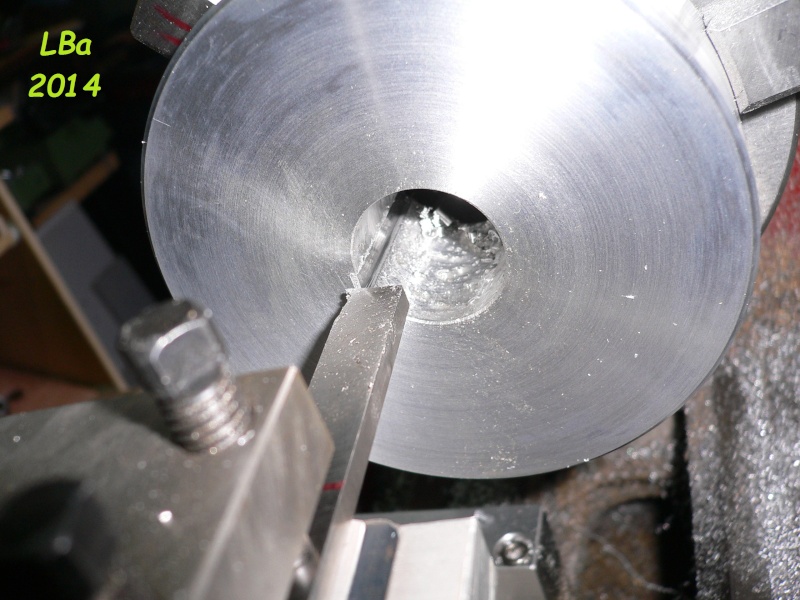
début de l'usinage, la prise de profondeur de passe est de 1/10 mm à chaque fois
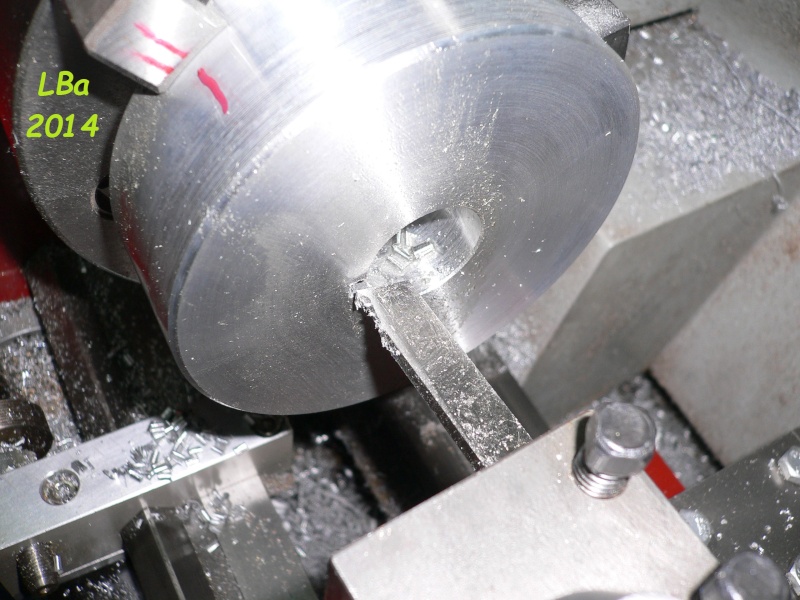
usinage premiére demi rainure en cours

la demi rainure est usinée
réglage de l'outil, cette fois au dessus du centre

réglage hauteur outil pour la seconde demi rainure

début usinage de la seconde rainure de clavette

usinage de la seconde rainure de clavette en cours

la rainure de clavette de 8 mm est maintenant usinée, un petit ajustement à la lime s'impose
tout de méme

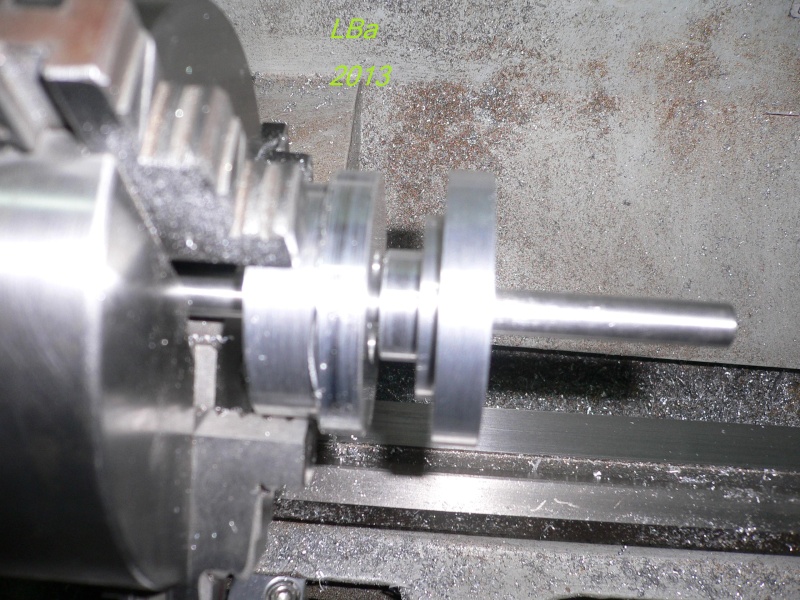
aprés l'ajustement, montage de l'arbre/clavette/poulie
sur cette poulie, j'envisage (comme celle en modéle) de réaliser une george de guidage
pour le cable
dons usinage d'un cimblot de reprise pour la poulie

aprés réalisation d'un épaulement, controle de l'ajustement avec la poulie
perçage en bout pour réaliser un taraudage afin de bloquer la poulie contre l'épaulement
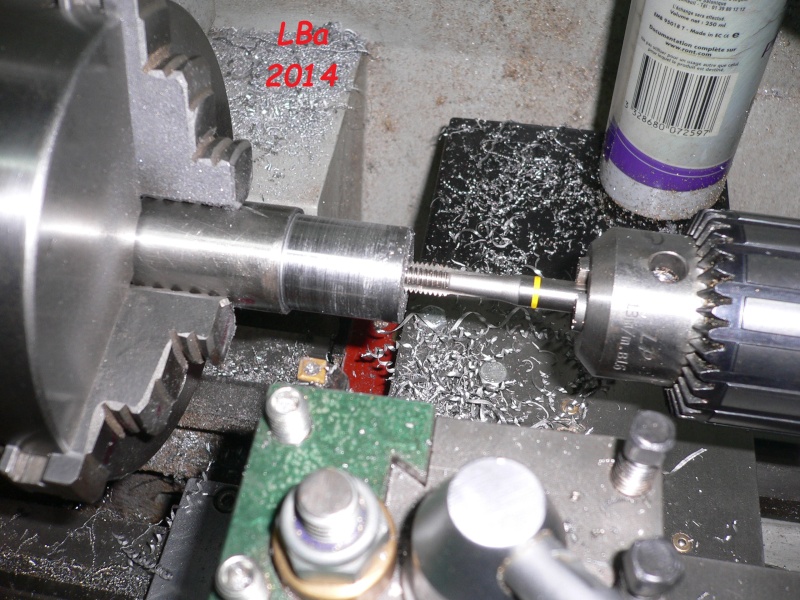
taraudage à M8
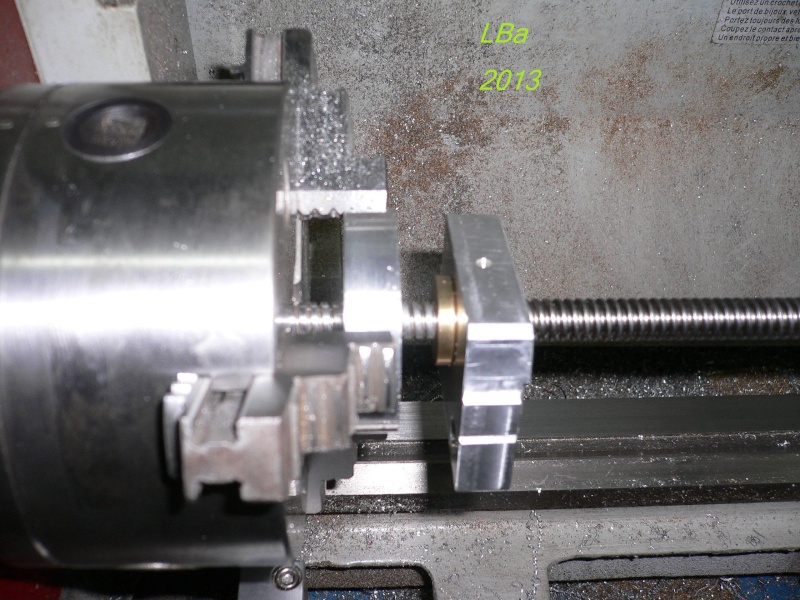
Mon tour est équipé d'une boite de filetage, mais le plus grand pas que je puisse réaliser est un
pas de 2,5 mm
ayant une cascade de pignons entre la sortie de la boite des avances/pas et la vis mére, il me
suffit de changer des pignons afin de réaliser un pas plus important
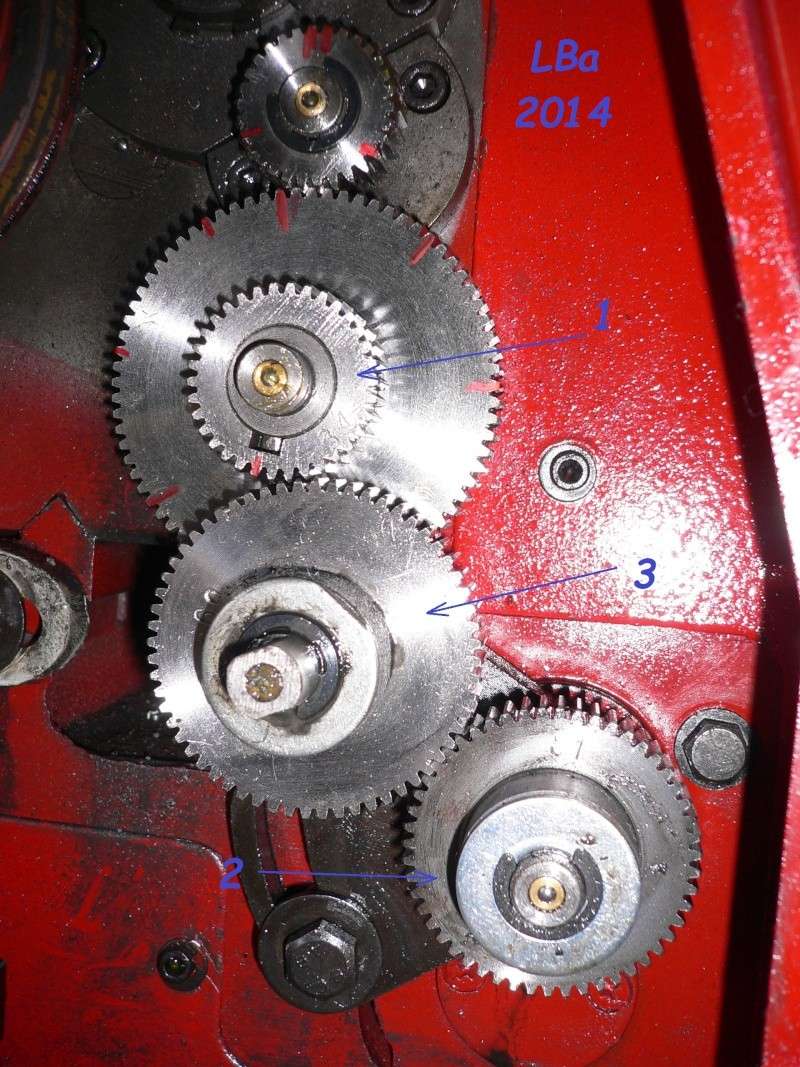
cascade de pignons montées pour un pas de 2,5 mm
en changent les pignons 1,2,3 je peux modifier le pas
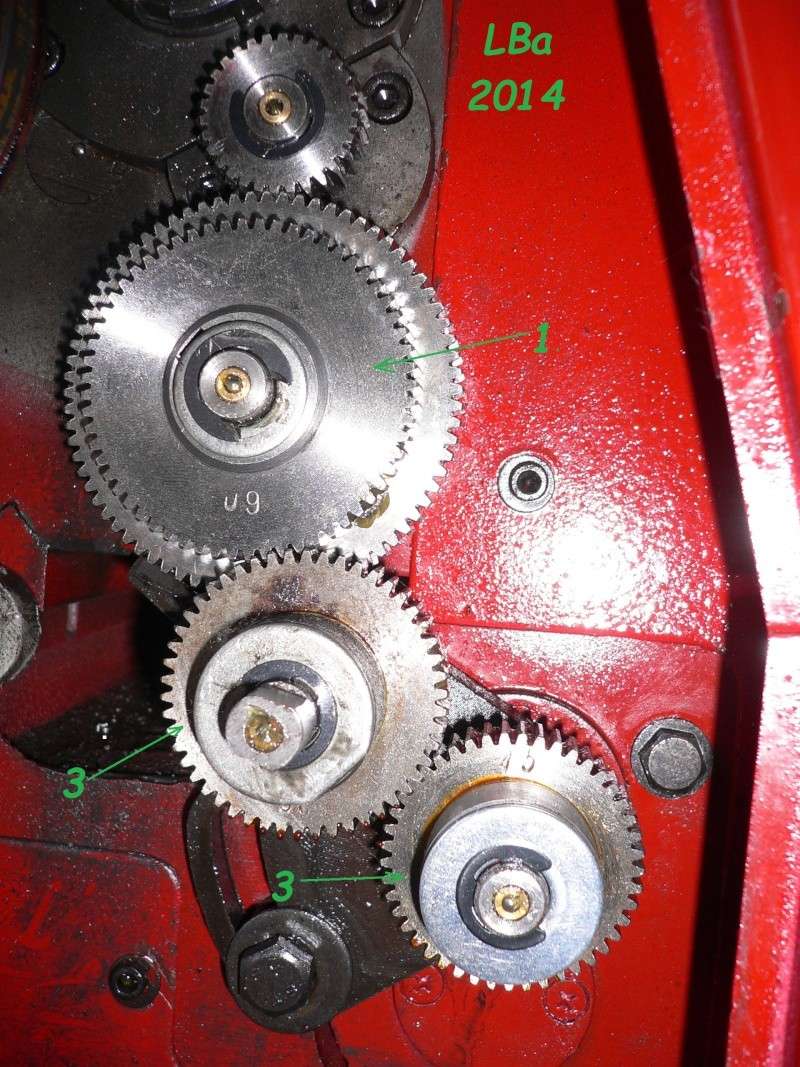
échange des pignons 1,2,3,
téhoriquement, je dois réaliser maintenant un pas de 5 mm (sans changer les positions des manettes
de la boite d'avance)
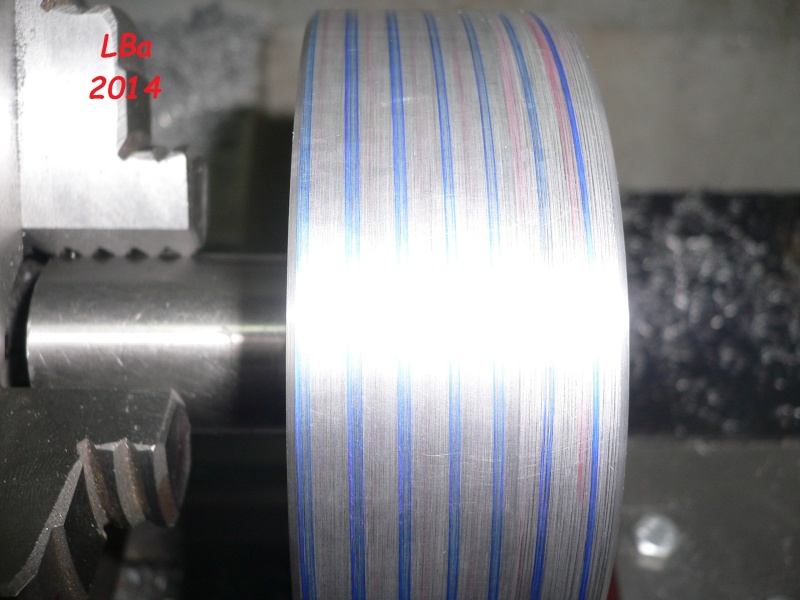
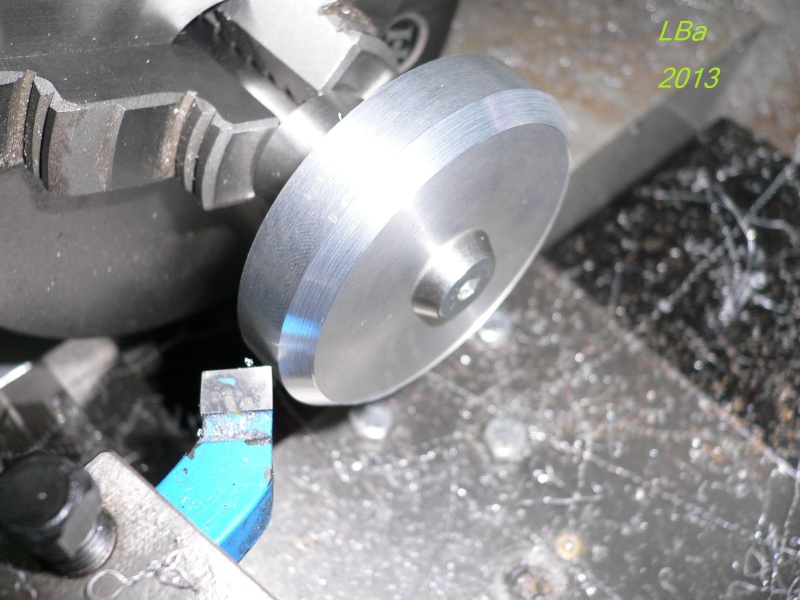
controle du pas, il est bien de 5 mm
pour le controle, j'ai mis un feutre contre la tourelle porte outil et mis en route le tour, vis mére enclenché
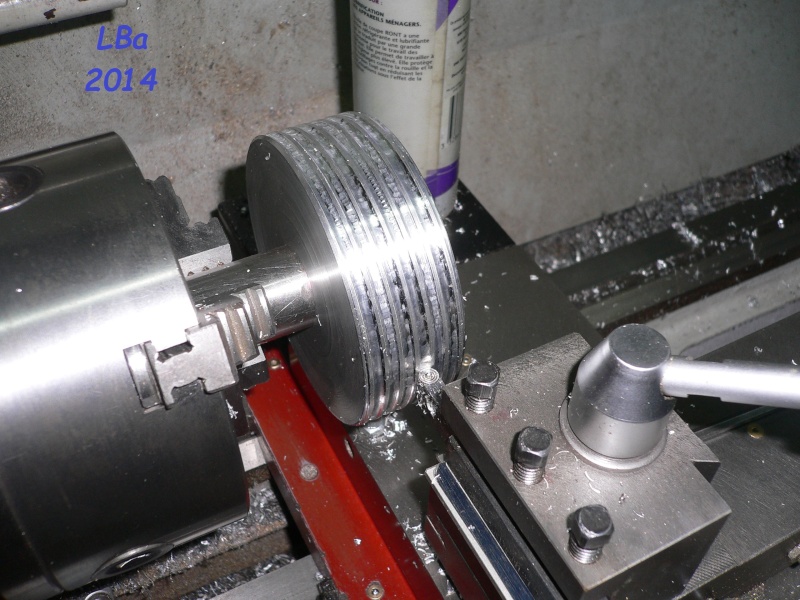
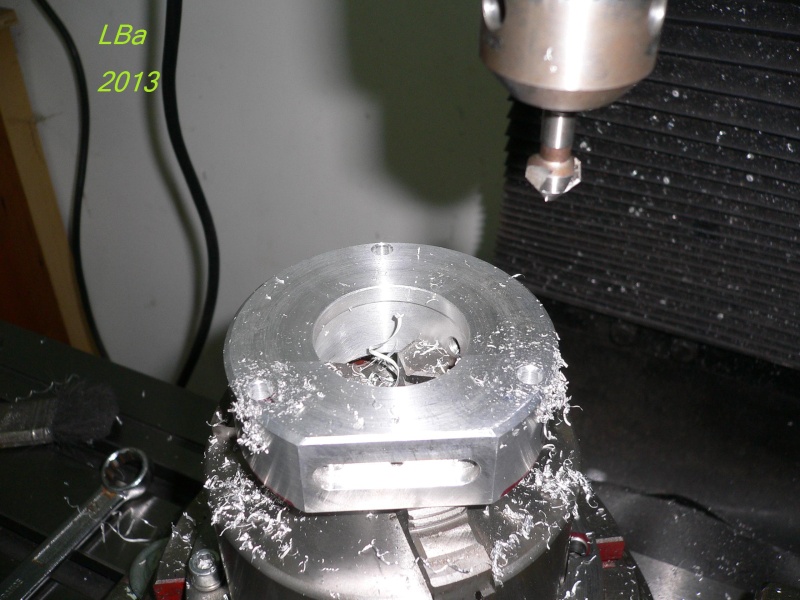
usinage d'une george avec un outil à pastille ronde de 6 mm, la george est en spirale au pas de 5 mm
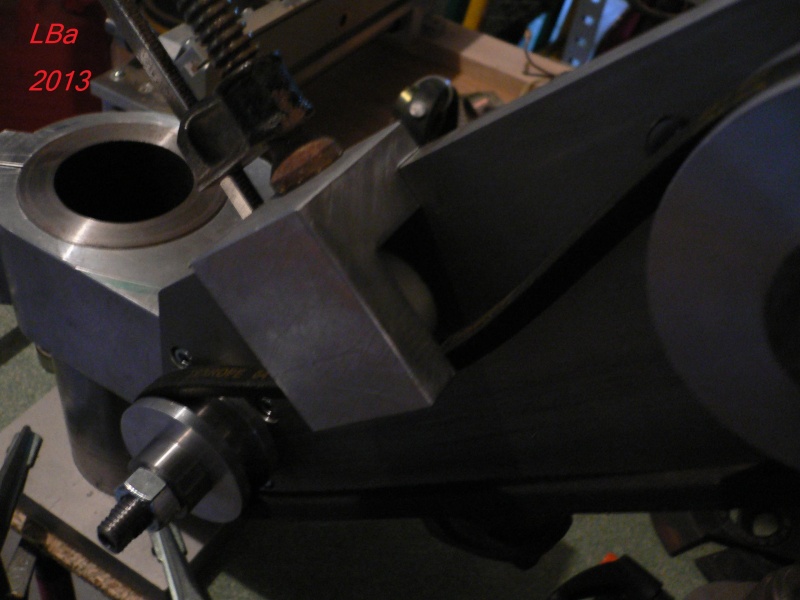
Détails sur les piéces :
le systéme passage/tendeur/arrét cable de droite
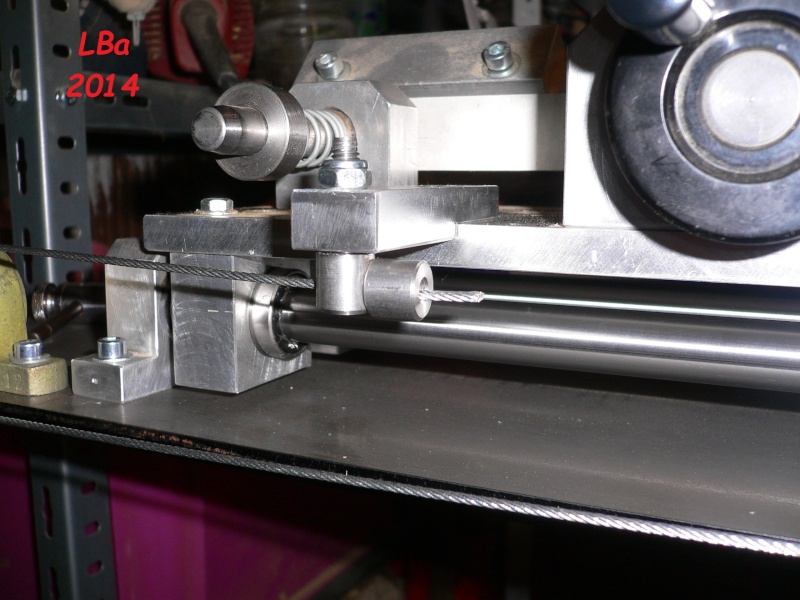
détail du coté gauche

vue du passage du cable sur la poulie
Tendeur de la courroie moteur meule
comme a mon habitude, afin d'éviter du copeaux pour pas grand chose, un coup de scie dans
le brut avant usinage

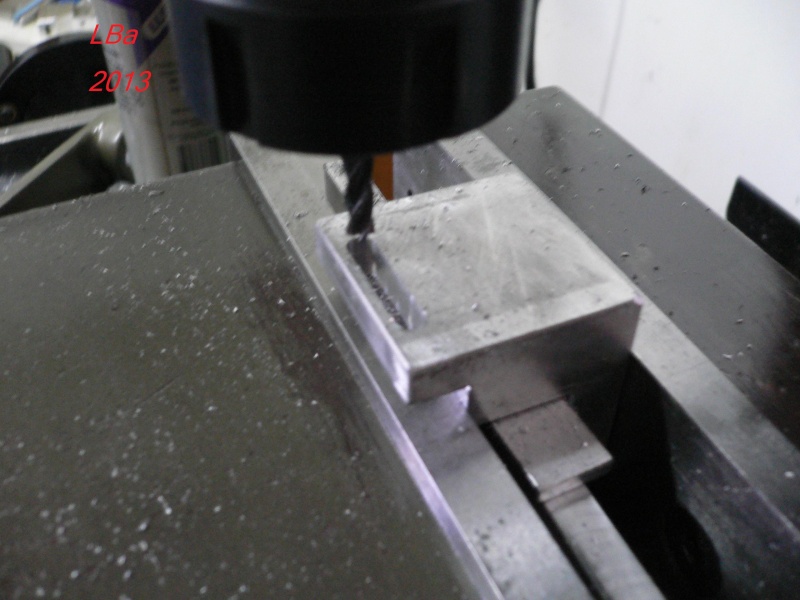
passage à la fraiseuse
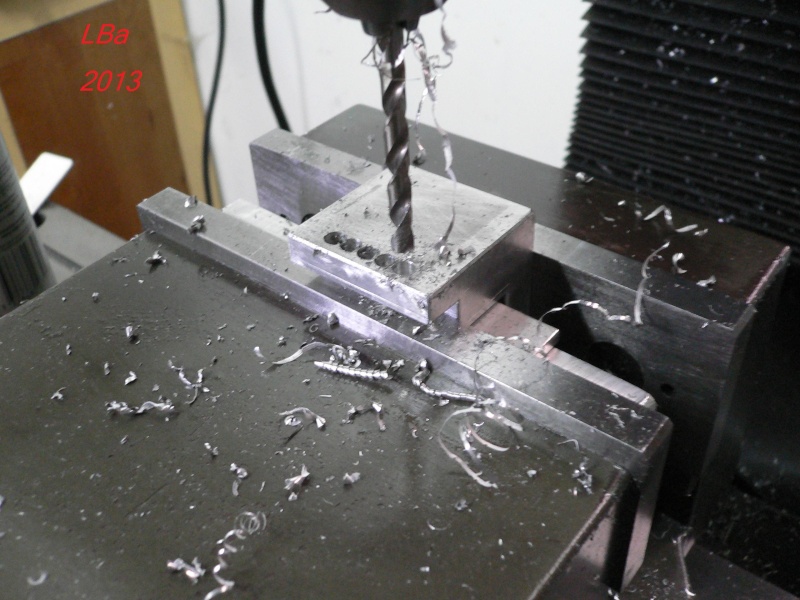
afin de réaliser deux épaulements
perçage/alésage pour une position de galet
perçage/alésage d'une deuxiéme position de galet
n'ayant pas fait de plan mais un simple crobar, je fus pris d'un doute, donc perçage de deux positions pour le galet

le tendeur et son galet
montage à blanc du tendeur et son galet
perçage sur le support tendeur de trou tangent pour réaliser une boutonniére
fraisage de la boutonniére

perçage puis taraudage sur le plat support pour la fixation du tendeur
aprés montage du tendeur et essais, ça allait pas bien, la courroie sautait et se coinçait
le galet était comme ceci :

il ne maintenait pas la courroie
j'ai refait un autre galet comme ceci :

celui-ci guide la courroie et ça va bien plus mieux

tendeur et nouveau galet en place
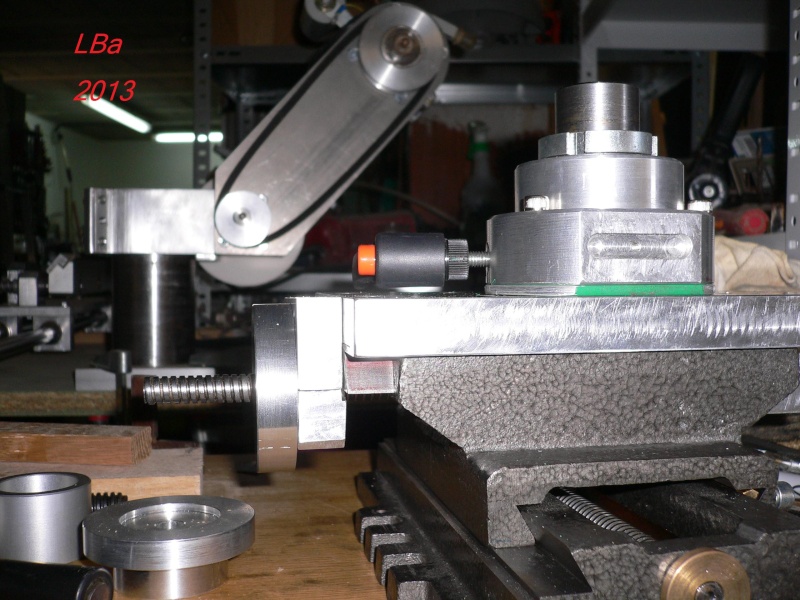
Volants de manoeuvre des vis trap
Afin de mouvoir les vis trap, j'ai usiné des volants composé de trois piéces
une fixe, solidaire des semelles, une autre tournante qui fera office de vernier
et la troisiéme le volant, solidaire de la vis trap
Vue d'un ensemble :
la piéce de gauche est la fixe, solidaire de la semelle
la piéce du milieu est le vernier
la piéce de droite est le volant de manoeuvre
Détails d'usinage des piéces :
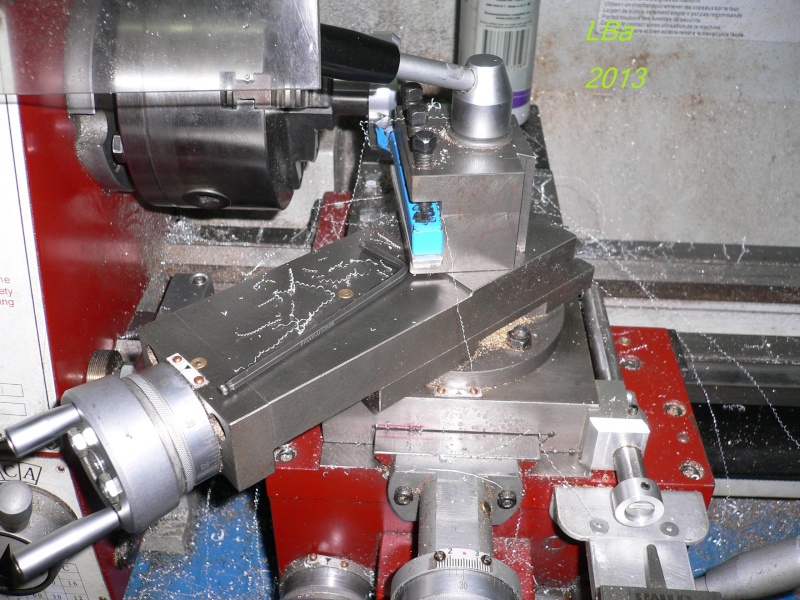
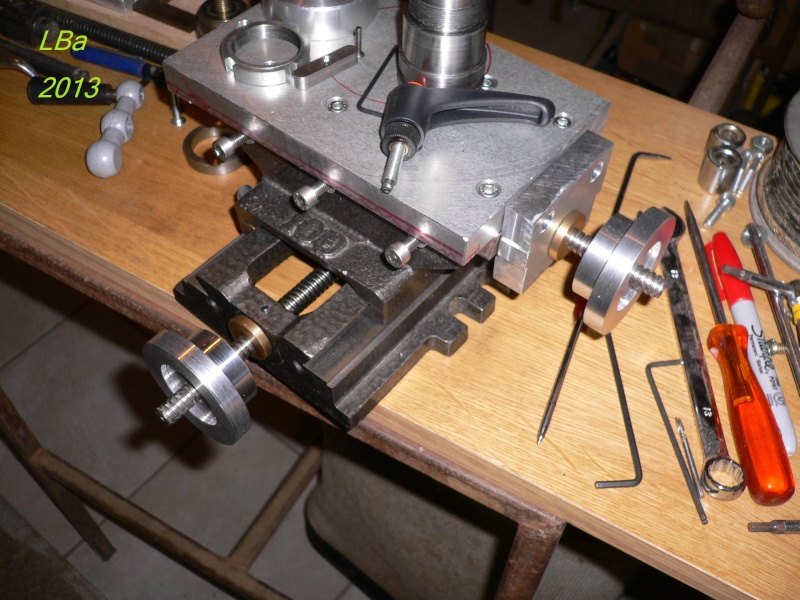
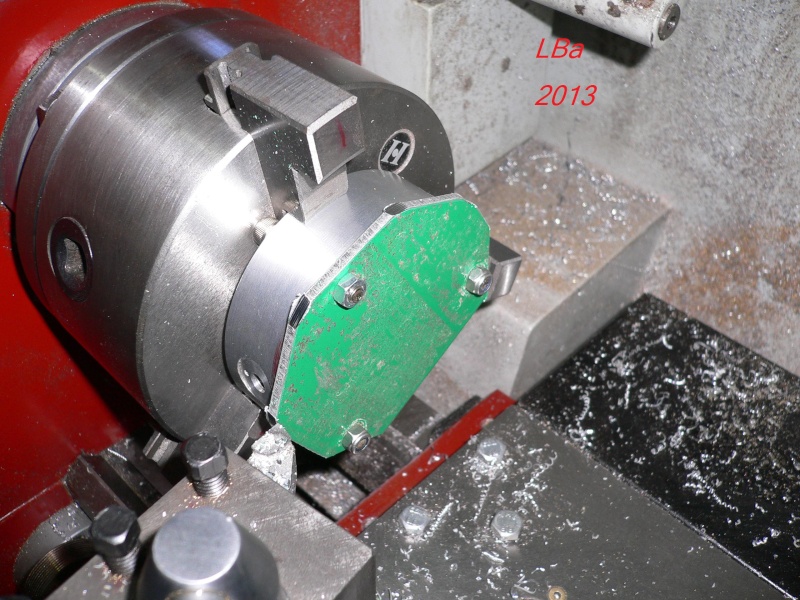
Toutes les piéces sont à partir de rond alu de 60 mm de diamétre
afin d'usiner l'extérieur, le brut a été centré en mandrin de cette maniére :

j'ai découvert cette façon de procéder sur le forum usinage et l'ai adopté
je la trouve moins périlleuse que le cul d'un outil ou un rond de bois en appuis sur la tourelle
Usinage de la piéce fixe :
l'extérieur,les faces dressées,montage en mandrin et perçage puis alésage

alésage à 10 mm pour le passage de la vis trap
usinage d'un chambrage pour noyer l'épaulement de la bague de guidage en bronze
vérification du chambrage avec la bague bronze
réalisation d'un chanfrein
j'ai du m'y reprendre d'une autre maniére, de cette façon, je ne pouvais pas faire le diamétre voulu
j'ai été obligé d'incliner le petit chariot pour arriver à mes fins
reprise de la piéce en plateau circulaire sur la fraiseuse pour le perçage de 2 trous de fixation
puis fraisure des trous
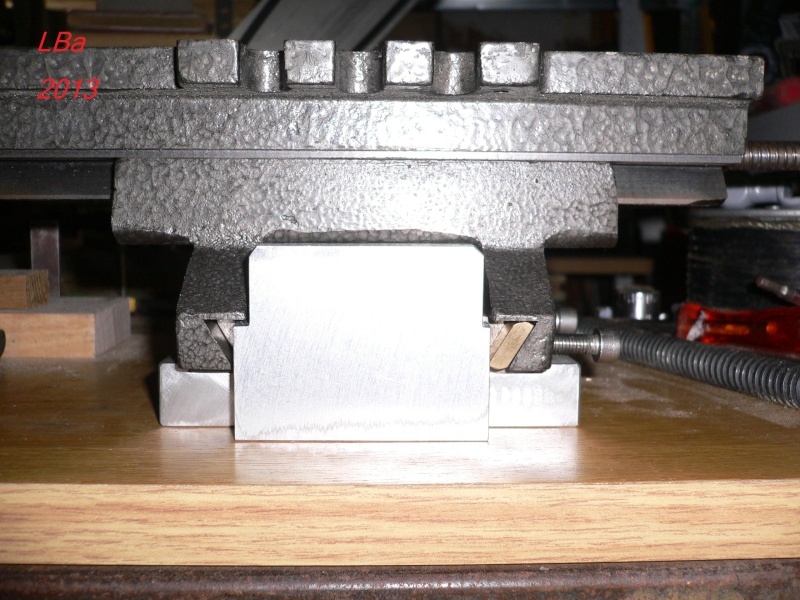
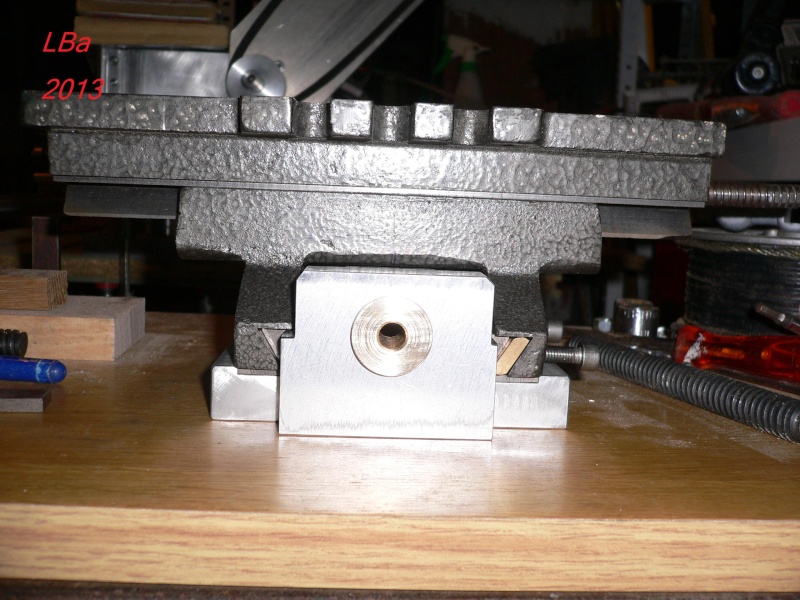
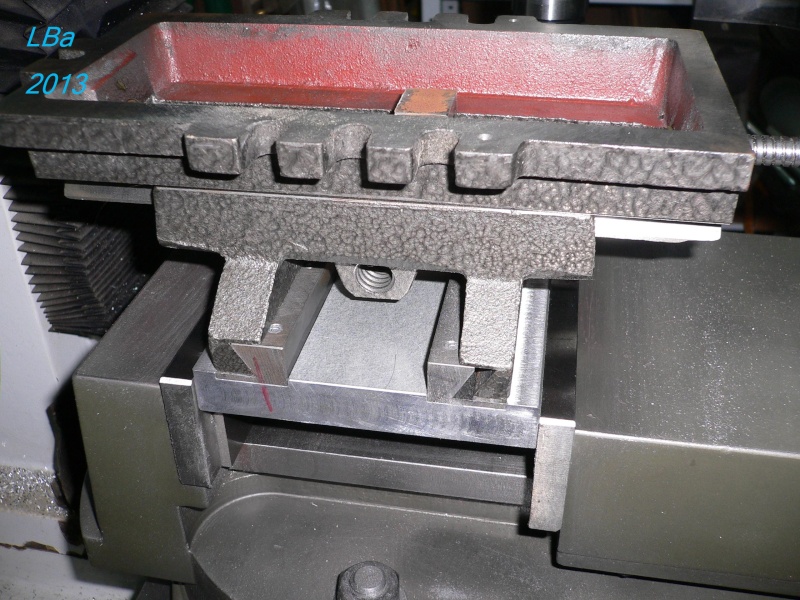
mise en place de la piéce sur la base de l'étau
la piéce dépasse le dessous de la base, passage sur la fraiseuse pour :

fraisage d'un plat

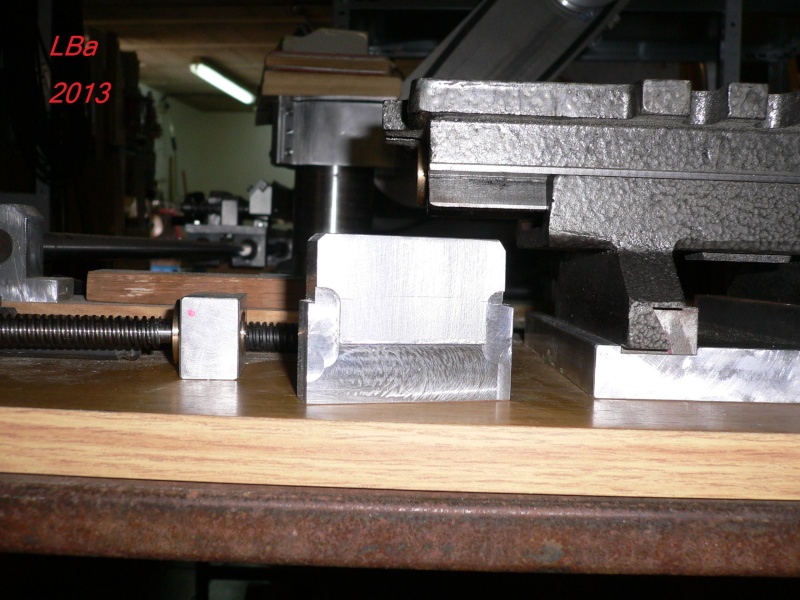
mise en place de la piéce, elle ne dépasse plus la semelle
Usinage du volant (piéce de droite)
l'extérieur et une face ayant été usiné, passage sur la Sar pour :

débit de la piéce et retour sur le tour,prise de la piéce en mandrin et :

dressage de la face et usinage d'un épaulement

perçage de la piéce avant alésage
alésage de la piéce à 10 à l'alésoir machine, pour le passage de la vis trap
montage de la piéce sur le mandrin à pince pour :
usinage du second épaulement
reprise de la piéce en mandrin pour :

usinage d'un évidement sur la face extérieur pour l'estéthique
montage à blanc du volant
les deux volants sont usinés
passage sur la fraiseuse sur le plateau circulaire pour :
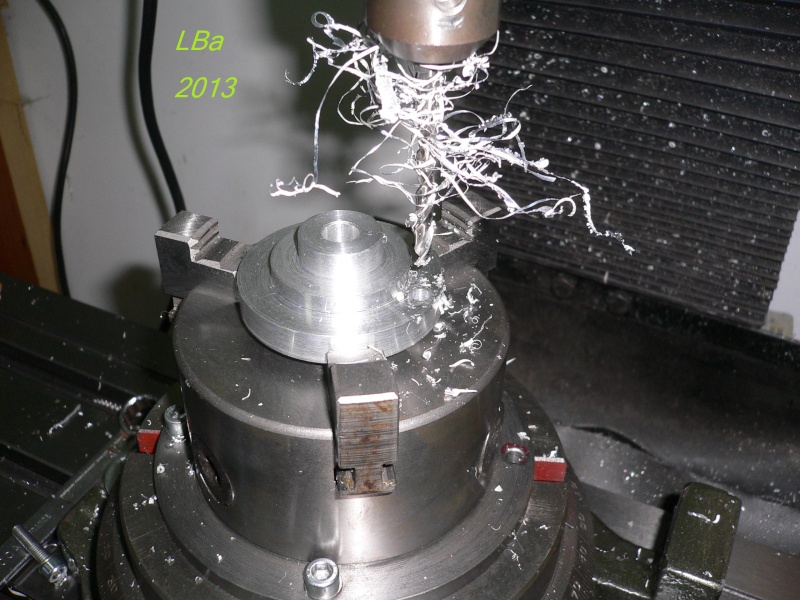
perçage du volant pour la fixation d'une poignée et :
et taraudage à M6
Usinage du vernier (piéce du centre)
usinage de l'extérieur de la piéce et d'un épaulement
puis débit de la piéce à la Sar
retour sur le tour, prise en mandrin, dressage de la face,mise à longueur et :

perçage de la piéce avant alésage

alésage de la piéce à 10 pour le passage de la vis trap
vérification du montage vernier/volant
vérification du montage vernier/volant, le fonctionnement est bon,tournant gras
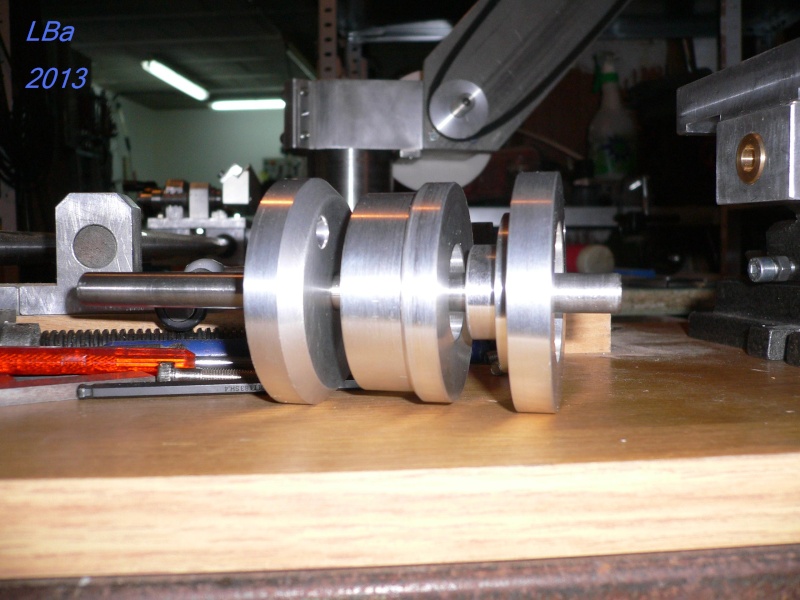
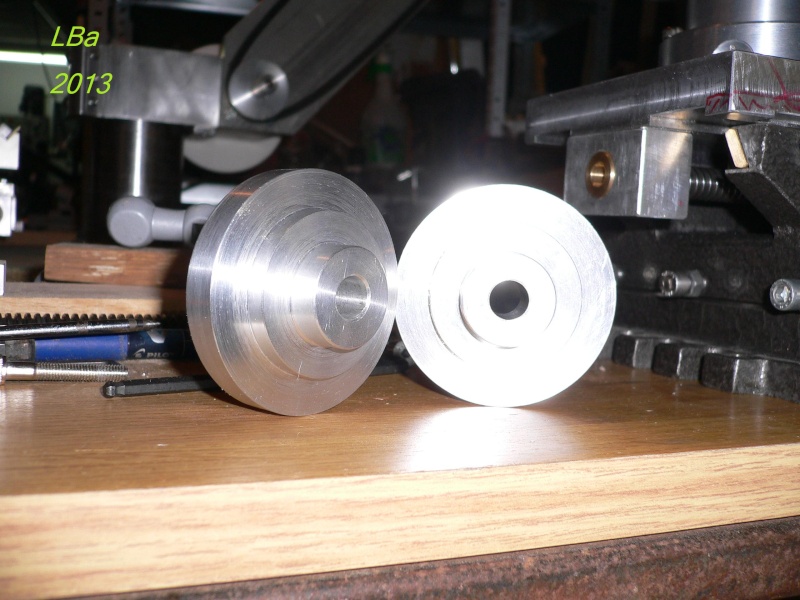
les trois piéces étant usinées, montage à blanc pour visualisation

montage correct, reste quelques usinage à réaliser pour finaliser le sous ensemble
Sur les volants de manoeuvre des vis, il me restait à réaliser une rainure de clavette
de 3 mm dans un alésage de 10 mm
Pour ce faire, je me suis fabriqué un outil
un rond avec un trou carré afin de loger un morceau de barreau d'outil en Hss
une vue de l'outil
une autre vue de l'outil
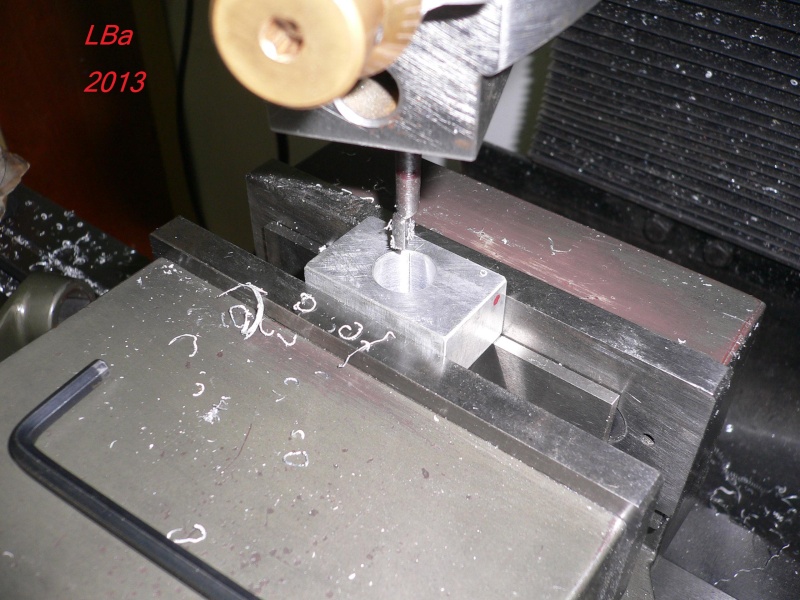
C'est parti pour le rainurage: l'usinage en image


l'usinage a été plus rapide (avec moins de flextion de l'outil) que ceux que l'avais réalisé
avec une lame à tronçonner
Ceci étant fait, reste à réaliser l'entrainement entre autre
la clavette sera une goupille cylindrique de phi 3 mm

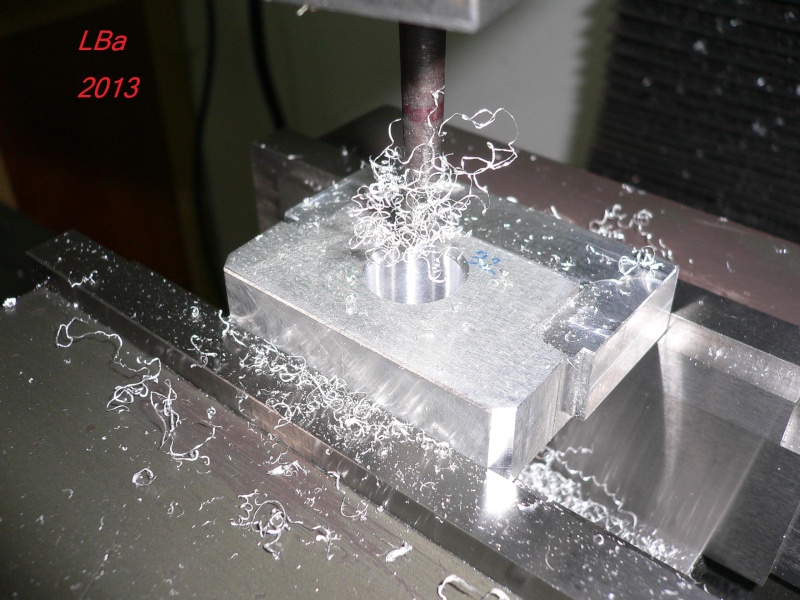
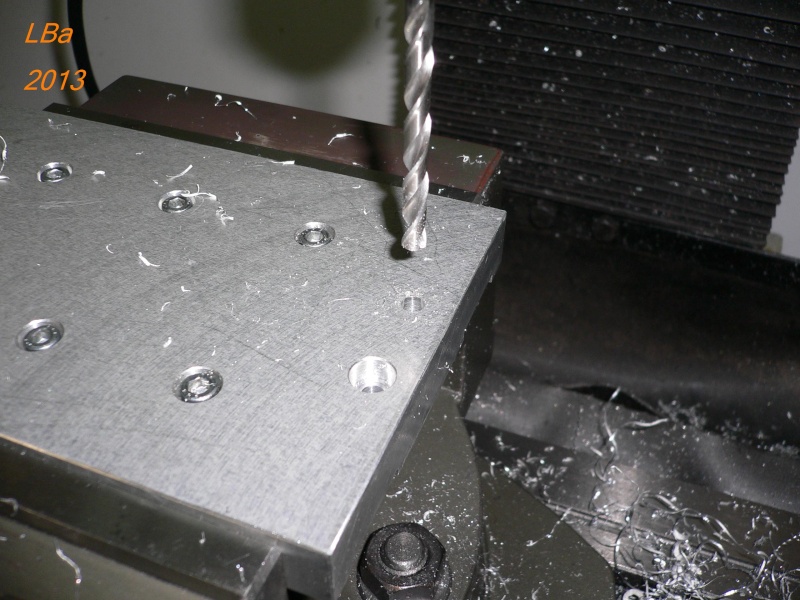
perçage de la vis trap à phi 3mm
la goupille est issue de stub de phi 3 mm

la goupille en place sur la vis trapézoidale

la vis et le tambour assemblé
Pour la vis trap de déplacement en X j'ai percé un phi de 15 mm afin de loger
un doigt d'entrainement de l'écrou trap

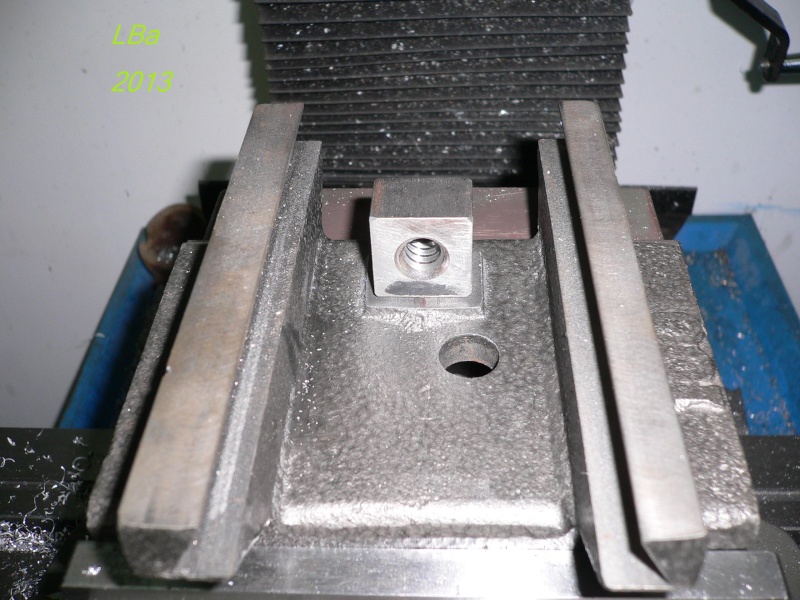
essais de l'écrou avec son doigt d'entrainement
Usinage du doigt d'entrainement
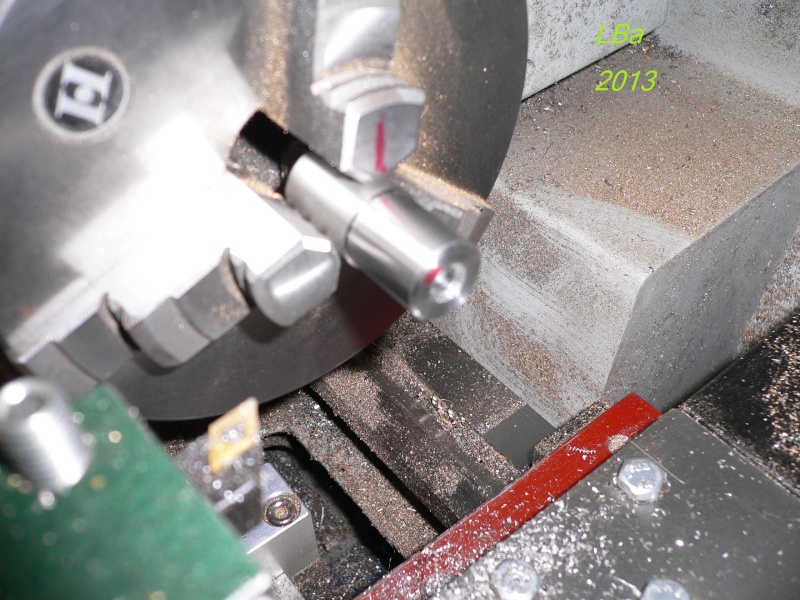
tournage du doigt d'entrainement
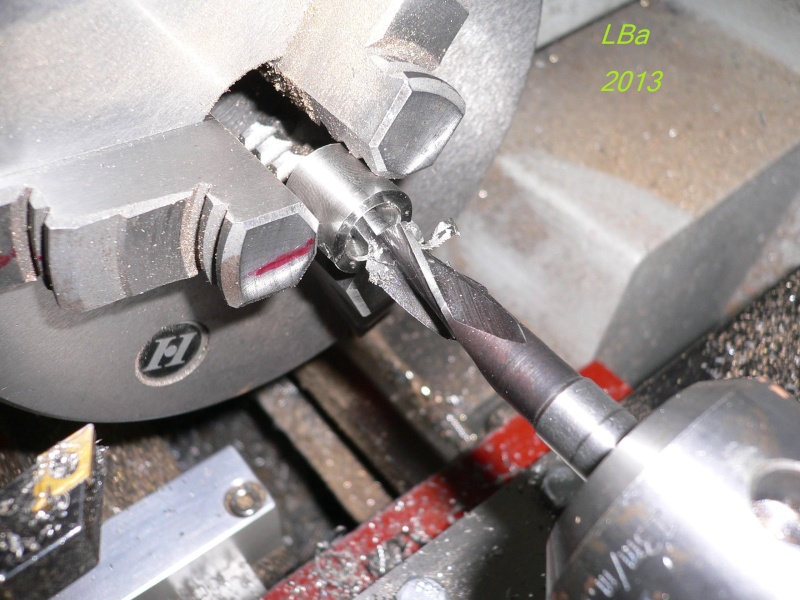
perçage et fraisure du doigt pour une fixation sur l'écrou trap

perçage/taraudage à M5 de l"écrou trap afin de fixer le doigt d'entrainement

doigt monté sur l'écrou trap et fixé par une vis Tf de M5
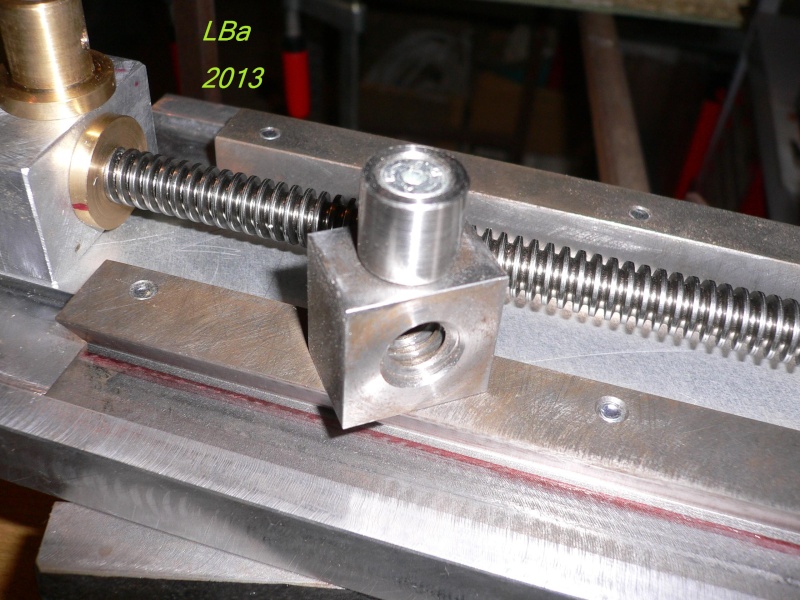
montage du doigt d'entrainement avant brasure à l'argent afin de renforcer la fixation

brasure à l'argent du doigt sur l'écrou trap
Vis de déplacement en Y du chariot supérieur
D'abord suppression du bossage d'écrou trap de l'ex-étau

début du fraisage du bossage
fin du fraisage, le bossage est enlevé
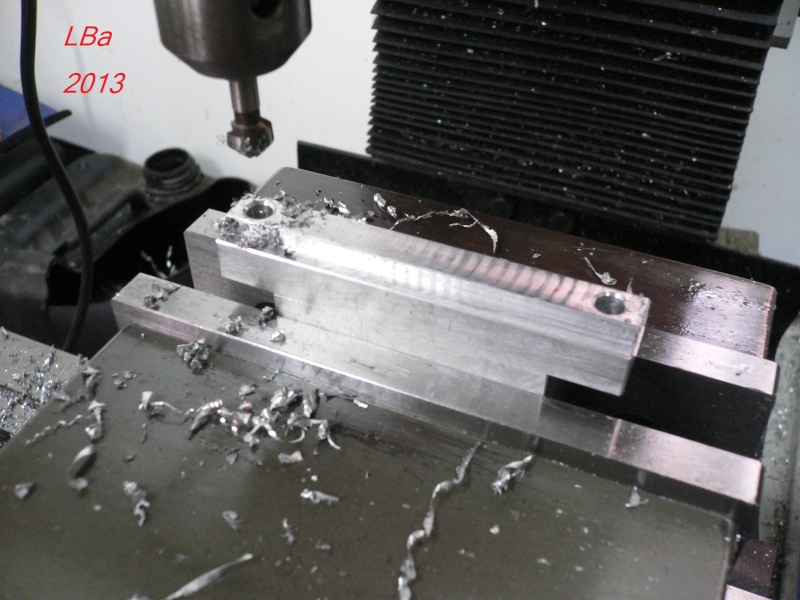
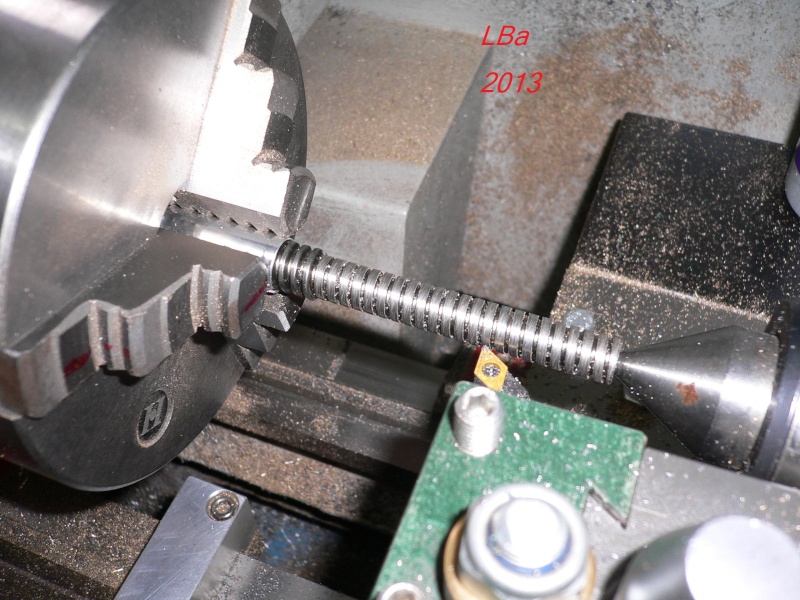
Aprés débit d'une longueur de la vis à filet trapézoidale (du commerce)
passage sur le tour :
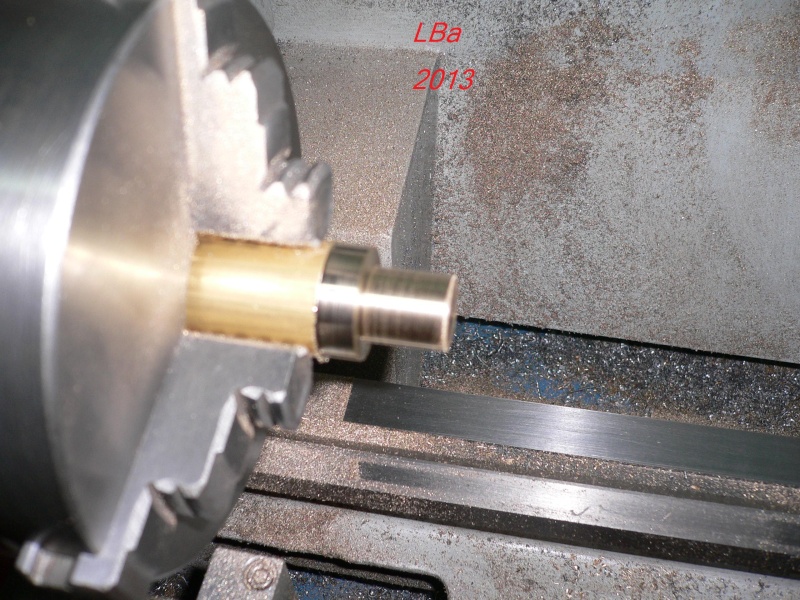
usinage d'un épaulement sur lequel viendra une bague en bronze, laquelle sera
emmanché à serre sur un palier qui lui sera fixé sur la semelle support en alu
Aprés cubage du débit du palier

perçage du palier à 15 mm pour alésage à 16 mm
alésage (à la téte à aléser) sur la fraiseuse du palier à 16 mm
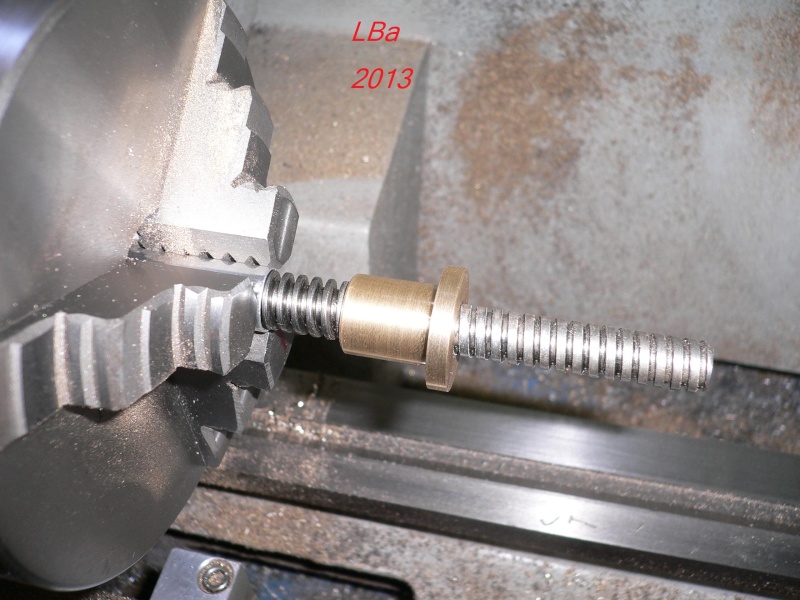
Aprés usinage sur le tour d'une bague en bronze
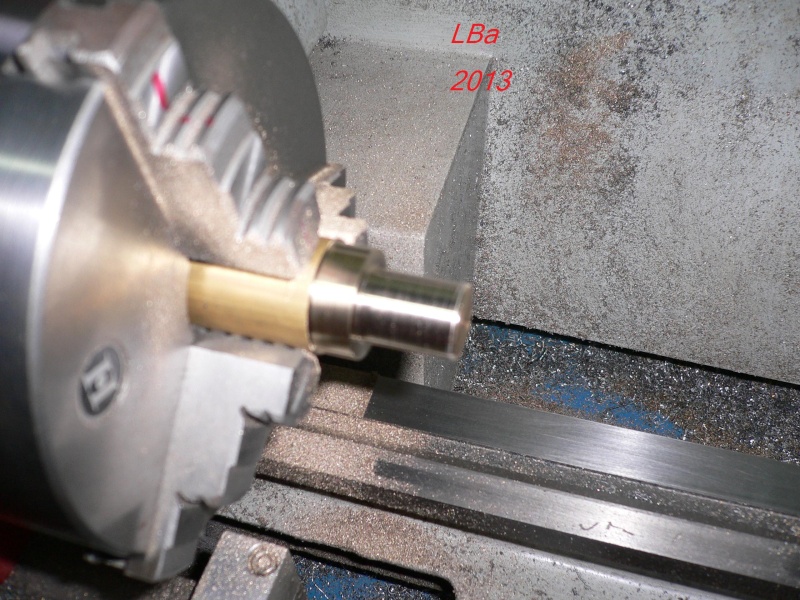
usinage d'un épaulement à la cote de l'alésage du palier (le montage se fera à serre)
essais du palier sur la bague, le palier ne rentre pas plus à la main, j'ai du serrage, c'est tout bon
Aprés débit :
dressage de la face et mise à longueur de la piéce
perçage à 7,9 mm en vue d'alésage
alésage à 8 mm à l'alésoir machine
controle de l'alésage avec l'épaulement de la vis, rotation fluide, ça convient
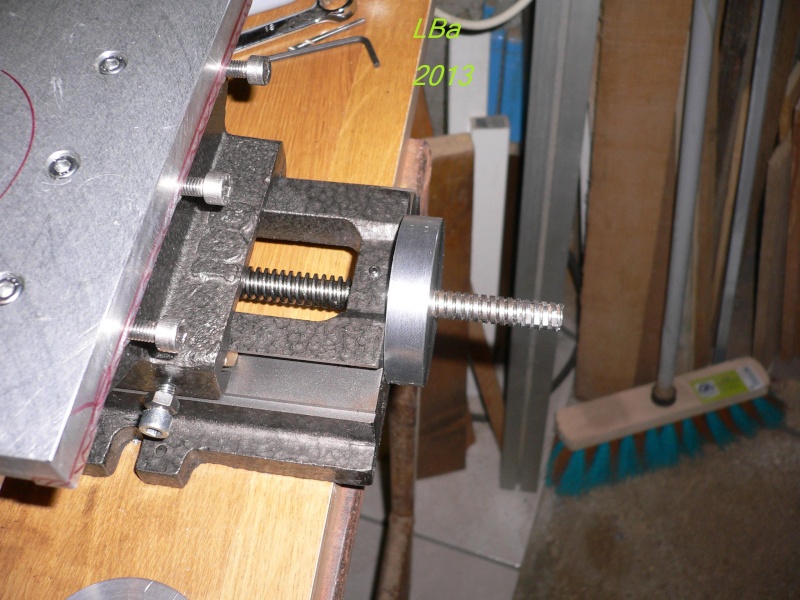
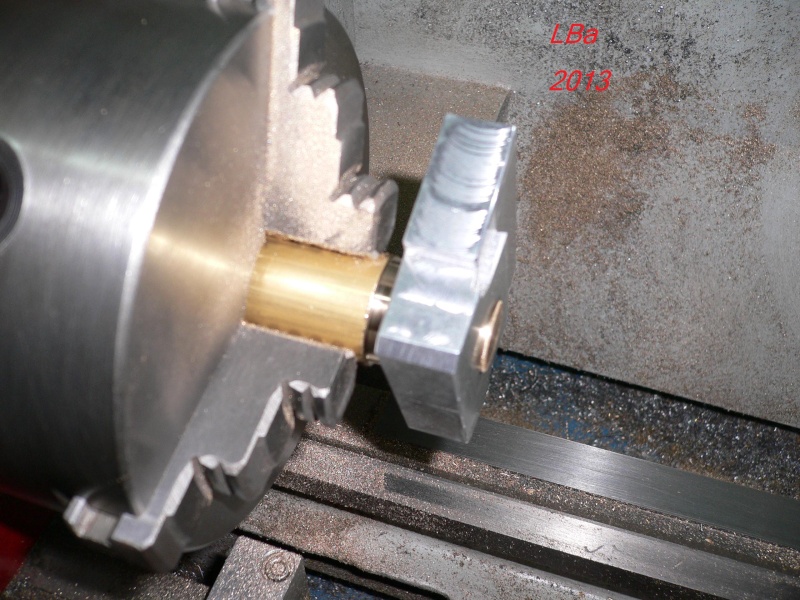
Venant de faire l'acquisition d'une presse d'établi, emmanchement de la bague à l'aide de ladite presse

début de l'emmanchement

fin de l'emmanchement à serre

la bague est en place sur le palier
Aprés débit, usinage à la fraiseuse du second palier
la forme, la fixation ne sera pas la méme que le précédent palier
fraisage d'un épaulement qui autre que permettre la fixation, fera anti rotation
petite visualisation ( en position ) du palier
apperçu des différents fraisage du palier
aprés perçage, alésage à 16 mm afin de mettre une bague en bronze, qui là sera montée glissante
début de l'usinage de la seconde bague en bronze
ici un épaulement de phi 16 mm
controle de l'ajustement glissant bague/palier
Aprés débit de la piéce :
dressage de la face et mise à longueur de la piéce
aprés perçage, alésage à l'alésoir machine à 10 mm pour cette bague
bague montée dans palier et visualisation de celui-ci sur la semelle

apperçu de la bague dans le palier
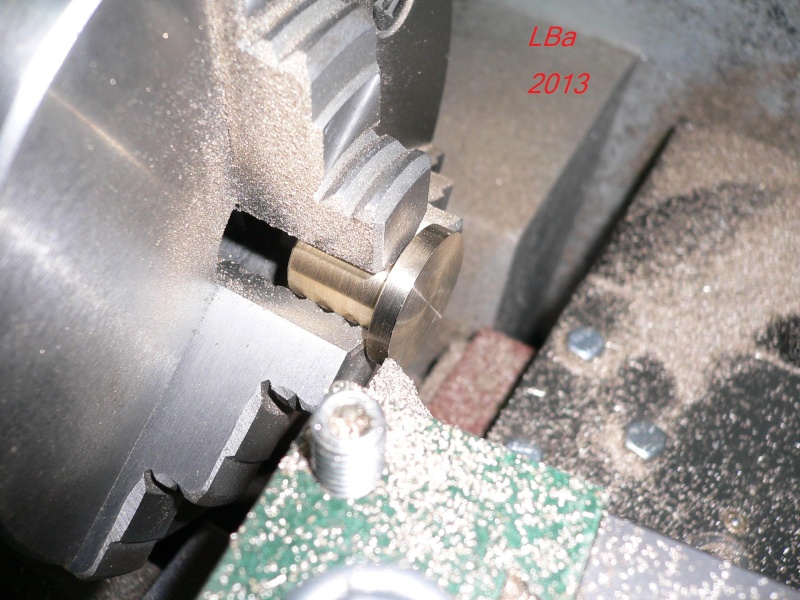
usinage du second épaulement à 10 mm sur la vis trap
vérification de l'ajustement bague/épaulement vis
perçage pour la fixation du palier
taraudage à M5 de la semelle pour la fixation du palier
contre perçage à 5,2 mm du palier
le palier est en place et assemblé sur la semelle

mise en situation de l'ensemble vis/écrou/palier pour vérif avant perçage de l'autre palier
Perçage fixation du dit palier

palier en position, maintenu à l'aide d'une pince étau, perçage de la semelle et du palier
contre perçage de la semelle

lamage pour noyer les tétes de vis
aprés montage du palier et vérif de fonctionnement, perçage de l'immobilisation
de la bague bronze de guidage de la vis trap

Plaque support ensemble arbre porte fraise
L'ensemble arbre porte fraise
sera monté sur une plaque qui elle sera sur la base à mouvements croisé
sur cette plaque (en alu) je vais rapporté des glissiéres en queues d'arronde
ces glissiéres vont étre usinées dans de la fonte
n'ayant pas le débit adéquat, et afin d'évité de faire du copeaux pour le plaisir
(au prix de la matiére) je suis dans l'obligation de refendre mon morceau de fonte
en plusieurs
je vais le faire sur la fraiseuse avec une fraise scie
début de la refente

fin de la premiére refente
l'opération a été faite en plusieurs passes et retournement de la piéce
un coup de scie à métaux pour séparer les deux piéces et un surfaçage
continuation de la refente

commencement de la seconde refente

fin de la seconde refente
séparation des piéces à la scie à métaux

les deux piéces de droite, seront mes glissiéres
je suis parti d'un bloc comme celui de gauche
j'ai fais une poignée de copeaux au lieu d'un seau
et il me reste une bonne chute
il faut que je débite, un morceau dans cette plaque (alu)
mais elle ne passe pas dans l'étau de la Sar
Je vais refendre (comme pour la fonte) sur la fraiseuse

premiére refente de la plaque
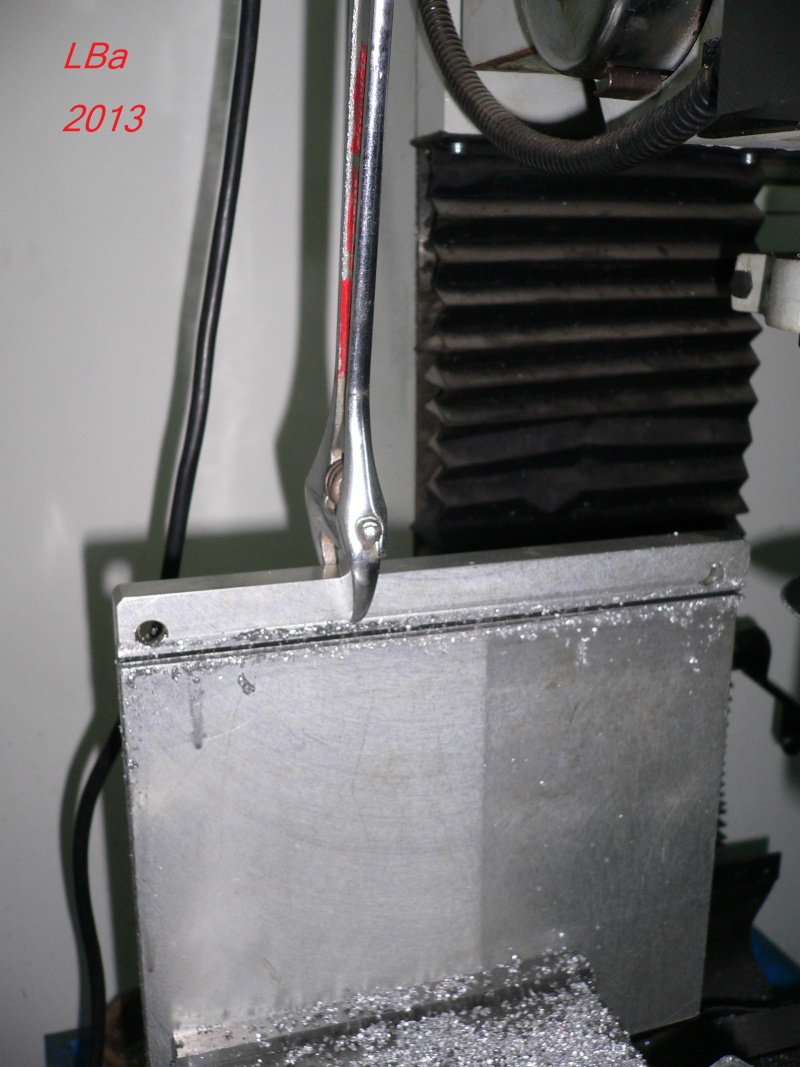
je laisse un millimétre de matiére et je casse le refend à l'aide de la clef à mi-moulette

un coup sec suffit

second refend de la plaque

débit de la plaque refendu, je suis au maxi de la longueur de coupe
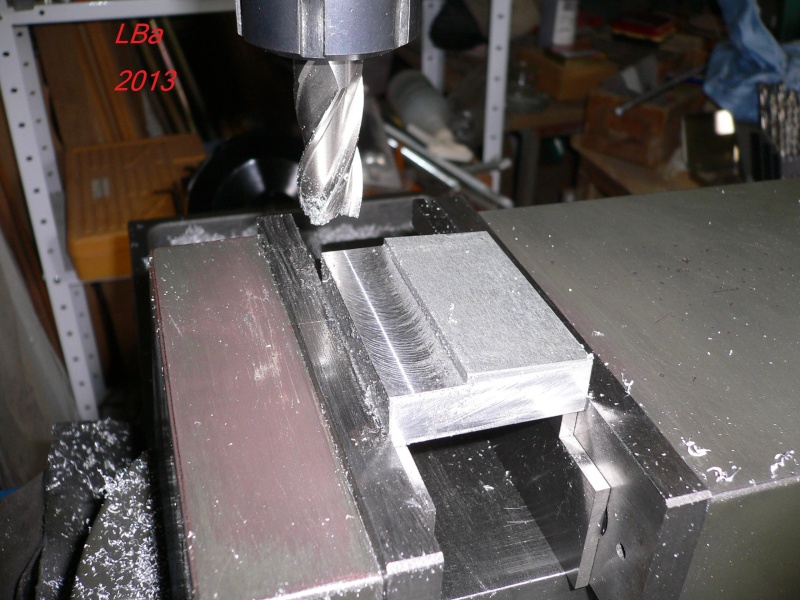
Aprés avoir fraisé les chants de la plaque, usinage de rainures afin de recevoir les piéces en fonte
fraisage de la premiére rainure

controle de la premiére rainure avec une piéce en fonte
fraisage de la seconde rainure

controle de la seconde rainure
les deux rainures sont usinées
à venir leurs fixations par vis pour la suite des usinages
perçage d'un bloc fonte et plaque alu , puis taraudage de la fonte

méme opération pour la deuxiéme piéce

contre perçage de la plaque à 5,5 mm pour le passage des vis

lamage de la plaque pour noyer les tétes de vis
Aprés fixation des piéces en fonte, usinage des queues d'arronde
fraisage d'une queue d'arronde et là une gagate
petit oubli, j'avais prévue un épaulement, je viens d'usiner pour des queues de chique
donc fraisage d'un épaulement sur chaque piéce
fraisage de la premiére queue d'arronde

fraisage de la seconde queue d'arronde
petit controle, j'ai un peu plus de 5 mm de jeu soit l'épaisseur du lardon

fraisage sur chaque chant du lardon d'un pan incliné

pointage de la position du lardon pour les vis de réglage et celle de blocage
usinage d'un téton sur les bouts des vis

apperçue de la plaque avant mise en place
mise en place de la plaque et affinage des réglages
controle et réglage en position extréme

autre vue de la plaque
il me reste a me pencher sur la vis de déplacement de la plaque
Lors de ce pré-montage, je me suis apperçu que pour les vis de réglage du lardon en bronze
je ne pourrais pas mettre de contre écrou de blocage

j'ai du modifier la semelle alu comme ceci :

fraisage d'un épaulement pour le passage des contre écrous
afin d'obtenir ceci :

maintenant je peux serrer et bloquer les contre écrous
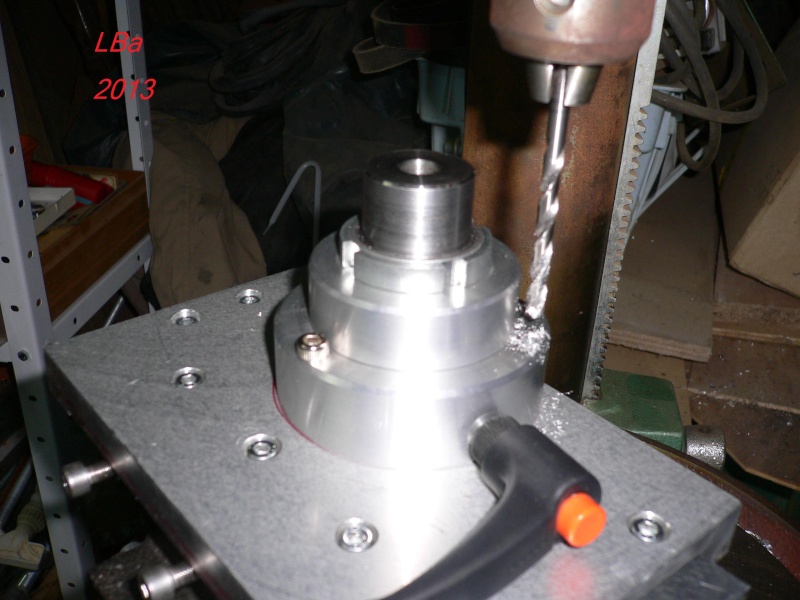
Fixation du support fraise (position verticale) sur la semelle alu
perçage de 3 trous à 120° sur la piéce fixe du support fraise pour sa fixation sur la semelle
ébavurage à la fraise 3 dents des 3 trous de fixation

perçage d'une fixation sur la semelle et taraudage
pointage des deux autres fixations
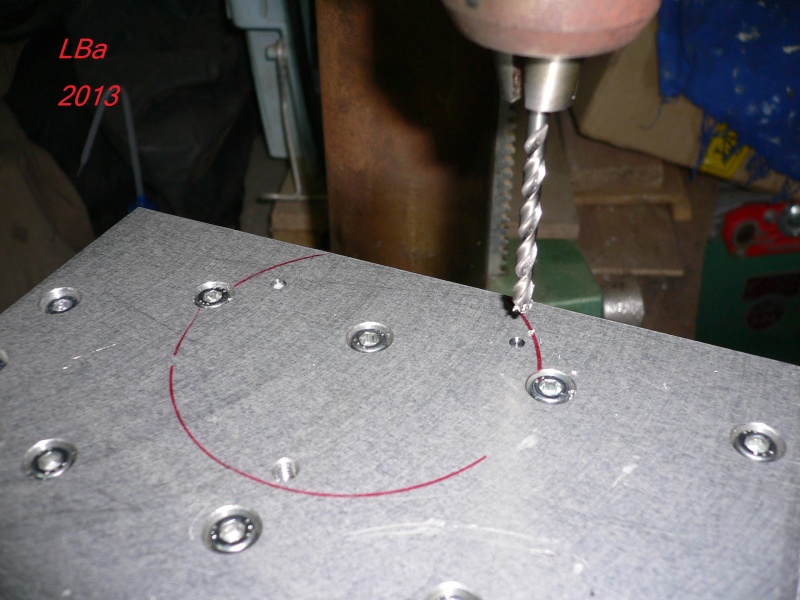
contre perçage des dites fixations avant taraudage
usinage d'une cale d'épaisseur pour entretoiser le support de fraise et la semelle
la manette de blocage en rotation frottait sur la semelle
l'assemblage du support en axe vertical est réalisé
reste à faire celle pour l'axe en position horizontal