

Mes différentes réalisations
piéces de fixation de la semelle support
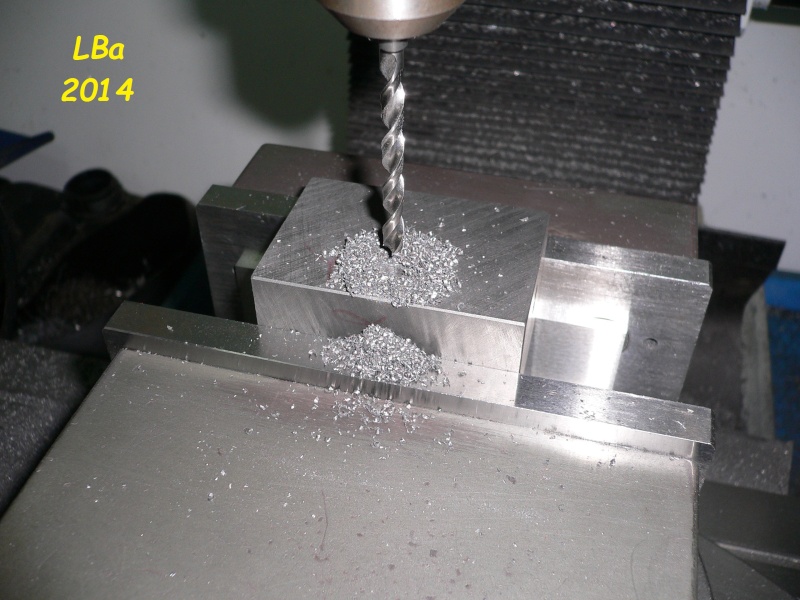
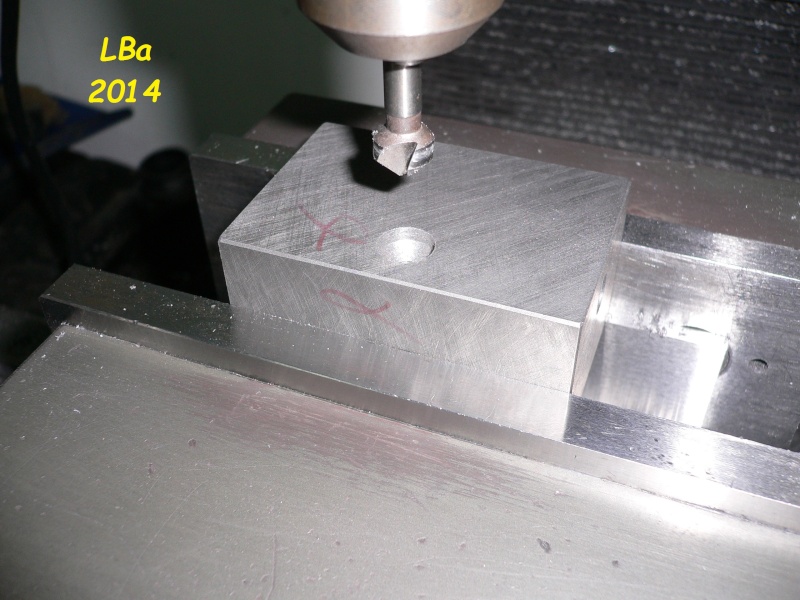
La tole n'étant pas assez épaisse pour des taraudages en M8 afin de maintenir la semelle support
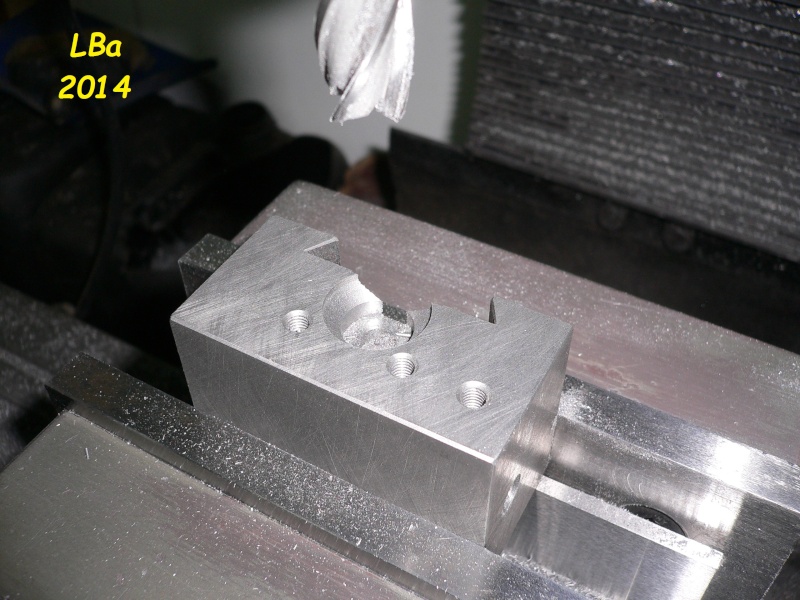
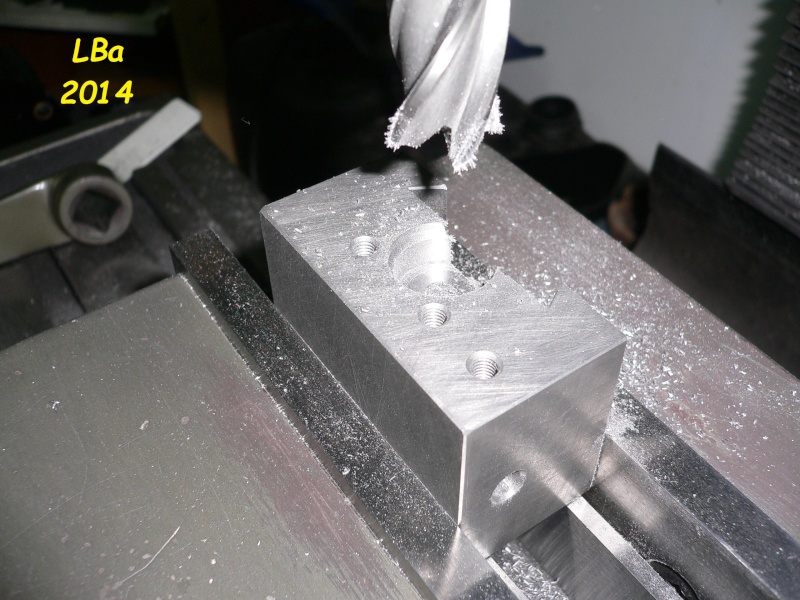
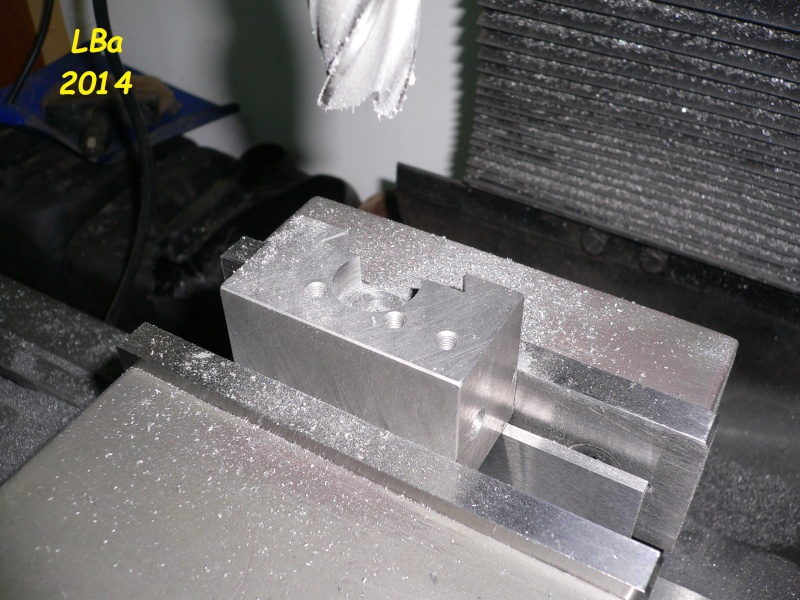
j'ai usiné des plat écrou dans du fer plat de 10 mm d'épaisseur

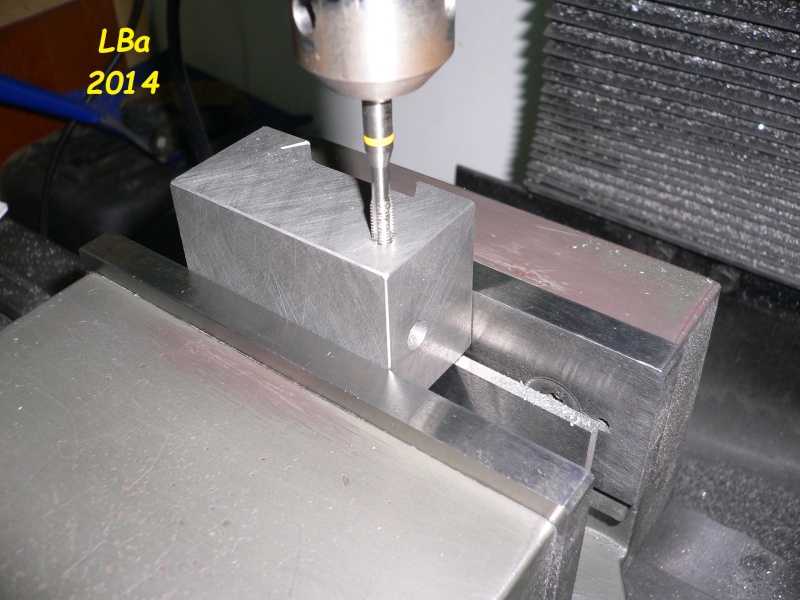
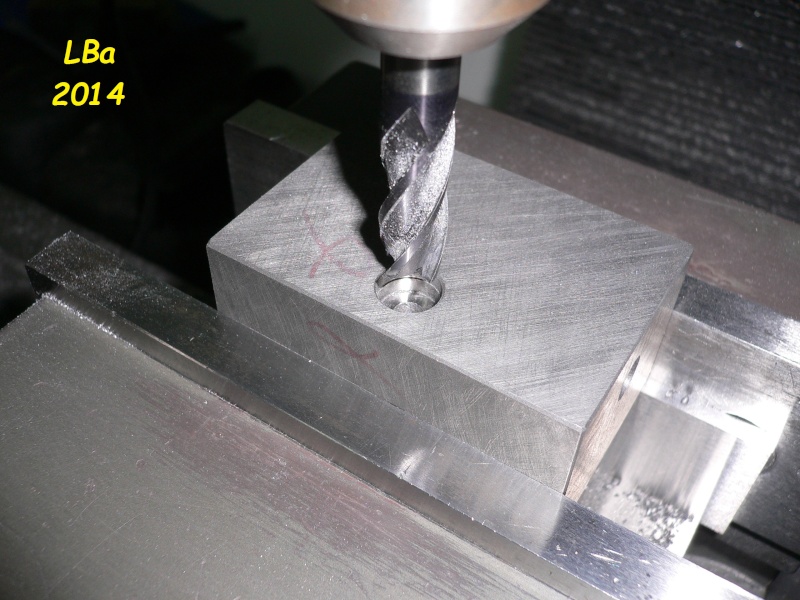
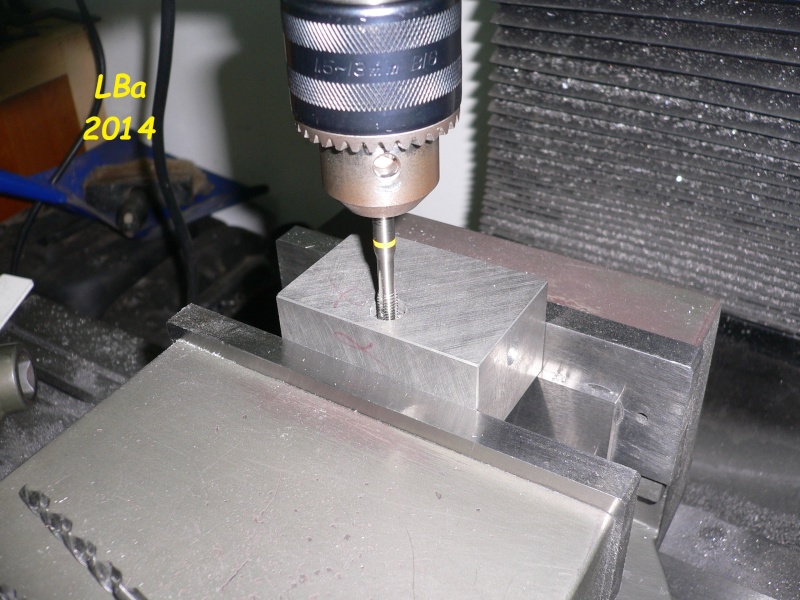
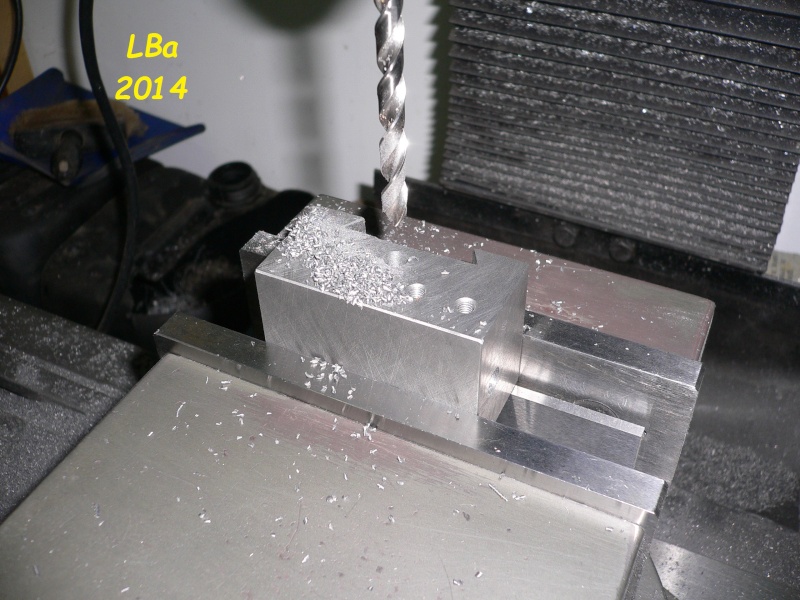
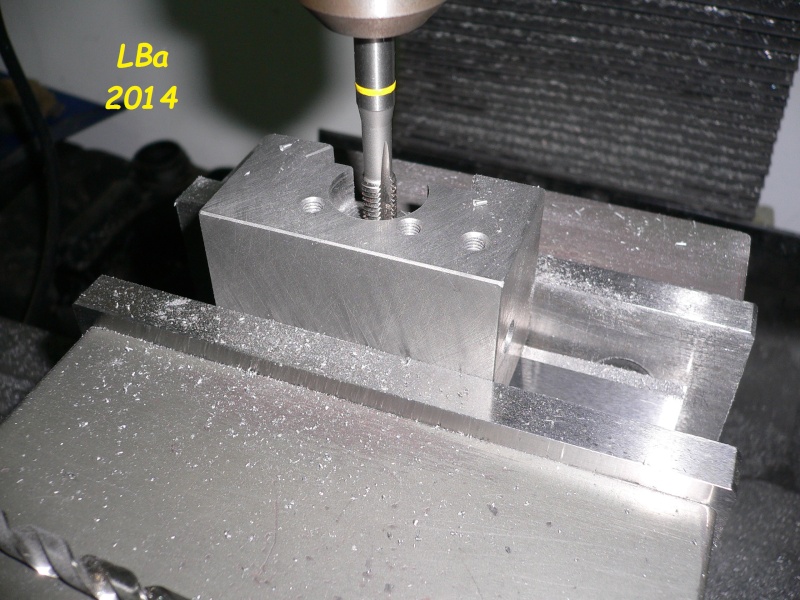
perçage/taraudage de deux M8 des plats écrou

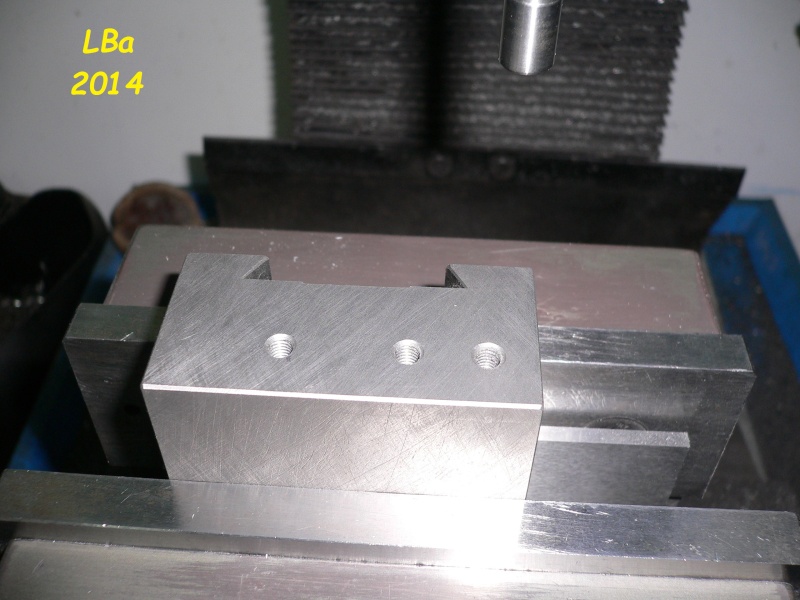
les plats écrou sur le semelle, la tole sera prise en sandwich entre
Systéme de déplacement du chariot support fer (second volet)
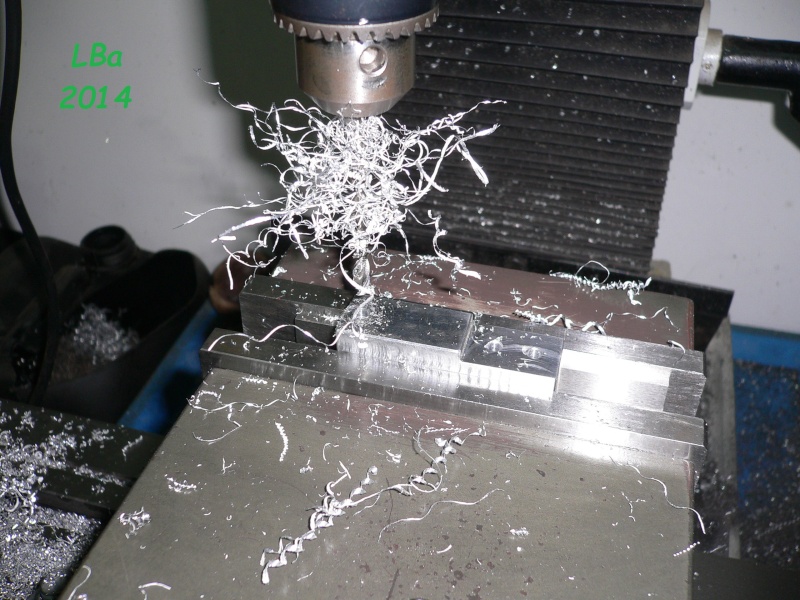
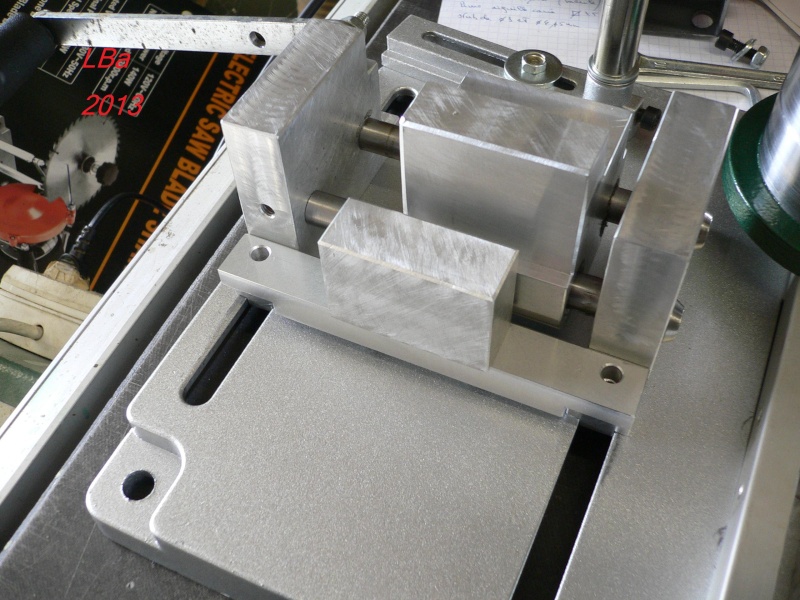
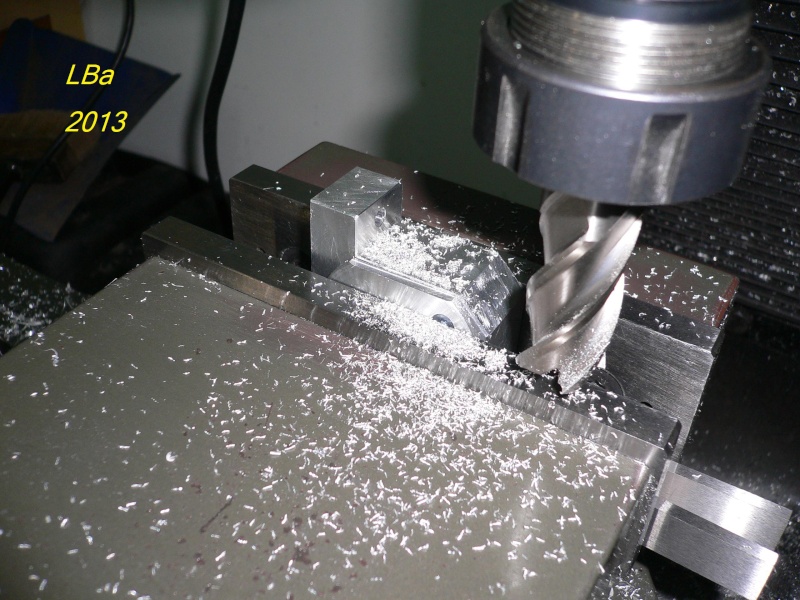
Réalisation de deux supports en alu sur lesquels sera fixé un guide cable

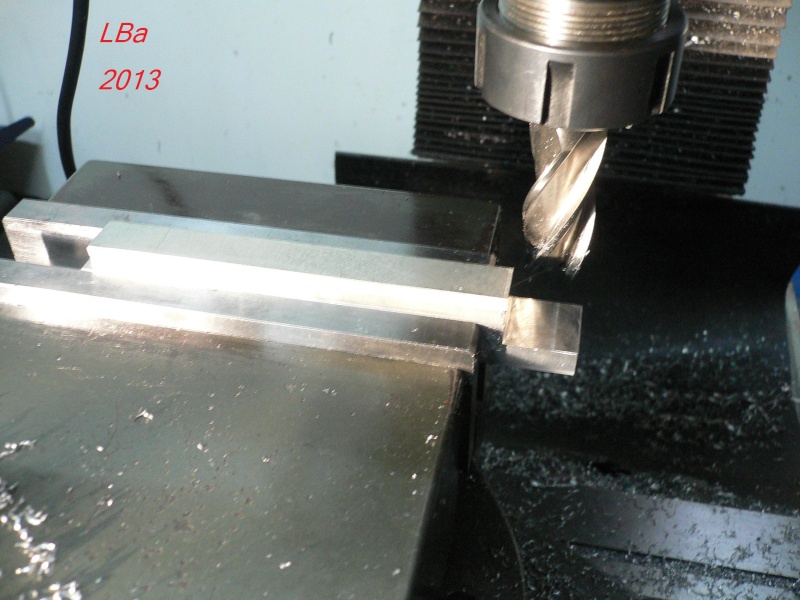
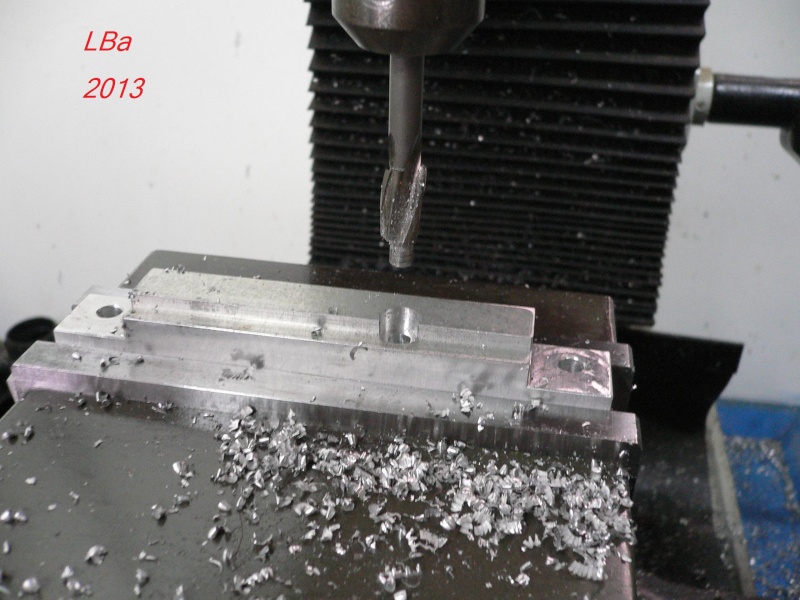
fraisage d'un épaulement dans un méplat d'alu
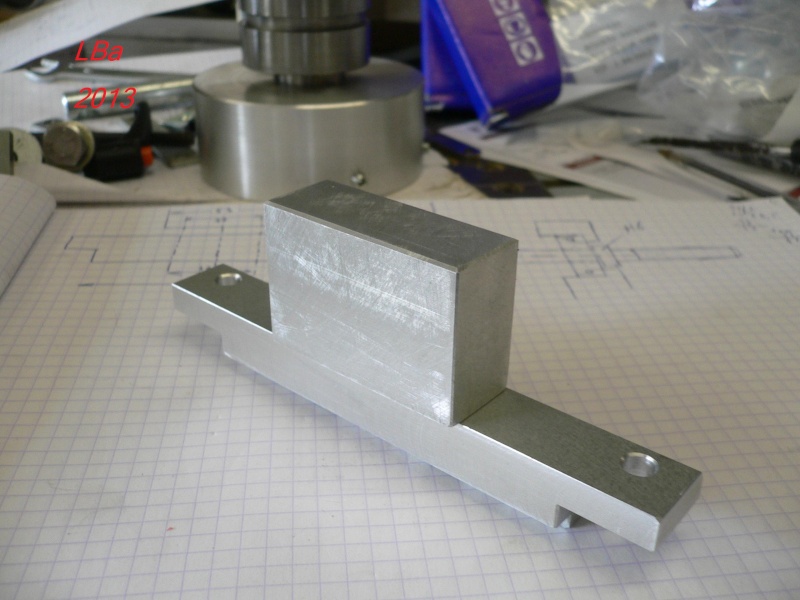
refente à la scie à métaux de la piéce pour en obtenir deux
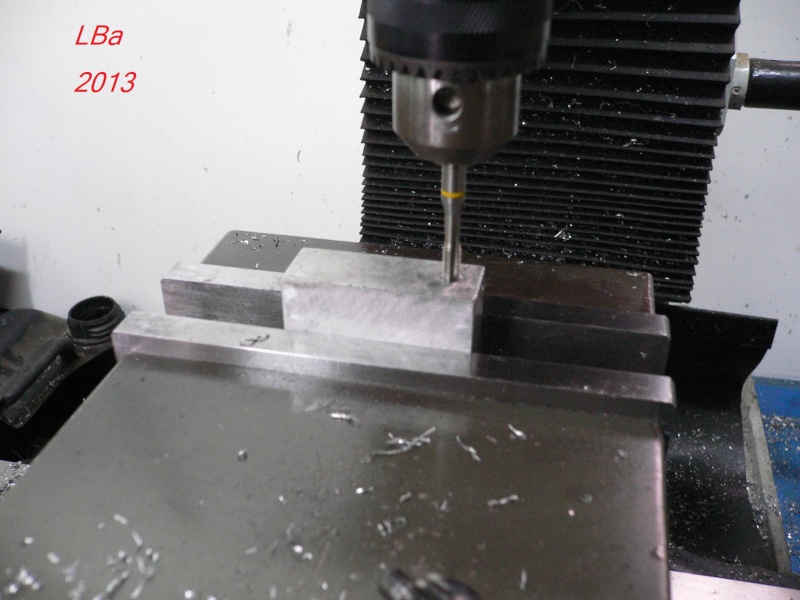
petit coup de fraise :

pour mettre à largeur des deux piéces (je scie à la main qu'a 0,5 mm prés)

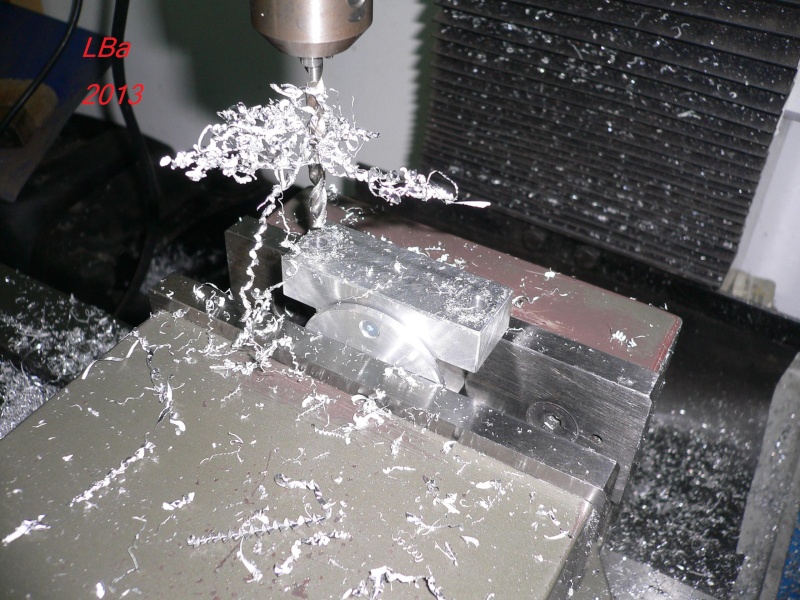
perçage à phi 4 mm pour leur fixation
perçage avant taraudage à m6 pour la fixation des guides support cable

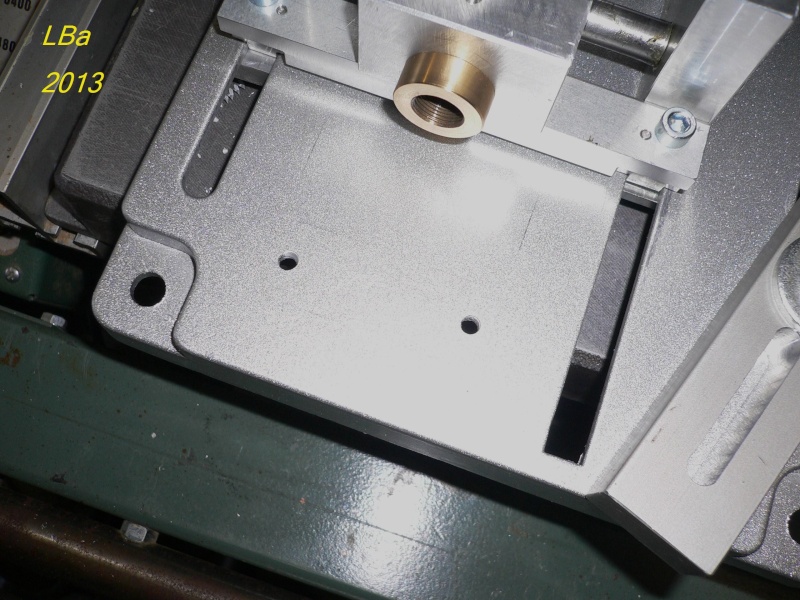
perçage de la fixation des support sur la plaque du chariot

taraudage à M4 des fixations des supports (ici coté droit)

méme opération pour le coté gauche
les supports en place maintenu par des vis tétes fraisées de M4
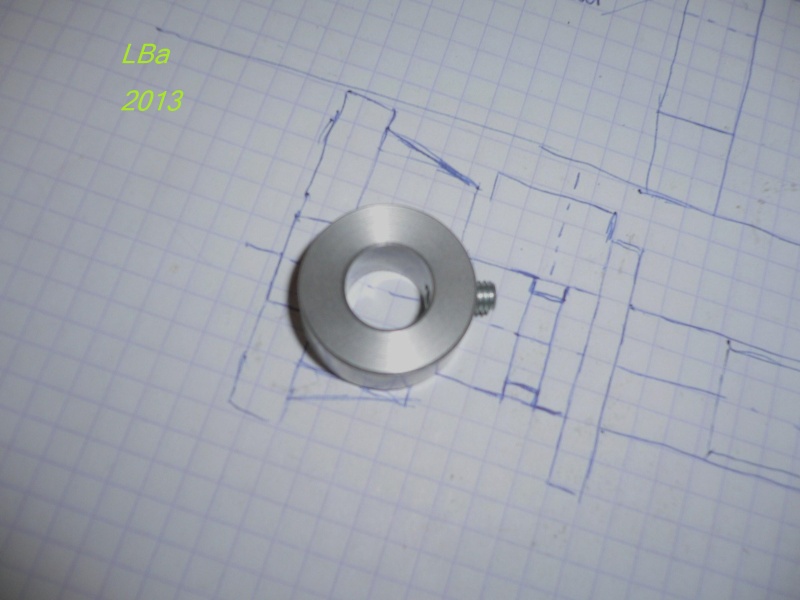
Les guides cable:
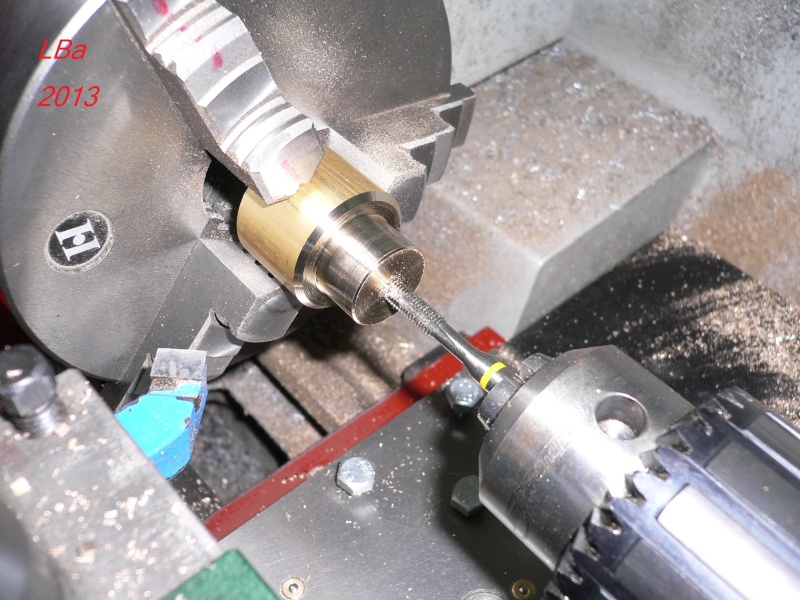
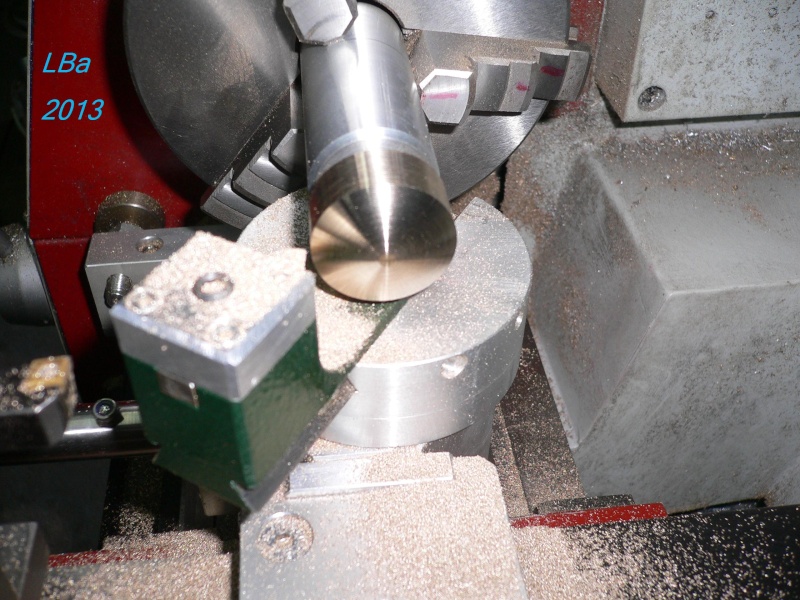
le premier est usiné dans du rond de 12mm

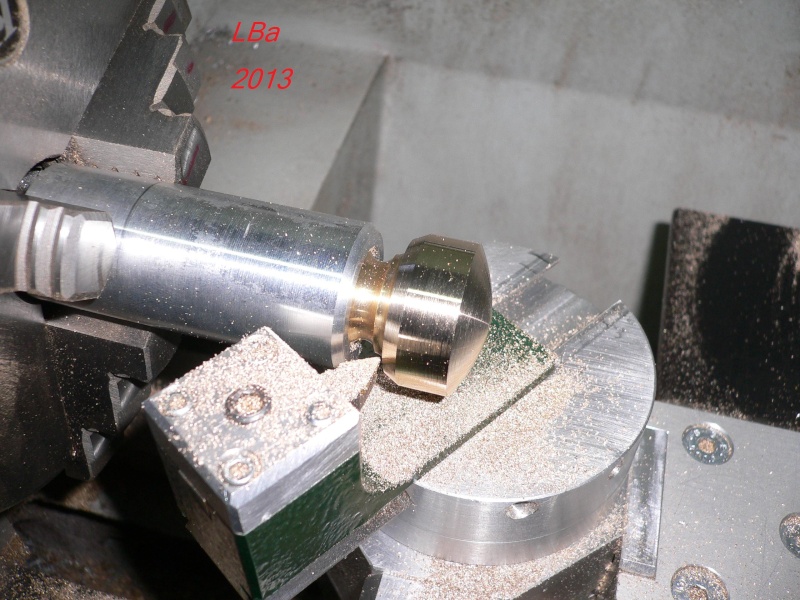
usinage d'un épaulement pour réaliser un filetage en M6

filetage manuel à M6
pour facilité le début du filetage, j"ai fais un épaulement de phi 5mm sur une longueur de 5 mm
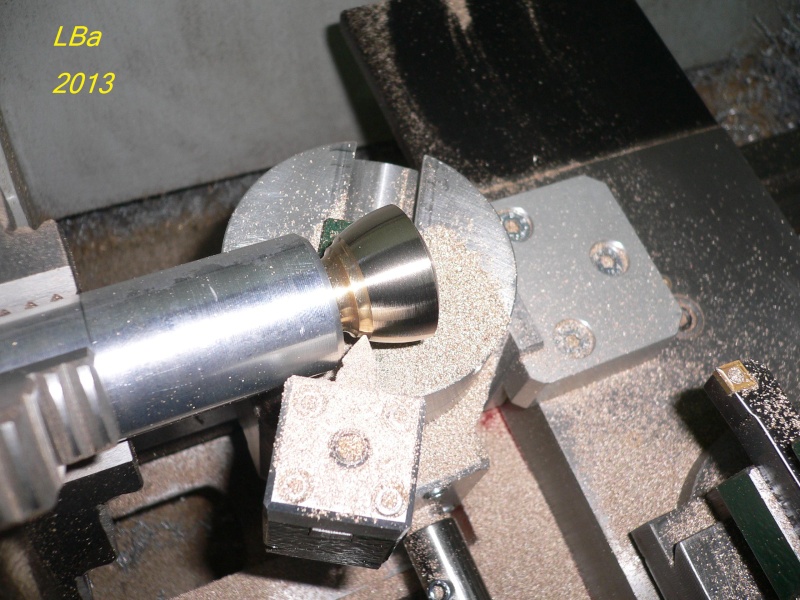
le second guide cable est usiné à partir de rond de 16 mm

méme genre d'usinage que le précédent, épaulement à phi 6 mm, puis filetage manuel
celui-ci est plus grand en diamétre, car il recevra un tendeur

perçage du guide cable à phi 5 mm avant taraudage à M6
perçage de l'autre guide cable à phi 3 mm
Le tendeur de cable :
ce sera une vis CHc de M6*25 percé à 3mm
perçage à 3 mm de la vis

vis tendeur et support guide avant perçage du guide

les deux supports guide avec leur guide fini (presque, reste un arrondi à faire pour casser un angle)
Les arret de cable,usiné dans du rond de phi 12 mm

le cable sera serré à l'aide de vis sans téte de 4 mm
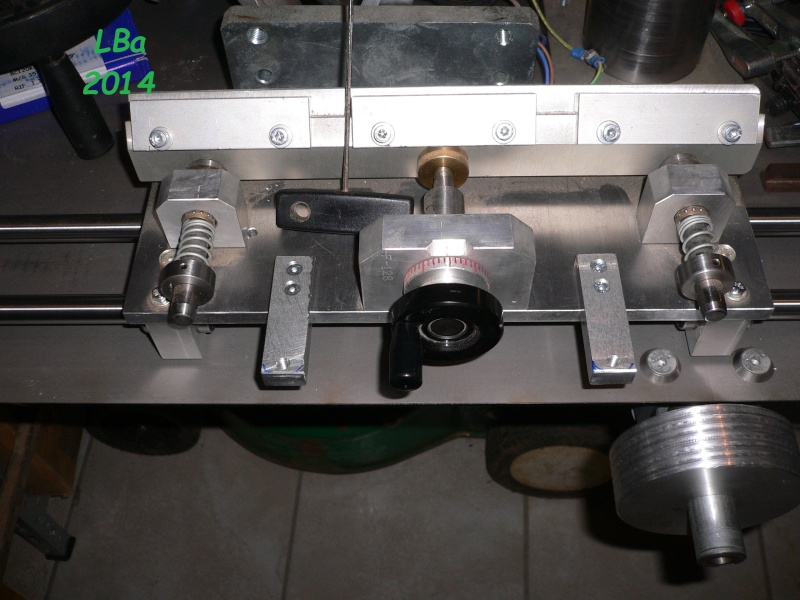
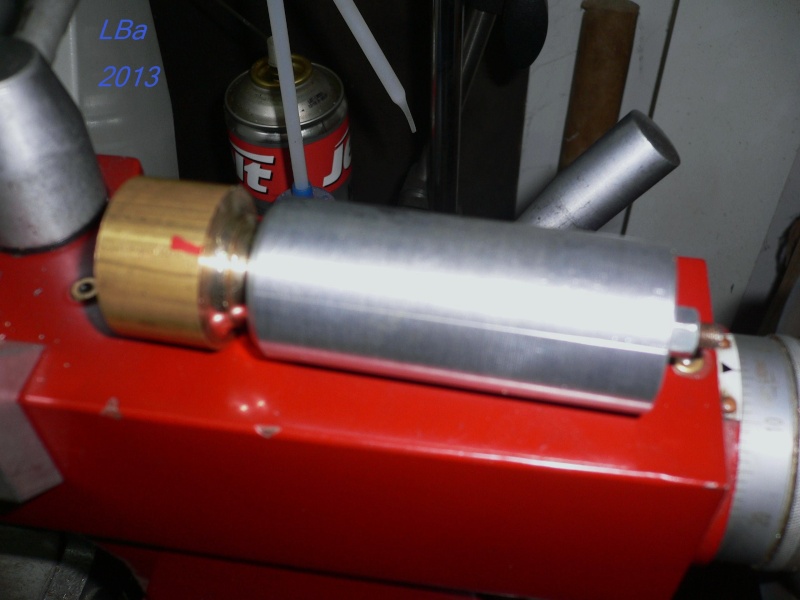
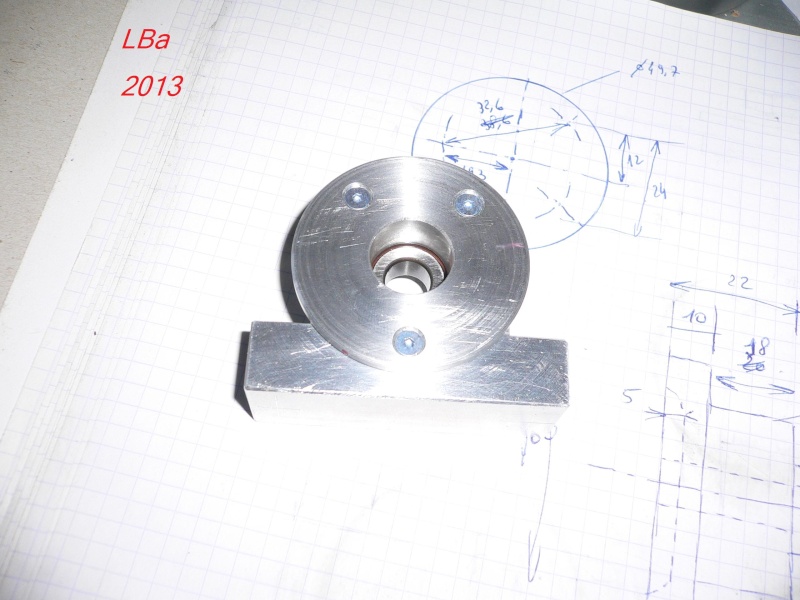
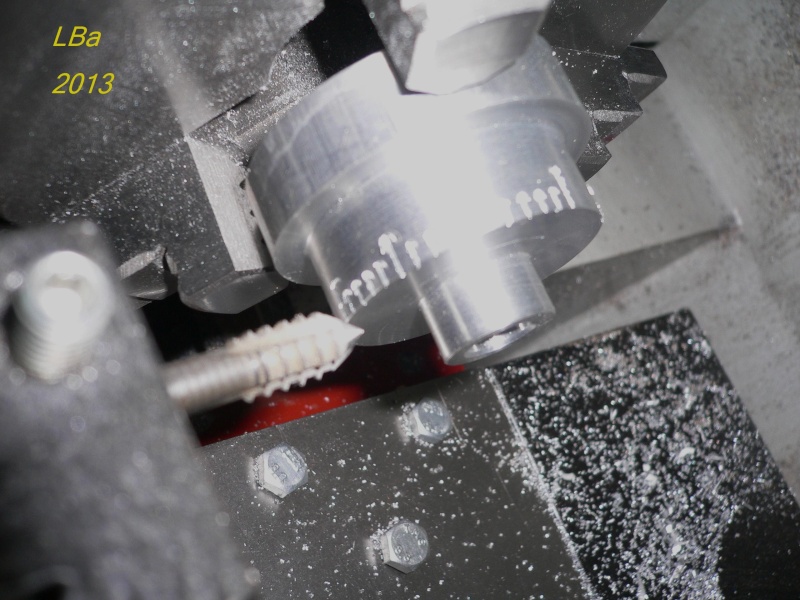
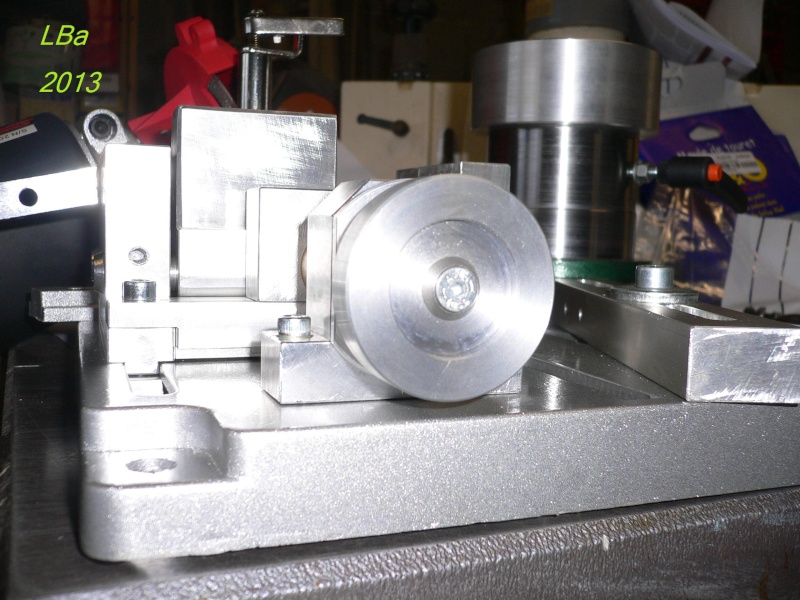
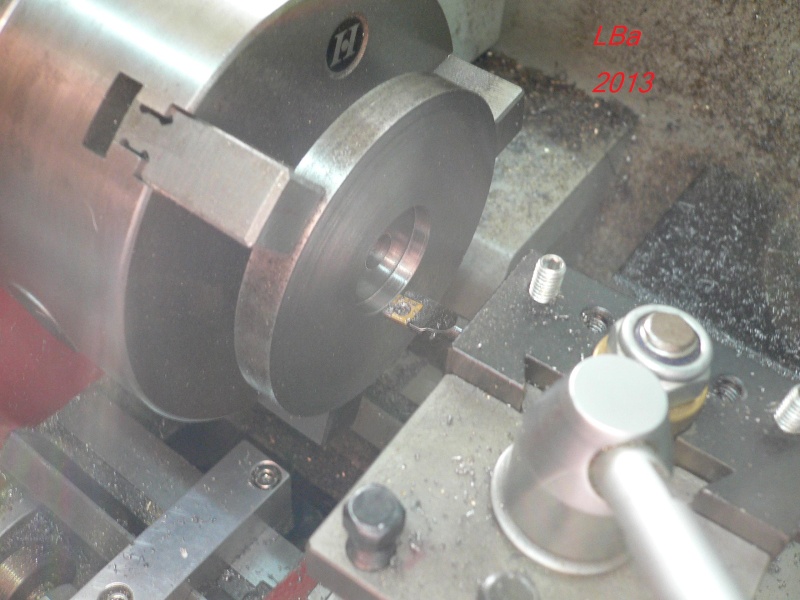
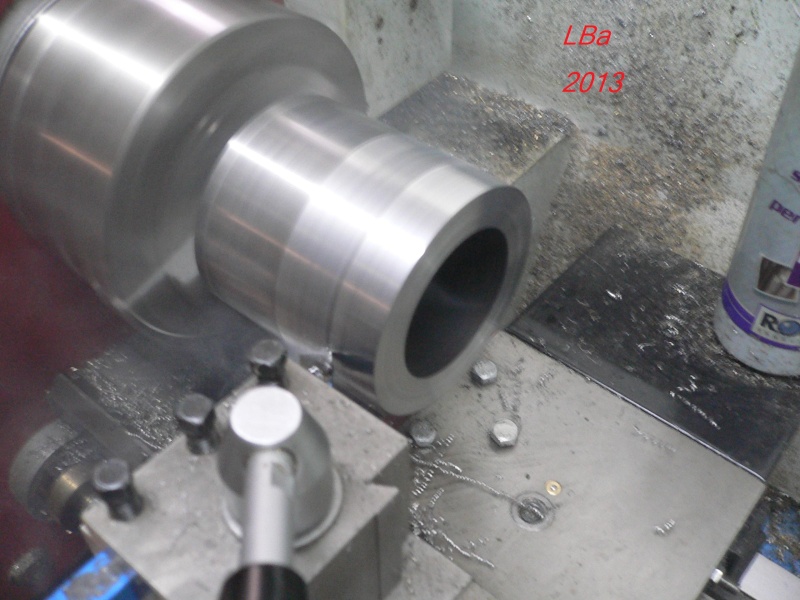
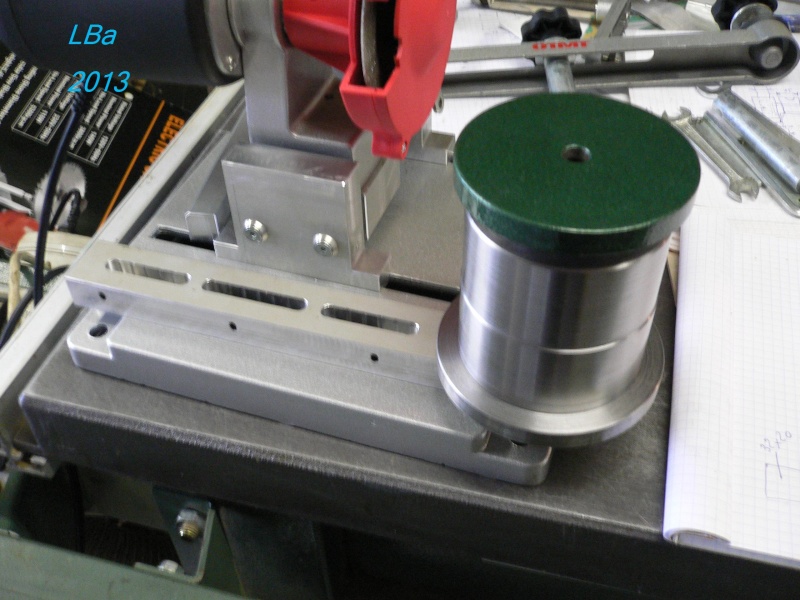
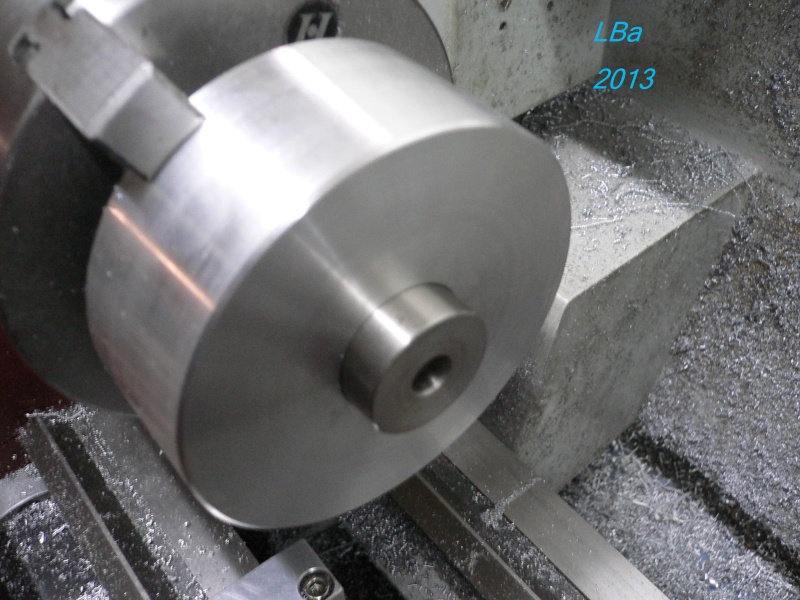
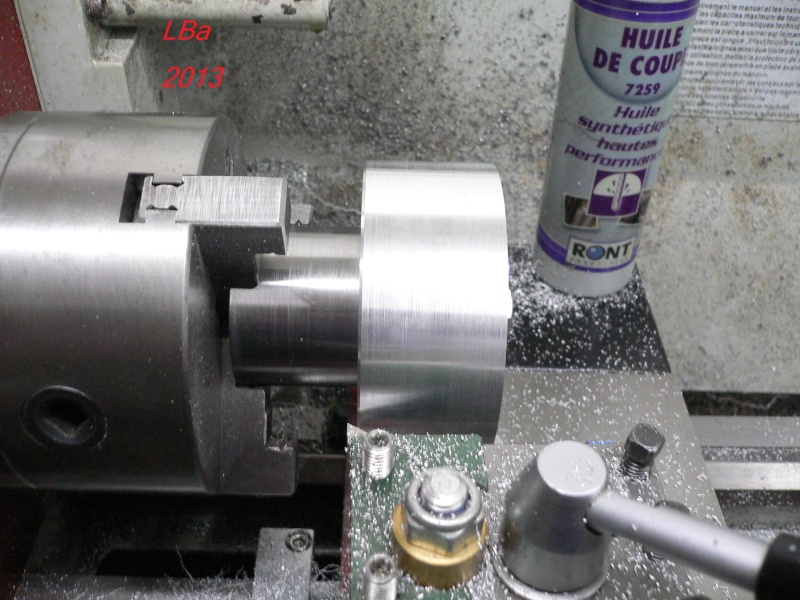
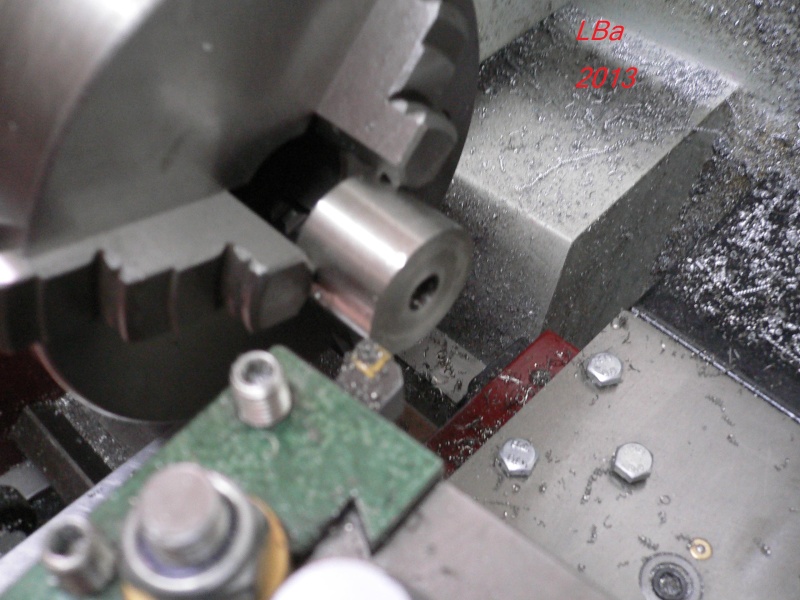
Reprise de l'ensemble paliers/poulie/manivelle
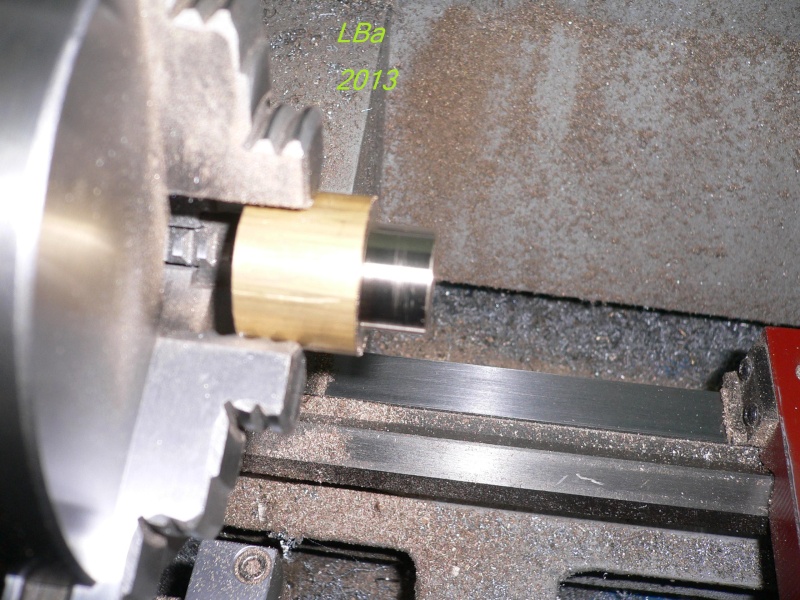
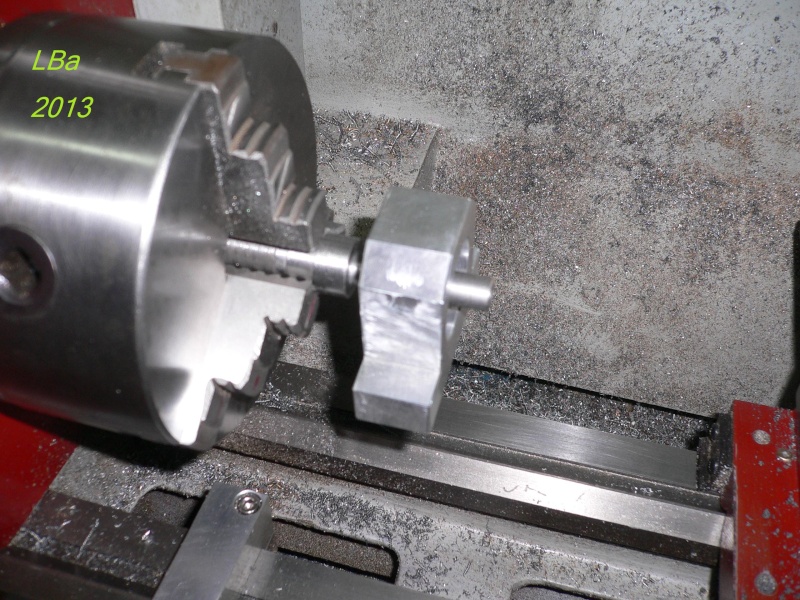
j'ai rajouté deux entretoises sur l'arbre,une de chaque coté de la poulie
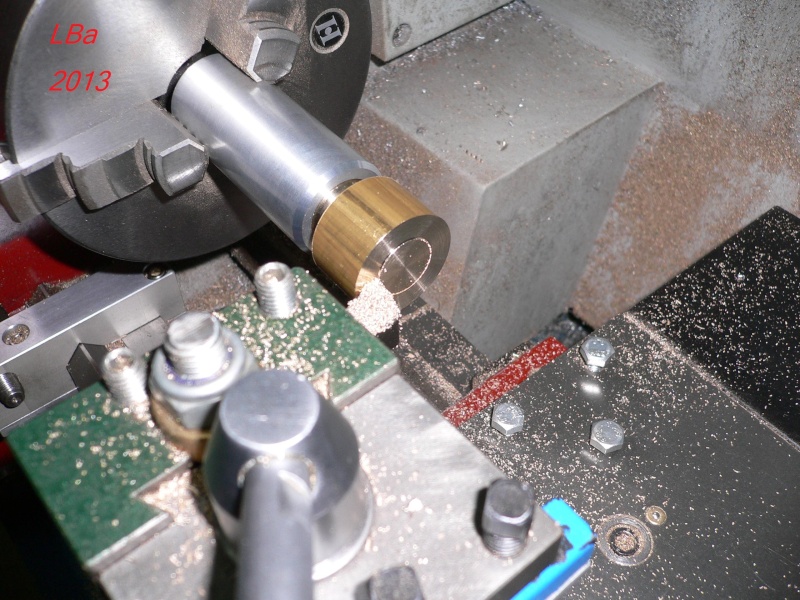
entretoise usiné à partir de riblon en alu
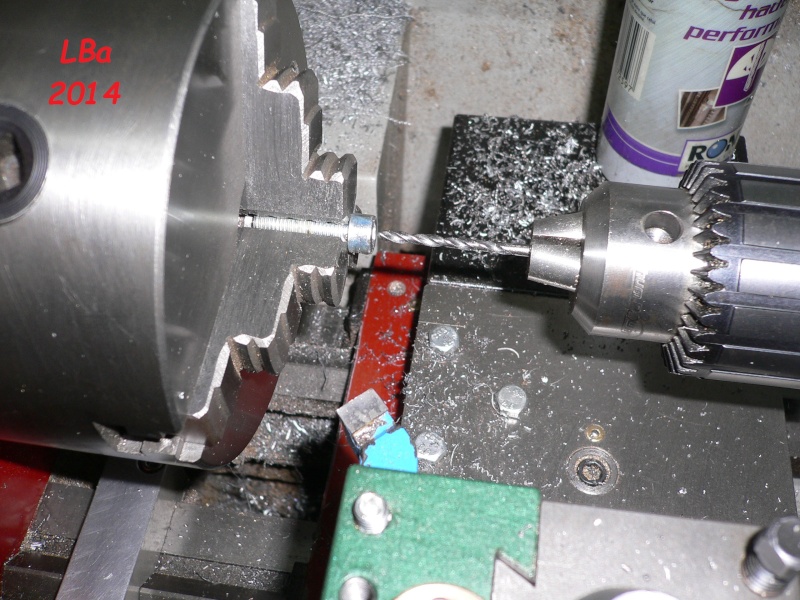
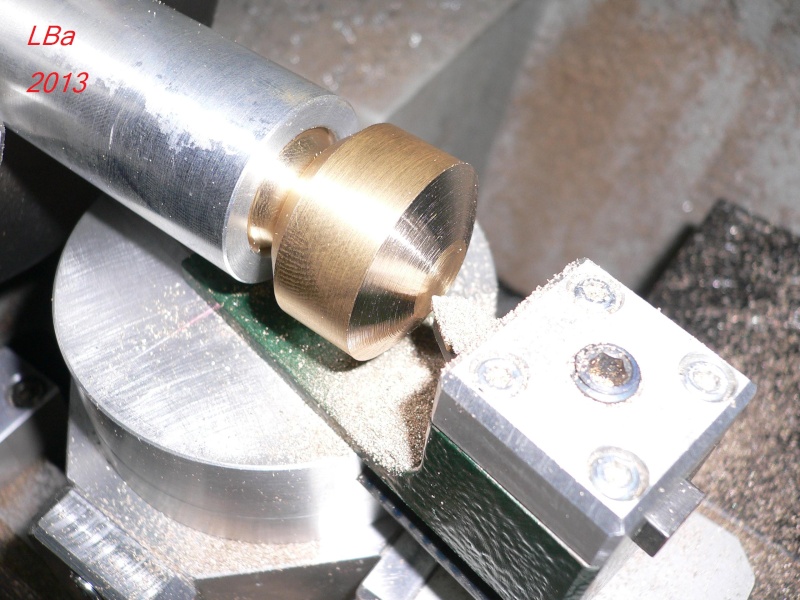
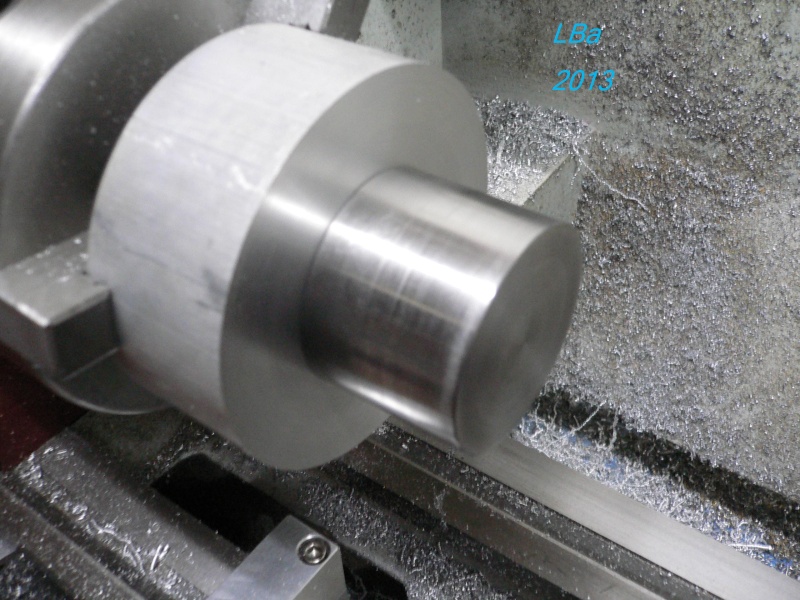
pour les centrer sur le mandrin, j'ai fais comme ceci :
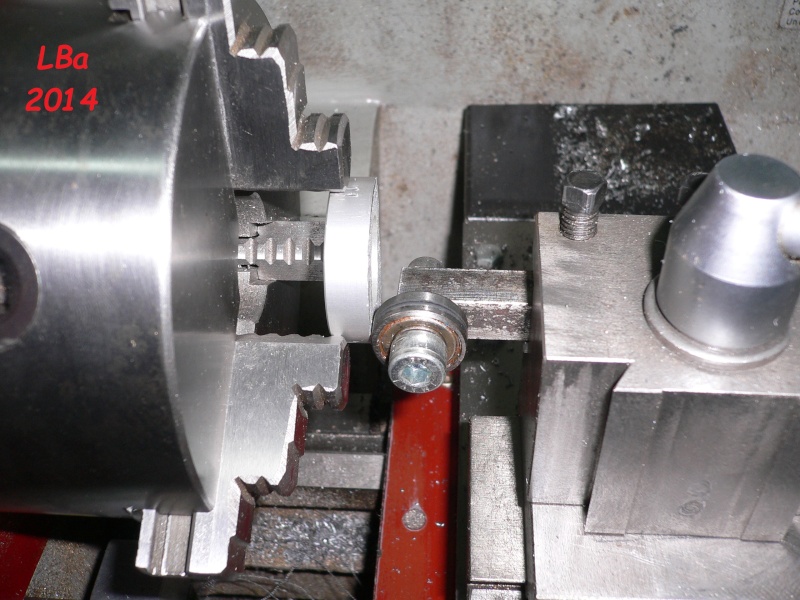
un roulement monté sur un support, fixé sur la tourelle porte outil

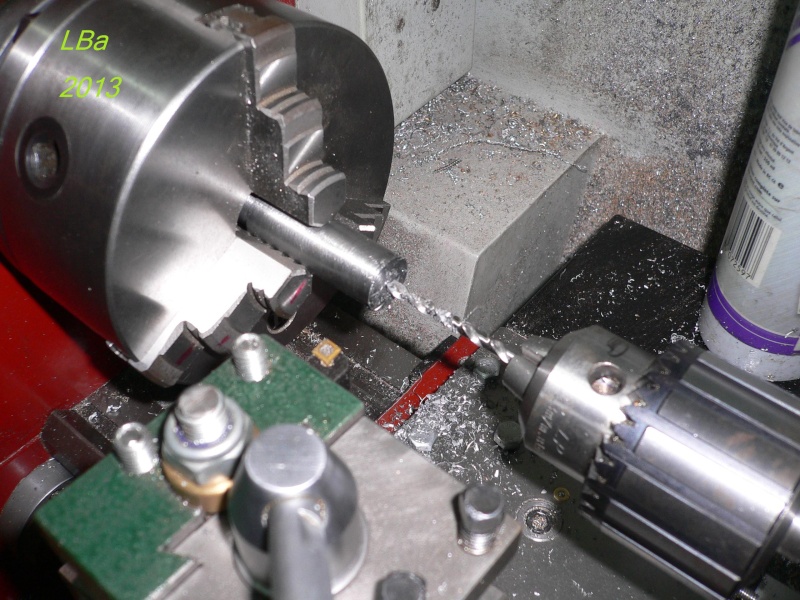
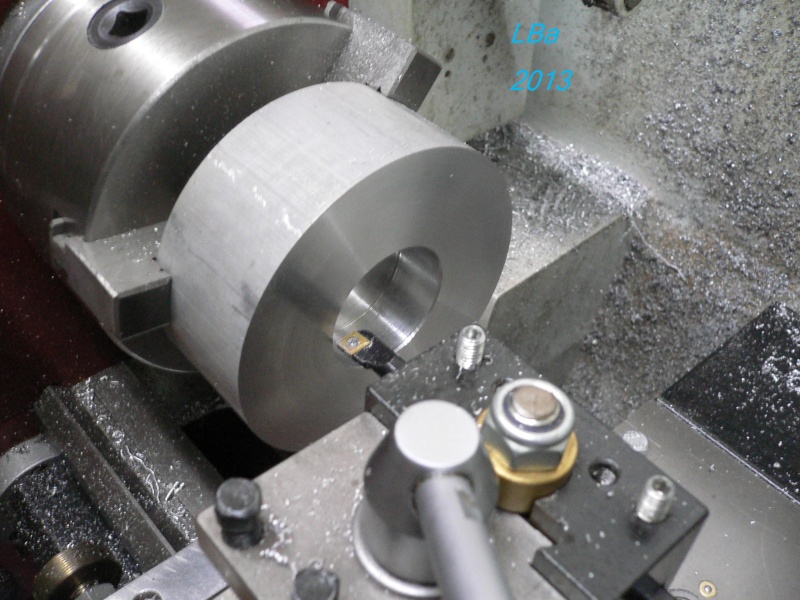
dressage de la face (elle était brut de sciage)
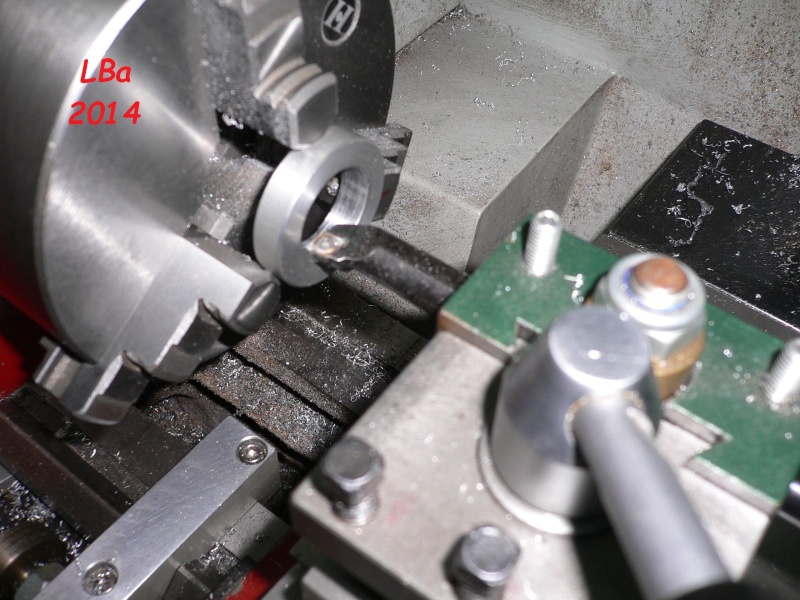
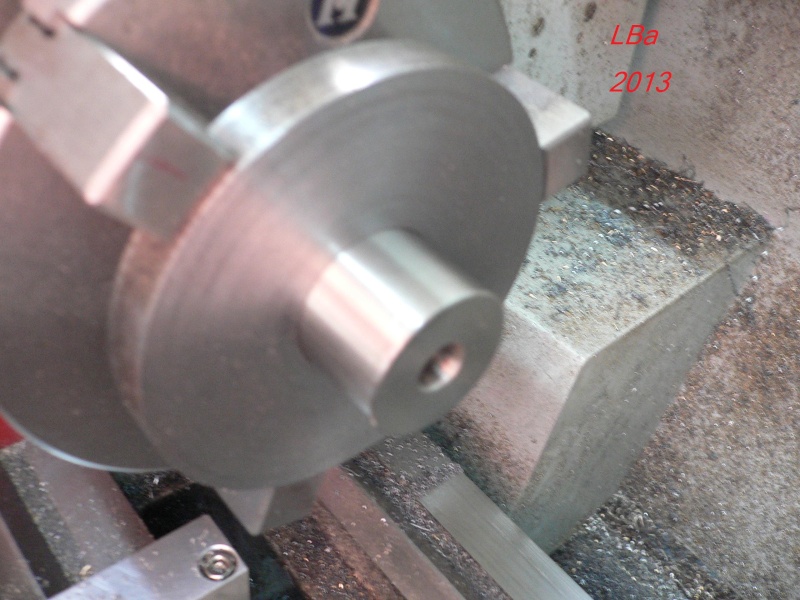
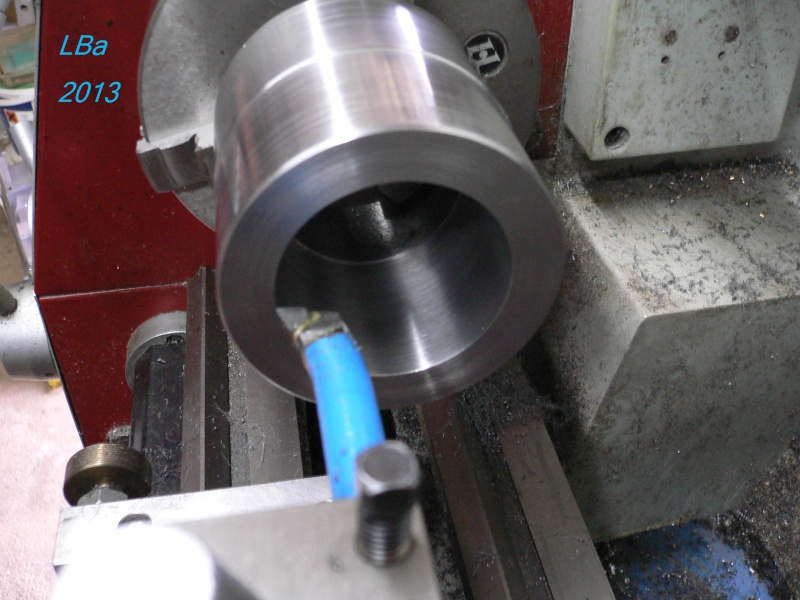
alésage de la premiére entretoise
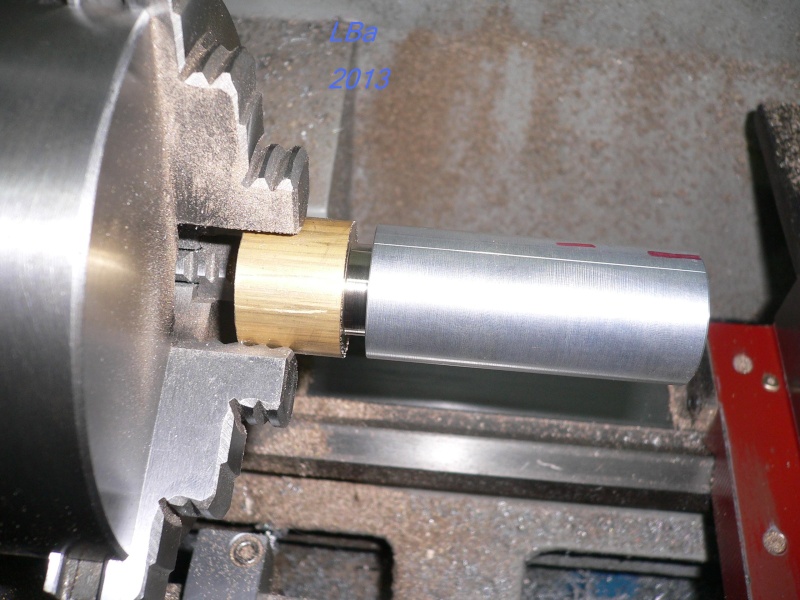
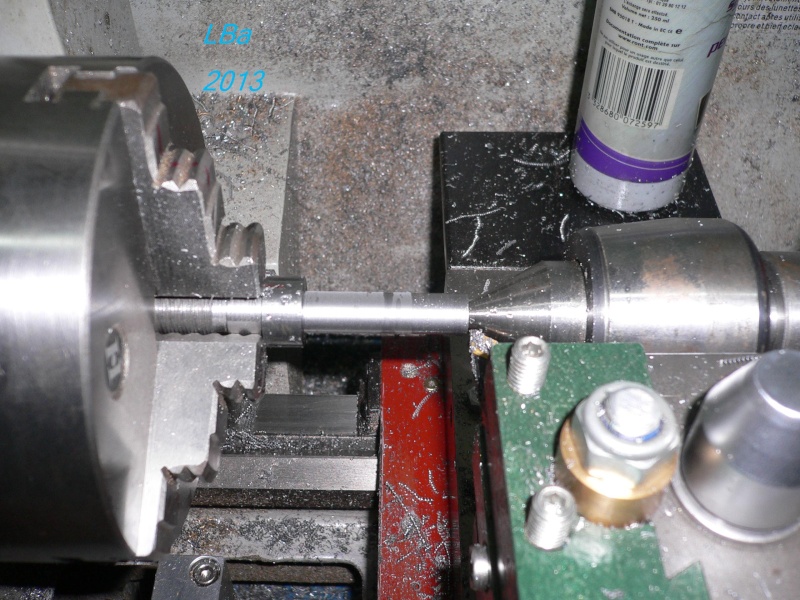
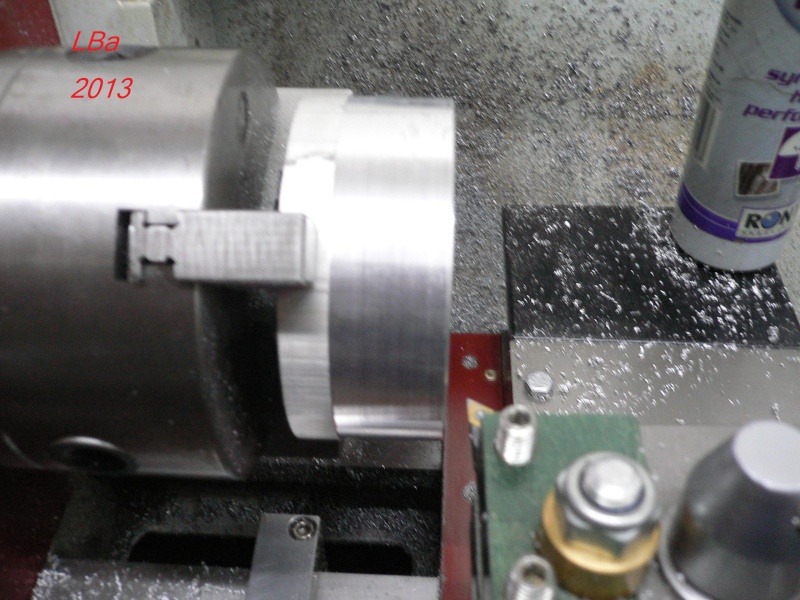
méme opérations pour la seconde entretoise (leur différence est l'épaisseur)
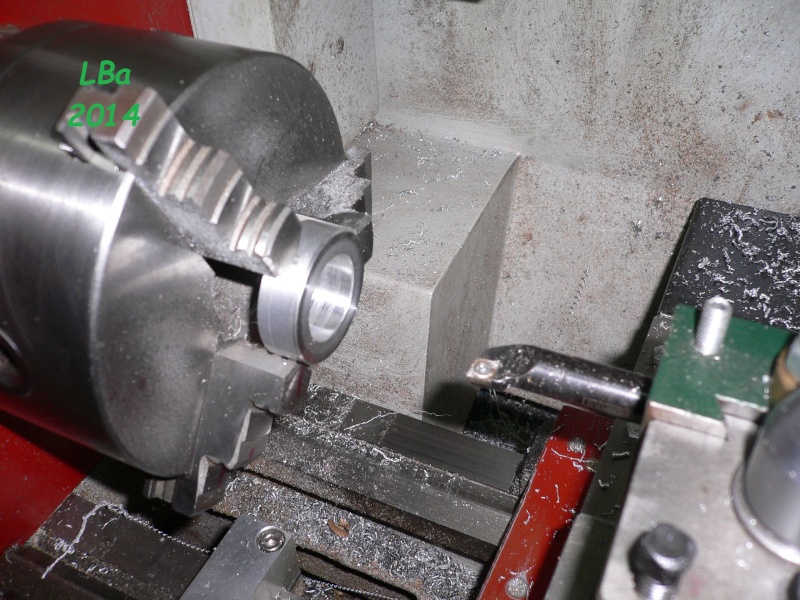
alésage seconde entretoise
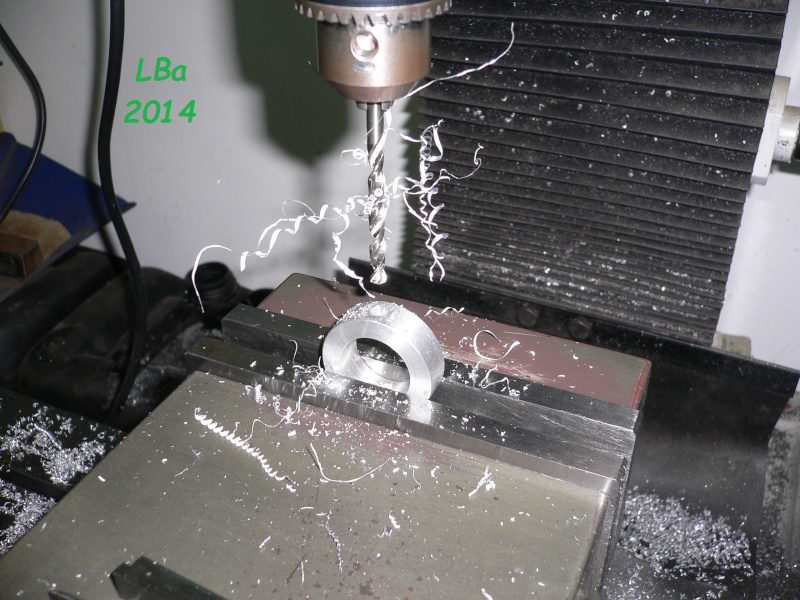
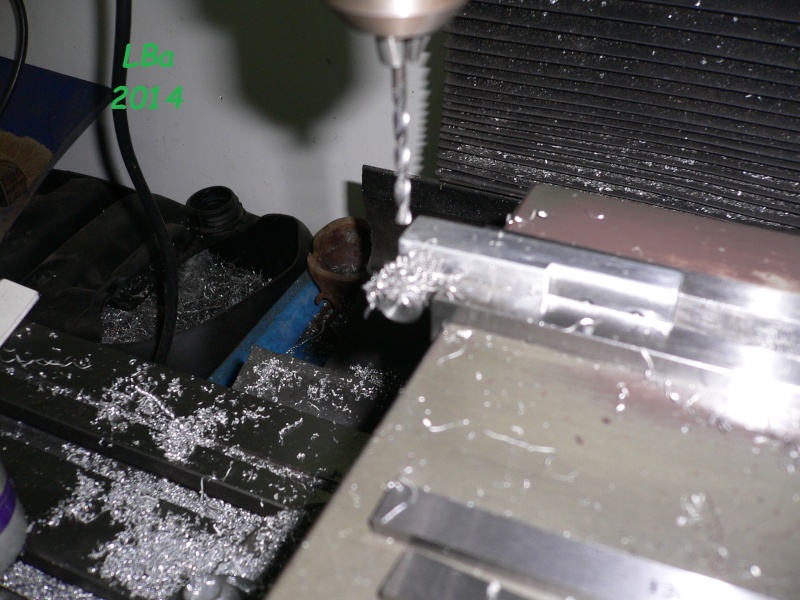
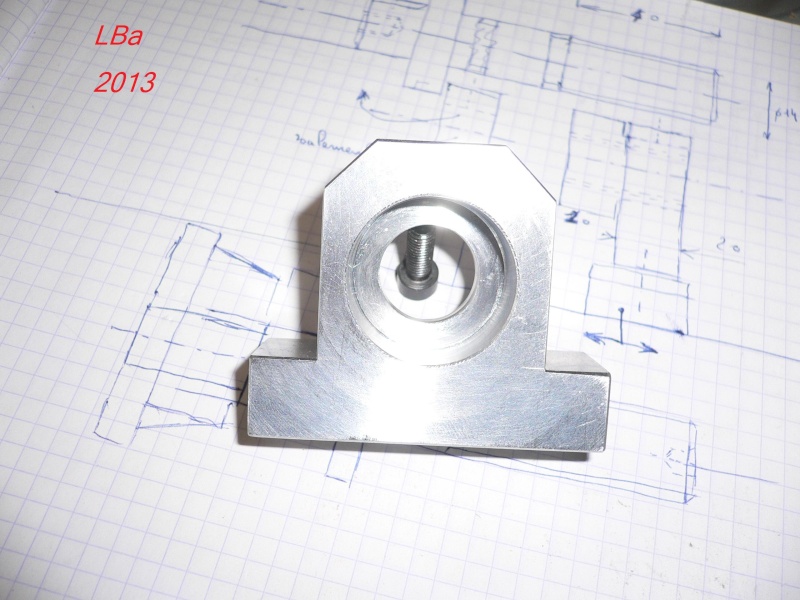
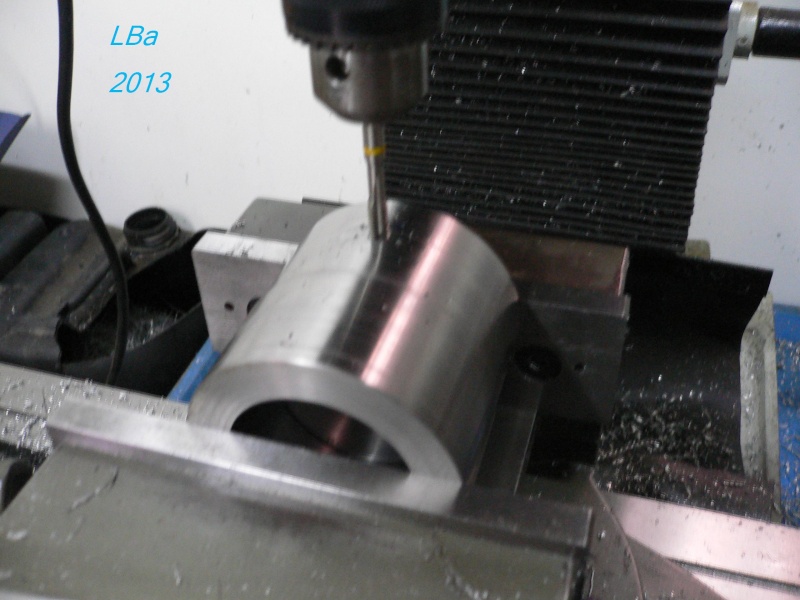
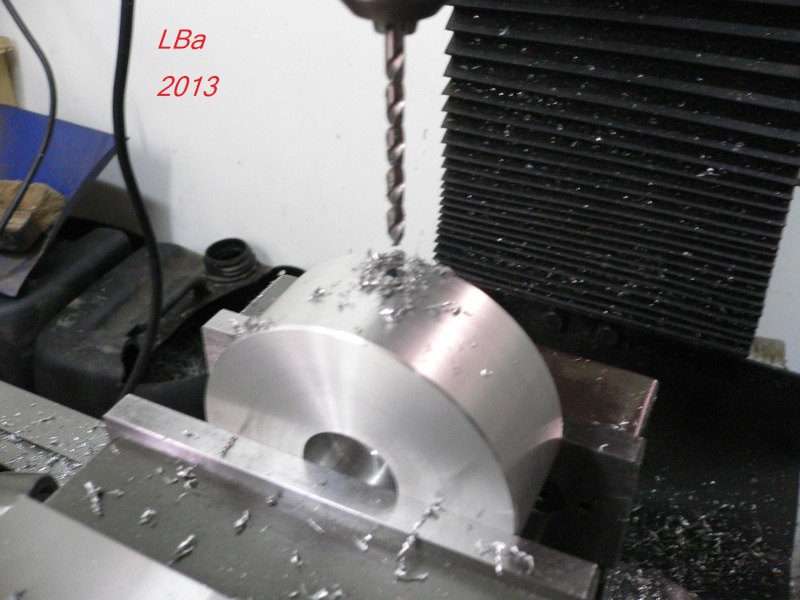
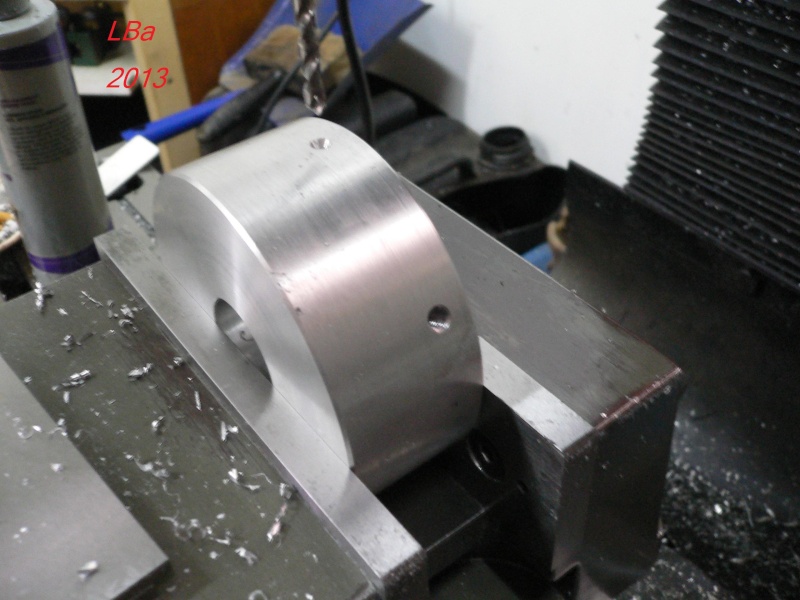
perçage avant taraudage à M6 de la seconde entretoise

immobilisation de la manivelle sur l'arbre par un taraudage M6

l'ensemble paliers/poulie/manivelle assemblé
Ayant approvisionné une tole d'acier pour mettre sur le bati, début de la mise en place
des différents éléments
Premier élément, l'ensemble paliers poulie central

traçage du positionnement des paliers
aprés perçage à phi 8,5 mm montage des paliers

vue de dessous des paliers, il y a un tube du bati qui passe entre les deux paliers

traçage et perçage à chaque extrémité de la tole de la fixation des paliers support des poulies
de renvoi du cable

les paliers sont installés, j'ai positionné les guides du chariot, et fixé seulement un palier
(à chaque extrémité) des guides
D'avoir réaliser ceci, j'ai pue concevoir comment relier le cable au chariot et commencer l'usinage des piéces
Aprés remontage du sous ensemble paliers et compagnie,et mise en place du cable de déplacement
premier essais:
déplacement du chariot à droite

déplacement du chariot à gauche
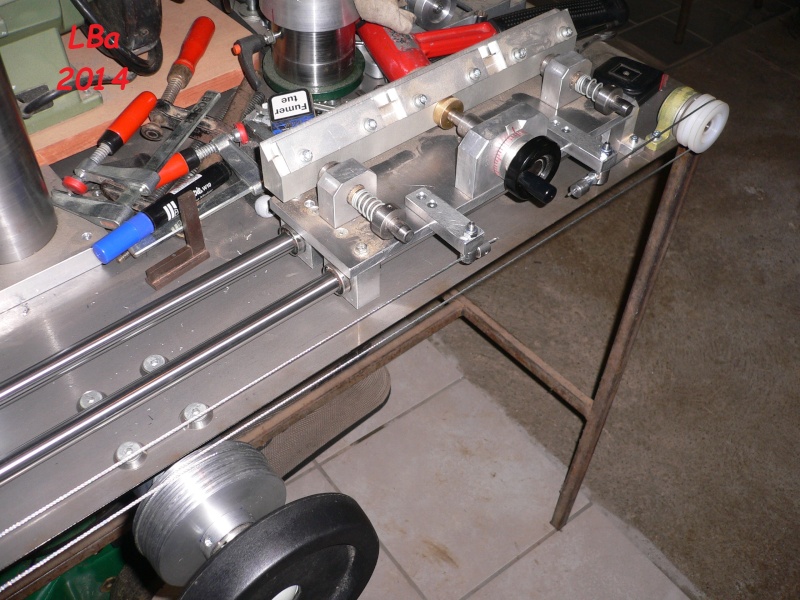
en deux tours de manivelle, le chariot est déplacé d'une extrémité à l'autre soit une course de + de 700 mm
le déplacement, étant tellement fluide que j'ai été obligé de mettre des amortisseurs en fin de course
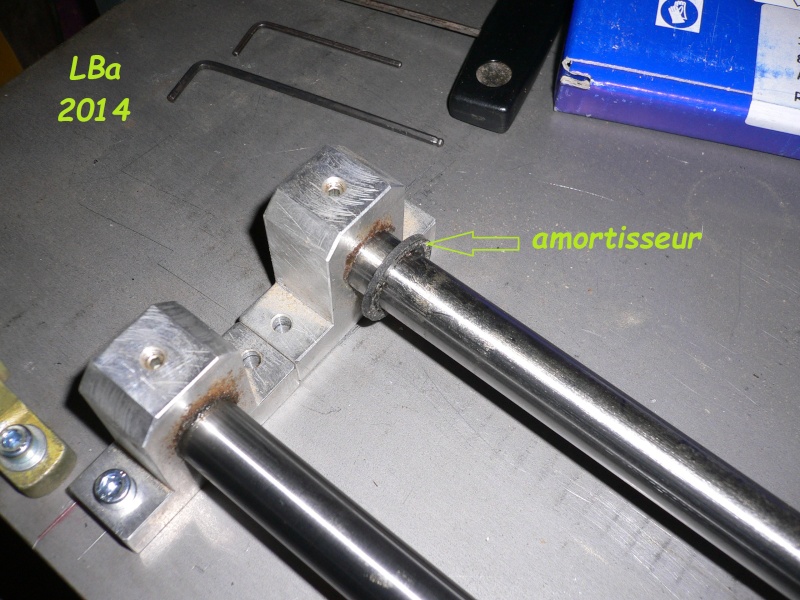
les amortisseurs sont de béte joints en cahoutchouc
Maintenant que l'ensemble chariot est positionné, je peu passer au positionnement de l'ensemble support/meule
l'ensemble ayant été positionné (impossible de prendre une photo, je n'ai que deux mains)
j'ai traçé la position, aprés démontage du support meule, j'ai repositionné la colonne/semelle du support
sur le tracé effectué
j'ai dégauchie, la semelle par rapport à un bord de la tole afin de tracer les trous de fixation de la semelle
la position des trous de la semelle étant tracé, pointage et perçage à 10 mm
j'ai mis un peu de jeu, les vis de fixation sont en M8, sur conseil de mon expérience
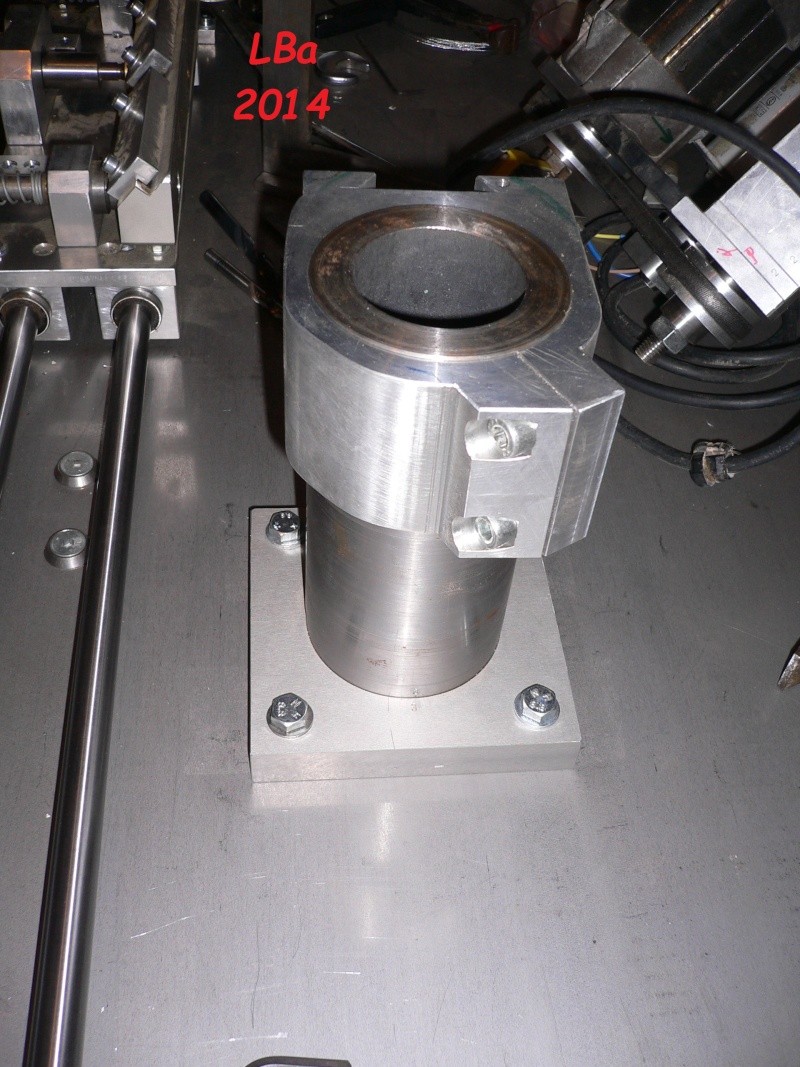
la semellle est en place, maintenue par 4 vis M8 et plaque écrou

vue des plats écrou (sous la tole)
MIse en place de :
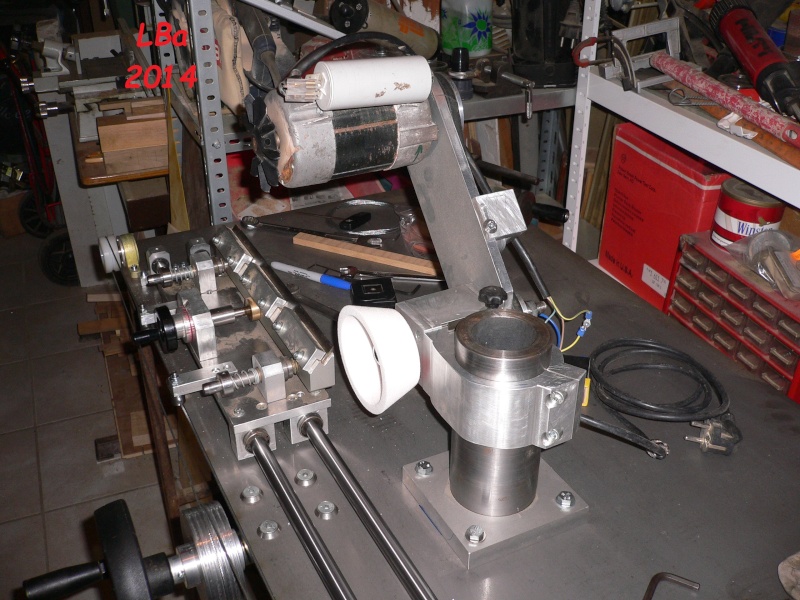
de l'ensemble support/meule/moteur
Ceci étant fait, j'ai fait un controle du parrallélisme chariot/meule
je peut le régler aux p'tits oignons ayant des lumiéres dans les supports de guide (les ronds)
par contre, en vérifiant,le parrallélisme en déplacement du support fer par rapprt à la meule, j'ai un défaut
le chariot est lui parralléle mais pas le support fer
aprés recherche et réflexion sur le pourquoi du comment est ce possible
ce déplacement est assurré par une vis à pas fin et deux colonnes sur douille à bille
les colonnes et douilles sont de la récup de moule d'injection plastique, dans la pratique de leur utilisation
elles travaillent en position verticale et subissent une charge (poids de la matiére du moule) soit plusieurs kg
de ce fait elles restent parrallélles entre elles
dans mon utilisation, elles sont en position à plat et ne supportent auccune charge, de ce faite les douilles arrivent
à se décaler l'une par rapport à l'autre de quelques dixièmes et mettent en crabe mon support fer qui n'est plus
parrallélle à la meule
si je garde le système tel quel, je vais affuter mes fer en biais, ça ne me plais pas !
je vais donc revoir et modifier le systéme de guidage
je vais remplacer les douilles à bille par des douille lisse !
Aprés avoir fait cette modification, contole du parallélisme du déplacement
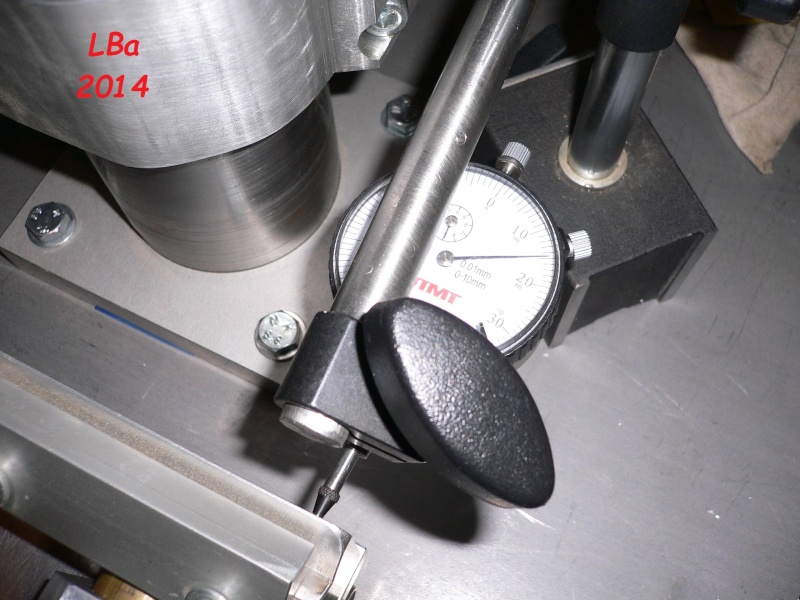
réglage avec un comparateur , mise en place du comparateur sur une extrémité du chariot
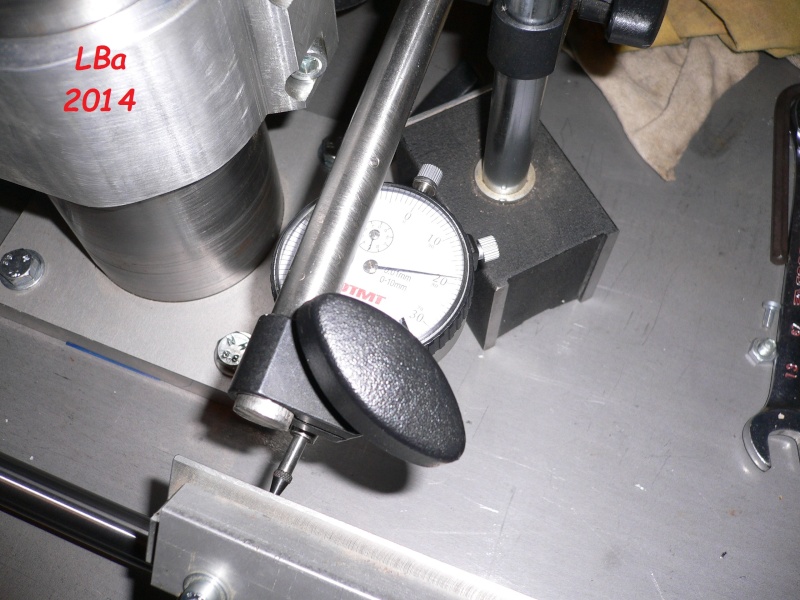
et déplacement du chariot pour visualiser l'écart
aprés réglage en tatonnant, j'arrive à 5 centièmes pour un déplacement de 320 mm
pour l'instant, je vais me contenter de ça ! et continuer le montage
Arrivée de nouveaux portes outil (et détails d'usinage)
Voici l'arrivée de trois portes outil supplémentaire pour le tour
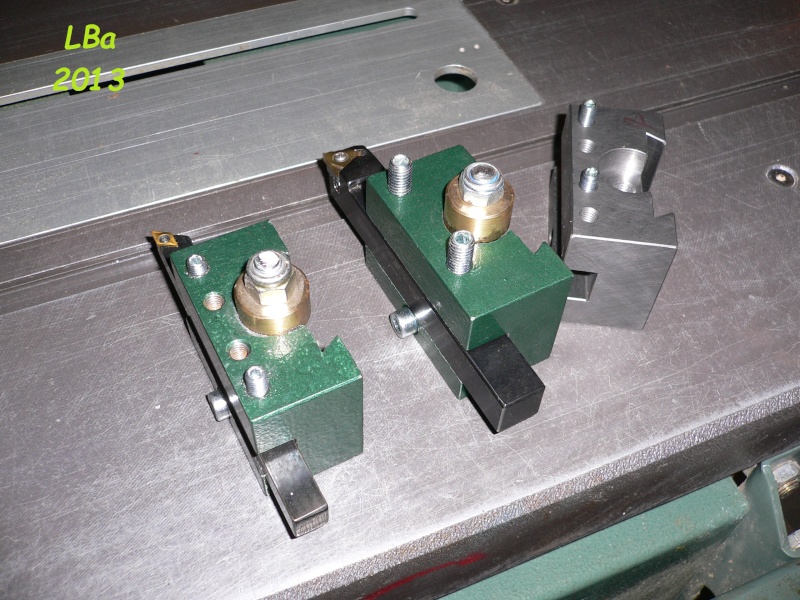
deux ont déja reçu leur finition peinture, pour le troisième, ce sera son tour d'ici peu
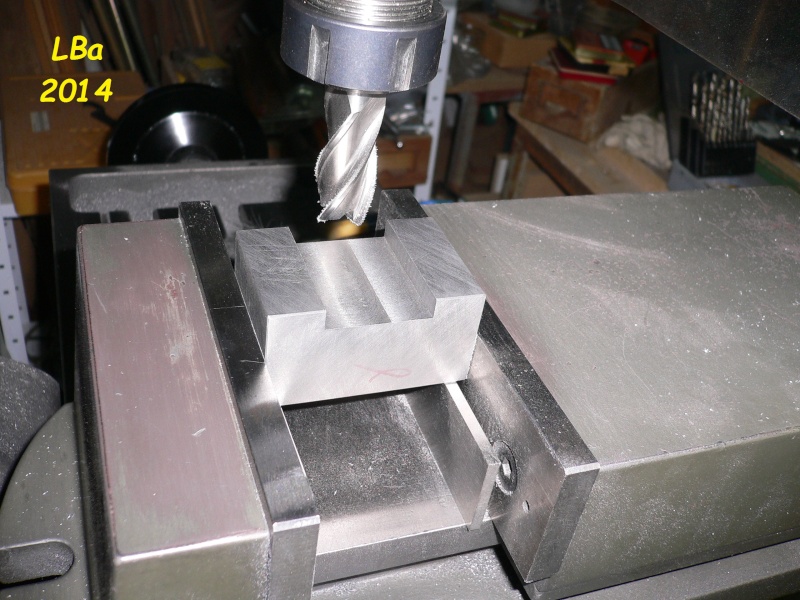
Concernant les différents usinages :
aprés cubage d'un prisme, usinage d'une rainure d'ébauche en vue de l'usinage de
queue d'arronde

fraisage et semi-finition d'un coté de la rainure
fraisage et semi-finition de l'autre coté de la rainure
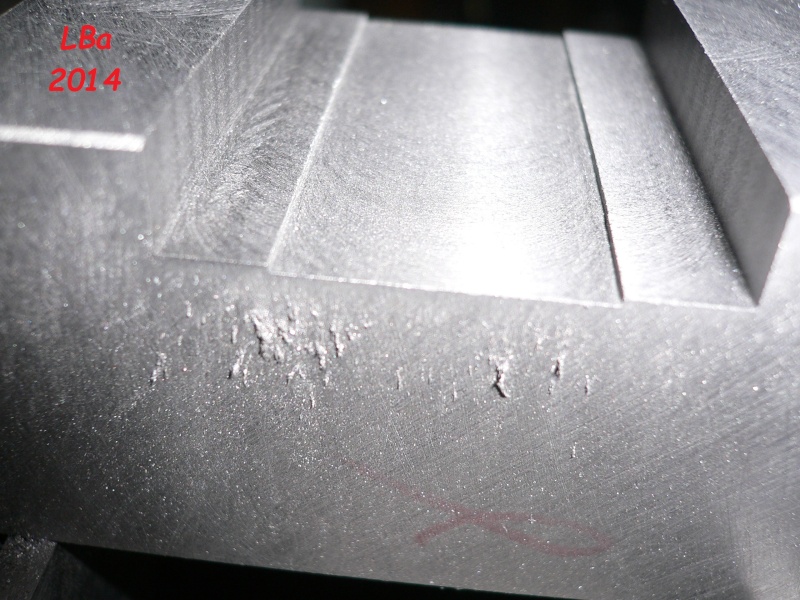
usinage d'un dégagement de 5/10 de profondeur en fond de rainure pour réduire la surface portante
Usinage de la queue d'arronde
avec la fraise adéquat, usinage d'un coté
l'usinage se fait en plusieurs passes car la fraise est assez fragile
au part-avant, à l'aide de la trigonométrie, j'ai calculé les dimensions téhorique de la queue d'arronde
et ce pour des piges de phi 6 mm
donc controle de la dimension :
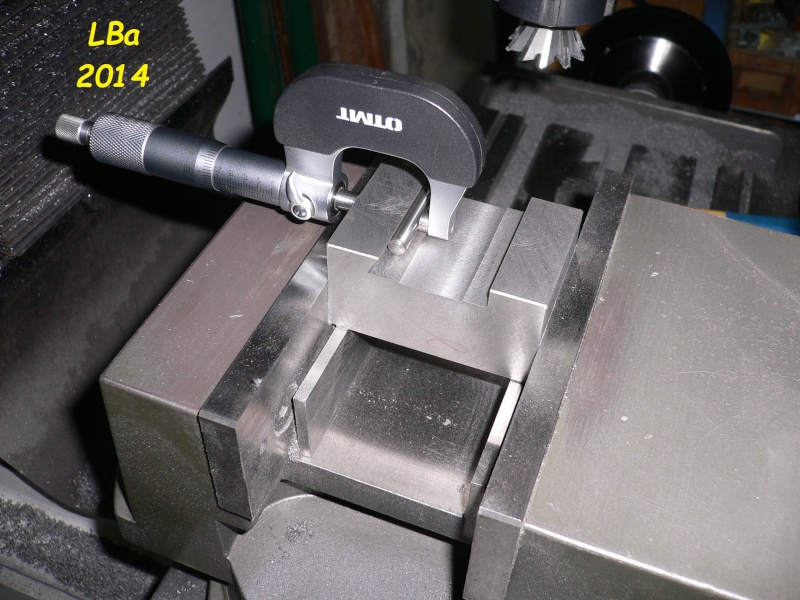
une fois la cote réalisé et obtenue

usinage du second coté afin d'obtenir une queue d'arronde double femelle
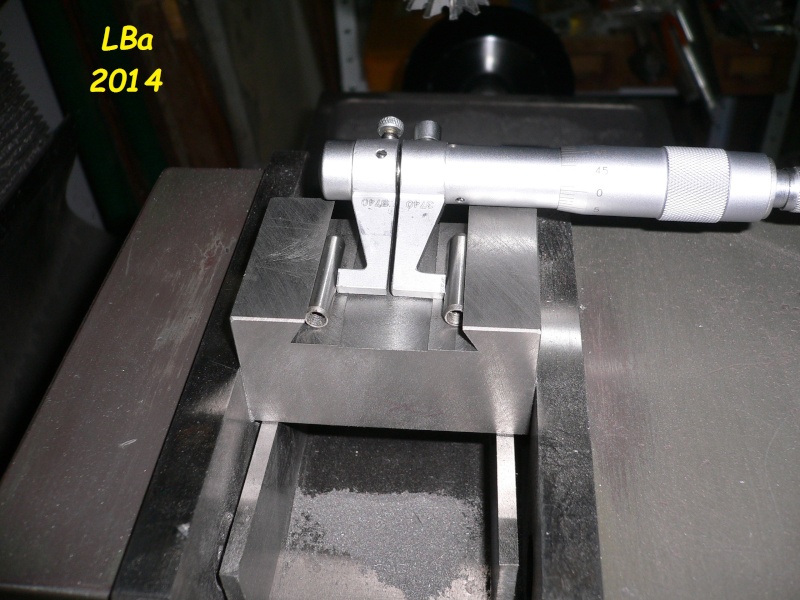
mesure de la queue d'arronde , cette fois à l'aide de deux piges de phi 6 mm
arrivé à la cote téhorique, controle avec la queue d'arronde male

controle de l'ajustement (avec la tourelle) des queues d'arronde male/femelle
Le porte outil en cours de réalisation sera pour ce type d'outil :

c'est un outil à aléser corps cylindrique de phi 6 mm
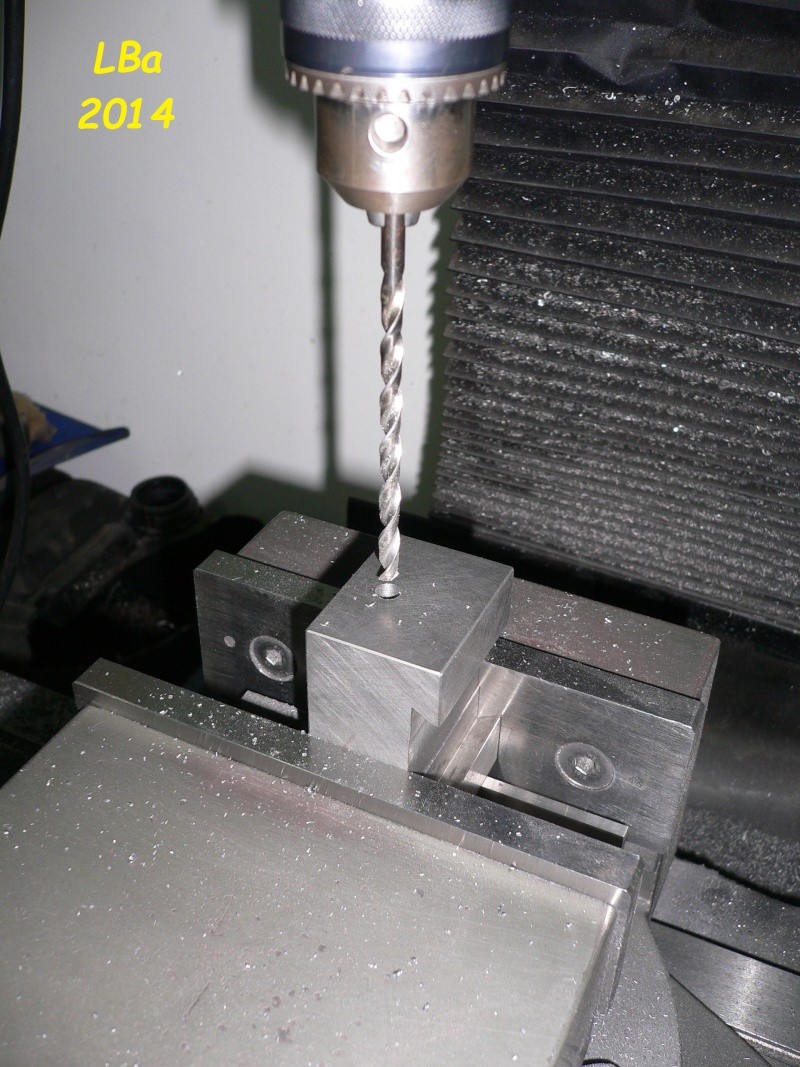
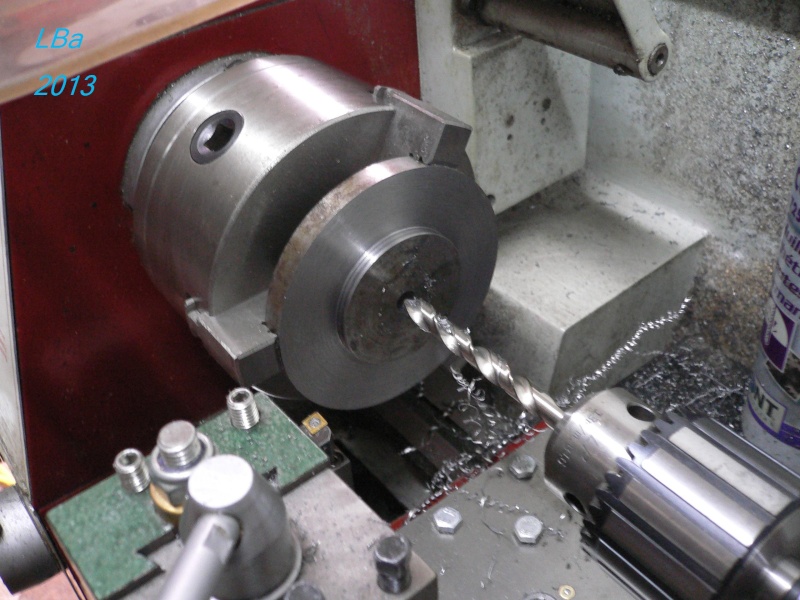
perçage du passage de l'outil avec un foret série longue de phi 6,2 mm
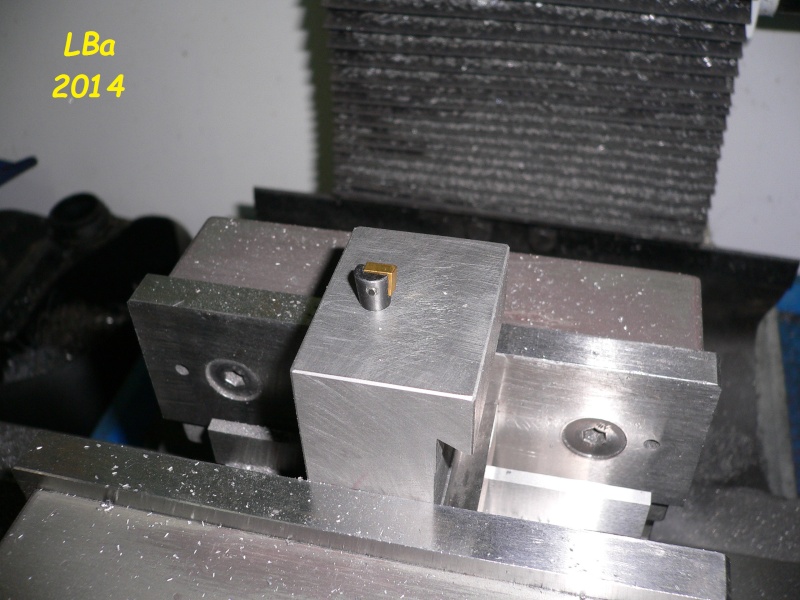
essais de passage de l'outil dans l'usinage
aprés changement de position de la piéce dans l'étau, perçage/taraudage de 3 M5 pour l'immobilisation
de l'outil
taraudage aprés perçage d'une immobilisation
les 3 immobilisations d'outil perçées/taraudées
repositionnement de la piéce afin de réaliser son immobilisation sur la tourelle du tour
perçage d'un phi 5 mm
pré-lamage à phi 10 mm du trou
finition du fond plat du lamage à la fraise de phi 10 mm
taraudage à M6 de l'immobilisation du porte outil sur la tourelle
Réalisation du principe de réglage en hauteur(par rapport à l'axe des pointes) de l'arréte de la pastille de l'outil
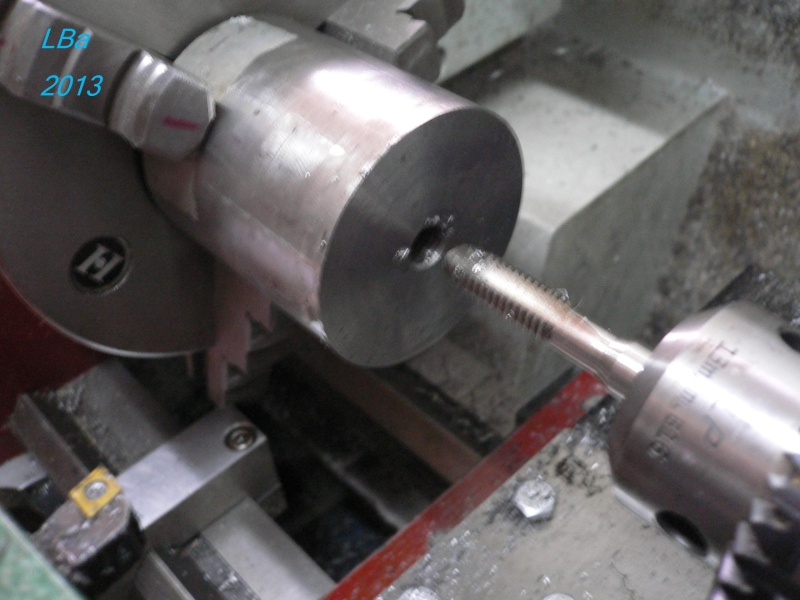
perçage à phi 6,8mm d'un trou borgne (non débouchant) pour un taraudage M8 futur
usinage d'un pré-lamage de phi 20 mm avec une grosse fraise à fraisure
le lamage à fond plat s'effectue en plusieurs passes (diamétre de fraise de 10,14,16,18,20,22) méthode plus longue
mais avec un meilleur résultat que directement à phi 20mm
ici avec une fraise de phi 14mm
là avec une fraise de phi 18mm
ici finition avec la fraise de phi 22mm
taraudage à M8 du trou
montage du porte outil sur la tourelle :
afin de vérification du réglage de la hauteur

usinage d'un téton sur les vis de blocage de l'outil
Le porte outil est passé à la peinture, les différentes vis montées
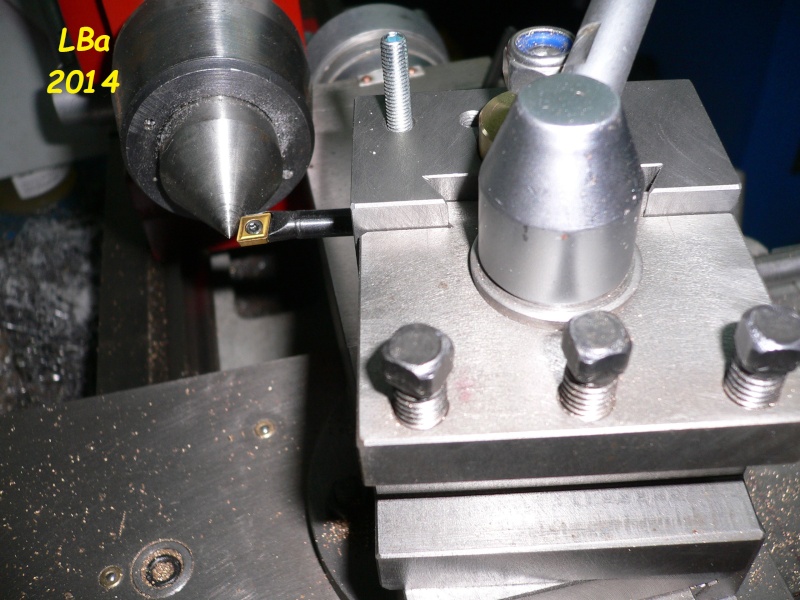
Réglage de la hauteur de l'outil
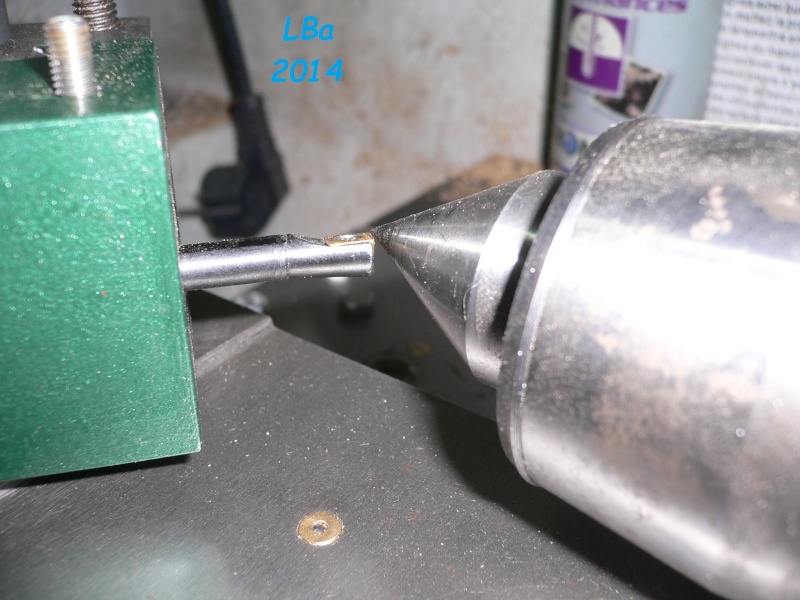
le porte outil en place sur la tourelle, il ne reste plus que la pointe de la pastille raportée à mettre
à la hauteur de la contre pointe et ceci à l'aide de de la bague en laiton
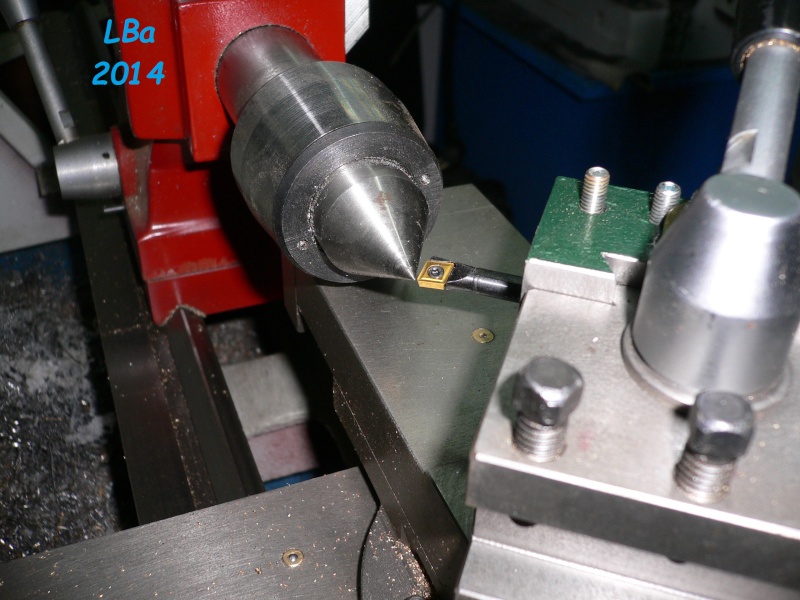
l'alignement doit étre le moins mal possible
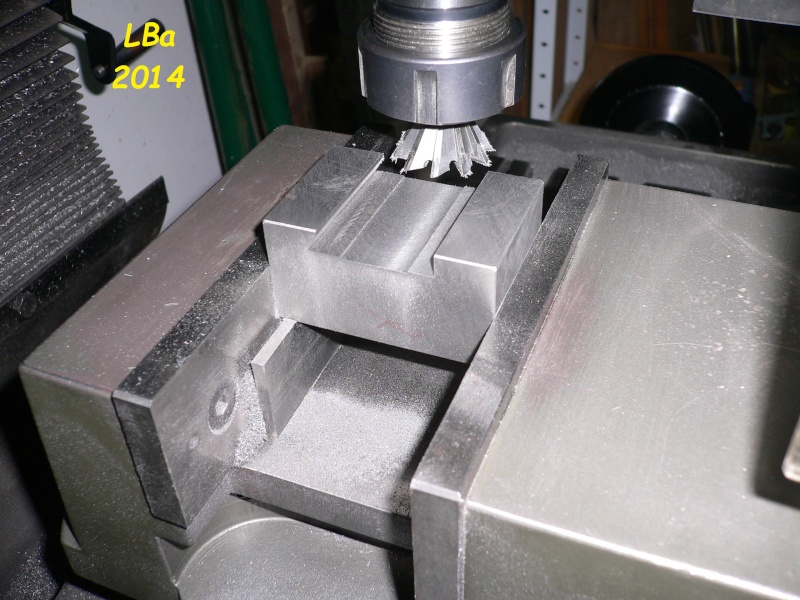
Autres essais d'affutage (fraise à rainer)
Ayant des fraises à rainer (réglable en épaisseur) qui avaient besoin d'un affutage
j'ai essayé de les affuter sur la machine
j'ai usiné un support afin d'utiliser celui d'origine

la fraise étant en deux parties (2 fois deux dents) je n'ai pas pu utiliser la butée de position
de dents
j'ai tangenté la meule à chaque dent avant une prise de passe de deux centièmes

L'opération c'est bien déroulée, en peu de temps, satisfaction du résultat pour l'instant
y'a plus qu'à essayer sur la toupie afin de vérifier la coupe !
Apperçu de la fraise

la fraise est en deux parties (pour augmenter l'épaisseur de rainurage, il suffit d'intercaler
une cale d'épaisseur)

la fraise assemblée
pour l'affutage de cette fraise j'ai remplacé le support d'origine

Par un un nouveau mieux adapté
j'ai gardé la piéce d'origine qui maintien la fraise
Ces boutons ont été usinés dans du rond laiton
aprés débit des ébauches, prise en mandrin sur le tour pour dresser une face et réaliser un épaulement
épaulement usiné avec une tolérance précise pour etre repris en manchon
vérification de l'ajustement avec le manchon
usinage de deux tores avec un outil à plaquette ronde
puis perçage/taraudage d'un M5 (borgne)

les bases des boutons sont ébauchées
l'ébauche est reprise sur le manchon centrée par un épaulement/alésage et maintenu serré par
une tige filetée de M5 avec écrou
prise en mandrin du manchon avec une ébauche pour dressage de la face
usinage d'une forme concave avec mon appareil

vue sous un autre angle
la forme finie
déplacement du chariot et usinage d'une autre forme
début de l'usinage de la seconde forme concave
finition de la seconde forme concave
redéplacement du chariot :

et usinage d'une troisiéme forme afin d'adoucir l'angle de liaison des deux formes
et ce pour cinq piéces

cinq piéces semblables mais pas identiques
elles vont venir sur ceci :

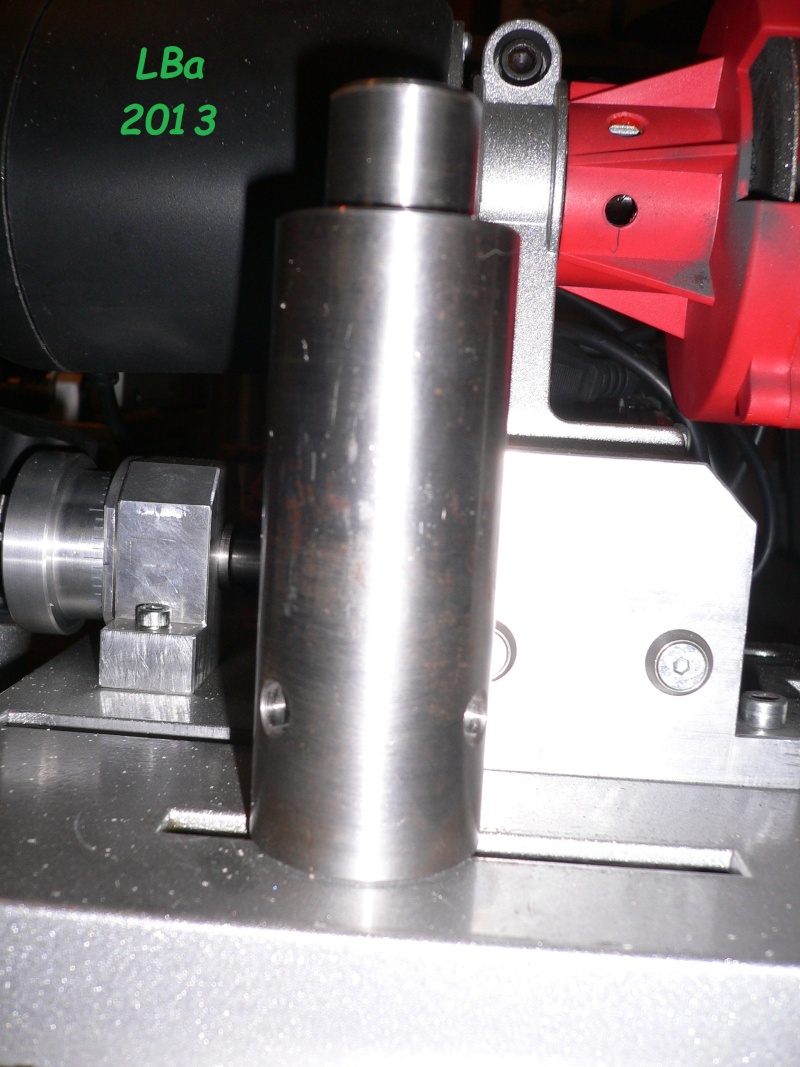
Réglage de la profondeur de passe
Le réglage de la profondeur de passe est réalisé par déplacement de la meule via une
vis au pas de 100
Descriptif en image du systéme
Réalisation d'un méplat en alu pour relier les deux supports de coulisses
fraisage d'un épaulement à chaque extrémité du méplat alu

perçage de deux trous pour l'assemblage avec les supports coulisses
perçage de deux trous pour l'assemblage avec le support écrou

lamage des trous pour noyer les tétes de vis d'assemblage
dans un autre morceau d'alu (dans lequel viendra un écrou en laiton)
perçage/taraudage de deux M5

méme opération pour le deuxiéme trou
les deux piéces assemblées
piéce en place sur le support de coulisse pour visualisation/controle
reste un alésage à réaliser afin de recevoir l'écrou en laiton
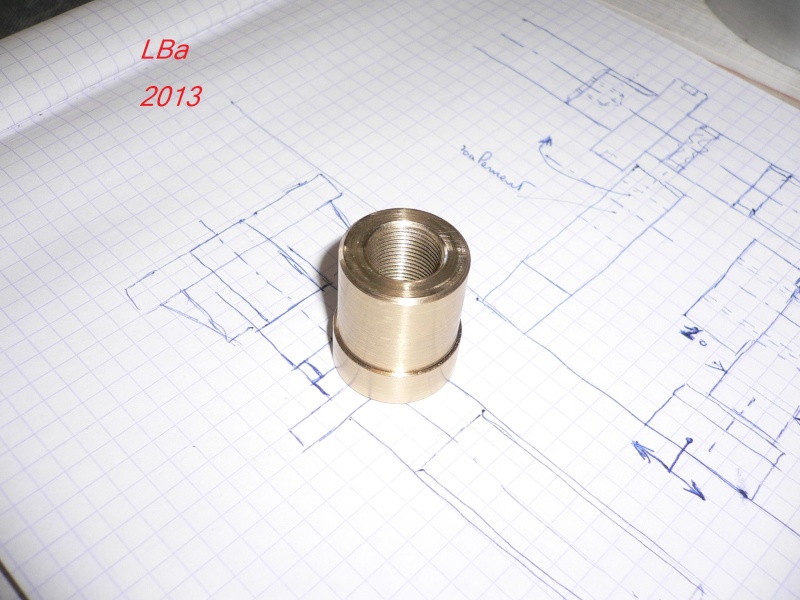
L'écrou laiton sera taraudé à M14 pas de 100 et ceci pour avoir un déplacement de l'ordre de 2/100 iéme

usinage extérieur de l'écrou à partir d'un jet de 25 mm en laiton
Reprise de l'écrou pour :

perçage à 13 mm avant taraudage

taraudage de l'écrou à l'aide de tarauds M14*100
l'écrou est usiné
Usinage de la vis en M14 pas de 100
le débit de départ est du Stub de 18 mm de diamétre
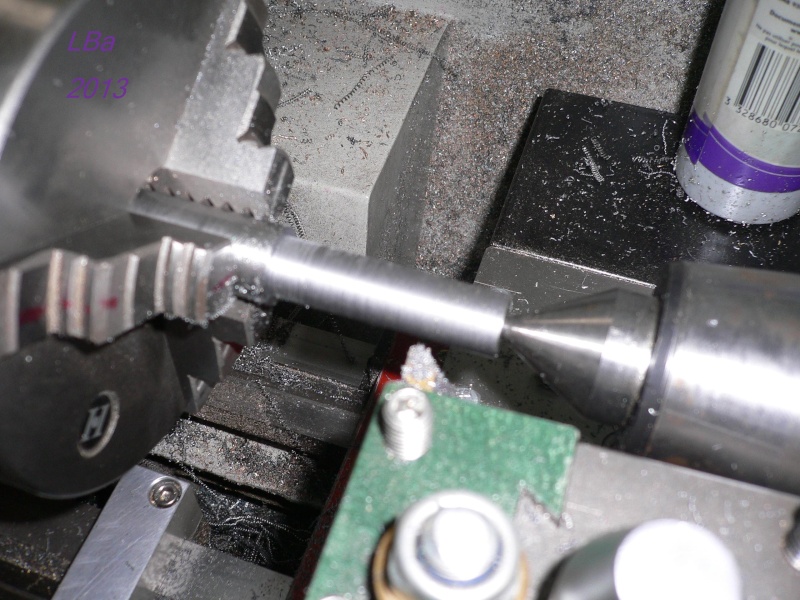
usinage d'un épaulement en vue du filetage à 13,8 mm

usinage d'une george pour le dégagement de l'outil à fileter
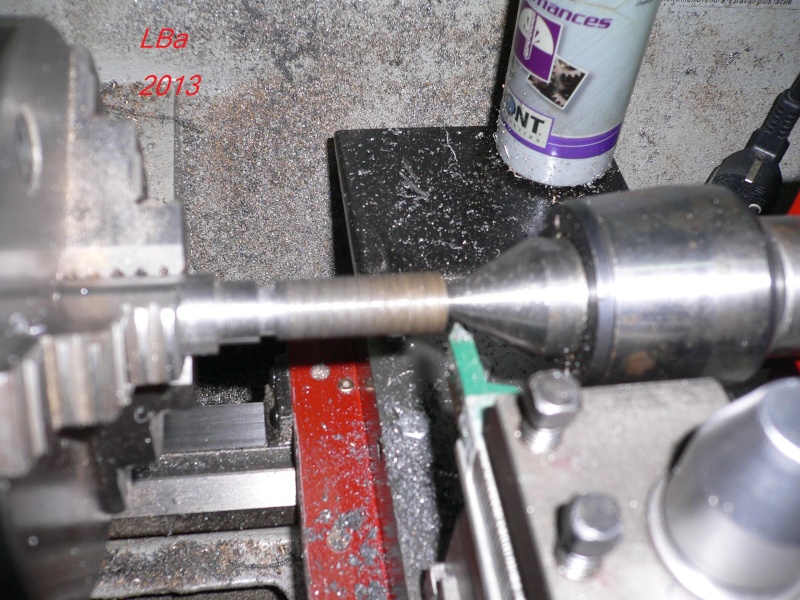
début de l'usinage du filetage

usinage du filetage

controle du filetage par rapport à l'écrou laiton réalisé précédenment
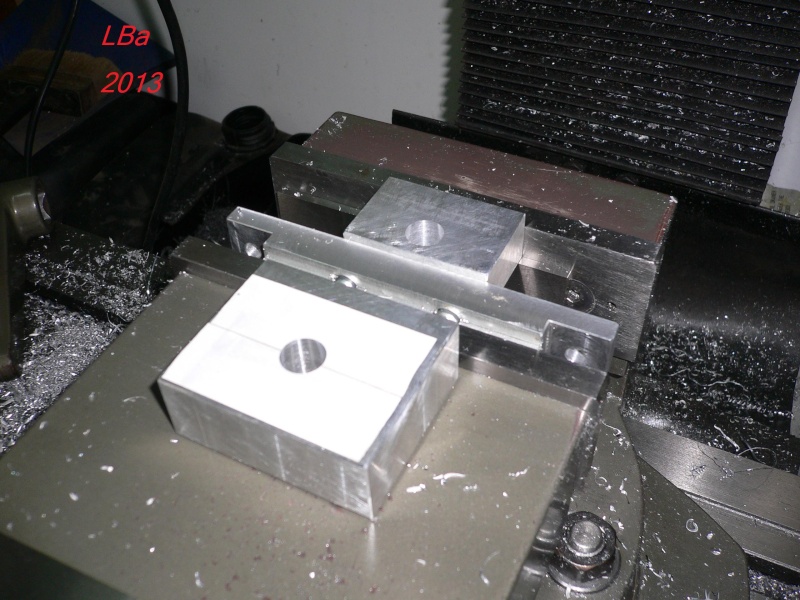
Afin que le support mobile et le support fixe soient axés, je les ai immobilisé avec du double face puis mis
en place dans l'étau de la fraiseuse et ensuite serrés avec des pinces étau afin de les percer

aprés mise en place sur la fraiseuse premier perçage à 12 mm
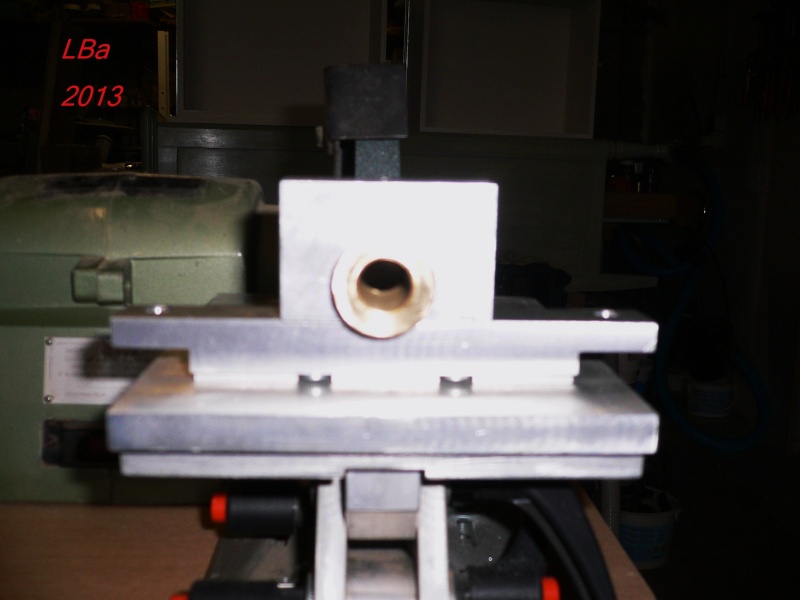
l'une des piéces devant avoir un alésage épaulé sera reprise au tour en mandrin 4 mors
séparation des supports (on apperçoit le double face sur une des piéces)
le support ayant un alésage traversant (sans épaulement) est resté en place dans l'étau
contre perçage du support à 19 mm avant alésage
alésage du support avec la téte à aléser

controle de l'ajustement alésage support/écrou laiton
l'ajustement étant gras
perçage pour une immobilisation mécanique de l'écrou
taraudage du perçage
l'ajustement gras ma incité à percer et tarauder pour immobiliser l'écrou
j'ai opté pour un ajustement gras pour le cas ou il faille démonter l'écrou
le support et l'écrou en place

l'écrou dans le support vue sous un autre angle
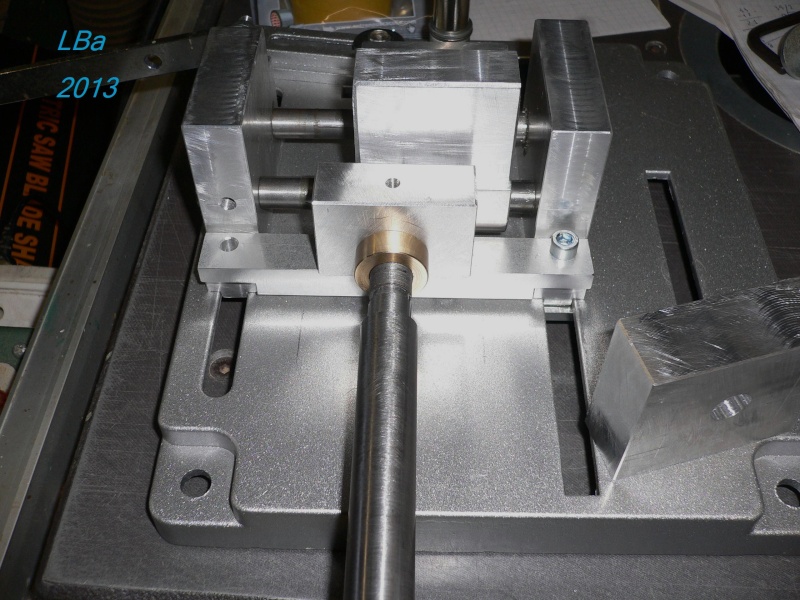
support avec l'écrou en place sur l'ensemble support meule
à droite de la photo, se trouve l'ébauche du support fixe
USINAGE du deuxiéme support (fixe)
Etant déja percé (voir ci-dessus), montage du support en mandrin 4 mors du tour
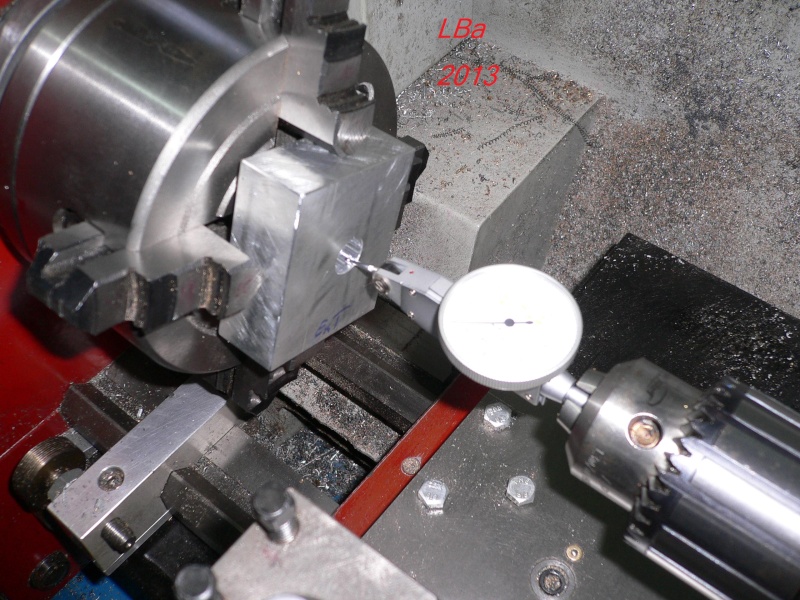
centrage/dégauchissage de la piéce sur le mandrin 4 mors (d'ou l'utilité du perçage effectué précédenment)

contre perçage de la piéce avant l'alésage épaulé

alésage du support

alésage vue autrement

ébauche à la scie à ruban de deux épaulements pour donner une forme ici un coté

ici l'autre coté
aprés deux coups de scie à métaux à main
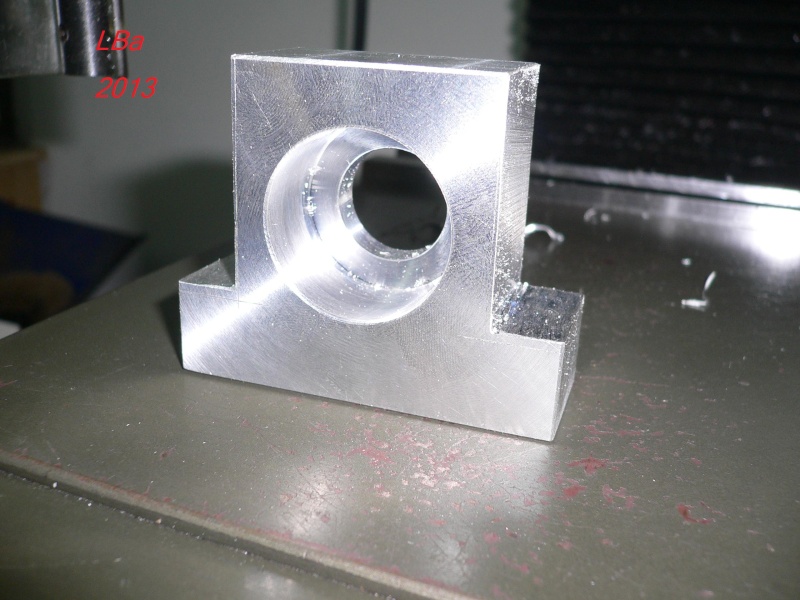
les épaulements sont ébauchés

fraisage de finition/mise à la cote des épaulements

ensuite fraisage de deux pans à 45°
le support est usiné en partie
L'alésage reçois un roulement à bille

montage du roulement à la presse à main (premiére phase)

deuxiéme phase du montage du roulement avec une entretoise (en appui sur la bague extérieur du roulement)
afin de pousser celui-ci en fond d'alésage comme ceci :

Ceci étant réalisé, retour sur la vis de déplacement, il reste de l'usinage à faire
perçage (en gardant un point de centre) à phi 4,2 mm pour un taraudage à M5
usinage de la portée de roulement du palier
controle de l'ajustement vis/palier
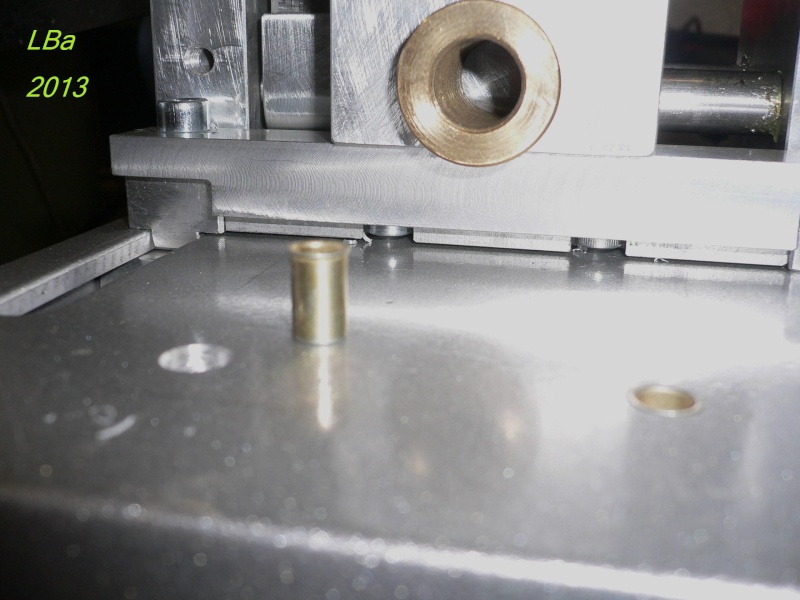
positionnement du palier sur la semelle pour vérification
tout ne va pas trop mal, à part le fil électrique du moteur qui risque de géner
aprés réflection, je vais pouvoir tourner le moteur d'un quart de tour,pour celà, il faut que je modifie la
fixation du carter de protection de la meule, rien d' irréalisable, juste un bidouillage à faire
FLASQUE SERRAGE/PROTECTION ROULEMENT
aprés débit d'une rondelle d'alu:
centrage du brut dans le mandrin

dressage de la face

perçage à phi 9,9 mm avant alésage
alésage à phi 10 mm
désolé, j'ai perdu deux photos, la reprise de la flasque pour usiner un épaulement et le dressage de la seconde face

essais de la flasque dans le palier

contre perçage de la flasque
alésage à phi 18 mm
aprés perçage/taraudage de 3 M3, la flasque est solidaire du palier

fraisage d'un coté de la flasque
fraisage de l'autre coté de la flasque
perçage de deux phi 5 mm pour la fixation du palier sur la semelle

montage à blanc du palier sur la semelle
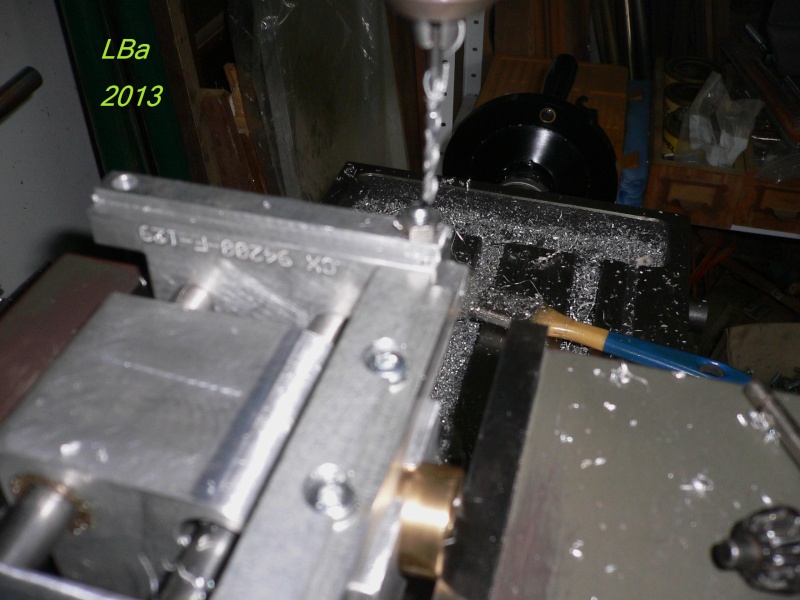
Maintenant que tout à l'air d'étre OK, pointage (à la volée) de la position du palier sur la semelle

réalisé à la perceuse sans fil
perçage de la semelle, celle-ci, étant peu épaisse à mon gout pour etre taraudée
j'ai choisi l'option d'utiliser des inserts taraudés à sertir
vue des inserts

pour leur sertissage, j'utilise ce genre de pince manuelle
la tige de traction et l'enclume est fonction du diamétre de la vis

les inserts sertis (sur la fléche, on peut appercevoir le bourelet de sertissage de l'insert)
Apres la fixation du palier et essais, je me suis apperçu que le palier mobile et son support bougeait
(il est desserré pour le réglage de prise de passe)
j'ai donc goupillé le support sur les paliers des coulisses
perçage du goupillage
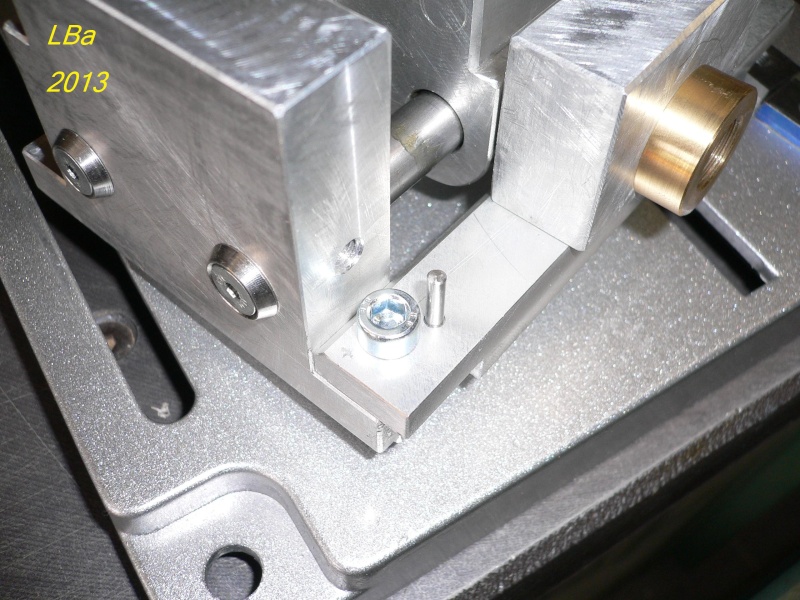
le goupillage réalisé (les goupilles sont tirées dans du stub de 3 mm)
USINAGE du VERNIER
le vernier est à partir de rond alu de 50 mm
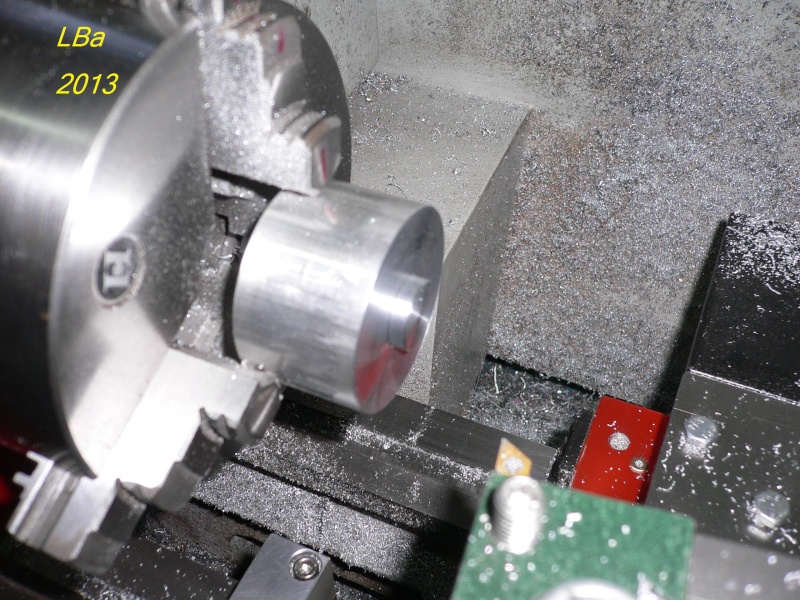
dressage de la face et usinage d'un épaulement
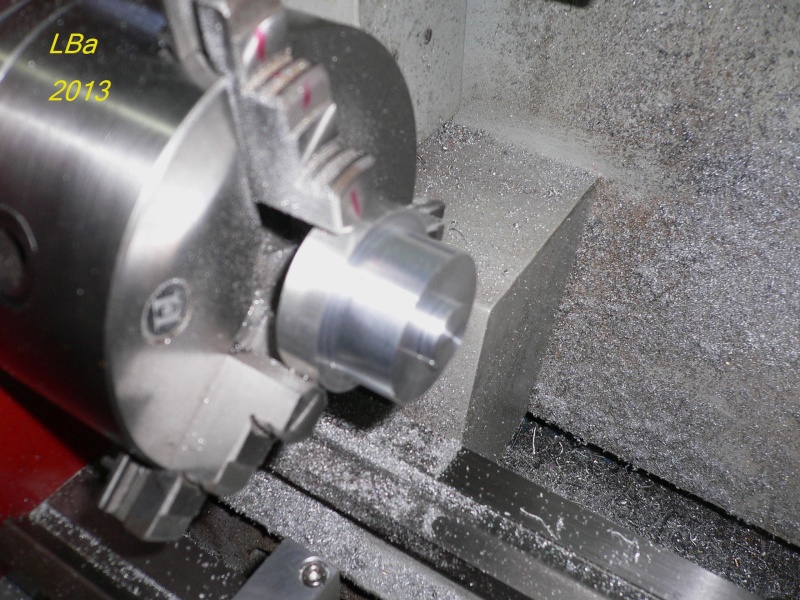
usinage d'un second épaulement

perçage avant alésage

alésage à 10 mm
aprés retournement de la piéce :

dressage de la face et chambrage
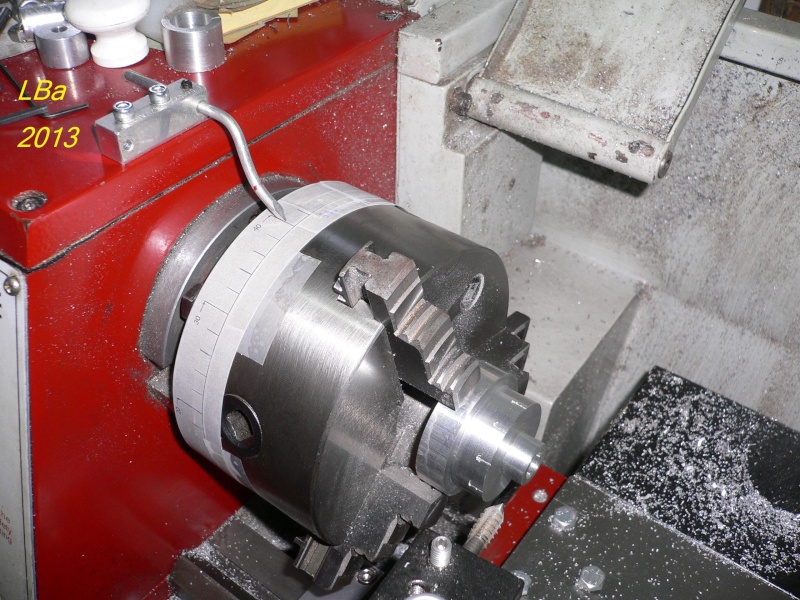
GRAVAGE DU VERNIER
celon le principe que j'ai déja utilisé, gravage sur le vernier, de divisions
pour cela aprés avoir fixé ma bande papier (gabari) sur le mandrin du tour à l'aide de ruban adhésif
monté la pointe de repérage, et la piéce dans le mandrin début des opérations
début du traçage des dixiémes
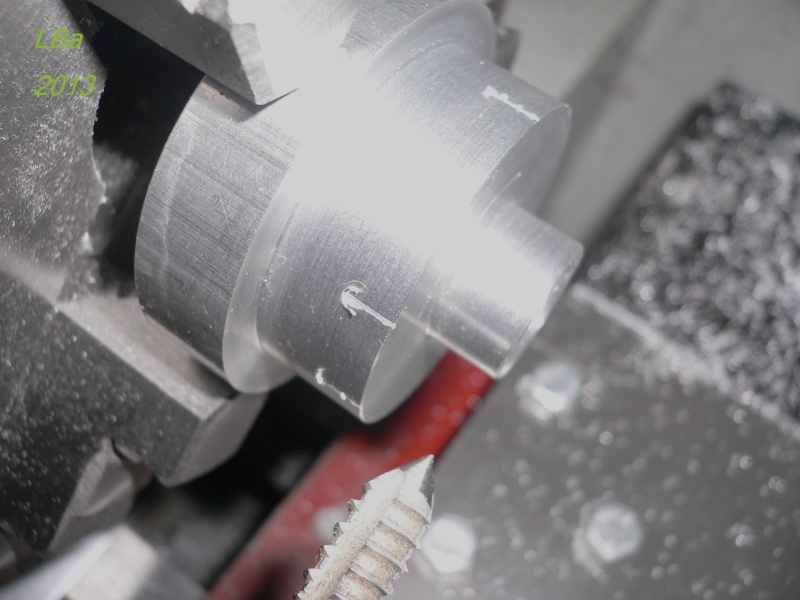
les dixiémes sont tracés
pour la longueur du traçage je positionne la butée de banc (longitudinal)
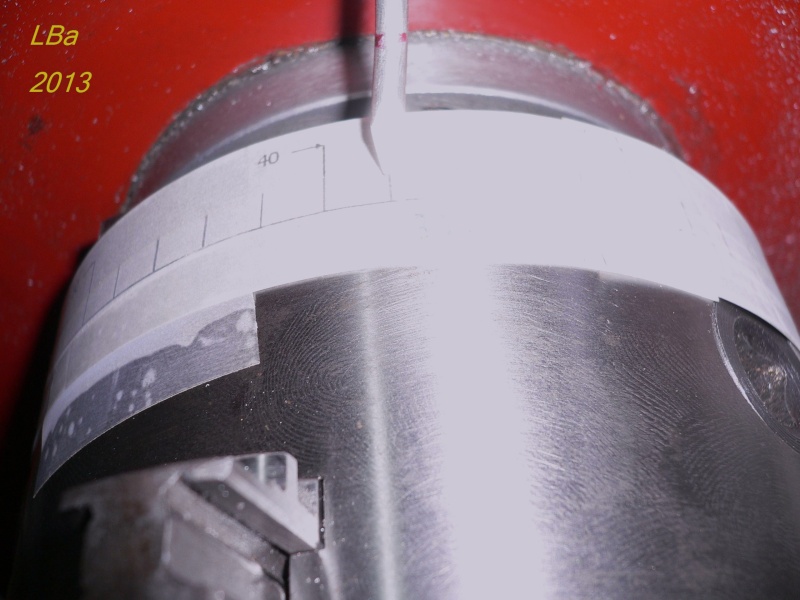
repére sur le gabari papier pour le traçage des centièmes
les centièmes sont tracés, la valeur entre deux divisions est de 2 centièmes

le réglage micrométrique de prise de passe en place
autre angle de vue du réglage micrométrique
j'ai aussi mis une butée sur les coulisses pour le déplacement du moteur
aprés débit

perçage et taraudage de la butée de déplacement
la butée usinée
Ensemble piéces à remplacer
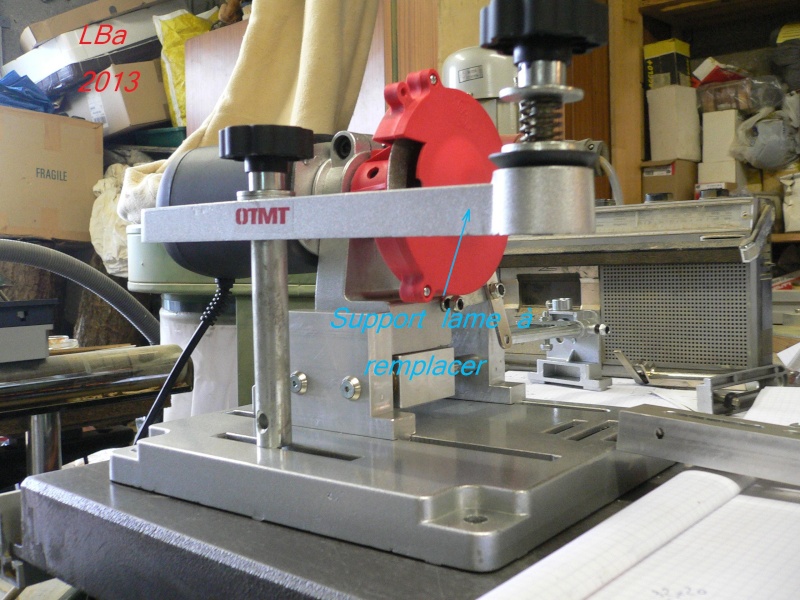
Le support sera constitué de plusieurs piéces
Coulisse de réglage de positionnement de la lame
usiné dans un barreau d'alu
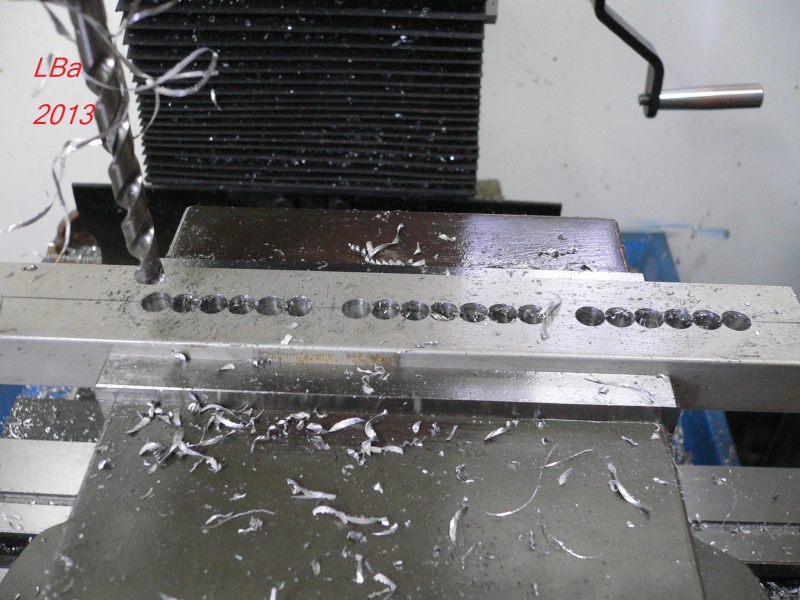
perçage de trous tangents
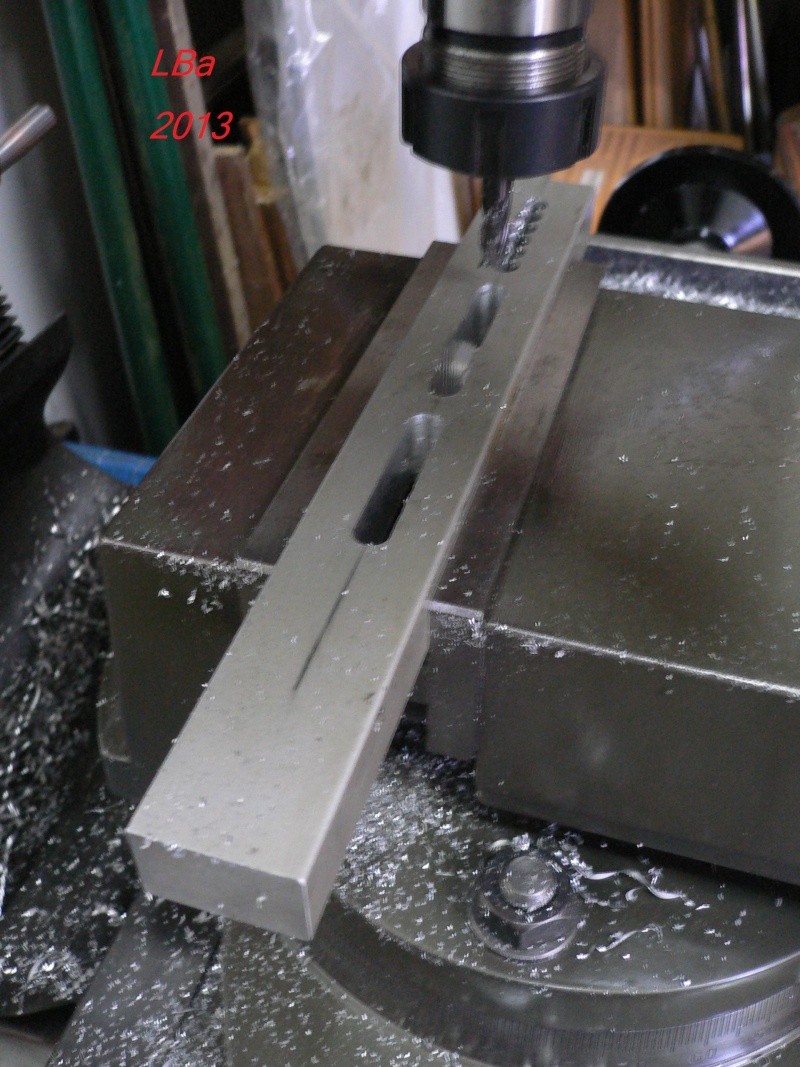
fraisage afin de réaliser 3 rainures (pour le réglage de positionnement de la lame)
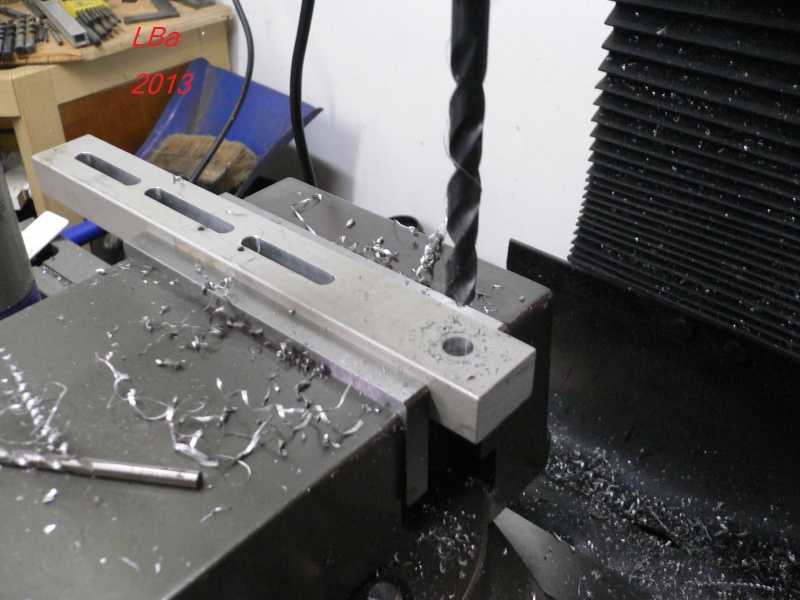
puis perçage d'un phi 10 mm pour le montage d'un support
ensuite fraisure (sur le phi 10) pour noyer la téte de vis
La flasque de serrage de la lame de scie
alésage de la flasque afin de coiffer l'axe support lame
controle de l'ajustement flasque axe support
l'axe est une entretoise de récup au bon diamétre extérieur (correspond à un alésage de lame de 30 mm)
il n'y aura qu'une mise à longueur et repercer à 10 mm l'axe pour faire la rue michelle !!
Support bas porte lame
débit du support dans du tube épais
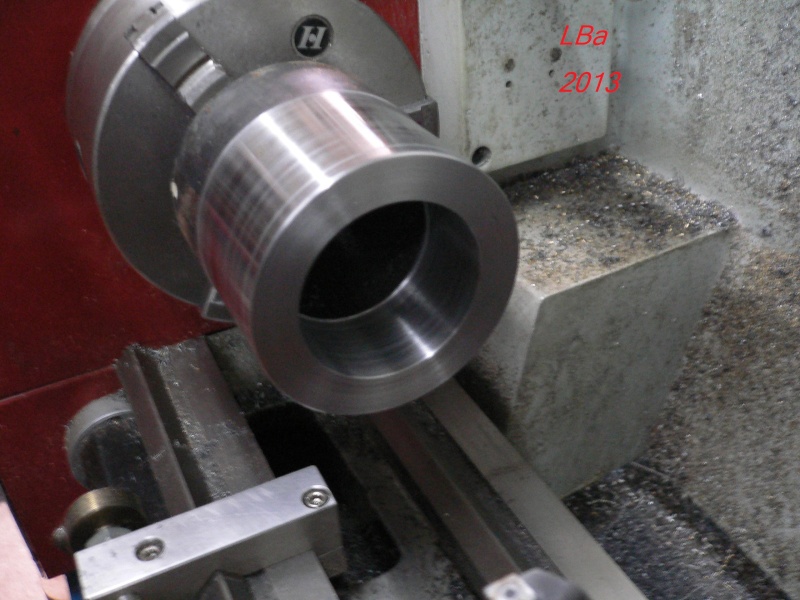
usinage extérieur et alésage
aprés retournement de la piéce (prise en mandrin par l'alésage précédenment réalisé)
dressage face et usinage extérieur
second alésage (celui-ci recevra un axe rotatif)
perçage/taraudage d'un M6 pour l'immobilisation de l'axe rotatif
Flasque entre support lame et coulisseau de réglage
usiné dans une rondelle d'acier à ferrer les bourricots
usinage d'un épaulement qui se logera dans le support bas

vérification de l'ajustement
reste à faire par la suite, la liaison entre les deux piéces (3 vis à 120°)
perçage avant taraudage à M10

puis fraisage d'une rainure pour loger le coulisseau
cette rainure fera anti-rotation de la piéce
Axe de rotation de lame
perçage/taraudage à M10 dans un morceau d'acier inox
usinage d'un épaulement qui se logera dans le support dessous lame
reprise de la piéce pour l'usinage extérieur qui se logera dans le support bas

vérification de l'ajustement qui doit étre libre tournant sans jeu excessif
petit montage à blanc du nouveau support de lame
il manque une piéce (en cour d'usinage) et quelques usinages sur les autres piéces
La piéce manquante est le support sous la lame de scie, elle sera en alu

débit de la piéce dans du rond alu de 100 mm

prise en mandrin et dressage d'une face

perçage de la piéce à 10 mm

contre perçage à 15 avant l'alésage (mon outil de 8 ne rentre pas dans un phi 10)
j'ai bien un outil de 6, mais il faut que je fasse son porte outil
alésage pour recevoir l'axe de rotation
vérification de l'ajustement (il est glissant et sera immobilisé par 2 vis)
ébauche de l'extérieur en vue d'une reprise

centrage de la piéce sur le mandrin

dressage de la seconde face

contre perçage avant alésage (méme probléme que ci-dessus)
alésage pour recevoir l'axe de centrage de lame de scie

vérification de l'ajustement (montage glissant, l'axe pouvant etre appelé à changer, en
fonction de l'alésage de la lame à affuter)
montage de la piéce sur l'axe de rotation afin d'usiner l'extérieur de la piéce
perçage taraudage d'un phi 6 mm afin de bloquer l'axe support de lame
et d'un autre à 60 °
Axe centrage de la lame
étant au bon diamétre pour une lame d'alésage de 30 mm, une simple mise à longueur suffisait
mise à longueur de l'axe
Aprés un montage à blanc des piéces, et marquage de la position sur l'axe rotatif
usinage d'une george pour le logement du bout de la vis de blocage

ébauche de la george sur l'axe

finition de la george sur l'axe
En refaisant un prémontage (avec toutes les piéces) , je me suis apperçu que le support de
lame était trop haut par rapport à l'axe horizontal de la meule

Ah le couillon que je suis parfois, j'ai oublié une hauteur de piéce dans la chaine de cote !
Ratrapage de la couillonnade

recoupe à la scie à ruban du support bas de 10 mm

passage sur le tour pour dresser à nouveau la face
Les piéces étant presque toutes usinées(reste 3 fixations à perçer) un apperçu de l'ensemble

l'ensemble des piéces en kit