

Ensemble piéces à remplacer
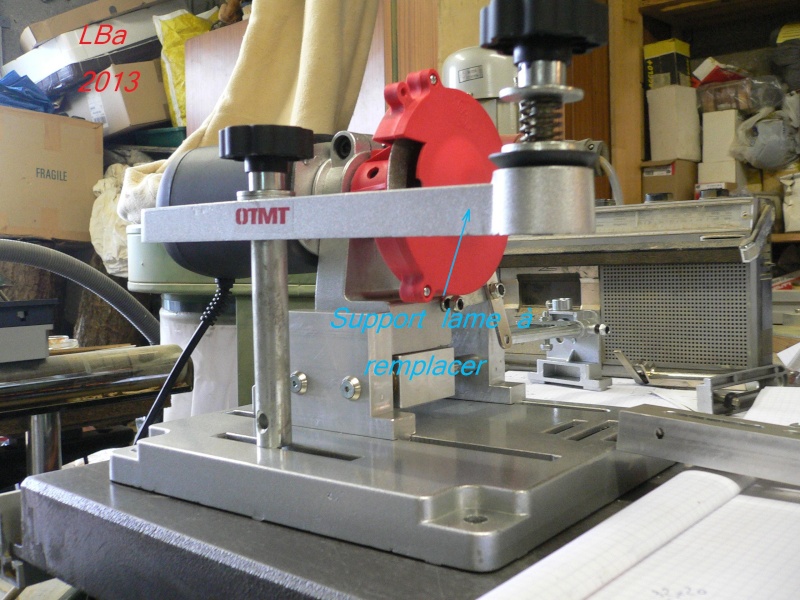
Le support sera constitué de plusieurs piéces
Coulisse de réglage de positionnement de la lame
usiné dans un barreau d'alu
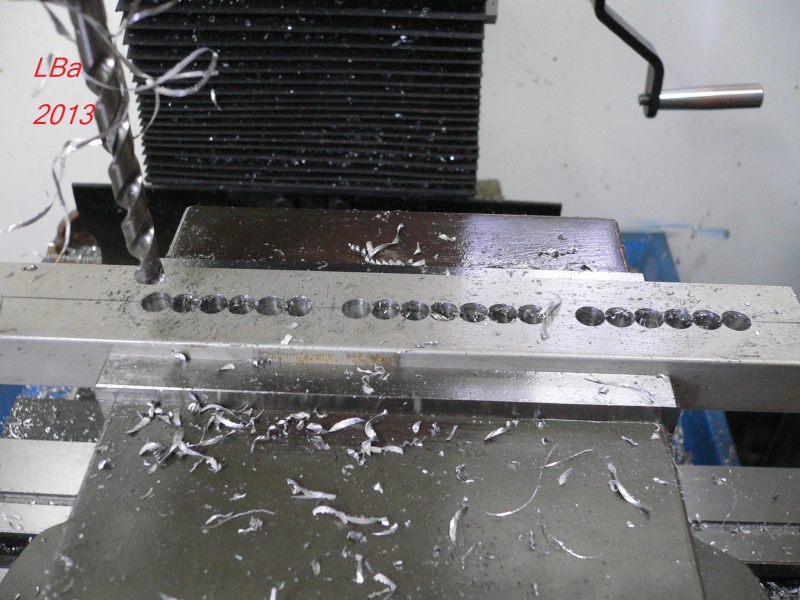
perçage de trous tangents
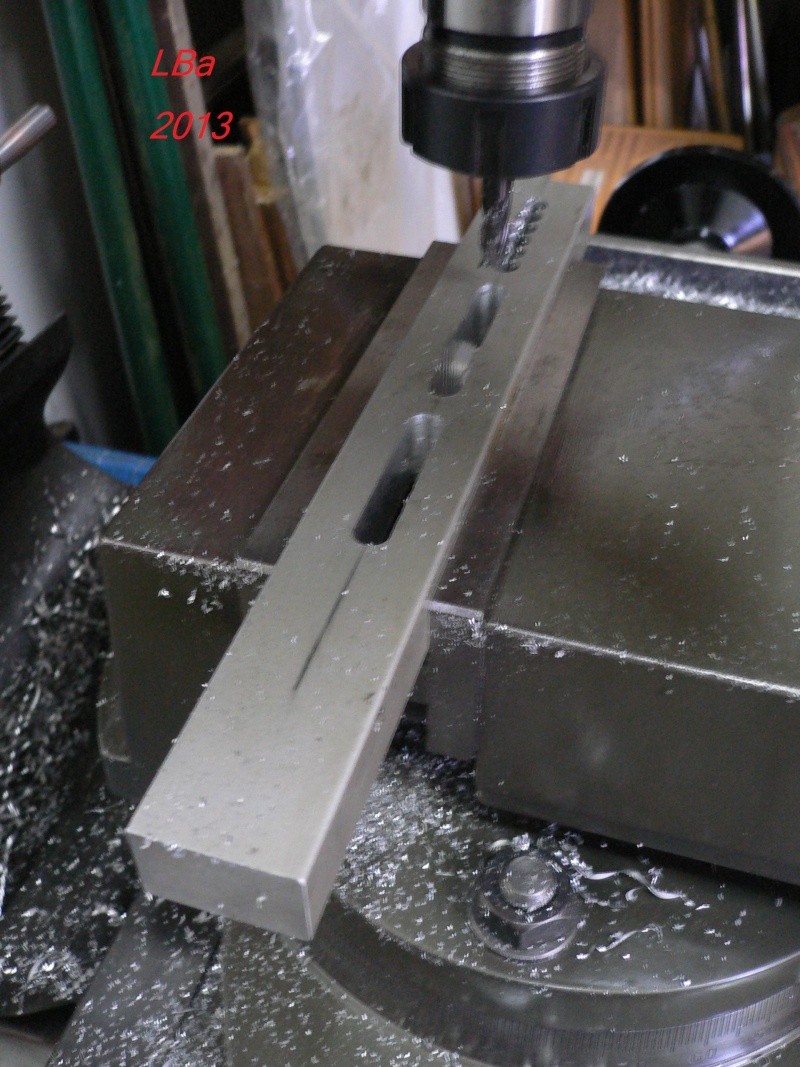
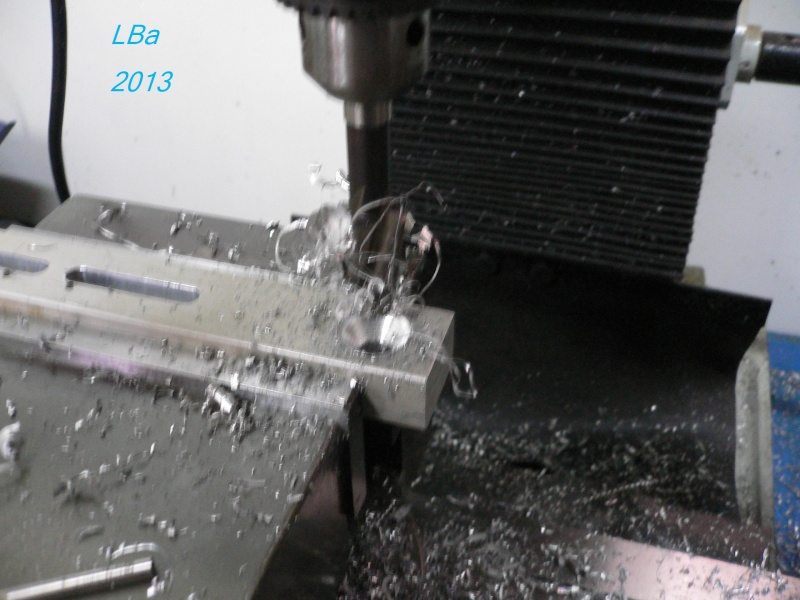
fraisage afin de réaliser 3 rainures (pour le réglage de positionnement de la lame)
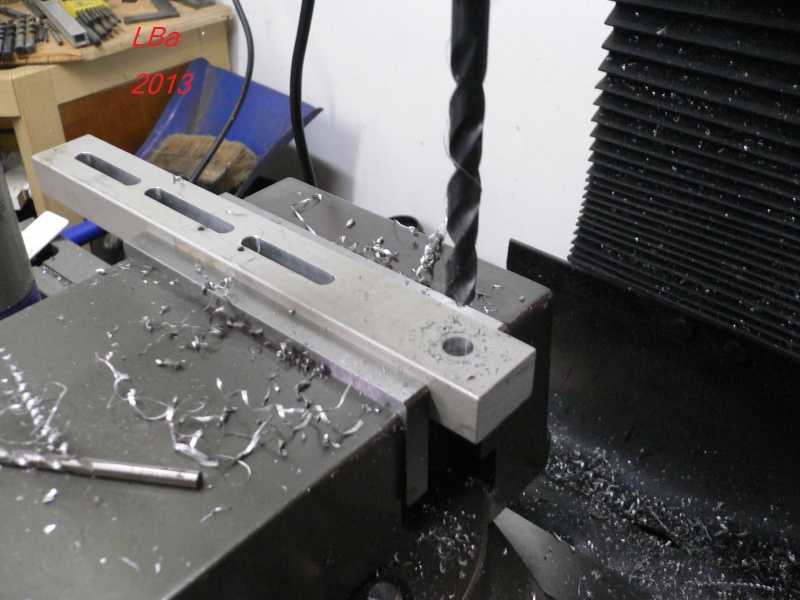
puis perçage d'un phi 10 mm pour le montage d'un support
ensuite fraisure (sur le phi 10) pour noyer la téte de vis
La flasque de serrage de la lame de scie
alésage de la flasque afin de coiffer l'axe support lame
controle de l'ajustement flasque axe support
l'axe est une entretoise de récup au bon diamétre extérieur (correspond à un alésage de lame de 30 mm)
il n'y aura qu'une mise à longueur et repercer à 10 mm l'axe pour faire la rue michelle !!
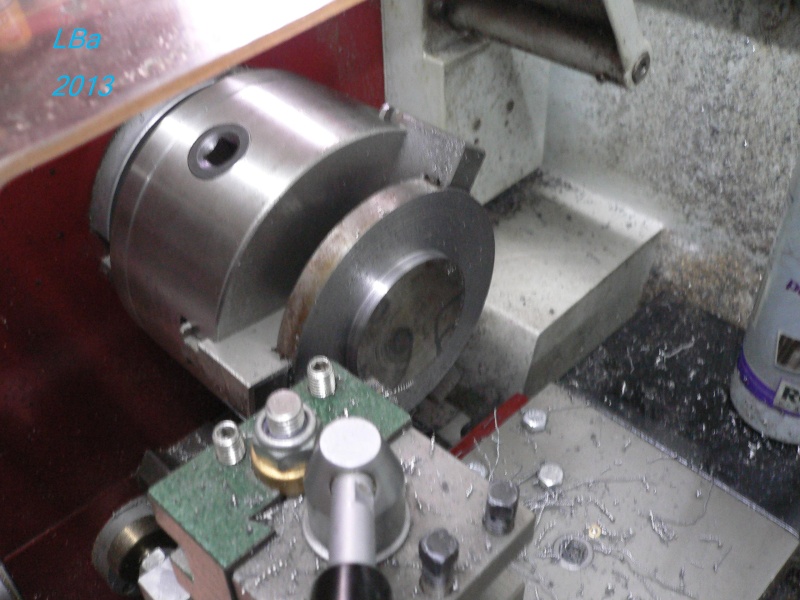
Support bas porte lame
débit du support dans du tube épais
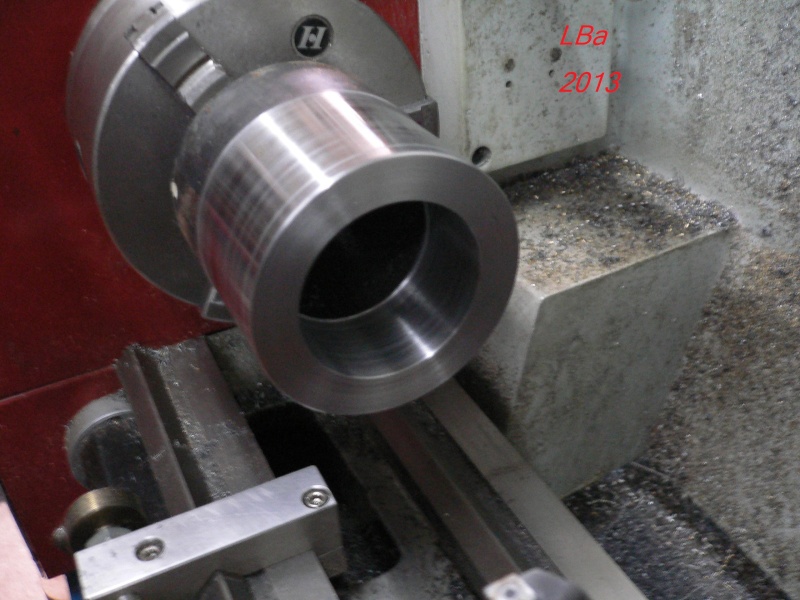
usinage extérieur et alésage
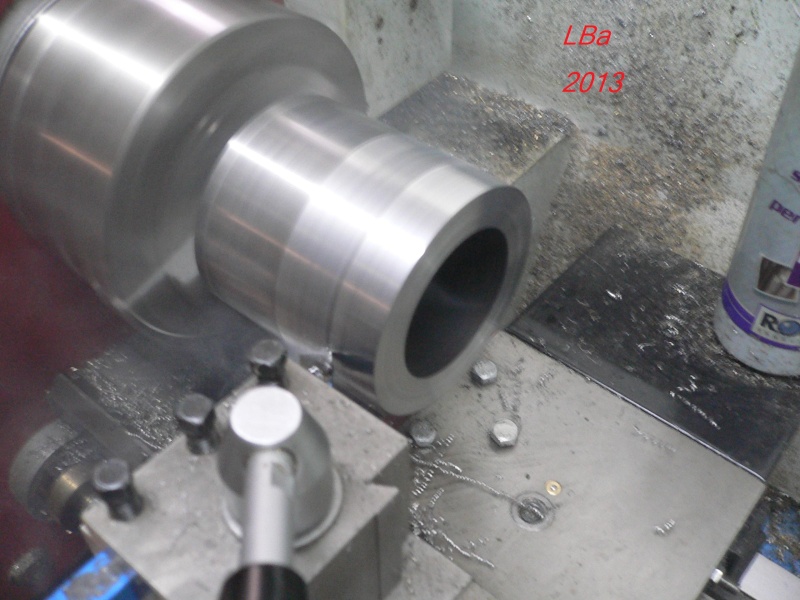
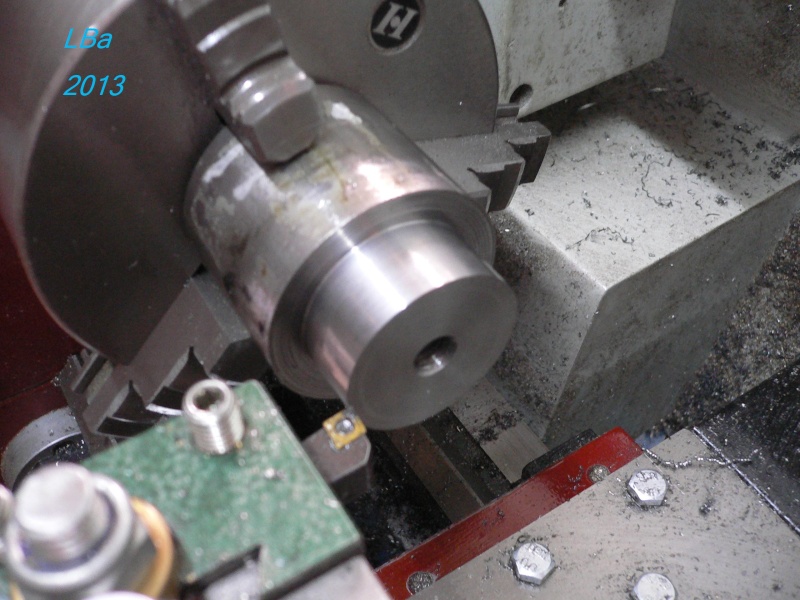
aprés retournement de la piéce (prise en mandrin par l'alésage précédenment réalisé)
dressage face et usinage extérieur
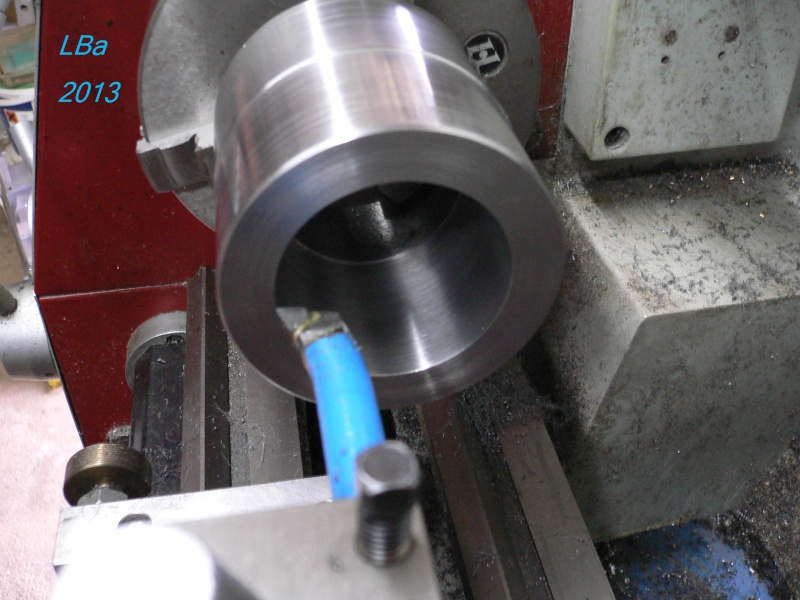
second alésage (celui-ci recevra un axe rotatif)
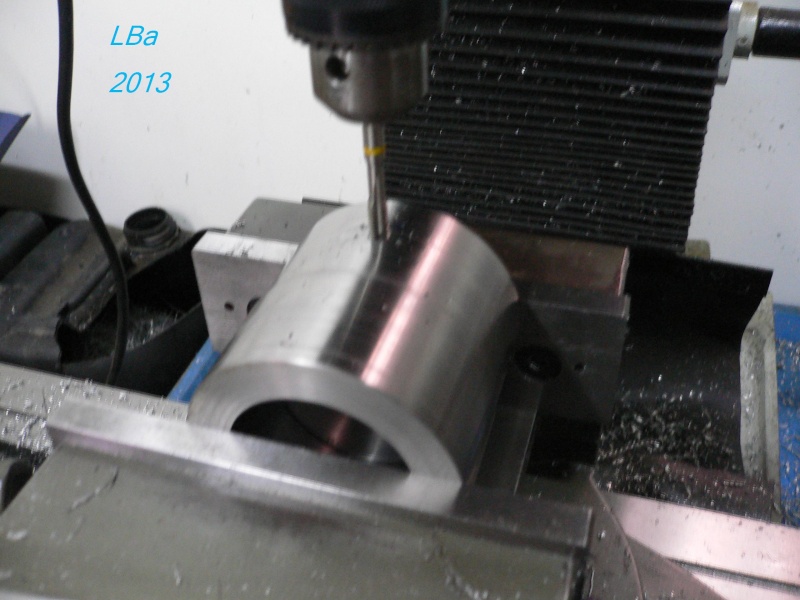
perçage/taraudage d'un M6 pour l'immobilisation de l'axe rotatif
Flasque entre support lame et coulisseau de réglage
usiné dans une rondelle d'acier à ferrer les bourricots
usinage d'un épaulement qui se logera dans le support bas

vérification de l'ajustement
reste à faire par la suite, la liaison entre les deux piéces (3 vis à 120°)
perçage avant taraudage à M10

puis fraisage d'une rainure pour loger le coulisseau
cette rainure fera anti-rotation de la piéce
Axe de rotation de lame
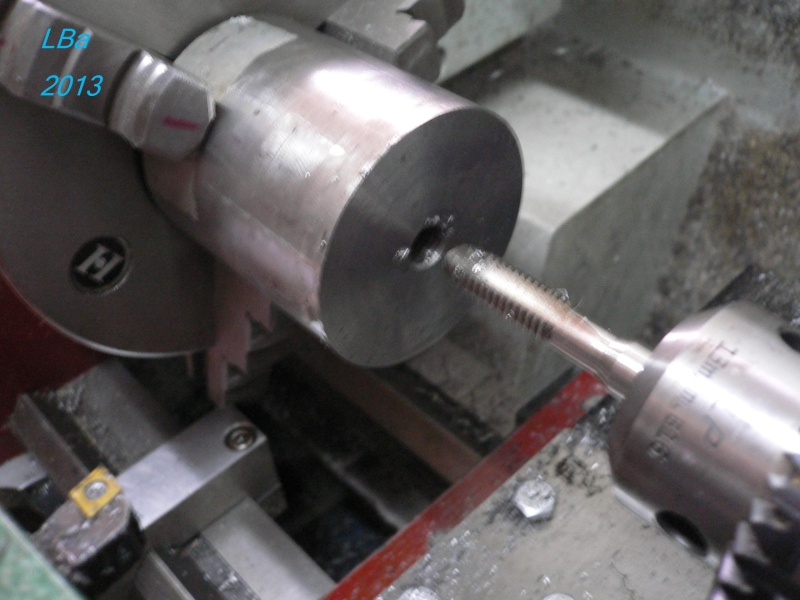
perçage/taraudage à M10 dans un morceau d'acier inox
usinage d'un épaulement qui se logera dans le support dessous lame
reprise de la piéce pour l'usinage extérieur qui se logera dans le support bas

vérification de l'ajustement qui doit étre libre tournant sans jeu excessif
petit montage à blanc du nouveau support de lame
il manque une piéce (en cour d'usinage) et quelques usinages sur les autres piéces
La piéce manquante est le support sous la lame de scie, elle sera en alu

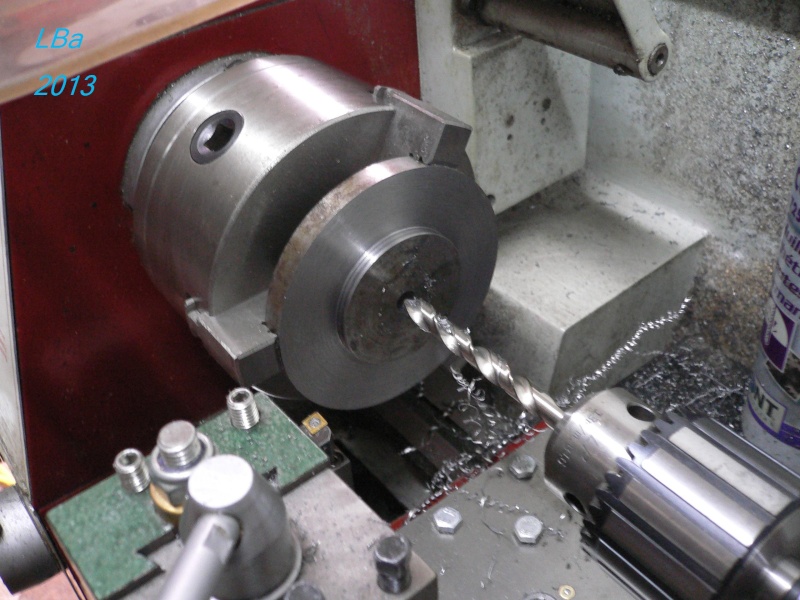
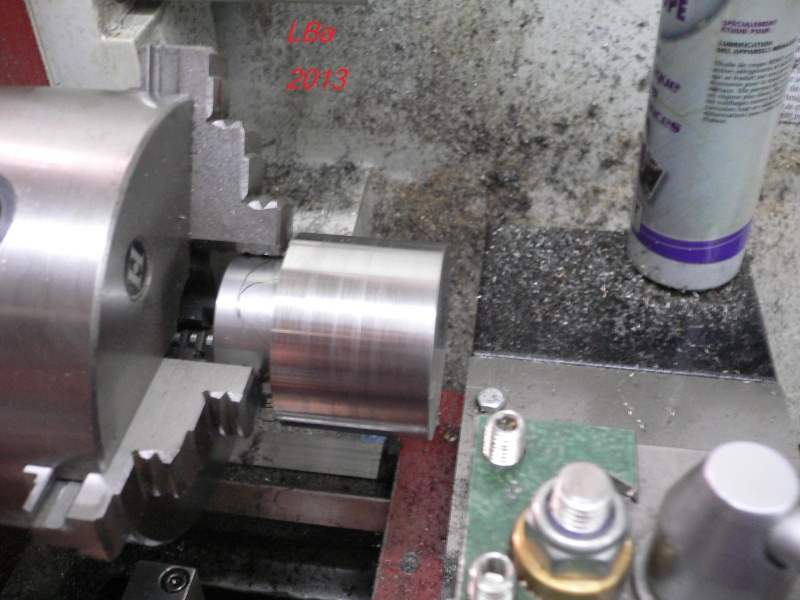
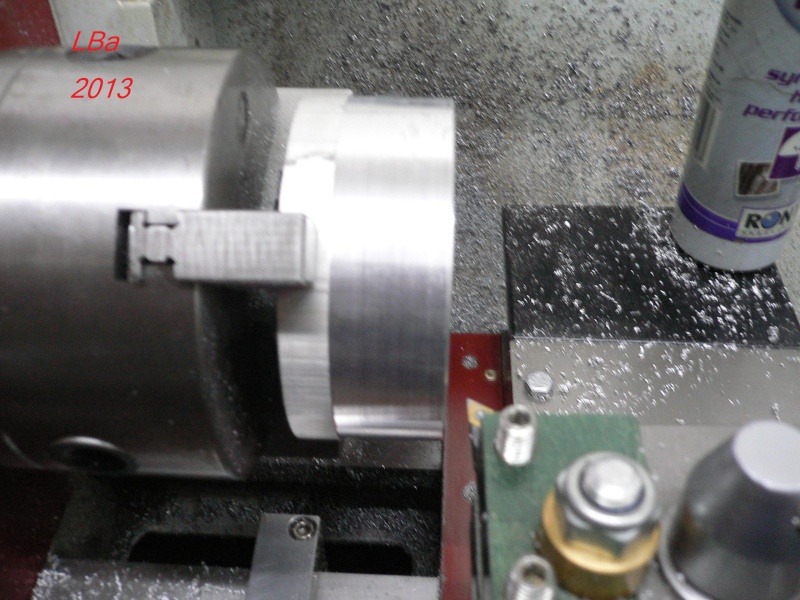
débit de la piéce dans du rond alu de 100 mm

prise en mandrin et dressage d'une face

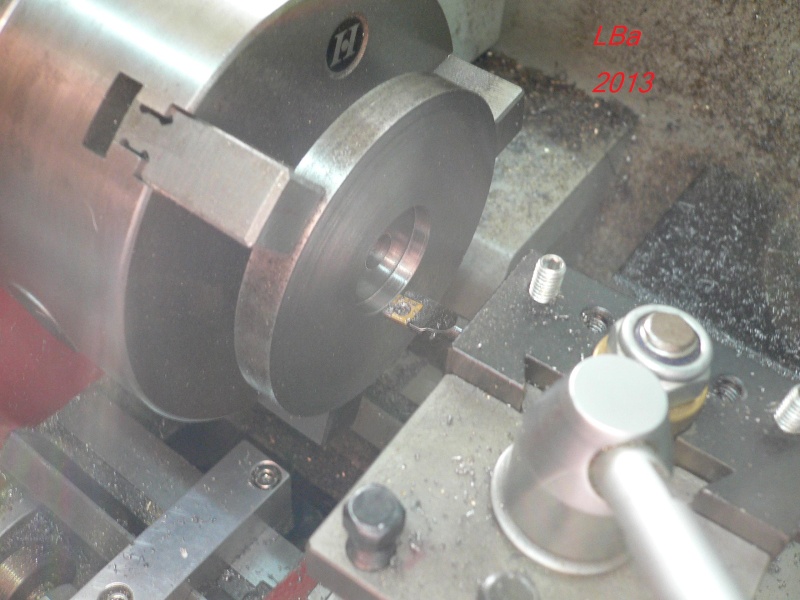
perçage de la piéce à 10 mm

contre perçage à 15 avant l'alésage (mon outil de 8 ne rentre pas dans un phi 10)
j'ai bien un outil de 6, mais il faut que je fasse son porte outil
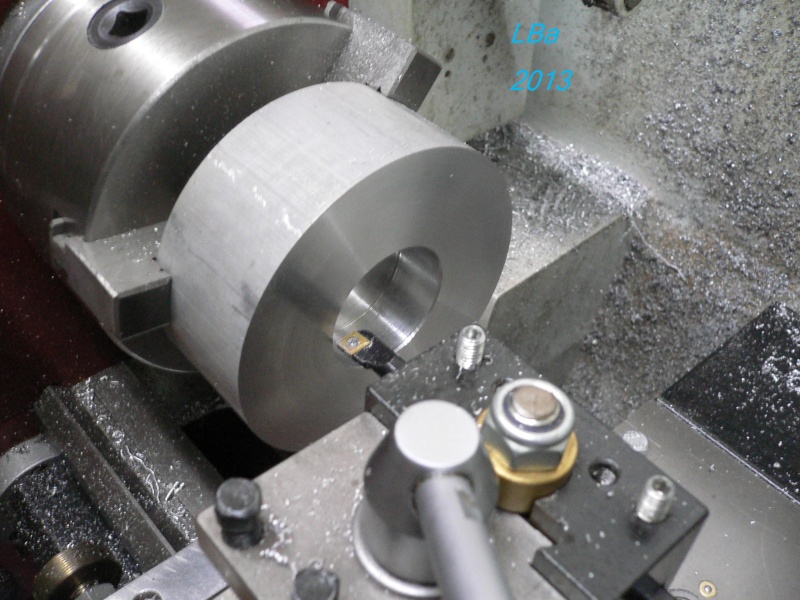
alésage pour recevoir l'axe de rotation
vérification de l'ajustement (il est glissant et sera immobilisé par 2 vis)
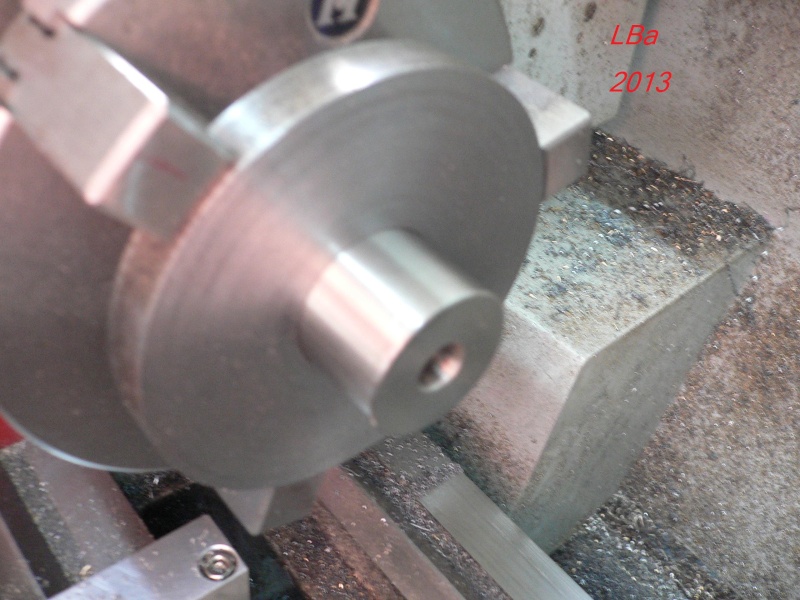
ébauche de l'extérieur en vue d'une reprise

centrage de la piéce sur le mandrin

dressage de la seconde face

contre perçage avant alésage (méme probléme que ci-dessus)
alésage pour recevoir l'axe de centrage de lame de scie

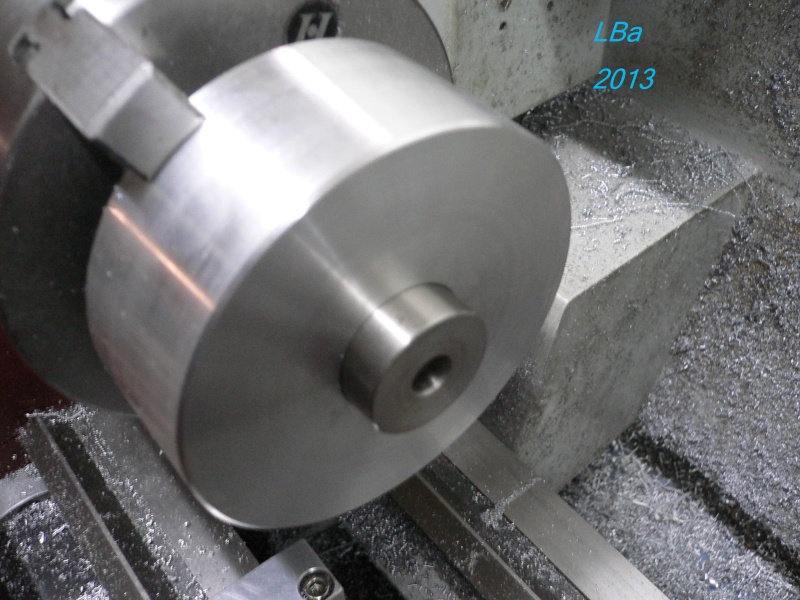
vérification de l'ajustement (montage glissant, l'axe pouvant etre appelé à changer, en
fonction de l'alésage de la lame à affuter)
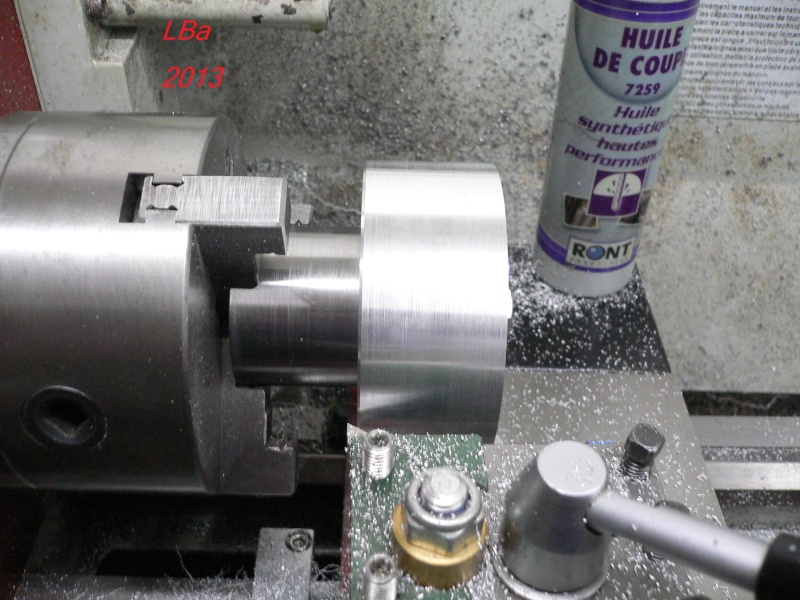
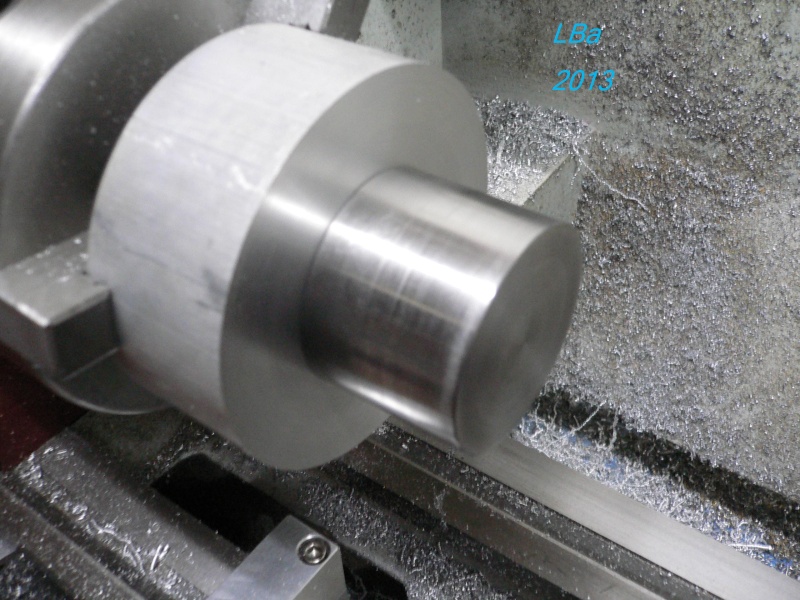
montage de la piéce sur l'axe de rotation afin d'usiner l'extérieur de la piéce
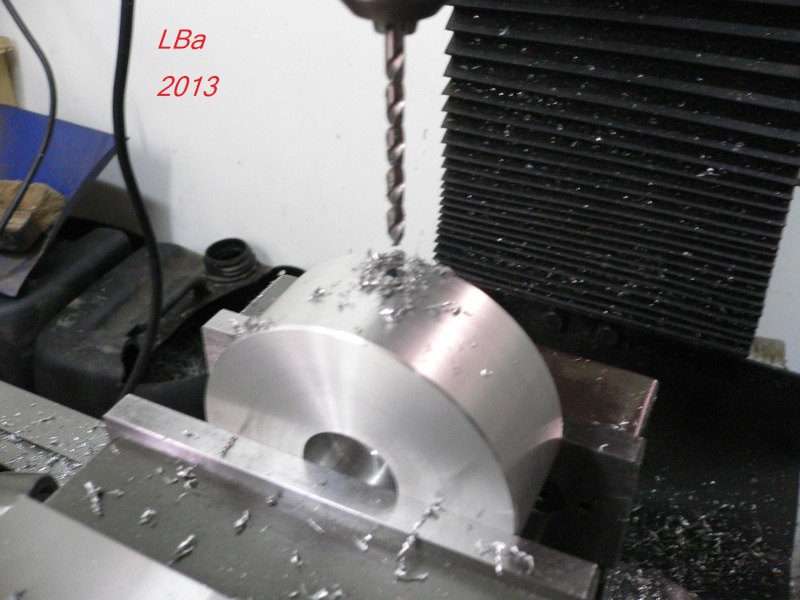
perçage taraudage d'un phi 6 mm afin de bloquer l'axe support de lame
et d'un autre à 60 °
Axe centrage de la lame
étant au bon diamétre pour une lame d'alésage de 30 mm, une simple mise à longueur suffisait
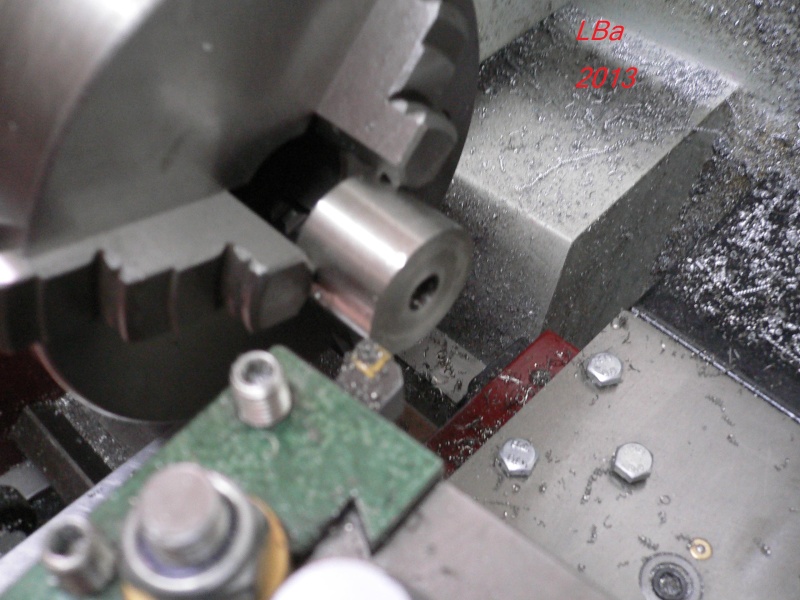
mise à longueur de l'axe
Aprés un montage à blanc des piéces, et marquage de la position sur l'axe rotatif
usinage d'une george pour le logement du bout de la vis de blocage

ébauche de la george sur l'axe

finition de la george sur l'axe
En refaisant un prémontage (avec toutes les piéces) , je me suis apperçu que le support de
lame était trop haut par rapport à l'axe horizontal de la meule

Ah le couillon que je suis parfois, j'ai oublié une hauteur de piéce dans la chaine de cote !
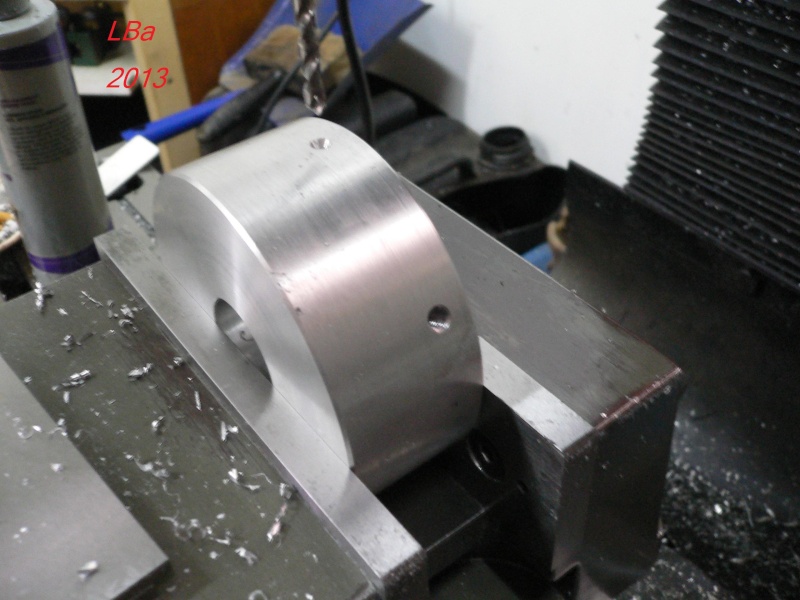
Ratrapage de la couillonnade

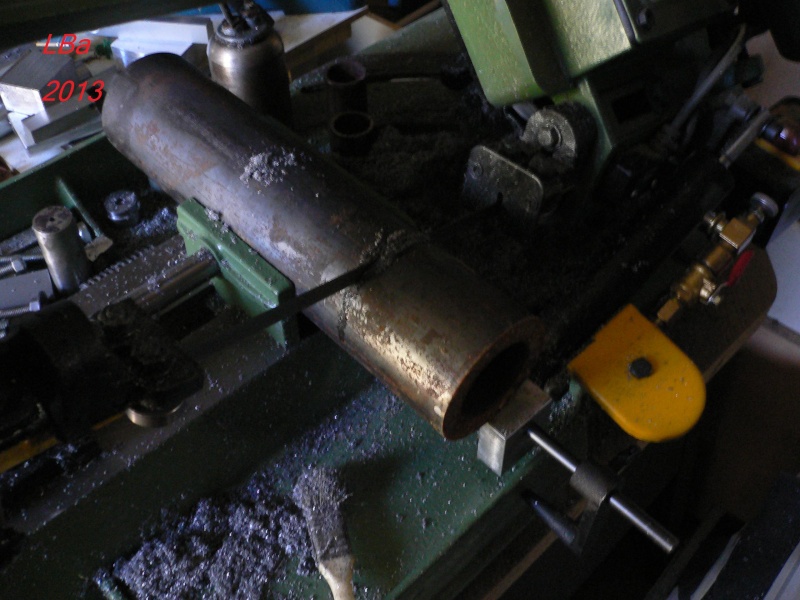
recoupe à la scie à ruban du support bas de 10 mm

passage sur le tour pour dresser à nouveau la face
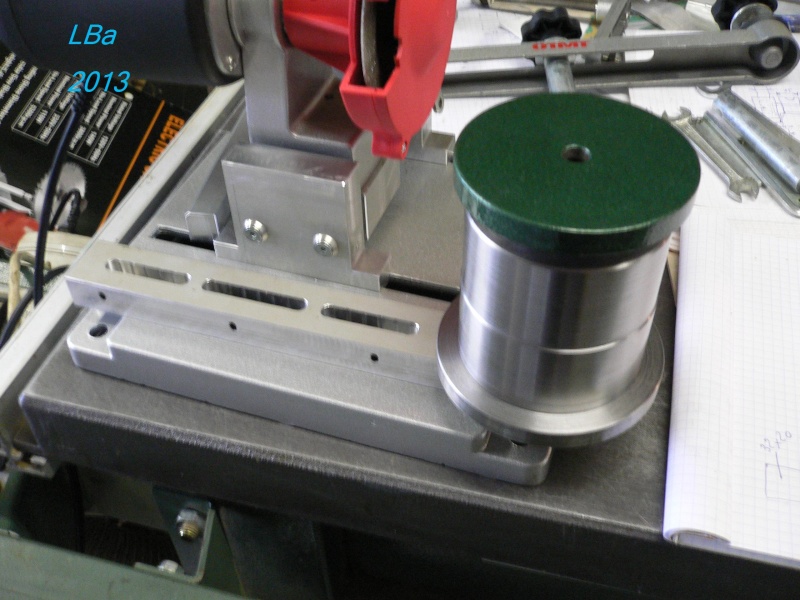
Les piéces étant presque toutes usinées(reste 3 fixations à perçer) un apperçu de l'ensemble

l'ensemble des piéces en kit