

Mes différentes réalisations
Adaptation montage de la lunette
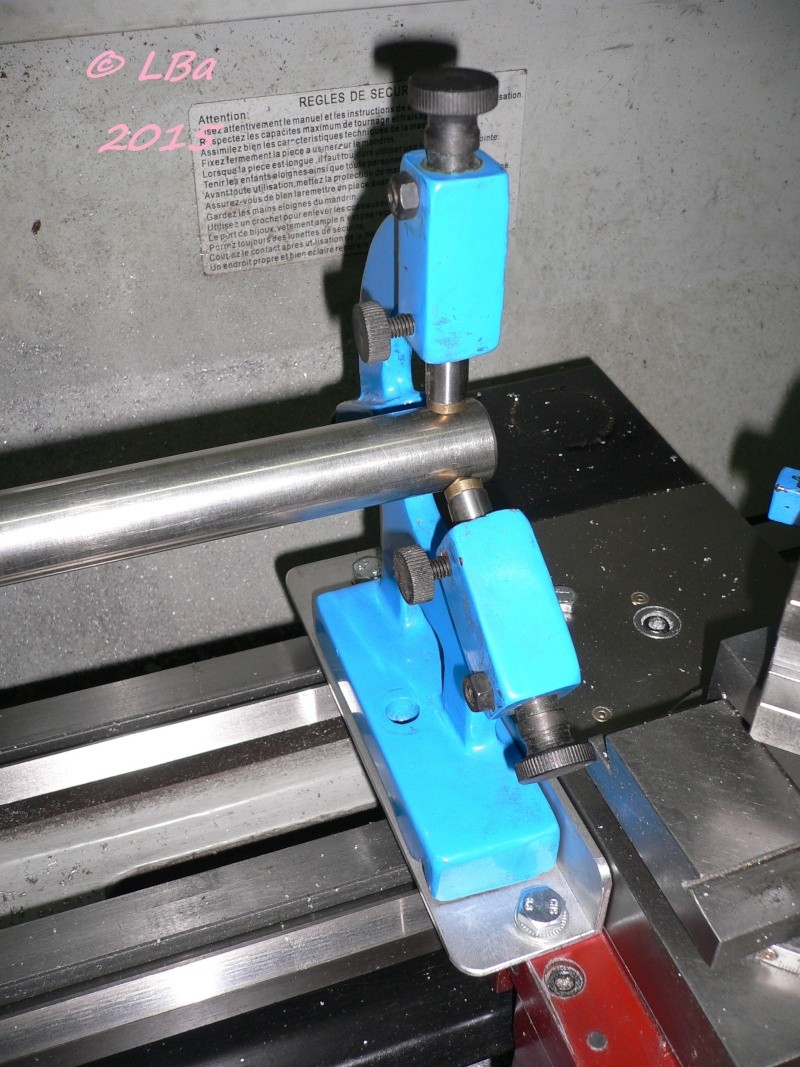
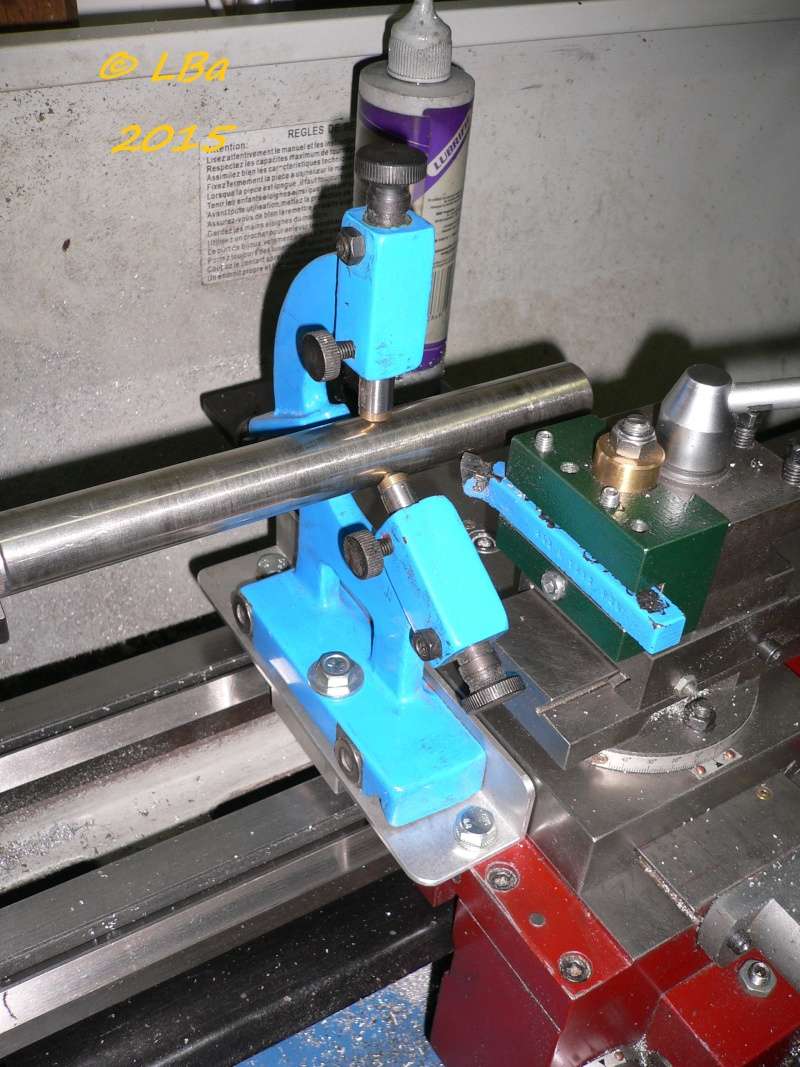
Voici la lunette en question :

à la base, c'est une lunette fixe
la semelle ne correspond au banc de mon tour, c'est sans importance, étant que je veux
une lunette à suivre donc fixée sur le trainard
j'ai acheté cette lunette pour la bonne raison qu'elle est à trois touches, le modèle adapté
à mon tour n'avait que deux touches comme la plus part des lunettes à suivre pour les tours
d'établi
je ne vais pas épiloguer sur la qualité/finition de la chose mais j'ai constaté que la face d'appui de la
semelle était gauche (8 dixièmes tout de même)
j'ai donc rectifié à la lime la semelle
apperçu de la semelle retouchée
à la base, sur mon tour, la lunette à suivre est fixée par deux vis M8 sur le trainard et ils ne
correspondent pas à celle achetée (d'ailleur qui n'en a qu'un)
Pour ce faire, utilisation d'une cornière en alu à aile inégal

deux petits fraisage pour le passage des graisseurs et deux Ø 8,5 mm pour la fixation sur le trainard
Pour la fixation sur le trainard, je peux utiliser un M8 existant
contre perçage pour taraudage de la deuxième fixation en M8
positionnement à blanc de la lunette pour la suite des usinages
le coté de la semelle accoudé à l'aile montante de la cornière ayant de la dépouille,
ne colle pas convenablement contre cette aile et ne permet donc pas une fixation optimum
des deux pièces
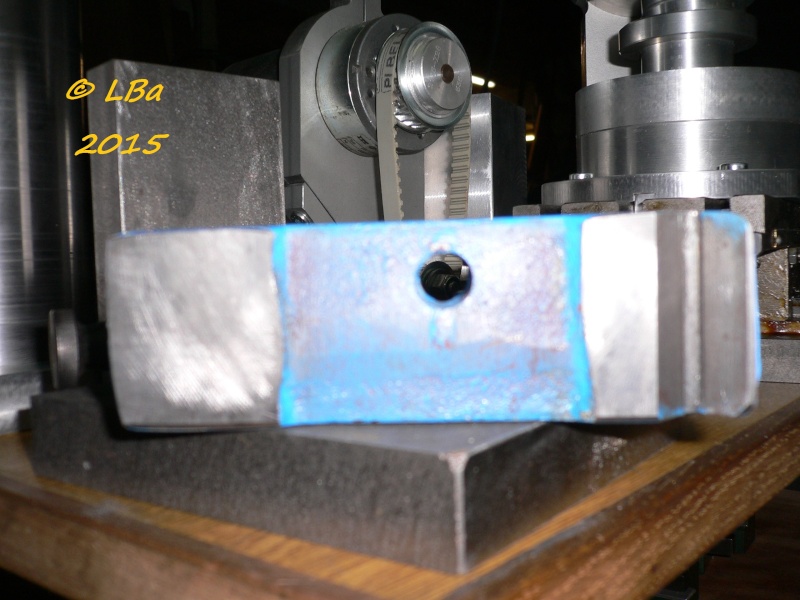
je suis dans l'obligation de fraiser ce coté
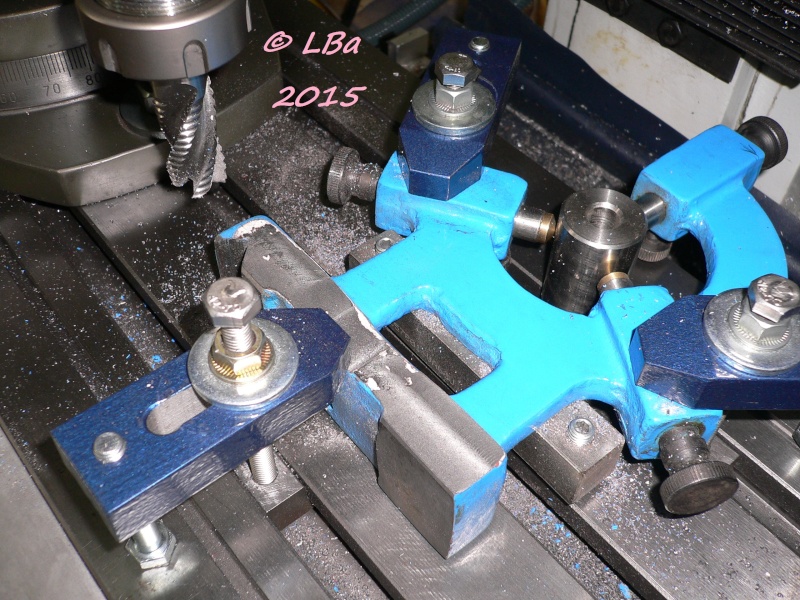
montage de la lunette sur la table de la fraiseuse et ayant le moins mauvais possible équerrage avec
le dessous de la semellle
après un dégrossissage de la position, fraisage au milieu du coté
ce fraisage me permet de positionner la bride et de pouvoir fraiser de chaque coté de la bride
ce fraisage est plus profond de 5 dixièmes que celui des cotés
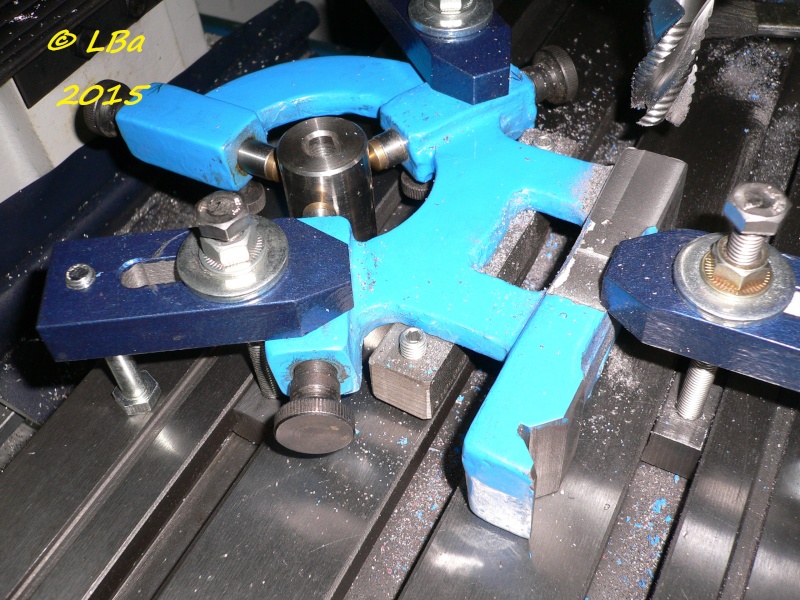
fraisage du premier coté
fraisage du second coté
j'ai du refaire deux fois cette opération car j'avais un petit défau d'équerrage par rapport à l'axe longitudinale
pris par la complexité de la réalisation, j'ai omis de prendre des photos
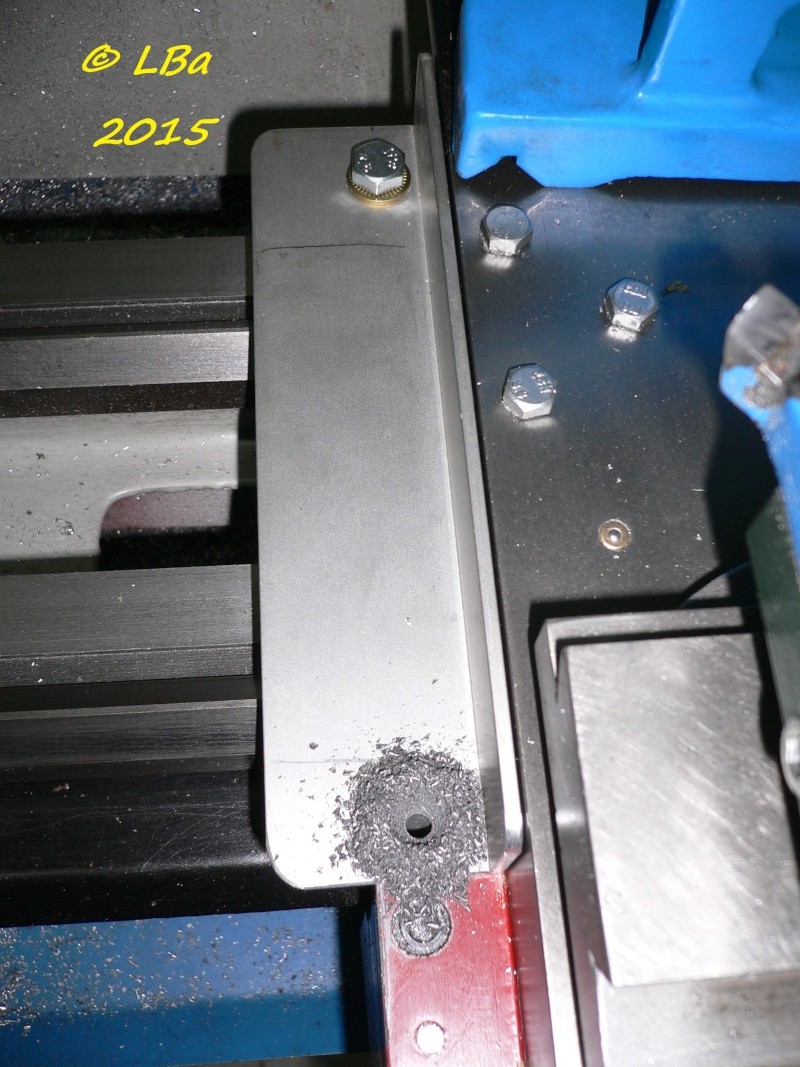
mais voilà le résultat obtenu :
la lunette en place et fixée
La lunette est fixée sur la cornière (sur l'aile verticale) par deux vis tête fraisée
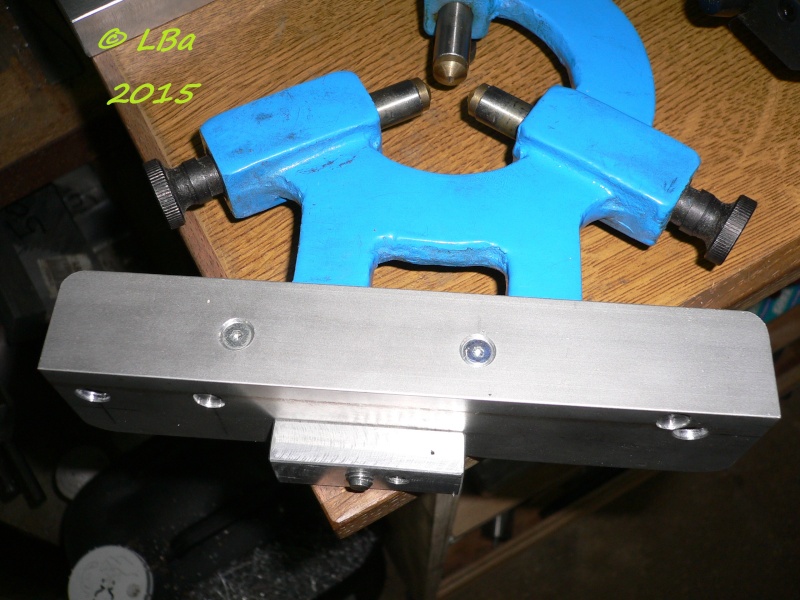
comme ceci :
et sur l'aile horizontale par une vis tête H et un écrou

comme cela .
Pour la fermeture de l'espace, je pense utiliser deux portes basses simple, une double et une haute simple
Le cadre sur lequel viendront les portes est usiné à partir de plateaux chêne de 18 mm d'épaisseur
et de qualité vraiment moyenne (raison pour laquelle, ils n'avaient pas encore été utilisée )
18 mm étant faible en épaisseur, je vais en mettre deux épaisseurs collées entre -elle (faire du lamellé collé)
pour deux des montants, vue leur longueur, je vais utiliser 3 épaisseurs
les montants seront fixés à la traverse haute par biscuit (lamello) et vis en biais (utilisation du gabarit Kreg)
la première difficulté est sur la traverse haute, une partie est à double cintre (haut du quartier tournant)
je commence par la réalisation d'un gabarit (copiage de l'existant du limon)
la réalisation du gabarit un pour le cintre intérieur et l'autre pour le cintre extérieur

traçage des bois sur un morceau de plateau

les deux piéces après délignage à la scie à ruban
Après dégauchissage d'une face de chaque pièce, collage

encollage des faces

mise sous presse du collage
pendant le sèchage , délignage d'autre pièces (droite) du cadre et des montants

délignage réalisé à la scie circulaire et rail de guidage
la pièce cintrée ayant sèchée, a été raboté et mise d'épaisseur
préparation de l'étape suivante :

fabrication d'un gabarit support d'usinage (ici le cintre extérieur de la pièce) afin de toupiller les chants
pour dresser les chants à la toupie, je vais utiliser un outil "bouffe tout" ou à calibrer

l'outil à calibrer à plaquettes raportées utilisé

la pièce en place sur le gabarit
en parrallèle , j'ai collé d'autre pièces

ici le montant gauche du cadre

toupillage du chant extérieur

le premier chant est usiné

autre vue du chant usiné
Préparation pour le second chant

traçage de la forme sur l'autre coté du gabari

le gabarit après façonnage de la forme et mise en place des sauterelles de
blocage de la pièce à usiner

la pièce en position sur le gabarit, prête à être usinée

usinage du second chant de la pièce

la pièce est usinée

mise en place de la pièce chantournée sur le limon extérieur de l'escalier
et visualisation de la conformité des deux courbes et retoucher de ce qui doit l'être
et traçage de la liaison avec le montant gauche et la continuité de la traverse sous le limon

le montage à blanc du montant gauche et de la courbe
les bois composant l'encadrement sont prêt pour la suite des opérations

ici les traverses

et là les montants
Les différentes pièces constituant l'encadrement, étant réalisées, après un montage à blanc
pour vérification et ajustement , j'ai installé et fixé l'encadrement
le résultat :

encadrement coté gauche (quard tournant)

encadrement en son milieu

haut encadrement coté droit

encadrement bas coté droit
Ayant un escalier bois, que j'ai réalisé il y a déja quelques années, suite à un réaménagement, j'ai
décidé d'utiliser l'espace sous cette escalier en placard
après achat (pas bien le temps et pas vraiment envie) d'étagères en mélaminé dans une GSB
et après montage de deux étagères, voici l'espace qu'il me reste à fermer :

coté quart tournant de l'escalier

et là coté opposé
La colonne sur laquelle doit venir le sous ensemble moteur/broche n'étant pas assez longue (j'en ai
utilisé une petite longueur pour réaliser l'affuteuse de fer de rabot dégau) je dois composer
je vais monter l'ensemble moteur/broche sur un chariot coulissant , ce qui me permet de gagner de la hauteur
en plus d'une possibilité de réglage
ce chariot sera fixé sur un support lui même fixé sur la colonne
Usinage de ce support :
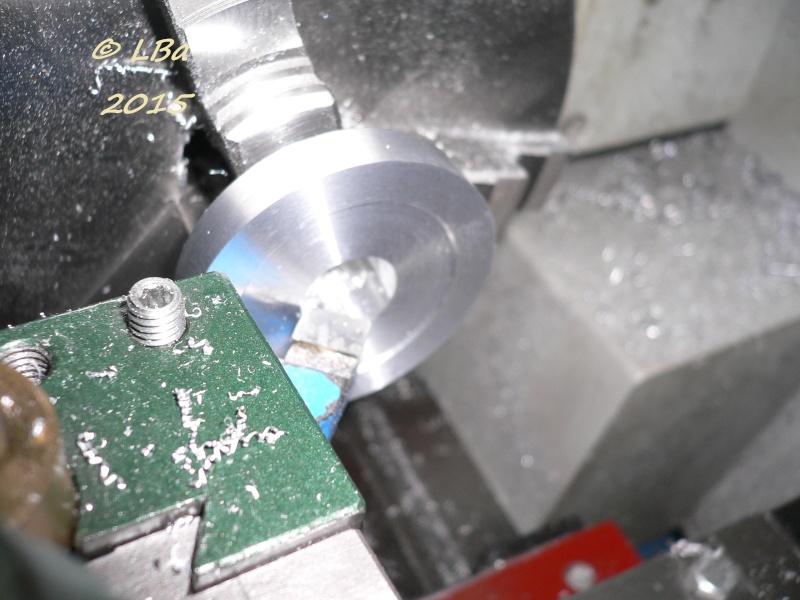
il est usiné dans du rond d'alu de Ø 100 mm
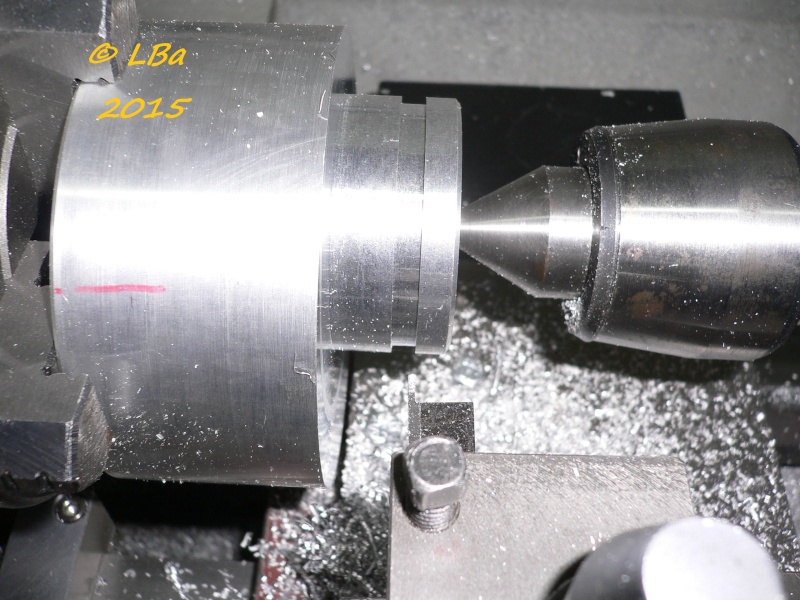
après avoir prè-usiné le brut ( usinage du Ø extérieur et dressage des face et point de centre)
l'excentrage que j'ai prévu est de 10 mm, d'ou un autre point de centre décalé :

le brut préparé avec les deux points de centre
je vais utiliser un mandrin 4 mors indépendants pour l'usinage de l'excentrique
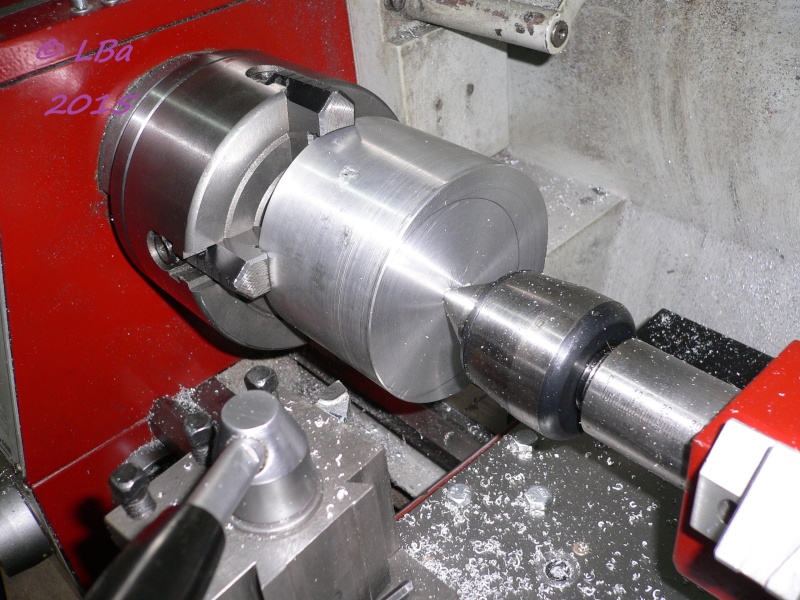
mise en place sur le tour du brut et réglage de l'excentration
la pièce ayant un certain balour en rotation, j 'ai réduis la vitesse de rotation et laissé la contre pointe
première passe d'usinage d'un épaulement
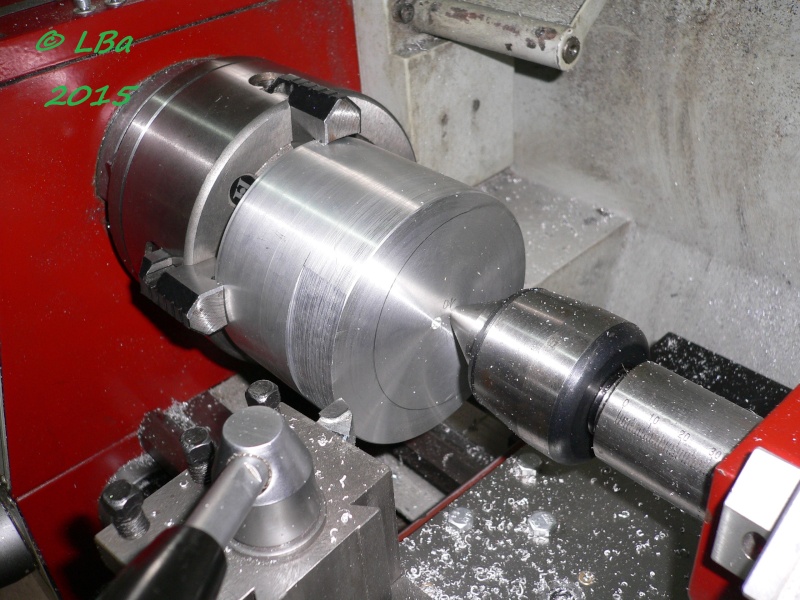
usinage de l'épaulement en cour

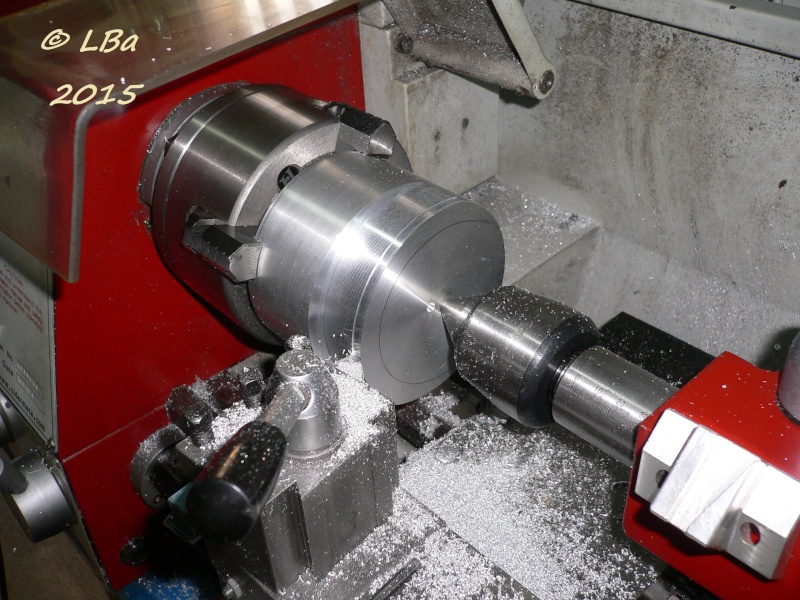
à ce stade, le Ø de l'épaulement excentré est à la cote du Ø extérieur de la colonne
il me reste encore une quinzaine de mm à enlever, l'épaulement devant rentrer dans la colonne
Bon voilà, le Ø de l'épaulement doit être à la dimension :

en dressant la face, j'ai eu une trace que je n'ai pas pu atténuée, je n'ai pas tout compris !
c'est pas grave, elle ne se verra pas
comme à mon habitude, petit contrôle d'ajustement avec la colonne, comme c'est correct :
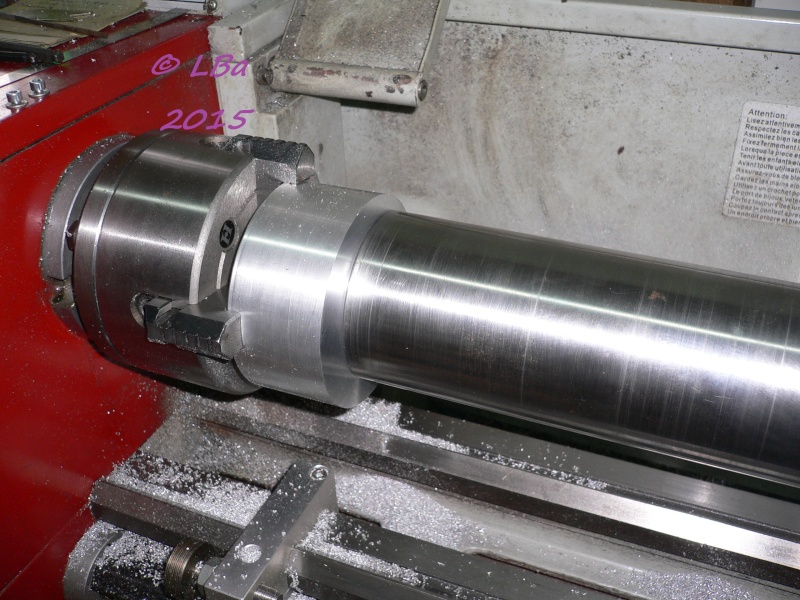
usinage d'une gorge de 5*3 mm
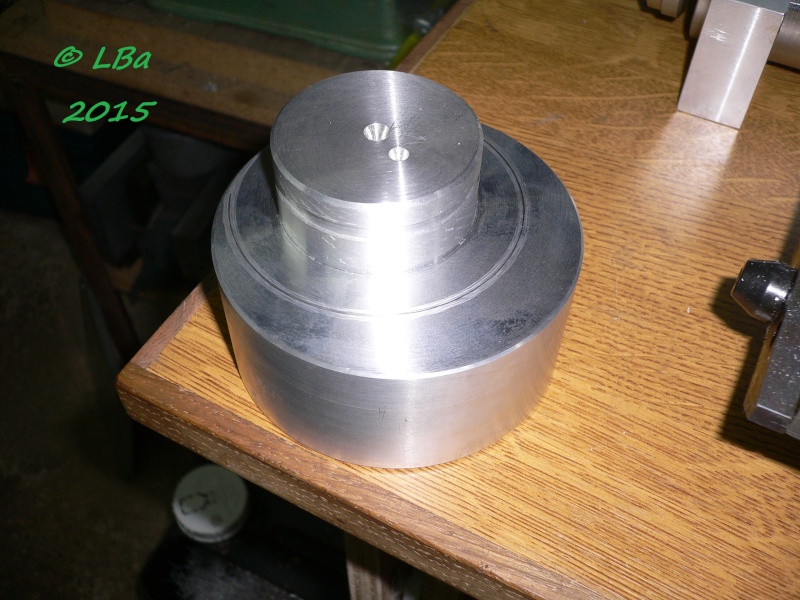
la bague support en sortie de tournage

et là, la bague support sur la colonne
après mesure :

fraisage d'un méplat

de nouveau, la bague support sur la colonne
Sur cette bague, je vais mettre un coulisseau de monter/baisse de l'ensemble moteur broche
le coulisseau sera en deux parties, une fixe, montée sur la bague et une partie mobile pour le réglage
de la hauteur de l'ensemble moteur/broche
la partie fixe sera centrée sur la bague par une clavette et vissée
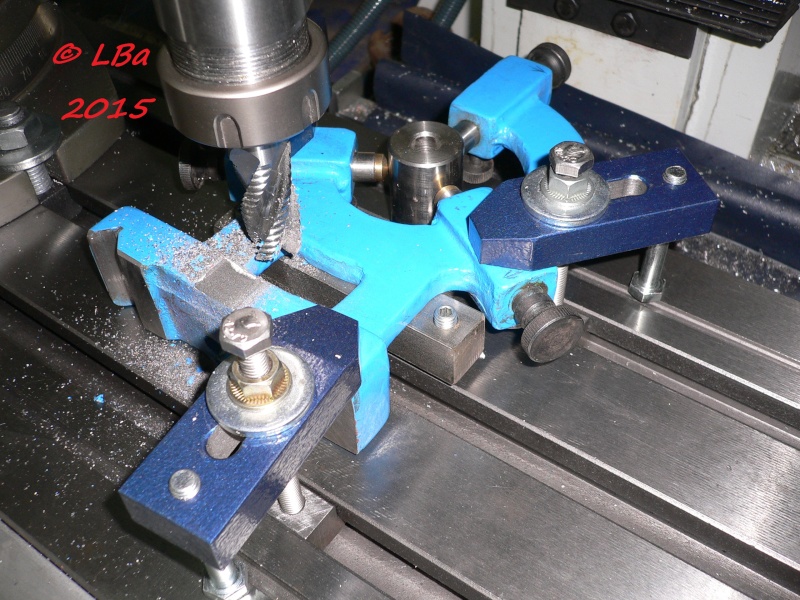
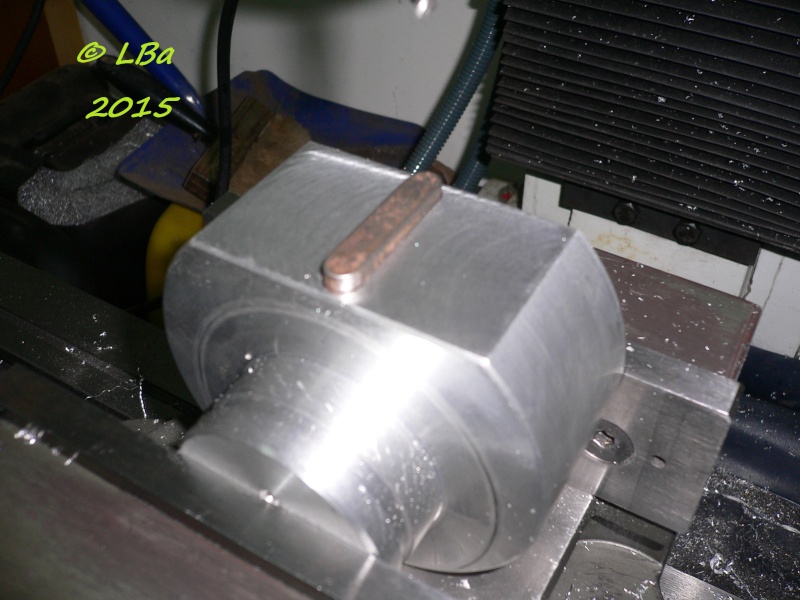
concernant le fraisage de la rainure de clavette, après mise en place dans l'étau (dégauchissage) :
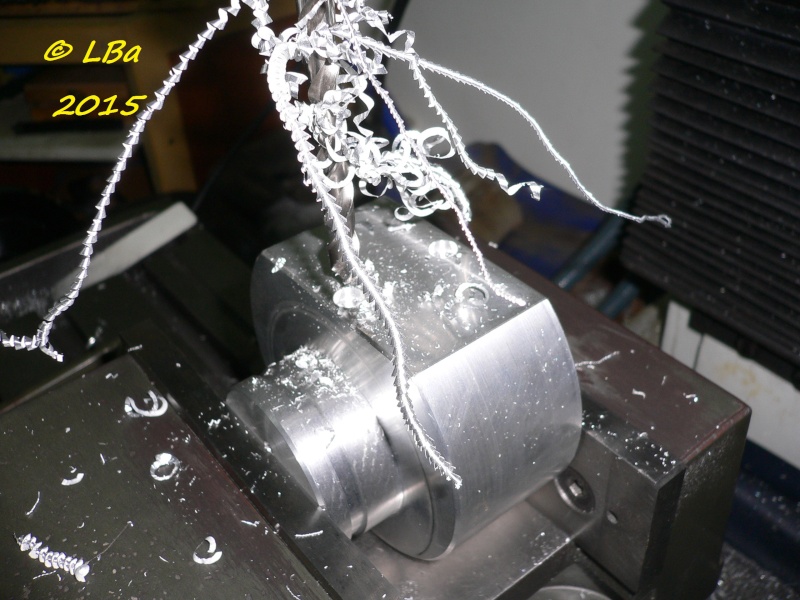
perçage de 2 Ø 8 mm d'entraxe des arrondis de la clavette afin de favoriser le fraisage de la rainure de clavette
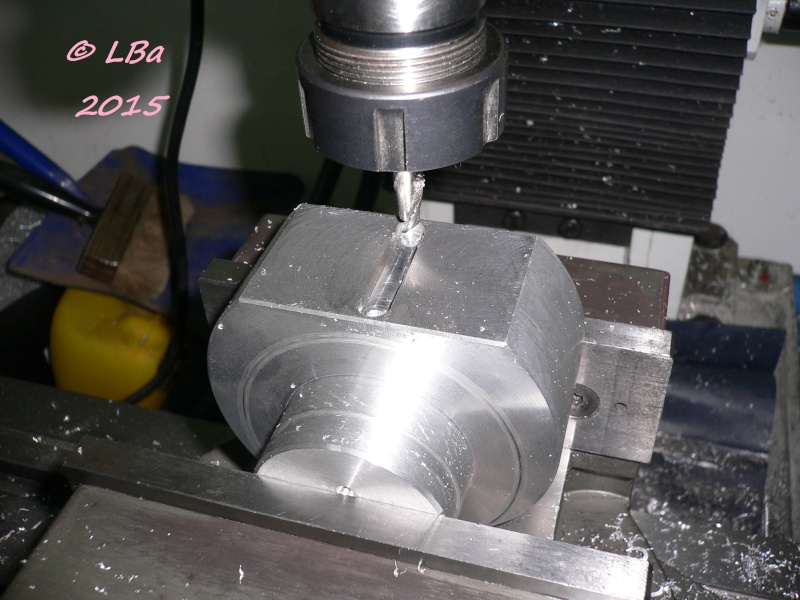
fraisage avec une fraise deux dents de la rainure
contrôle de l'ajustement rainure clavette

et contrôle du clavetage avec l'ébauche du coulisseau fixe
Dans du rond alu de Ø 50 mm , je vais usiner la flasque arrière de maintien de la meule
après prise en mandrin du débit :

usinage d'un épaulement

perçage au Ø de 14,5 mm de part en part de la pièce
n'ayant pas d'alésoir de Ø 15 mm, je vais aléser à l'outil
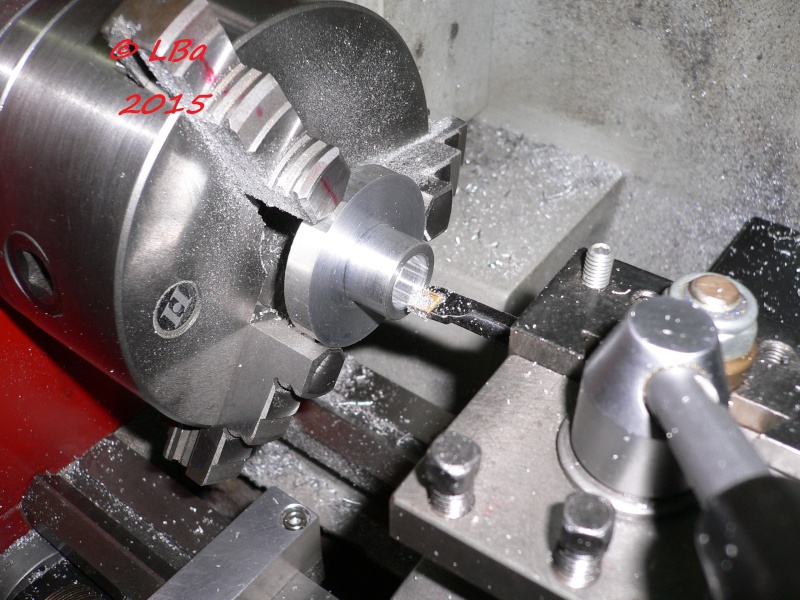
alésage de la pièce au Ø de 15 mm
contrôle de l'alésage avec l'arbre porte meule
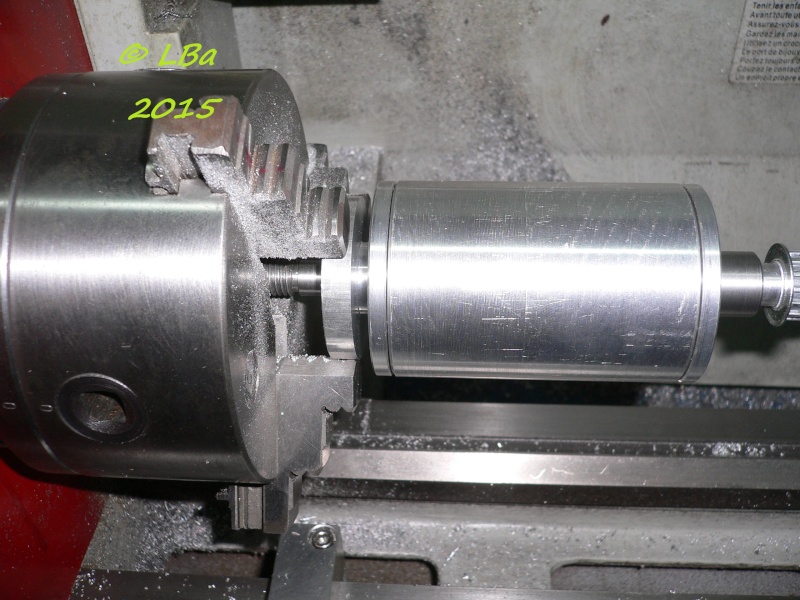
après retournement de la pièce dans le mandrin :
usinage du Ø extérieur à la cote de 48 mm
dressage avec mise à l'épaisseur de la face et usinage d'un dégagement intérieur de la face pour
réduire la surface portante sur la meule

usinage d'un chanfrein

la pièce usinée coté face

et là coté pile

la pièce en position sur l'arbre
( la face de l'épaulement est en appui sur la cage intérieur du roulement )
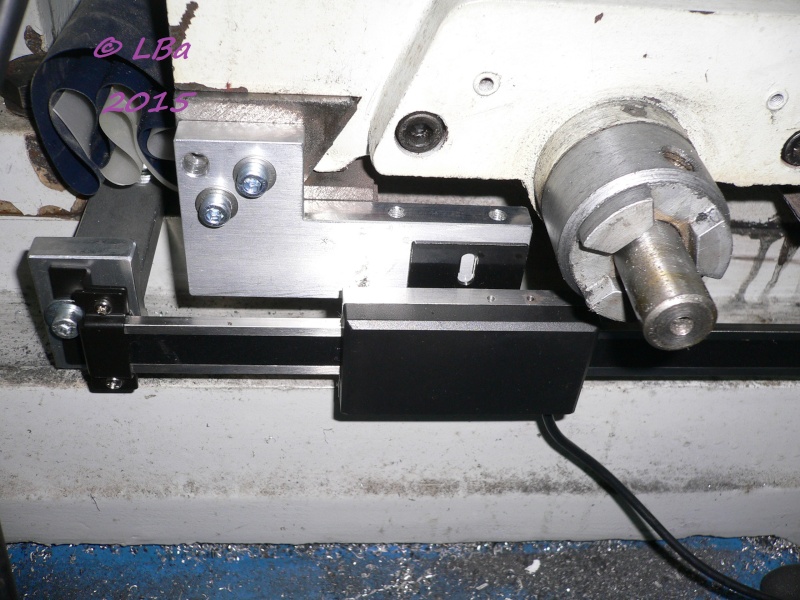
L'installation de la règle en axe X sera sur le devant de la table de la fraiseuse
cette fois, le boitier sera fixe et la règle se déplacera avec la table
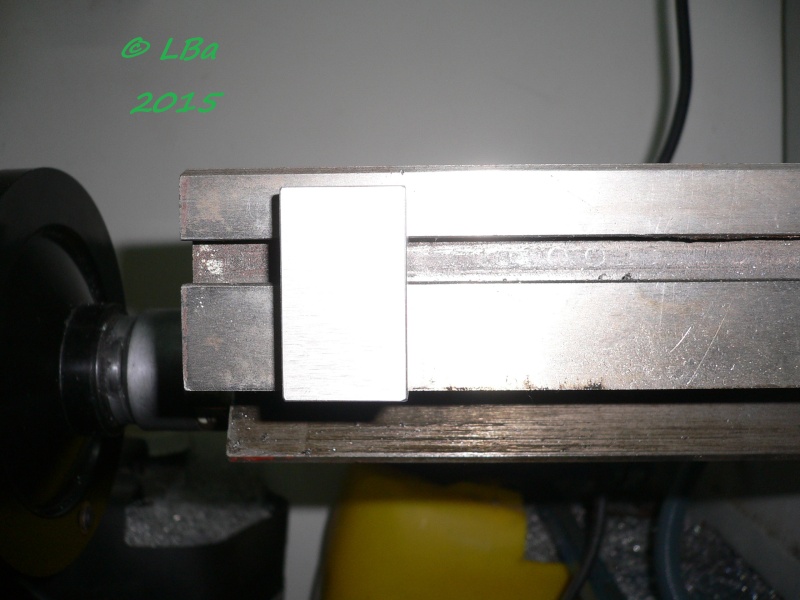
Pour ce faire, usinage dans du méplat d'alu de deux supports (un à chaque extrémité de la règle)

les supports ont un tenon d'anti-rotation
ce tenon vient se loger dans la rainure existante de la table comme ceci :
leur maintien en position se fera par une vis Chc de Ø M5

les supports avec lamage pour vis Chc de Ø 5
Après traçage de la position des supports :

perçage et taraudage d'un M5 ( à chaque extrémité) dans la table
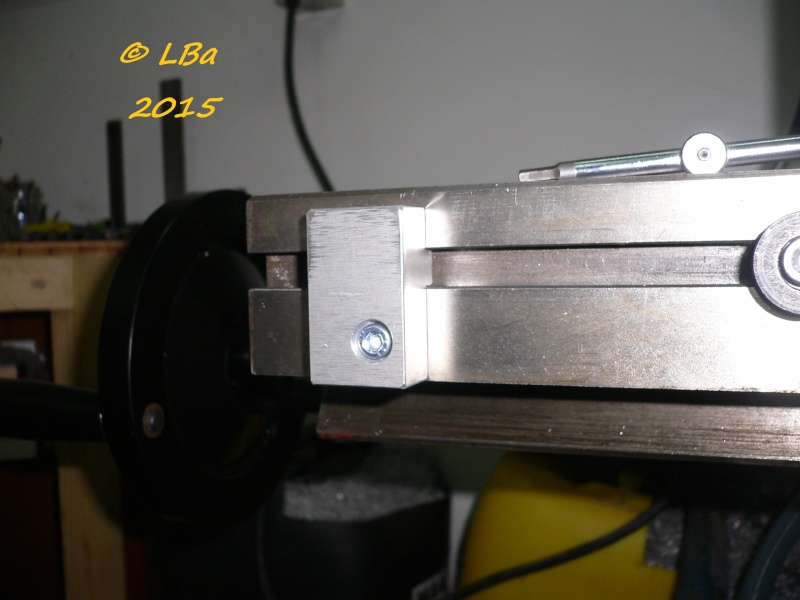
mise en place des supports
après traçage (sur les supports) de la fixation de la règle

perçage et taraudage d'un Ø M4 pour la fixation des équerres de maintien de la règle
la règle est en place, ici coté gauche

et là, coté droit
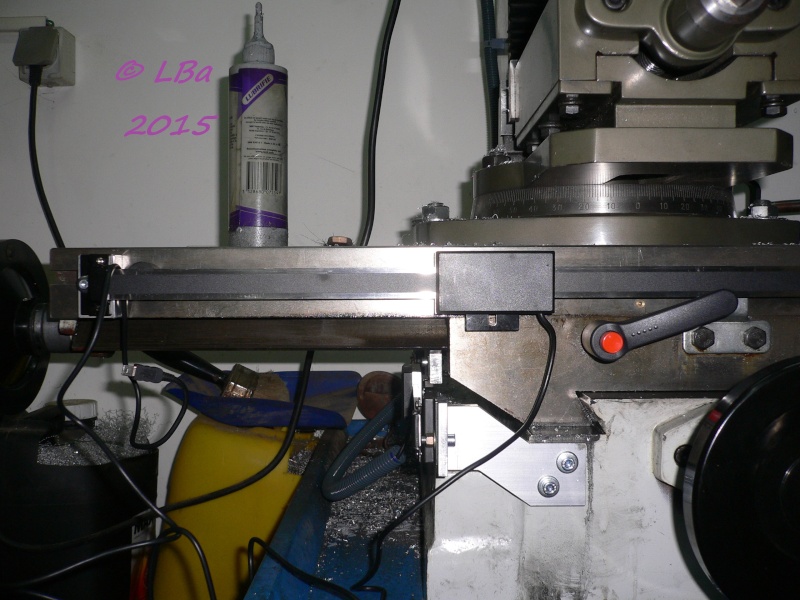
La fixation du boitier sur la table passera par une cale entretoise réalisé en alu
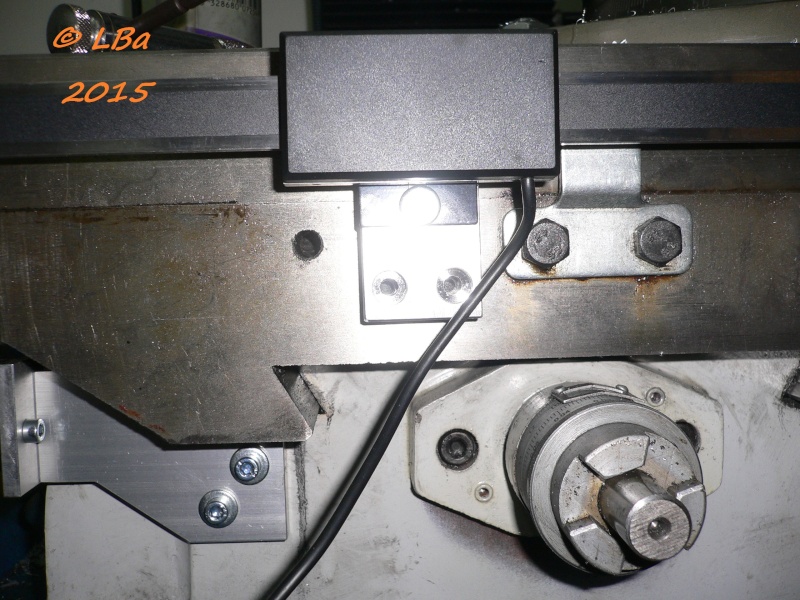
traçage de la position du boitier
le boitier est déporté sur la gauche afin de gagner le maximun de longueur de cable

perçage et taraudage de deux Ø M5 dans la table pour la fixation de boitier

le boitier fixé sur la cale (par une vis M4) et la cale fixée sur la table

prèparation de la protection (des copeaux) de la règle sur l'axe X par une cornière alu de 40*20 mm
Je vais installer les afficheurs numérique sur une potence articulée
j'ai réalisé un socle pour maintenir le bras de potence
vue de dessous du socle, un alésage épaulé est réalisé
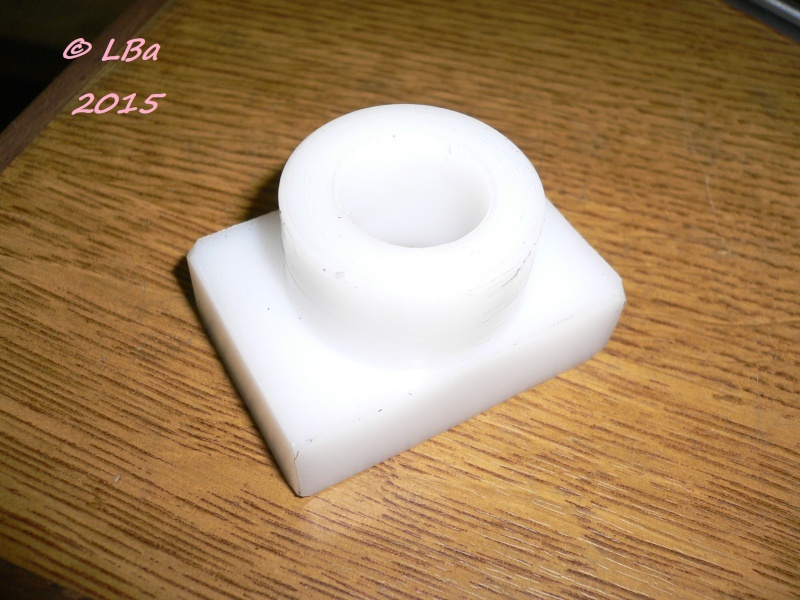
le socle vue de dessus

usinage d'un axe d'articulation pour le bras

l'axe monté dans le socle

le bras est issu d'une ancienne alimentation d'eau
tube cuivre de Ø 16/18 mm

l'ensemble socle/bras monté sur le bâti de la fraiseuse

le bras s'articule sur l'axe
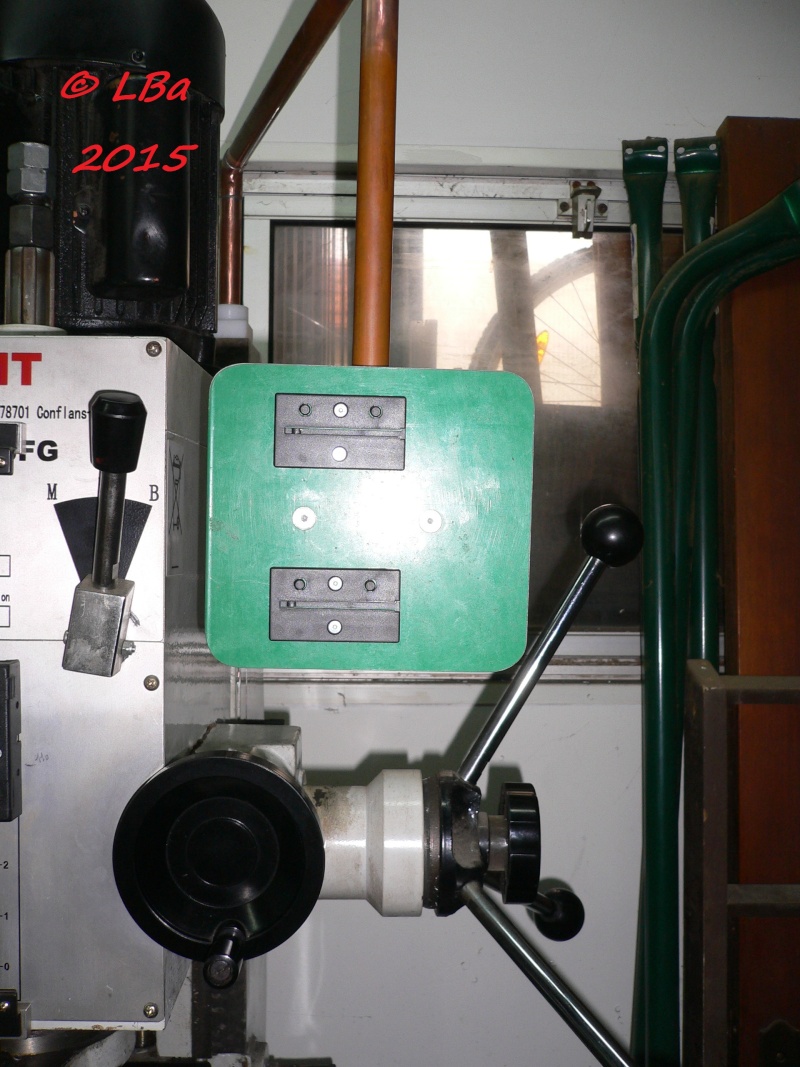
Pour les afficheurs, une platine d'accroche est fournie avec le kit
un morceau de tôle alu de 4 mm d'épaisseur et 4 M3 plus tard :

les platines d'accroche sont fixées
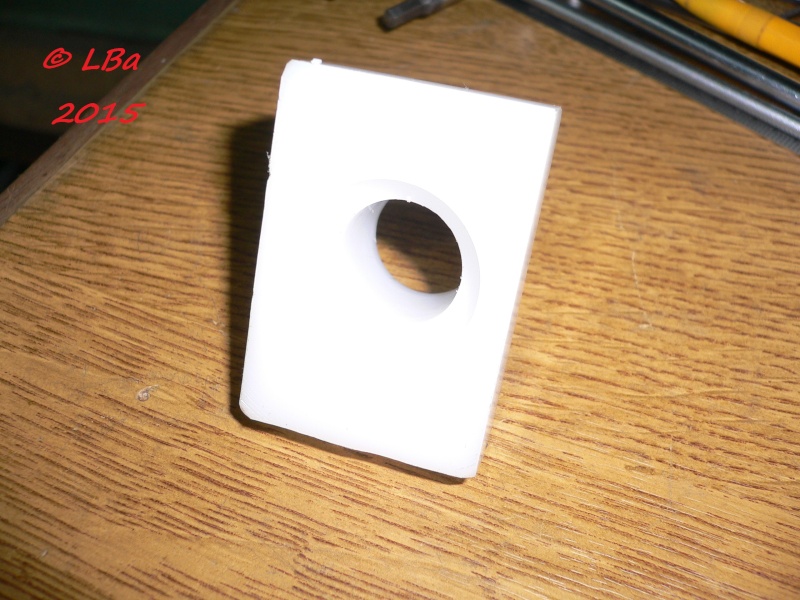
Puis usinage d'une bride :
un alésage épaulé
Usinage d'un axe :

axe épaulé avec un M8 en bout et une rondelle cuvette
l'axe est monté dans la bride
la rondelle cuvette empêche l'axe de sortir tout en ne bloquant pas la rotation de l'axe
l'épaulement de l'axe étant plus long d'un dixième que la pièce en technyl
vue de l'autre coté du montage de l'axe
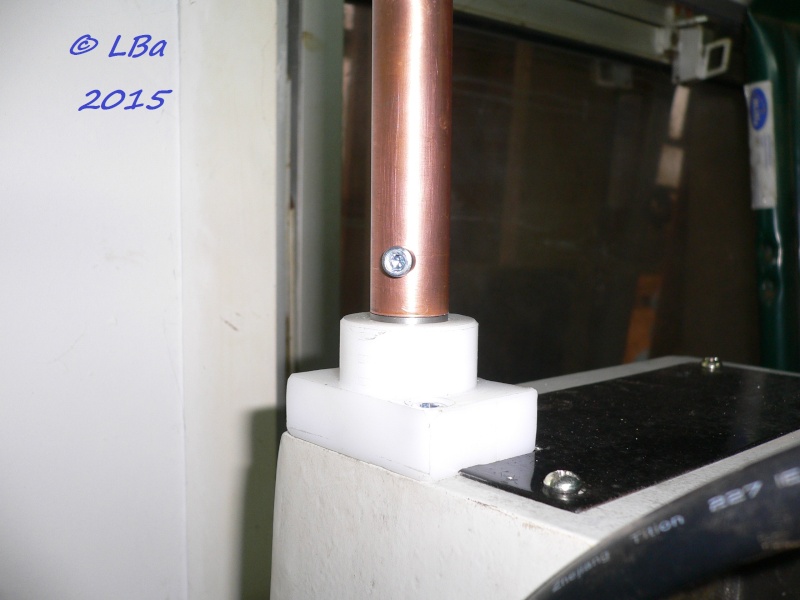
le tube de la potence, emmanché sur l'axe de rotation

la bride support montée sur la plaque support des afficheurs
immobilisation de l'axe sur le tube de potence

par une vis Chc de Ø M4
mise en place de la potence :
en clippant les afficheurs sur leur plaque support, je me suis aperçu que les
câbles avaient tendance à faire pivoter les afficheurs et qu'alors ceux-ci restaient
plus ou moins bien en place (les câbles, les faisaient pivoter)
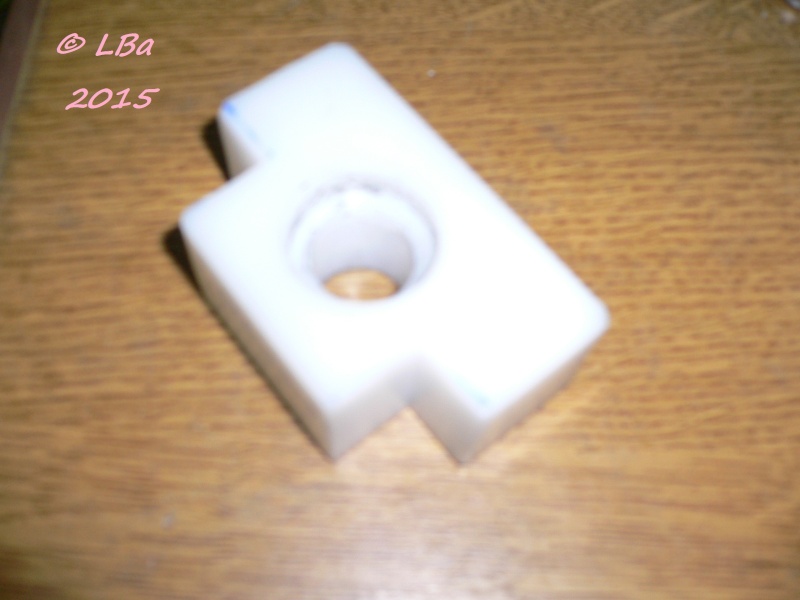
j'ai donc rajouté une pièce de maintien pour chaque afficheur

les pièces de maintien sont en carré alu de 10*10 mm fixées sur la plaque support
par des vis de Ø M3 tête fraisée
vue de l'ensemble :

c'est alors qu'en regardant, comment mettre les câbles sous gaine, que je me suis aperçu :
que c'était pas le top !
le câble de la règle Y est court pour la potence à droite
je vais passer la potence à gauche de la machine, je vais gagner une quarantaine de centimètre
en longueur de câble Y
de plus je ne serais pas gêné par le cabestant de descente en mode perçage
et les câbles ne seront plus sur la trajectoire des copeaux lors de la majorité des usinages
En positionnant la potence à gauche, je dois éviter le coffret électrique
dans un premier temps, je vais rallonger le tube horizontal de la potence

rallonge du bras horizontal de la potence de 15 cm

perçage/taraudage de deux M5 sur la gauche du bati

fixation sur le bati de l'articulation de la potence
fixation de la potence sur l'axe de rotation haut par une vis Chc M4

la potence est maintenant sur la gauche de la fraiseuse
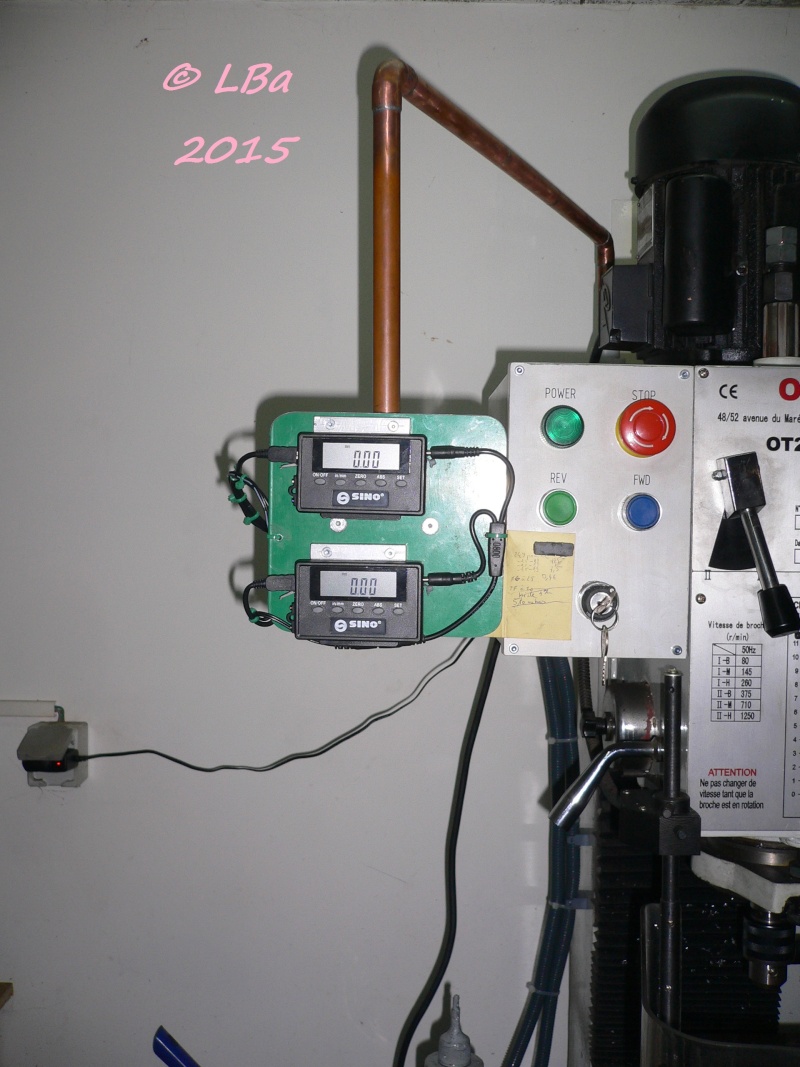
le cablage des afficheurs est réalisé

et ils sont prêt à indiquer les déplacements
Ayant commencé à cogiter, je vais installer cette règle coté gauche de la machine vue de face
le choix du coté, s'impose de lui même, sur le coté droit se trouve les blocage de l'axe
y'avais pas besoin de beaucoup réfléchir !
pour une question de passage, je suis obligé de la déporter, j'espère que ça ira
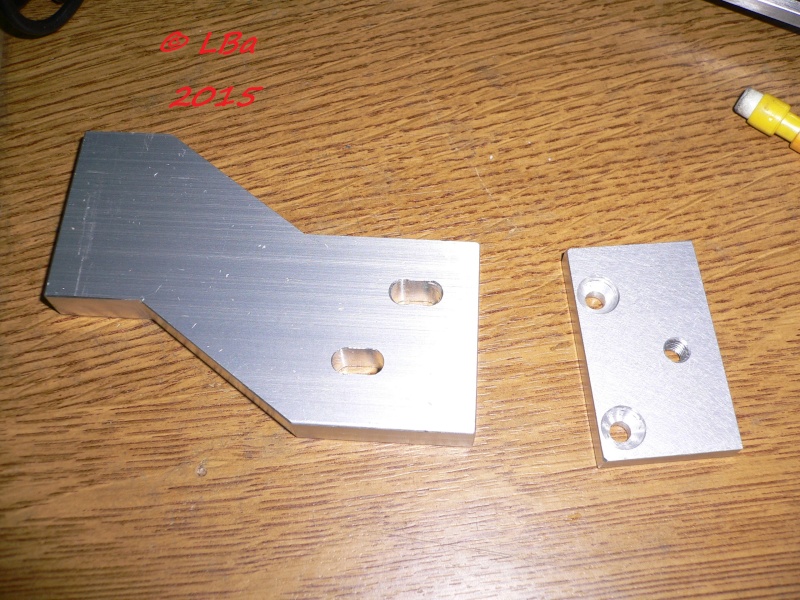
réalisation du premier support en alu :
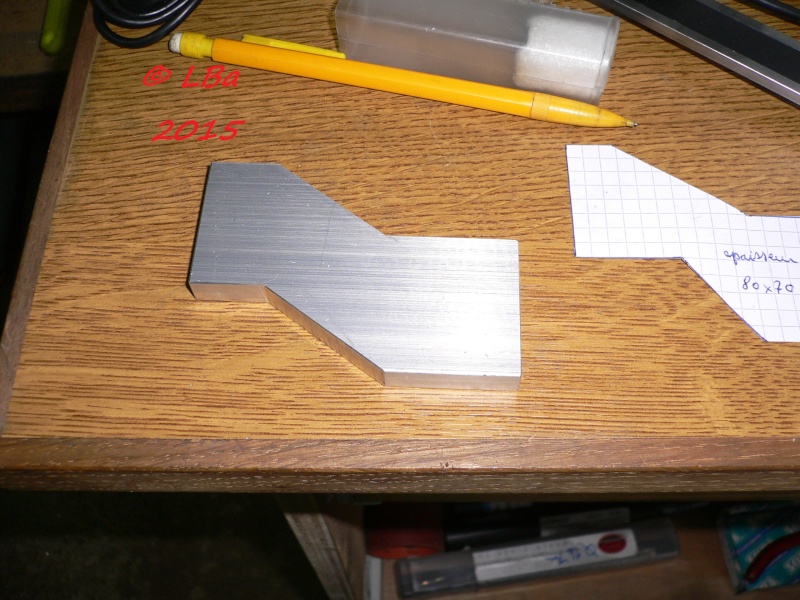
une forme de ce genre devrait convenir

réalisation de deux perçages/taraudages en M4 afin de fixer une plaque

une plaque de ce genre
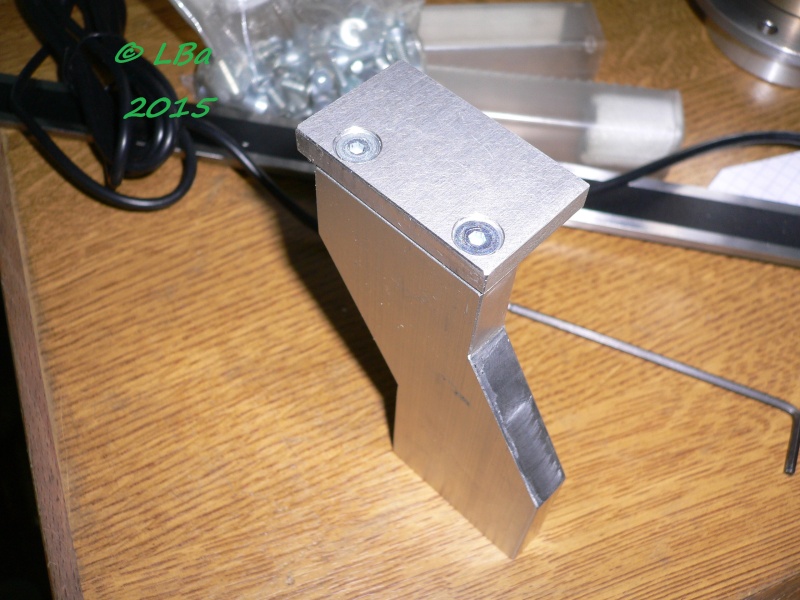
montée comme ceci

positionnement sur le socle (la pièce est collée au double face) pour avancer dans la cogitation
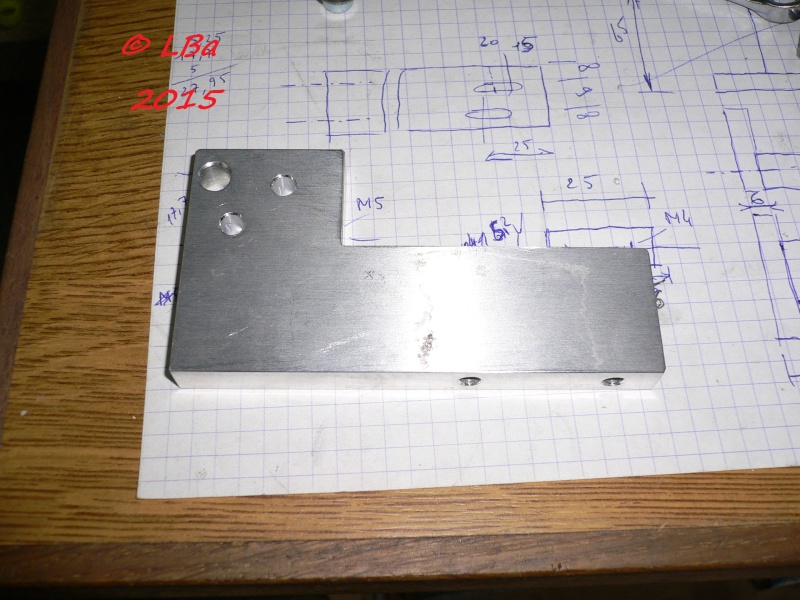
la cogitation ayant cogité, usinage de :
de deux lumières de 5*10 mm sur le support pour la fixation de celui-ci sur le socle de la fraiseuse
et d'un M5 sur la plaque pour la fixation de l'une des équerres de la régle
après traçage sur le socle bas de la fraiseuse :

perçage /taraudage de deux M5
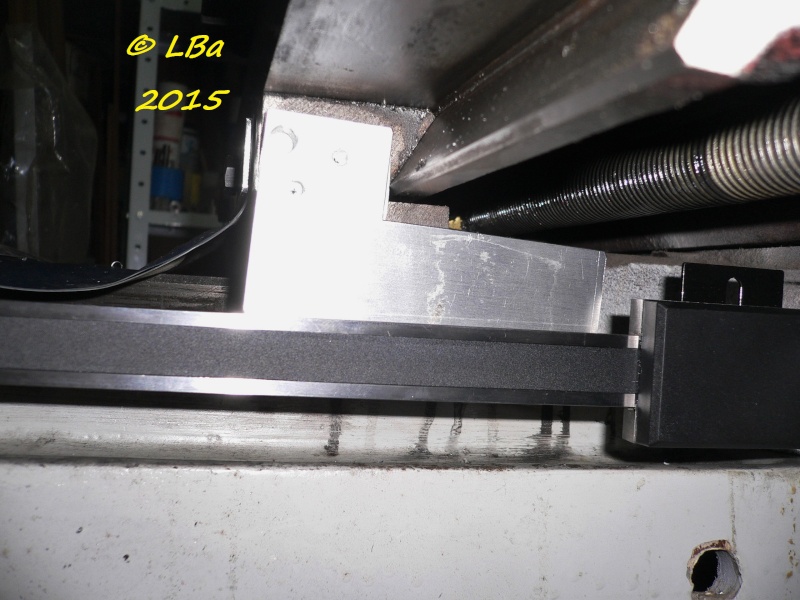
remontage de l'ensemble support/plaque/règle sur le socle :

apperçu du montage
le calage sur l'arrière de la règle me permet de cogiter sur la forme et ou fixer le second support

voici l'ébauche du second support dit support arrière

le support horizontal arrière avec deux taraudages M4 pour la fixation de la plaque verticale
d'accrochage de la règle

après un positionnement sur la fraiseuse du support, j'ai fraisé un pan incliné sur ce dernier

la plaque verticale avec la fixation pour le montage sur le support, 2 Ø 4 fraisé

la plaque montée sur le support

positionnement du support sur la table de la fraiseuse afin de tracer sa fixation

perçage/taraudage de deux M5 pour la fixation du support

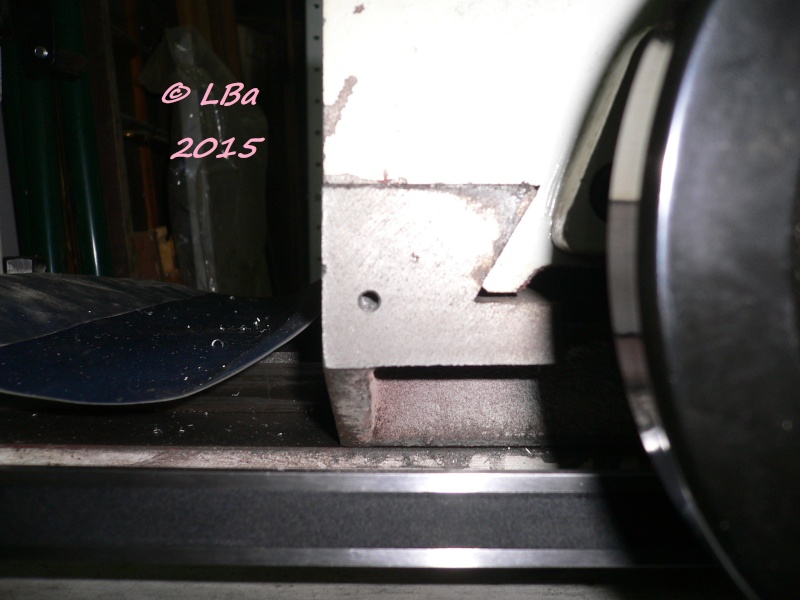
le support en place sur le bati de la fraiseuse
j'ai démonté la plaque vertical car ça ne convient pas avec la règle
la fixation de la règle est sur une des vis M4 de fixation de la plaque, je vais refaire une autre plaque

la nouvelle plaque, ne pouvant utiliser qu'une vis de fixation, j'ai usiné une rainure anti rotation

la nouvelle plaque sur le support avec le M5 de fixation de la règle

la règle en place, fixée sur les deux supports

la fixation de la règle sur le support arrière
maintenant, il me reste à faire une pièce d'entrainement de la partie mobile de la règle

l'ébauche de la pièce d'entrainement
la pièce d'entrainement avec 2 Ø 5 mm pour sa fixation sur la table de la fraiseuse
positionnement de la pièce afin de tracer sa fixation
après perçage, taraudage à M5 de la première fixation de la pièce d'entrainement

remontage de la pièce d'entrainement pour le pointage de la seconde fixation

taraudage de la second fixation (j'ai démonté le volant de manoeuvre pour plus de facilité)
repèrage de la fixation de l'entrainement du curseur de la règle

le repère de la fixation du curseur, elle sera matérialisée par un M5

le curseur est fixé sur la pièce d'entrainement par une vis CHc de M5