
La colonne sur laquelle doit venir le sous ensemble moteur/broche n'étant pas assez longue (j'en ai
utilisé une petite longueur pour réaliser l'affuteuse de fer de rabot dégau) je dois composer
je vais monter l'ensemble moteur/broche sur un chariot coulissant , ce qui me permet de gagner de la hauteur
en plus d'une possibilité de réglage
ce chariot sera fixé sur un support lui même fixé sur la colonne
Usinage de ce support :
il est usiné dans du rond d'alu de Ø 100 mm
après avoir prè-usiné le brut ( usinage du Ø extérieur et dressage des face et point de centre)
l'excentrage que j'ai prévu est de 10 mm, d'ou un autre point de centre décalé :

le brut préparé avec les deux points de centre
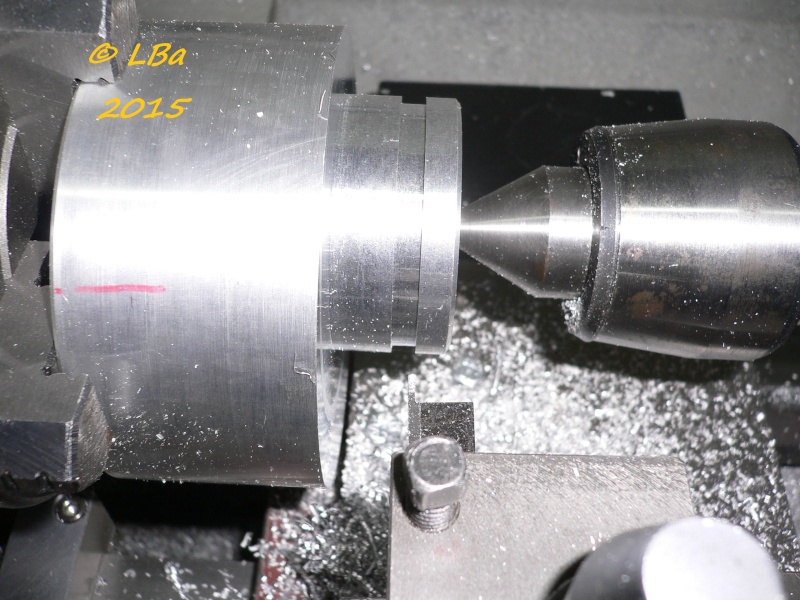
je vais utiliser un mandrin 4 mors indépendants pour l'usinage de l'excentrique
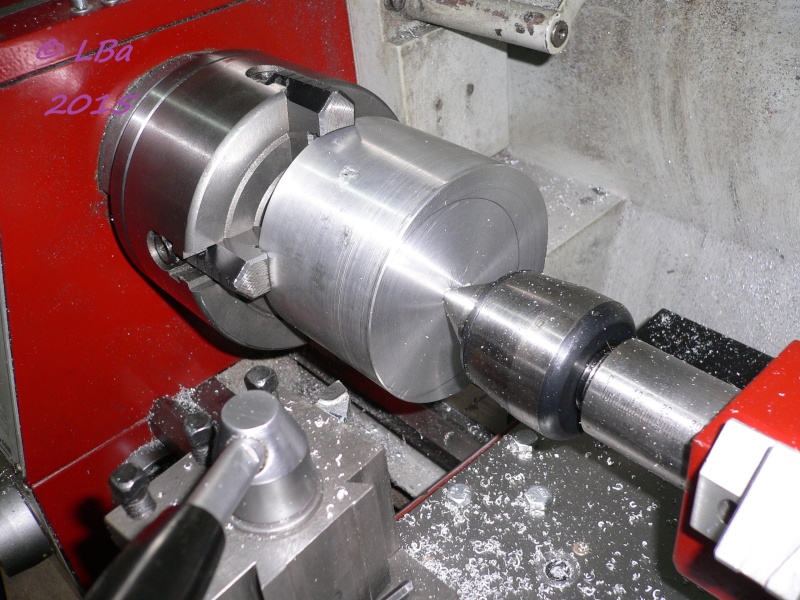
mise en place sur le tour du brut et réglage de l'excentration
la pièce ayant un certain balour en rotation, j 'ai réduis la vitesse de rotation et laissé la contre pointe
première passe d'usinage d'un épaulement
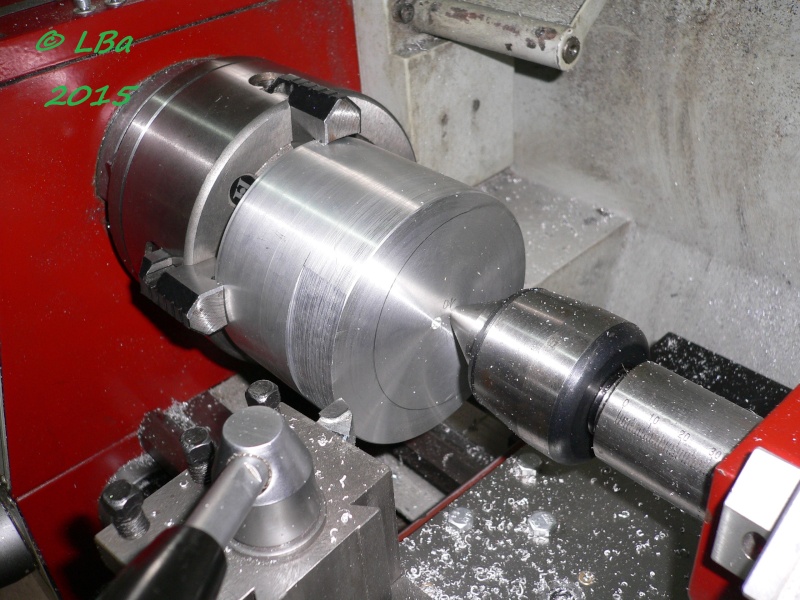
usinage de l'épaulement en cour

à ce stade, le Ø de l'épaulement excentré est à la cote du Ø extérieur de la colonne
il me reste encore une quinzaine de mm à enlever, l'épaulement devant rentrer dans la colonne
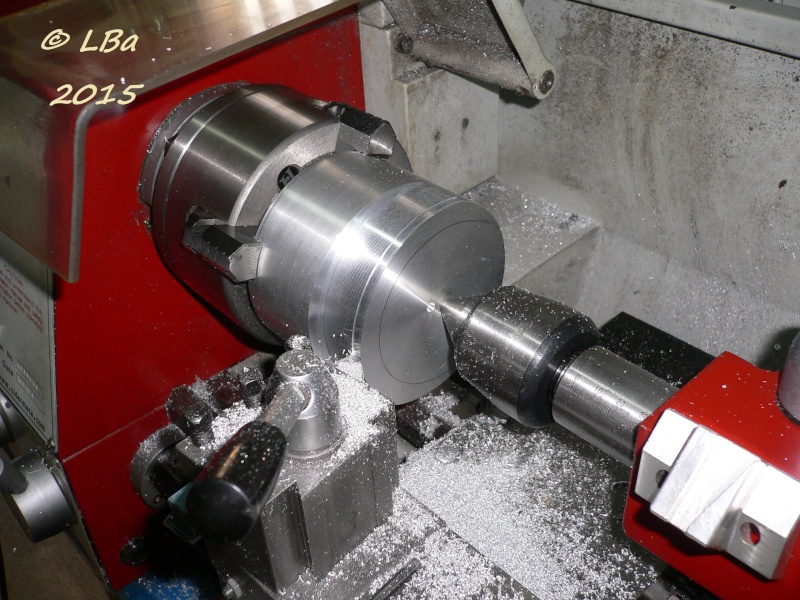
Bon voilà, le Ø de l'épaulement doit être à la dimension :

en dressant la face, j'ai eu une trace que je n'ai pas pu atténuée, je n'ai pas tout compris !
c'est pas grave, elle ne se verra pas
comme à mon habitude, petit contrôle d'ajustement avec la colonne, comme c'est correct :
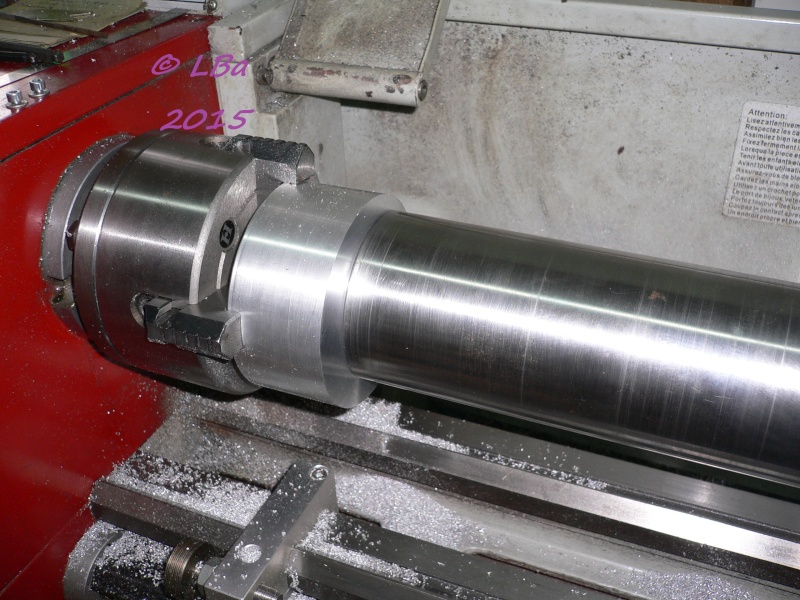
usinage d'une gorge de 5*3 mm
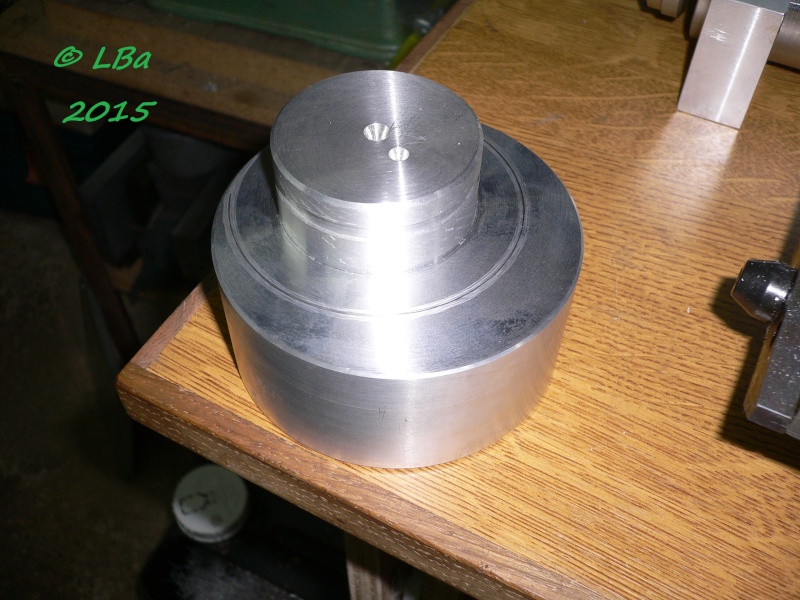
la bague support en sortie de tournage

et là, la bague support sur la colonne
après mesure :

fraisage d'un méplat

de nouveau, la bague support sur la colonne
Sur cette bague, je vais mettre un coulisseau de monter/baisse de l'ensemble moteur broche
le coulisseau sera en deux parties, une fixe, montée sur la bague et une partie mobile pour le réglage
de la hauteur de l'ensemble moteur/broche
la partie fixe sera centrée sur la bague par une clavette et vissée
concernant le fraisage de la rainure de clavette, après mise en place dans l'étau (dégauchissage) :
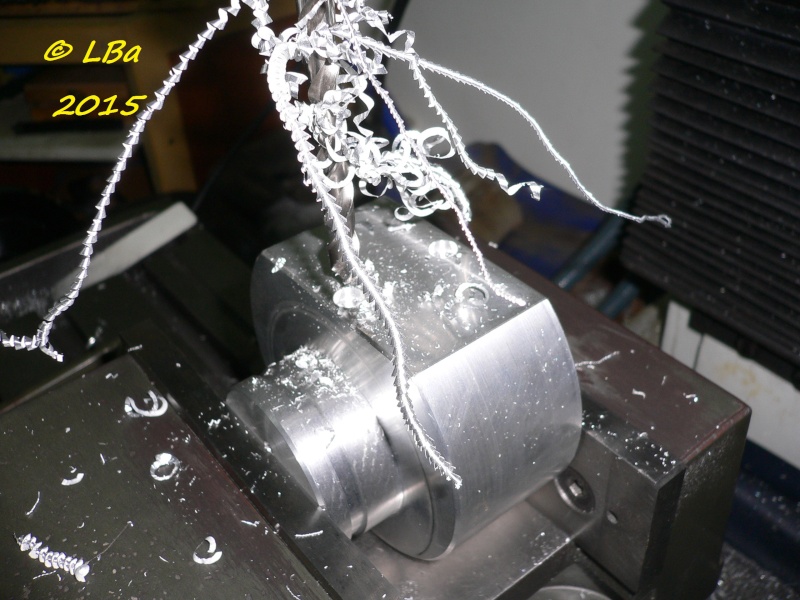
perçage de 2 Ø 8 mm d'entraxe des arrondis de la clavette afin de favoriser le fraisage de la rainure de clavette
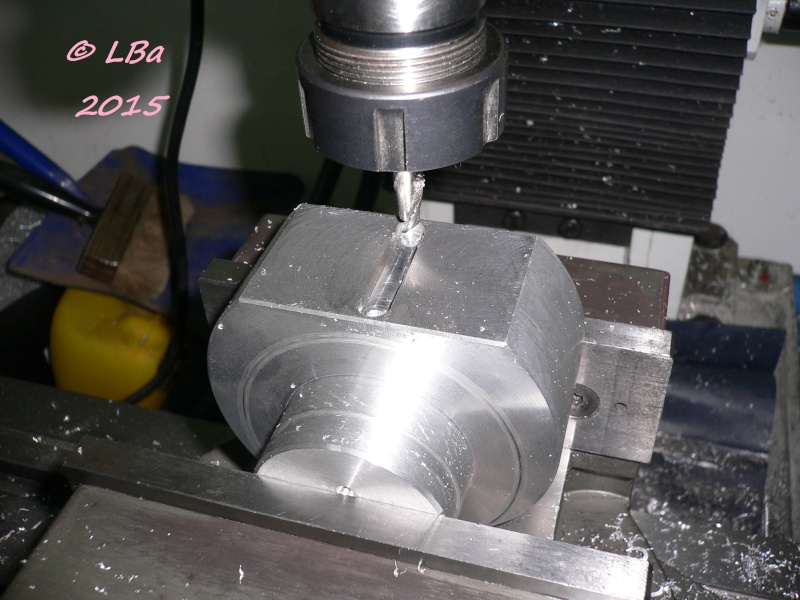
fraisage avec une fraise deux dents de la rainure
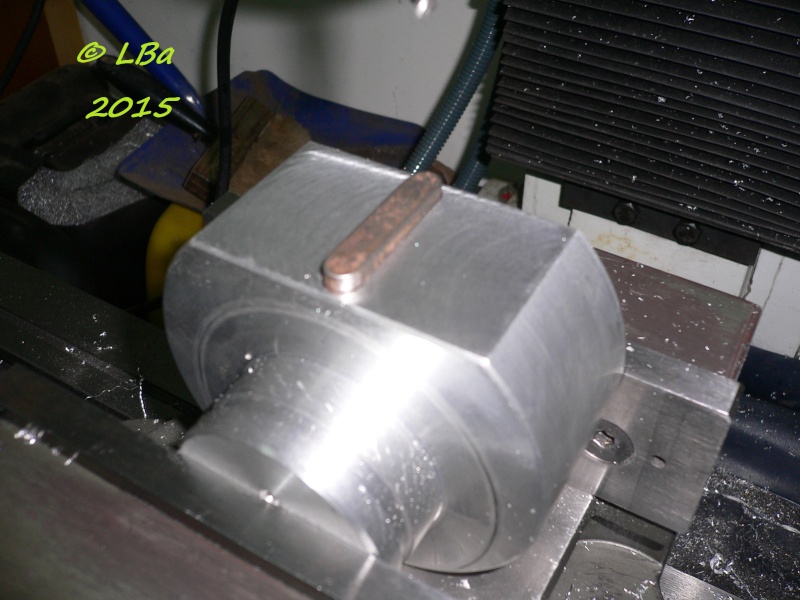
contrôle de l'ajustement rainure clavette

et contrôle du clavetage avec l'ébauche du coulisseau fixe