

Dans du rond alu de Ø 50 mm , je vais usiner la flasque arrière de maintien de la meule
après prise en mandrin du débit :

usinage d'un épaulement

perçage au Ø de 14,5 mm de part en part de la pièce
n'ayant pas d'alésoir de Ø 15 mm, je vais aléser à l'outil
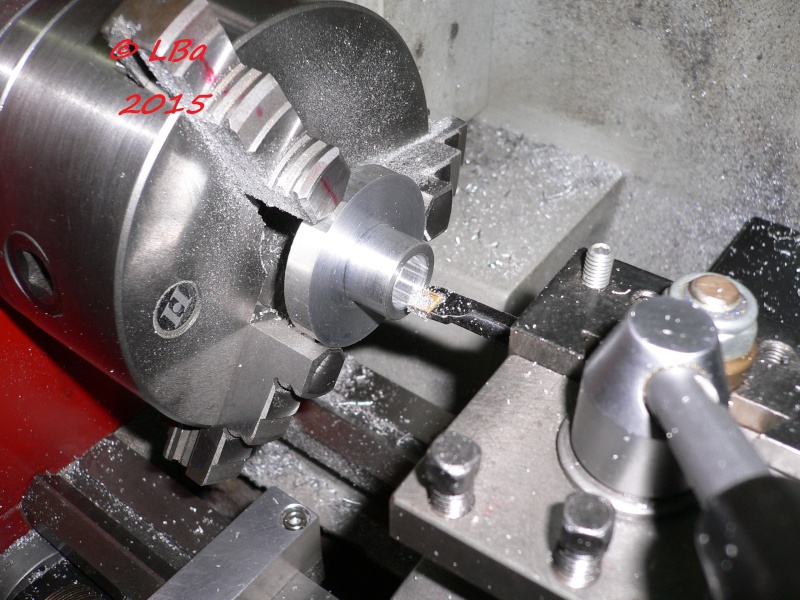
alésage de la pièce au Ø de 15 mm
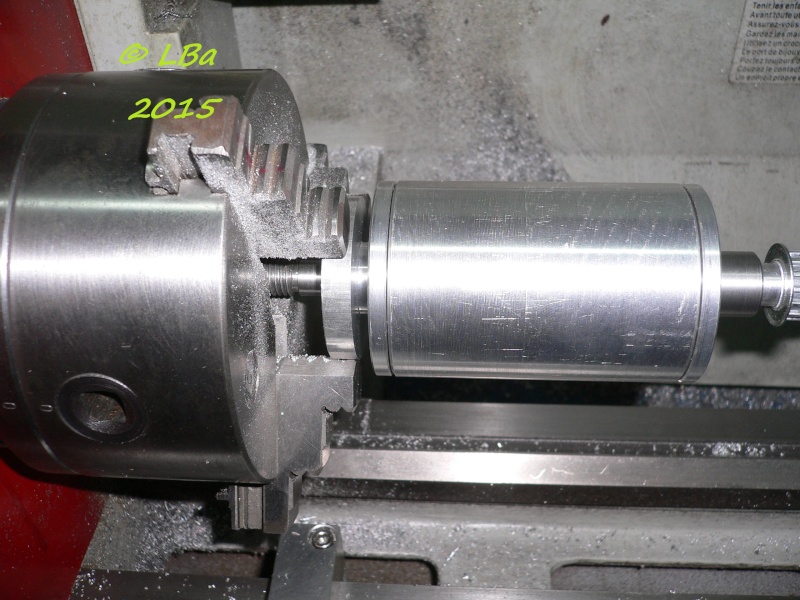
contrôle de l'alésage avec l'arbre porte meule
après retournement de la pièce dans le mandrin :
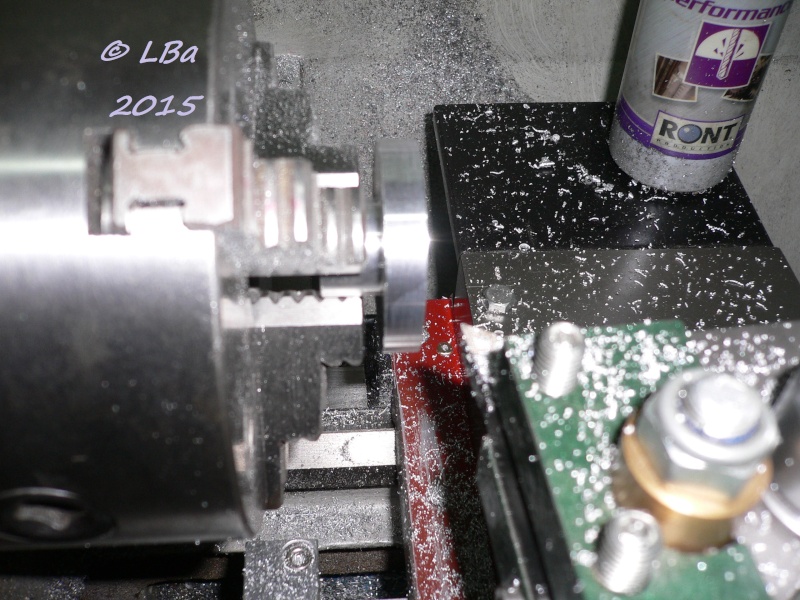
usinage du Ø extérieur à la cote de 48 mm
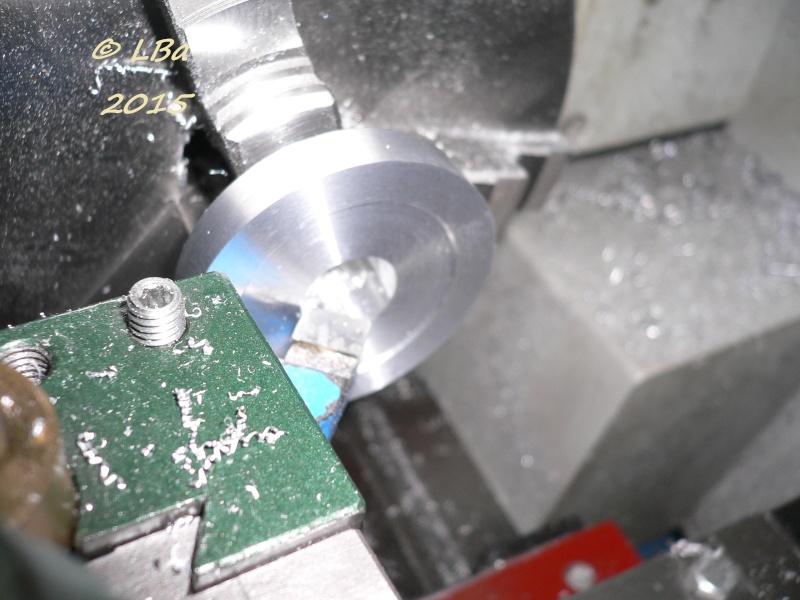
dressage avec mise à l'épaisseur de la face et usinage d'un dégagement intérieur de la face pour
réduire la surface portante sur la meule

usinage d'un chanfrein

la pièce usinée coté face

et là coté pile

la pièce en position sur l'arbre
( la face de l'épaulement est en appui sur la cage intérieur du roulement )