

Mes différentes réalisations
Plusieurs pièces qui ont été fabriquées, doivent être gravées pour leur utilité
pour graver ces pièces, je l'ai fais soit sur le tour à métaux ou sur la fraiseuse
à l'aide du plateau circulaire
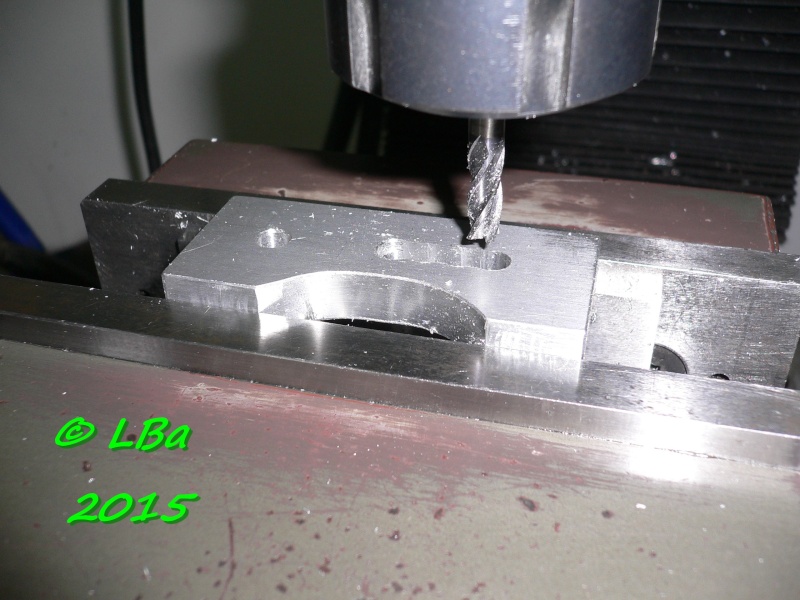
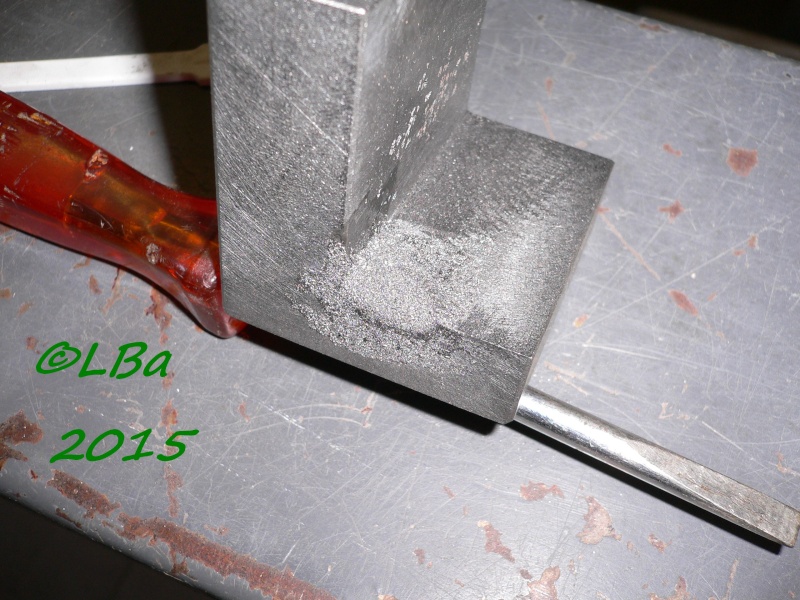
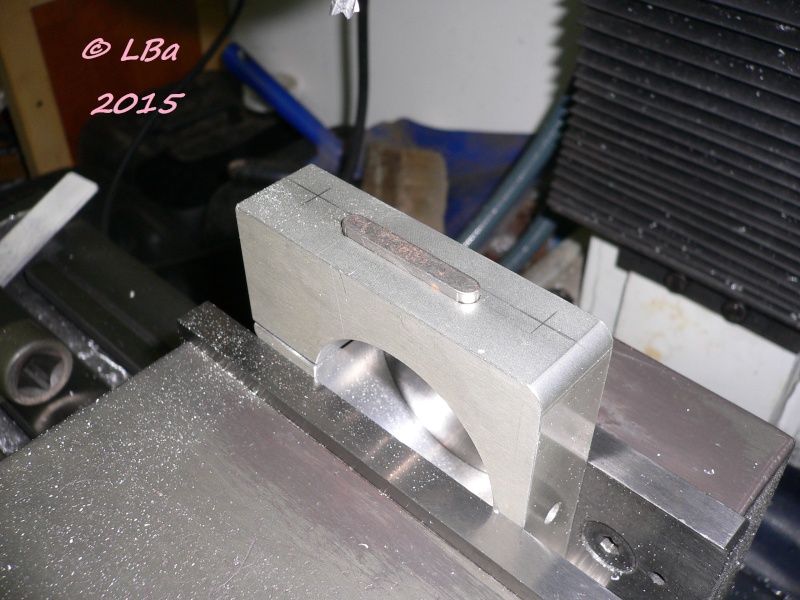
Gravure pièce pour l'inclinaison du support porte fraise ; opération réalisée avec le
plateau circulaire
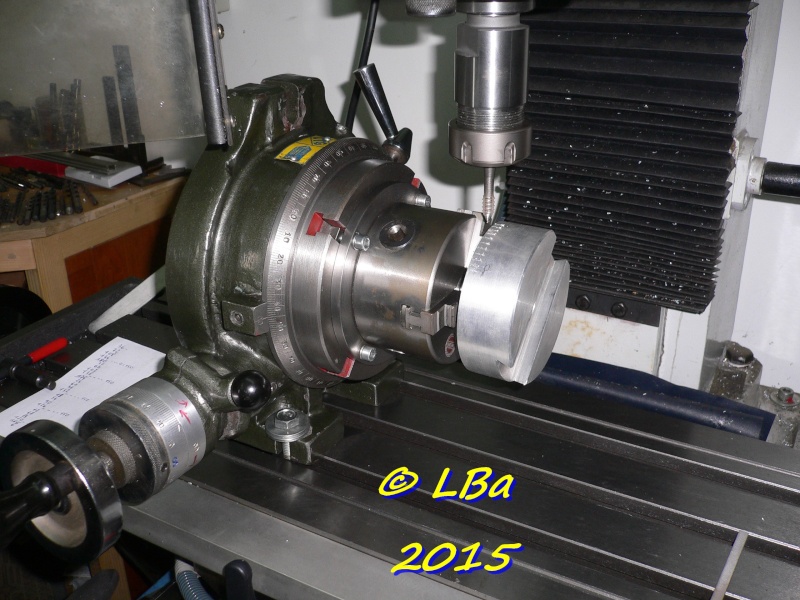
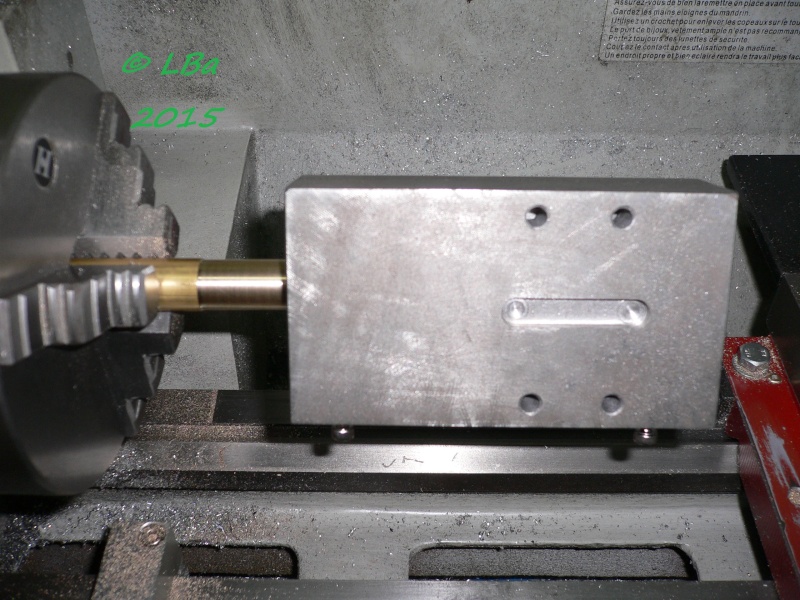
le plateau circulaire est monté en position vertical, la pièce prise en mandrin
l'outil pour la gravure est un taraud usagé affûté en pointe

j'ai commencé par un trait (long) pour indiquer tout les 5°
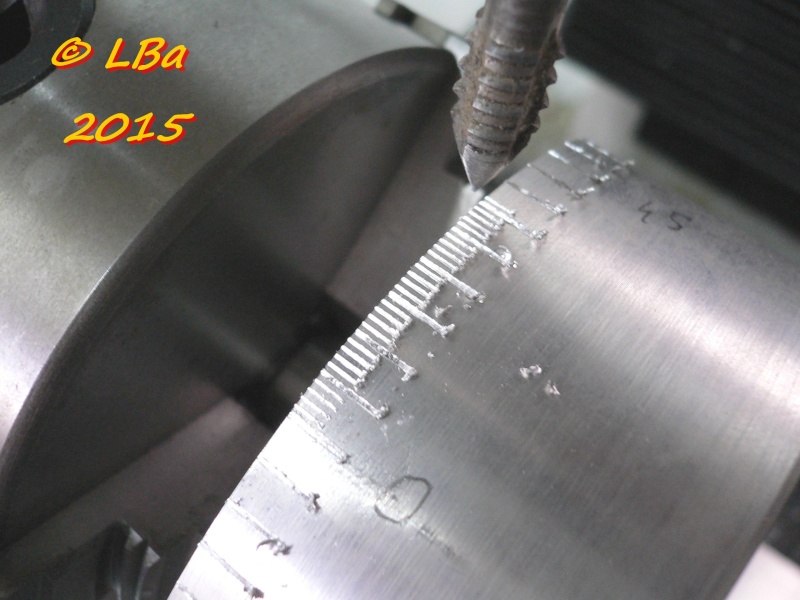
puis gravé des trait court (entre les long) pour les degrés
la gravure est degré en degré
la pièce est gravé

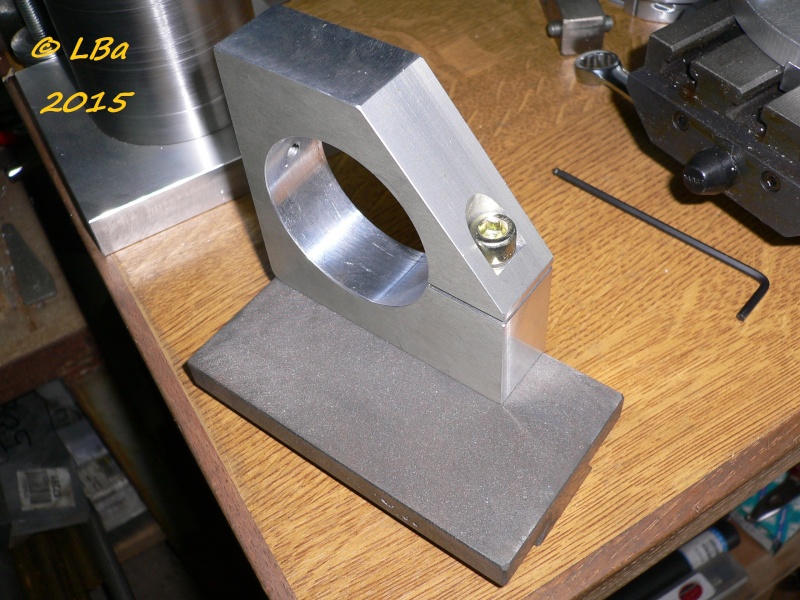
ensuite elle est marquée tout les 5 degrés à l'aide de chiffre à frapper
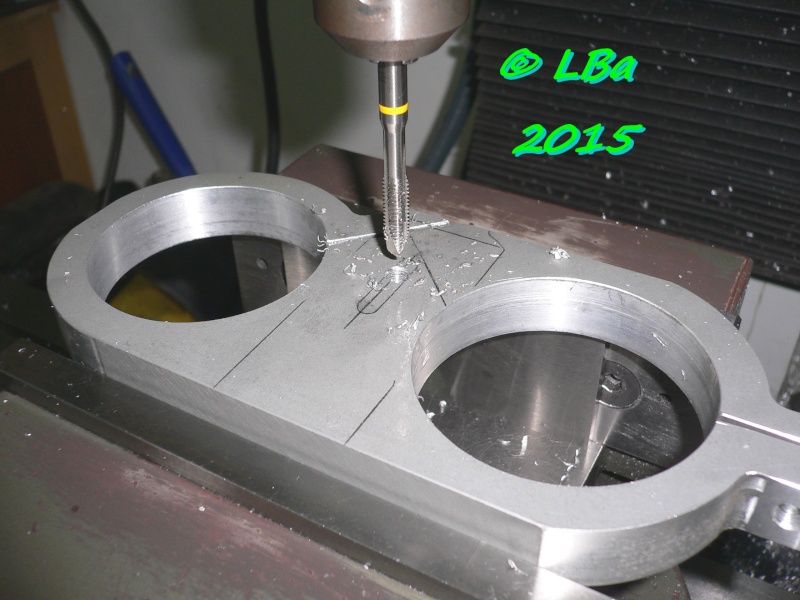
Gravure pièce rotation base :
même principe de travail , seul la pièce à graver est différente
gravage de 5° en 5°

ensuite gravage degrè en degrè (la longueur de gravure est moins longue )
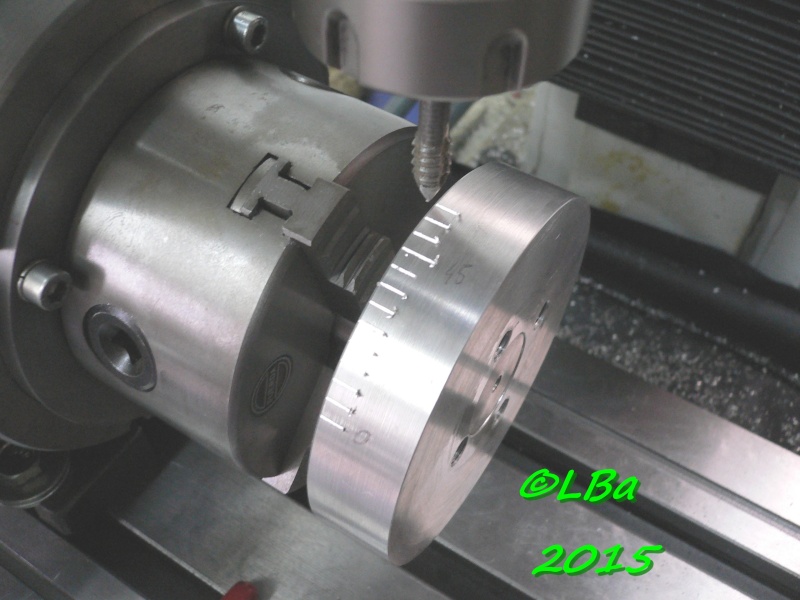
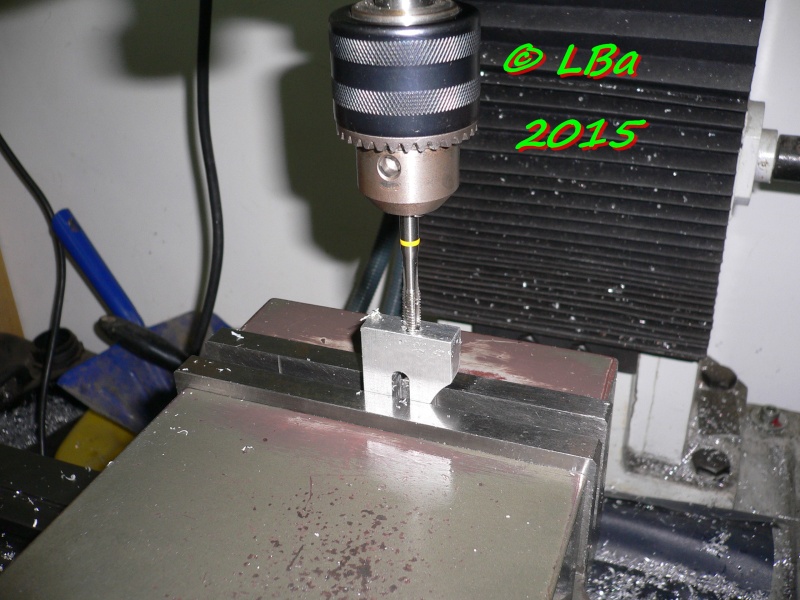
la pièce en place :
la position du 0 sur la partie mobile, sera indexée ultérieurement

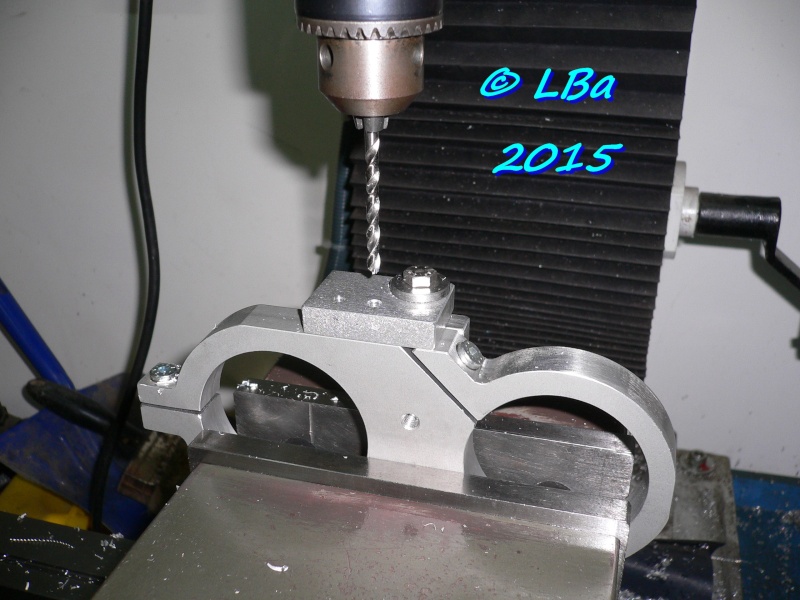
autre vue du montage
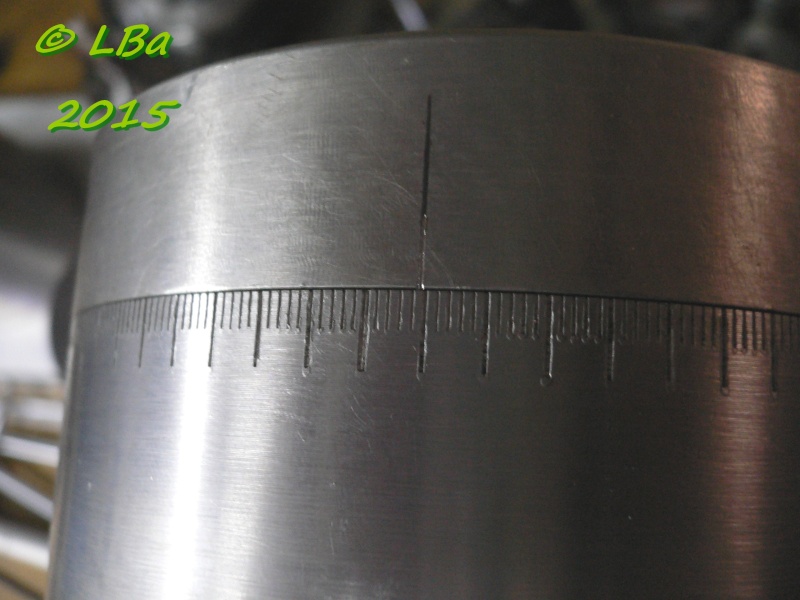
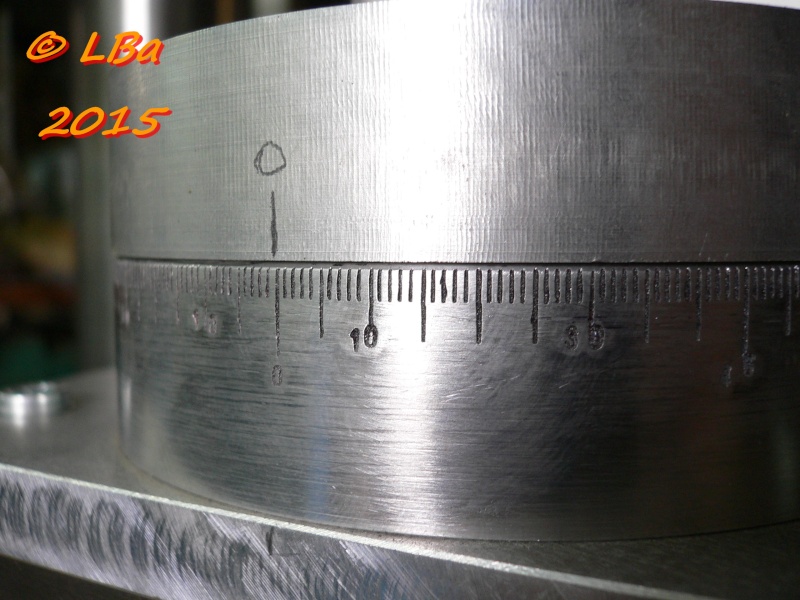
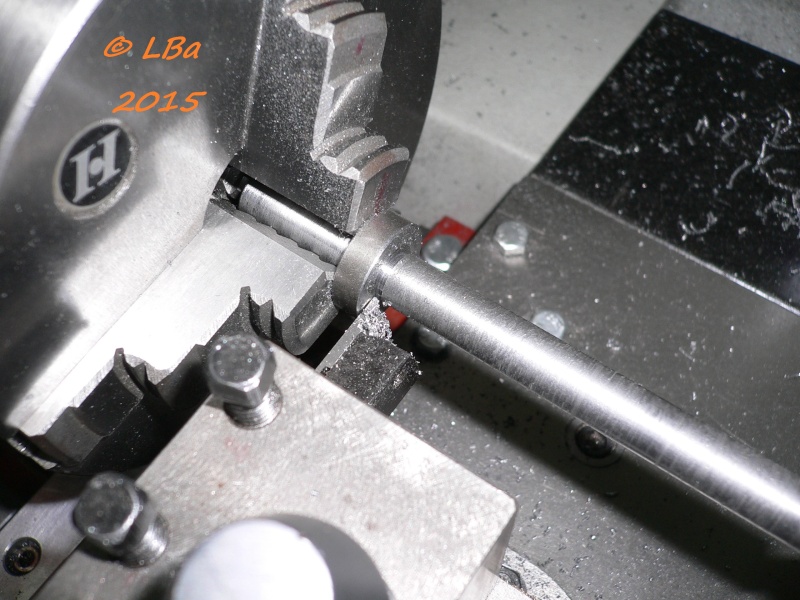
autre pièce gravée, le volant de montée/baisse de l'ensemble support broche/meule
cette pièce est gravée sur le tour à métaux, les gravures devant corresponde à un déplacement
linéaire et non à une rotation comme les deux pièces précédentes
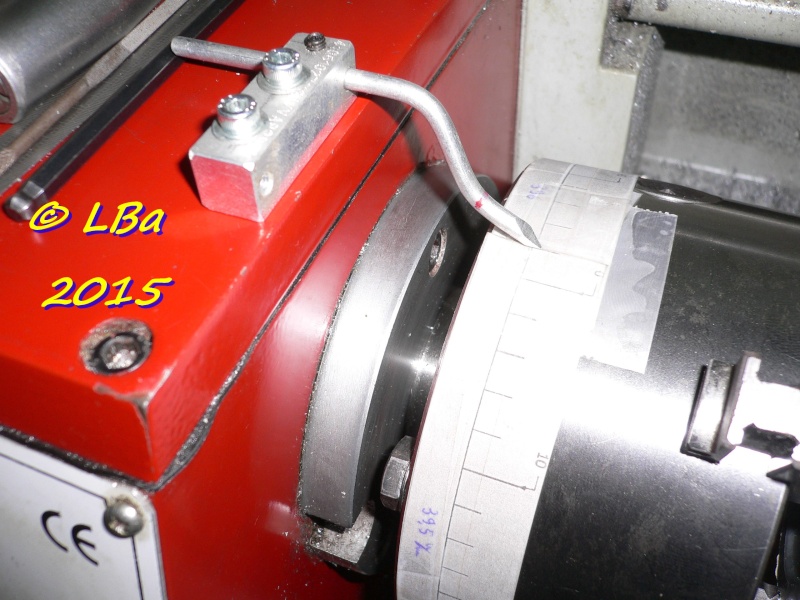
pour le principe : une bande de papier divisée en 49 interval égal
la longueur de la bande de papier est égal au périmètre du mandrin utilisé
un index fixe est monté sur le bati du tour
le pas de la vis qui reçoit le volant est au pas de 100 (1 mm) une division équivaudra donc à 2 centièmes
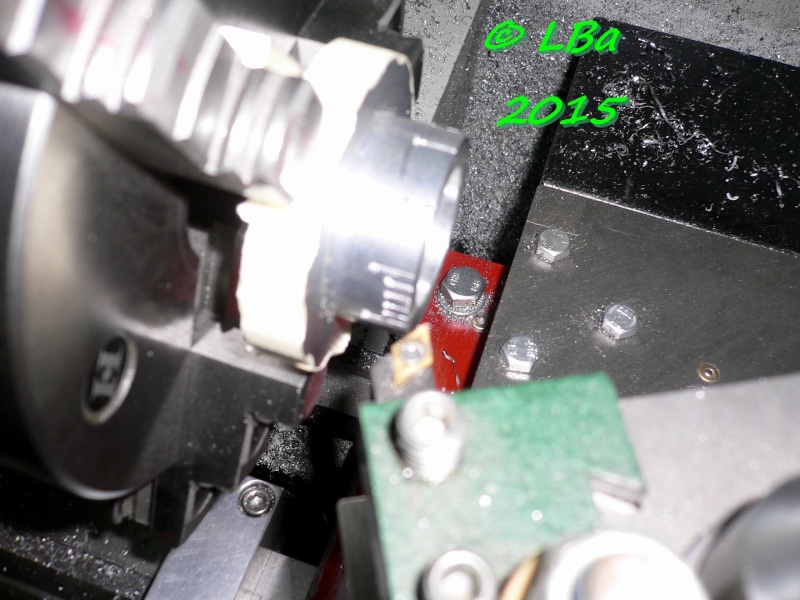
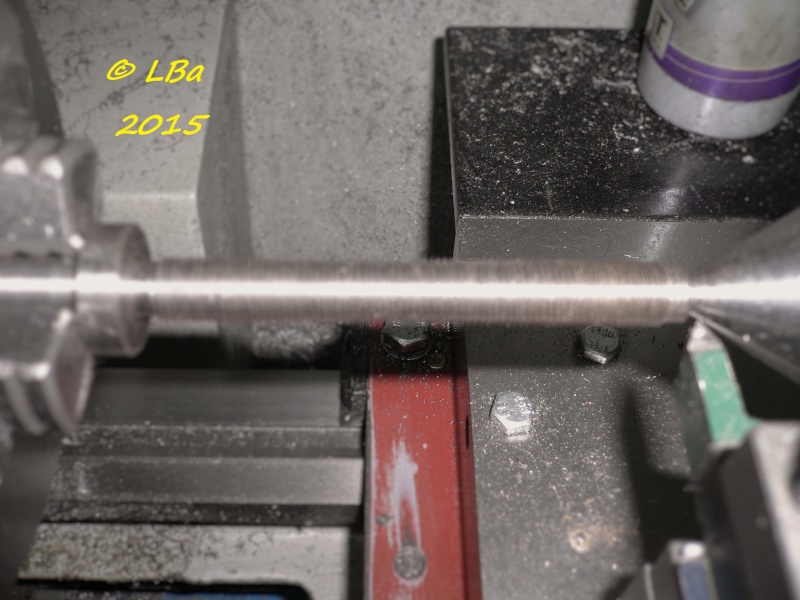
le traçage est réalisé avec la pointe d'un outil (pour les prochains traçage de ce genre que j'aurai à
effectué il sera fait avec un autre type d'outil)
les traits des dixièmes et des centièmes ne sont pas de même longueur

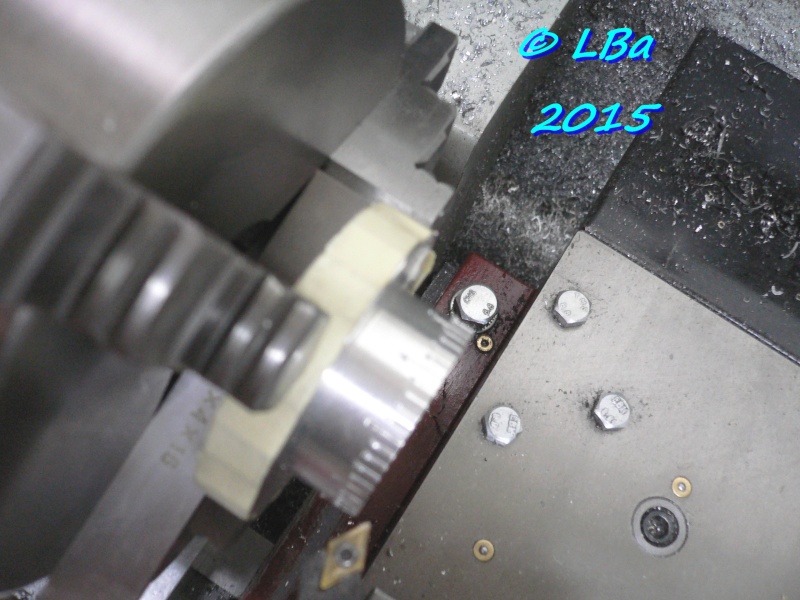
le volant est gravé

et les dixièmes sont marqués par chiffre à frapper
Tendeur courroie entrainement broche
Pour la courroie d'entrainement de la broche/meule , je dois réaliser un système de tension
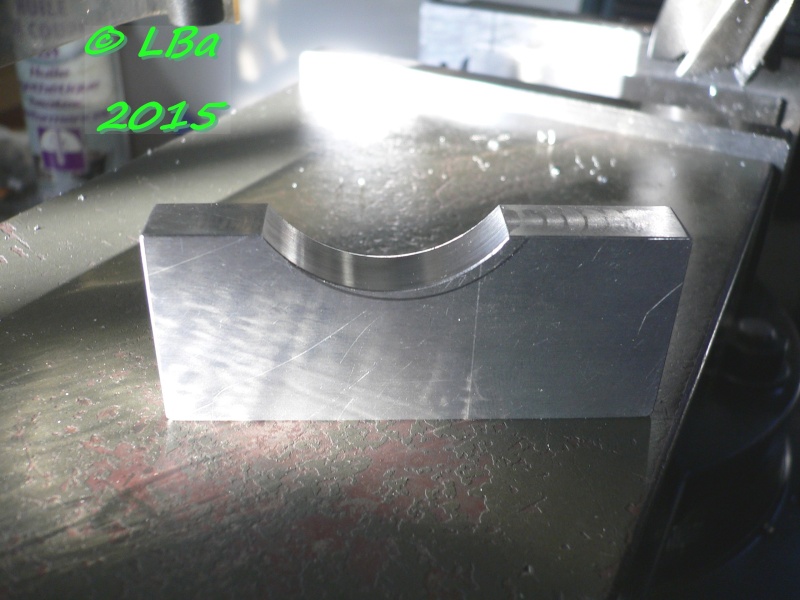
Première pièce à réaliser : un galet monté sur roulement à bille
Dans du rond alu de Ø 40 mm

après dressage de la face , perçage puis alésage au Ø de 12 mm

reprise de la pièce sur un cimblot (d'ou l'alésage de 12 mm) afin de blanchir le Ø extérieur
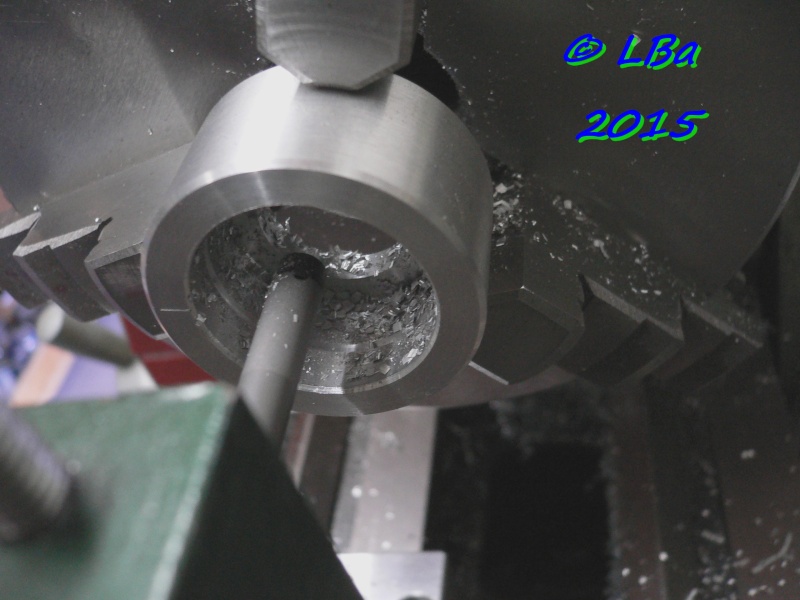
nouvelle reprise de la pièce pour :

réaliser un alésage au Ø de 22 mm ( dimension de l'extérieur du roulement)
Le roulement sera arrêté d'un coté par un épaulement et de l'autre par un circlips
Afin de réaliser la gorge pour le circlips, j'ai acheté cette outil :


outil en place sur le tour
usinage de la gorge
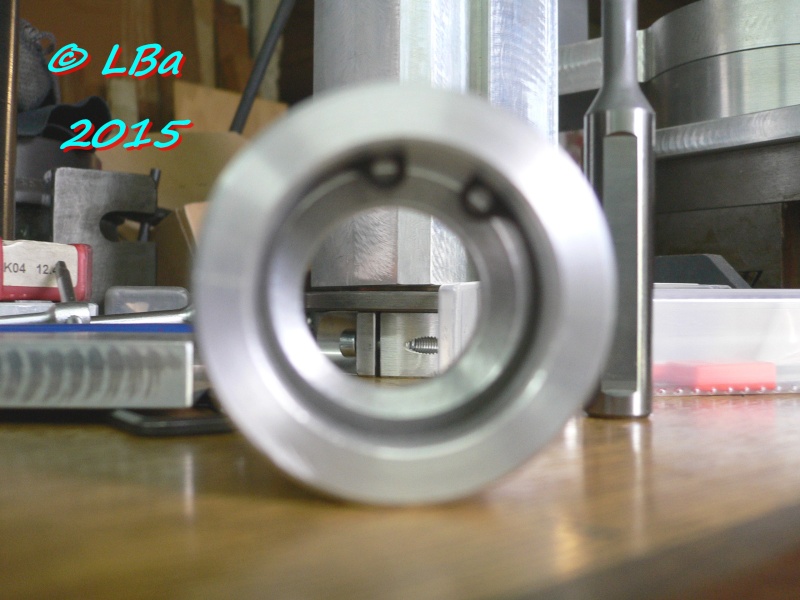
le circlips en place
je suis satisfais de ce petit outil malgré son prix , de plus la tête (pastille) est interchangeable ,
il existe plusieurs dimensions pour le même porte outil
Ceci étant concluant, après démontage du circlips :

emmanchement du roulement à la presse

le galet est terminé
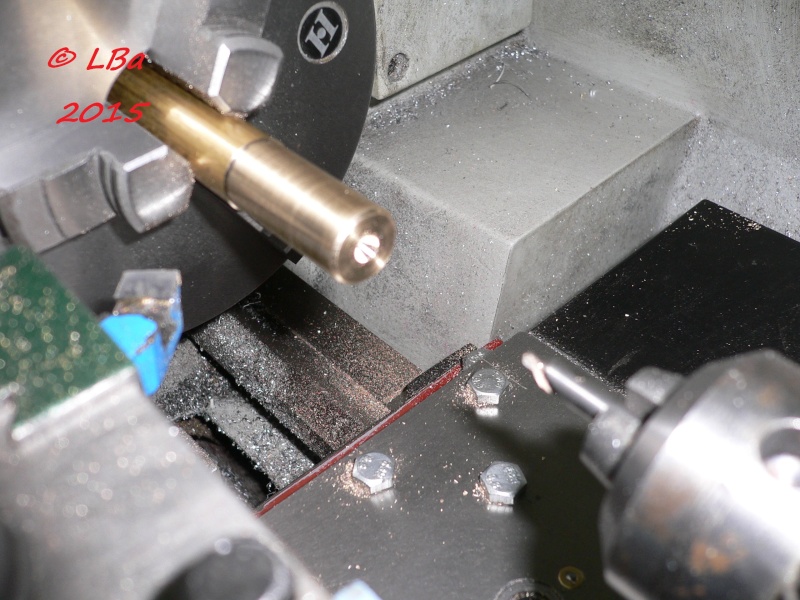
Concernant l'arbre devant recevoir le galet, j'ai trouvé dans mes récups, un axe qui conviendrait
après coupe à la longueur, reprise de l'axe en mandrin à pince :

reprise du Ø à 12 mm pour montage glissant du roulement

contrôle de l'ajustement abre/roulement

taraudage à M6 en bout
après retournement de la pièce :

re -perçage/taraudage à M6 de l'autre bout de la pièce

après usinage d'une petite entretoise

mise en place de celle-ci sur l'axe

et serrage à l'aide d'une vis M6 et d'une rondelle cuvette

le galet tendeur pour la courroie est terminé
Le support arbre/galet est usiné à partir d'un plat alu
j'ai commencé par faire un usinage pour le passage du moteur
l'ébauche de l'usinage pour le passage du moteur
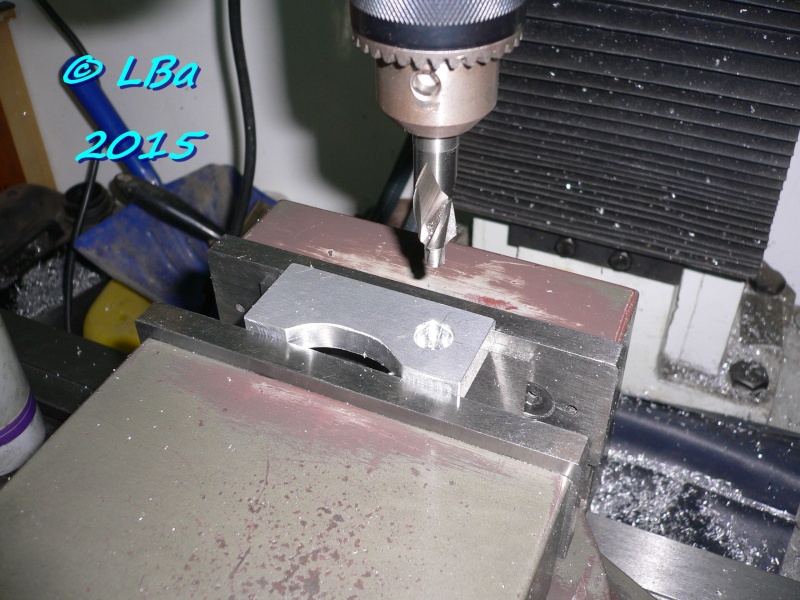
perçage au Ø 6,2 mm puis fraisure pour la fixation de l'arbre porte galet
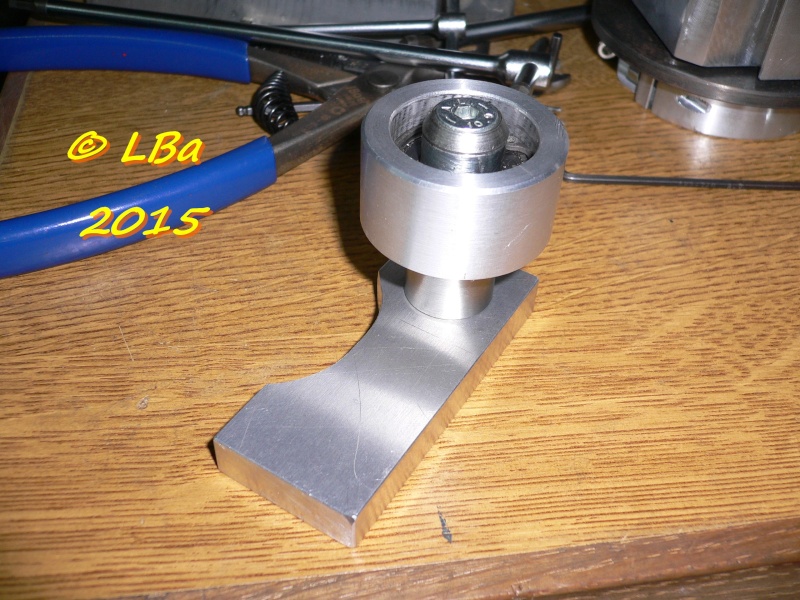
l'ensemble galet/arbre sur le support
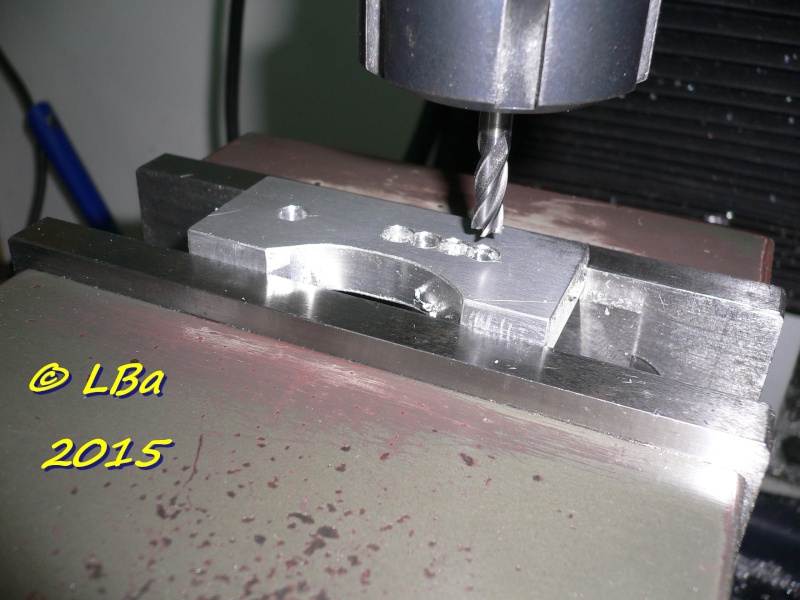
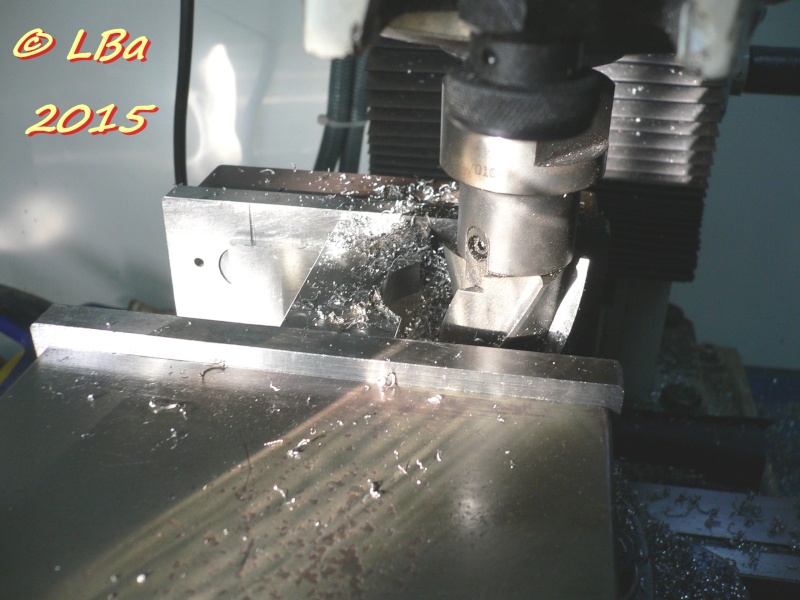
ébauche d'une lumière (par trou tangent) sur le plat support
finition de la lumière avec une fraise de Ø 6 mm
Sur le support moteur/broche porte meule
perçage/taraudage d'un M6 pour la fixation du plat support arbre/galet
perçage/taraudage en bout du support pour la vis de réglage de la tension de la courroie
sur le support moteur, perçage pour la fixation du support de la vis de tension

taraudage des fixations

le plat support arbre/galet est usiné
le plat support vis de tension est usiné

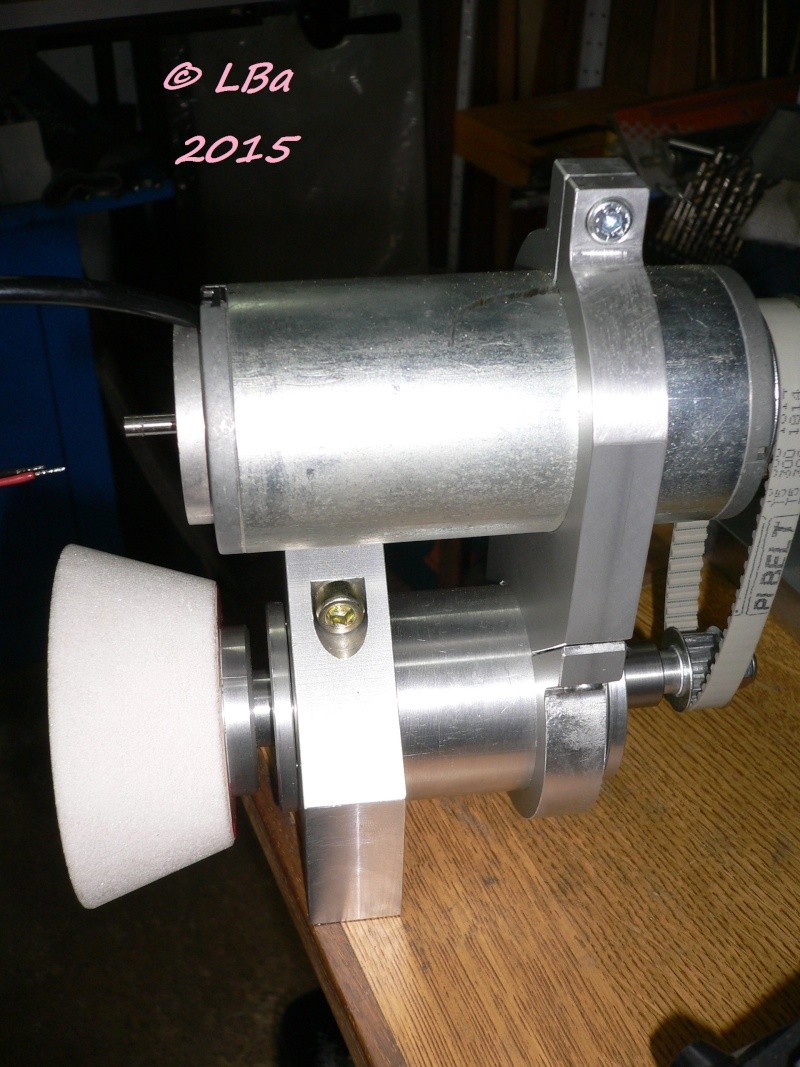
l'ensemble de tension de courroie en place sur le support moteur
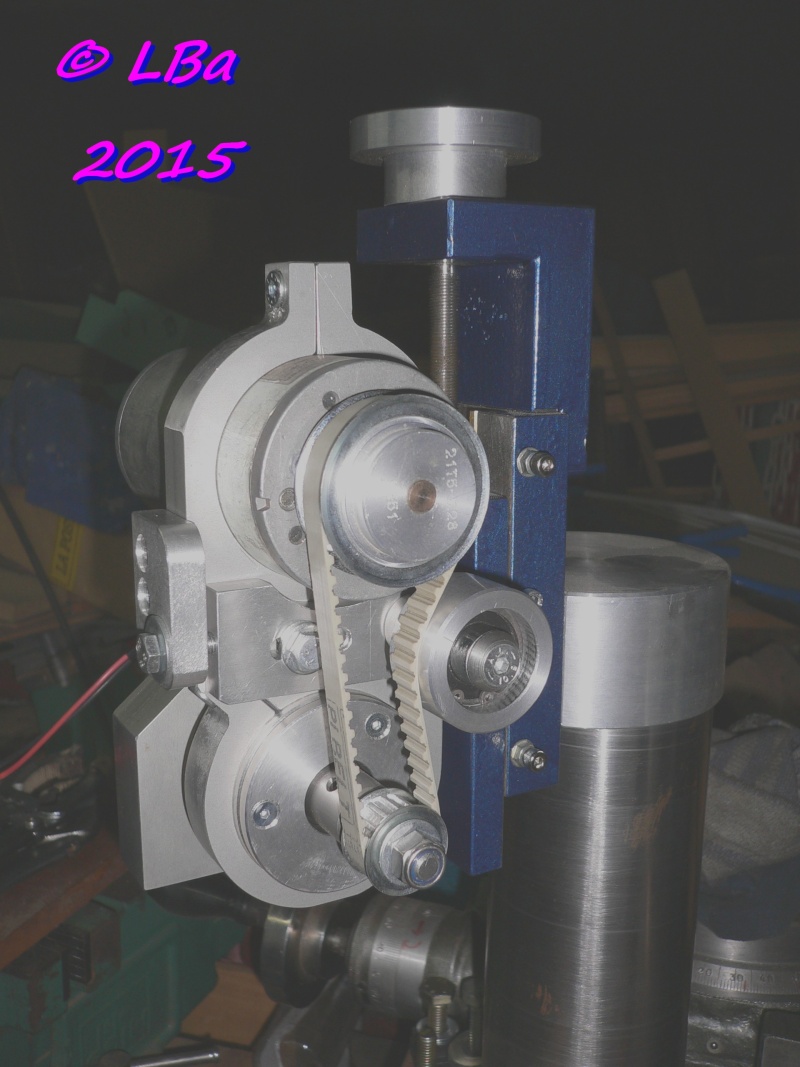
le résultat final en place
la tension de courroie est effective
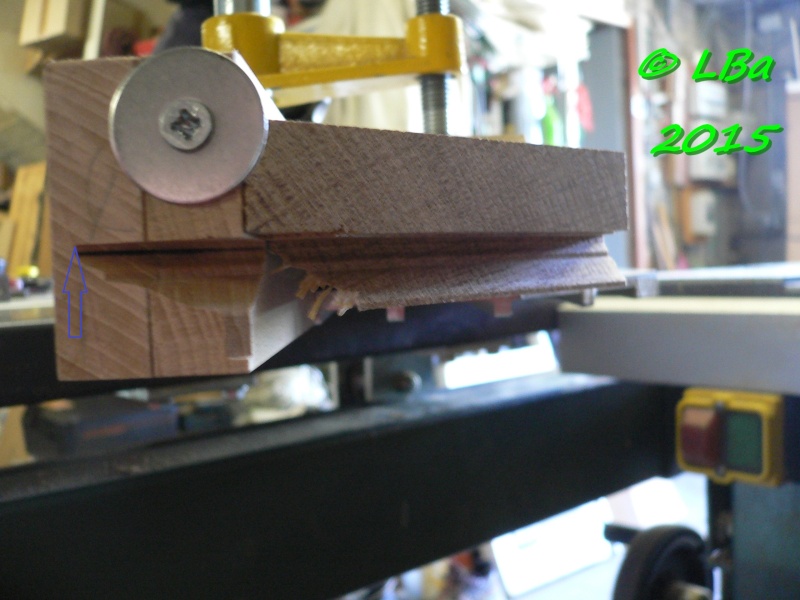
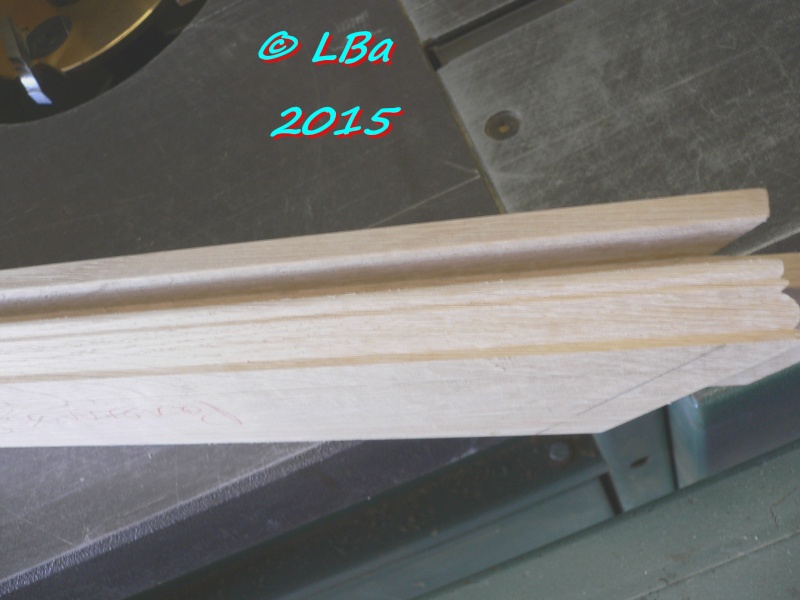
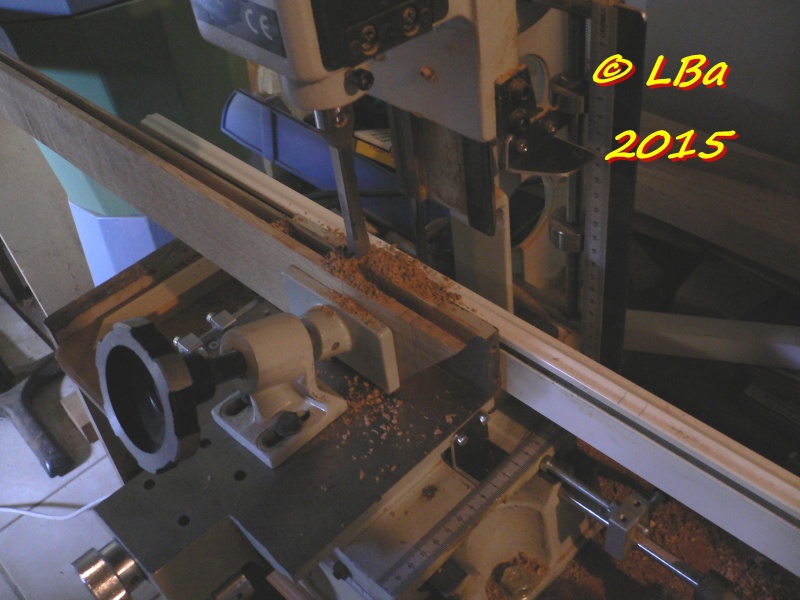
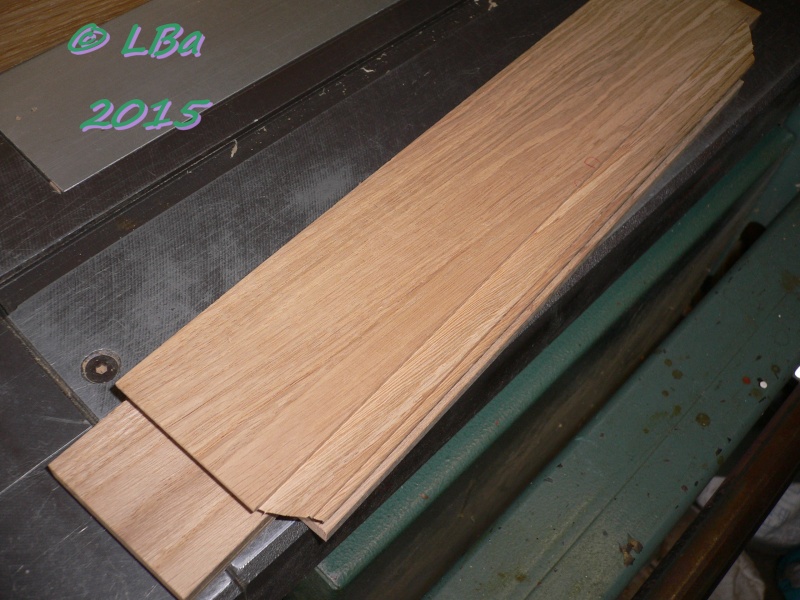
Je crée un nouveau billet consernant les usinages pour une traverse haute biaise
petit rapelle de la dite traverse :

la traverse ayant été débitée à l'angle et de longueur, aprés traçage des tenons et du contre profilage
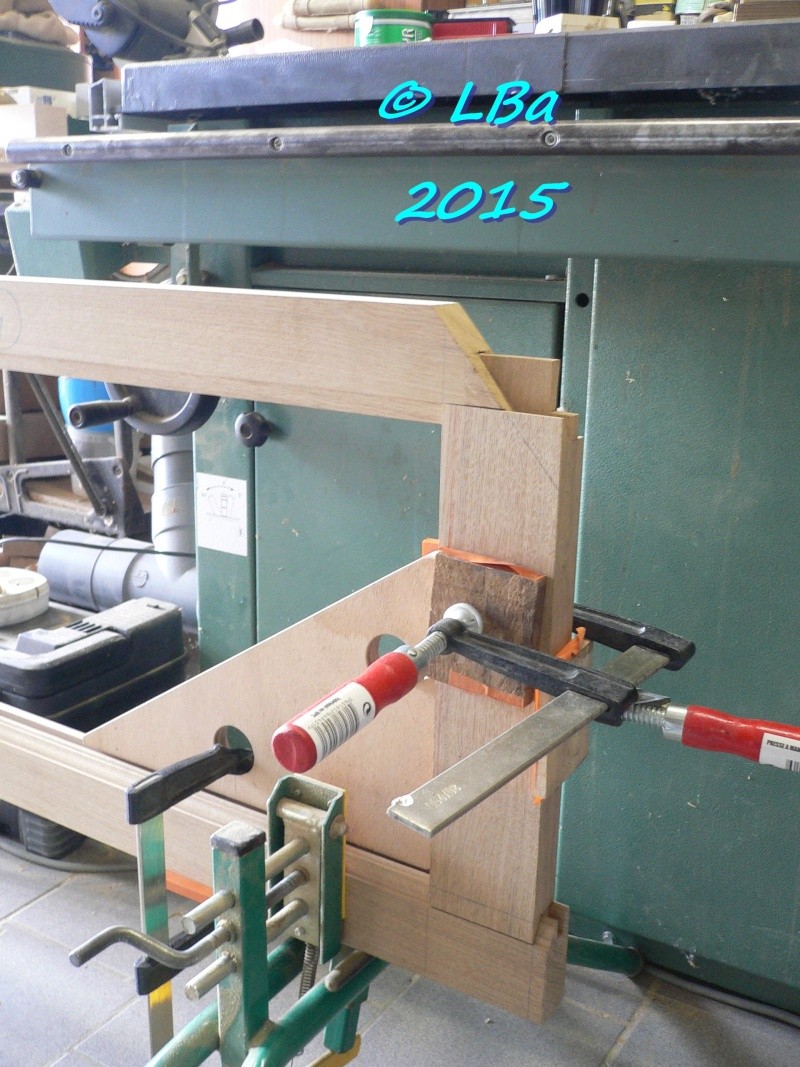
Afin de réaliser les usinages en bouts de la traverse, il me fallait incliner mon chariot à tenonner
monté sur la table de sciage
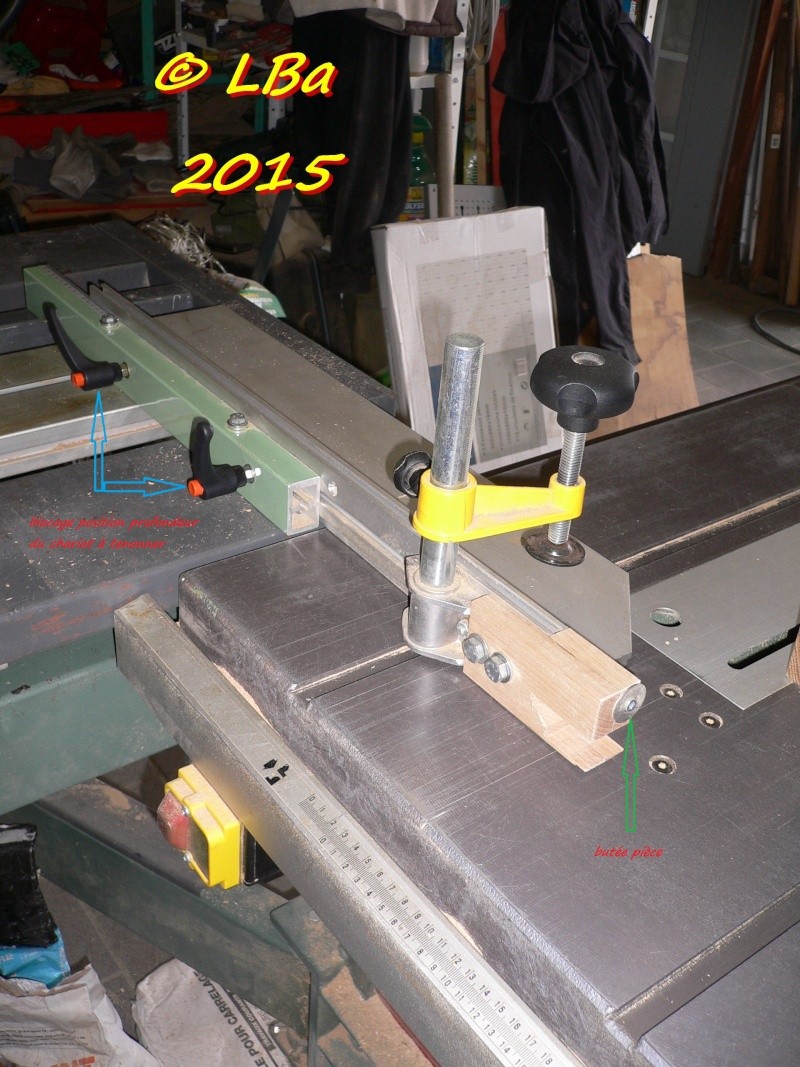
j'ai du réaliser au préalable une modification de la fixation du chariot à tenonner

un morceau de profil alu (montant renforcé de garde corps) et un morceau de cornière aluminium
et quelques perçages/taraudages et vis d'assemblage et la modif est réalisée
je reprend une fixation existante sur le chariot de sciage et j'en crée une autre
le dessus du chariot étant une tôle de faible épaisseur, j'utilise un insert taraudé à sertir
pour ce faire

l'insert monté sur la pince à sertir
la pince est comme une pince à rivet Pop à par que la tige de traction est une tige filetée au Ø de l'insert
pour ce cas prècis du M6

l'insert est serti sur la tôle du chariot de sciage
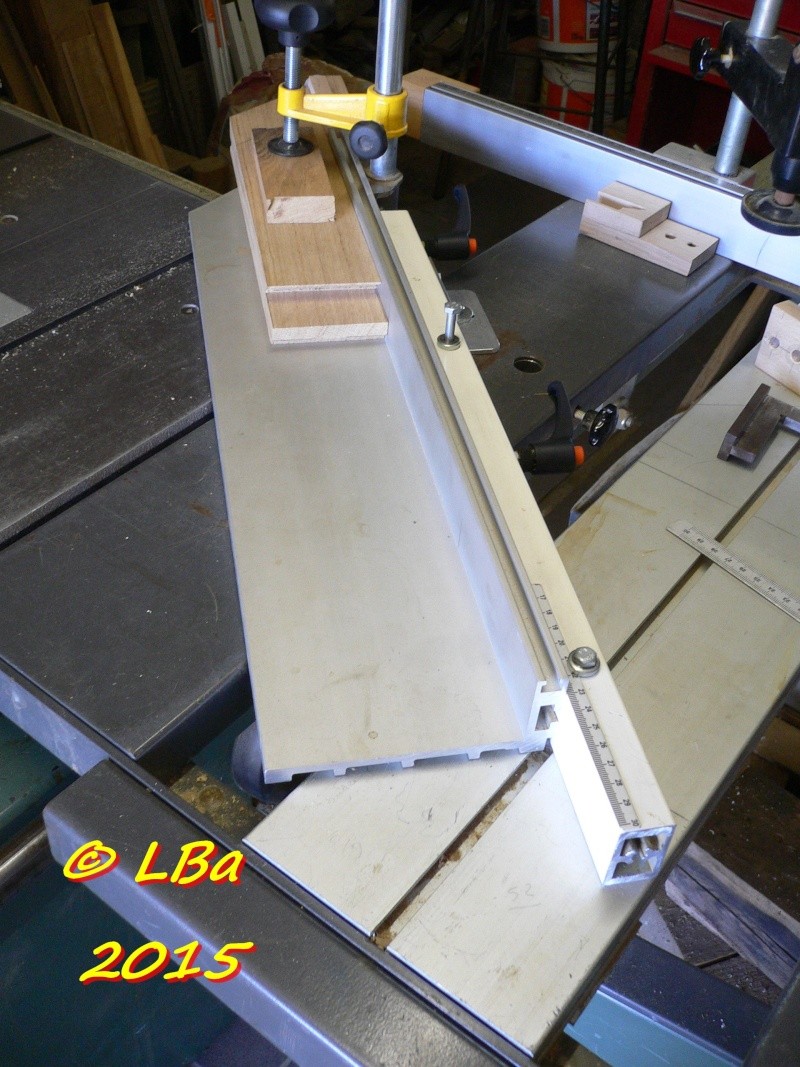
la table à tenonner montée et réglée en position
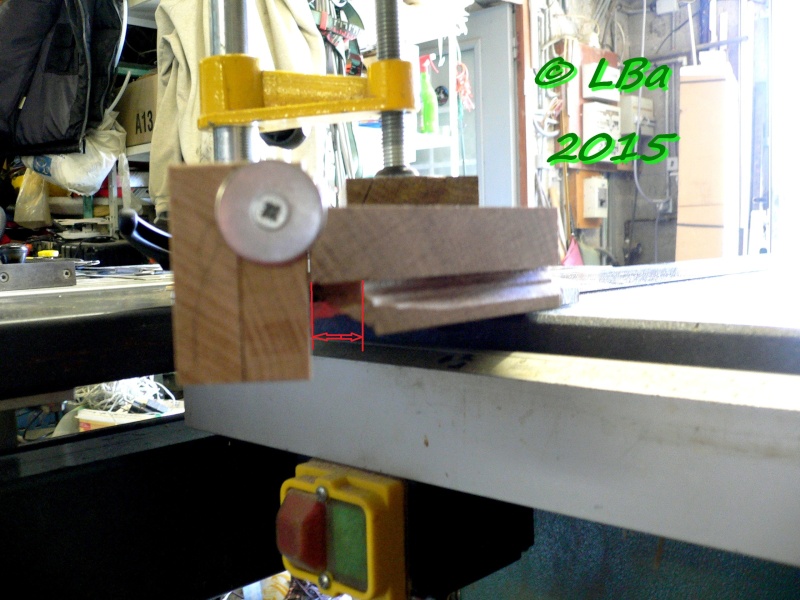
petit essais d'usinage (contre profilage)
le chariot de sciage se trouve en butée (mécanique), mon usinage n'est pas sur toute la traverse
il me faut décaler de nouveau la table à tenonner d'au moins 6 cm
Après la pose d'un nouvel insert taraudé décalé de 6 cm du précédent :

la table est donc décalé et réglé à l'angle
second essai d'usinage :
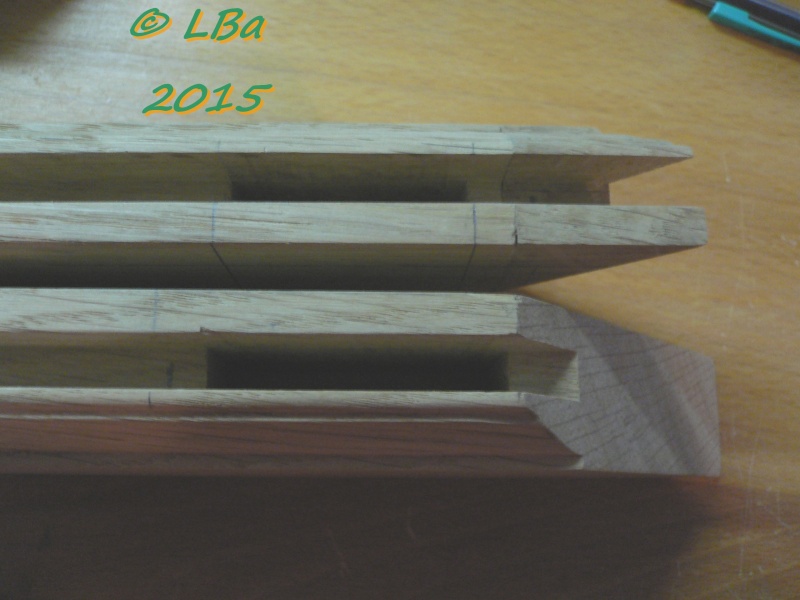
cette fois, c'est correct, le contre profilage est sur tout le bout de la traverse

je peux contre profiler mes bouts de traverse biaise

traverse contre profilée

changement d'outil et usinage des épaulements pour réaliser les tenons

les tenons sont usinés, restera le dégraissage, après usinage des mortaises sur les montants
mais il me reste encore de l'usinage sur la traverse

une rainure pour recevoir le panneau de remplissage

la feuillure est usinée
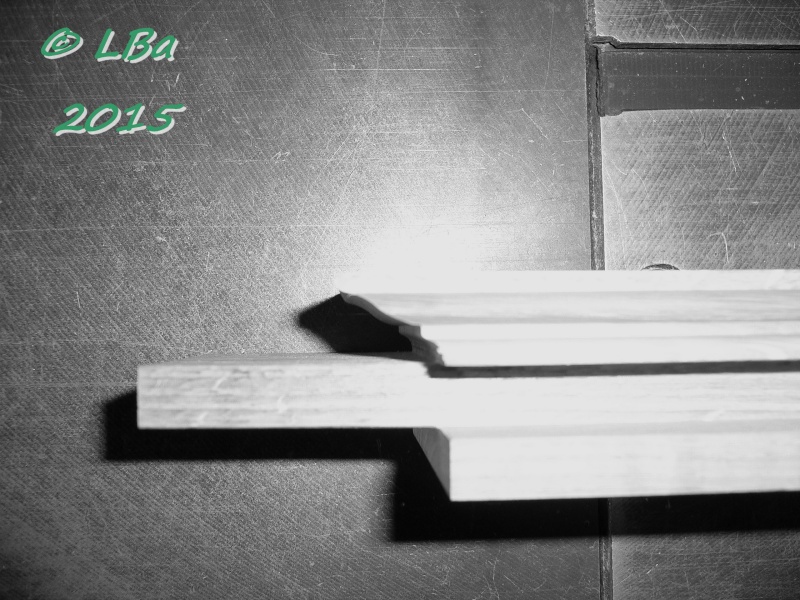
rest le profilage à effectuer :

profilage traverse
traverse profilée
Ceci étant réalisé, je reviens sur les tenons, je ne les avais usiné que sur l'épaisseur
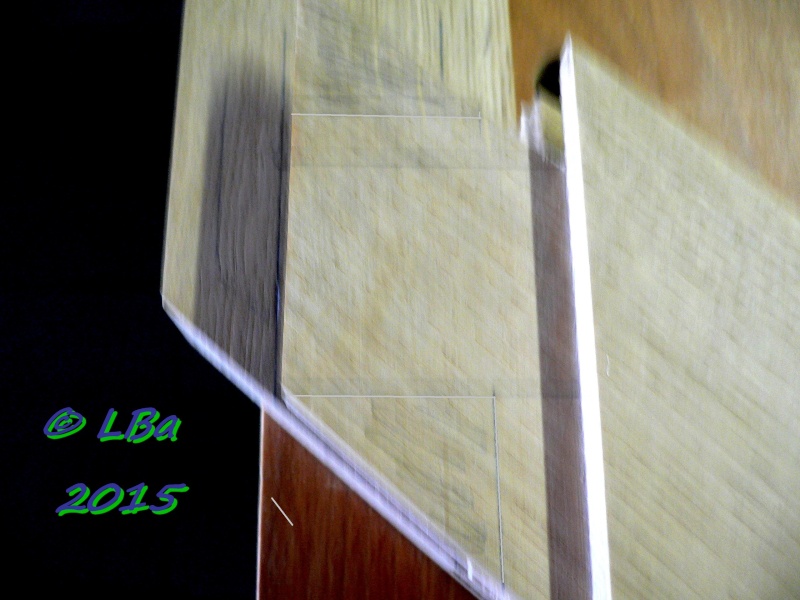
traçage du tenon d'un coté
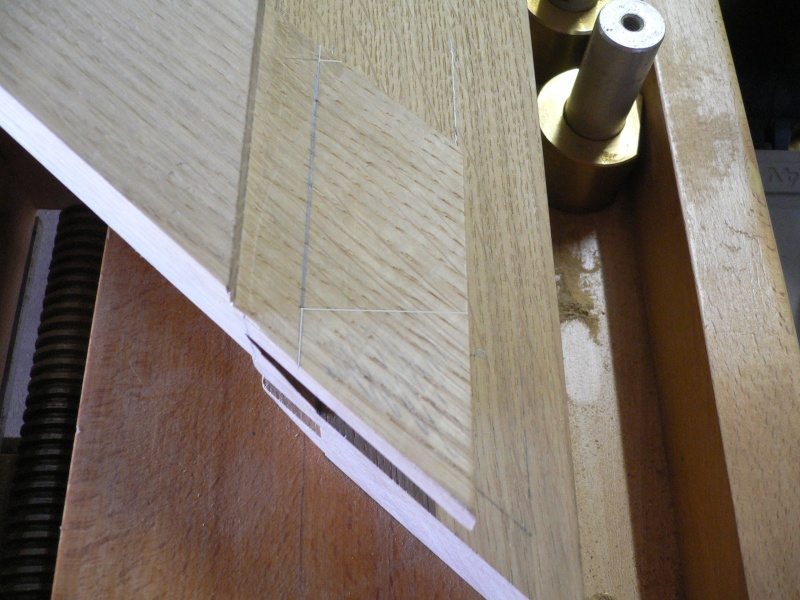
traçage du tenon du coté opposé
aprés avoir repporté l"emplacement des tenons sur les montants, je passe au mortaisage
de celui-ci
mortaisage d'un montant
les mortaises réalisées sur le montant droit et gauche
je peux alors tailler les tenons d'après les mortaises réalisées

taille tenon

premier tenon taillé



second tenon taillé
petite vérification :

montage à blanc du cadre de la porte coté face

vue en bout
me reste à ajuster l'assemblage, un peu trop de jeu à mon goût
Ayant besoin de m'approvisionner en bois afin de fabriquer les montants et les traverses des 4 portes
j'ai passé commande via internet sur un site marchand " Prestobois"
si le délais de livraison a été long à mon gout pour soi-disant des bois en stock
la qualité et l'emballage des bois à été au top
le bois commandé est de l'avivé chêne de 35 mm épaisseur en différentes longueurs
afin de profiter d'une livraison gratuite, j'ai acheté du chataigner en même temps

les différents colis (emballé et bien emballé) à la livraison

ouverture d'un colis (les angles des bois sont protégés par des cornières en carton)

les bois déballés et stockés ( le chataigner est à gauche et le chêne à droite)
Après avoir relevé les dimensions des futurs portes (hauteur/largeur)
j'ai corroyé les montants et les traverses basses et intermédiaires (les traverses hautes seront réalisées plus tard)

désirant assembler les montants et les traverses à montage profil/contre profil ; après consultation d'une
méthode de réalisation je me dois de commencer à usiner les contres-profil sur les traverses
les traverses ont été mise à longueur sans sur cotes

j'ai réglé la sortie des fers (contre profil) sur le porte outil

détail du réglage de sortie des fers : la pointe du fer lêche le rond et ce de même façon d'un fer à l'autre

mise en place sur la toupie du chariot à tenonner
la cale martyr en bout de chariot a été changée l'ancienne ayant vécue :
ancienne cale martyr

des nouvelles cales martyr avant usinage

réglage de l'usinage du contre profil sur une chute (hauteur et profondeur d'usinage)

le réglage a demandé un affinage, j'avais un petit décalage (en hauteur) d'une prise de profondeur de passe
à l'autre
le problème résolu :

contre profilage en bout des traverses

les traverses sont contre profilées

apperçu du contre profilage d'un bout des traverses
à la vue de la profondeur de l'usinage , celui-ci a été effectué en plusieurs passes
Les traverses contre-profilées, je suis passé à l'usinage des tenons
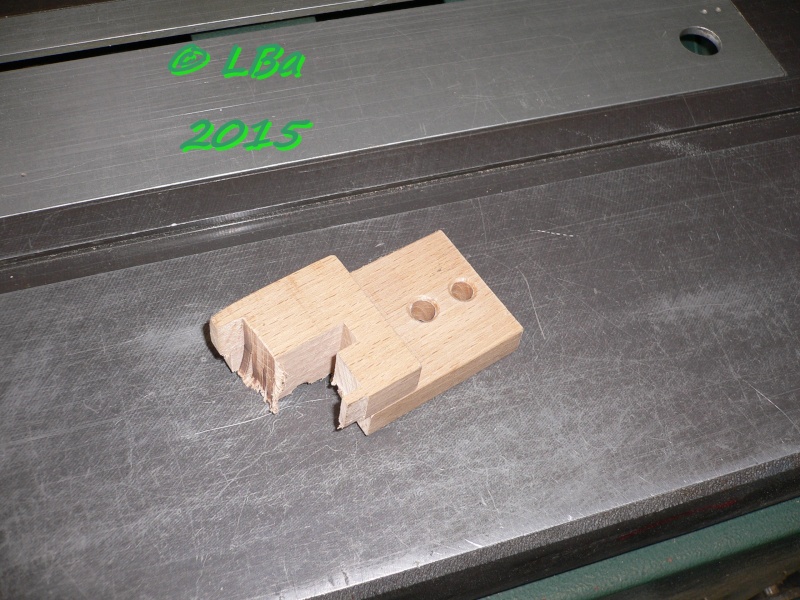
sur le chariot à tenonner, après changement de la cale martyr, adaptation d'une butée

une simple équerre (alu) vissée

réglage de l'épaisseur du tenon sur une pièce d'essais
le réglage trouvé ,usinage des tenons des traverses

les tenons sont usinés me restera à les dégraisser, une fois les mortaises sur les montants usinées

les tenons vue de plus près
ensuite usinage d'une rainure (ou feuillure) sur les traverses, après montage d'une fraise à rainer :

réglage de la hauteur de la rainure égale à l'épaisseur du tenon

rainurage des traverses

traverse rainurée
la toupie étant réglée, j'en ai profité pour rainuré les montants

rainurage d'un montant

vue arrière du rainurage d'un montant
les pièces étant longues (2 mètres) j'ai utilisé des servantes pour les soutenir

les montants sont rainurés
Ceci fait, réglage des fers ( sur un second porte outil) pour le profilage des montants et des traverses

réglage des fers (ceux ci sont aussi pour un travail par le dessous)

réglage de la hauteur d'usinage du profil d'après celle du contre-profilage

profilage des traverses
traverse profilée
vue de l'arrête de l'intersection profil/contre-profil

les traverses sont profilées
comme pour les tenons, la toupie étant réglée, j'ai profilé les montants

les montants sont profilés
me reste à mortaiser les montants
après traçage, réglage de la mortaiseuse à B² (profondeur de la mortaise, centrage de celle ci par
rapport à la rainure, butée de début et de longueur de mortaise )

mortaise d'une extrémité d'un montant

la mortaise usinée
la mortaises réalisée, j'ai tracé un tenon

taille du tenon

montage à blanc d'un angle pour retouche/ajustement de l'assemblage si nécessaire

vue en bout du montage à blanc

vue arrière du montage

vue intérieure (feuillure) du montage
les réglages validés, j'ai usiné les mortaises pour un bout sur tous les montants
puis :

réglé la butée (axe Y) pour mortaiser les montants à l'autre extrémité par retournement de
ceux-ci ; les montants mortaisés à chaque extrémité :
réglage des butées pour les mortaises (sur les montants) des traverses intermédiaires

usinage mortaise pour traverse intermédiaire

tenon/mortaise traverse intermédiaire

montage à blanc d'une traverse intermédiaire sur montant

les mortaises des montants pour les assemblages à angle droit sont réalisées
pour l'assemblage des traverses en biais, je le ferais par la suite

positionnement des cadres de porte sur l'encadrement

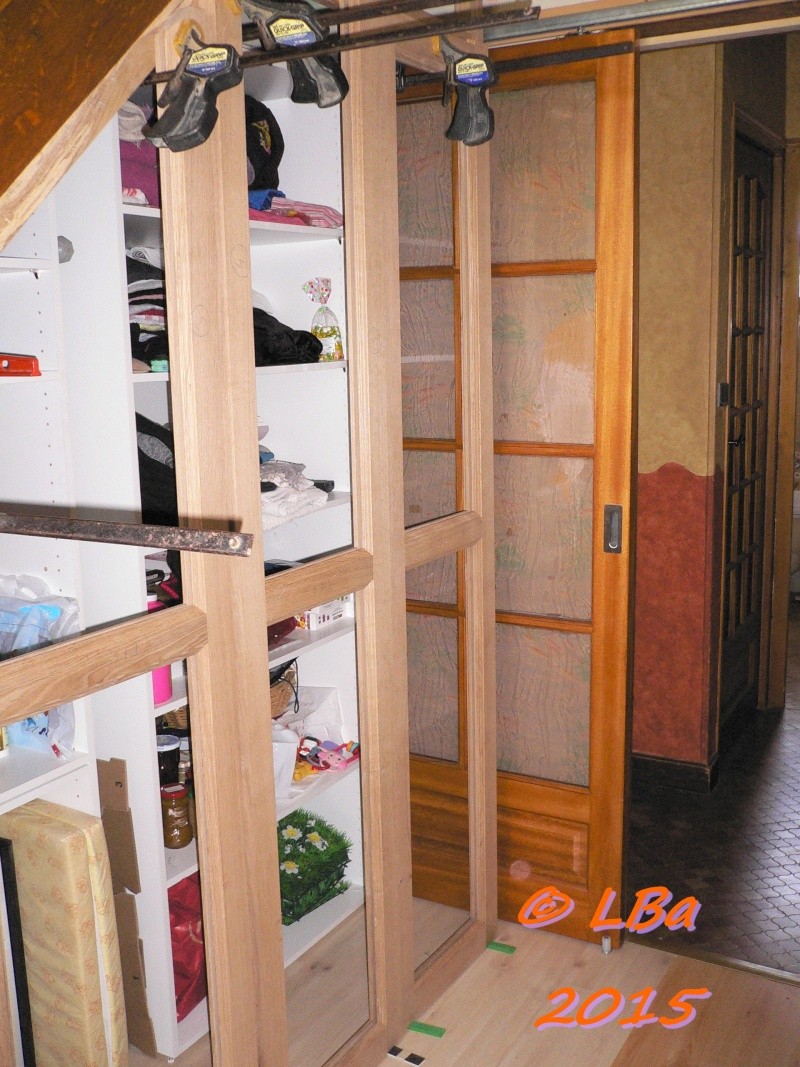
Lors de ce positionnement à blanc des cadres de prote sur le bati, je me suis
apperçu que pour les deux portes médiannes, un des montants était trop court et ce
malgré une sur longueur; il manque environ 2 cm
j'ai été obligé de rallonger les deux montants

montants ralongé

détail de ce qui manquait en longueur
l'aboutage réalisé et la colle sèche ,traçage des extrémités et :

sciage à longueur et à l'angle d'un montant

sciage montant à l'angle

les deux montants mis à longueur et à l'angle
l'erreur réparée, j'ai traçé les traverses

mise en situation et traçage d'une traverse

débit d'une traverse
une traverse débité à longueur, traçage de la longueur du tenon et de la position
du contre profilage

pour l'autre porte, je reste en angle droit à l'assemblage,juste une petite coupe biaise à effectuer
autre vue (avec positionnement précis de l'assemblage )
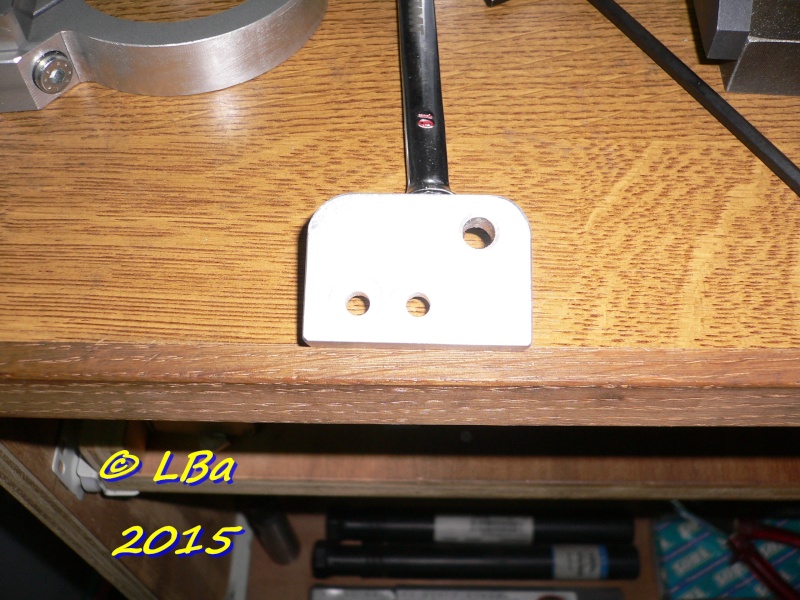
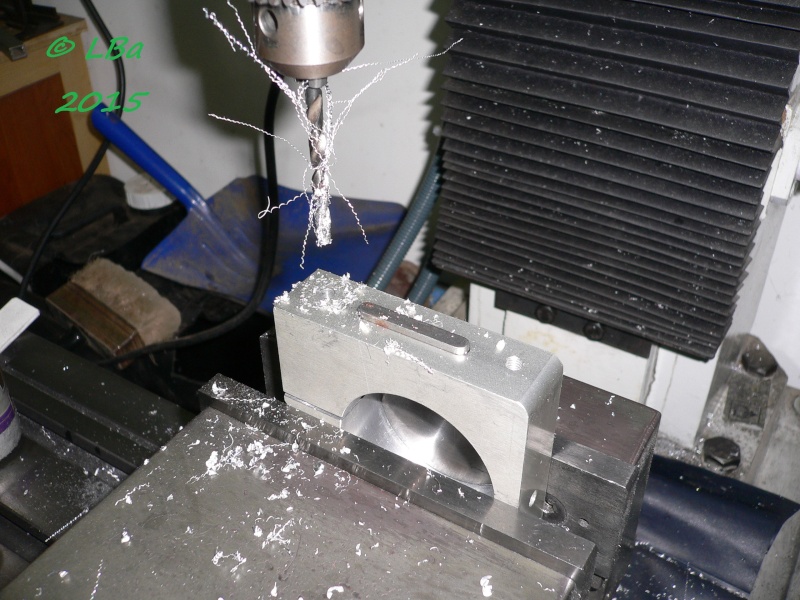
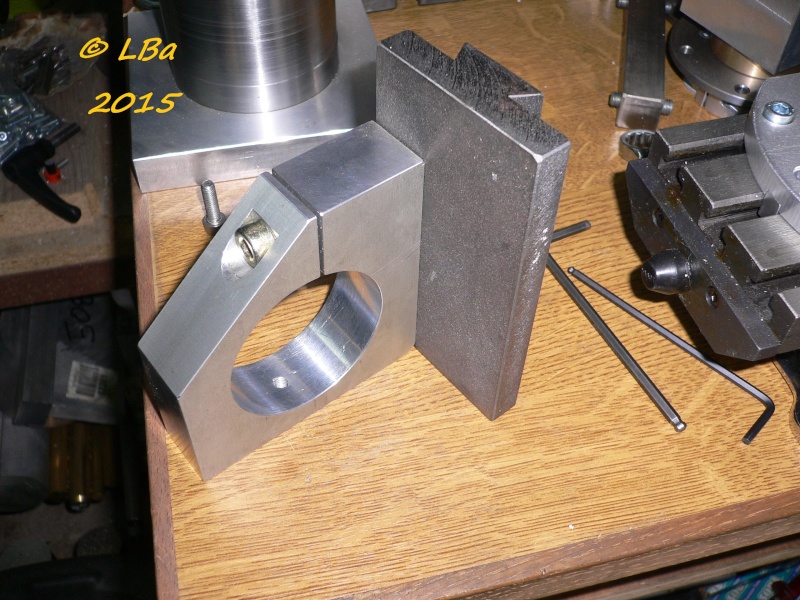
équerre support vis /écrou coulisseau montée/baisse support moteur/broche
j'ai commencé cette pièce :
une équerre support pour la vis du coulisseau
rappel sur l'origine de cette pièce : une masselotte d'équilibrage de feu machine à laver
en cour d'usinage de cette pièce,une bulle de coulée de fonderie (pièce en fonte) est apparue
après avoir rebouché cette bulle à l'époxy bi-composant et limaille de fonte et séchage
j'ai continué l'usinage de la pièce
j'ai donc monté l'ensemble coulisseau dans l'étau de la fraiseuse

puis j'ai centré le coulisseau d'aprés la tête de vis
nota : si j'avais fais certains usinage dans un ordre différent, je n'aurais pas eu à agir
comme ça mais l'erreur étant là , j'ai fais en sorte que !!!!
après avoir démonté la vis :

j'ai positionné l'équerre support sur le coulisseau et abloqué à l'aide de pinces bloc
après avoir collé un morceau de cache afin de boucher le trou de la douille taraudée en laiton:

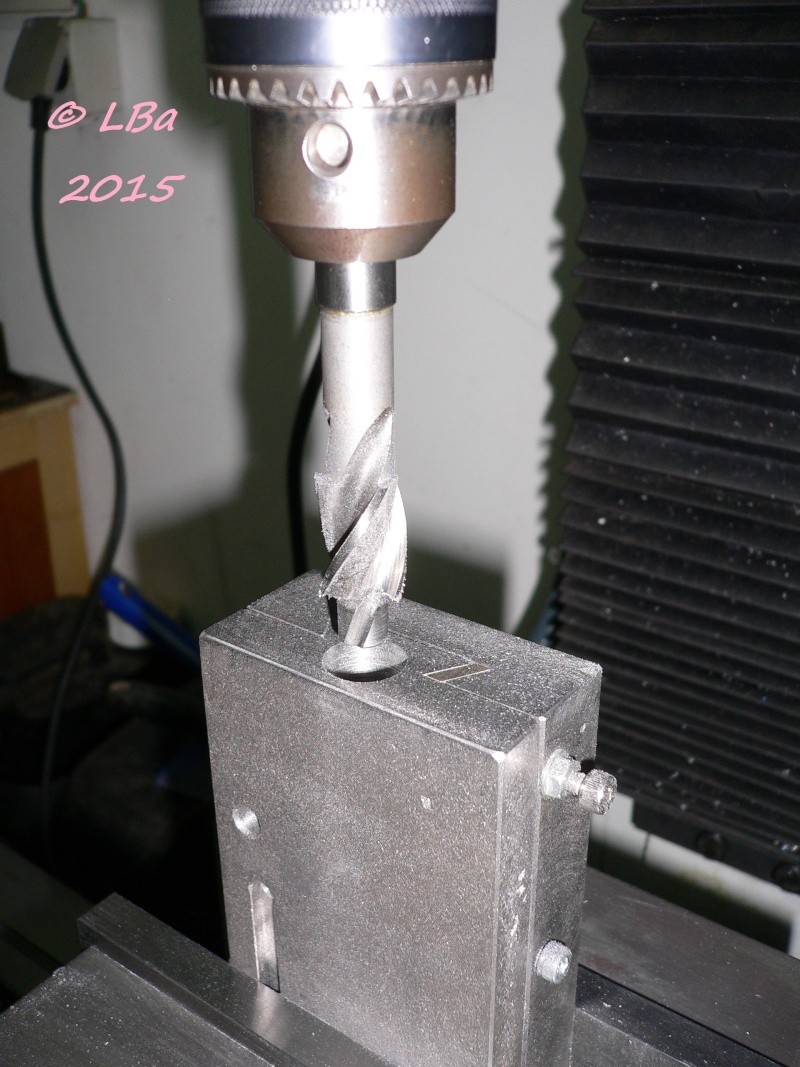
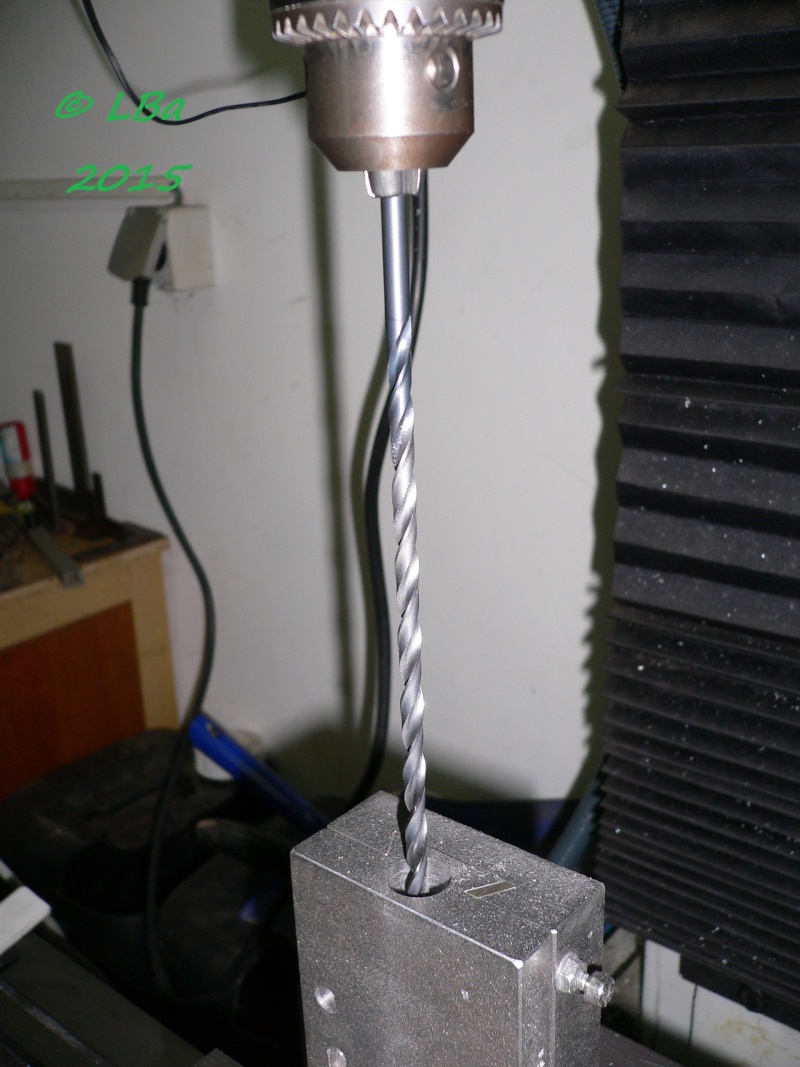
après un point de centre, perçage au Ø de 3 mm

contre perçage ensuite à différents Ø ici Ø 11,8 mm
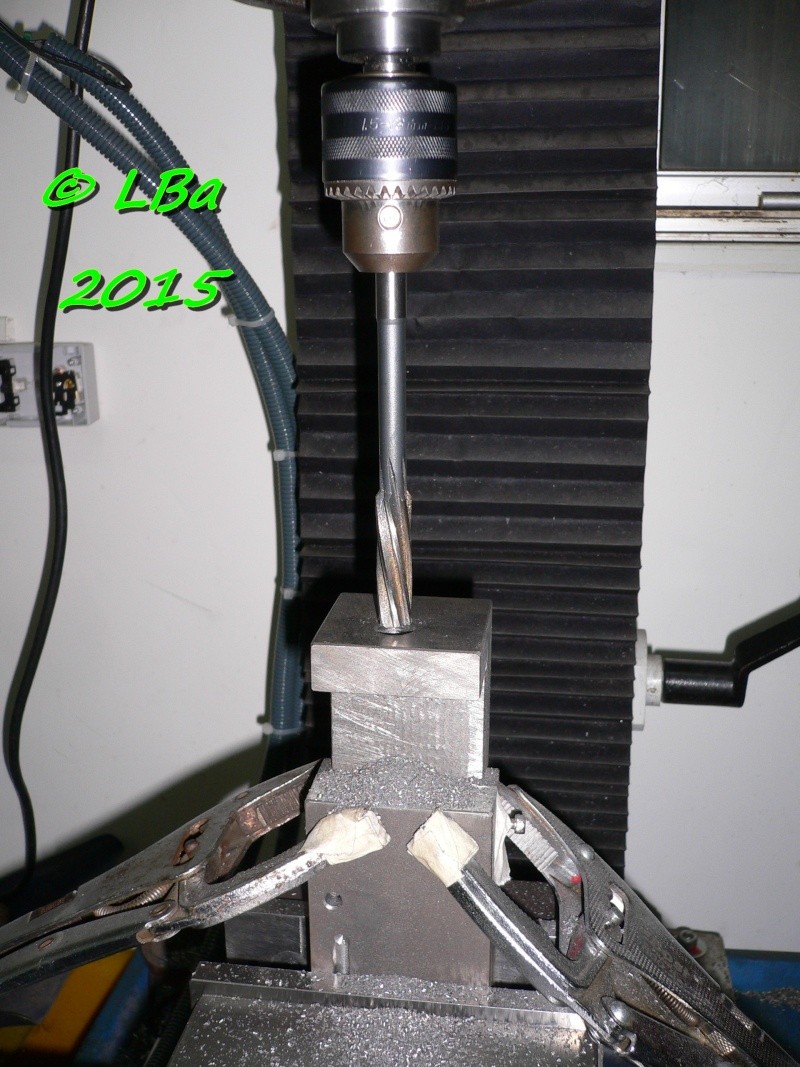
et alésage à l'alésoir machine au Ø de 12 H7

contrôle de l'ajustement avec la vis

re-contrôle après démontage de la pièce

et contrôle final de fonctionnement (rotation et déplacement du coulisseau) avant
fixation de l'équerre sur le coulisseau
remise en place de l'ensemble coulisseau /vis/équerre

ablocage de l'équerre à l'aide d'une pince étau
perçage au Ø de 3 mm

contre perçage au Ø de 4,2 mm

contre perçage au Ø de 5,2 mm que sur l'épaisseur de l'équerre
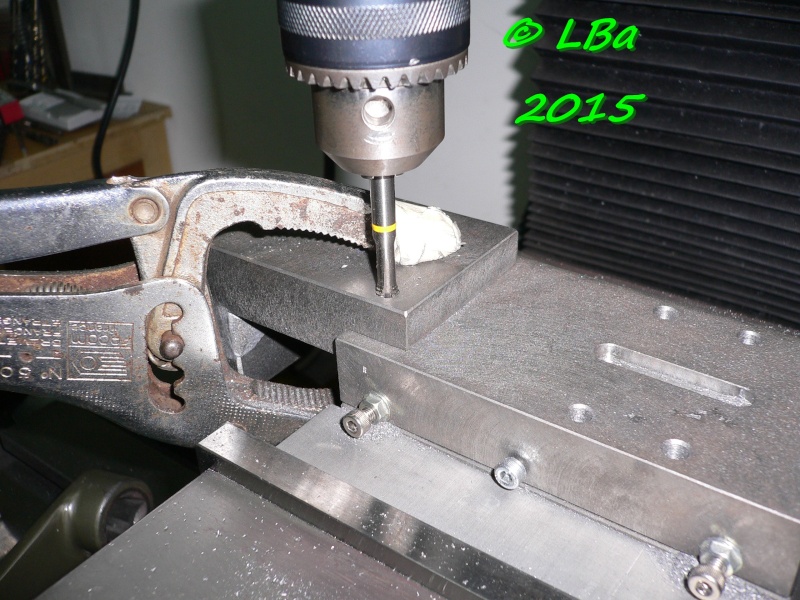
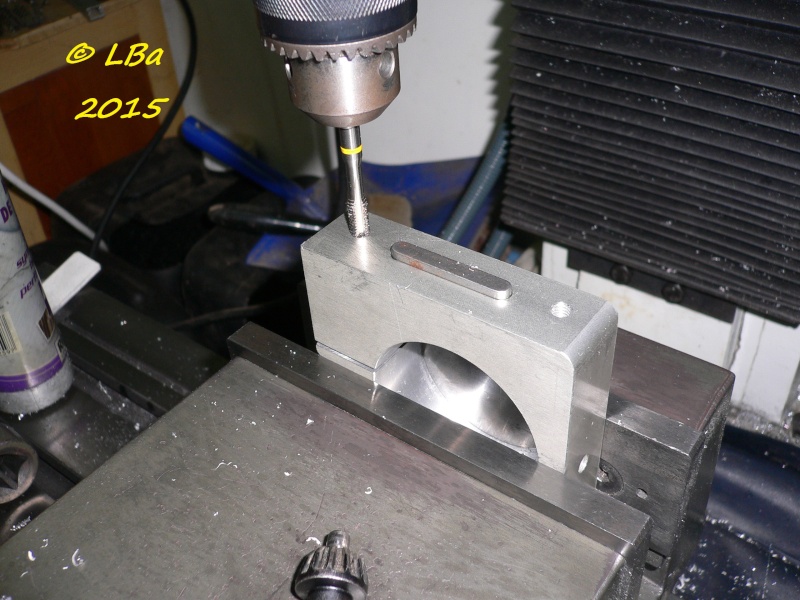
taraudage à M 5

et fraisure sur l'équerre pour noyer une tête de vis

déplacement en y et point de centre pour la deuxiéme fixation de l'équerre
de nouveau, même opération de perçage /contre-perçage/taraudage

et dernière opération; la fraisure de la seconde tête de vis

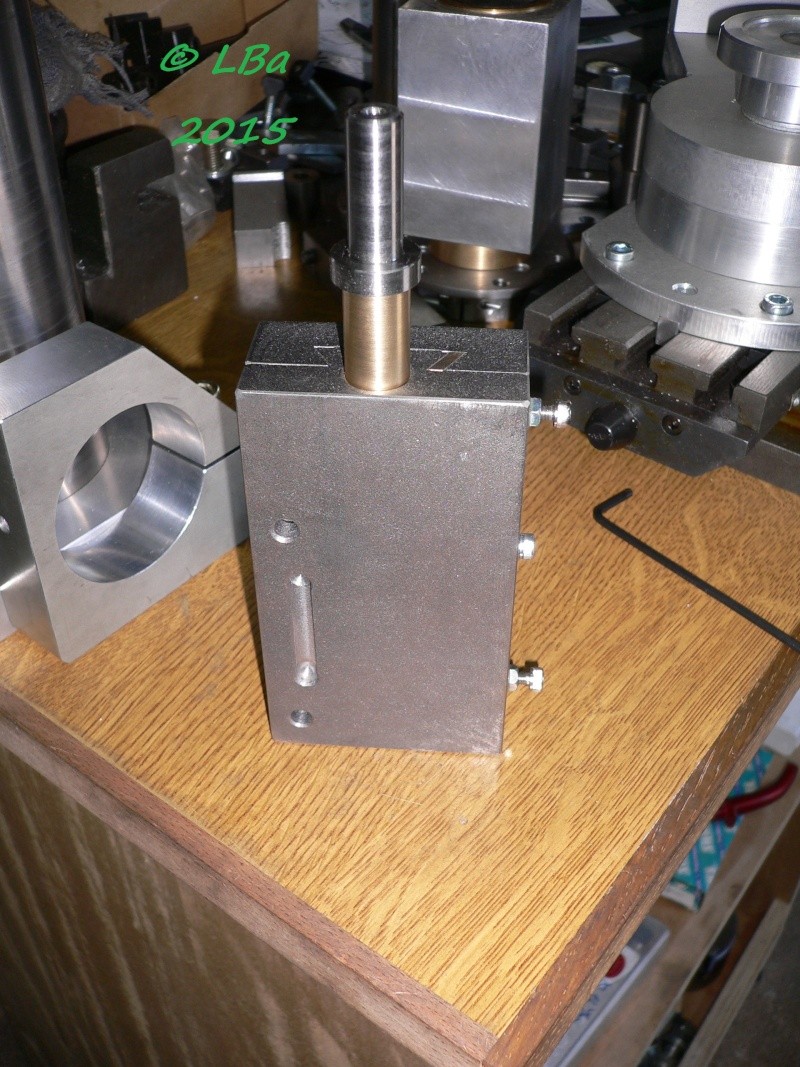
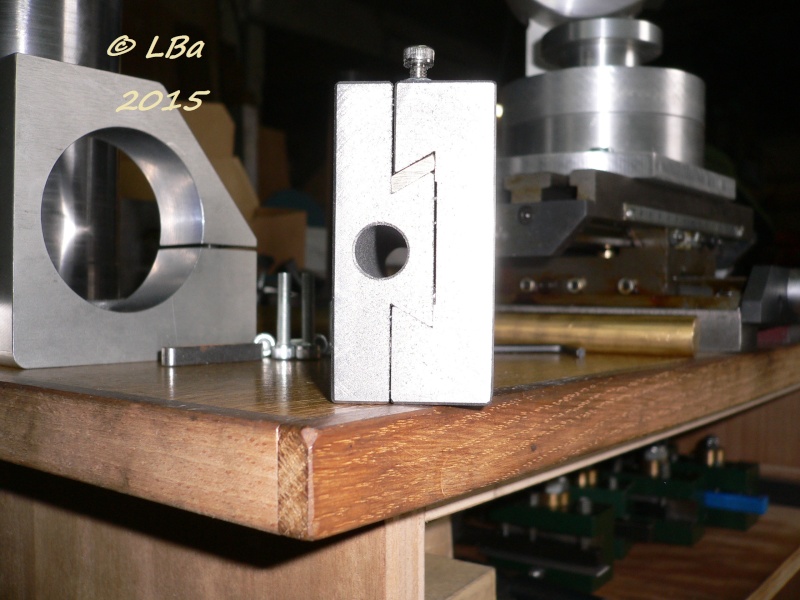
l'ensemble assemblé coté pile

et là coté face
Vis / écrou coulisseau montée baisse support moteur/broche
Ouvrant un nouveau billet, concernant le système, fidèles lecteurs( trices) afin que vous ne
soyez pas désorientés(ées) une image de rappel :

Dans le lamage du coulisseau mobile, va venir une bague écrou
le lamage ayant été réalisé avec une fraise à lamer avec pilote, le Ø est de 15,21 mm
(,21 sont les pouillèmes du résultat de l'usinage)
je vais donc tenir compte de ces pouillèmes pour l'usinage du Ø extérieur de la bague/écrou d'ou le
pourquoi d'usiner l'écrou après avoir fait le lamage
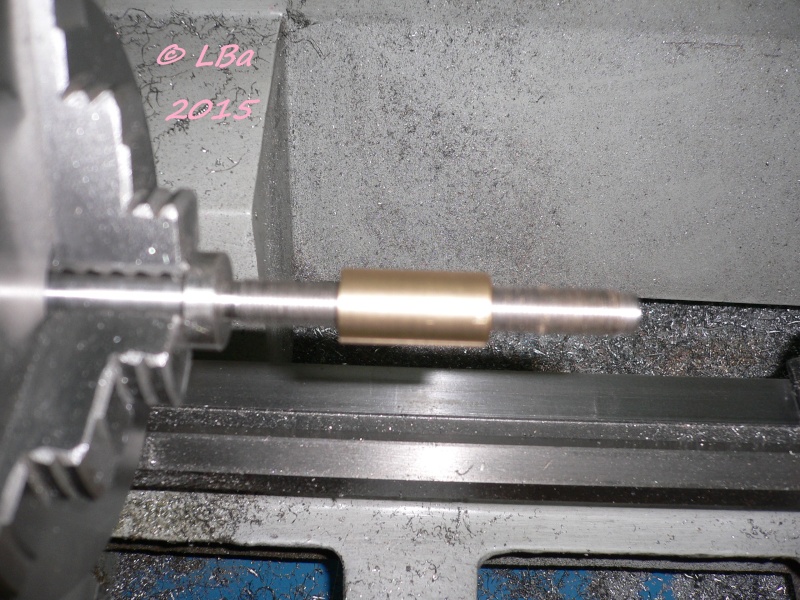
Dans du rond laiton :
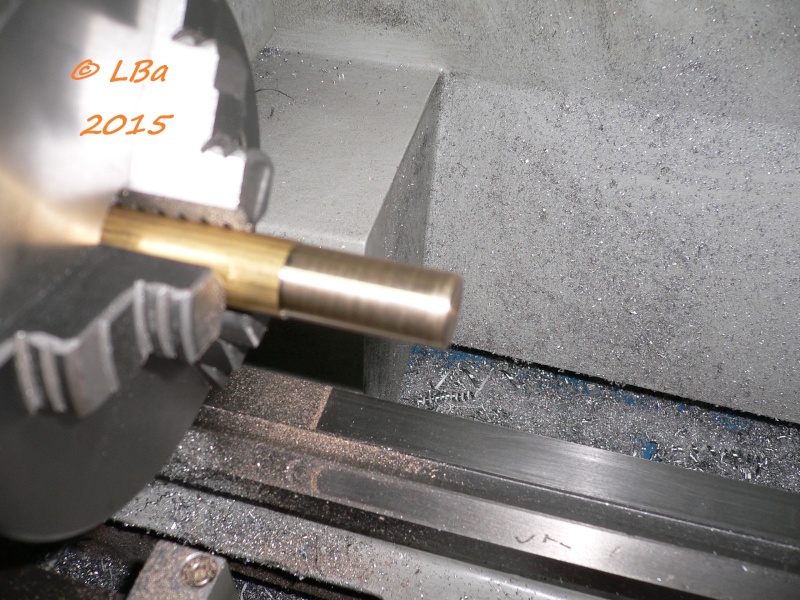
usinage du Ø extérieur de la bague/écrou au Ø de 15,21 p6 afin d'avoir du serrage lors de
l'emmenchement sur le coulisseau
contrôle de l'ajustement, l'écrou pointe mais ne rentre pas, j'ai le serrage voulue
point de centre avant perçage
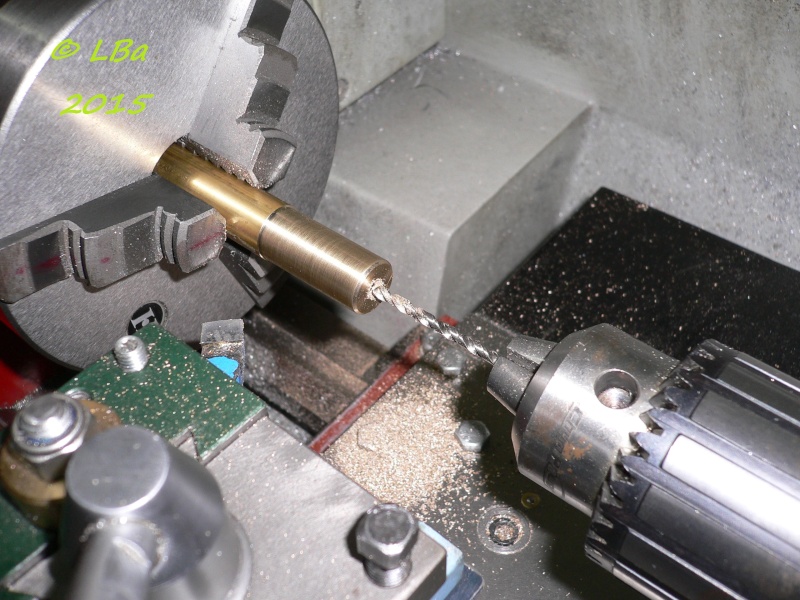
perçage d'un avant trou

contre perçage au Ø de 9 mm avant taraudage
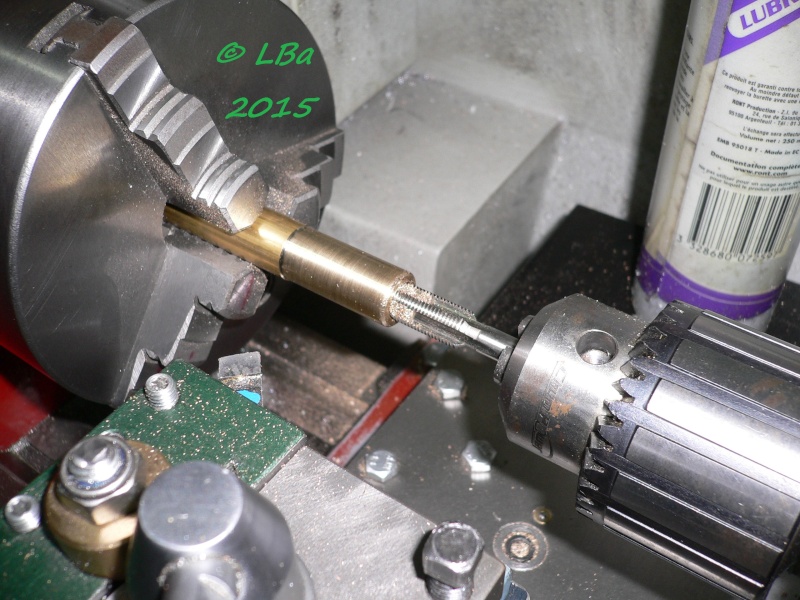
taraudage à M10 pas fin de 100
après débit et mise à longueur :

la bague taraudée est finie d'usinée

la bague pré disposée sur le coulisseau
L'écrou réalisé, j'ai usiné la vis
Dans du rond de 20 mm de Ø :

usinage d'un épaulement
après retournement de la pièce (et un point de centre)
prise de la pièce en montage mixte : mandrin/contre pointe et :

usinage d'un second épaulement
au cours de l'usinage j'ai contrôlé et réglé la contre pointe afin de ne pas avoir de
conicité sur l'usinage
usinage d'une gorge de dégagement fin de filetage
usinage du filetage à M10 pas de 100
contrôle du filetage avec la bague écrou précédement usinée
La vis, la bague écrou sur le coulisseau avant emmanchement à la presse manuelle

les pièces positionnées sous la presse
après action sur le cabestant :

la bague écrou est emmanchée à serre dans le coulisseau

la bague écrou est en place dans le coulisseau et auccun désafleur avec le coulisseau

l'ensemble des pièces en place
Maintenant, il me faut réaliser une pièce (sorte d'équerre) sur laquelle la tête de la vis viendra prendre appui
dans une masselotte d'équilibrage de machine à laver (récupération) en fonte

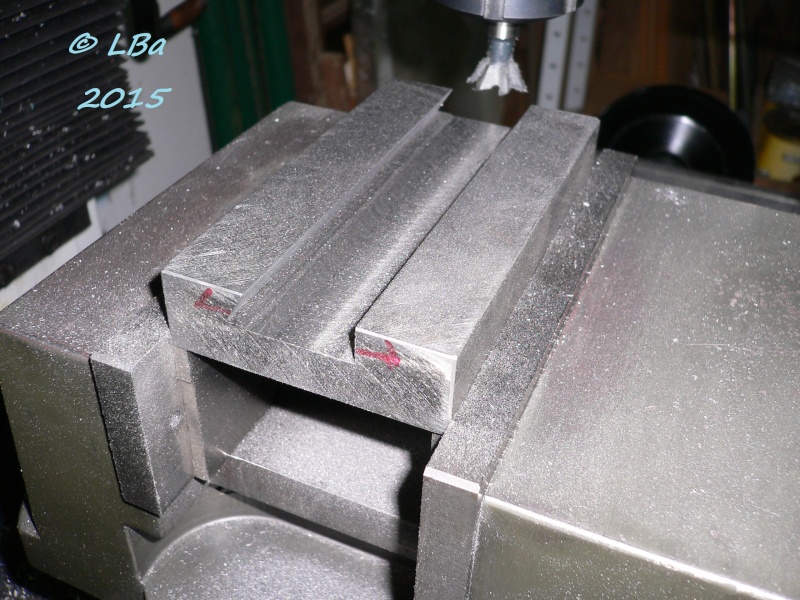
débit d'un brut pour l'usinage de la pièce

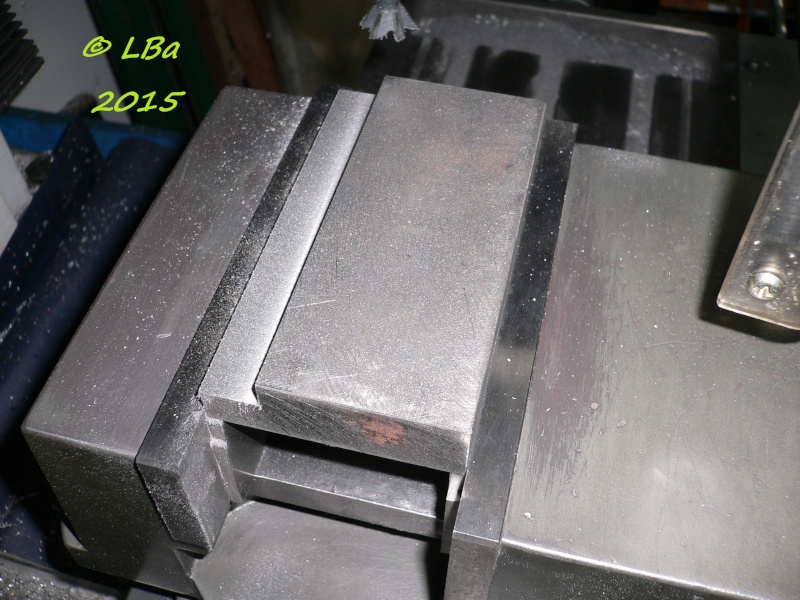
fraisage d'un premier épaulement
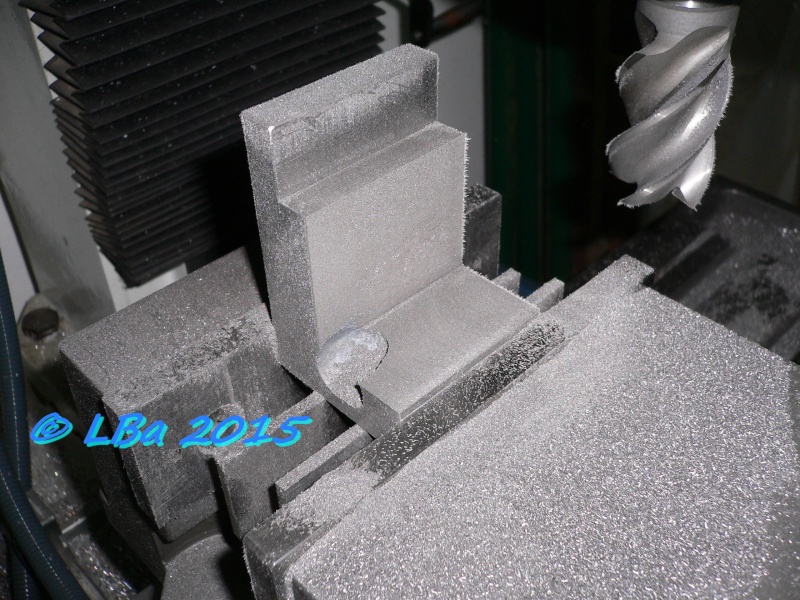
puis fraisage d'un second épaulement
lors de ce second usinage, une bulle de fonderie est apparue 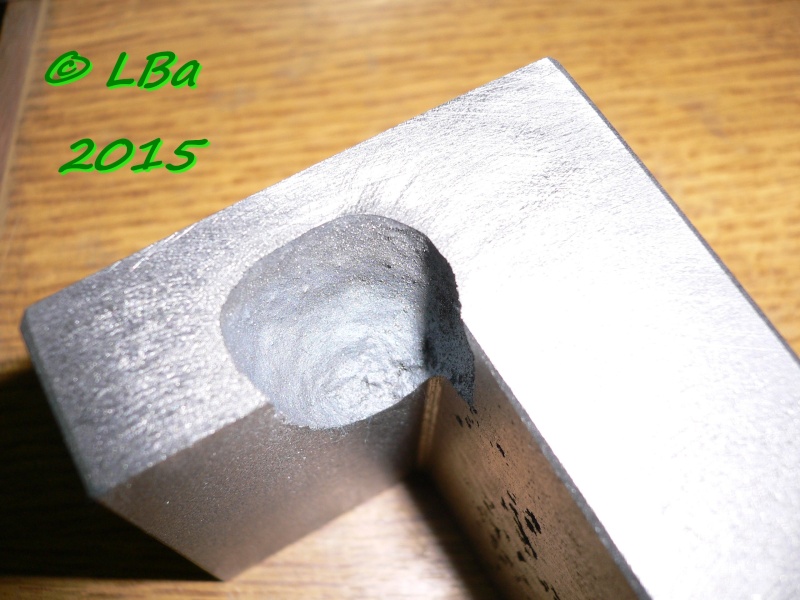
la bulle en question
son emplacement ne nuisant pas mécaniquement à la fonction de la pièce, j'ai rempli le trou
d'un mélange de résine (à deux composants) et de copeaux de fonte d'usinage
le rebouchage, c'est effectué en plusieurs passes
ensemble réglage hauteur moteur broche
Cette ensemble est constitué de plusieurs pièces
notenment un coulisseau avec une pièce fixe monté sur la bague alu (Support excentré)
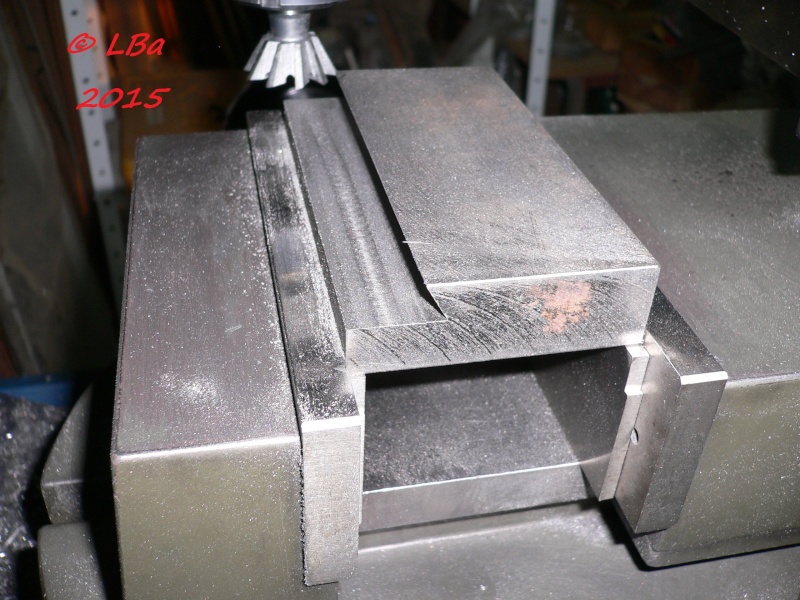
l'ensemble coulisseau est usiné dans du méplat en fonte, après débit :
usinage sur la partie fixe :

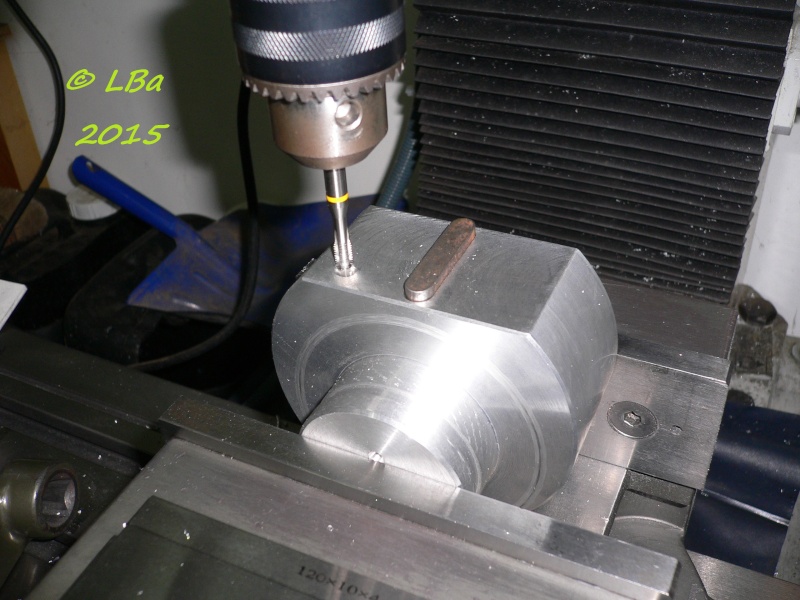
fraisage d'une rainure de clavette pour ce montage:

contrôle du clavetage
en suite :

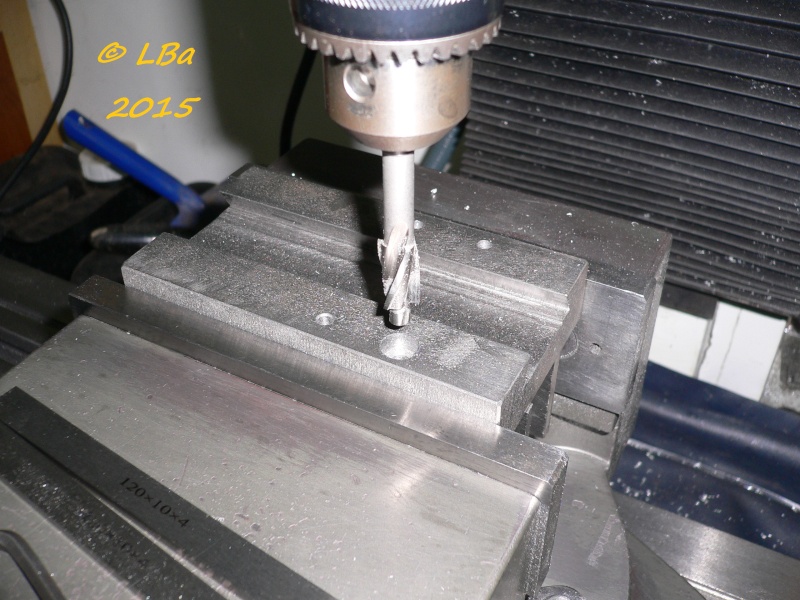
fraisage d'une rainure (centrée dans la largeur de la pièce)
fraisage d'une queue d'aronde sur un coté de la rainure

fraisage d'une queue d'aronde sur le deuxième coté de la rainure
la double queue d'aronde femelle est usinée
usinage du coulisseau mobile :
fraisage d'un épaulement
fraisage d'une queue d'aronde

fraisage d'un second épaulement

fraisage de la seconde queue d'aronde
la double queue d'aronde mâle est usinée
entre les queues d'arondes (mâle /femelle), un lardon (en laiton ) est prévu

le brut du lardon
les dimensions sont en pouce car acheté outre manche pour une histoire de cout par rapport à un
achat en france
l'épaisseur est de 3,27 mm peut importe, je l'ai prévue lors des usinages
les cotés du lardon doivent être anglé, j'ai effectué cette opération à la lime, plus rapide et moins contraignant
que de le faire à la fraiseuse

limage du premier coté
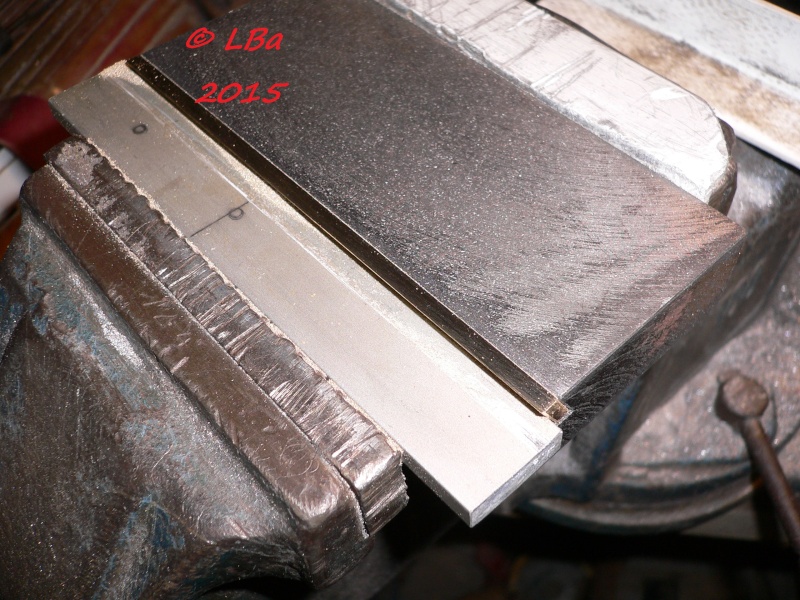
limage du second coté

le lardon ébauché
vérification de l'ajustement des queues d'aronde, juste ce qu'il faut comme jeu pour le coulissement
deux vis de réglage sont prévus et une autre de blocage
Sur le bout de ces vis(en M4), j'ai usiné au tour un téton
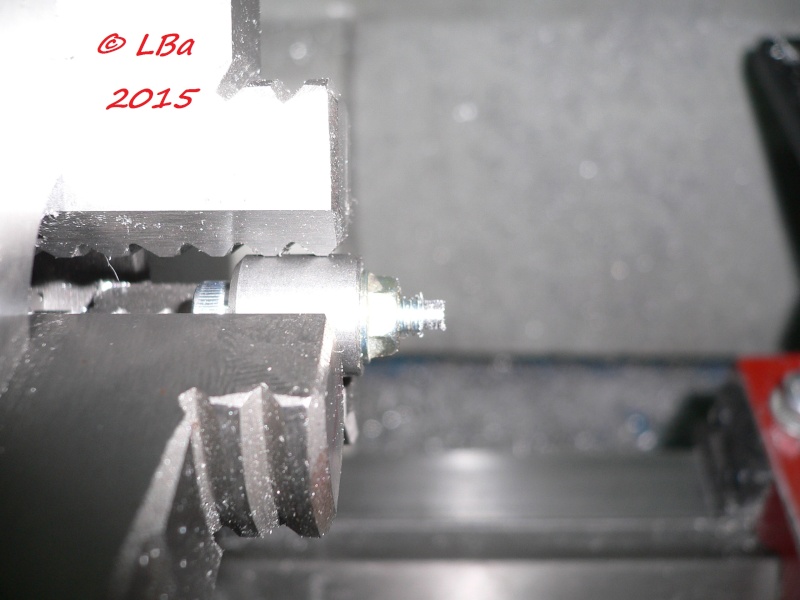
montage de la vis dans une entretoise taraudé à M4 en mandrin et usinage du téton
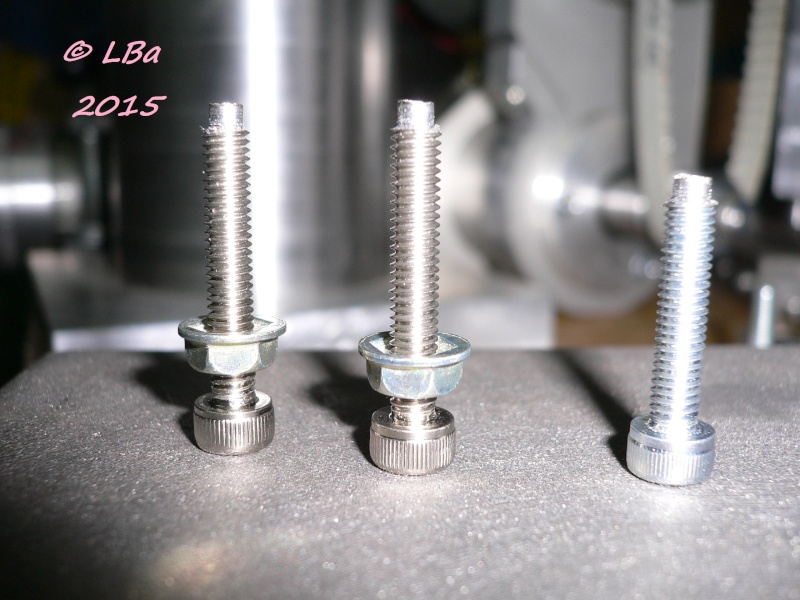
le bout des trois est usiné
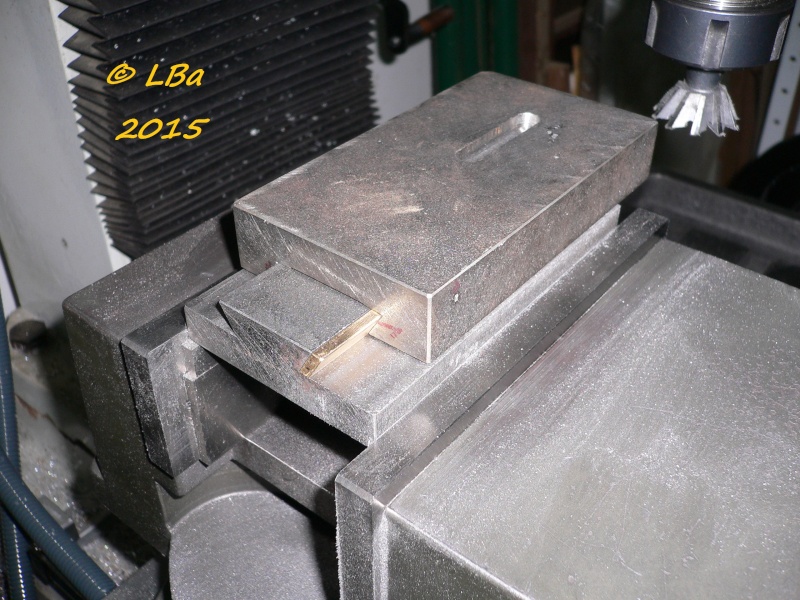
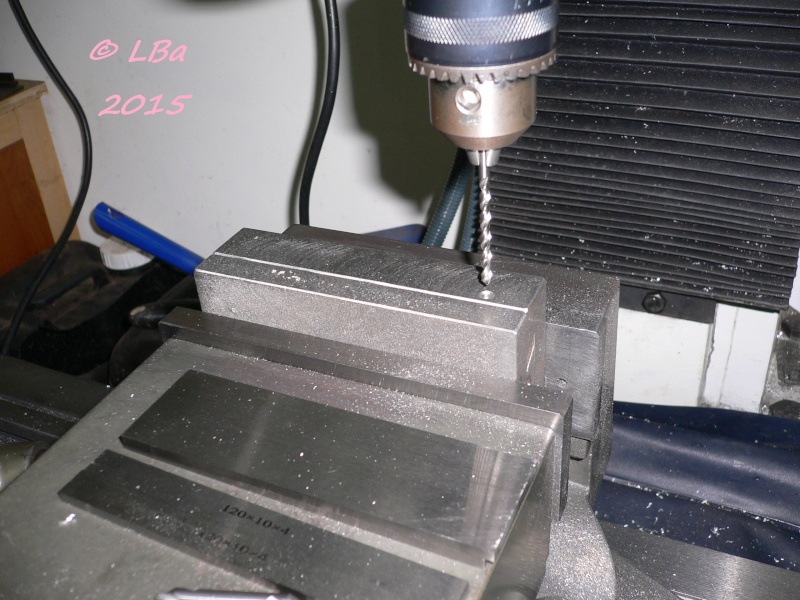
Ceci réalisé, perçage sur le coulisseau fixe des fixations avec le support alu
perçage d'un trou au Ø de 4,2 mm
taraudage à M5

contre perçage du coulisseau au Ø de 5,2 mm
remontage du coulisseau sur le support alu, mise en place d'une vis Chc de M5 et :
et perçage au Ø de 4,2 mm des trois autres fixations et taraudage à M5

le support alu est percé et taraudé
lamage pour vis Chc de M5 du coulisseau fixe (les trois fixations précédemment réalisées ont été contre-
percées au Ø de 5,2 mm avant)

le coulisseau fixe et les lamages de tête de vis Chc

le coulisseau fixe en place
Ceci réalisé:
perçage/taraudage des vis de réglage sur les coulisseaux
coulisseau mobile en place dans le coulisseau fixe avec le lardon en laiton, serrage du tout dans l'étau
perçage au Ø de 3,2 mm pour une vis de rélage
la profondeur du perçage est très importante, je dois marquer le lardon laiton sans le traverser
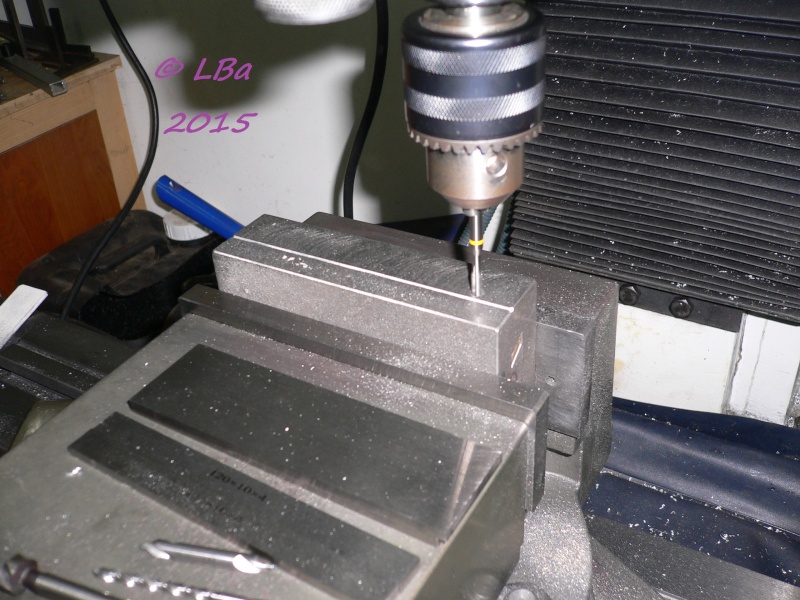
taraudage à M4
ces deux opérations , je les répété 2 fois pour réaliser deux réglages et un serrage

le marquage sur le lardon de la position des vis

pré-réglage du jeu des coulisseau

vérification du pré-réglage des coulisseaux

l'ensemble des coulisseaux en place pour une p'tite visualisation
Ensuite, j'ai entrepris la fixation de l'ensemble moteur/broche meule sur le coulisseau mobile
la fixation est constituée de deux vis tête fraisée et d'une clavette
j'ai commencé par :
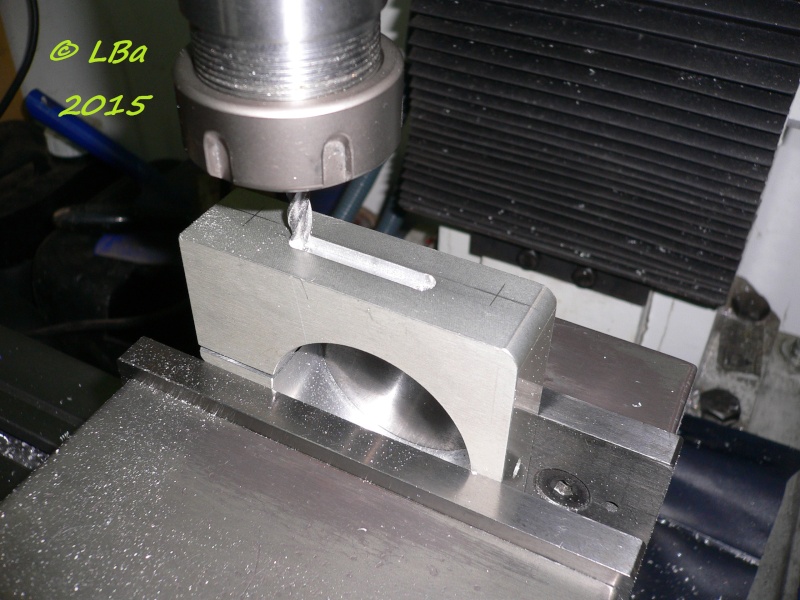
usiner une rainure pour une clavette de 6 mm sur la support en alu
contrôle de l'ajustement rainure /clavette

j'ai usiné le même genre de rainure sur le coulisseau mobile
contrôle du clavetage des deux pièces
le travail effectué me satisfaisant, je suis passé à la fixation par vis :

pointage du coulisseau positionné sur le support

après perçage, taraudage du support à M6

contre perçage au Ø de 6 mm du coulisseau sur la perçeuse à colonne
le support alu, n'ayant pas été démonté de l'étau de la fraiseuse, remise en place du coulisseau mobile
sur le support alu et vissage d'une vis

pointage et perçage au Ø de 5 mm du coulisseau
enlèvement du coulisseau et :
perçage au Ø de 5 mm du support pour la deuxième fixation
taraudage à M 6 de la seconde fixation sur le support

fraisure des deux Ø 6mm sur le coulisseau mobile
auparavent, la seconde fixation avait été contre-percé à 6 mm
la bride support est fixée sur le coulisseau mobile

vue arrière du montage

l'ensemble des pièces en place sur la colonne

autre vue de l'ensemble en place sur la colonne
Tout ça commence à prendre forme, mais il reste encore de l'usinage à faire !
Le déplacement du chariot sera assuré par vis et écrou
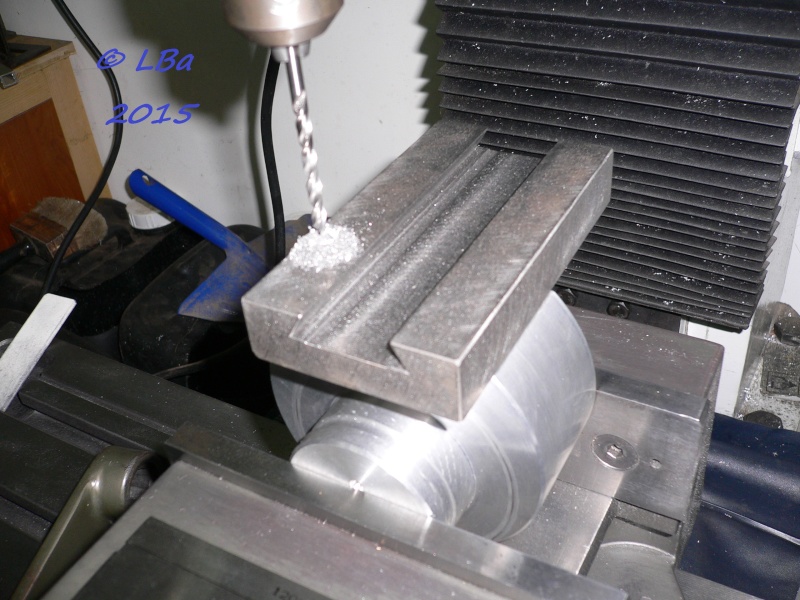
j'ai perçé le chariot mobile pour insérer l'écrou

premier perçage au Ø de 5 mm avec un foret serie longue (qui est trop court )
je n'ai pas pue réaliser un trou débouchant pour l'instant

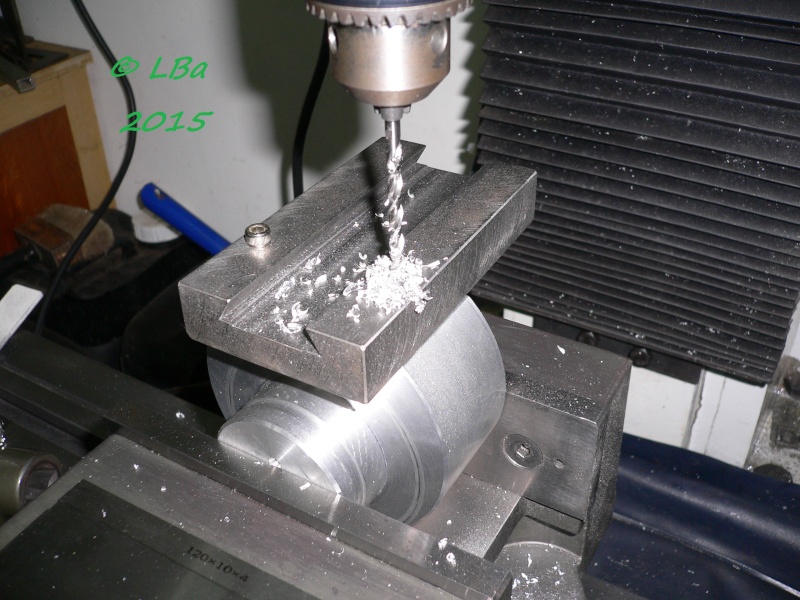
contre perçage au Ø de 8 mm
devant perçer plus long que la longueur des listels du foret, j'ai des problèmes d'évacuation
de copeaux
donc lamage avec une fraise à lamer avec pilote (d'ou perçage au Ø de 8mm)
la profondeur du lamage est équivalente à la longueur de l'écrou
en téhorie, le Ø du lamage est de 15 mm et quelques pouillèmes, j'en tiendrais compte lors
de l'usinage de l'écrou
le trou n'est toujours pas débouchant donc :
contre perçage au Ø de 5 mm avec cette fois ci un foret série extra longue afin de réaliser
le débouchage du trou
ensuite :

contre perçage au Ø de 11 mm avec un foret série longue et le trou est débouchant
j'ai voulu un trou débouchant, pour la simple raison, que si je dois enlever l'écrou, je puisse le faire,
celui ci étant emmanché à serre
le coulisseau vue coté lamage
et le coulisseau vue de l'autre bout
Usinage des différentes pièces constituant le cadre
La jonction entre les montants et la traverse haute est réalisée par biscuit ou "lamello"
comme ceci :

Sur le bas des montants, un usinage pour le passage d'un seuil :

le seuil est fixé sur le montant par vis :

les différentes pièces composant la traverse haute, sont assemblées par biscuits et collage

les assemblages sont renforcés par vis en biais à l'aide d'un gabarit Kreg

le gabari Kreg

le foret utilisé pour le perçage
c'est un foret étagé à fond plat avec une butée de profondeur réglable en fonction de l'épaisseur
des bois utilisés

le foret dans le gabari

pour le perçage, le gabari (après réglage de sa position en fonction de l'épaisseur du bois)
est immobilisé par un serre joint

la forme du trou obtenu après perçage

le genre de vis utilisées (vis kreg de 38 mm de longueur)

une vis et l'embout de vissage à carré

vis en place dans le trou réalisé avec le gabarit