
Placard sous escalier
L'aménagement du dessous d'un escalier et la fermeture de celui-ci



Porte avec traverse haute chantournée
Il me reste une porte à réaliser : celle à coté du quart tournant celle que je n'ai pas oser continuer tout de suite
de cette porte, j'ai déjà réalisé les deux montants (en sur longueur) et la traverse basse
donc je doit réaliser la traverse haute
après traçage et débit à la scie à ruban :

ébauche de la traverse puis :

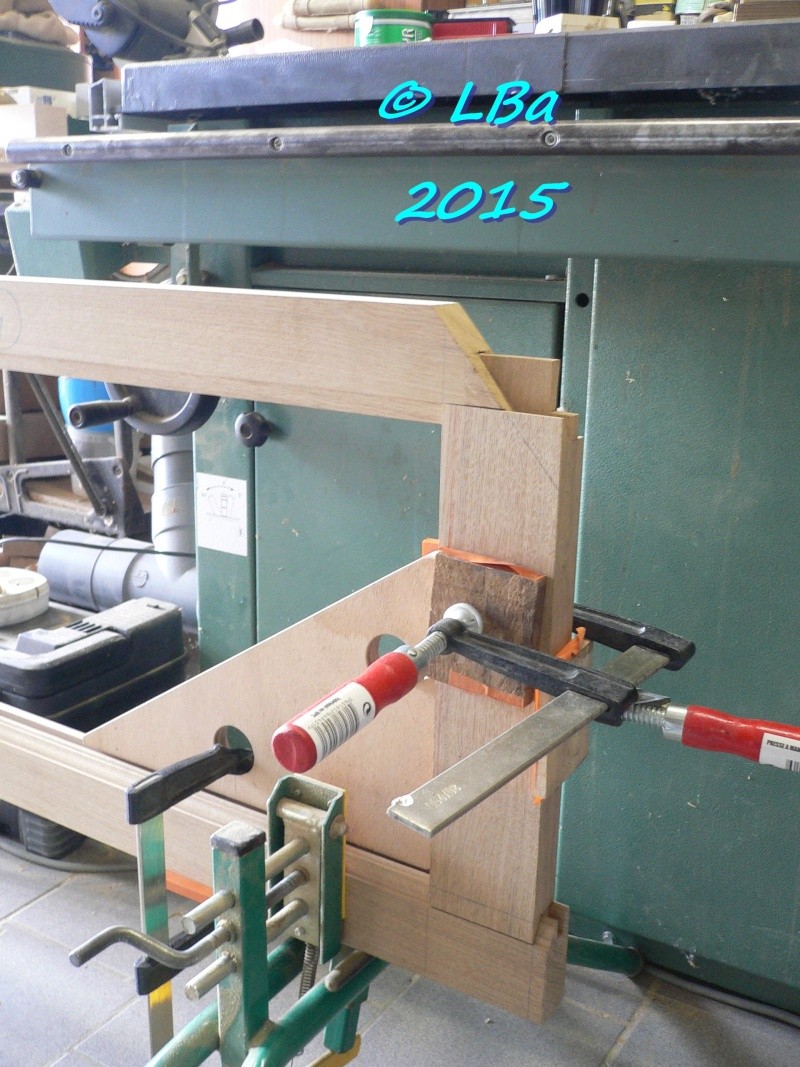
positionnement de la traverse sur le gabarit pour finition du chantournage

finition d'un coté (extérieur)

puis de l'autre coté (intérieur )
usinage réalisé à l'aide du bouffe tout calibreur à plaquettes et guide à bille
Ne voulant pas déplacer la pièce sur le gabarit trop délicat à positionner , j'ai dut me fabriquer un guide à bille
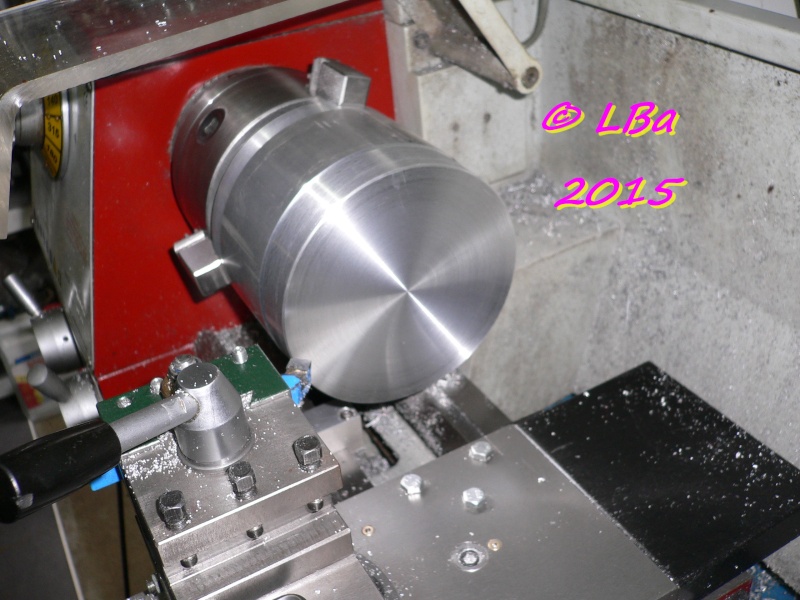
début d'usinage du disque dans de l'alu de 130 mm de Ø
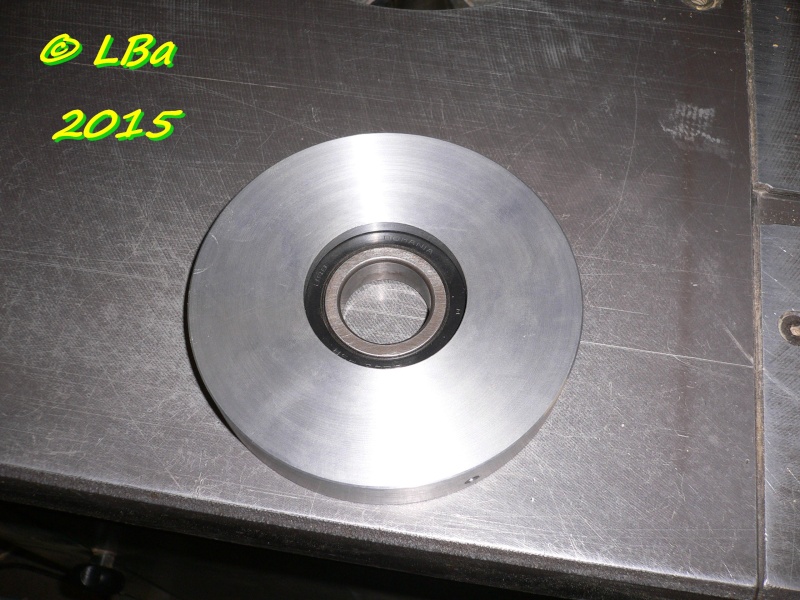
le disque réalisé au Ø de 128 mm
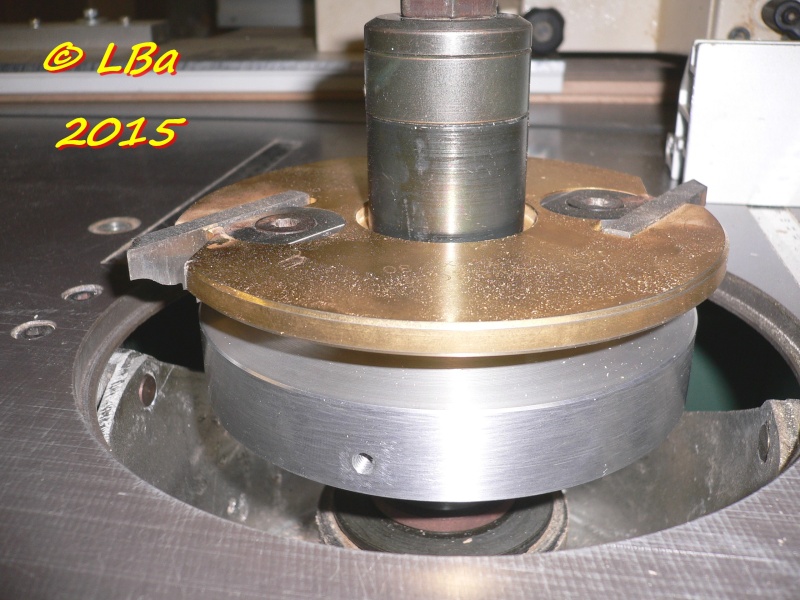
le guide à bille en place sous le porte outil

profilage de la traverse
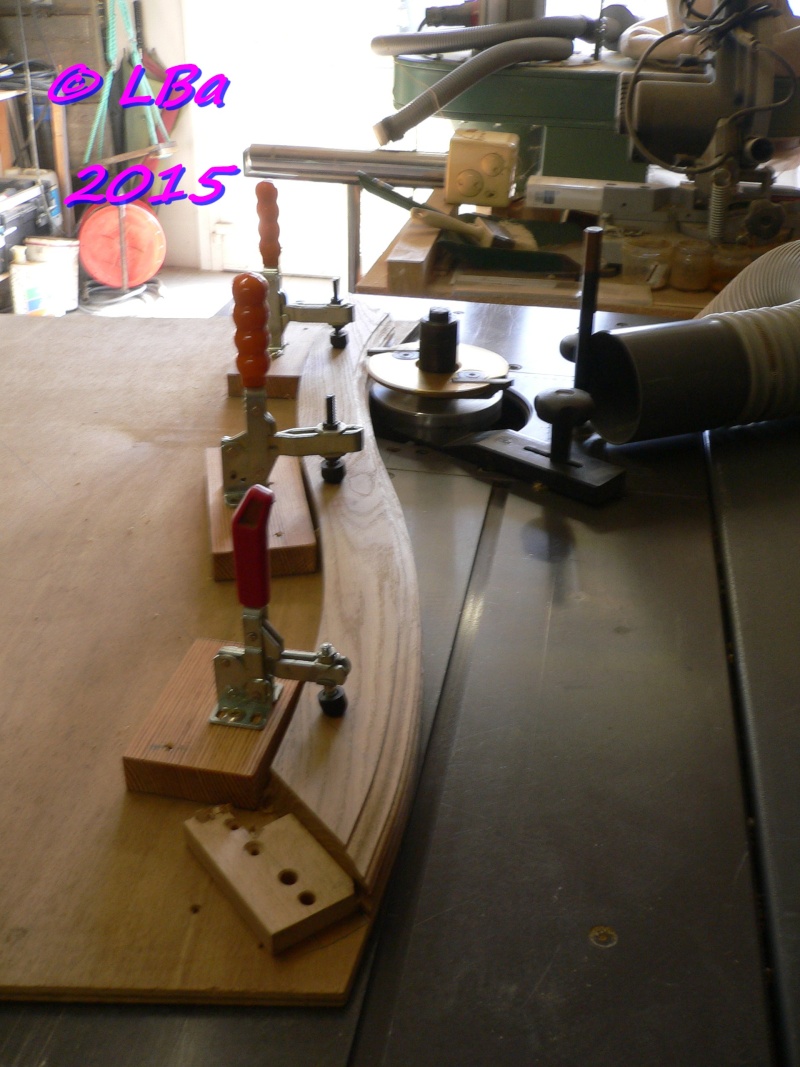
la traverse profilée
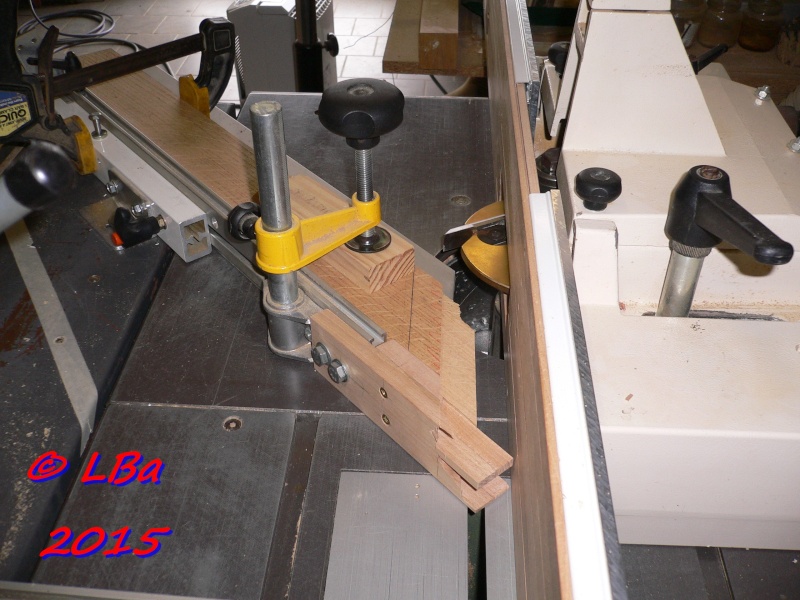
l'opération suivante a consistée au contre profilage de la traverse

pour ce faire, j'ai positionné la traverse sur un autre montage/gabarit

contre profilage de la traverse sur les deux extrémitées

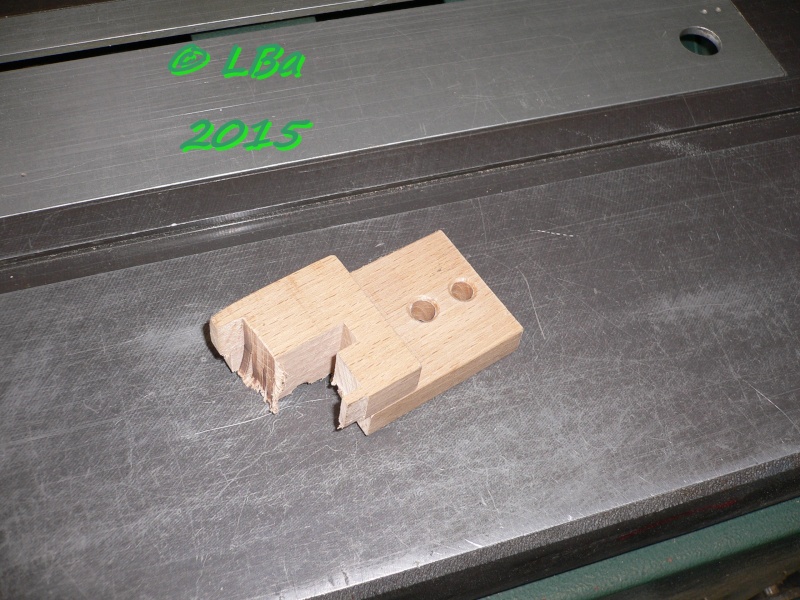
avec le même montage, ne changent que les fer de toupillage , j'ai usiné les tenons de la traverse

vue d'un tenon de la traverse

ensuite, j'ai positionné la traverse sur les montants afin de repérer la position des mortaises

repérage de la position des mortaises et longueur des montants
usinage d'une mortaise d'après le traçage

traçage d'un tenon

équarissage du tenon
tout se présentait pas trop mal, mais il a fallut que je fasses une erreur

donc flipotage de le mortaise

montage après retouche de la mortaise

traçage de la seconde mortaise

usinage de la seconde mortaise
mise en place de la porte sur l'encadrement pour vérification et constater si erreur il y a

traçage des recoupes des montants
l'ensemble montants/traverses pré-assemble , j'ai relevé les dimensions du panneaux de remplissage

préparation des morceaux constituant le panneau de remplissage

après usinage d'enture multiple sur les planches du panneau de remplissage, vérification de
celui-ci par rapport au cadre

collage et mise sous presse du panneau
après séchage de la colle :

traçage du coté chantourné du panneau

vérification et rectification du traçage avec le gabarit de forme du chantournage

positionnement et fixation du panneau de remplissage sur le gabarit d'usinage

finition du chantournage avec l'outil bouffe tout

usinage de la plate bande coté chantournée

usinage de la plate bande chantournée

vérification du chantournage panneau et traverse

usinage de l'autre plate-bande en bout

usinage des plates-bande des cotés

pré-assemblage de la porte

collage et mise sous presse de la porte

la sur-longueur des montants a été arasée

perçage du chevillage de l'assemblage tenon/mortaise

la porte est soutenue à l'aide d'une servante dont la hauteur est réglable par l'intermédiaire d'un cri en losange

autre vue du perçage des chevilles

début de la pose d'une cheville

une cheville de posée

et là ; la cheville est arasée

la porte est chevillée

la porte teintée/cérusée

et là , la porte est ferrée

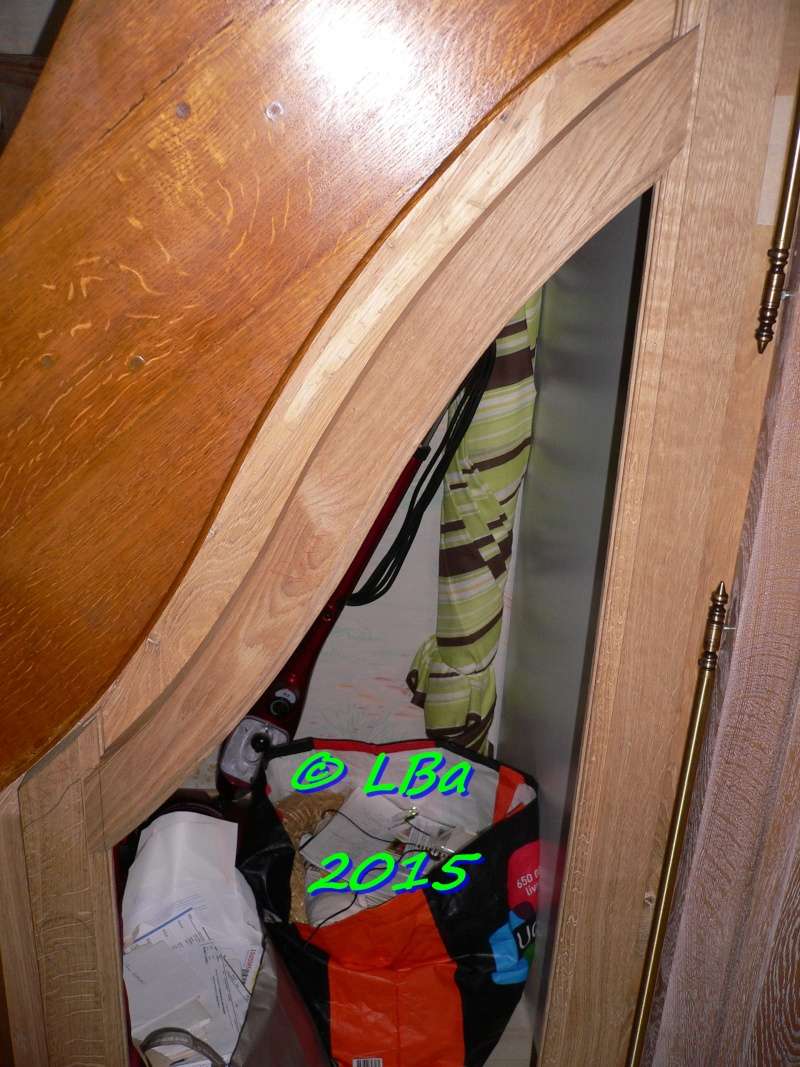
la porte est posée (position ouverte )

et ici en position fermée
Réalisation de la porte haute de droite avec un coté en biais

après avoir corroyé les bois, simulâtre d'assemblage afin de tracer les angles

profilage des bois

contrôle de l'angle biais haut

bois rainuré pour le panneau de remplissage

contre profilage bouts d'une traverse
un contre profilage vue de très près (presque de trop près )
usinage tenon de traverse

le cadre en kit afin de tracé les mortaises des tenons des biais des traverses

le cadre assemblé à blanc
réalisation du panneau de remplissage

collage mise sous presse des différents moceau constituant le panneau

mise à dimension et à l'angle du panneau

vérification des angles du panneau

le panneau après usinage de la plate bande et avant ponçage afin d'enlever les traces de brulure sur le bois de fil

montage à blanc

collage de la porte avec un bridage adapté

la mise sous presse du collage
L'ensemble collé, je suis passé au chevillage des assemblages

perçage des trous à l'aide de la mortaiseuse à B²

la pose des chevilles

la porte ferré eet cérusée

et la porte posée

la porte posée, photo mieux cadrée ?
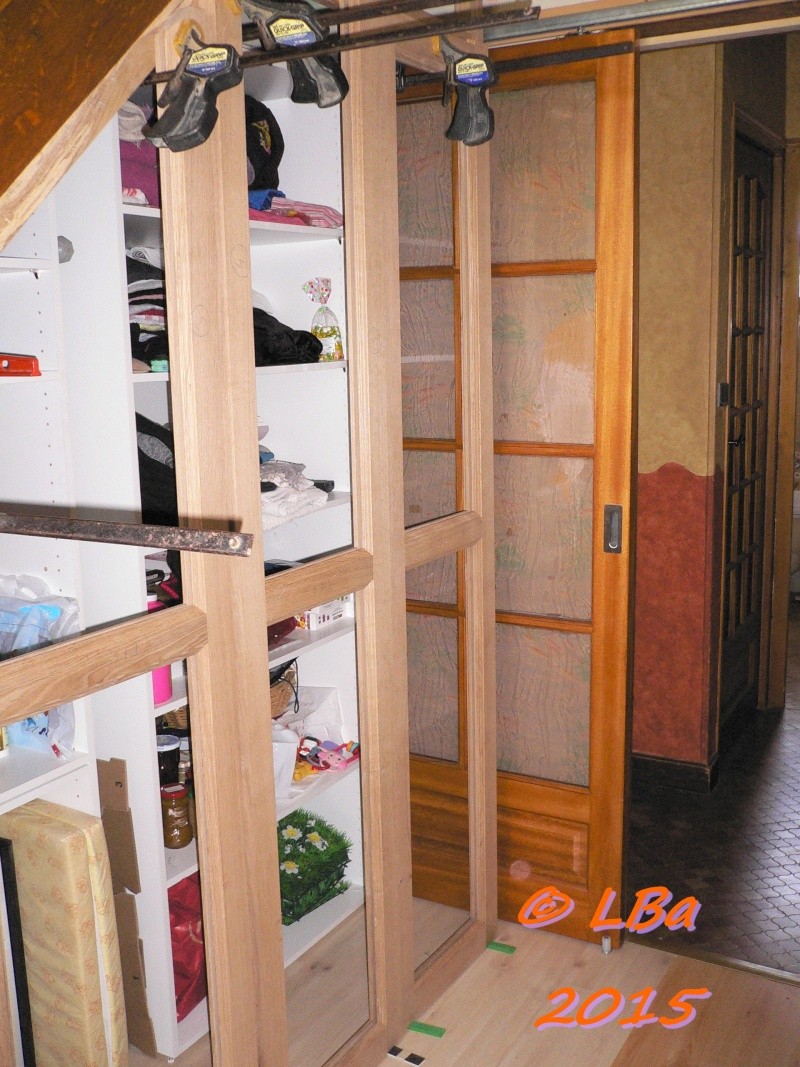
J'ai commencé par présenter une porte :

afin de repérer l'emplacement des vis de maintien des fiches
après perçage du dormant , j'ai gondé la porte

puis la suivante

une vue du bas des deux portes

vue sous un autre angle (n'ayant pas assez de recul, il m'est difficile de montrer une photo de plein pied)

les trois portes installées

le bas des 3 portes installées

une vue d'une fiche à lacet

et la pose d'une entrée de serrure droite et sa fausse cléf

et là entrée de serrure gauche et sa fausse cléf
Les portes seront sur fiche à lacet réglable de ce genre

une partie haute, une partie basse et un tube que l'on coupe à la dimension voulue

vue en détail d'une partie haute ou basse d'une fiche
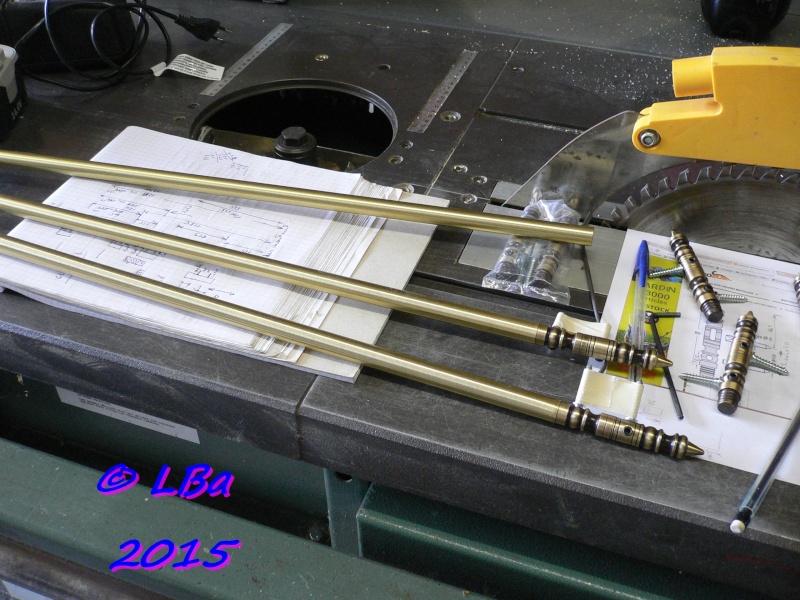
une fiche assemblée sur le tube

la lumière permet un réglage en hauteur de la porte lors de la pose de celle-ci
l'assemblage tenon/mortaise des montants et traverses est chevillé par une cheville carrée
je réalise le trou carré à la mortaiseuse à B²

ici perçage sur l'angle en biais

autre vue du trou carré

ici perçage d'une traverse intermédiaire

autre vue perçage traverse intermédiaire

ici perçage d'une traverse basse

autre vue perçage traverse basse
ça été beaucoup de manipulation pour réaliser ces perçages

les assemblages sur la porte en biais sont percées

traçage cheville en sur longueur

pointage de la cheville dans le trou (la cheville est à serre dans le trou)

la cheville est enfoncée au maillet

la cheville est enfoncé et dépasse de chaque coté l'épaisseur de la porte

cheville arasée à l'aide d'une scie japonaise
Les portes seront teintées et cérusées

essais (sur le dos de la porte) pour une visualisation du rendu
le résultat étant validé :

passage d'une teinte chêne doré sur la porte

puis de la cire à céruser

ici dépose de la cire (au pinceau) et avant séchage complet , essuyage de l'excédent au chiffon

ici cire réssuyé au chiffon

pose des fiches à lacet

la porte en biais finie
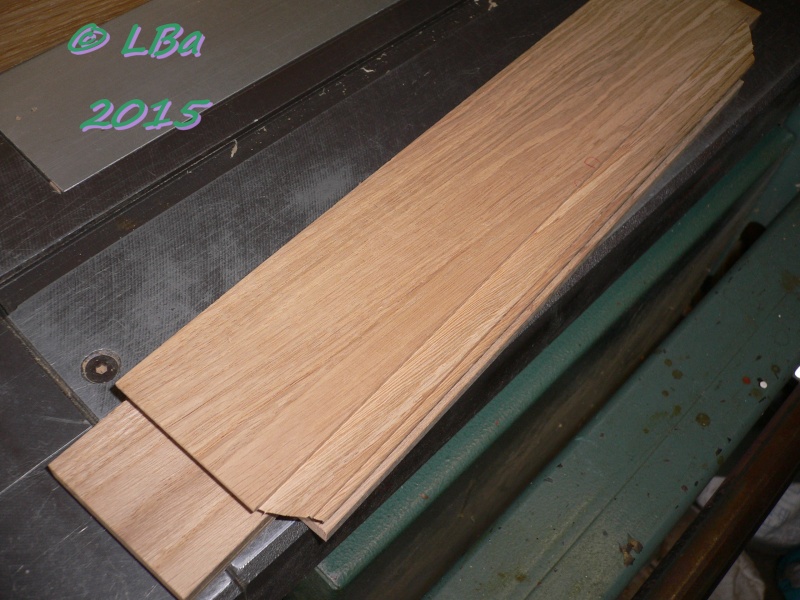
Les panneaux de remplissage sont usinés à partir de plateaux chêne de 18 mm d'épaisseur

début du débit

les plateaux délignés

les planches rabotées et d'épaisseur

usinage enture multiple pour assemblage des planches afin de constituer les panneaux

les planches des différents panneaux avant collage

collage et mise sous presse d'un panneau droit

et là , d'un panneau qui sera recoupé en biais

les différents panneaux collés avant mise à format

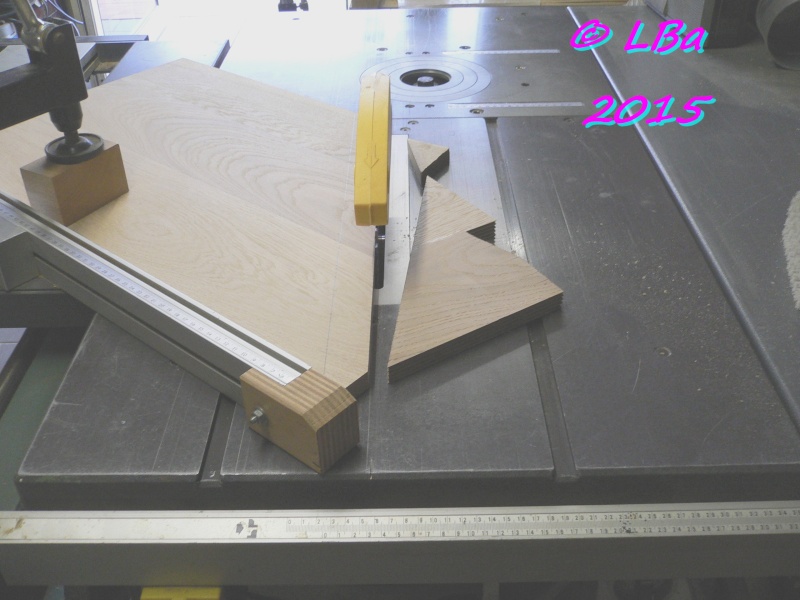
mise à format d'un panneau droit

panneaux droit mis à format
réglage de l'angle pour la coupe du panneau biais

coupe d'un panneau biais
pour l'un des panneau en biais, j'ai fait une erreur de débit (trop court d'un bout)

j'ai alors fait un raboutage

nouveau réglage de l'angle

coupe du panneau

petite vérification d'un panneau biais avec son cadre
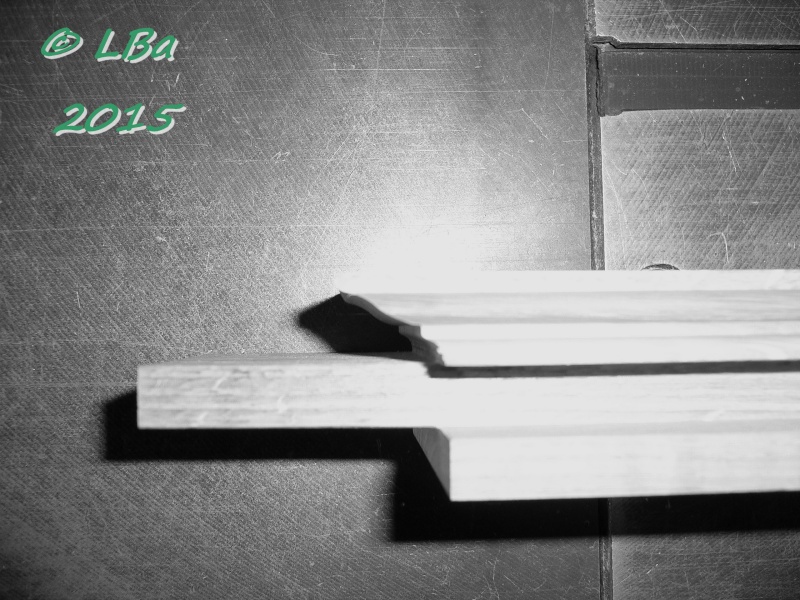
Les panneaux étant préparés, j'ai usiné une plate bande en périphérie

l'usinage c'est fait par le dessous et commencé par le coté bois à contre fil

vue de l'outil pour le travail par le dessous

les cotés bois à contre fil des panneaux sont usinés

usinage coté bois de fil d'un panneau

plate bande sur panneau réalisée

assemblage à blanc d'une porte

porte montée à blanc debout

la porte en biais montée à blanc

3 portes de montées à blanc
ceci réalisé , je peux passer au collage

collage d' un demi cadre , le montant supérieur n'est là que pour maintenir les traverses

vue du bridage pour le collage d'une traverse intermédiaire

mise sous presse d'une porte lors du collage du cadre

une porte de collée
avant mise en place des panneaux de remplissage, une teinte a été appliquée sur les plates bande

j'ai réalisé le collage en plusieurs fois afin d'enlever le maximun du surplu de colle au niveau des angles

l'utilisation de ces équerres m'ont été trés utile pour le collage et la mise d'équerre montant/traverse

collage d'une partie du cadre de la porte en biais

mise sous presse de la porte en biais

sur la porte en biais, j'ai un petit défaut au niveau de l'angle

l'angle repris à la pâte à bois
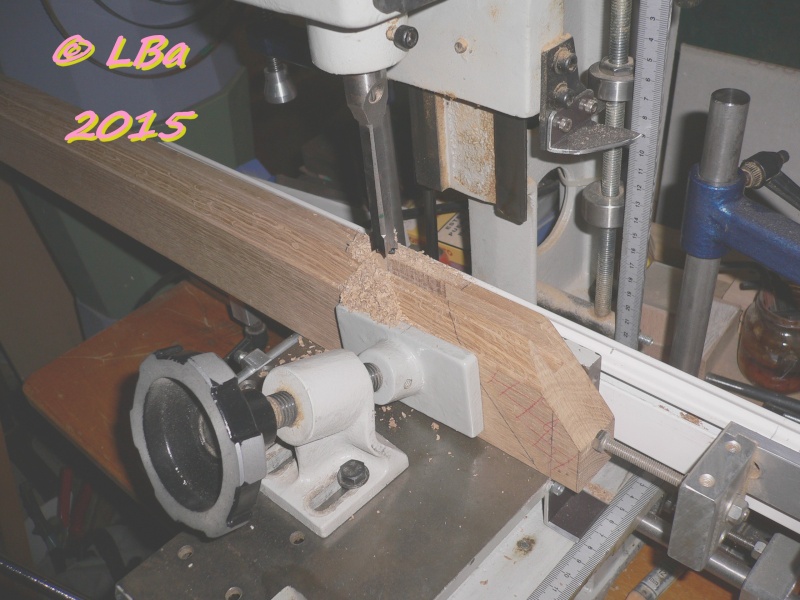
Je crée un nouveau billet consernant les usinages pour une traverse haute biaise
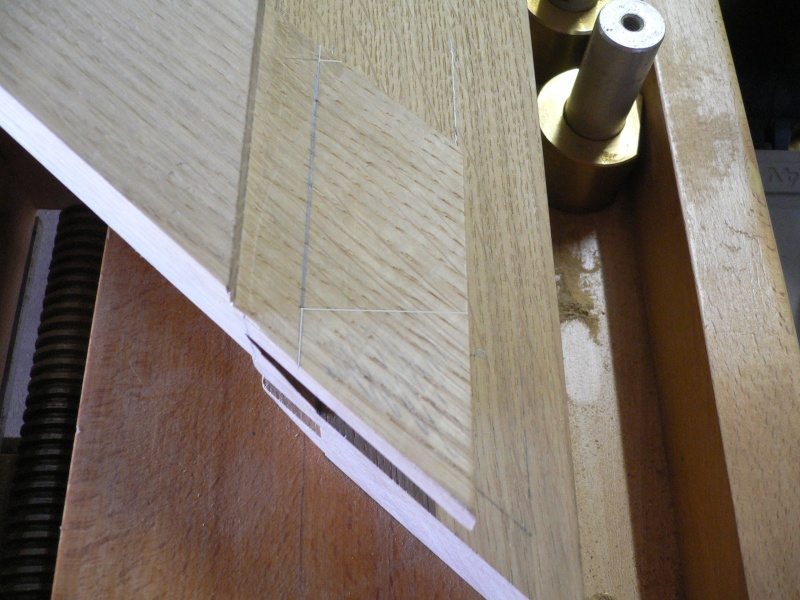
petit rapelle de la dite traverse :

la traverse ayant été débitée à l'angle et de longueur, aprés traçage des tenons et du contre profilage
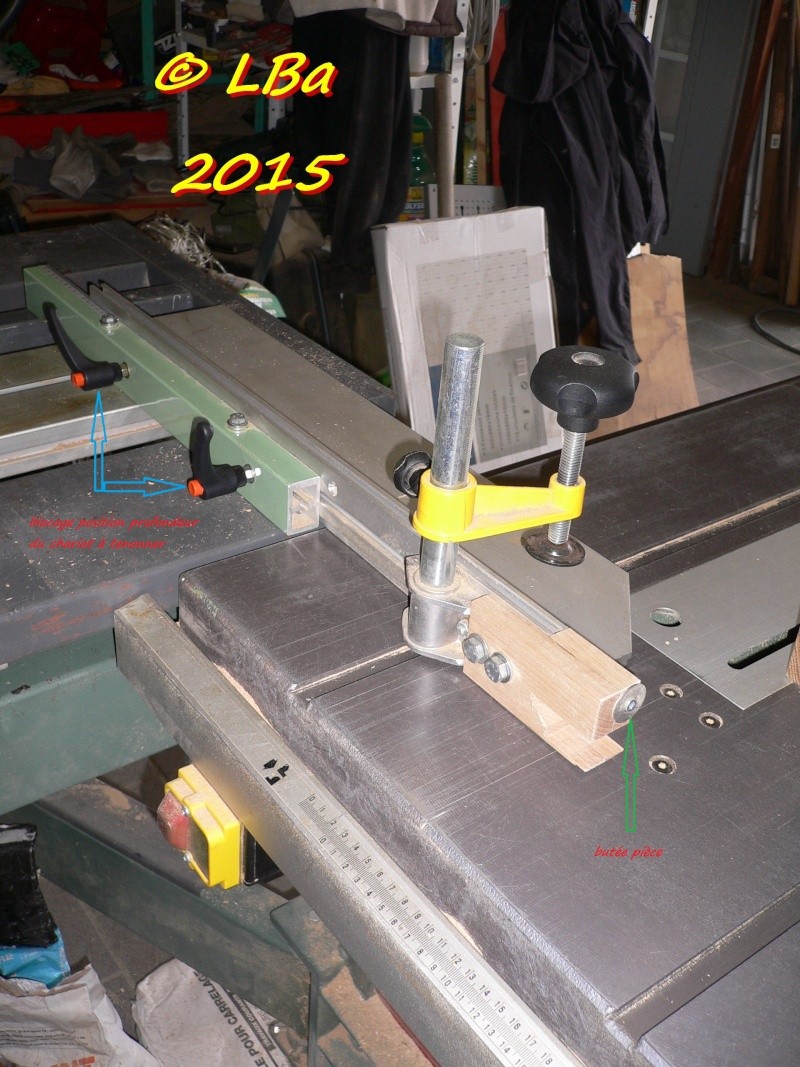
Afin de réaliser les usinages en bouts de la traverse, il me fallait incliner mon chariot à tenonner
monté sur la table de sciage
j'ai du réaliser au préalable une modification de la fixation du chariot à tenonner

un morceau de profil alu (montant renforcé de garde corps) et un morceau de cornière aluminium
et quelques perçages/taraudages et vis d'assemblage et la modif est réalisée
je reprend une fixation existante sur le chariot de sciage et j'en crée une autre
le dessus du chariot étant une tôle de faible épaisseur, j'utilise un insert taraudé à sertir
pour ce faire

l'insert monté sur la pince à sertir
la pince est comme une pince à rivet Pop à par que la tige de traction est une tige filetée au Ø de l'insert
pour ce cas prècis du M6

l'insert est serti sur la tôle du chariot de sciage
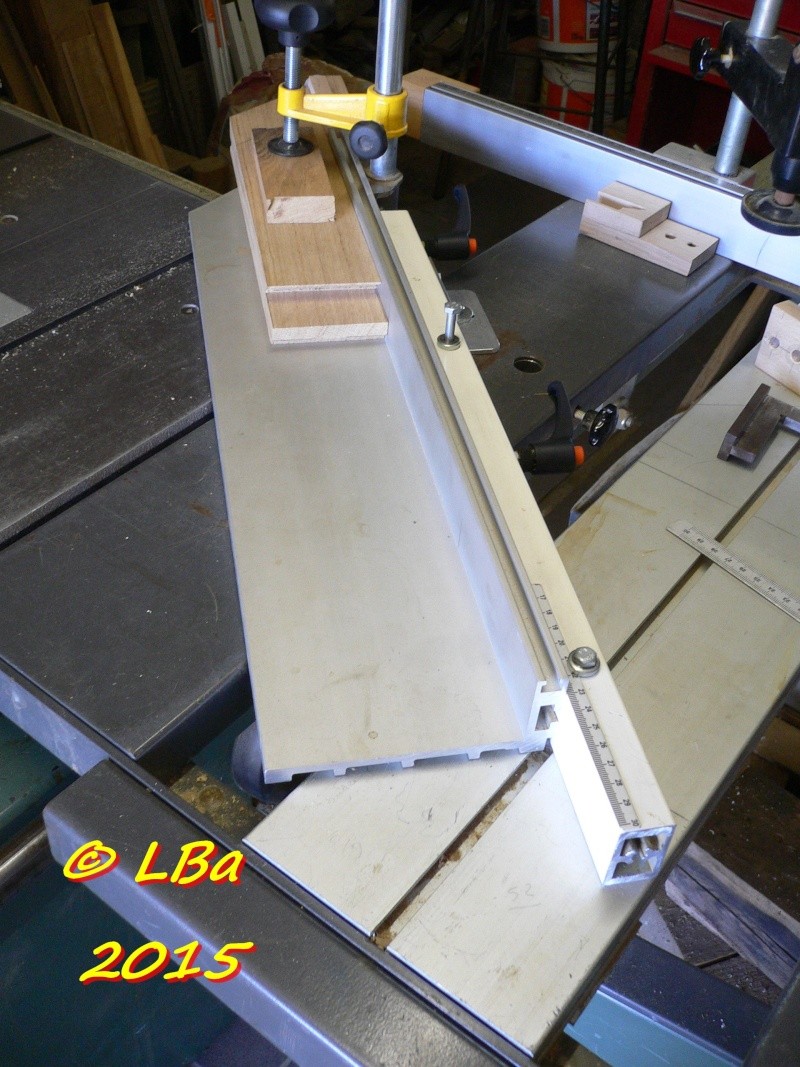
la table à tenonner montée et réglée en position
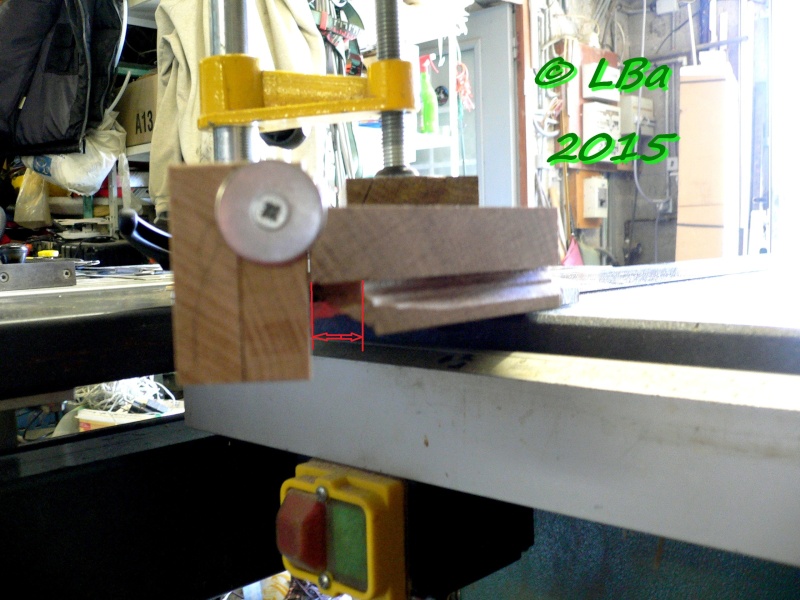
petit essais d'usinage (contre profilage)
le chariot de sciage se trouve en butée (mécanique), mon usinage n'est pas sur toute la traverse
il me faut décaler de nouveau la table à tenonner d'au moins 6 cm
Après la pose d'un nouvel insert taraudé décalé de 6 cm du précédent :

la table est donc décalé et réglé à l'angle
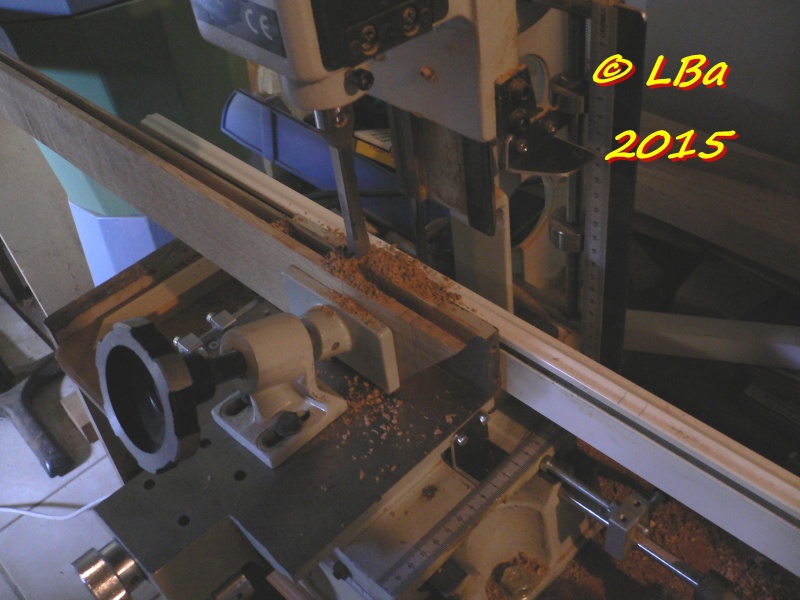
second essai d'usinage :
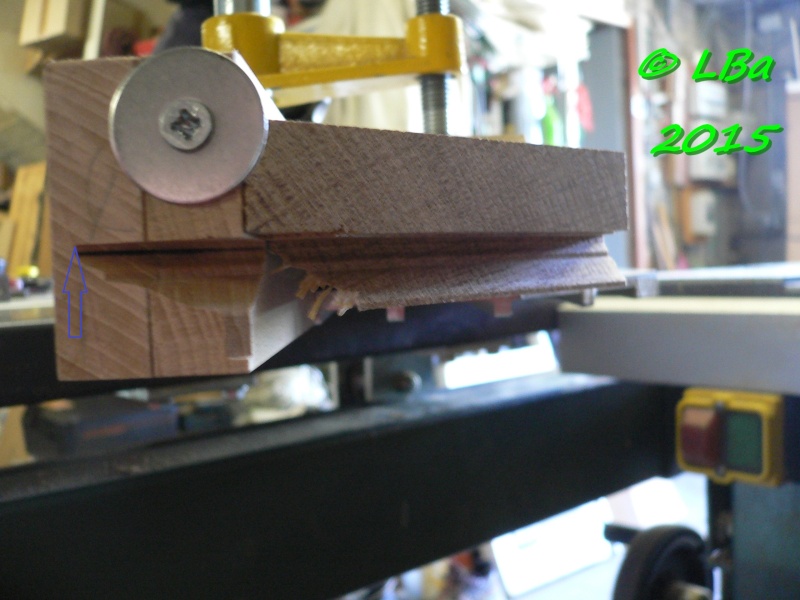
cette fois, c'est correct, le contre profilage est sur tout le bout de la traverse

je peux contre profiler mes bouts de traverse biaise

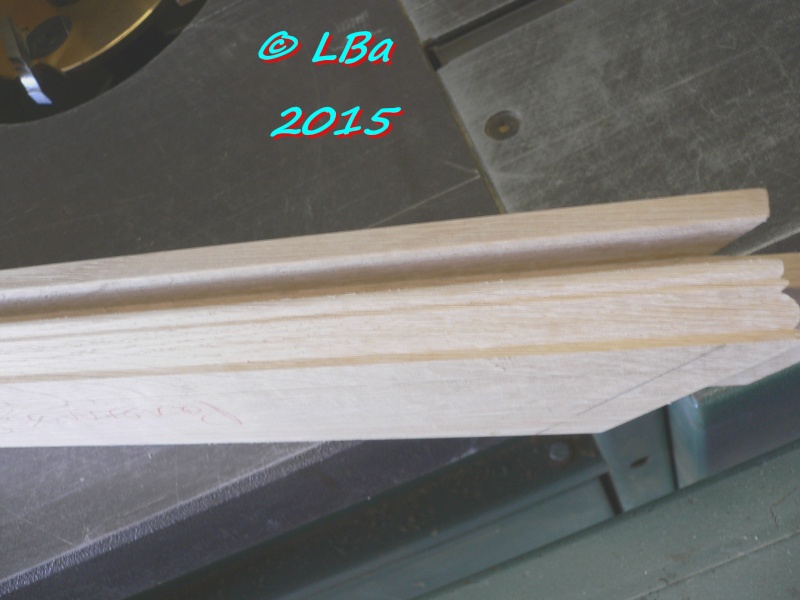
traverse contre profilée

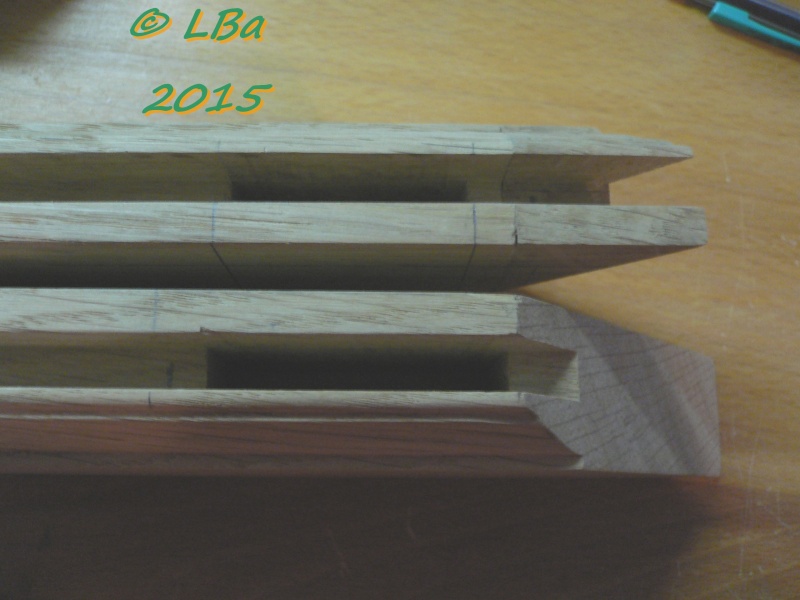
changement d'outil et usinage des épaulements pour réaliser les tenons

les tenons sont usinés, restera le dégraissage, après usinage des mortaises sur les montants
mais il me reste encore de l'usinage sur la traverse

une rainure pour recevoir le panneau de remplissage

la feuillure est usinée
rest le profilage à effectuer :

profilage traverse
traverse profilée
Ceci étant réalisé, je reviens sur les tenons, je ne les avais usiné que sur l'épaisseur
traçage du tenon d'un coté
traçage du tenon du coté opposé
aprés avoir repporté l"emplacement des tenons sur les montants, je passe au mortaisage
de celui-ci
mortaisage d'un montant
les mortaises réalisées sur le montant droit et gauche
je peux alors tailler les tenons d'après les mortaises réalisées

taille tenon

premier tenon taillé



second tenon taillé
petite vérification :

montage à blanc du cadre de la porte coté face

vue en bout
me reste à ajuster l'assemblage, un peu trop de jeu à mon goût
Ayant besoin de m'approvisionner en bois afin de fabriquer les montants et les traverses des 4 portes
j'ai passé commande via internet sur un site marchand " Prestobois"
si le délais de livraison a été long à mon gout pour soi-disant des bois en stock
la qualité et l'emballage des bois à été au top
le bois commandé est de l'avivé chêne de 35 mm épaisseur en différentes longueurs
afin de profiter d'une livraison gratuite, j'ai acheté du chataigner en même temps

les différents colis (emballé et bien emballé) à la livraison

ouverture d'un colis (les angles des bois sont protégés par des cornières en carton)

les bois déballés et stockés ( le chataigner est à gauche et le chêne à droite)
Après avoir relevé les dimensions des futurs portes (hauteur/largeur)
j'ai corroyé les montants et les traverses basses et intermédiaires (les traverses hautes seront réalisées plus tard)

désirant assembler les montants et les traverses à montage profil/contre profil ; après consultation d'une
méthode de réalisation je me dois de commencer à usiner les contres-profil sur les traverses
les traverses ont été mise à longueur sans sur cotes

j'ai réglé la sortie des fers (contre profil) sur le porte outil

détail du réglage de sortie des fers : la pointe du fer lêche le rond et ce de même façon d'un fer à l'autre

mise en place sur la toupie du chariot à tenonner
la cale martyr en bout de chariot a été changée l'ancienne ayant vécue :
ancienne cale martyr

des nouvelles cales martyr avant usinage

réglage de l'usinage du contre profil sur une chute (hauteur et profondeur d'usinage)

le réglage a demandé un affinage, j'avais un petit décalage (en hauteur) d'une prise de profondeur de passe
à l'autre
le problème résolu :

contre profilage en bout des traverses

les traverses sont contre profilées

apperçu du contre profilage d'un bout des traverses
à la vue de la profondeur de l'usinage , celui-ci a été effectué en plusieurs passes
Les traverses contre-profilées, je suis passé à l'usinage des tenons
sur le chariot à tenonner, après changement de la cale martyr, adaptation d'une butée

une simple équerre (alu) vissée

réglage de l'épaisseur du tenon sur une pièce d'essais
le réglage trouvé ,usinage des tenons des traverses

les tenons sont usinés me restera à les dégraisser, une fois les mortaises sur les montants usinées

les tenons vue de plus près
ensuite usinage d'une rainure (ou feuillure) sur les traverses, après montage d'une fraise à rainer :

réglage de la hauteur de la rainure égale à l'épaisseur du tenon

rainurage des traverses

traverse rainurée
la toupie étant réglée, j'en ai profité pour rainuré les montants

rainurage d'un montant

vue arrière du rainurage d'un montant
les pièces étant longues (2 mètres) j'ai utilisé des servantes pour les soutenir

les montants sont rainurés
Ceci fait, réglage des fers ( sur un second porte outil) pour le profilage des montants et des traverses

réglage des fers (ceux ci sont aussi pour un travail par le dessous)

réglage de la hauteur d'usinage du profil d'après celle du contre-profilage

profilage des traverses
traverse profilée
vue de l'arrête de l'intersection profil/contre-profil

les traverses sont profilées
comme pour les tenons, la toupie étant réglée, j'ai profilé les montants

les montants sont profilés
me reste à mortaiser les montants
après traçage, réglage de la mortaiseuse à B² (profondeur de la mortaise, centrage de celle ci par
rapport à la rainure, butée de début et de longueur de mortaise )

mortaise d'une extrémité d'un montant

la mortaise usinée
la mortaises réalisée, j'ai tracé un tenon

taille du tenon

montage à blanc d'un angle pour retouche/ajustement de l'assemblage si nécessaire

vue en bout du montage à blanc

vue arrière du montage

vue intérieure (feuillure) du montage
les réglages validés, j'ai usiné les mortaises pour un bout sur tous les montants
puis :

réglé la butée (axe Y) pour mortaiser les montants à l'autre extrémité par retournement de
ceux-ci ; les montants mortaisés à chaque extrémité :
réglage des butées pour les mortaises (sur les montants) des traverses intermédiaires

usinage mortaise pour traverse intermédiaire

tenon/mortaise traverse intermédiaire

montage à blanc d'une traverse intermédiaire sur montant

les mortaises des montants pour les assemblages à angle droit sont réalisées
pour l'assemblage des traverses en biais, je le ferais par la suite

positionnement des cadres de porte sur l'encadrement

Lors de ce positionnement à blanc des cadres de prote sur le bati, je me suis
apperçu que pour les deux portes médiannes, un des montants était trop court et ce
malgré une sur longueur; il manque environ 2 cm
j'ai été obligé de rallonger les deux montants

montants ralongé

détail de ce qui manquait en longueur
l'aboutage réalisé et la colle sèche ,traçage des extrémités et :

sciage à longueur et à l'angle d'un montant

sciage montant à l'angle

les deux montants mis à longueur et à l'angle
l'erreur réparée, j'ai traçé les traverses

mise en situation et traçage d'une traverse

débit d'une traverse
une traverse débité à longueur, traçage de la longueur du tenon et de la position
du contre profilage

pour l'autre porte, je reste en angle droit à l'assemblage,juste une petite coupe biaise à effectuer
autre vue (avec positionnement précis de l'assemblage )
Usinage des différentes pièces constituant le cadre
La jonction entre les montants et la traverse haute est réalisée par biscuit ou "lamello"
comme ceci :

Sur le bas des montants, un usinage pour le passage d'un seuil :

le seuil est fixé sur le montant par vis :

les différentes pièces composant la traverse haute, sont assemblées par biscuits et collage

les assemblages sont renforcés par vis en biais à l'aide d'un gabarit Kreg

le gabari Kreg

le foret utilisé pour le perçage
c'est un foret étagé à fond plat avec une butée de profondeur réglable en fonction de l'épaisseur
des bois utilisés

le foret dans le gabari

pour le perçage, le gabari (après réglage de sa position en fonction de l'épaisseur du bois)
est immobilisé par un serre joint

la forme du trou obtenu après perçage

le genre de vis utilisées (vis kreg de 38 mm de longueur)

une vis et l'embout de vissage à carré

vis en place dans le trou réalisé avec le gabarit
Pour la fermeture de l'espace, je pense utiliser deux portes basses simple, une double et une haute simple
Le cadre sur lequel viendront les portes est usiné à partir de plateaux chêne de 18 mm d'épaisseur
et de qualité vraiment moyenne (raison pour laquelle, ils n'avaient pas encore été utilisée )
18 mm étant faible en épaisseur, je vais en mettre deux épaisseurs collées entre -elle (faire du lamellé collé)
pour deux des montants, vue leur longueur, je vais utiliser 3 épaisseurs
les montants seront fixés à la traverse haute par biscuit (lamello) et vis en biais (utilisation du gabarit Kreg)
la première difficulté est sur la traverse haute, une partie est à double cintre (haut du quartier tournant)
je commence par la réalisation d'un gabarit (copiage de l'existant du limon)
la réalisation du gabarit un pour le cintre intérieur et l'autre pour le cintre extérieur

traçage des bois sur un morceau de plateau

les deux piéces après délignage à la scie à ruban
Après dégauchissage d'une face de chaque pièce, collage

encollage des faces

mise sous presse du collage
pendant le sèchage , délignage d'autre pièces (droite) du cadre et des montants

délignage réalisé à la scie circulaire et rail de guidage
la pièce cintrée ayant sèchée, a été raboté et mise d'épaisseur
préparation de l'étape suivante :

fabrication d'un gabarit support d'usinage (ici le cintre extérieur de la pièce) afin de toupiller les chants
pour dresser les chants à la toupie, je vais utiliser un outil "bouffe tout" ou à calibrer

l'outil à calibrer à plaquettes raportées utilisé

la pièce en place sur le gabarit
en parrallèle , j'ai collé d'autre pièces

ici le montant gauche du cadre

toupillage du chant extérieur

le premier chant est usiné

autre vue du chant usiné
Préparation pour le second chant

traçage de la forme sur l'autre coté du gabari

le gabarit après façonnage de la forme et mise en place des sauterelles de
blocage de la pièce à usiner

la pièce en position sur le gabarit, prête à être usinée

usinage du second chant de la pièce

la pièce est usinée

mise en place de la pièce chantournée sur le limon extérieur de l'escalier
et visualisation de la conformité des deux courbes et retoucher de ce qui doit l'être
et traçage de la liaison avec le montant gauche et la continuité de la traverse sous le limon

le montage à blanc du montant gauche et de la courbe
les bois composant l'encadrement sont prêt pour la suite des opérations

ici les traverses

et là les montants
Les différentes pièces constituant l'encadrement, étant réalisées, après un montage à blanc
pour vérification et ajustement , j'ai installé et fixé l'encadrement
le résultat :

encadrement coté gauche (quard tournant)

encadrement en son milieu

haut encadrement coté droit

encadrement bas coté droit
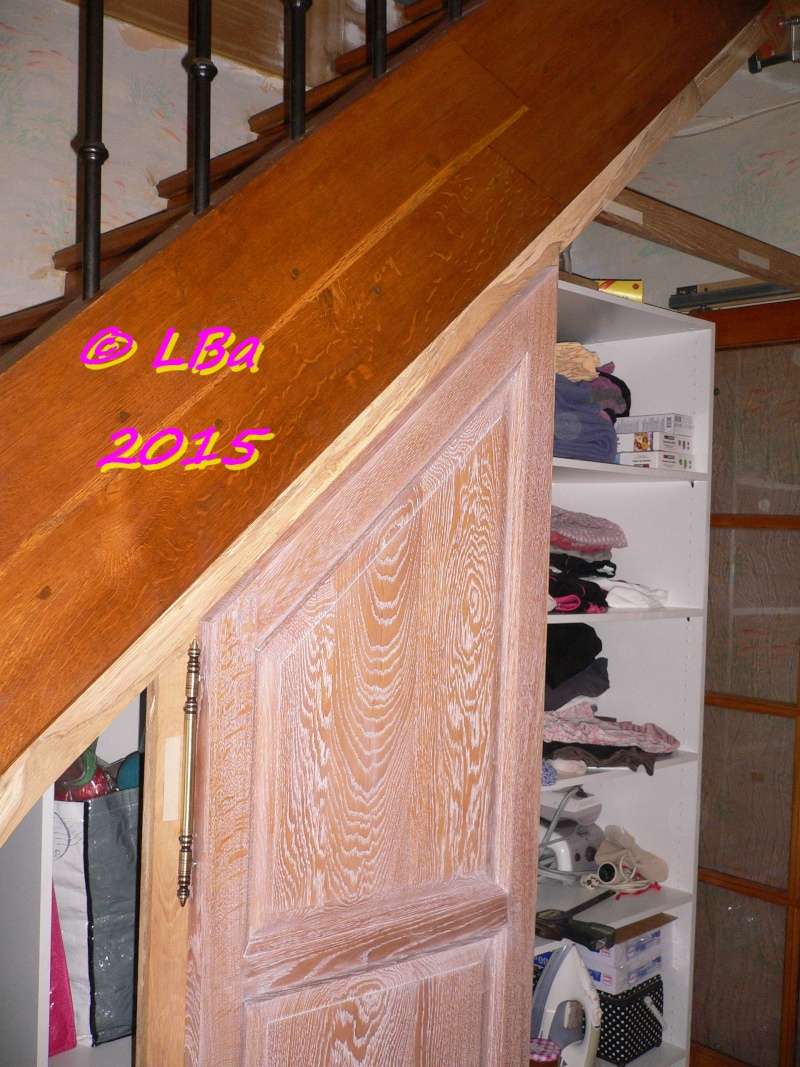
Ayant un escalier bois, que j'ai réalisé il y a déja quelques années, suite à un réaménagement, j'ai
décidé d'utiliser l'espace sous cette escalier en placard
après achat (pas bien le temps et pas vraiment envie) d'étagères en mélaminé dans une GSB
et après montage de deux étagères, voici l'espace qu'il me reste à fermer :

coté quart tournant de l'escalier

et là coté opposé


