

Il me reste une porte à réaliser : celle à coté du quart tournant celle que je n'ai pas oser continuer tout de suite
de cette porte, j'ai déjà réalisé les deux montants (en sur longueur) et la traverse basse
donc je doit réaliser la traverse haute
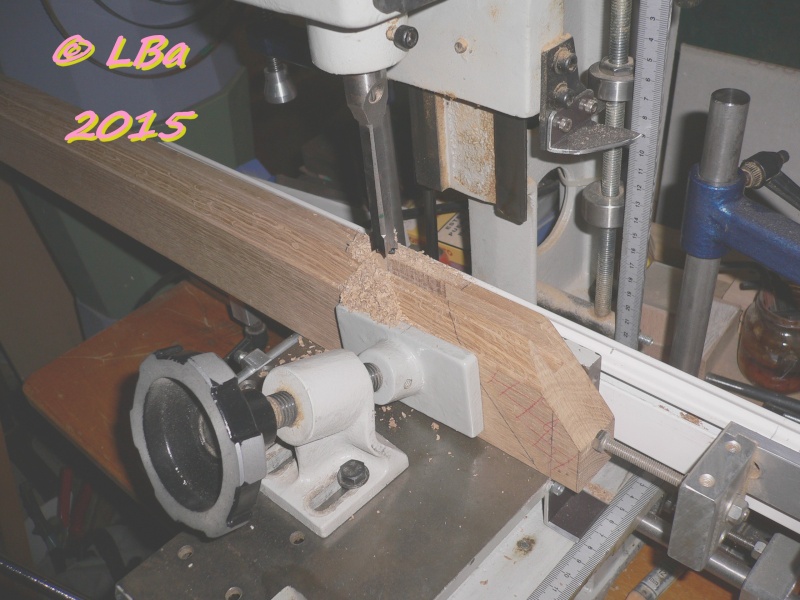
après traçage et débit à la scie à ruban :

ébauche de la traverse puis :

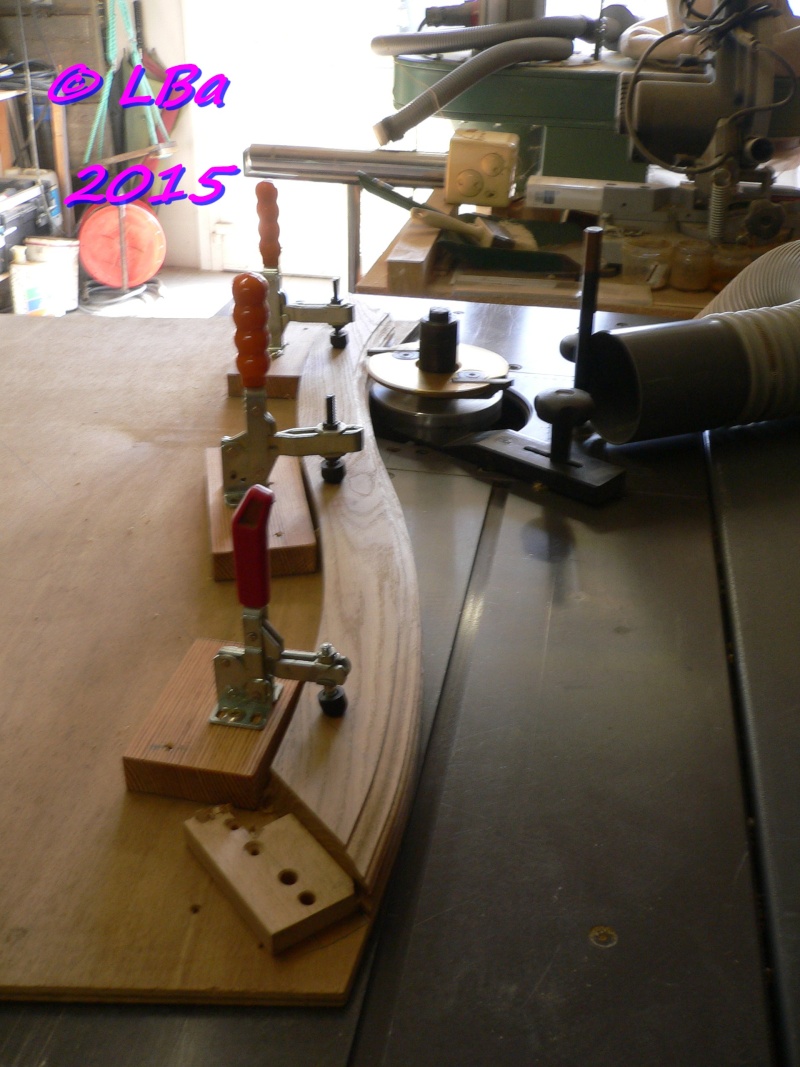
positionnement de la traverse sur le gabarit pour finition du chantournage

finition d'un coté (extérieur)

puis de l'autre coté (intérieur )
usinage réalisé à l'aide du bouffe tout calibreur à plaquettes et guide à bille
Ne voulant pas déplacer la pièce sur le gabarit trop délicat à positionner , j'ai dut me fabriquer un guide à bille
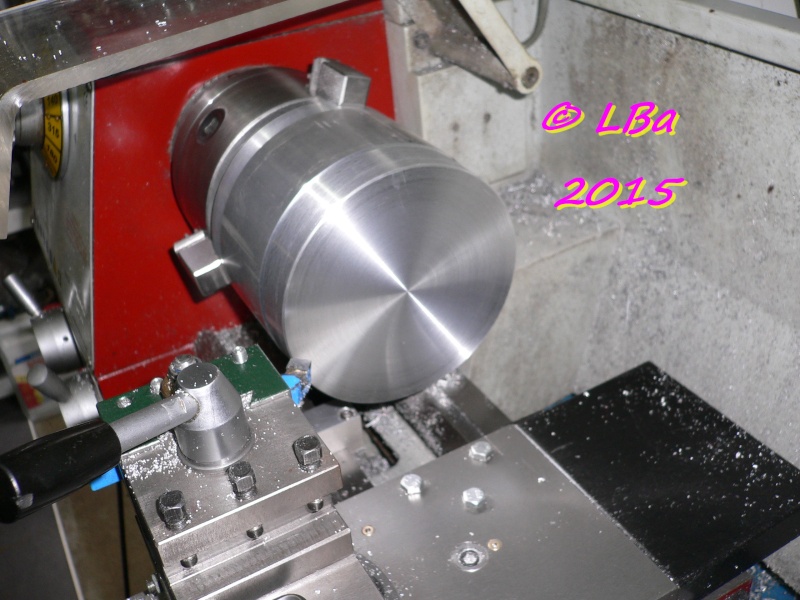
début d'usinage du disque dans de l'alu de 130 mm de Ø
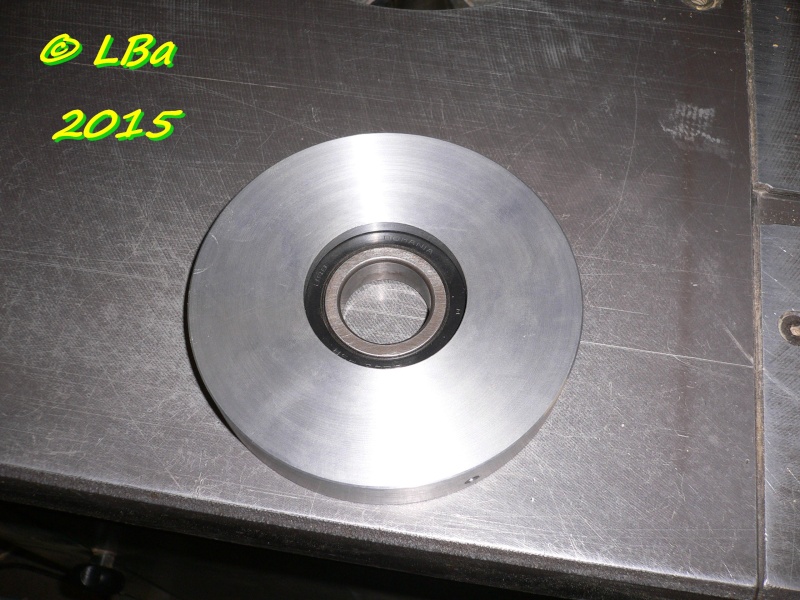
le disque réalisé au Ø de 128 mm
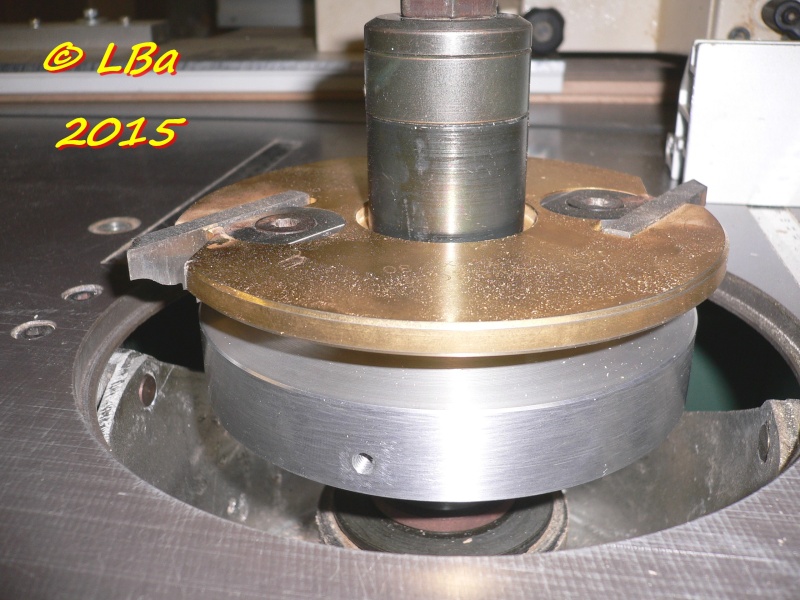
le guide à bille en place sous le porte outil

profilage de la traverse
la traverse profilée
l'opération suivante a consistée au contre profilage de la traverse

pour ce faire, j'ai positionné la traverse sur un autre montage/gabarit

contre profilage de la traverse sur les deux extrémitées

avec le même montage, ne changent que les fer de toupillage , j'ai usiné les tenons de la traverse

vue d'un tenon de la traverse

ensuite, j'ai positionné la traverse sur les montants afin de repérer la position des mortaises

repérage de la position des mortaises et longueur des montants
usinage d'une mortaise d'après le traçage

traçage d'un tenon

équarissage du tenon
tout se présentait pas trop mal, mais il a fallut que je fasses une erreur

donc flipotage de le mortaise

montage après retouche de la mortaise

traçage de la seconde mortaise

usinage de la seconde mortaise
mise en place de la porte sur l'encadrement pour vérification et constater si erreur il y a

traçage des recoupes des montants
l'ensemble montants/traverses pré-assemble , j'ai relevé les dimensions du panneaux de remplissage

préparation des morceaux constituant le panneau de remplissage

après usinage d'enture multiple sur les planches du panneau de remplissage, vérification de
celui-ci par rapport au cadre

collage et mise sous presse du panneau
après séchage de la colle :

traçage du coté chantourné du panneau

vérification et rectification du traçage avec le gabarit de forme du chantournage

positionnement et fixation du panneau de remplissage sur le gabarit d'usinage

finition du chantournage avec l'outil bouffe tout

usinage de la plate bande coté chantournée

usinage de la plate bande chantournée

vérification du chantournage panneau et traverse

usinage de l'autre plate-bande en bout

usinage des plates-bande des cotés

pré-assemblage de la porte

collage et mise sous presse de la porte

la sur-longueur des montants a été arasée

perçage du chevillage de l'assemblage tenon/mortaise

la porte est soutenue à l'aide d'une servante dont la hauteur est réglable par l'intermédiaire d'un cri en losange

autre vue du perçage des chevilles

début de la pose d'une cheville

une cheville de posée

et là ; la cheville est arasée

la porte est chevillée

la porte teintée/cérusée

et là , la porte est ferrée

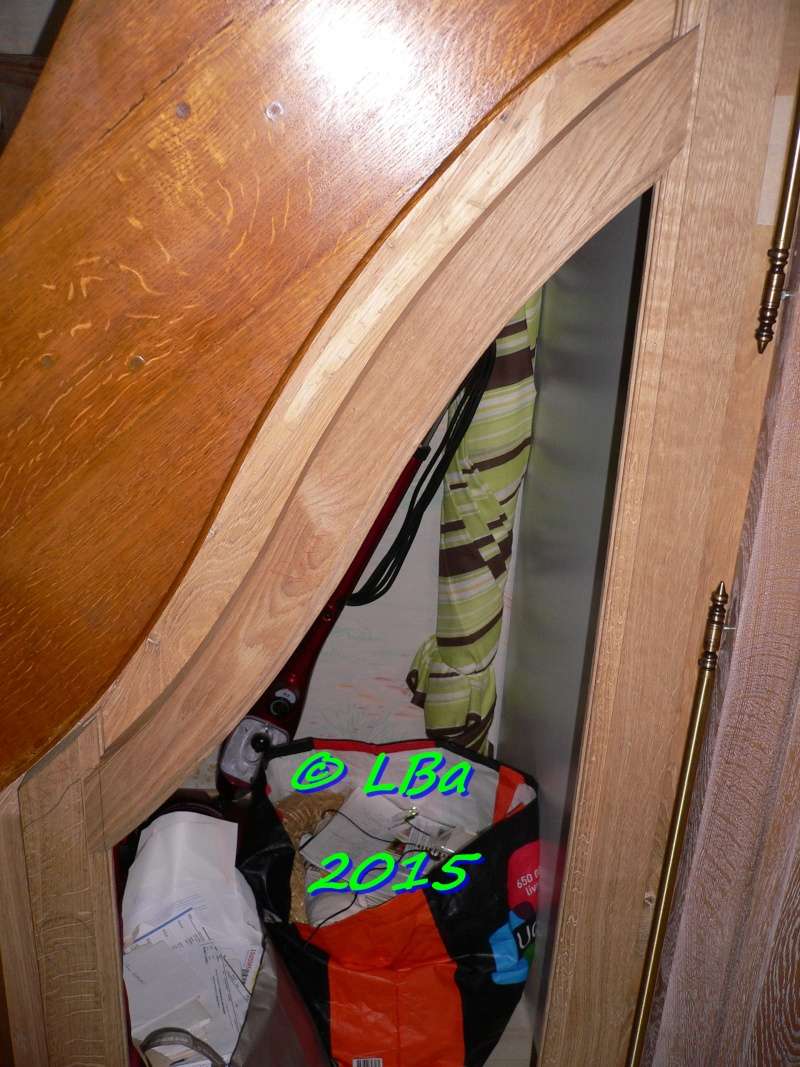
la porte est posée (position ouverte )

et ici en position fermée