
Mes différentes réalisations
La rallonge du banc sera constitué de 7 piéces
2 supports, 2 entretoises,une semelle et deux coulisses de méme forme que le banc
photo de l'extrémité du banc
une piéce support sera assemblée en bout de banc par vis
l'autre support sera fixé sur une semelle qui reposera sur la tole de récupération des copeaux
les deux supports étant reliés par deux entretoises sur lesquelles reposeront les coulisses
les piéces seront usinées dans de l'acier étiré sauf les coulisses qui seront dans de la fonte
Réalisation du plateau de l'établi (premiére partie)
les bois constituant le plateau étant corroyé, pose à blanc de ceux-ci sur le piétement

de faire ceci, ça ma permis de repérer le sens du bois et de le marquer

de ça j'ai tiré les dimensions et les positions de différentes piéces: support coulisses de l'étau,
mors fixe de l'étau, le mors mobile, l'alése du plateau coté étau
Usinage du support coulisse de l'étau

usinage rainure et fausse languette en Cp

méme opérations pour le support presse
ensuite collage et mise sous presse des deux piéces

usinage des mortaises du support coulisse

aprés usinage des faux tenons, traçage de leurs emplacements sur le bois de bord du plateau
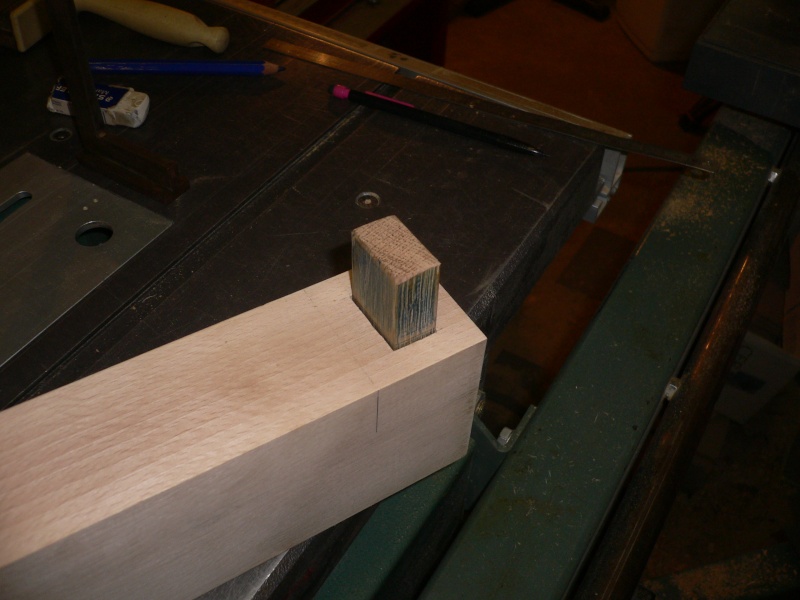
ici c'est le faux tenon d'assemglage de l'alése

montage à blanc de l'angle pour vérification


usinage des mortaises sur bois du plateau pour le support coulisse

angle alése/plateau/support coulisse en kit
Usinage du mors mobile de l'étau
mixage de rainure/fausse languette et de lamello

usinage des lamello

les piéce avant collage

collage et mise sous presse de la piéce
Le piétement est constitué de 4 montants, 2 socles bas, 2 hautes et de 2 longerons
qui relie les piétement entre eux, l'assemblage des piétements est à double tenons/mortaises collé
l'assemblage piétement/longeron est à tenon/mortaise serré mécaniquement par vis, j'ai voulu qu'il soit
démontable pour transport ou autre, vue sa dimension, le poids est conscéquent
début des usinages, étant donné que les bois sont corroyés et mis de longueur

piéces du piétement aprés traçage des tenons et des mortaises
nota: les deux pieces que j'appelle socle sont en chéne et constitué de deux morceaux à assemblage par rainure et
languette collée, le reste est en hétre (la fabrication des socles sera détaillée en fin de billet)
les tenons des pieds sont doubles et de longueur différente, ce qui a multiplié les usinages

tenon en début d'usinage avec le chariot de la toupie, le bout de la piéce est en butée arriére

vue de la piéce en butée

butée pour les tenons de 50 mm de long

butée pour les tenons de 40 mm (la cale d'épaisseur est démontée
l'usinage des tenons s'est effectué en plusieurs passes à l'aide d'une fraise à rainer de 150 mm





les tenons étant ébauchés j'ai fais la finition a la scie à main


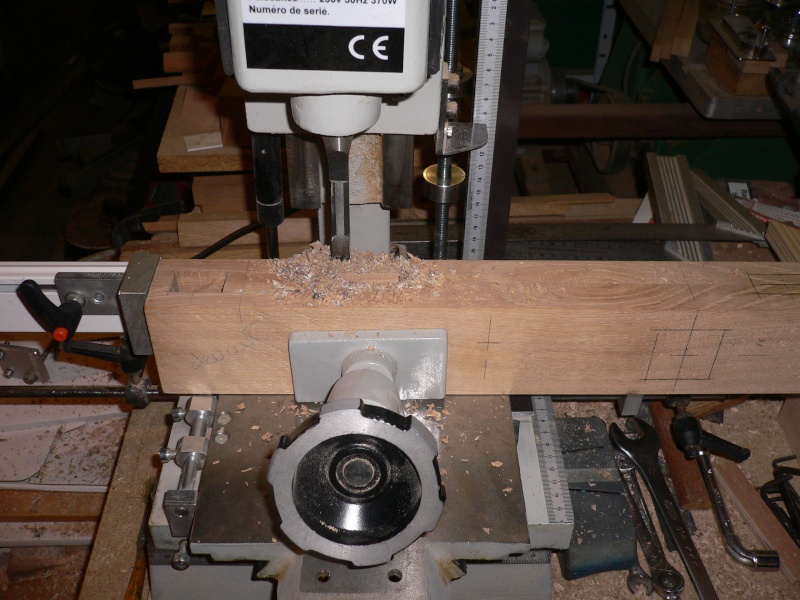
les tenons des montants sont terminés, je passe à l'usinage des mortaises des socles sur
la mortaiseuse à B°

les mortaises étant double, travail en butée et reprise des bois plusieurs fois




l'usinage des tenons/mortaises fini, montage pour ajustement

ajustage (et repérage) des tenons/mortaises du piétement
Toujours à la toupie, usinage des bouts des socles

congé réalisé en plusieurs passes



pour casser les angles, des moulures arrétées ont été usinées sur les angles visibles

ainsi que sur les socles
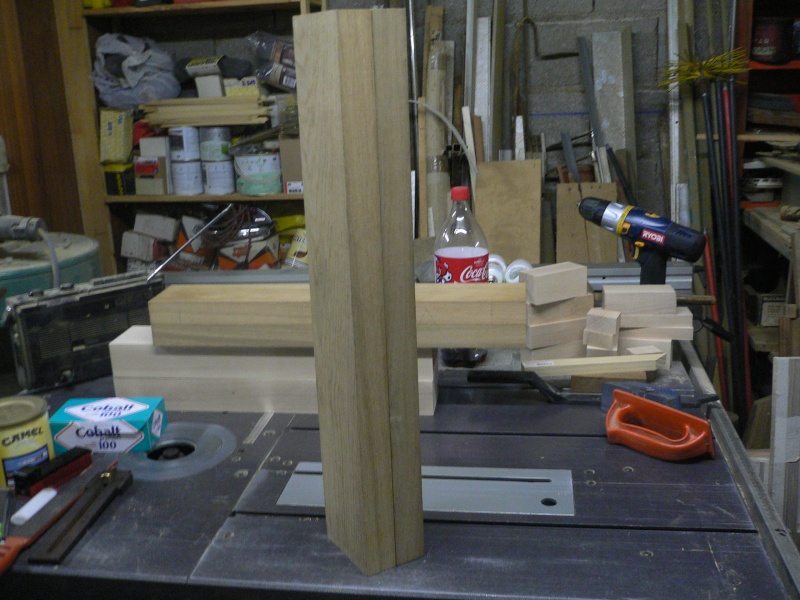
Apperçu en montage à blanc des piétements

Puis mortaisage des pieds afin de recevoir les longerons

usinage mortaise sur pied pour les longerons

les mortaises sont ébauchées, reste la finition des angles (le fond) a effectuer au ciseau à bois
maintenant usinage des tenons des longerons

usinage en plusieurs passes


apperçu d'une extrémité

les longerons usinés
Montage à blanc de la base de l'établi


Retour sur la fabrication des deux socles
comme dit plus haut, ils sont en deux parties assemblé par rainures et fausses languettes

tout ça en arrété pour ne pas etre visible

collage et mise sous presse

socle collé à la polyuréthane expansive
socle collé, nettoyé de ces traçes de colle
l'utilisation de ce genre de colle est bien mais chiant au niveau nettoyage, l'utilisation de la colle blanche est moins
pénible, niveau nettoyage
Assemblage par vis et écrou du piétement et des longerons par ce genre de fabrication perso
la vis est en M12
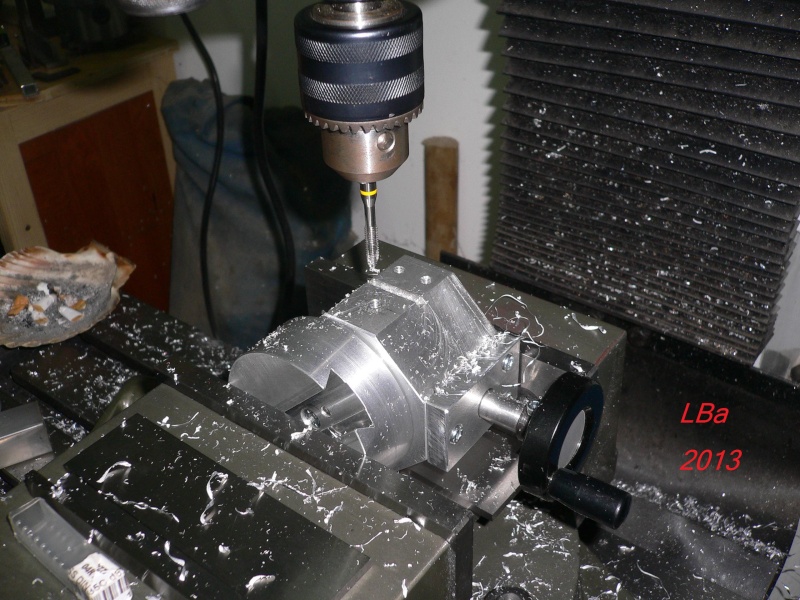
pour perçer, utilisation d'une perçeuse filaire monté sur un chariot maison

le rond dans le mandrin a été utilisé pour le réglage du systéme

perçage du montant et du longeron

le perçage est réalisé à 7 mm et répété 4 fois
contre perçage à 13 mm des montants sur la perçeuse à colonne

puis contre perçage à 13 mm des longerons avec la perçeuse filaire et son chariot

sur la perçeuse à colonne perçage ensuite du lamage des écrous



montage pour vérification de l'assemblage piétement/longeron

vérification du passage de vis
les usinages étant correctes, assemblage du piétement

gros plan d'un assemblage
Pour la réalisation de cet établi de menuisier, je me suis inspiré d'un plan pas à pas Kity qui date
des années 75/80
je ne l'ai pas suivis mais arrangé à ma sauce

le plan d'inspiration
le bois utilisé est le hétre et le chéne
la réalisation a demandé quelques week-end
aprés réception des plateaux de 54 mm en avivé dédit à la scie circulaire portative et son guide
le poids des plateaux n'étant pas négligeable et n'ayant que deux mains, je n'ai pas pris le risque
de le faire sur la scie stationnaire

plateaux en hétre à déligner

la scie portative utilisée avec le guide de délignage trés pratique pour ce type d'opération

surtout avec un plateau gauche de ce genre

le bois est déligné reste plus qu'a le corroyer

résultat du corroyage, du copeaux et encore du copeaux
Modification/Amélioration de l'appareil
Je me suis rendue compte que l'appareil fixé sur le chariot transversal, il ne m'était pas aisé de tourner le volant
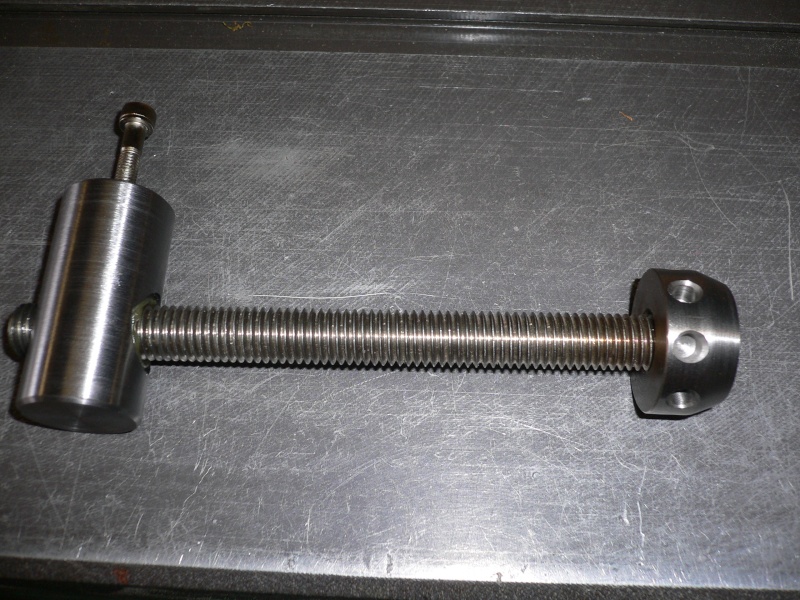
j'ai décidé de rallonger l'arbre support volant, pour ce faire j'ai réalisé un manchon dans du stub de 16 mm

perçage à une extrémité d'un diamétre 10 mm et 12 mm
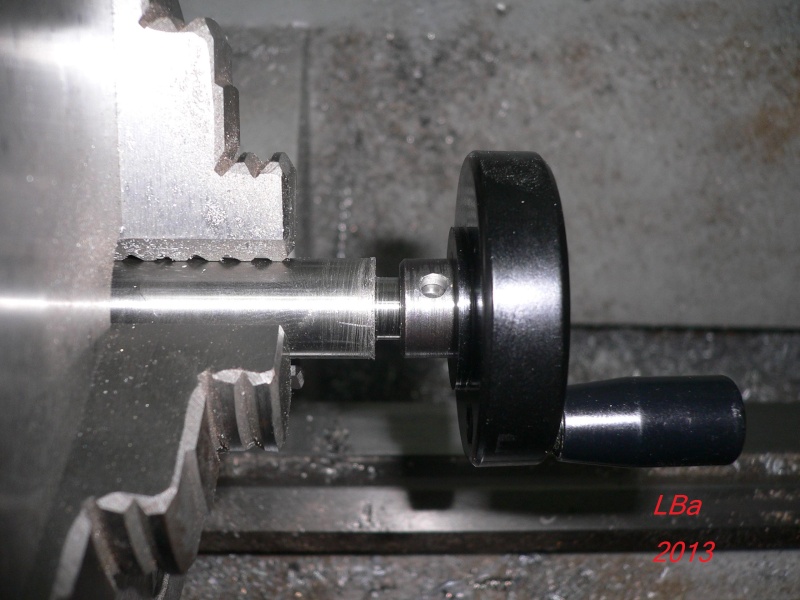
à l'autre extrémité, tournage d'un épaulement pour recevoir le volant

visualisation du manchon sur l'appareil
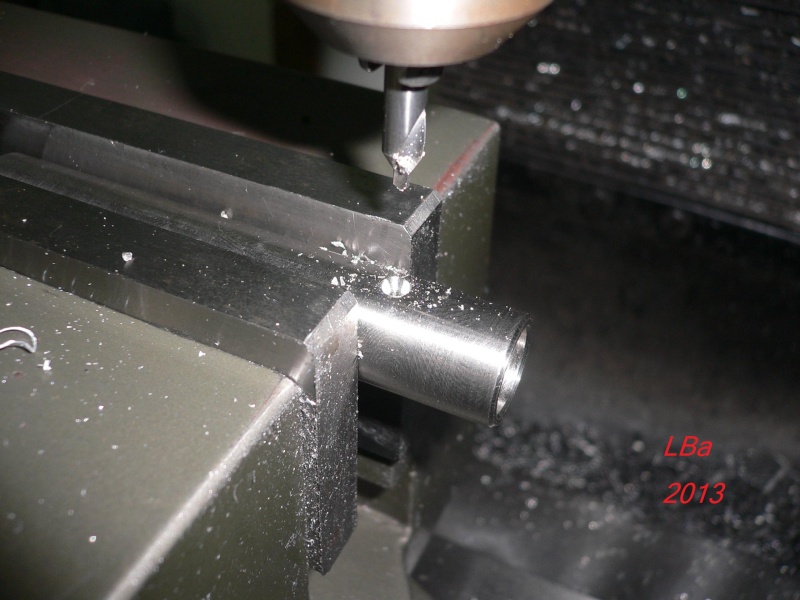
perçage à 4 mm du manchon pour etre assemblé avec l'arbre
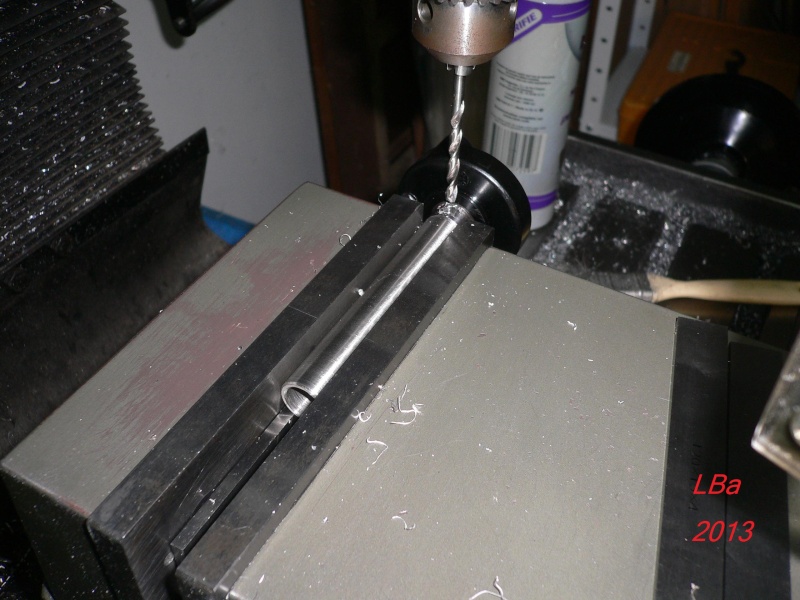
perçage du manchon à 4 mm pour la fixation du volant

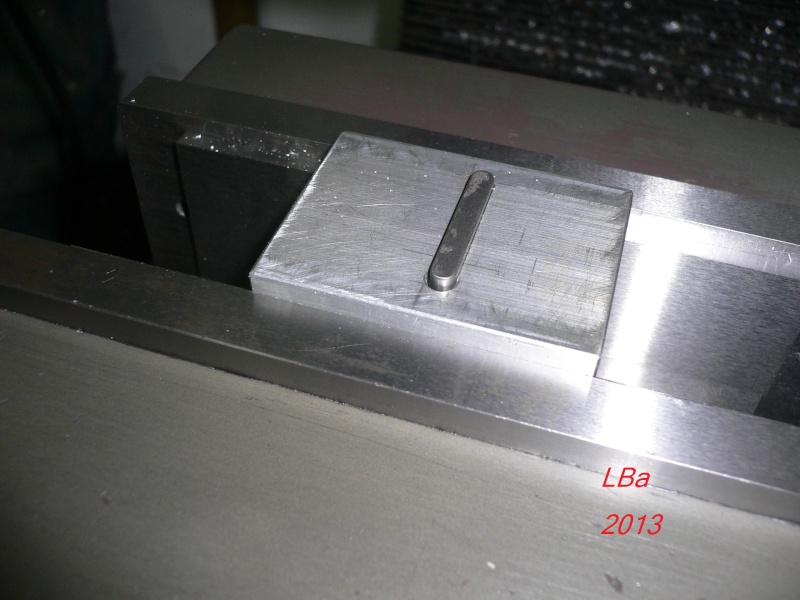
modification réalisé, plus qu'a essayer
Support pour fixé l'appareil sur le chariot transversal
Toujours dans des piéces de récup

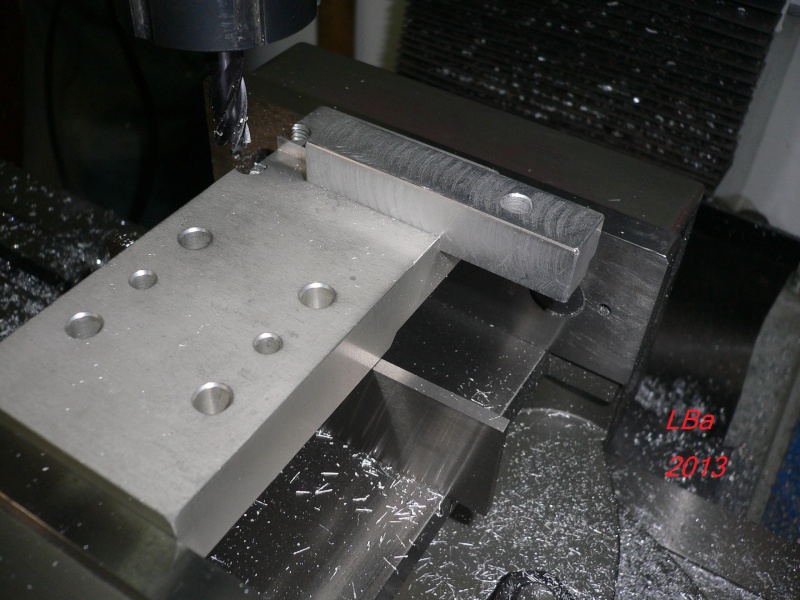
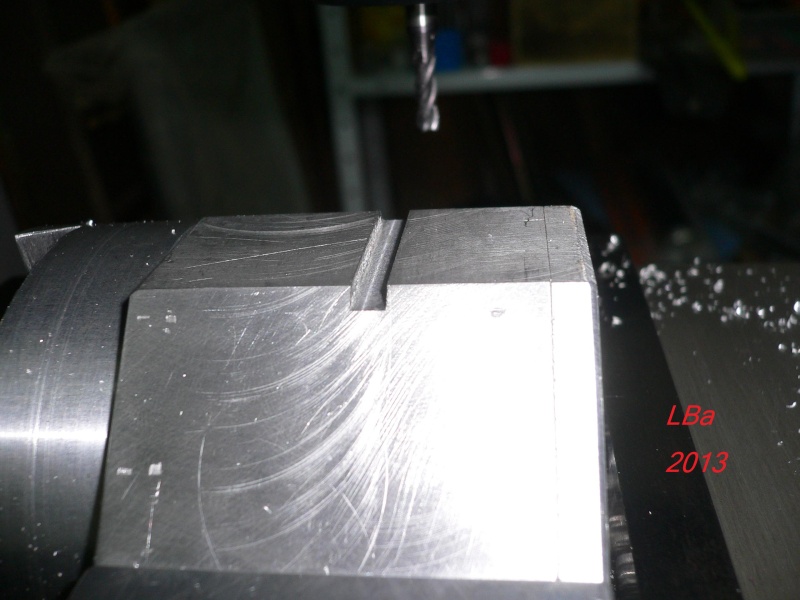
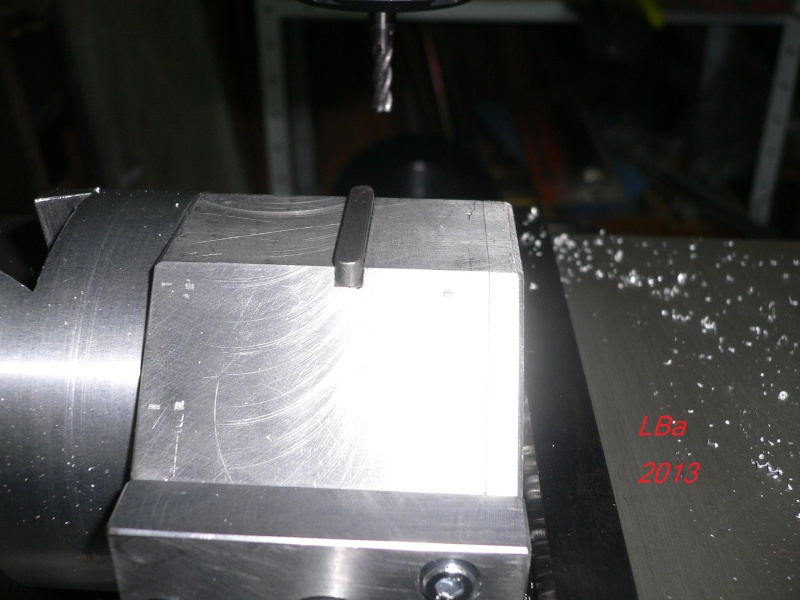
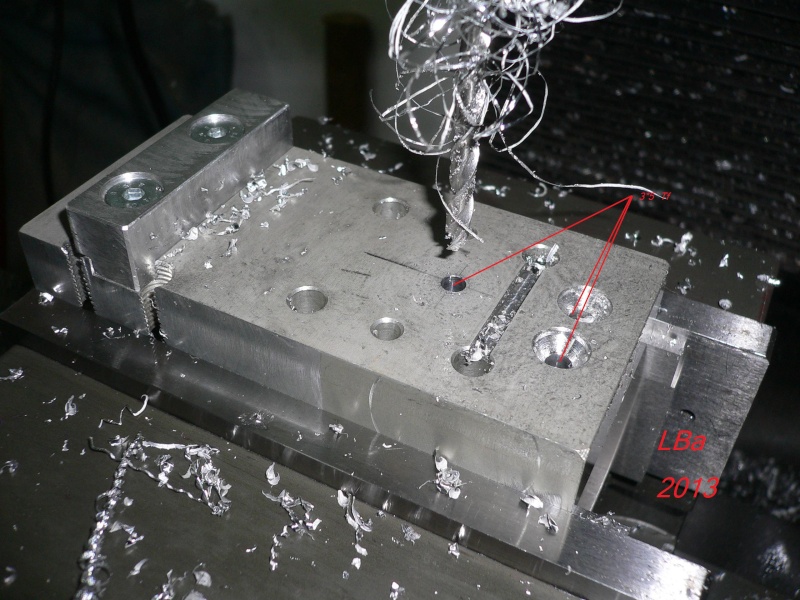
fraisage d'une rainure de 40*8 pour recevoir un plat alu de 40

petite vérif de l'ajustement
sur le plat de 40 j'ai usiné une rainure de clavette pour centré le coprs de l'appareil (systéme identique que l'autre support)
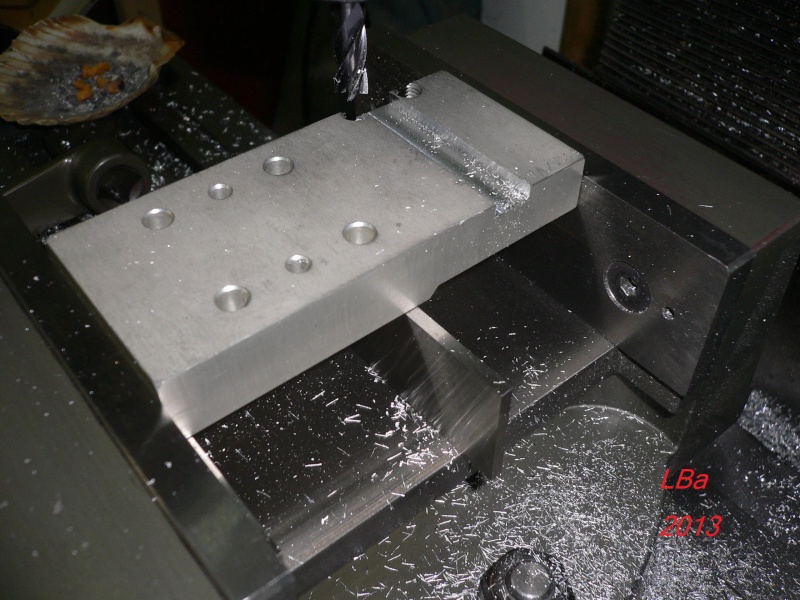
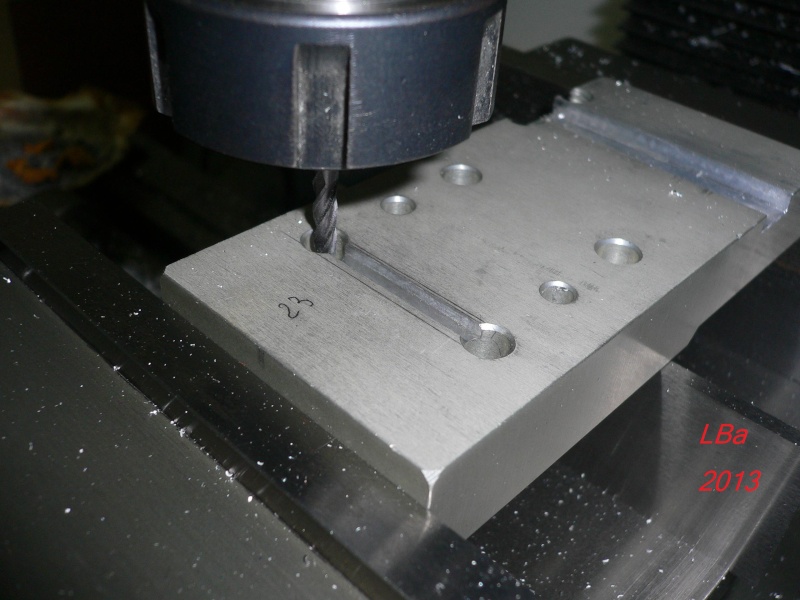
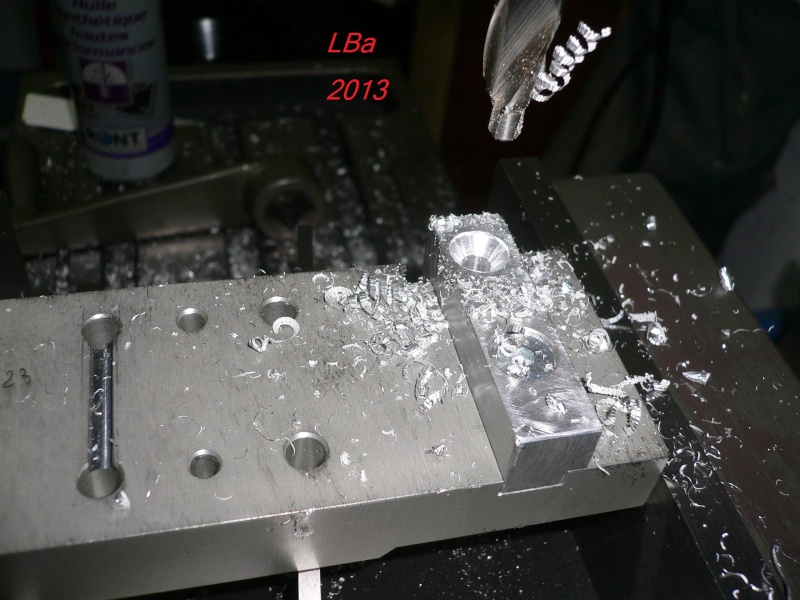
puis percé des trous de 5 fraisés pour vis Tf qui correspondent avec les taraudage du corps de l'appareil
sur les trois trous de réalisés, je me suis apperçu au montage que je ne pourrais pas utiliser une des vis, bah ma fois tampis

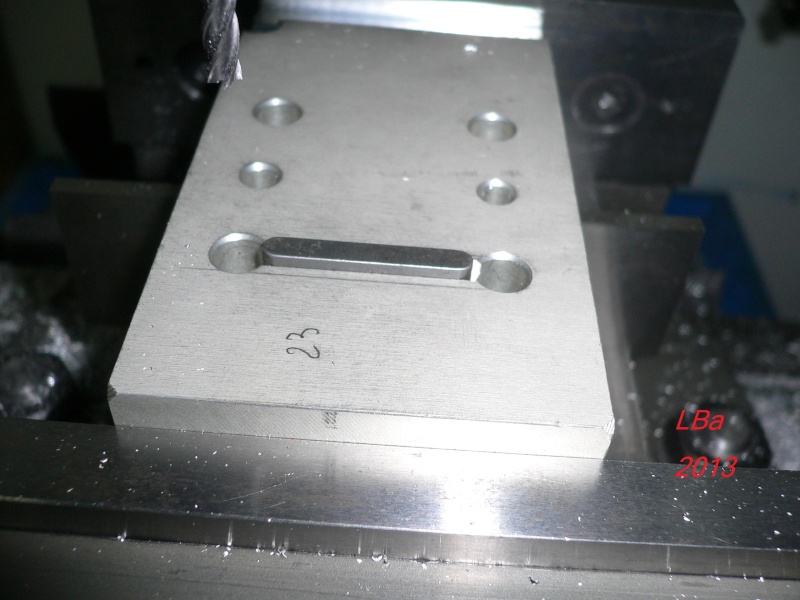
puis sur l'autre face du plat perçage de 2 trous de 6 fraisés pour assemblage avec l'autre piéce
perçage et taraudage à M6 pour l'assemblage du plat

voila le résutat obtenu
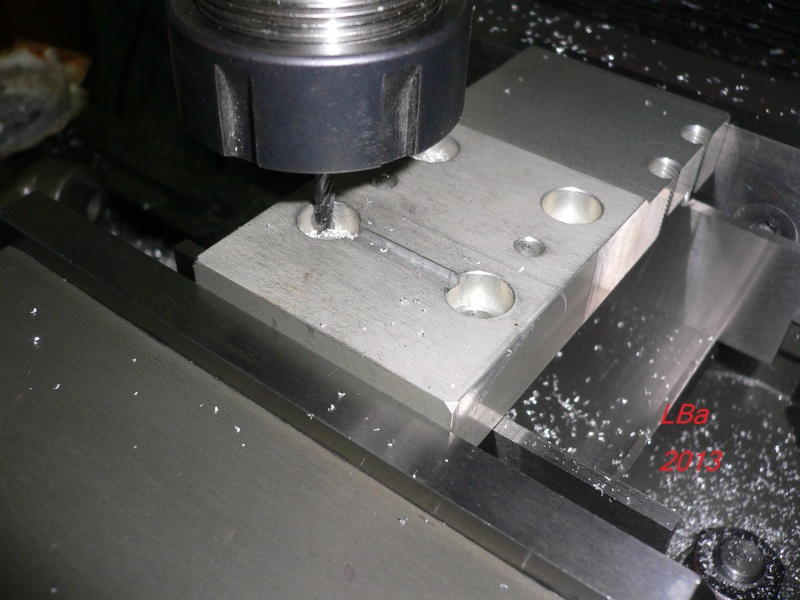
perçage de 3 trous de 6 pour la fixation de l'ensemble sur le chariot transversal du tour

au préalable du perçage, j'avais positionné l'appareil en place pour voir si tout était Ok ,hauteur d'outil par rapport à l'axe et surtout voir
ou percer les trous par rapport au chariot
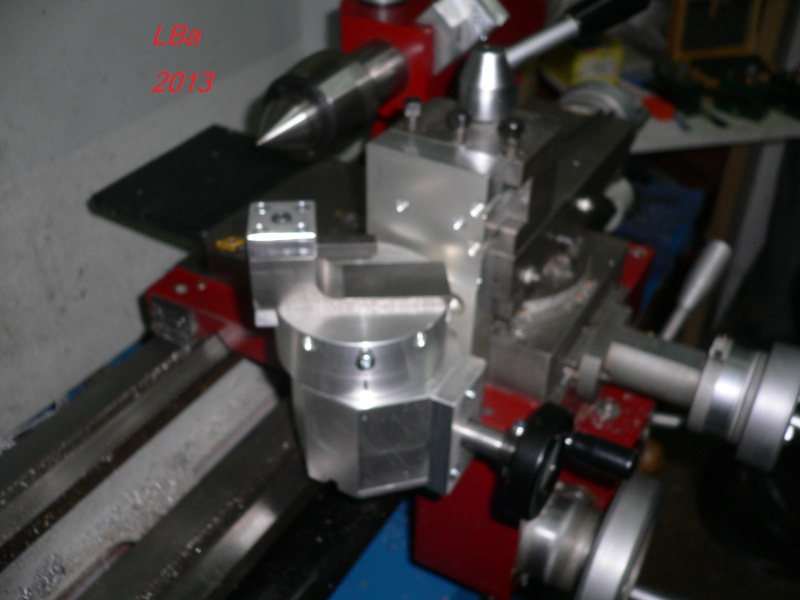
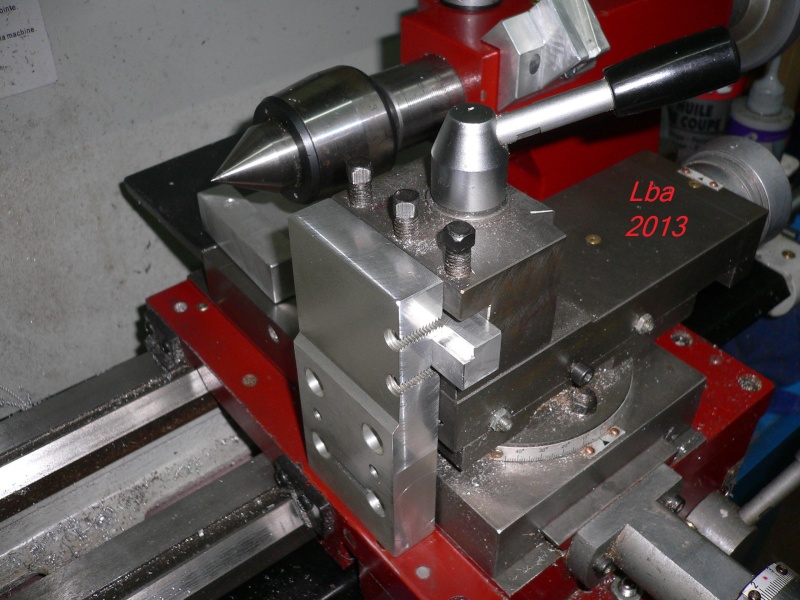
Appareil en situation sur le tour
L'usinage de l'appareil étant bien avancé,je vais pouvoir commencer des essais d'usinage et effectuer des modifications si nécessaire
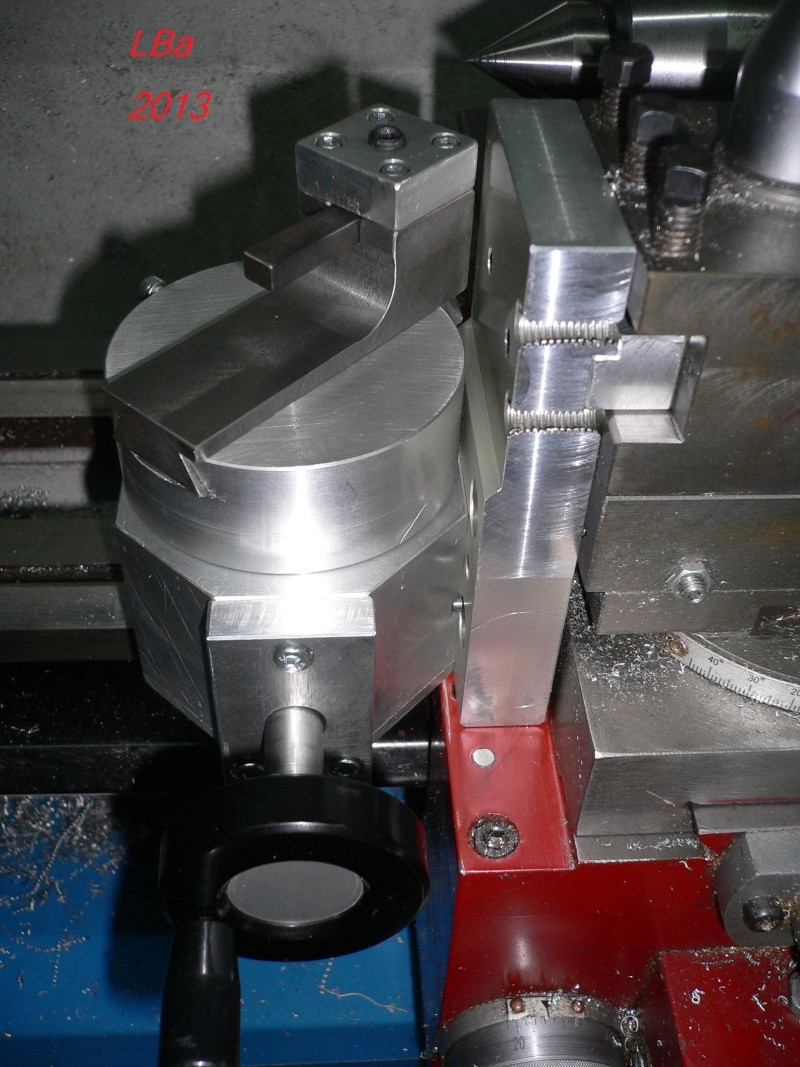
Monté dans cette position, l'appareil est en position pour effectuer des formes concaves
Pour les formes convexes (sphére) l'appareil sera positionné différenment
Donc un essais de forme concave sur de l'alu afin de voir le comportement de l'appareil
résultat assez concluant (bien sur les profondeurs de passe ne sont pas fénomemnal de l'ordre d'un bon 10 iéme de mm)
comme je le préssentais pour les formes convexes, ça ne passe pas avec la tourelle porte outil
donc je vais fabriquer un autre support qui sera fixé sur le chariot tranversal
le support étant réalisé essais de forme convexe

voila l'essai final

pas trop mal, la hauteur de l'outil est trop basse de quelque centiéme, il reste un petit téton mais c'est insignifiant

je vais pouvoir fignoler l'appareil, notenment rallonger l'axe du volant pour que ce soit plus pratique à utiliser
avec des profondeur de passe modéré,je ne devrais pas rencontrer de probléme majeur
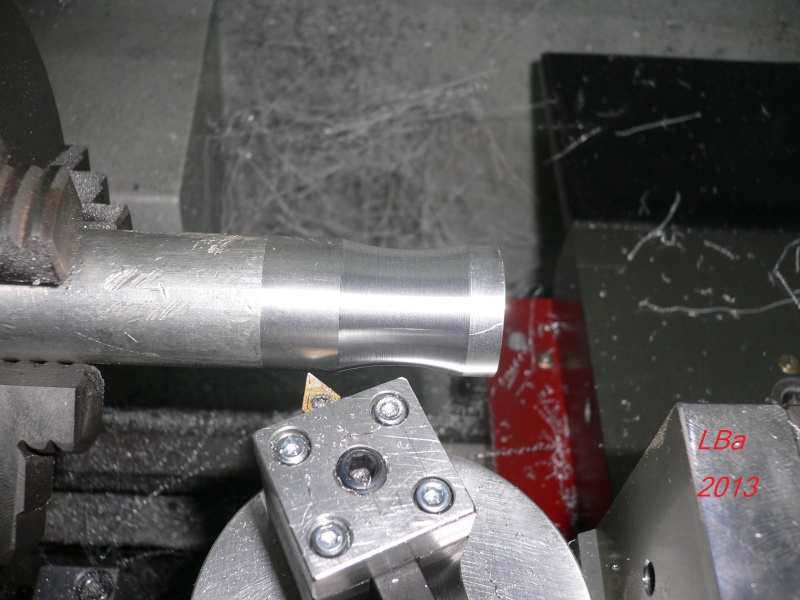
je vais pouvoir usiner une piéce en laiton en remplacement de ceci

la piéce de remplacement en cours d'usinage dans un rond de laiton
l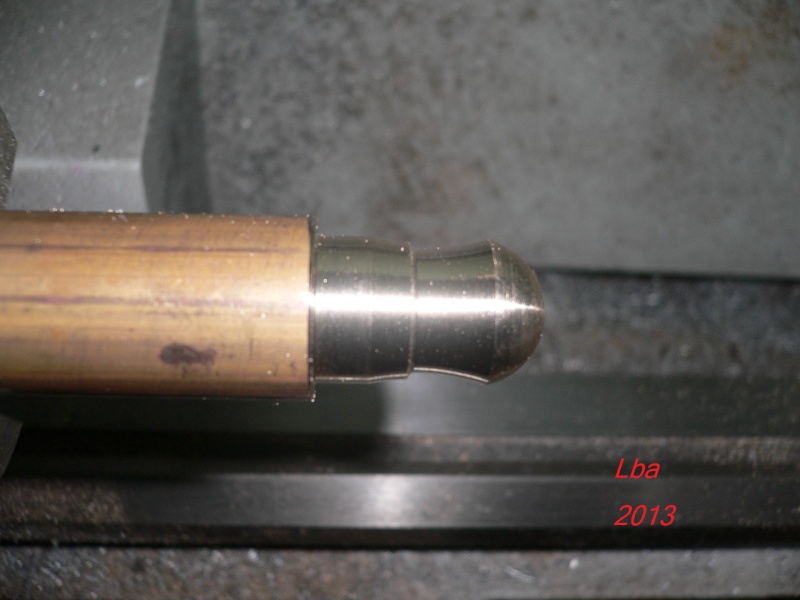
et ici avant reprise afin de dresser la face et effectuer un taraudage de M4

la piéce de droite en alu est un mandrin de reprise dit maison
Piéce attachement de l'appareil sur la tourelle porte outil
Pour maintenir l'appareil sur la tourelle porte outil du tour, j'ai réalisé une piéce en deux parties (toujours de la récup)

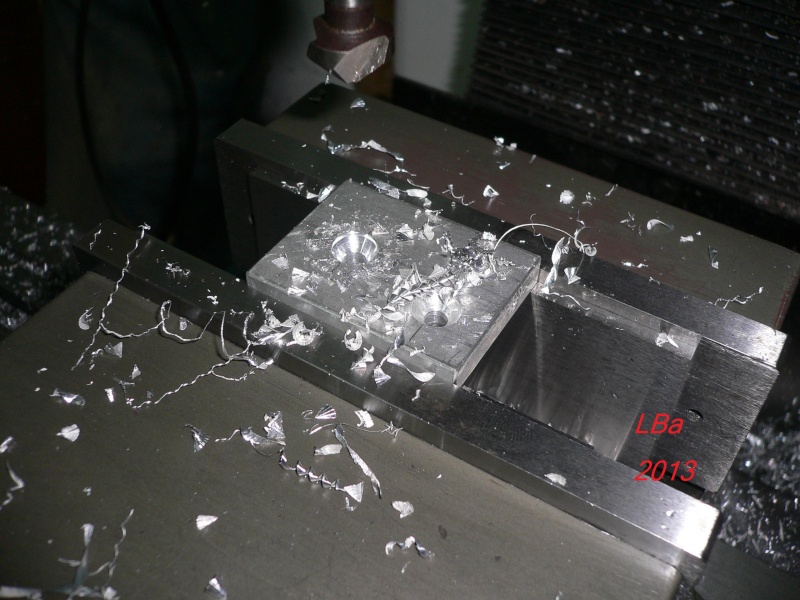
sur une des piéces, fraisage d'un épaulement
fraisage d'une rainure sur l'autre piéce
vérification de l'ajustement, les microns n'étant pas parti avec les copeaux,l'ajustement sera fini à la lime
la piéce ci dessus sera lié avec le coprs de l'appareil par vis et une clavette de 4 mm comme anti rotation et plus si affinité
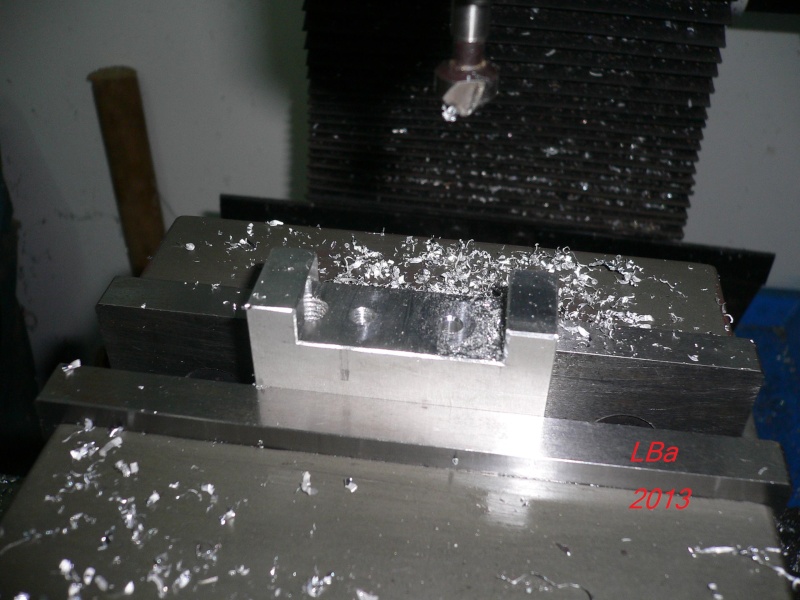
fraisage de la rainure de clavette sur le support (elle est a refaire, réalisé sur la mauvaise face, un bourrin le papy)
Voila la boulette réparé
essais de l'ajustement de la clavette
méme opération sur le coprs de l'appareil
essais ajustement de la clavette sur le coprs de l'appareil
reste l'assemblage par vis des piéces à faire
assemblage du tenon sur la semelle par 2 vis M6 téte fraisé

le tenon sur la semelle assemblé
petite visualisation sur la tourelle porte outil du tour
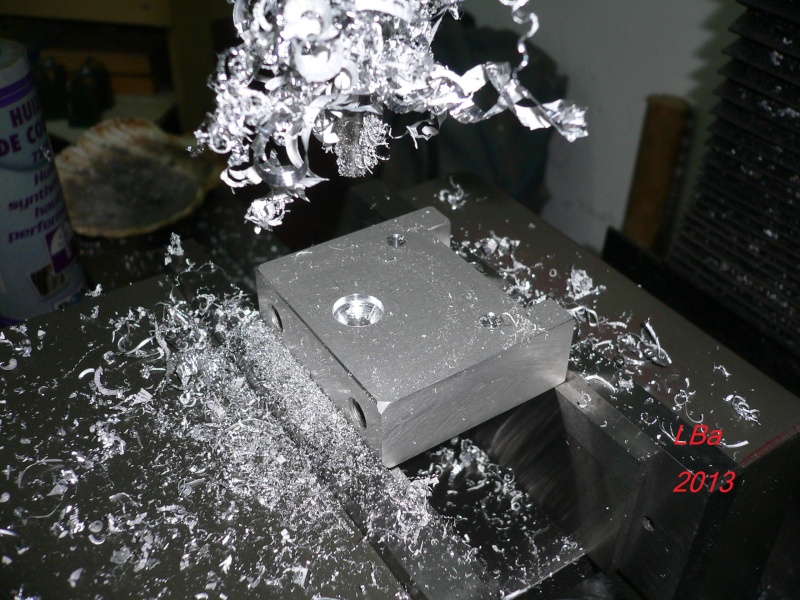
perçage de la semelle de 3 trou de 5 fraisés pour l'assemblage avec le corps
perçage de 3 M5 pour assemblage avec la semelle

le montage de la semelle sur le corps réalisé, vue de derriére

vue sous un autre angle