
Mes différentes réalisations
Usinage d'un écrou pas fin (10*100) en bronze
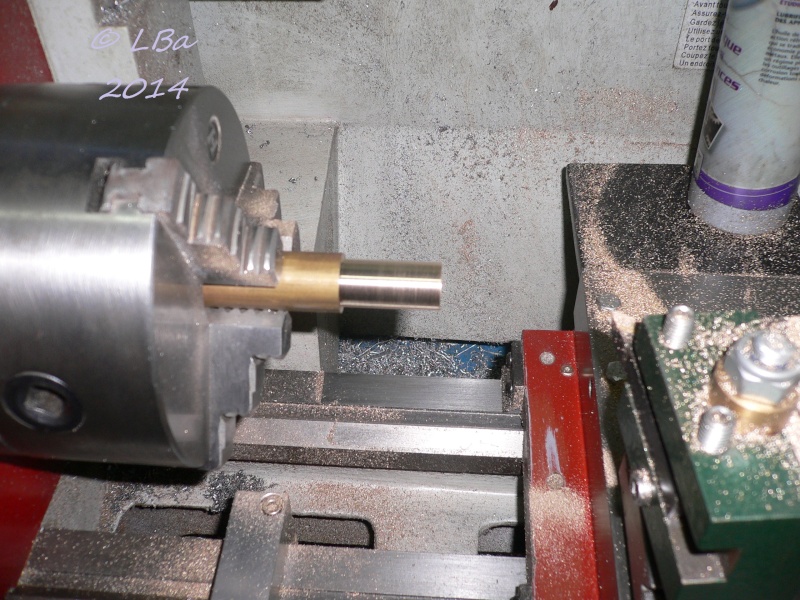
usinage du Ø extérieur,le montage de l'écrou sera à serre
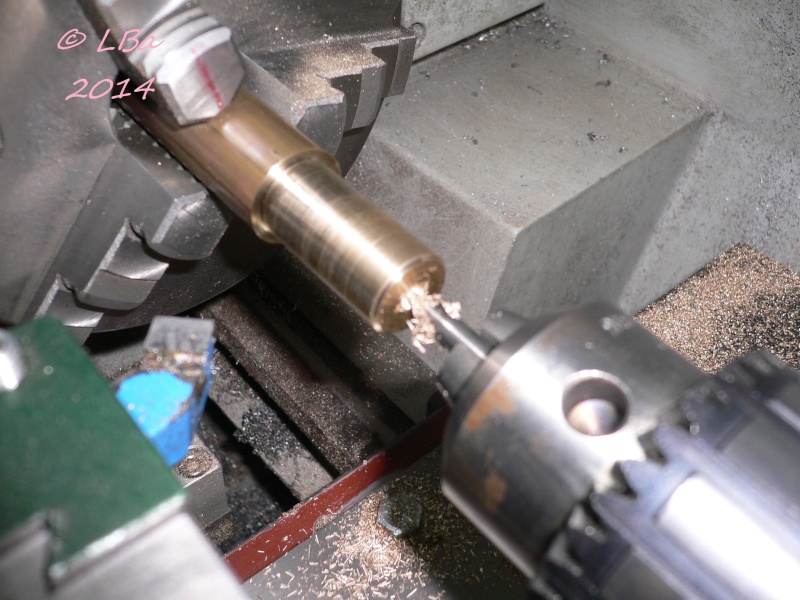
aprés dressage de la face, point de centre avant perçage
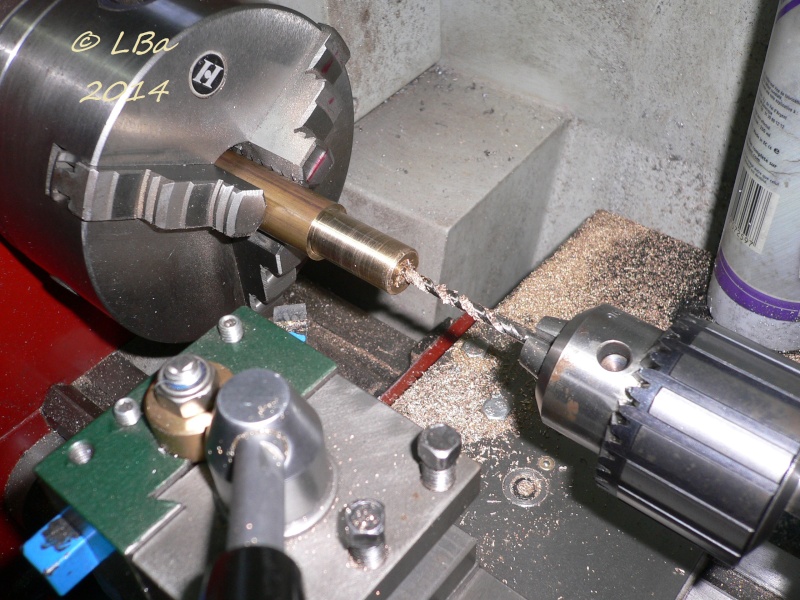
premier perçage

contre perçage à Ø 9 mm

petite fraisure avant taraudage
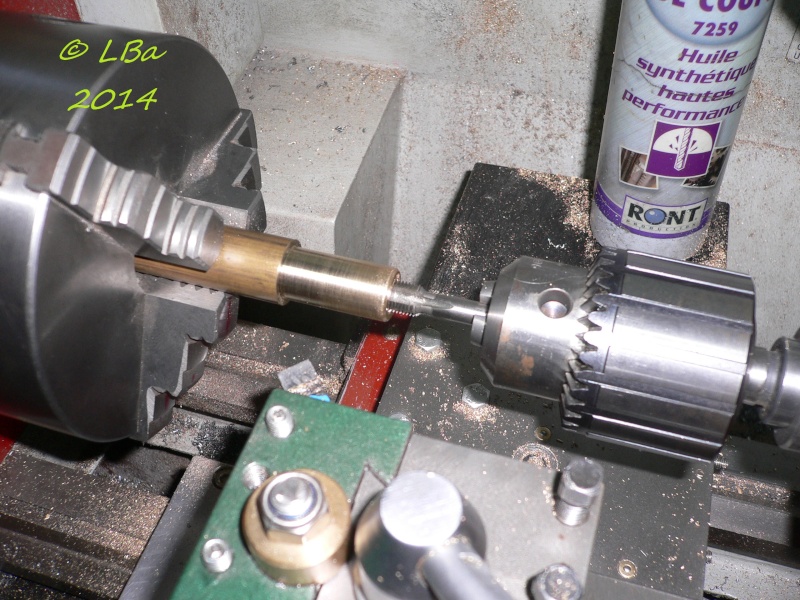
taraudage au pas de 10*100
aprés débit, reprise pour :

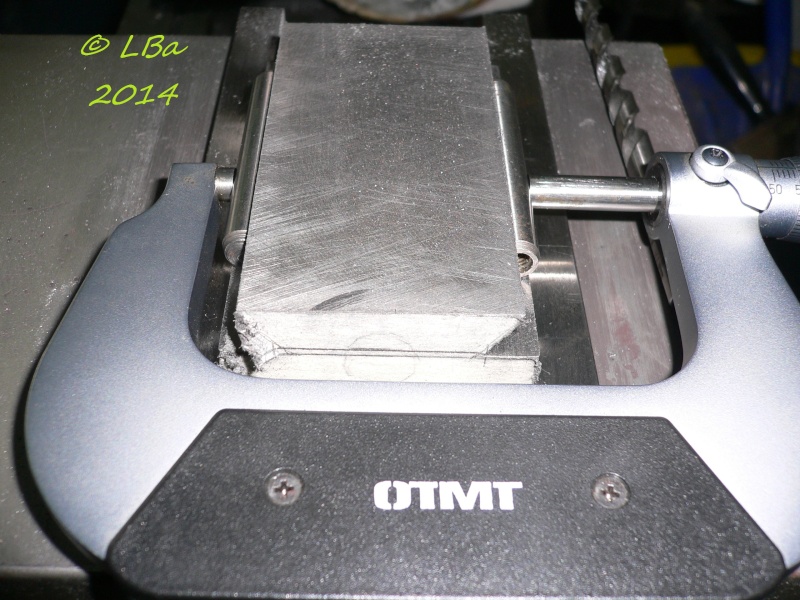
dressage de la seconde face et mise à longueur de la pièce
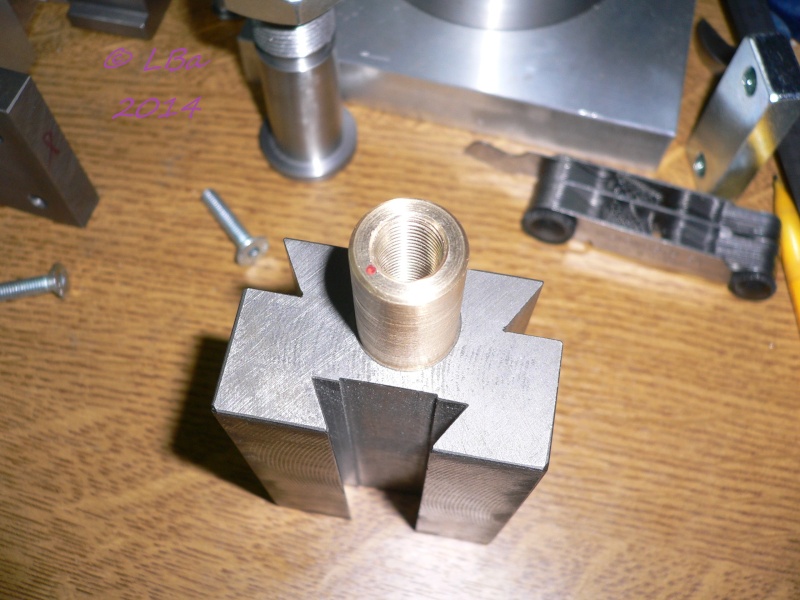
l'écrou en place sur le support avant emmanchement à la presse
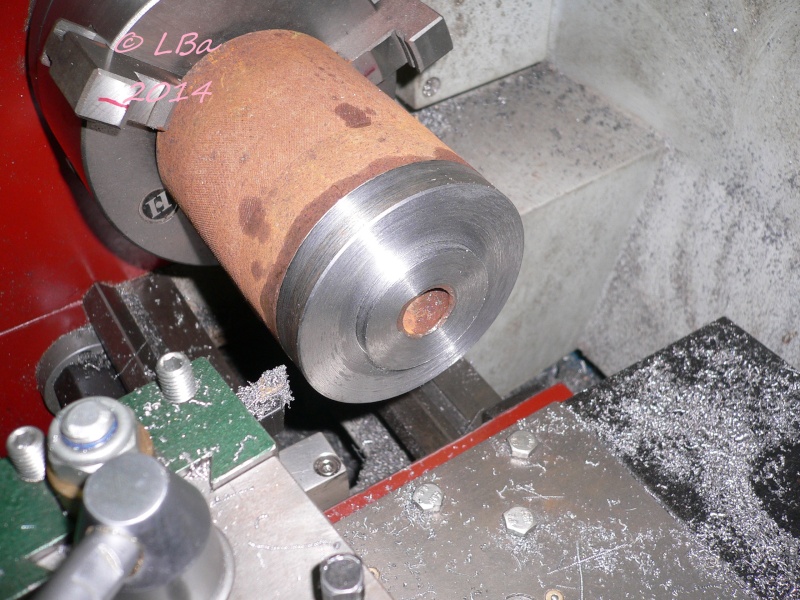
Dans un morceau de bronze comme ceci :

je vais usiner un fourreau
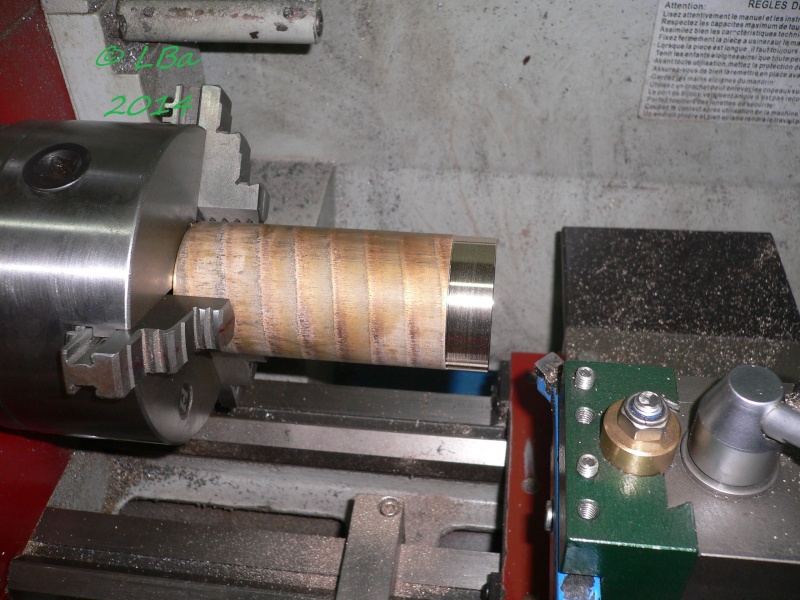
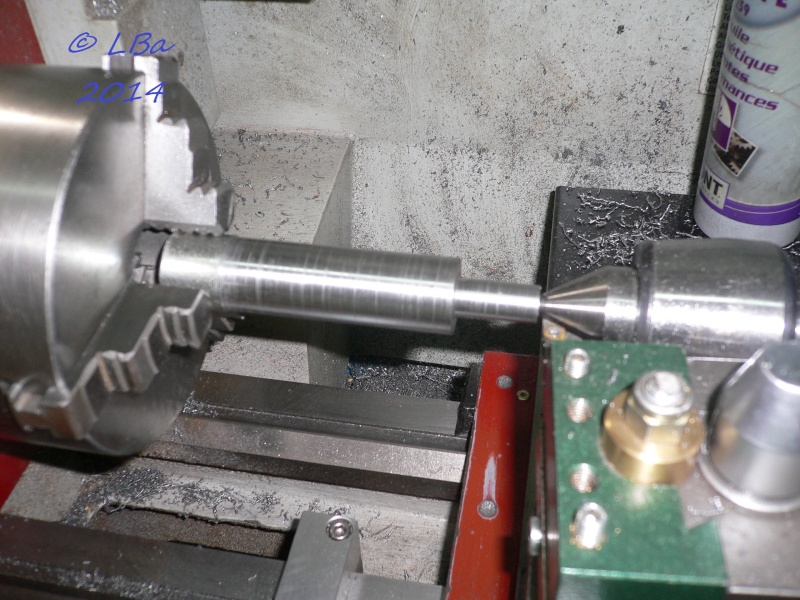
prise du brut en mandrin et usinage d'une prise de mors

aprés retournement de la pièce dans le mandrin, usinage du Ø extérieur

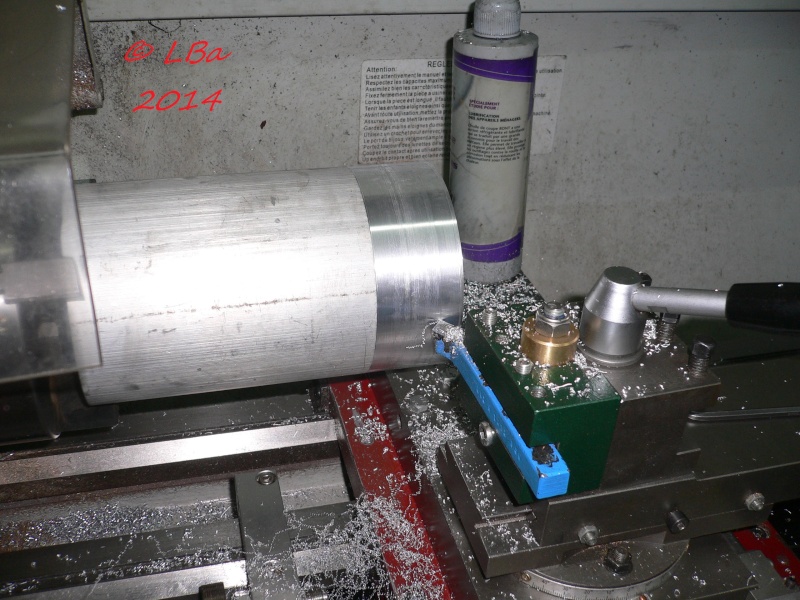
montage de la lunette fixe en portée sur la surface venant d'être usinée
et commencement de l'usinage d'un alésage

usinage de l'alésage

contrôle de l'alésage avec le manchon (pièce du commerce) qui viendra
dans le fourreau
ici présentation du manchon à l'entrée de l'alésage

le manchon rentre entièrement dans l'alésage
l'ajustement des deux pièces est libre glissant, les pièces font plus de 100 mm de long
Support pivotant de queue d'aronde (seconde partie)
dans un débit en fonte :
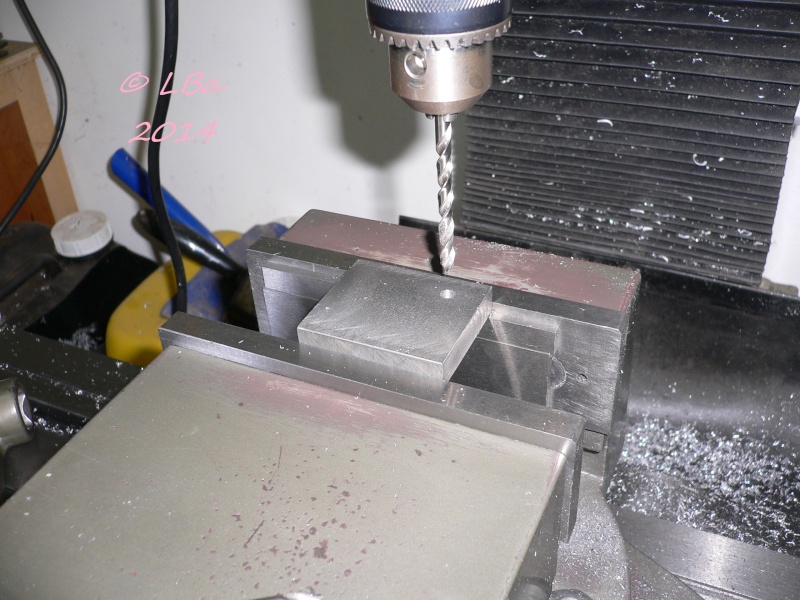
perçage de deux trous avec fraisure pour vis ø 5 mm
ici le premier trou

ici fraisure du second trou

les deux pièces assemblées
à ces deux pièces, j'ai mis en place le support en fonte à doubles queues d'aronde
et positionné l'ensemble dans l'étau de la fraiseuse

et dégauchi l'horizontalité de l'ensemble à l'aide d'un comparateur

après pointage au foret à centrer (pas de photo), premier perçage
avec un foret série longue

contre perçage avec un foret de ø 9,8 mm

alésage à l'alésoir machine au Ø de 10 mm

petit contrôle de l'alésage avec une pige calibrée
Support pivotant de queue d'aronde (première partie)
je ne sais trop comment par quelle appélation désigner cette pièce
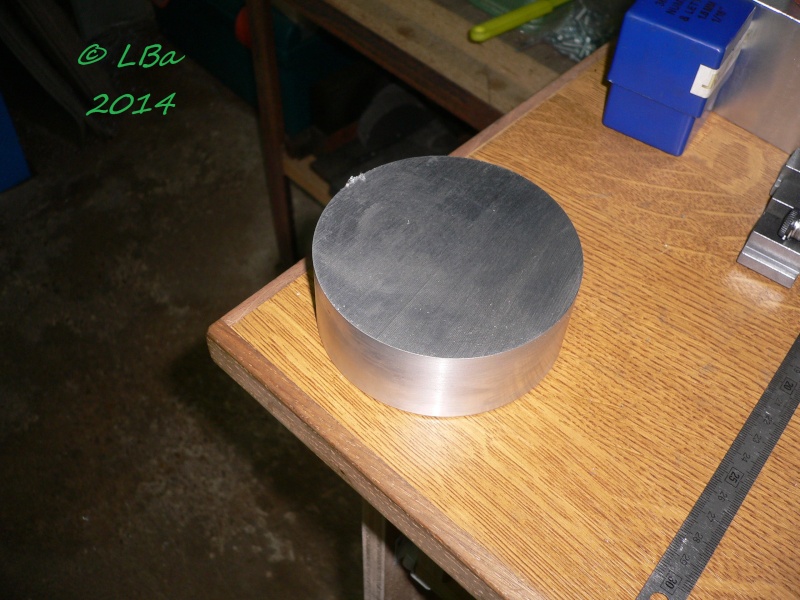
mais peu importe, c'est sa réalisation qui m'importe, elle sera en aluminium
Dans du rond de 100 mm de Ø :

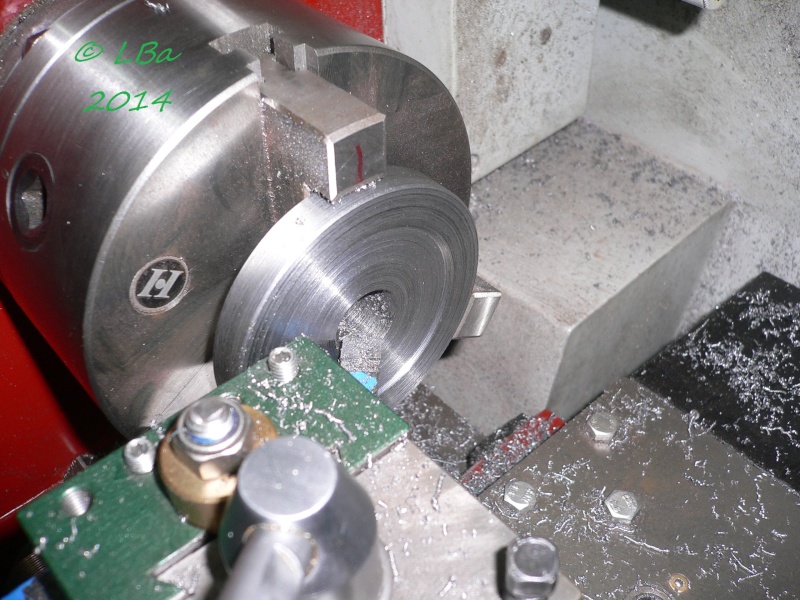
dressage de la face
blanchiement du Ø extérieur, sur la longueur que fera la pièce

usinage d'un chanfrein

débit de la pièce sur la scie à ruban
la pièce est débitée
retour sur le tour pour :

dressage de la seconde face

usinage d'un point de centre réalisé à l'aide d'un foret à centrer

premier perçage de part en part de la pièce

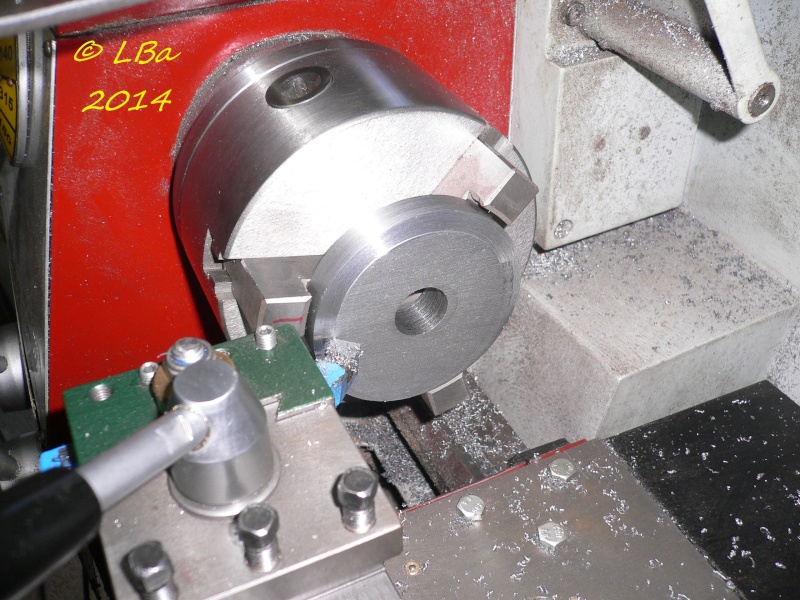
contre perçage à un Ø supérieur

dernier contre perçage au Ø de 19,75 avant un alésage de Ø 20 mm

alésage à l'alésoir machine de Ø 20 mm

contrôle de l'alésage avec un rond calibré
l'alésoir est vendu pour réaliser du H7, pour moi, c'est plus du H9, je suis un peu deçu
de cet achat, mais je ferais avec, et me méfirais à l'usage

usinage d'un lamage à l'outil à aléser

la pièce est usinée en partie tournage pour l'instant

la pièce est prête pour la suite des opérations
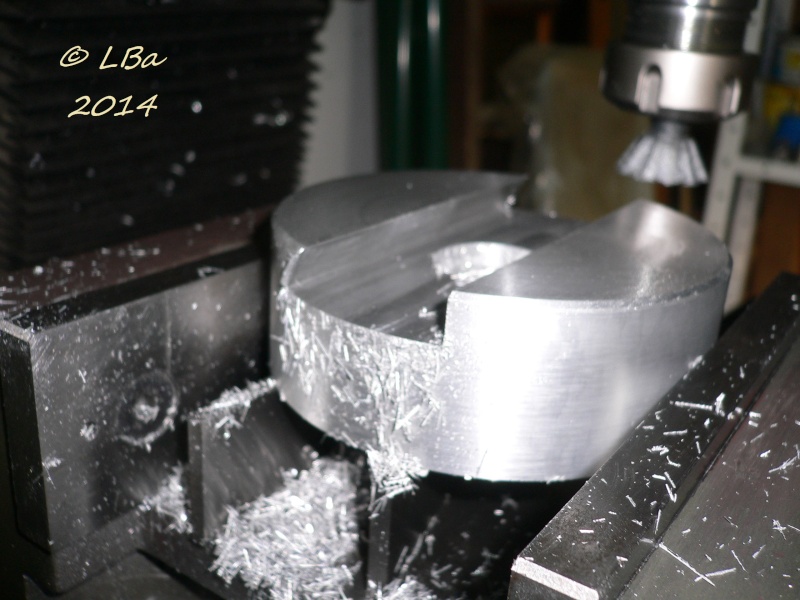
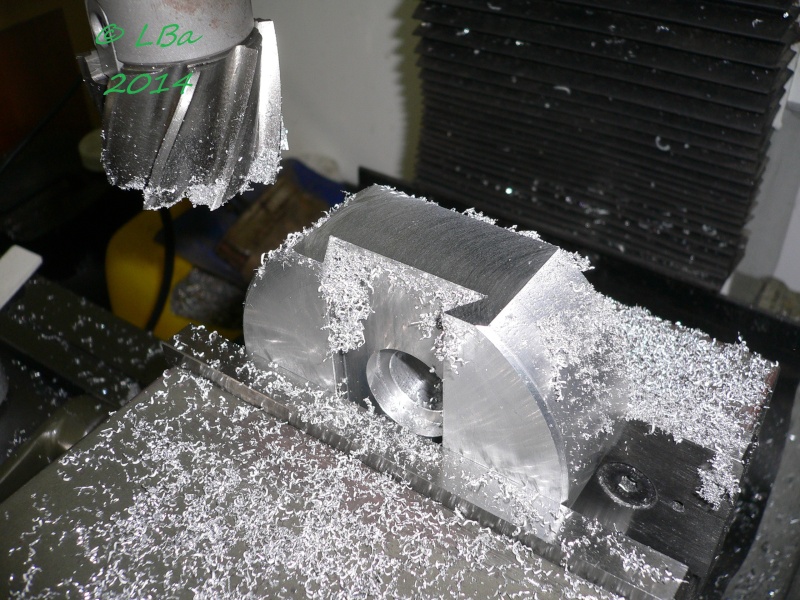
Montage de la pièce dans l'étau de la fraiseuse et :

fraisage d'une rainure en plusieurs fois

seconde passe d'usinage de la rainure
celle -ci devant être centrée sur la pièce
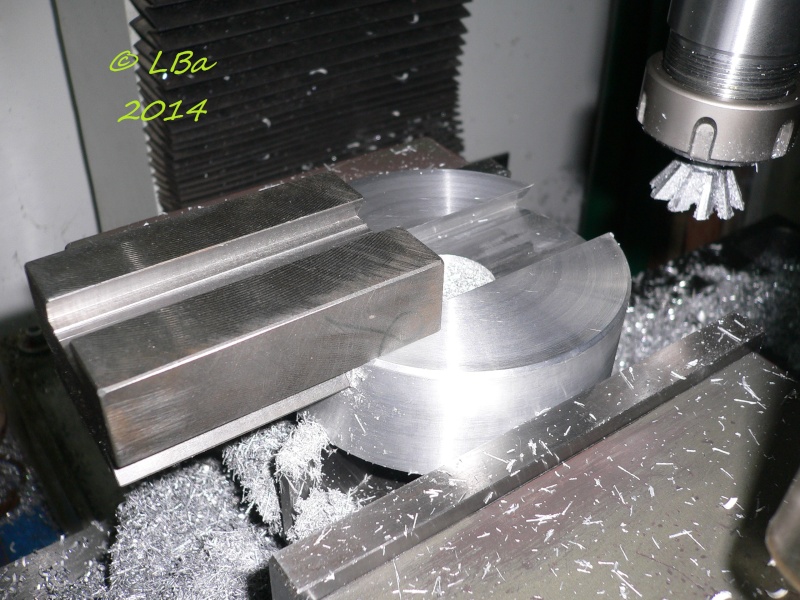
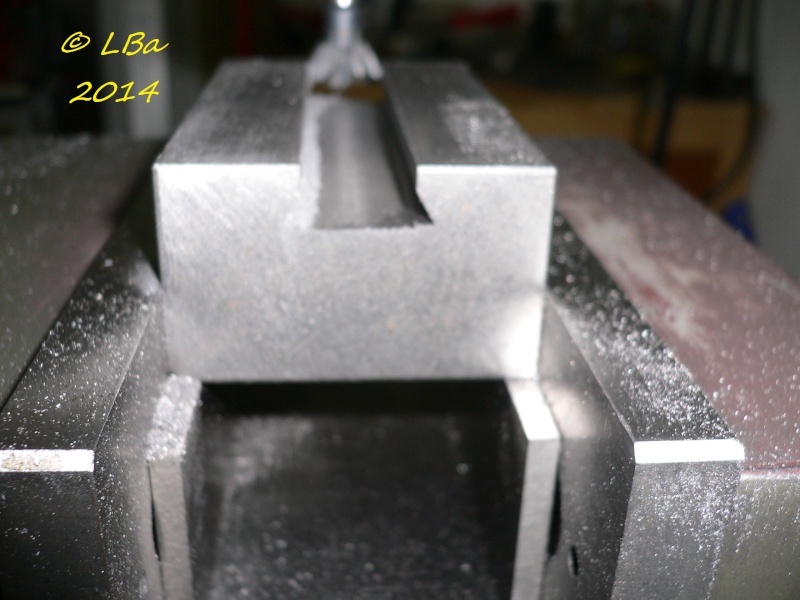
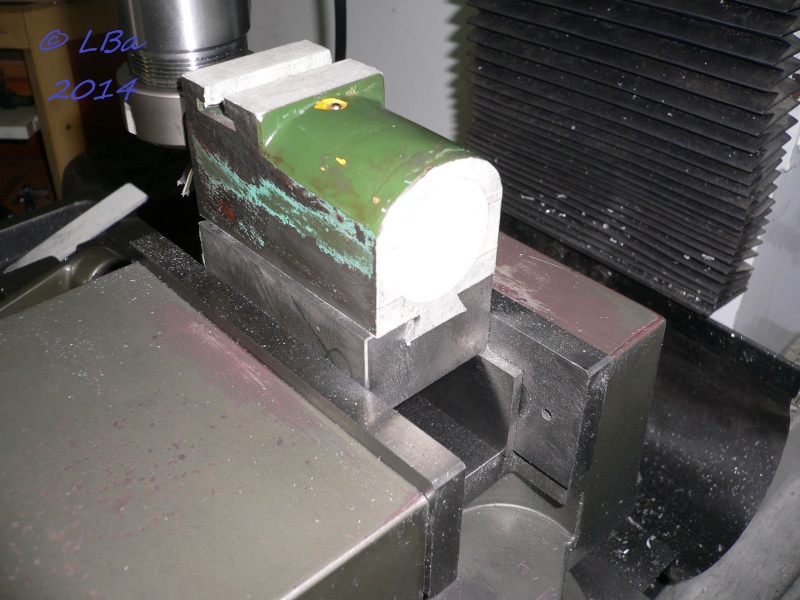
fraisage d'une queue d'arond esur un coté

puis même chose pour le second coté
contrôle de la queue d'aronde venant d'être usinée avec la queue d'aronde
mâle du support à double queue d'arond en fonte
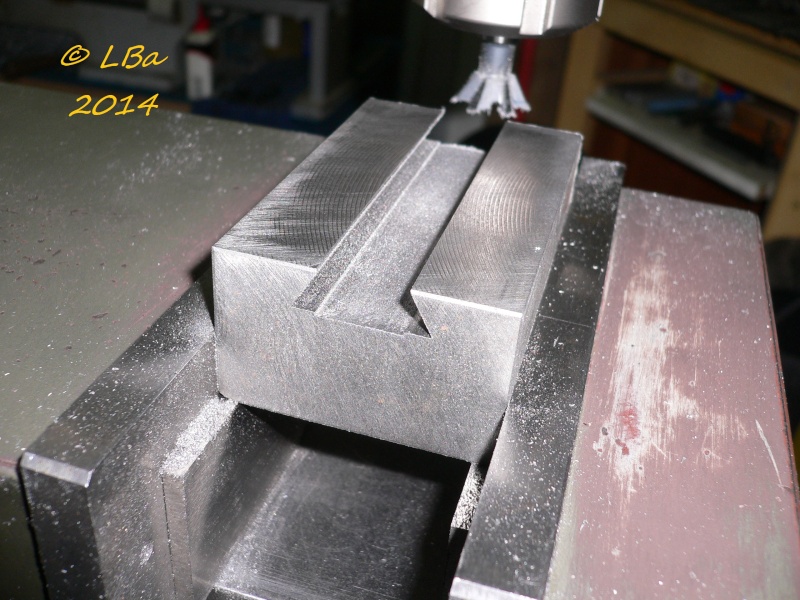
la piéce s'engage et coince, une autre passe d'usinage s'impose
après une lichette de copeaux enlevés, la pièce coulisse sur toute la longueur
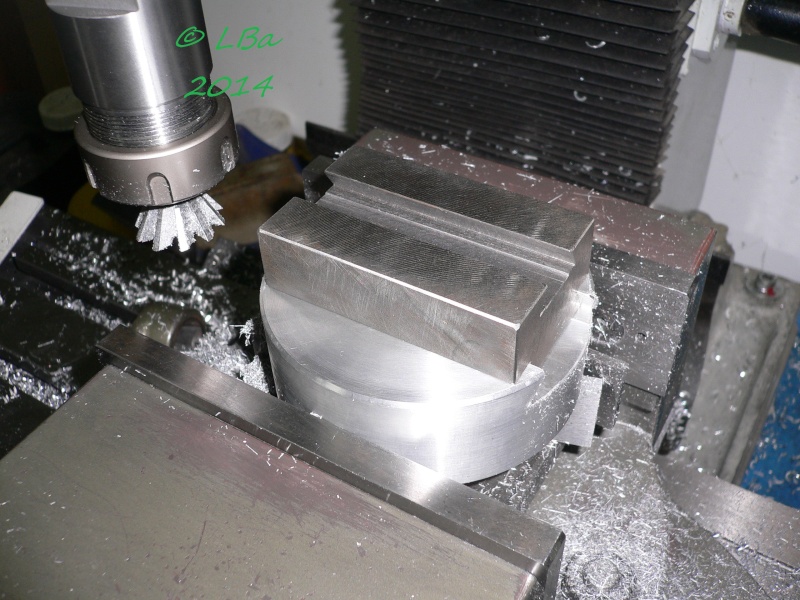
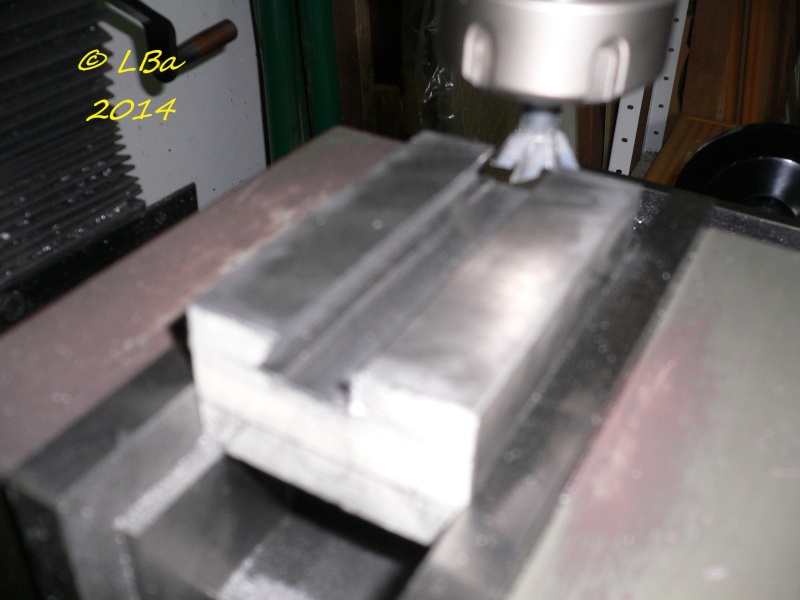
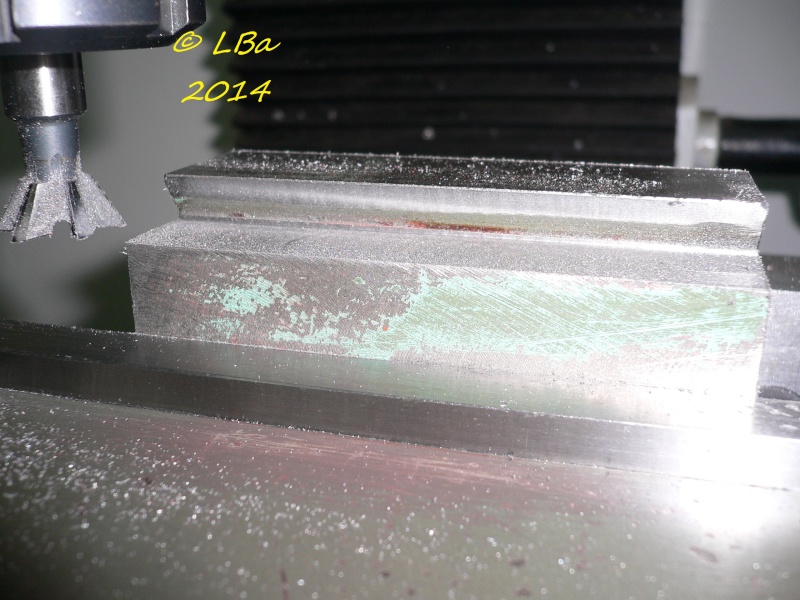
après réglage de la position en verticale de la queue d'aronde :
fraisage d'un méplat
la pièce étant positionnée, j'en ai profité pour réaliser deux taraudages M5

premier perçage au ø 4,2 mm avant taraudage

et là taraudage à m5 ( second trou)
Support en fonte à double queue d'aronde
Cette pièce à double queue d'aronde, recevra différents supports, notemment le
support pince R8 et un autre qui n'est pas encore usiné dans une queue d'aronde femelle
et aura une queue d'aronde mâle pour un réglage de position
Dans un débit en fonte :

usinage d'une rainure centrée sur la piéce
la queue d'aronde mâle n'est pas large, la femelle sera de même
avec la plus petite fraise en Ø que je posséde, je vais enlever de la matière sur les deux cotés
première passe d'ébauche de la queue d'aronde
finition de la queue d'aronde sur un coté
finition de la queue d'aronde sur le second coté
contrôle de la queue d'aronde avec le support pince R8
n'ayant pas prévue de lardon de ratrapage de jeu, l'ajustement entre la queue d'aronde
mâle et femelle doit être au plus juste
après retournement de la pièce dans l'étau :
fraisage d'un épaulement de chaque coté de la pièce

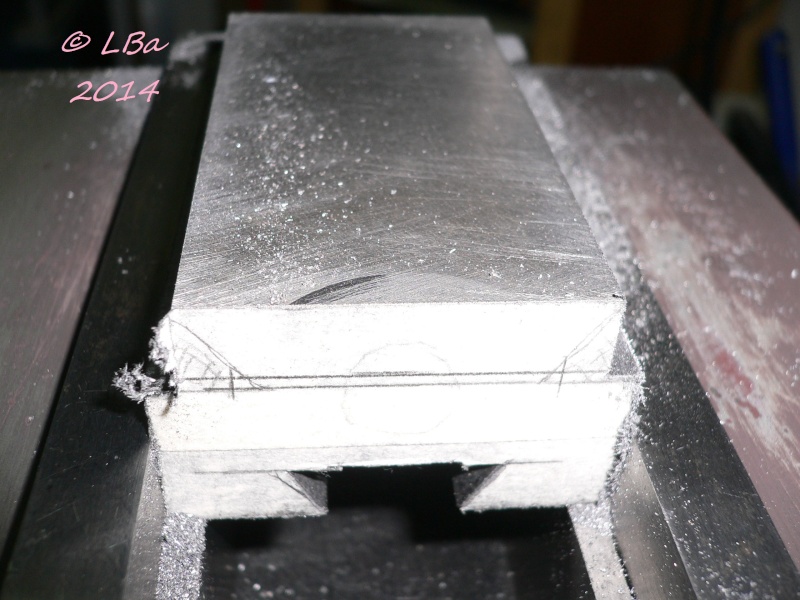
fraisage queue d'aronde sur un coté
Pour prendre une mesure sur une queue d'aronde, je me sert de pige qualibrée
et pour la valeur de la cote, je fais un calcul avec le théorème de Mr pythagor
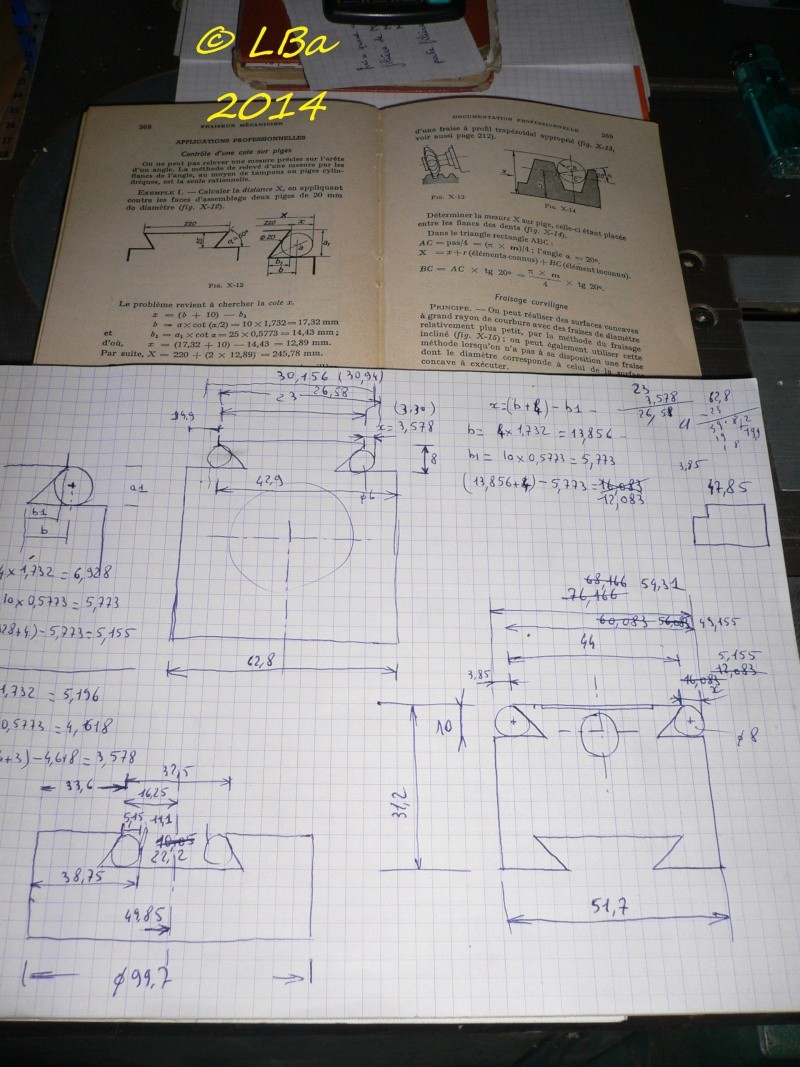
apperçu de calcul

contrôle de la cote à l'aide d'un palmer et d'une pige calibrée
la mesure étant conforme à mon calcul :
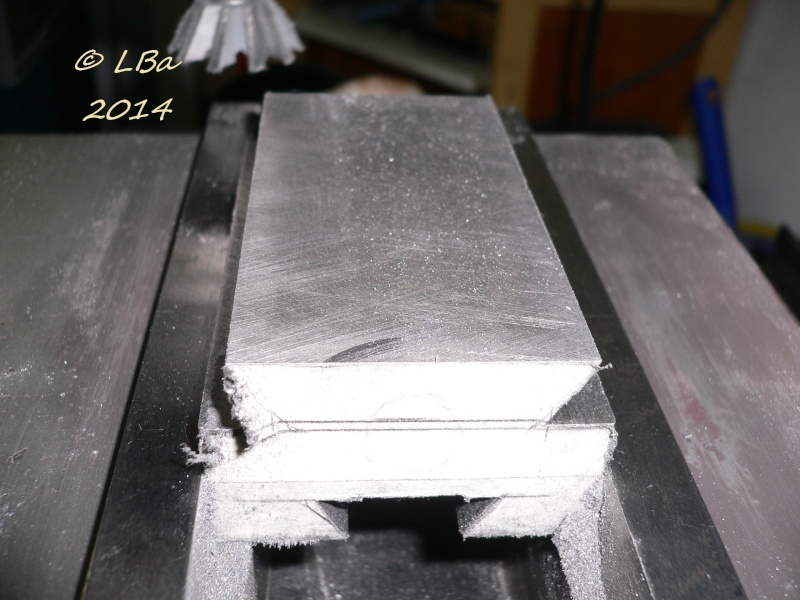
fraisage du second coté
nouveau contrôle de mesure, cette fois avec deux piges

petit fraisage afin de réduire la surface portante

la pièce usinée avec ces deux queues d'aronde
C'est une pièce acheté avec le fourreau pince R8
il est en fonte et je me apperçu que sa queue d'aronde n'avait pas le même angle que les fraises en ma possession
devant usiner un guide pour ce support, j'ai repris la queue d'aronde

reprise de la queue d'aronde sur un coté
reprise de la queue du second coté
on peut apperçevoir la différence angulaire
je possède un fourreau porte pince comme ceci

il reçoit des pinces R8 comme celà

afin de serrer la pince dans le fourreau, il faut utiliser ça

un tirant pourrait on dire
celui-ci est en pas (filetage) UNC
les pinces existent soit en pas Unc ou métrique, suivant le pas, le prix d'une pince peut varier de 10 €
les moins chères sont en pas métrique
je vais donc m'usiner un tirant au pas métrique
Dans un morceau de ferraille :
usinage d'un épaulement

puis usinage d'une gorge de dégagement

début d'usinage d'un filetage

la gorge permet l'arret de l'usinage autre qu'en pleine matière

contrôle du filetage à l'aide d'une pince R8
Ceci étant réalisé, retournement de la pièce dans le mandrin pour :

usinage d'un épaulement pour recevoir le volant de manoeuvre
Dans un second bout de ferraille
blanchiement du Ø extérieur, dressage de la face, usinage d'un épaulement

alors, usinage d'un alésage du ø de l'épaulement de la pièce récemment usinée

contrôle de l'alésage avec la pièce
aprés débit
dressage de la seconde face
usinage d'un évidement de la face pour l'esthétique

les pièces en kit

pré-assemblage des pièces

prêt pour une brasure

les deux pièces sont brasées

la pièce est usinée
la colonne

l'usinage de la colonne est visible dans l'usinage avec ma lunette fixe réalisé dernièrement et
pour cette pièce notemment dont voici le lien ci-dessous :
http://les2m-de-lba.e-monsite.com/blog/lunette-fixe-pour-tour-s-6125c-1/premiere-utilisation-de-la-lunette.ht
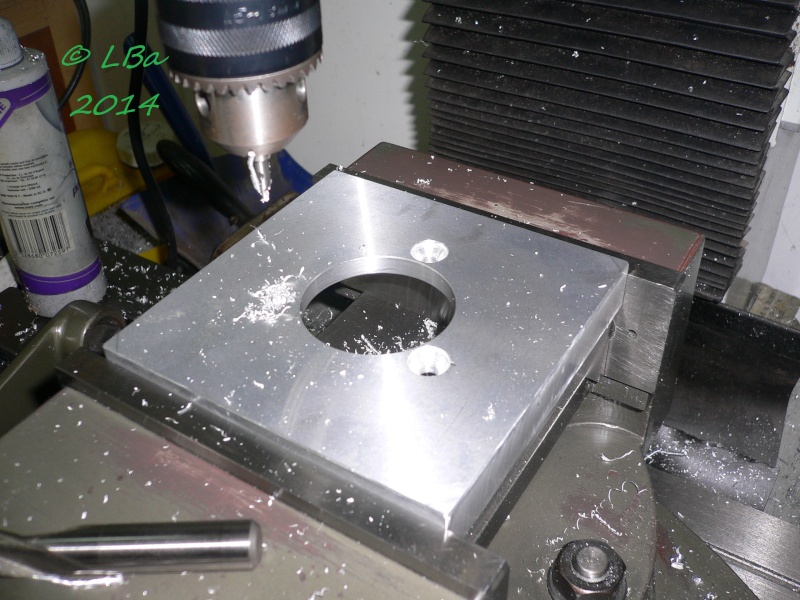
la semelle est une plaque d'alu de 20 mm d'épaisseur
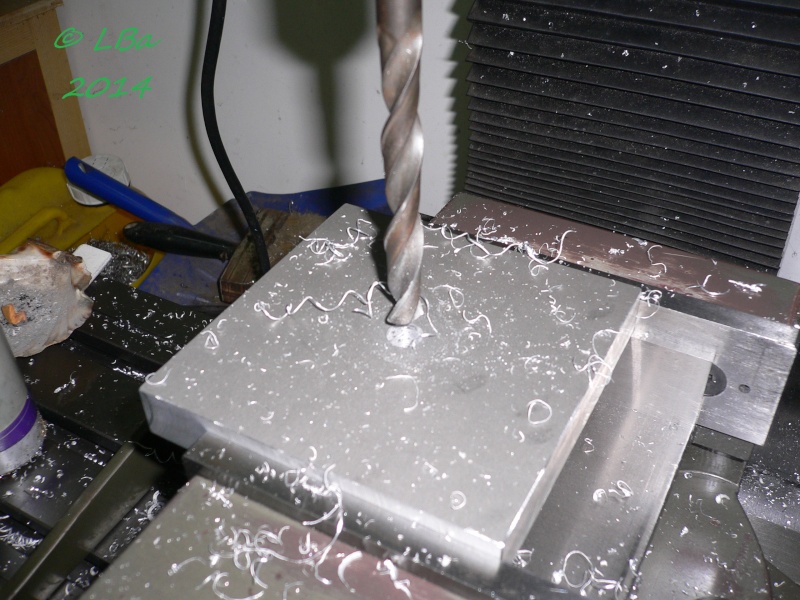
perçage sur la fraiseuse d'un trou centré sur la plaque d'alu
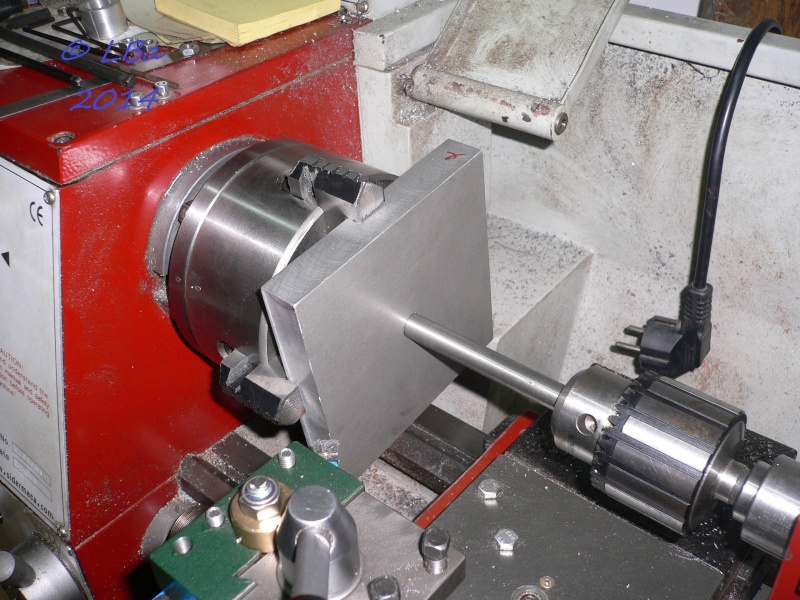
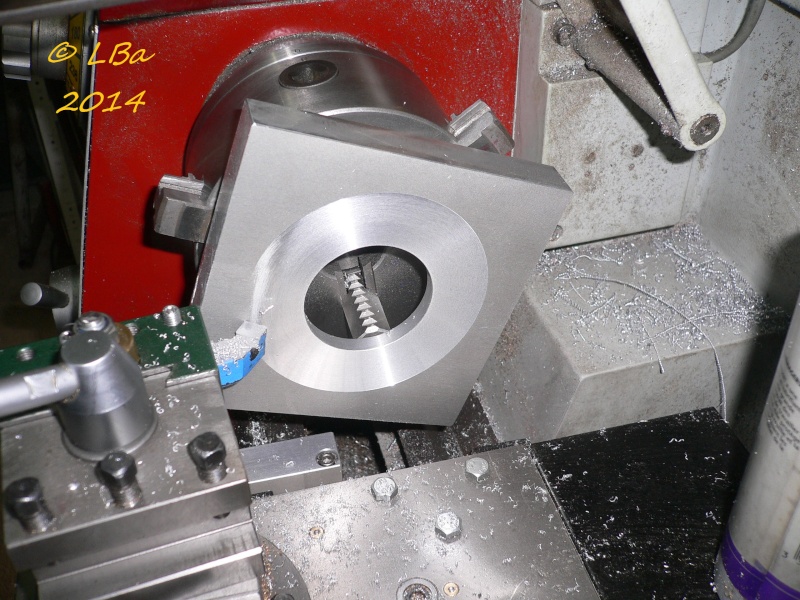
montage de la pièce dans le mandrin quatre mors du tour et centrage de la pièce à l'aide d'une pige
le centrage n'a pas lieu d'être au centième prés

contre perçage de la semelle à un Ø supérieur que celui réalisé pour le centrage de la pièce

dressage de la face

sur une pièce autre que cylindrique, autant que peut se faire, lors du dressage d'une face,je commence
l'usinage par le centre de la pièce

usinage d'un premier alésage, sa fonction est peu importante, ce n'est qu'un dégagement

puis usinage d'un second alésage épaulé (il ne traverse pas la pièce)
l"alésage épaulé est maintenant usiné, viendra se loger dedans la colonne

petite vérification de contrôle de l'ajustement de la semelle et de la colonne
retournement de la pièce et prise de celle -ci les mors dans l'alésage venant d'être usiné
pour dressage de la seconde face

montage à blanc de la colonne sur la semelle
perçage de 3 trous à 120° sur le dos de la semelle avec fraisure pour vis TF
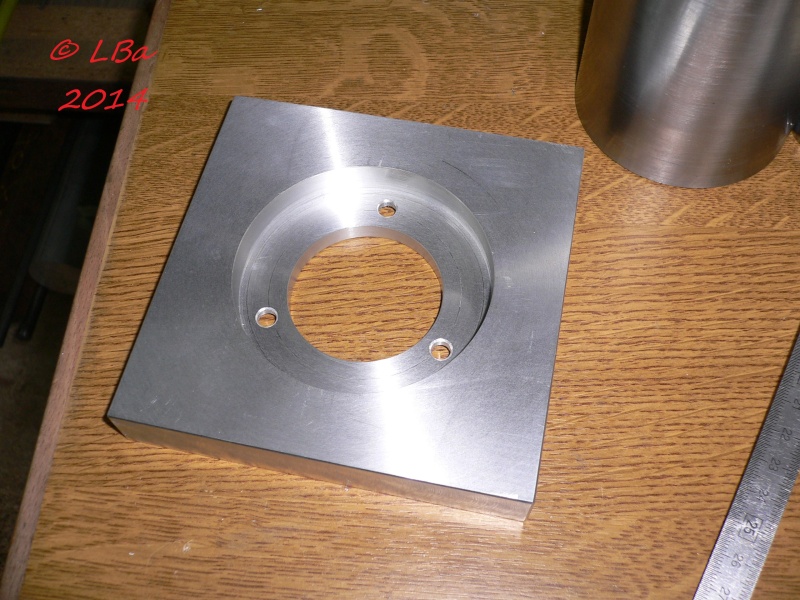
la semelle est percée, les fraisures se trouvent sur l'autre face
mise en place de la semelle sur la colonne :

aprés pointage, contre perçage de la colonne (déja pour un trou)

taraudage d'un trou
j'ai d'abord fait un trou, mis une vis, et fait les deux trous restant
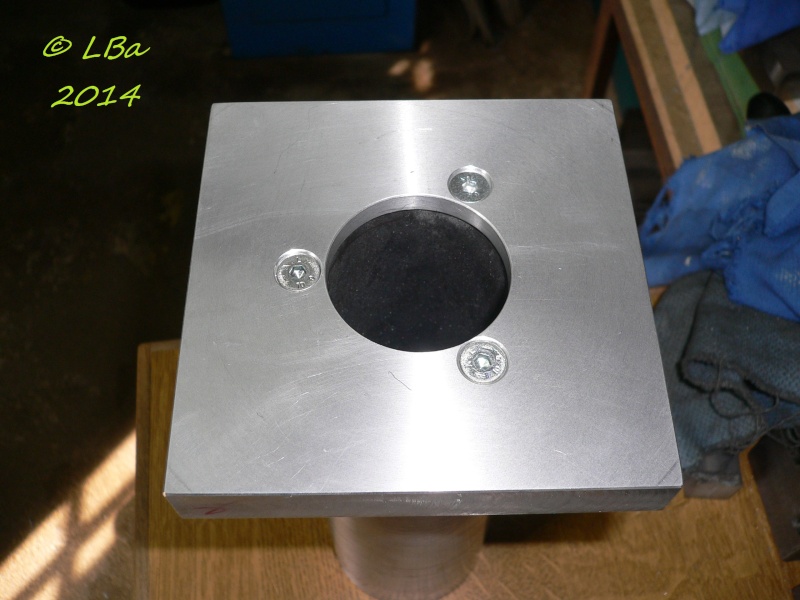
la semelle est maintenant solidaire de la colonne