

Mes différentes réalisations
Panneaux de remplissage de la partie haute
Une fois les dimensions (des panneaux de remplissage) relevées sur la partie haute, débit
de ceux-ci

les différentes planches constituant les panneaux de remplissage sont débitées

et là, corroyeés sur les faces et chants

usinage d'entures multiples afin d'asssembler les planches par collage

les panneaux de remplissage avant collage

encollage avant assemblage

mise sous presse d'un petit panneau

et là d'un grand panneaux
après séchage :

mise à format des panneaux

petit ponçage des panneaux avant :

usinage de plate-bande

les plates bandes des petits panneaux sont usinées
Autour maintenant des :

des grands panneaux d'être usinés

là , c'est les plates-bande sur les grands panneaux d'être réalisées
Maintenant que les panneaux sont réaliés, je vais usiner les différentes rainures sur l'ossature haute
recevant les dit-panneaux

usinage d'une rainure arrêté sur un des montants (le départ de la rainure)

et là la fin de la rainure
après avoir usiné les rainures des montants :

usinage des rainures sur les traverses ( rainure débouchante)

vérification de correspondance entre rainure montant/rainure traverse
la correspondance étant à l'heure :

mise en place d'un panneau
suite des opérations:

un coté de pré-monté

ici, rainurage du montant intermédiaire arrière

début de l'assemblage arrière du meuble haut

la partie arrière est pré-assemblée

vue de plus près de l'assemblage partie arrière

partie arrière en place sur le meuble partie basse ( vue arrière du meuble)

et ici vue de devant

ici avec coté en place

la partie haute pré-assemblée en place sur la partie basse
Mandrin porte pince Er 32 pour tour à métaux
Jusqu'à maintenant, lorsque que j'avais besoin de prendre une pièce en pince, j'utilisais un porte pince
Cm4 de la fraiseuse, l'inconvénient que je rencontrais, le porte pince étant fixé par l'intermédiaire
d'un tirant qui me condannais le passage de broche, je ne pouvais serrer que des pièces courtes
j'ai décidé de m'usiner un mandrin porte pince qui est fixé en lieu et place du mandrin habituel
aprés un appro en matière chez quali-chutes usinage de la pièce :
l'achat de l'acier à été fais en fonction du débit disponible et mon de la nuance c'est un acier allier qui
s'usine facilement et a un joli aspect

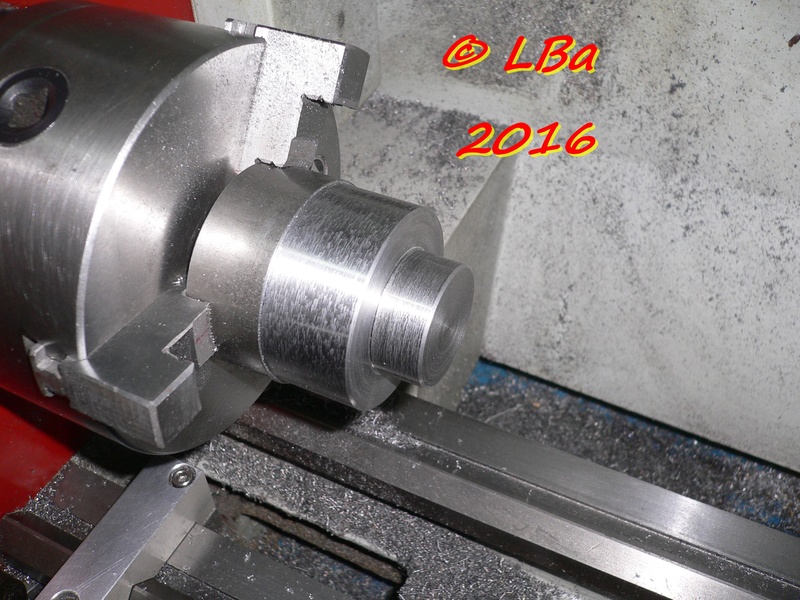
prise en mandrin du brut de 130 mm de Ø et usinage d'un alésage de 20 mm et d'un épaulement de
95 mm de Ø et 5 mm de profondeur
l'alésage épaulé vient ce centrer sur le nez de broche du tour

l'alésage de 20 mm usiné précédenment me permet le centrage de la pièce sur le mandrin
du plateau tournant de la fraiseuse

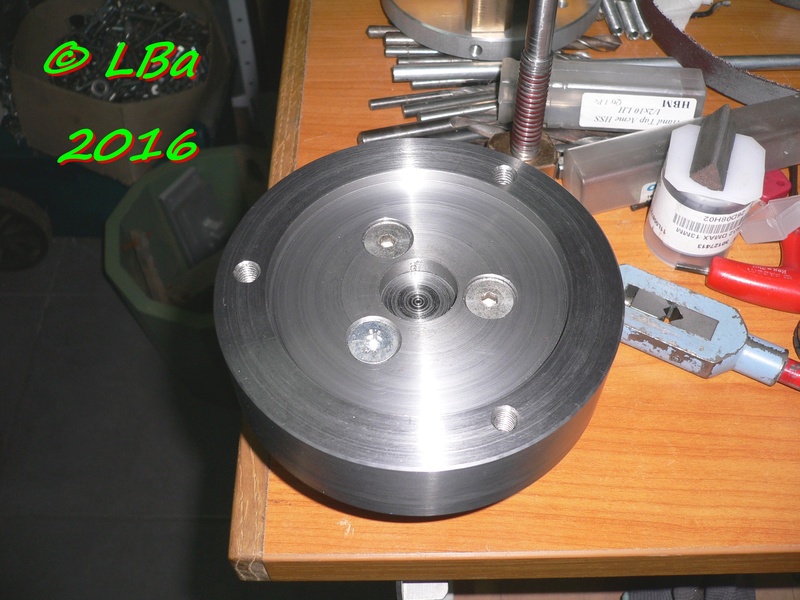
montage de la pièce et perçage/taraudage de 3 M8 pour la fixation sur le nez de broche du tour

après montage sur la broche du tour, j'ai usiné le Ø extérieur du mandrin, dressé la seconde face et
réaléser le Ø 20mm à 27 mm (c'est le Ø de passage de la broche du tour)
j'ai aussi alésé un Ø 58 mm sur 35 mm de profondeur, dans celui -ci viendra ce loger le porte pince
Ceci terminé, j'ai commencé l'usinage du porte pince (par contre je suis déçu de la qualité de l'acier
il s'usine mal et laisse un mauvais aspect)
usinage de la partie qui viendra dans le mandrin avec un ajustement légèrement dur

contrôle de l'ajustement ( la pièce n'est pas engagée à fond)

l'assemblage vue sous un autre angle
mise en place de l'ensemble sur le plateau tournant de la fraiseuse et :

perçage/taraudage/fraisure de 3 M8 pour la fixation du porte pince sur le mandrin
vue de la fixation de l'ébauche du porte pince sur le mandrin
après remontage de l'ensemble sur le tour :
reprise des usinages pour la finition du porte pince

usinage d'un épaulement de Ø 39,8 (qui sera fileté ) sur 30 mm de long et perçage au plus
gros foret dont je dispose
réalésale de propeté du porte pince au Ø de 27 mm
après réglage de l'inclinaison du petit chariot à 8 °( conicité des pinces Er)
le contrôle de l'inclinaison à été vérifié au comparateur après un calcul de trigo

usinage du cône intérieur pour la pince
le contrôle de pénétration de la pince dans le cône a été visuel

la pince en position dans le cône ; je me suis basé sur la trace existance sur la pince
trace du à une utilisation répétée

vue de l'alésage,

ensuite usinage d'une gorge de dégagement de fin de filetage
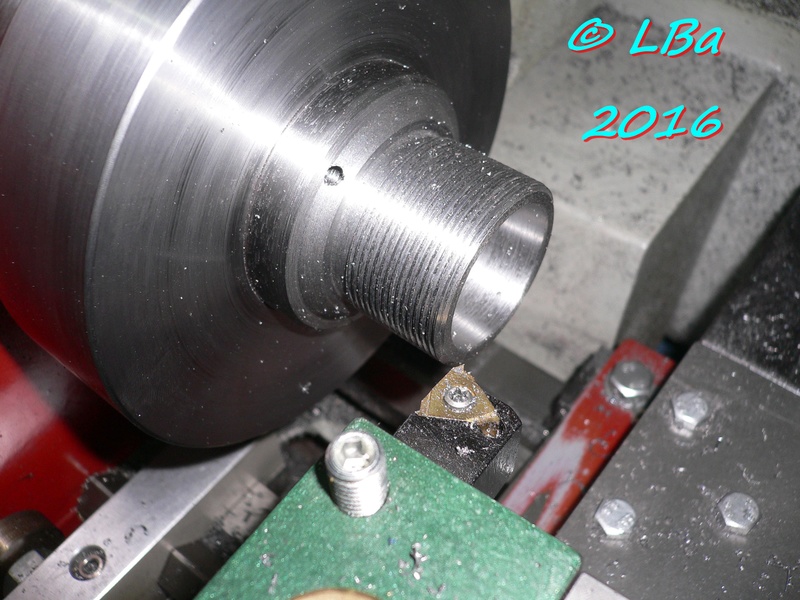
usinage du filetage Ø40 au pas de 1,5 mm
lors de cette usinage, j'ai fortement apprécié mon frein de broche, j'avais très peu de
débattement avant de taper dans l'épaulement

usinage terminé
l'écrou se visse sans jeu ( j'ai essayé un autre écrou, il se visse moins bien, il est
plus dur) c'est des écrous du commerce achetés en même temps que les portes pince Cm

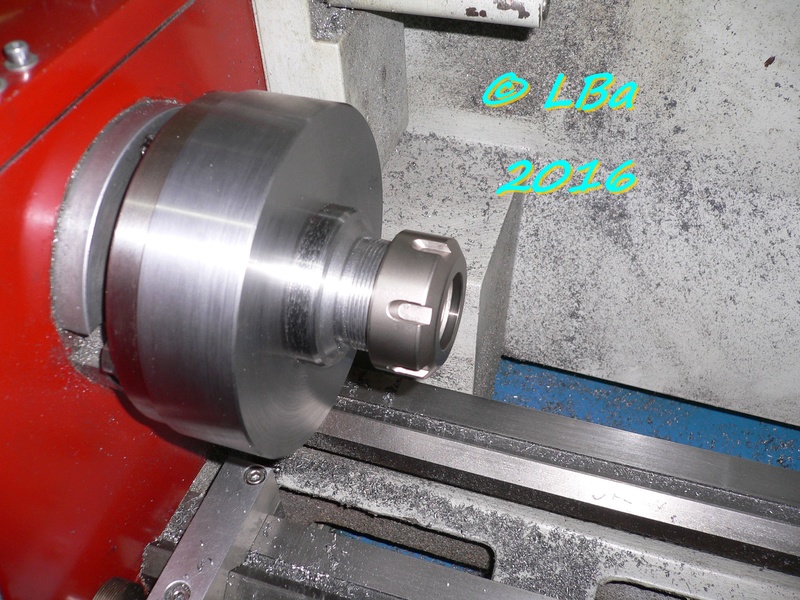
et pour finir un essais de serrage d'une pièce, essais concluant: Bon pour le service
comme y disais !

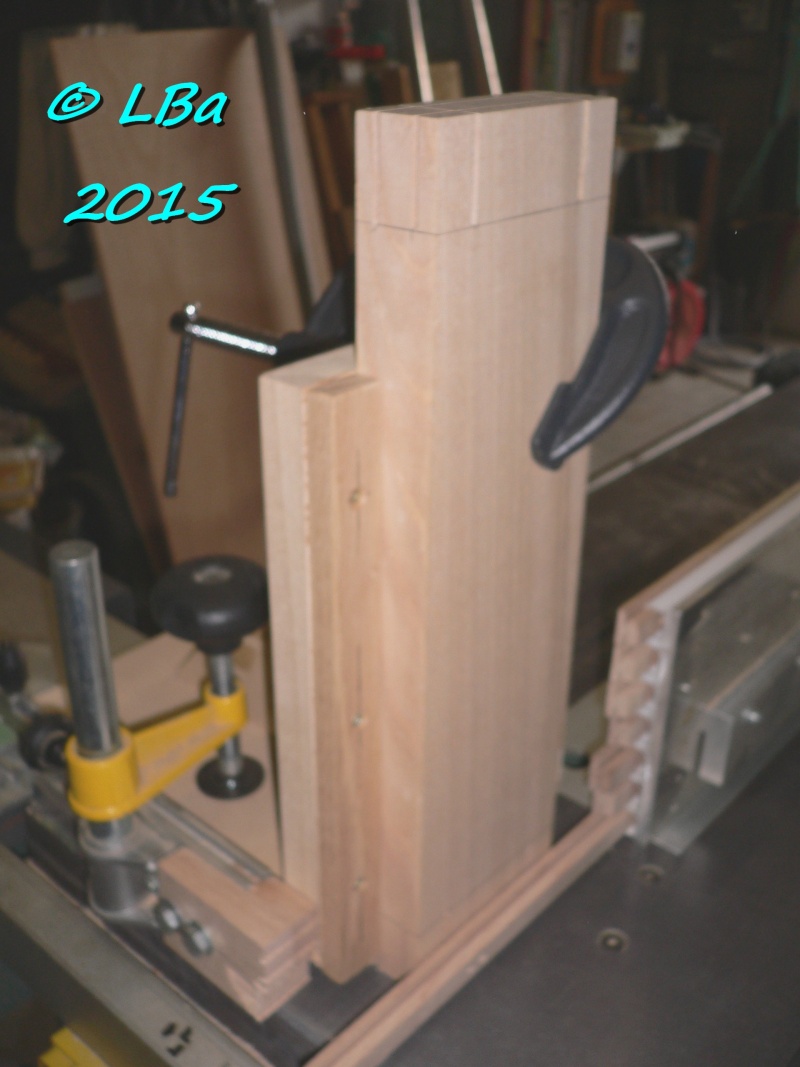
les différents morceaux constituant l'ossature de la partie haute : débité, qualibré

début usinage de tenon sur traverse

les différents tenons pré-usinés

les tenons des différentes traverses de l'ossature haute usinés, je me suis occupé des différentes
mortaises recevant les tenons

là, c'est une mortaise médiane sur un montant

une autre, vue autrement

là, c'est une mortaise haute

ici mortaise basse

voila les différentes mortaises usinées
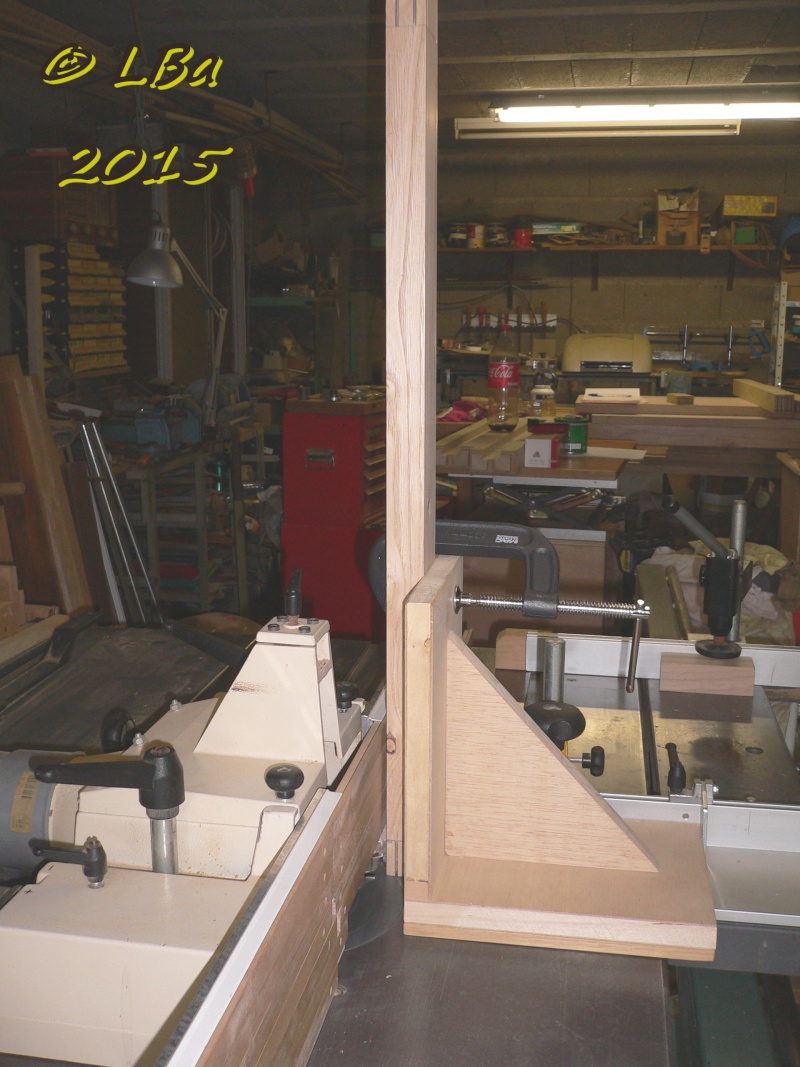
Ceci réalisé, pré-montage de l'ossature de la partie haute :
ici la face avant

face avant haute en situation sur la partie basse

l'ossature de la partie haute est pré-montée

et là, en place sur la partie basse (vue de profil trois quart arrière)

et là de face
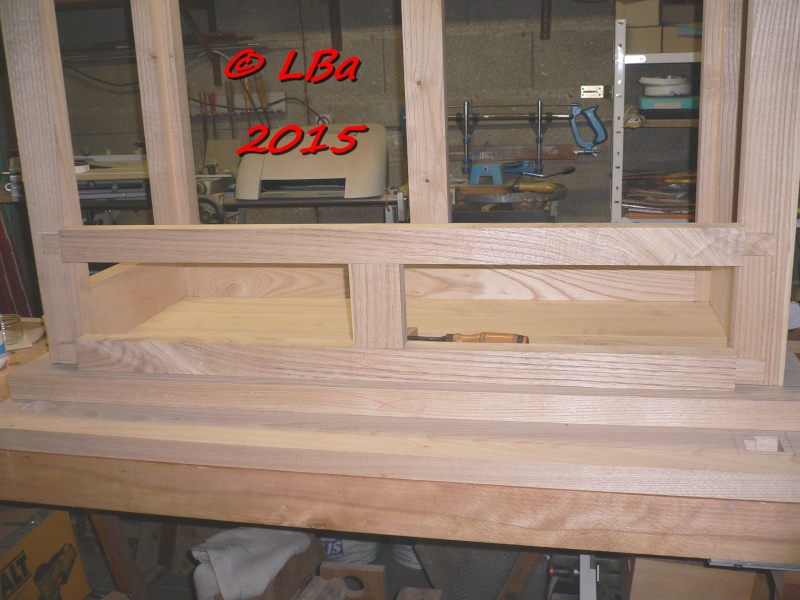
je vais pouvoir relever les dimensions des panneaux de remplissage pour cette partie haute
les dimensions des panneaux relevées,pour la fabrication de ceux-ci, voir ici :
https://manager.e-monsite.com/cms/blog/create/blogpost/573a2accace158894dd58ca5
panneaux remplissage pour la partie basse
débit de planches (épaisseur 18 mm) pour réaliser les panneaux de la partie basse

après corroyage des planchettes mise sous presse en attente de la suite des opérations


usinage d'entures multiple afin d'assembler les panneaux

collage et mise sous presse ici d'un panneau

panneaux de remplissage débités/collés

usinage de plate-bande d'un panneau de remplissage
l'ossature basse étant toujours pré-assemblée, j'ai mouluré le bord du plateau médian

moulurage du dit-plateau

remise en place du plateau sur l'ossature

autre apperçu du plateau
maintenant, il me faut redémonter l'ossature basse afin d'usiner pour mettre en place les
panneaux de remplissage
usinage de rainure arrêtée sur un montant

là, c'est son opposé qui est usiné

contrôle de l'emboitement d'un panneau dans le cadre

voici les montants rainurés
ayant usiné les autres rainures de l'ossature, je peux remonter l'ossature basse

là, c'est le fond du bas du meuble

le fond pré-assemblé

assemblage du fond avec les cotés

autre vue du prè-montage
Ossature partie basse du meuble
Cette partie basse est composée de plusieurs éléments: plateaux,montants,traverses
j'ai commencé par la réalisation des plateaux
après dégauchissage, rabotage d'avivé en 45 mm d'épais:

collage d'un plateau

feuillurage des montants

vue de la feuillure des montants
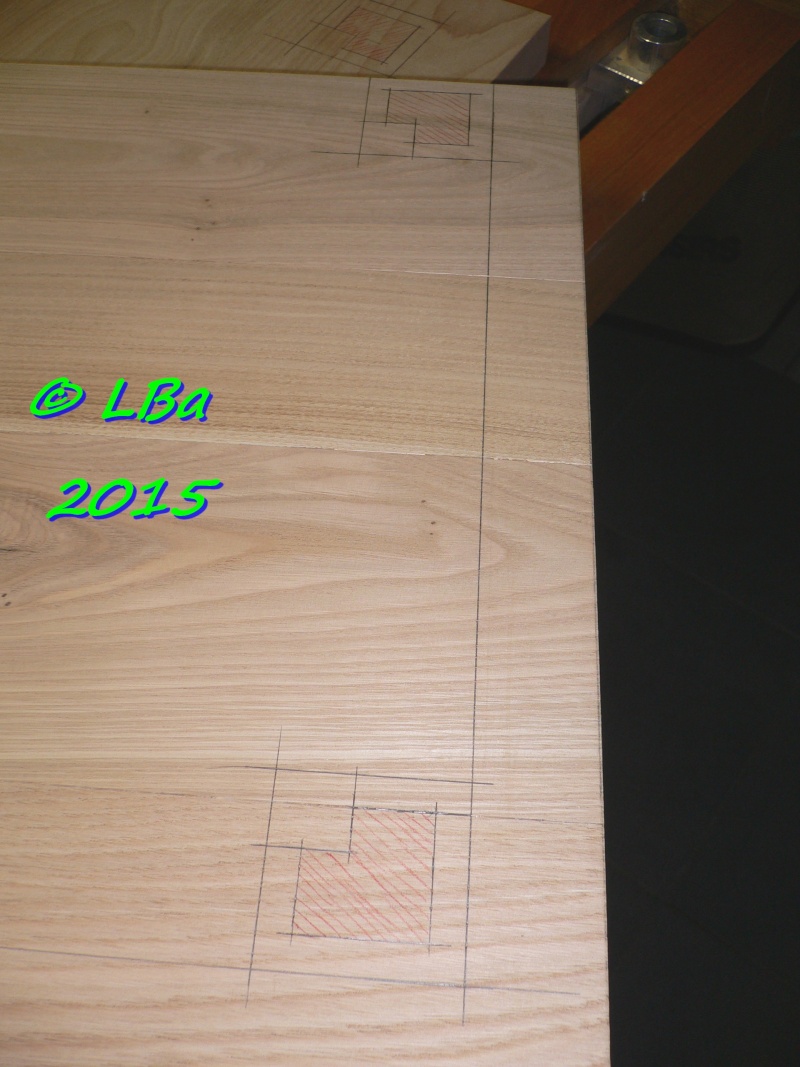
ici traçage de la position des mortaises des montants sur le plateau médiant

positionnement du plateau sur la mortaiseuse à B²

le plateau est soutenu à l'aide d'une servante élévatrice
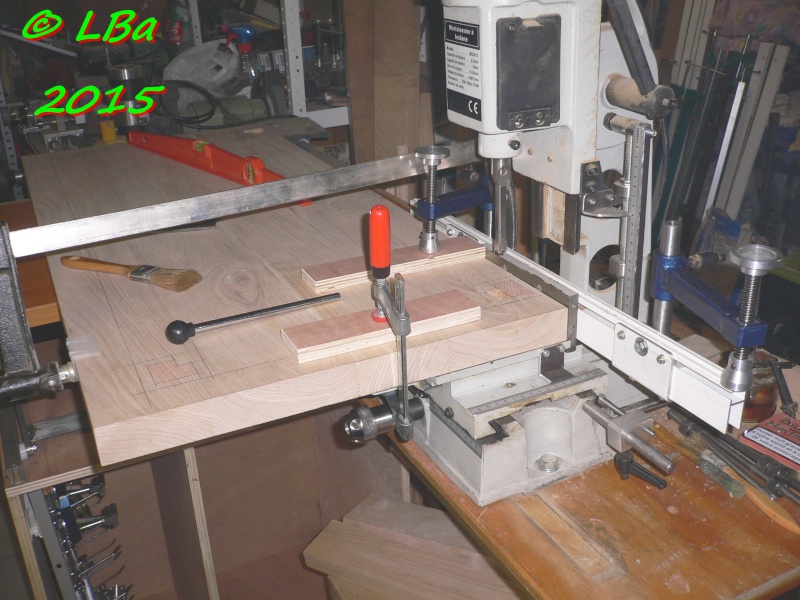
usinage de la mortaise droite

usinage de la mortaise gauche
ceci était pour les montants arrières de la partie basse
pour le montants avants, malheureusement, je ne peux pas les usiner avec la mortaiseuse à b², je suis trop
court en déplacement de l'axe Y
qu'à cela ne tienne, je vais me servir de la fraiseuse

positionnement du plateau sur la table de la fraiseuse

usinage de la mortaise avant droite

là, c'est l'usinage d'une mortaise d'un montant arrière du plateau bas
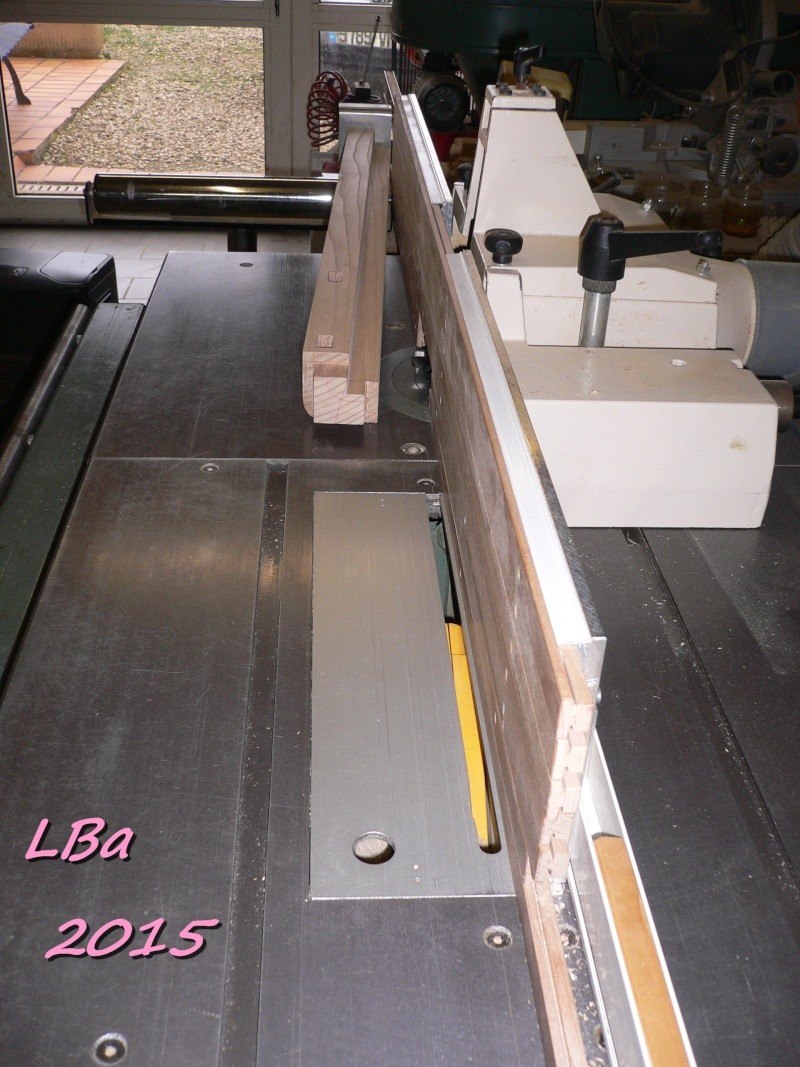
les mortaises des deux plateaux réalisées, j'ai usiné les tenons des montants

réglage de la toupie pour l'usinage des tenons des montants

début de l'usinage des tenons

tenons montants ébauché

essais/ajustement d'un tenon sur une mortaise

les quatres montants et les deux plateaux en attente de prè-assemblage

les montants en place sur le plateau médian

prè-assemblage montants/plateaux

autre vue du prè-assemblage
De ce pré-assemblage, j'ai relevé les dimensions des traverses, après corroyage:

j'ai tracé les tenons sur les traverses
puis les ai usiné :

usinage réalisé à la toupie avec le chariot

les tenons en partie usinés
pour la suite de l'usinage, je me suis fabriqué un gabarit support de ce genre:

continuation de l'usinage des traverses :

gabarit positionné sur le chariot
traverse positionnée sur le gabarit

usinage d'une traverse

les traverses usinées
là c'est l'usinage d'une traverse longue
les coupes à l'aide du gabarit ne sont pas traversente et ce volontairement, par sécurité (éjection
incontrôlée du morceau scié )
j'ai finalisé les coupes à la scie à main :

finalisation des coupes

les tenons des traverses sont usinés
Les tenons sur les traverses réalisés, je me suis occupé des mortaises sur les montants pour l'assemblage

usinage mortaise avec la mortaiseuse à Bédane

mortaisage montant
le travail a été réalisé en butée (butée d'un bout/usinage , butée de l'autre bout/usinage )

les mortaises sur les montants usinées

prè-montage d'un coté

cotés pré-assemblés

pré-assemblage des traverses

pré-assemblage traverse intermédiaire

les deux cotés et le fond arrière pré-assemblé

autre vue du pré-assemblage
pré-assemblage de la face avant

autre apperçu du pré-assemblage de la face avant

l'ossature de la partie basse pré-assemblée

la partie basse pré-assemblée

autre vue du pré-assemblage de la partie basse

les panneaux de remplissage ayant été prépares, les différentes feuillures devant les recevoir usinées;
j'ai pu les incorporer dans l'ossature de la partie basse donc démontage/remontage de celle-ci

vue arrière de la partie basse

vue d'un coté de la partie basse

vue de devant de la partie basse
il me faudra, de ne pas oublier la réalisation des deux pieds de devant avant que je colle quoi que que se soit
c'est plus des croquis (à mains levées) que des plans
ça m'a permis de cuber pour l'approvisionnement en bois
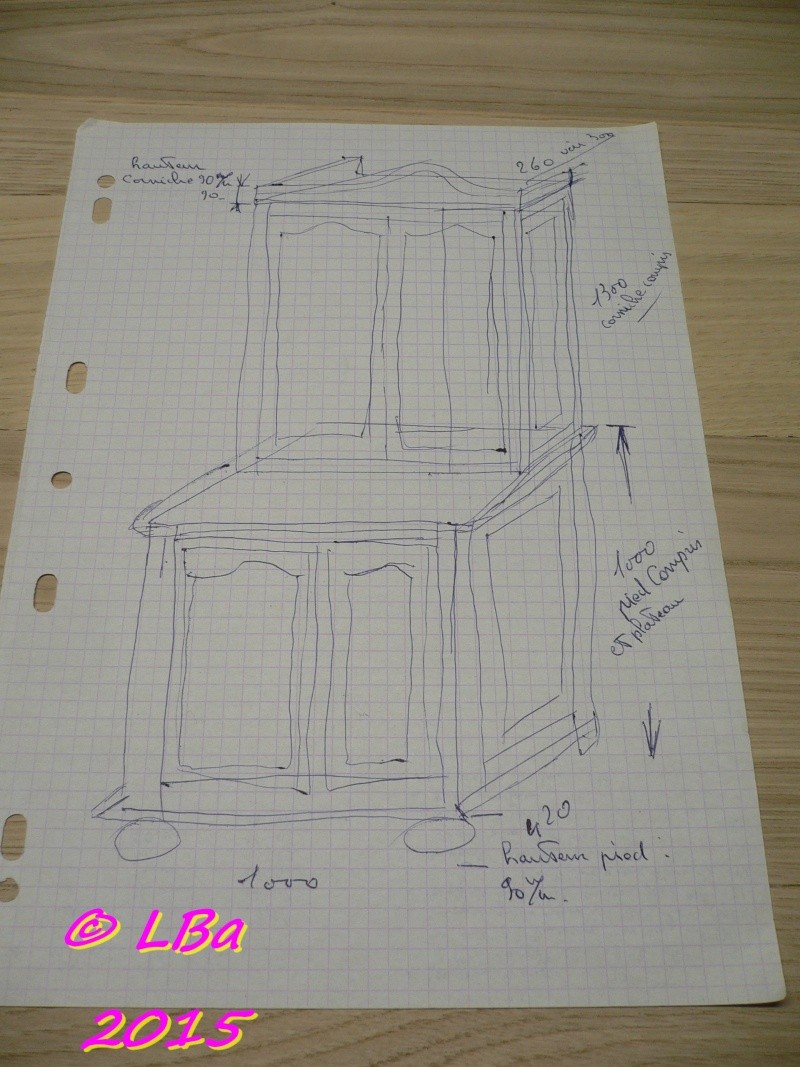
vue de l'ensemble deux corps d'après les dimensions de la place disponible de l'entrée de la maison
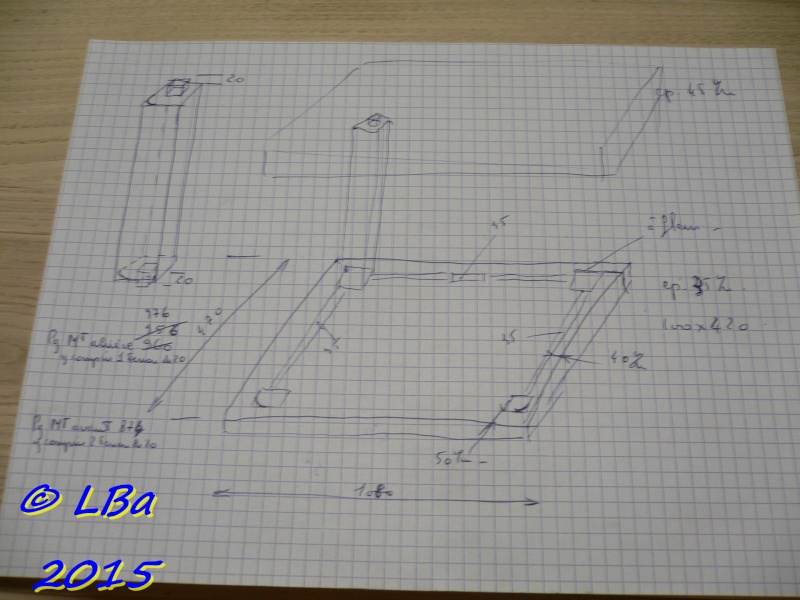
un peu de détail concernant la partie basse du meuble
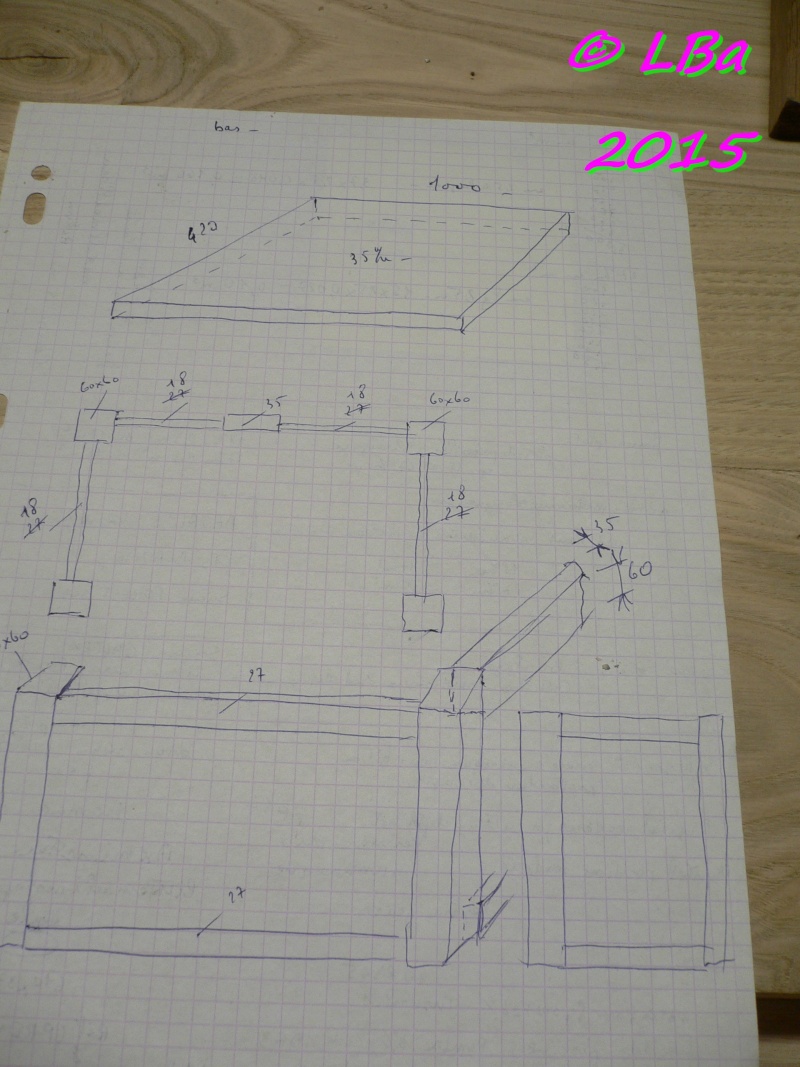
là ça concerne la partie haute
de ça, j'ai calculé et approvisionné de l'avivé de chataigné en différentes épaisseurs/largeurs/longueurs

la réception de la commande du bois


le bois déballé et stocké
Réalisation d'un meuble pour une entrée
essais; déboire; modifications
j'en étais à ce stade de la réalisation :
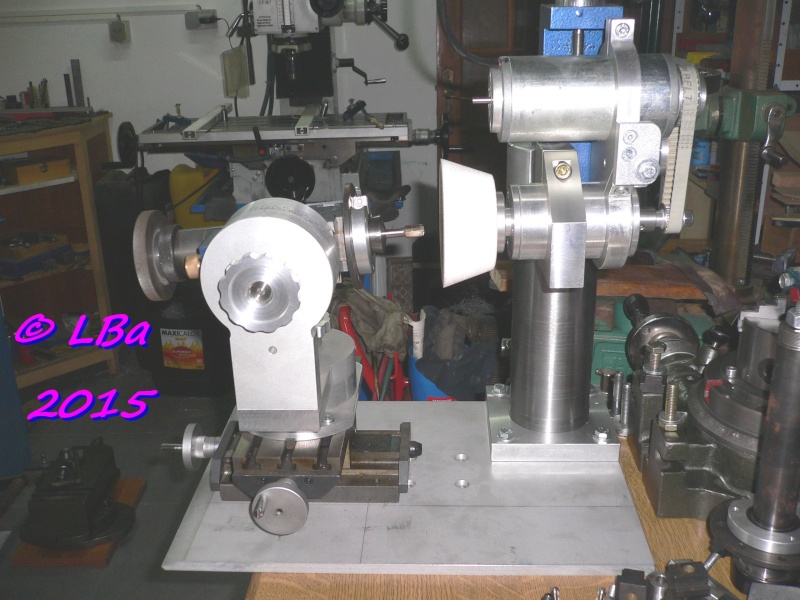
après m'être procuré une alimentation en Dc pour le moteur : Premier déboire :
Le moteur n'a pas assez de puissance pour entrainer la meule
Donc achat d'une broche toujours en Dc

après réalisation des pièces pour l'adaptation/montage :

le montage réalisé
le moteur cablé/branché prêt pour les essais
Deuxième déboire : moteur trop juste , ça tourne , mais il se met en sécurité au bout de 3/4
minute de fonctionnement
Je n'étais pas chaud pour utiliser ça :
car je l'utilise sur mon affûteuse de fer de rabot-dégauchisseuse
je me suis résolu à l'essayer quand même
réalisation de pièce pour le montage :
ensemble en place prêt pour faire des essais d'affûtage :
essais d'affûtage d'une fraise de défonceuse :

le système convient mais n'est pas l'idéal pour ce type de fraise
la meule utilisée est une boisseau et je pense qu'une meule assiette conviendrait mieux pour ce type de fraise
De devoir utiliser le même module sur deux machines d'affûtage me pertubant je vais donc
faire autrement , utiliser un autre moteur et adaptation
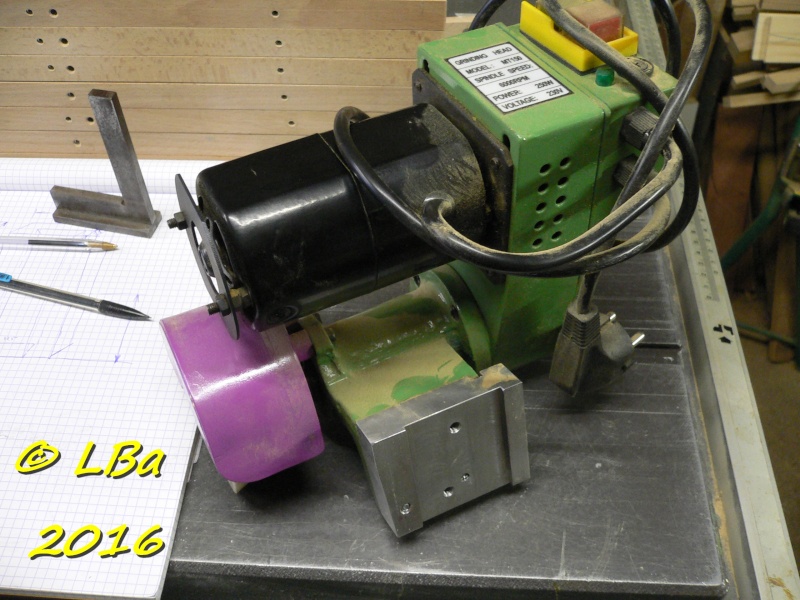
J'ai donc approvisionné ce moteur :

certe bien plus gros que ce que j'ai essayé précédemment mais je pense enfin obtenir un résultat
de plus il a deux sens de rotation, il suffir de changer de position deux barettes
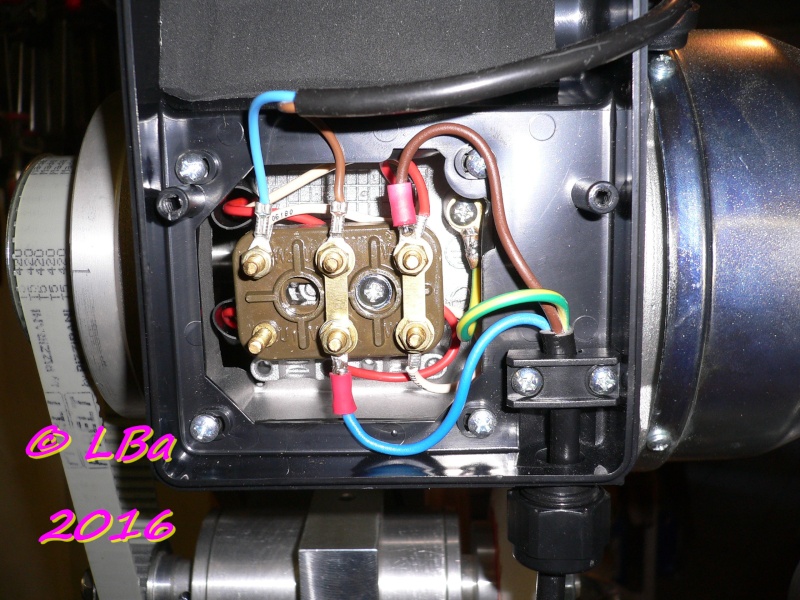
barettes verticale, un sens de rotation
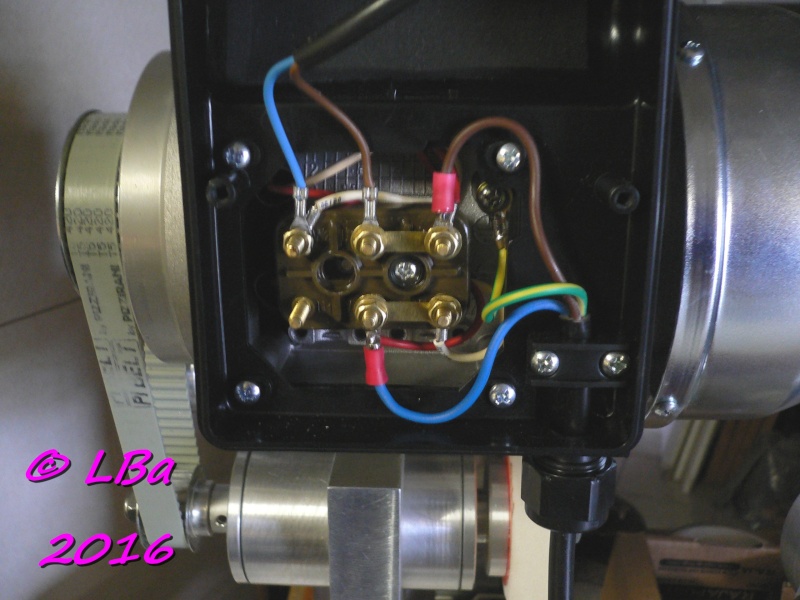
barettes horizontale, autre sens de rotation
Pour monter le moteur, j'ai usiné une plaque support


moteur en position sur la plaque support avec la première broche porte meule que j'avais fabriquée
étant passé en dimension de courroie/pignon supérieur j'ai usiné une rainure de clavette sur la poulie moteur

début de l'usinage sur le tour à métaux

la rainure de clavette en cour d'usinage

la rainure de clavette usinée
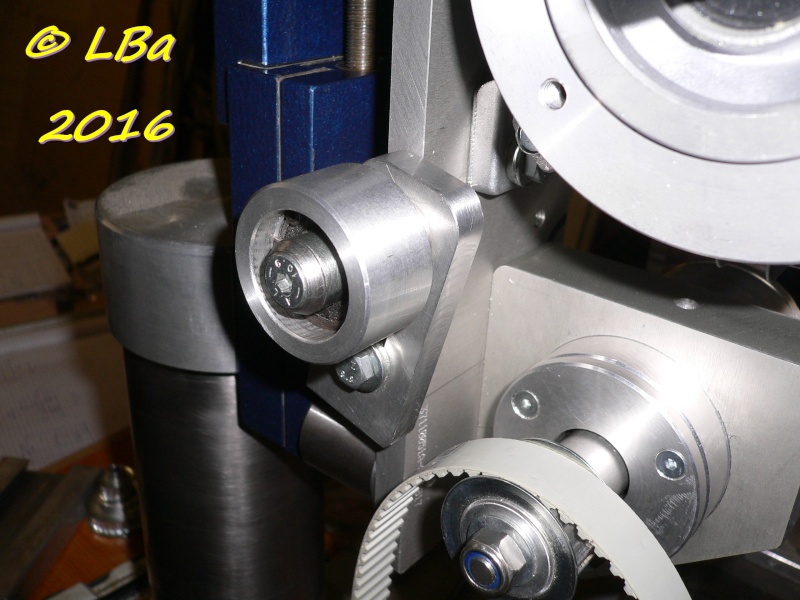
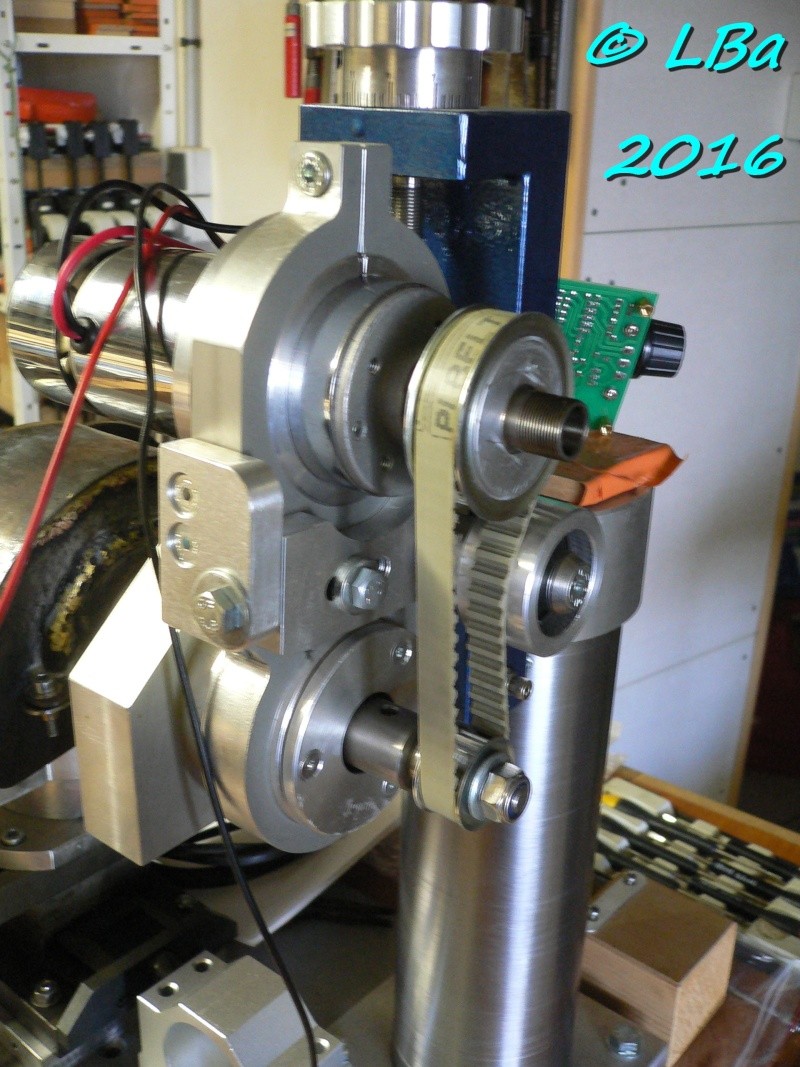
j'ai repris le tendeur de courroie que j'avais fait pour le second montage
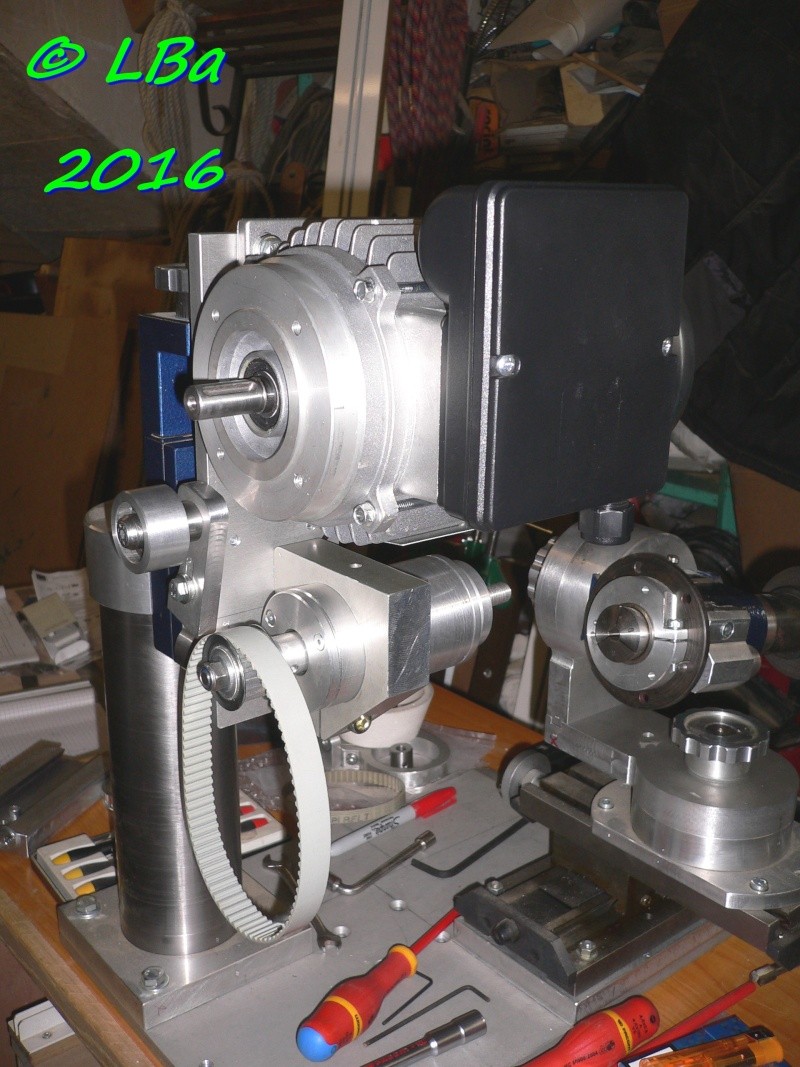
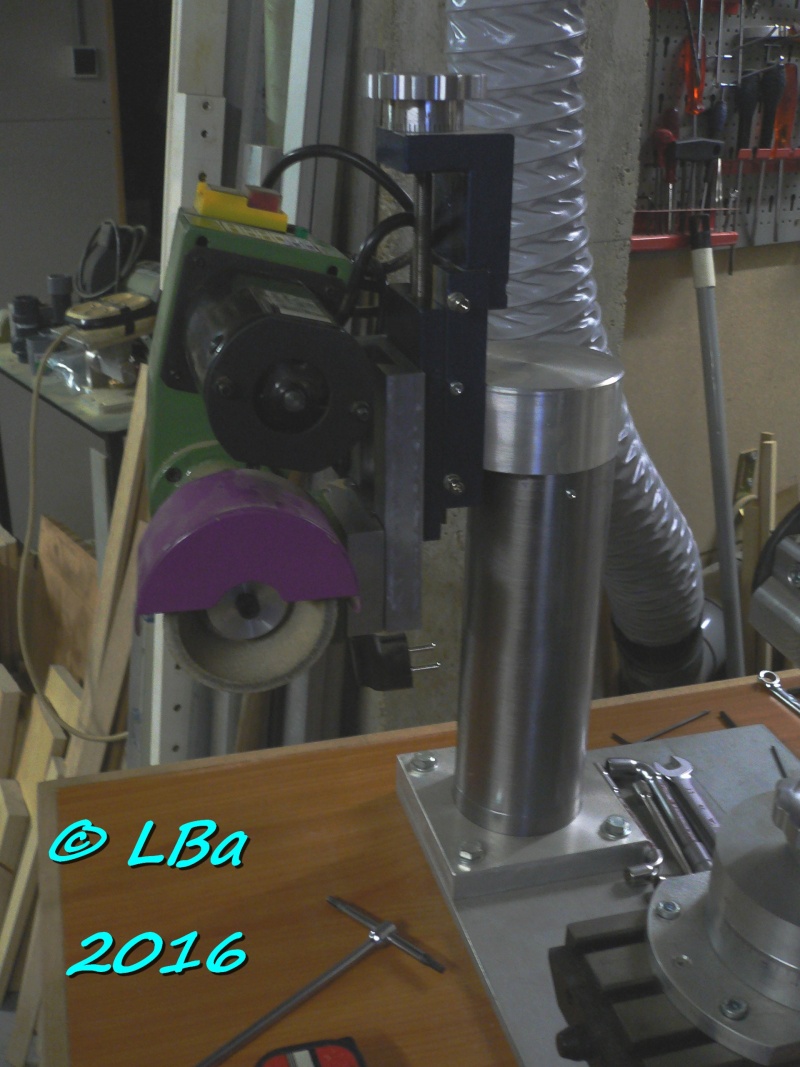
le moteur en place avant montage de la poulie moteur
après branchement du moteur et instalation de bouton marche/arrêt :
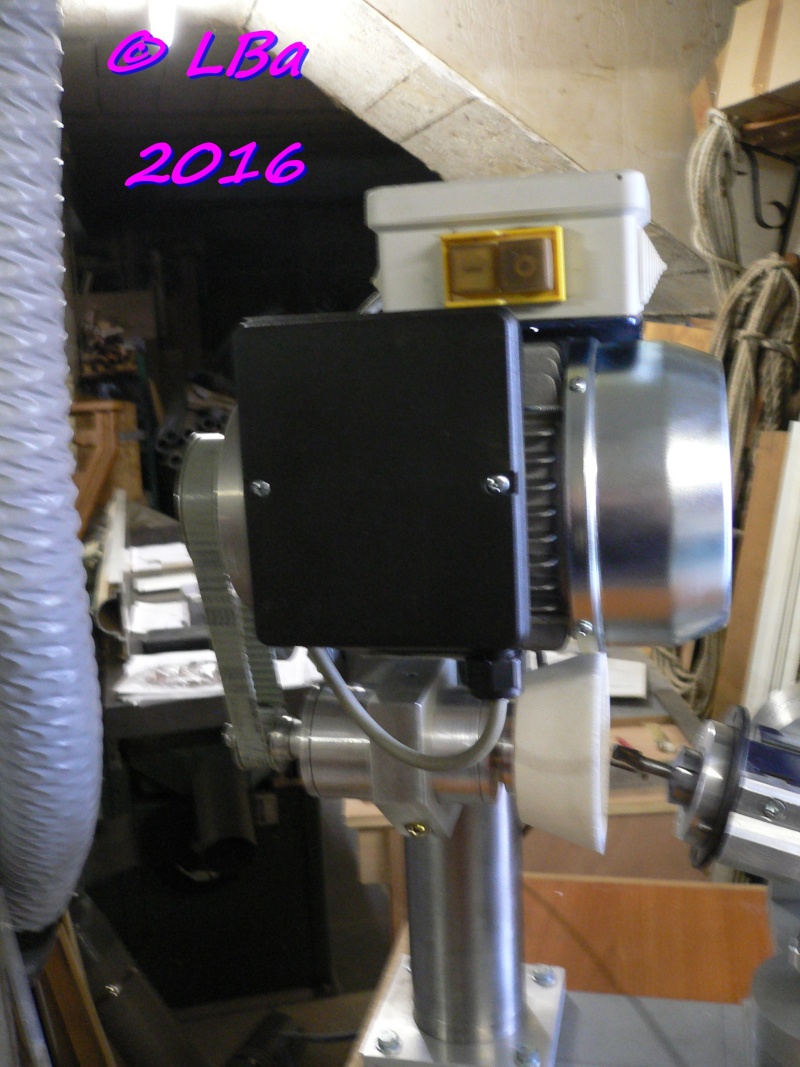
je suis enfin prêt à faire des essais d'affûtage :

je vais commencer doucement sur cette fraise 2 dents pour défonceuse