
Mes différentes réalisations
Concernant cette pièce, l'ébauche cylindrique de la pièce est issue d'un arbe de tapis
d'amenage d'une machine, c'est une pièce de récup
j'ai coupé à longueur avant de dresser les deux faces au tour à métaux et sa mise à longueur
rien de transcendant avec ces opérations d'usinage
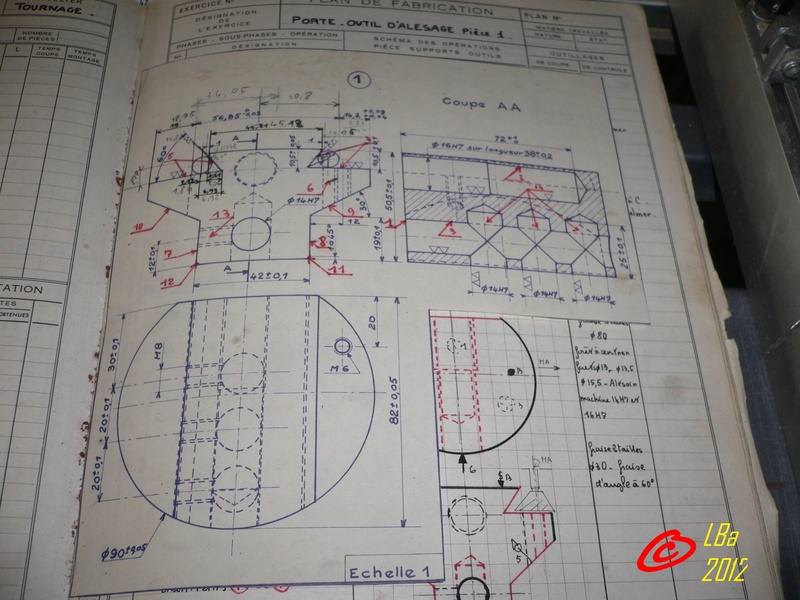
rappel du plan de la pièce pour compréhension de la suite des opérations
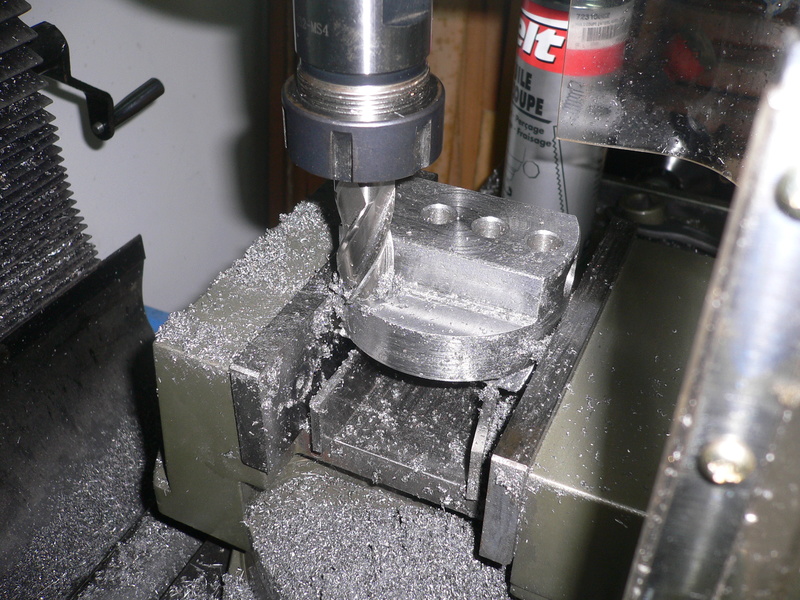
j'ai ensuite monté la pièce sur la fraiseuse prise dans l'étau afin de :

de fraiser un méplat (rep 1 du plan)
sans démonter la pièce,

j'ai percé le trou (rep 2 du plan) non débouchant au Ø de 16 mm

perçage au Ø de 11,9 (rep 3) débouchant

alésage à 12 mm du trou
( sur le plan, c'est un Ø 14, je l'ai fait à 12, car les queues des outils que je possède sont au Ø 12 mm)

contrôle de l'alésage à l'aide d'une queue d'outil
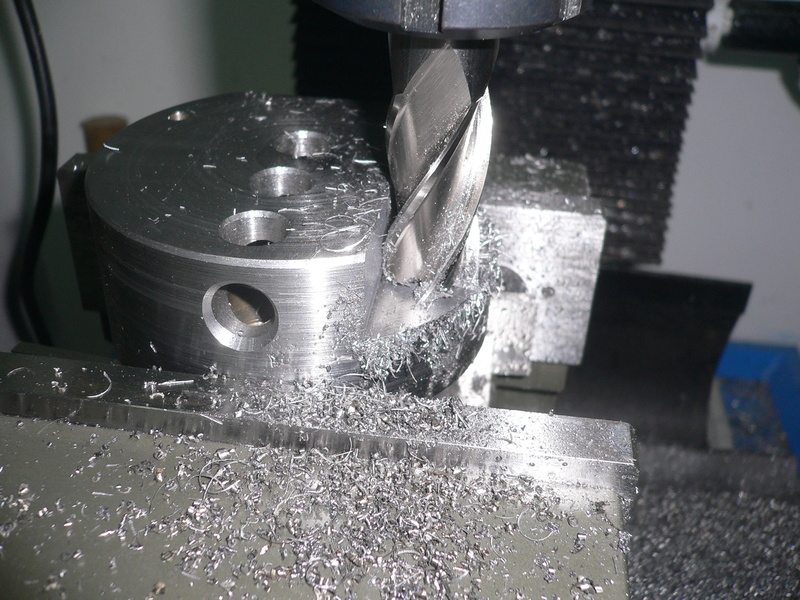
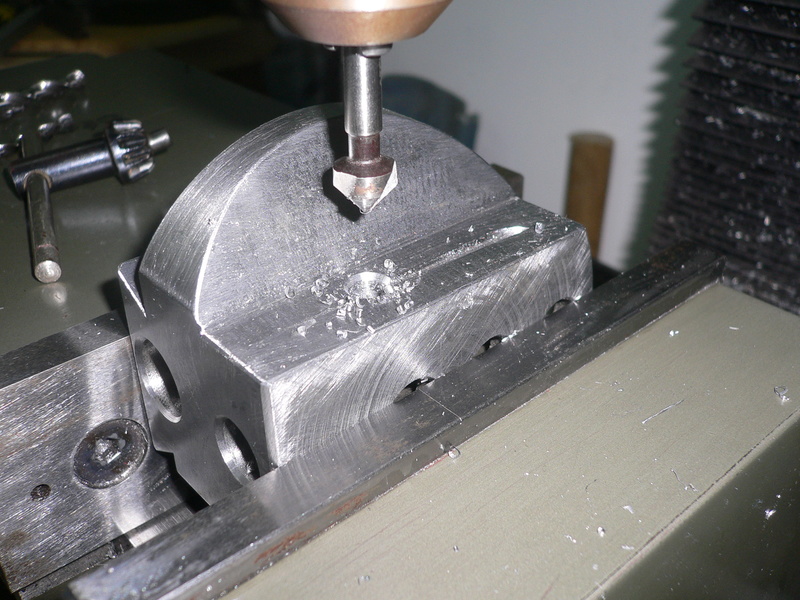
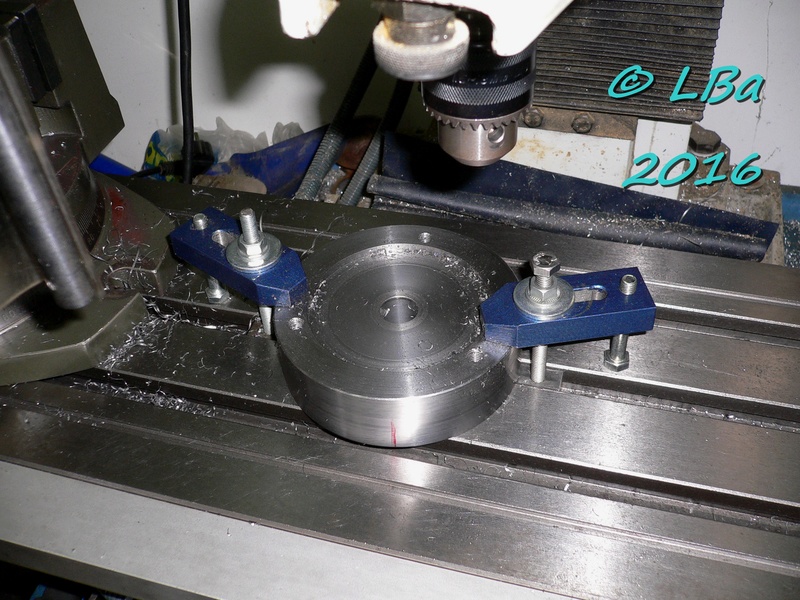
Pour la suite des opérations, changement de position de la pièce dans l'étau afin d'usiner
les trois trous (rep 4 du plan)
la position de la pièce dans l'étau est méplat en appui contre le mors fixe de l'étau

le positionnement du premier trou est effectué à l'aide d'une pinule de centrage ( en x puis en y)
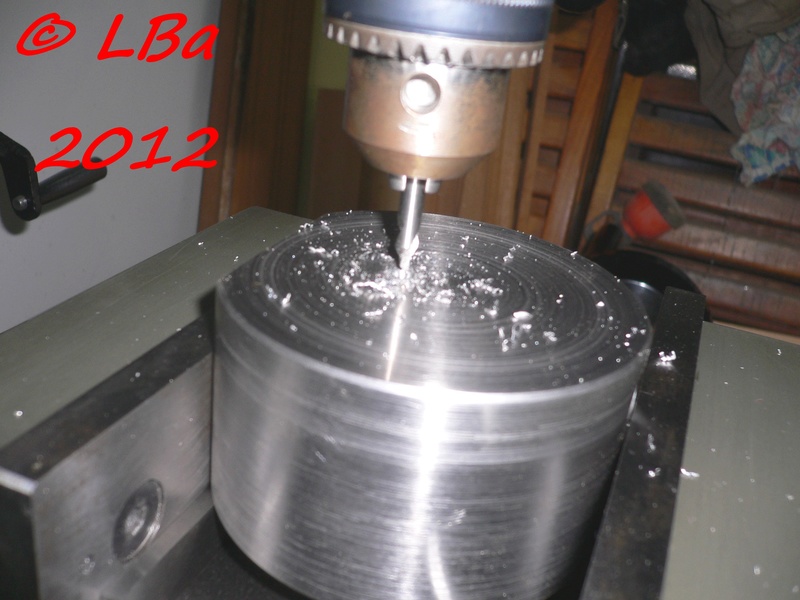
pointage du trou à l'aide d'un foret à centrer

après perçage à 11,9 ; alésage à 12 avec un alésoir machine
pour la profondeur du trou, comme je venais d'installer une dro en z, j'ai eu l'occasion de tester

profondeur de 25 mm à un centième près

contrôle avec une queue d'outil de 12 mm
j'ai refait ces opérations pour les deux autres trous après décalage de l'entraxe en y
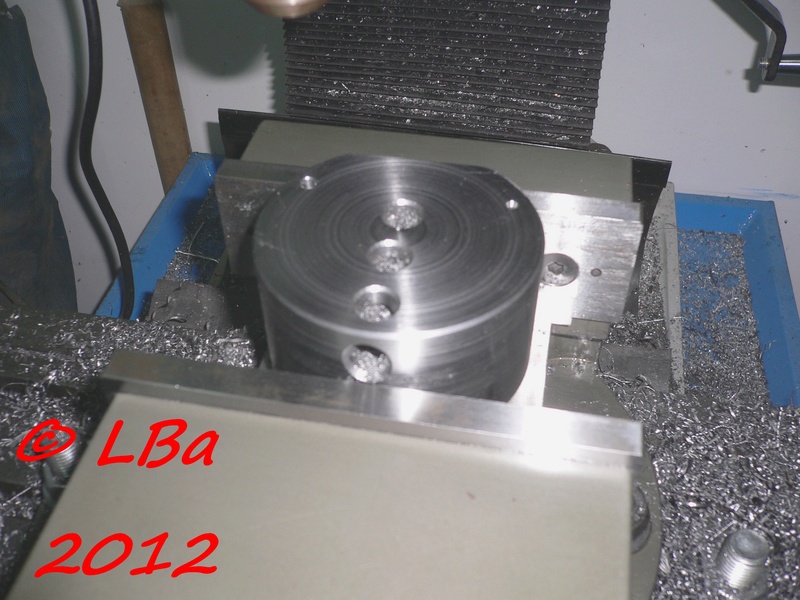
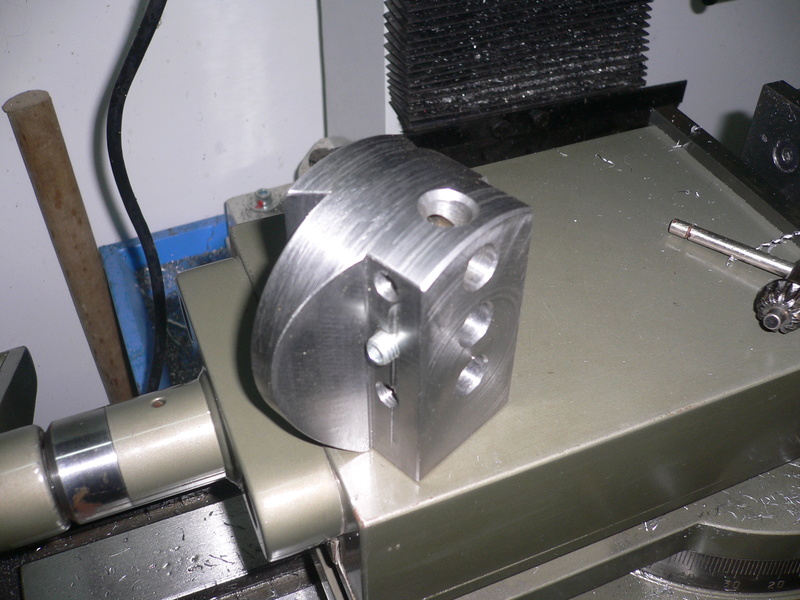
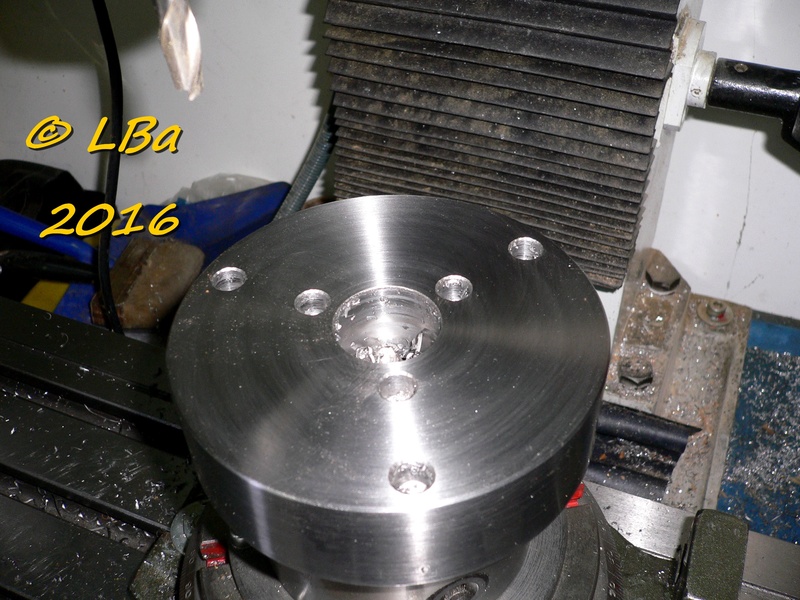
les trois trous réalisés
la pièce étant en position, j'en ai profité pour faire le M6 (j'en ai fais même deux, m'etant trompé
de sens) (rep 6)
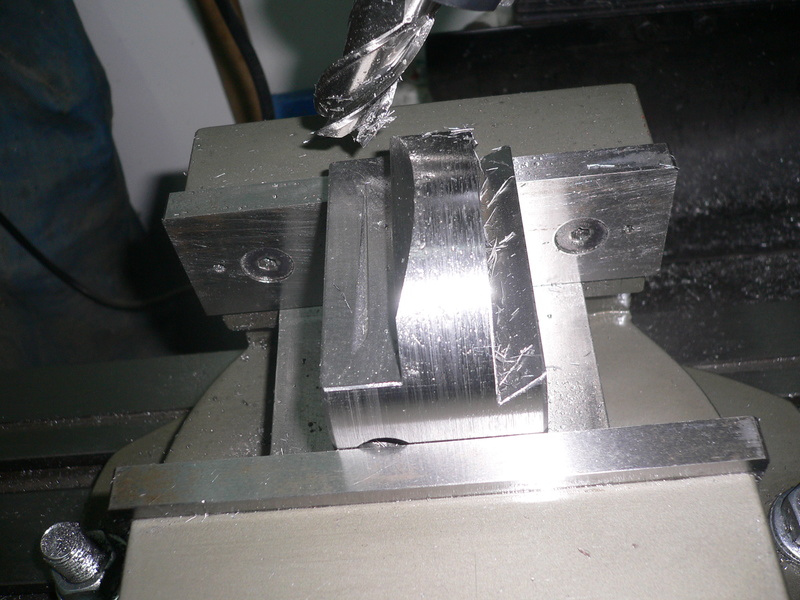
Après un demi-tour de la pièce, (toujours méplat contre mors fixe) pret pour l'usinage des queues
d'arondes mâle

ébauche de l'épaulement coté droit

semi-finition de l'épaulement
usinage de la queue d'aronde

contrôle mesure de la dimension de la queue d'aronde

usinage de l'épaulement coté gauche (qui a été réalisé à la suite du droit)

finition de l'épaulement gauche

usinage de la queue d'aronde coté gauche

contrôle/mesure de la queue d'aronde à l'aide d'un palmer et de deux piges cylindrique de
Ø 6 mm

voila, la queue d'aronde mâle est usinée
me reste à usiner les deux pans inclinés (rep 9 et 10)
je vais commencer par les deux épaulements (rep 7 et 8)

usinage épaulement droit

ébauche épaulement coté gauche
finition de l'épaulement gauche par fraisage de profil
finition (fraisage de profil) de l'épaulement coté droit
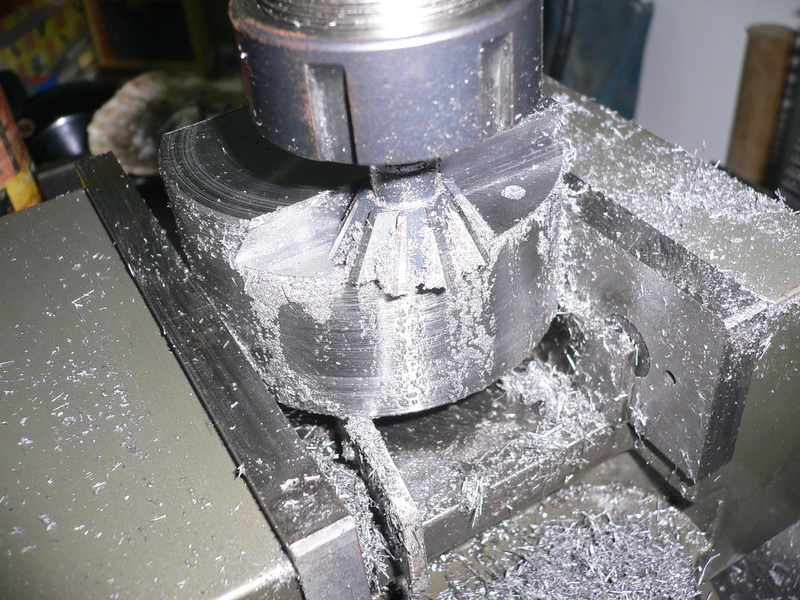
après inclinaison de la tête de la fraiseuse à 30°
début du fraisage d'un pan incliné
à l'heure ou je remet à jour, je ne me souviens plus de la raison, mais j'ai du changer la manière
d'usiner
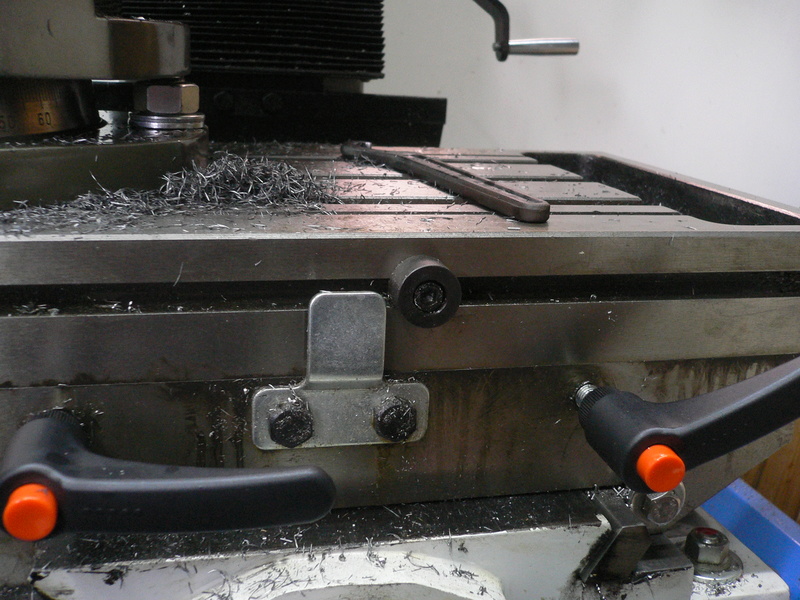
l'étau se trouvait perpendiculaire à l'axe x ,

je l'ai réglé // à x

reprise de l'usinage du pan incliné

suite de l'usinage du pan incliné
arrivé à la cote :
réglage de la butée de l'axe x et :

usinage du second pan incliné (les prises de passe ont été jusqu'à ce que je sois en butée)

la pièce avec ces pans inclinés usinés

et là , la pièce vue sous un autre angle

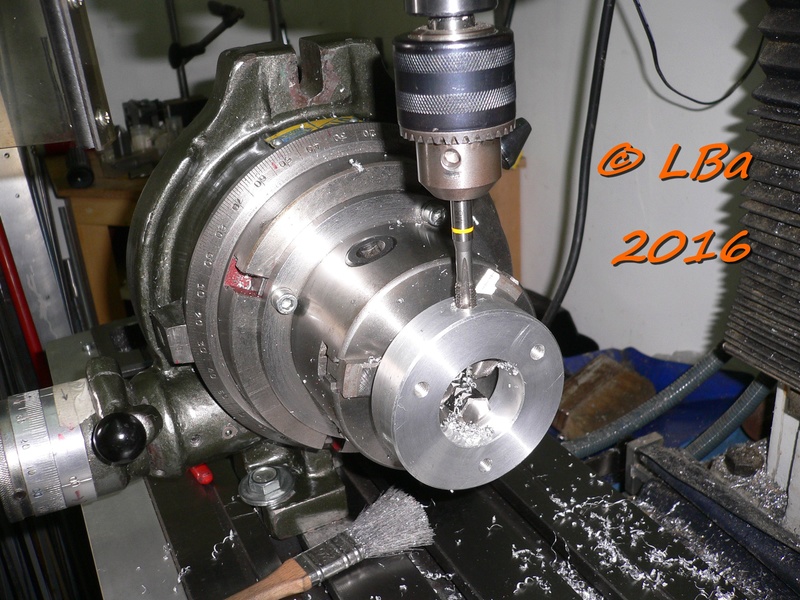
réglage de la tête de fraisage en position verticale

réglage de la pièce en horizontalité pour la suite des opérations
les divers réglages effectués :

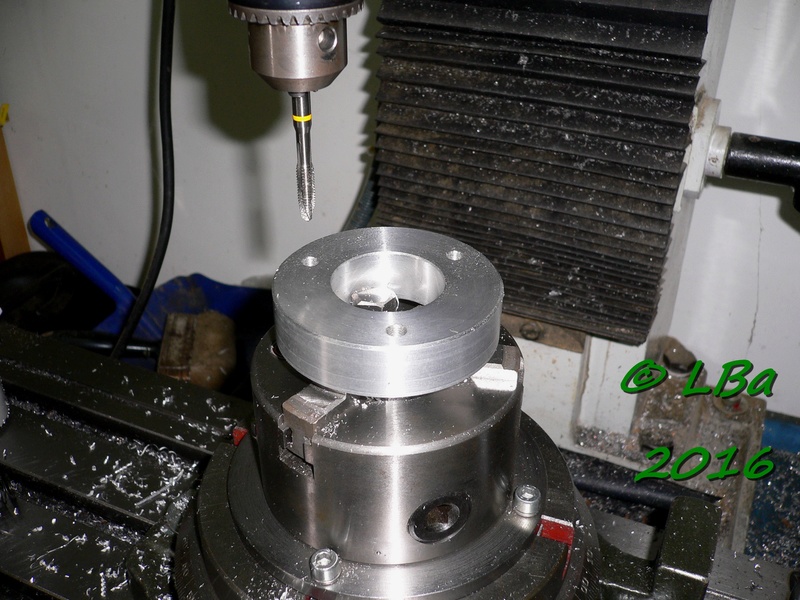
perçage au Ø de 6,8 mm du premier trou rep 13 (qt 3 pour rappel)
fraisure du trou

taraudage du trou à M8
j'ai renouvellé deux fois les trois dernières opérations pour les deux autres trous rep 13 après
décalage de l'entre axe en y
(les trois M8 servent pour le serrage des outils à aléser)
voilà la pièce rep 1 est usinée
Montage pignons pour filetage tour S 6125 c
Le tour (pour rappel) est un S 6125 c de chez (ex) Sidermeca c'est un cousin des BVL et compagnie
sidermeca ayant été repris par Otelo, on le retrouve chez Otelo et métiers et passions sous une
nouvelle référence
ce modèle existe sous différentes déclinaisons suivant l'importateur-distributeur (woorken ect ...)
à l'origine il est possible de fileter directement d'après la boite de filetage/avance suivant une
sélection de différentes positions de manettes
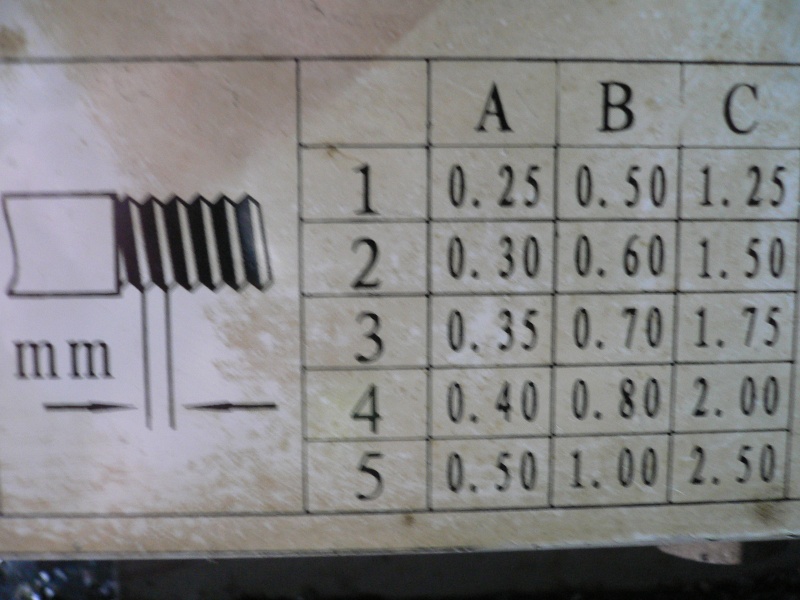
là c'est le tableau direct pour des filetages en pas métrique
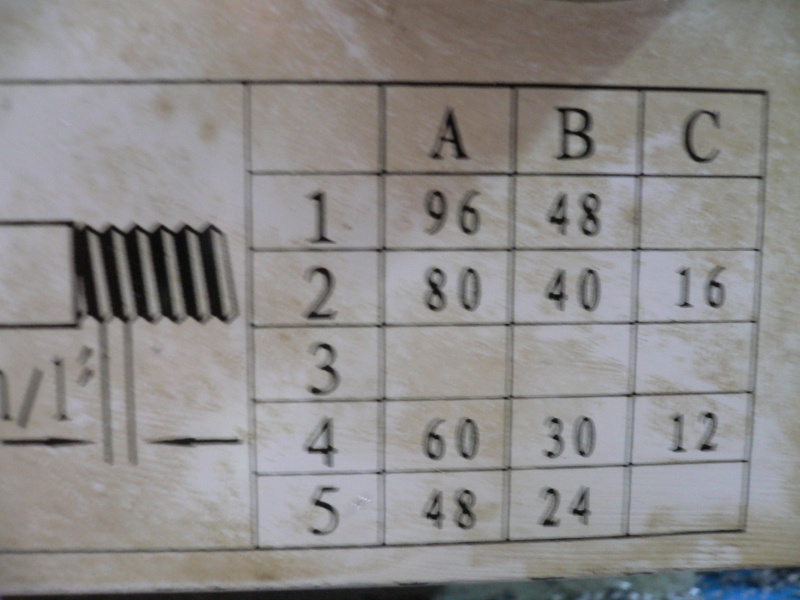
et ici c'est le tableau pour des filetages en pouce

là on peut voir les manettes de sélection
Concernant ce tour, il est possible de changer certains pignons afin de réaliser des filetages non prévus
directement par la boite
premièrement, pour passer de métrique en pouce, il y a un pignon à changer mettre le 36 dents en
lieu et place du 34 dents
ces deux pignons mon été fourni à l'achat de tour et l'explication existe sur la documentation
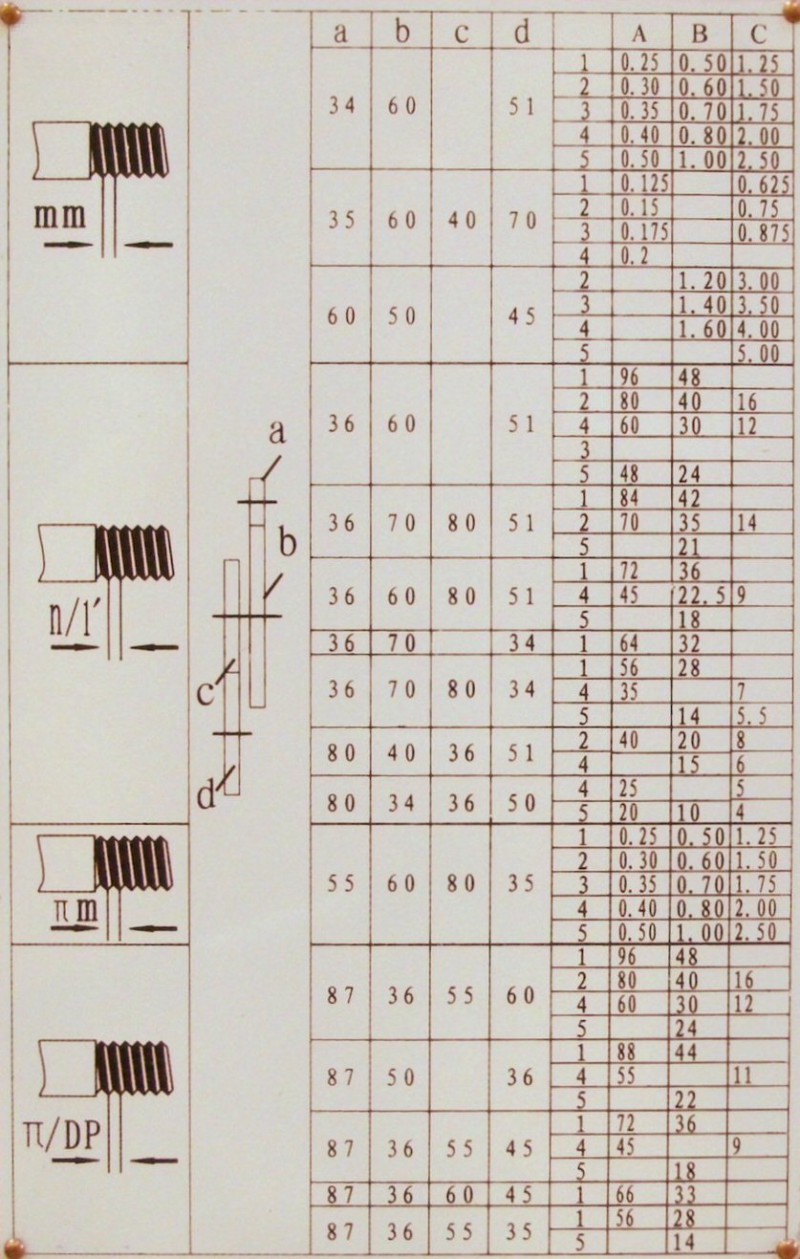
sur la porte d'accès aux pignons il y a un tableau indiquant d'autre possibilité de réaliser des filetages
en changent des pignons
peut après l'achat du tour, j'avais acheté le jeux de pignon supplémentaire et avais fait une longue
sièste sur le sujet
récemment, ayant a réaliser un filetage en pouce de 10 tpi , je suis sortie de ma sièste et pencher
sur le sujet
je n'ai pas su interpréter comment ou place les différents pignons indiqués sur le tableau
j'ai bidouillé, pour essayé de réaliser un filetage de 10 tpi, je suis arrivé à un filetage approchant
mais ce n'est pas un 10 tpi véritable
concernant l'interprétation de ce tableau, j'aurais pu poser la question sur les forums, mais ne
l"est pas fait pour des raisons qui me sont propre, d'ailleurs depuis quelques temps, je lis les
forums mais en incognito, je n'y participe plus et ne m'en porte pas plus mal
Dernièrement, une personne (J L 69) m'a contacté par message privé concernant un tour BVL
et de discution en discution, on est venu sur le sujet des filetages et de la position sur les pignons
et là, j'ai tout compris d'ou le sujet du sujet
Il faut savoir qu'il y a deux pignons qui ne bougeront jamais celui de sortie de broche et le suivant
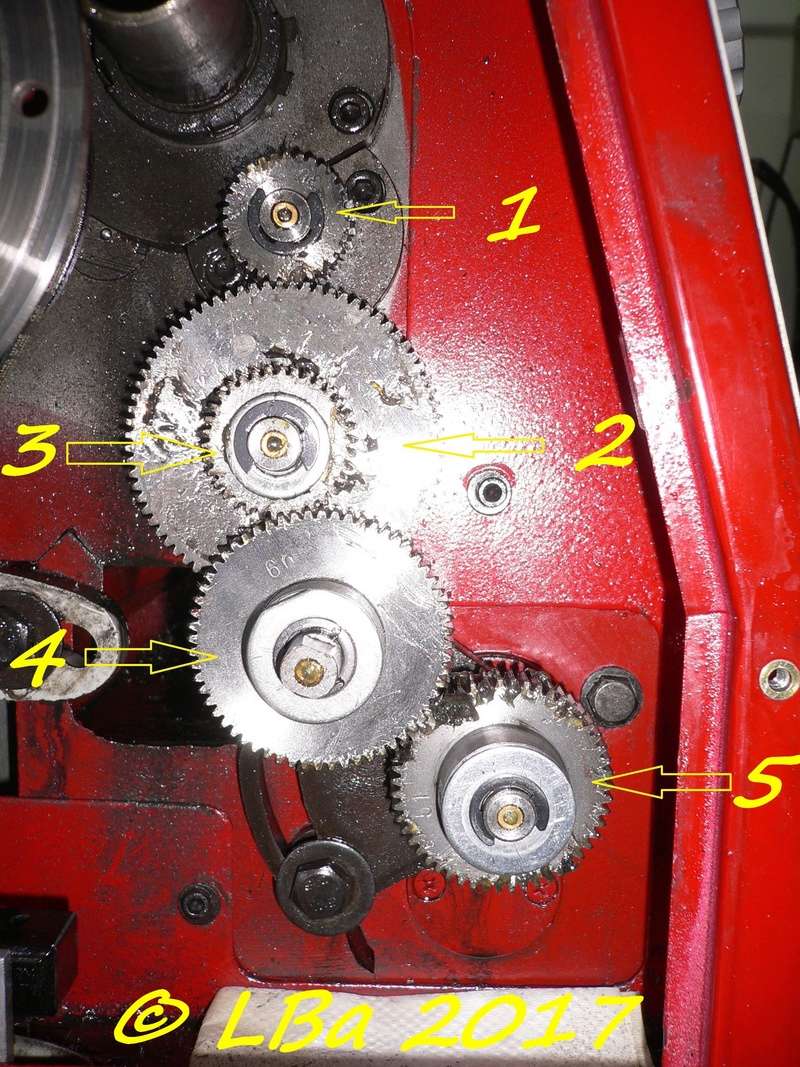
j'ai fais une image afin que mon explication soit expliquable
donc les deux pignons que l'on ne démontera jamais sont les pignons repère 1 et 2
les pignons repèrés A/B/C/D sur le tableau viendront en lieu et place des pignons repèrés 3/4/5
logique tout ça ? 4 pignons pour 3 positionnements possible !
bein oui, il suffit de mettre deux pignons en 4 B et C et décaler le pignon en 5 afin qu'il engraine sur le C
pas belle la vie ! à si on pouvait trouver une trace de ça sur la doc ou autre ! enfin une explication
compréhensible par un novice
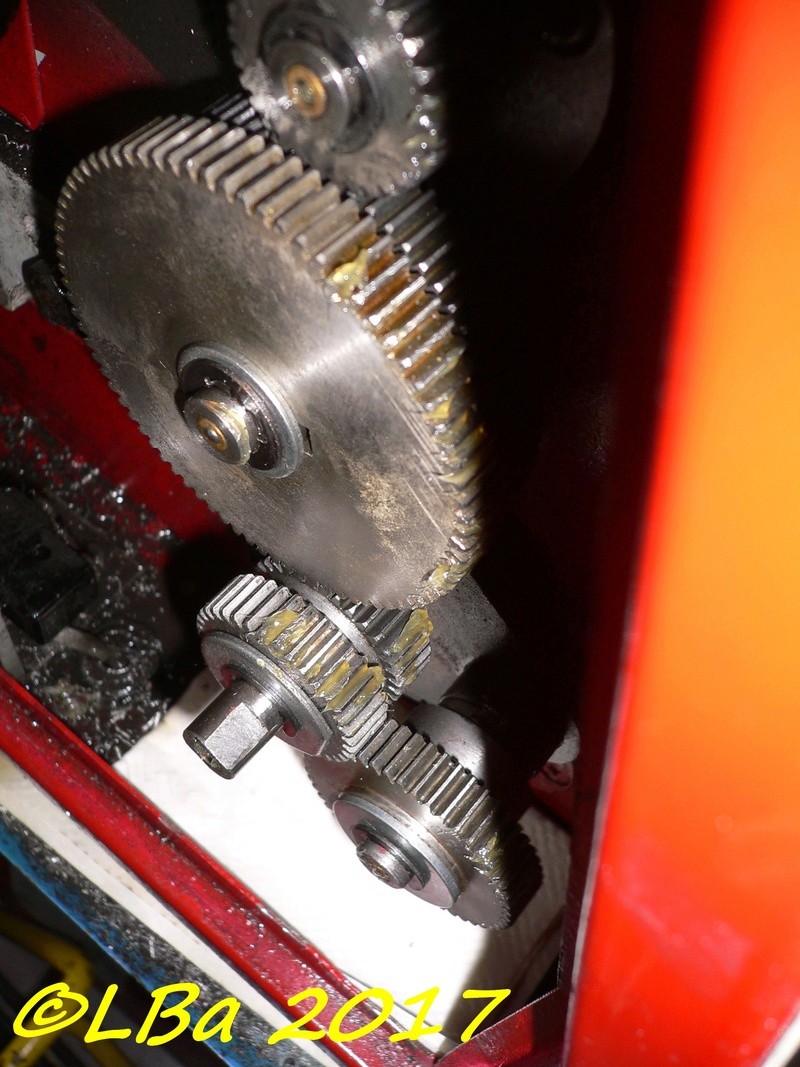
une image du montage possible
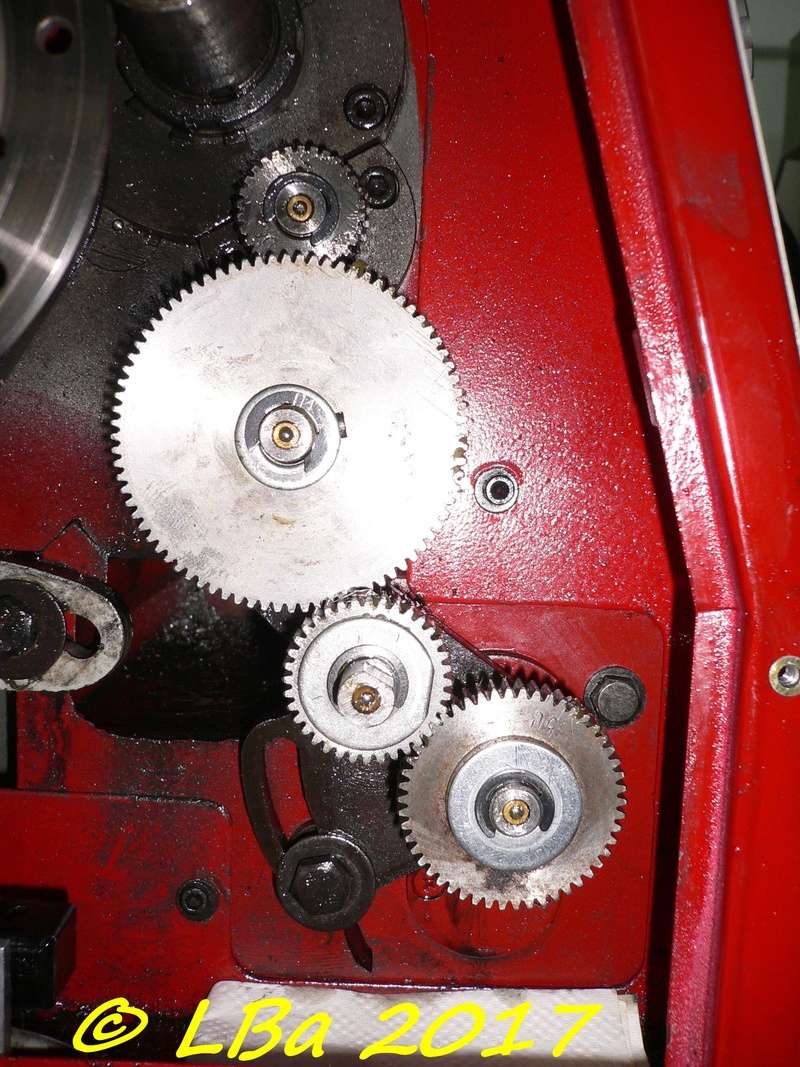
une autre vue
le montage que j'ai réalisé est pour un 10 Tpi
pignons utilisés 80/34/36/50 dents positionnement des manettes B/5
j'ai vérifié le déplacement d'après un taraud et le tout correspond
j'en conclu que ça fonctionne
l'orizon s'ouvre sur la possibilité de réaliser des pas supérieur à 2,5 mm
3/3,5/4/5 en métrique et ceux en pouces indiqué sur le tableau et ce sans grande prise de tête
juste l'obligation de se salir les moignons
Pour les personnes qui ont lus et pas forcemment compris, peuvent poser des questions en privé
je me ferais un plaisir de répondre et modifirais le sujet si besoin est !
Tour S-6125-c Indicateur de positionnement digital
Sur mon tour à métaux, le vernier du transversal n'est gradué qu'au dixième
pour certain usinage, qui demande de la précision ce n'est pas évident à l'utilisation
même si par habitude, les microns partent dans les copeaux
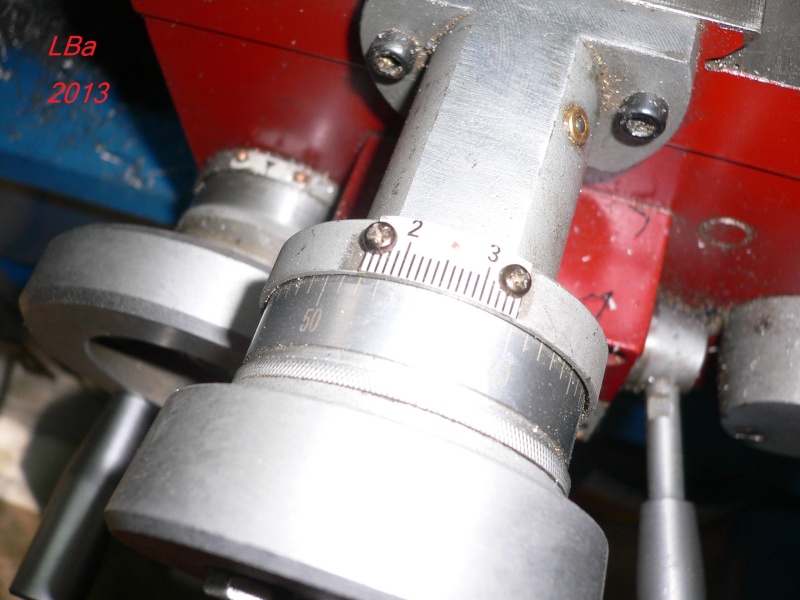
un apperçu du vernier
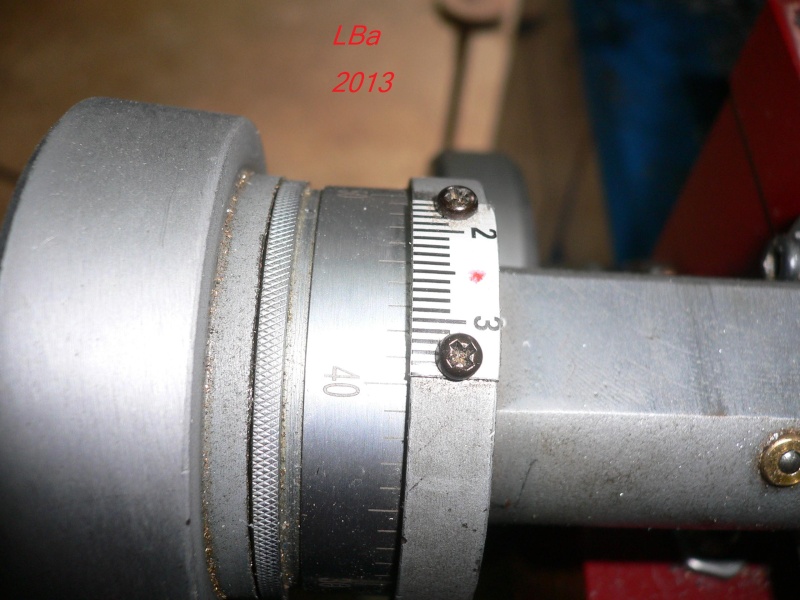
la première modification que j'ai faite, a été de mettre un morceau de réglet pour
faire comme un pied à coulisse au 50 ième , ça marche, mais c'est pas ça ( les dix
millimètres du réglet auraient due être divisé en 9 pas en dix )
j'ai alors essayé l'instalation d'une jauge de profondeur digital

de ce type
un truc pas chère que j'ai bidouillé pour l'installer
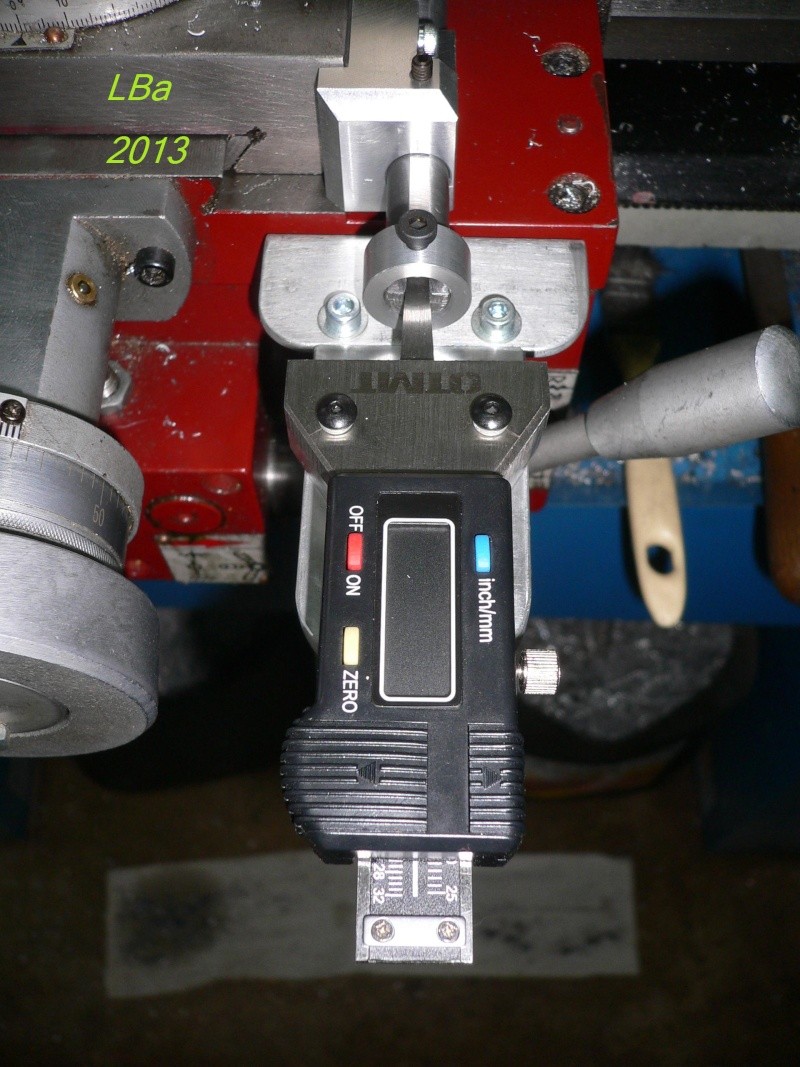
trop chiant à l'utilisation (que 25 mm de course ) et fiabilité aléatoire
à l'origine, c'est pour mesurer la profondeur des structures des pneus
j'ai alors trouvé un autre modèle un peu moins mal

j'ai refait un système pour le mettre en place
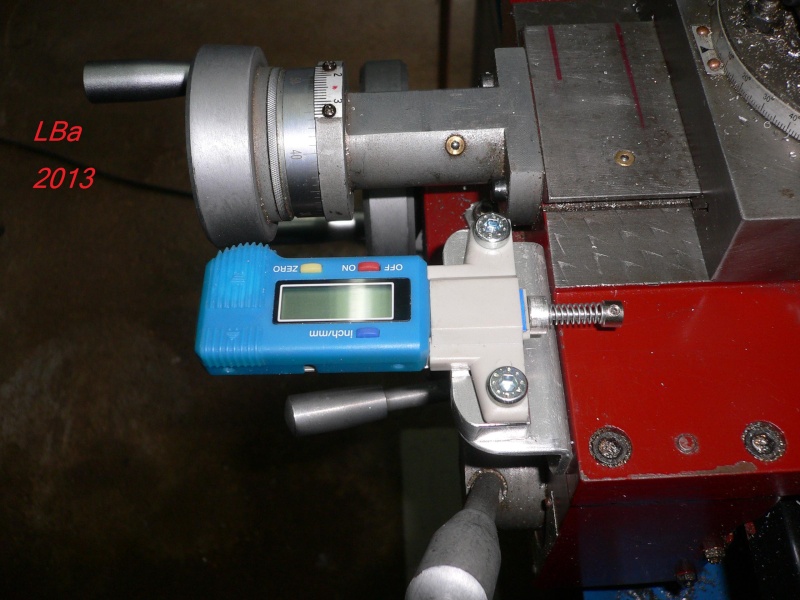
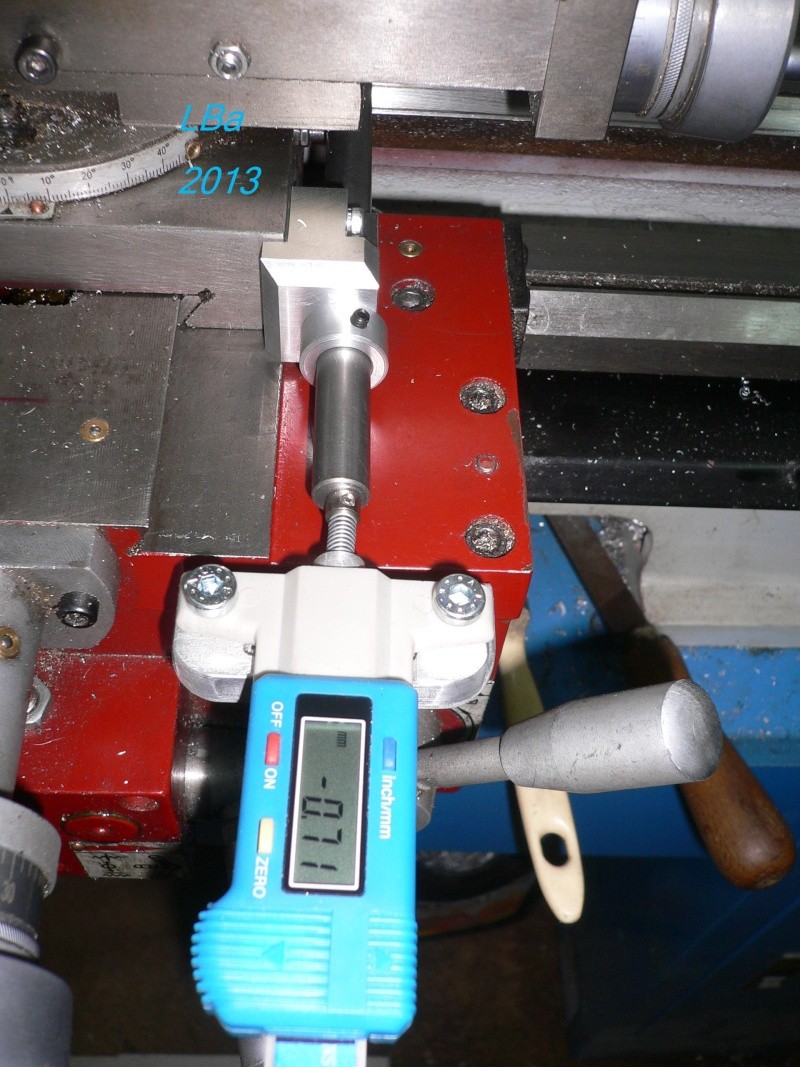
de meilleur qualité ( plus chère aussi) que le premier essais mais toujours le problème
de 25 mm de course ainsi que le changement d'habitude à prendre travail au diamètre
et non plus au rayon
donc j'étais toujours dans l'optique de trouver mieux et un jour j'ai trouvé ça :

je l'ai acheté sur un site italien (tout c'est bien passé)
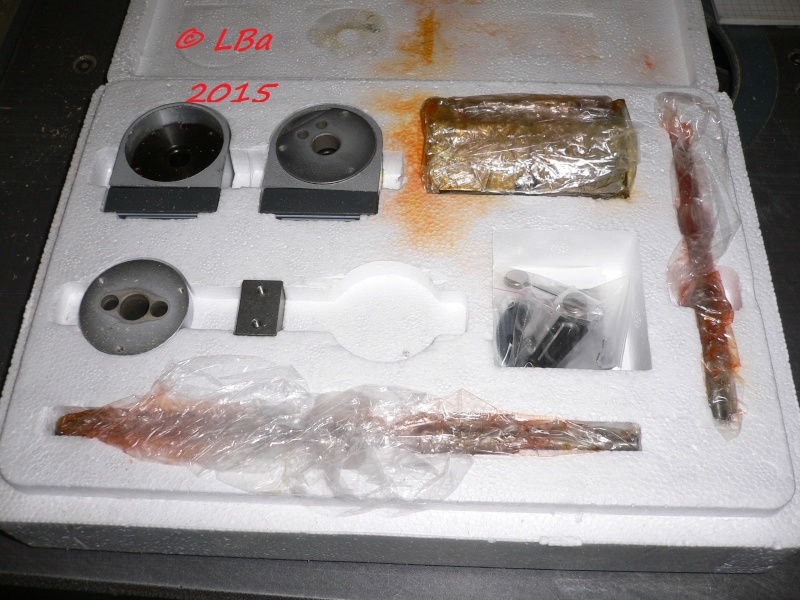
le contenu de la boite (kit pour transversal et petit chariot )

voila le genre d'afficheur
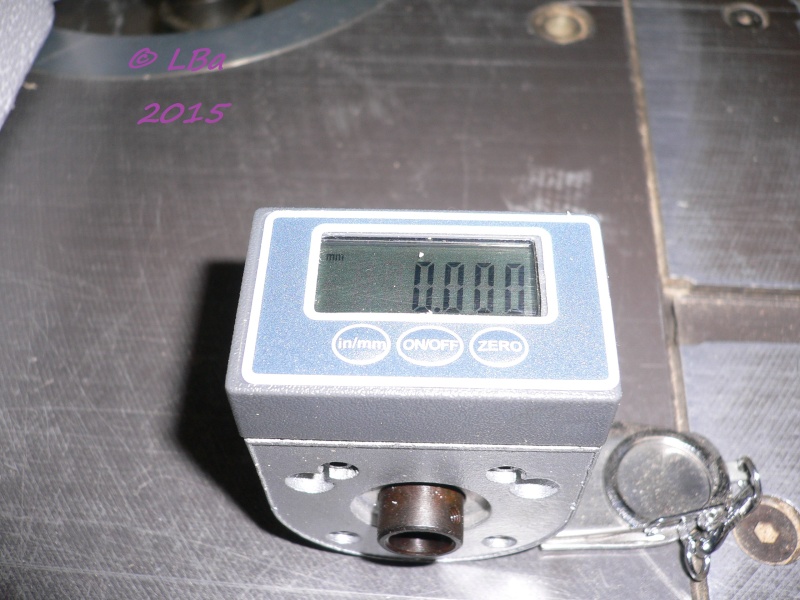
ça à l'aire pas mal ce genre d'indicateur
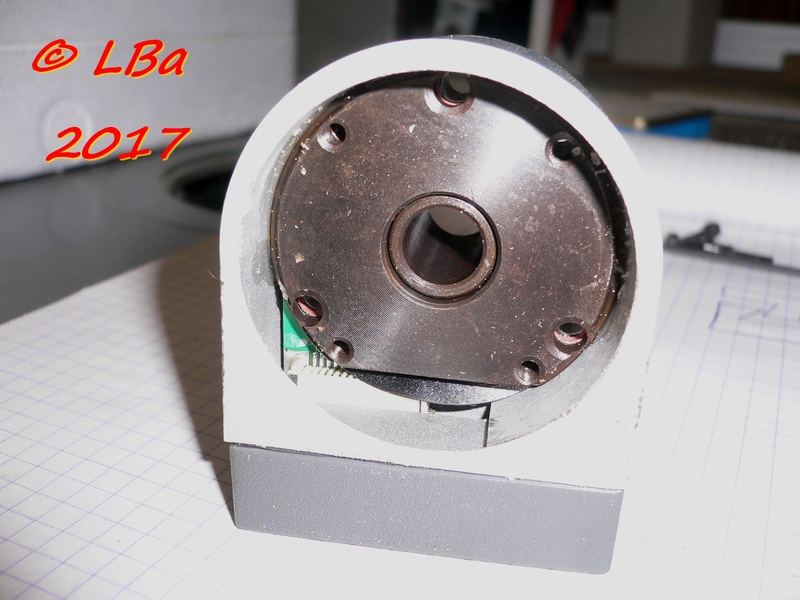
vue intérieur de l'indicateur ( difficilement démontable car collé)
oui mais ! car il y a eu un mais !
ce n'est pas adapté pour les dimensions de mon tour ( Ø de la vis du transversal et de son pas)

montage originel de la chose

et la vis monté sur le tour, c'est pas semblable à première vue
afin d'adapter le système, il m'a fallut usiner un certain nombre de pièces
à l'origine, l'ensemble est prévu pour les tours Sieg 2 et clone similaire
le filetage de la vis fournie est un 20 filets au pouce, filetage plus fin que gros
sur ma vis, c'est un filetage trapézoidal au pas de 3 mm
il ne me restait qu'à usiner une vis et son écrou pour adapter le sytème
Aménagement terrasse extérieure
Il m'arrive parfois de faire autre chose que d'usiner du métal ou du bois
L'année dernière (2016), j'avais réalisé une petite murette le long d'une terrasse pour
maintenir la terre

murette constituée de trois rang d'agglo et habillée de pierres de parement collées
une partie de la dalle béton, date de plusieurs années et commençait à se dégrader
j'ai acheté du carrelage en solde et n'ai pas été en mesure de le poser à cause
d'un petit problème de santé
le problème ayant été traité en partie, en ce début de printemps 2017, j'ai effectué
la pose du carrelage

commencement de la pose du carrelage, il était temps, le béton se dégradait
par endroit
le carrelage a été collé par double encollage

le travail terminé après de nombreuses coupe, les joints réalisés eux aussi

petit boulot qui m'a occupé quelques temps
Taille pignon à denture droite
Pour un projet, j'ai besoin d'un pignon à denture droite comme ceci :

il est spécifique de part sa forme donc introuvable tout fait dans le commerce
il ne me reste plus qu'à essayer d'en usiner un
c'est une chose que je n'ai pas encore faite dans ma vie professionnel
après consultation de mon mémo de mécanique, le célèbre manuel de P. Adam, j'ai calculé
le module : pignon de 16 dents, Ø extérieur de 22,5 mm formule appliquée: Ø extérieur divisé
par le nb de dents + 2 = module soit un module de 1,25
c'est pas un module des plus courant, mais il existe
je me suis mis à la recherche pour l'achat d'une fraise module , j'ai trouvé une fraise seule ou le
jeu de huit fraises ( chaque fraise correspond à un nb de dents à tailler) pour mon cas de
16 dents, c'est une fraise n° 2 au module de 1,25 qu'il me faut
chez Rc Machines, ils vendent le jeu de huit à un prix correct à qualité en rapport au prix
j'ai fais l'achat en toute connaissance
la division de 360° par 16 ( nb de dents) donne le résultat de 22,5 pas évident de régler mon
plateau diviseur à cette angle à l'aide du vernier ( les 22 ne pose pas de problème, c'est le ,5)
n'ayant pas de disque à trou pour le plateau diviseur, j'ai profité de l'achat des fraises pour
acheter les disques en même temps
en attendant la réception de la commande, j'ai usiné l'ébauche du pignon sur le tour :

et :

l'ébauche en place sur la vis , ajustement libre, le pignon sera immobilisé par vis
au montage final
La commande reçu, une adaptation pour le disque à trou sur le plateau a été nécessaire
les disques pour diviseur Vertex se montent sur un plateau Otm qu'après une adaptation

le disque en place sur le plateau

les fraises module de 1,25
Après montage de la fraise module n°2 sur la fraiseuse, réglage pour le disque diviseur
utilisation du 16 trous et petit calcul pour la rotation

première passe afin de vérifier si je ne me suis pas planté dans les caculs de
déplacement, pour passer d'une dent à l'autre: rotation de 4 tour + un demi tour ( mon plateau
à une demultiplication de 1/ 72 ième)

une vue d'ensemble du montage, j'ai monté une contre pointe pour le cas ou

taille du pignon en cour
autre calcul pour la profondeur de passe, j'ai un doute sur le résultat (hauteur de dent = 2,25 *module
soit 2,812 mm )

autre vue de la taille du pignon

et le pignon taillé

et en place sur la vis
Concernant le réglage du diviseur, j'ai utilisé la formule n = K divisé par Z
n étant le nombre de tour
K la réduction du diviseur 72 pour mon cas
Z le nombre de division a obtenir 16 dents pour ce pignon
le résultat de la division 72/16 est de 4 avec un reste de 8
donc j'aurais quatre tours complet + un certain nombre de trous
la fraction 8/16 réduite donne 1/2
choisissant un plateau de 20 trous, je multiplie la fraction 1/2 par 10 ce qui me donne 10 trous
le dénominateur étant le nombre de trou du plateau et le numérateur le nombre de trou de déplacement
si j'avais choisis un plateau de 18 trous, ( 1/2 par 9) m'aurait donné 9 trous
pour mon cas, j'ai fais à chaque fois 4 tours + 10 trous
je ne sais pas si mon explication est compréhensible par le béotien de base
Réglage de l'adélaide du plateau à trou

suivant le nombre de trou obtenu par le calcul, régler l'écartement des bras de l'adélaide
sur la photo ci dessus, l'écartement est de 5 écartements pour 6 trous ( un trou est occupé par
le pointeau)
aprés avoir effectué le nombre entier de tours du plateau, le bras A de l'adélaide est en appui
sur le pointeau
déplacer le bras B de l'adélaide en contact avec le pointeau

au préalable les bras de l'adélaide auront été immobilisés par l'intermédiare de la vis de blocage

tourner alors le pointeau afin qu'il soit positionner en appui sur le bras A de l'adélaide
sur cette exemple, le déplacement aura été de 15 trous sur le 20 trous du plateau
dans le principe, il ne faut pas se mélanger les pinceaux entre le nombre de trou
et celui d'interval
c'est lors de la deuxiéme rotation du pignon à tailler que l'on voit l'erreur et alors c'est trop tard
Pousse toc sécurisé sur tour à métaux
Sur un tour à métaux, afin d'usiner une pièce maintenue entre pointe, il est utilisé un
toc d'entrainement de ce genre pour ma part :

Ici toc en place sur une pièce à usiner

au niveau sécurité (en rotation) ce n'est pas le top ce genre de toc
lors d'une discution avec un forumeur belge (concepteur, usineur de renom sur plusieurs forums)
il m'avait montré le genre de toc sécurisé qu'il avait réalisé
à l'époque, j'ai mis l'idée de coté, dernièrement, ayant une pièce entre pointe à usiner, j'ai ressorti
l'idée d'ou elle avait été rangée et réalisé à mon tour un toc d'entrainement mieux sécurisé
que celui que j'utilisais manque de mieux
Dans une rondelle d'acier (provenance de l'appro Calichute)

dressage de la face ( le débit de la chute est de 160 mm de Ø pour 40 mm d'épais)
le choix de l'acier c'est fait par les dimensions et non par la nuance de celui-ci

début d'usinage d'un épaulement pour le centrage sur le nez de broche au montage final

ici contrôle de l'ajustement de l'épaulement sur le nez de broche (bon ajustement, la pièce tient
toute seule)

un apperçu de l'épaulement usiné ( avant démontage de la pièce, un alésage Ø 20mm
avait été réalisé pour la suite des opérations)

là, un apperçu du nez de broche
la fixation d'un mandrin ou autre accéssoire sur le nez de broche est fait par 3 vis M8
après centrage de la pièce d'après l'alésage de 20 mm sur la table de la fraiseuse,
perçage/taraudage de 3 M8 à 120°
ensuite remontage directement sur le nez de broche afin de dresser la seconde face
d'usiner le Ø extérieur (simple blanchiement) et de ré-aléser au Ø du passage de
la pointe ( pas de photos sur ces opérations)
ensuite, retour à la fraiseuse après montage du plateau circulaire :
pour la préparation de 3 rainures de Ø 10 mm , ce qui correspond au Ø d'une tête de
vis Chc de M6

et fraisage des 3 rainures
voila, le mandrin d'entrainement est réalisé, ne me reste plus qu'à réaliser des bagues
d'entrainement
après usinage d'une bague en alu, perçage/taraudage de 3 M6
ensuite, 3 perçages/taraudage M6 pour l'entrainement de la pièce à usiner
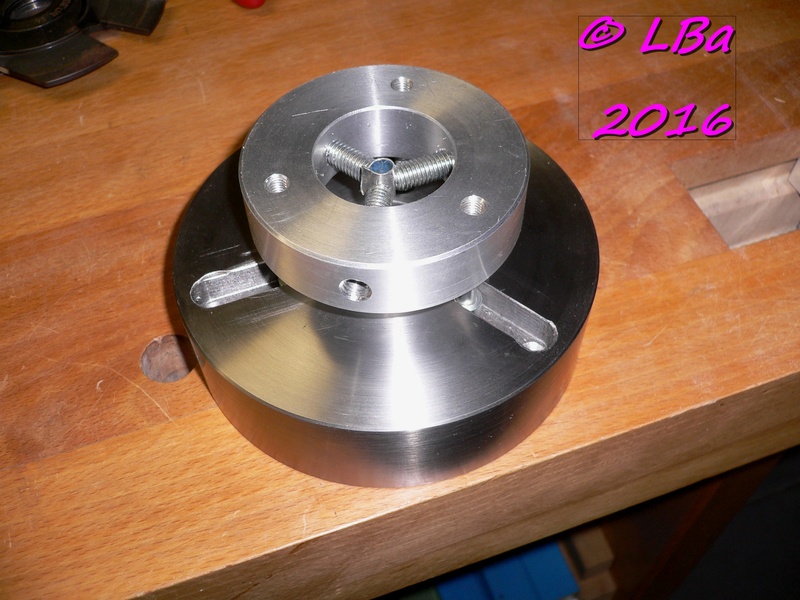
bague d'entrainement en place sur le mandrin

autre vue de la bague sur le mandrin
et pour conclure un exemple d'usinage d'une pièce entre pointe avec un entrainement
sécurisé
Fabrication d'un taraud trapézoïdal
Pour un projet futur, j'ai besoin d'un taraud trapézoïdal, au pas de 10Tpi à gauche
n'ayant pas de grandes connaissances sur le sujet, j'ai effectué des recherches sur le net
j'ai trouvé mon bonheur, donc commandé la pièce
ce taraud est pour réaliser l'écrou
Maintenant pour usiner la vis, il me faut l'outil, re-recherche et là : choux blanc
je n'ai pas trouvé de plaquette au bon angle (sur des sites en français) mon anglais se résume à
quelques mots du genre Hello, I love you, good bye, vocabulaire un peu léger pour effectuer une
recherche technique
Pour mon projet, l'impératif est le pas de 10Tpi à gauche, ayant des plaquettes trapézoïdal métrique,
je me suis dit : je n'ai qu'à réaliser le fameux taraud avec angle métrique
nouvelle recherche sur le net par curiosité concernant l'usinage d'un taraud: j'ai trouvé quelques
sujets avec tout et n'importe quoi, enfin quelques renseignements concernant les diverses
dimensions
Début du lancement dans l'aventure : régler la boite d'avance de mon tour au bon pas !
Merde ; avec mon tour, je ne peux pas réaliser un 10 Tpi ( d'ailleurs ni un 20 Tpi) d'après le tableau
de la boite des avances
je possède un autre tableau concernant les filetages mais là, il faut changer des pignons (autre
que celui qui permet de passer de métrique en pouce par la boite de filetage)
d'après ce tableau j'ai du 10 Tpi en utilisant les pignons de 80/34/36/50 dents et en sélectionant
les positions B/5 des manettes
Ayant un jeu de pignons complémentaire, recherche des dit pignons adéquat
Merde, le pignon de 80 ne se monte pas, il tappe dans la partie arrière de la broche, d'autre pars
l'entraxe du 80 avec le 34 ne correspond pas avec les supports, je ne sais pas à quoi, qui
correspond le tableau mais pas à mon modèle de tour, certainement au modèle d'un clone mais
lequel ?
Plan B afin de connaitre le train de pignons, la méthode de calcul avec les fractions
Et là, surprise,surprise, ma vis mère a un pas de trois et le plus gros pas que je puisse faire avec
la boite est un pas de 2,5
chose que je ne m'étais pas apperçu : la boite fait une réduction de pas donc j'oubli la méthode
de calcul par les fractions
je ne connais pas les réductions de la boite suivant la position des manettes, pour le savoir, il me
faudrait ouvrir la boite afin de connaitre le nombre de dents de chaque pignon, pas vraiment
l'envie d'avoir envie de le faire
je me suis posé pour boire frais et réfléchir
le réfléchi de ma réflextion me fait constater :
la colonne B est la colonne A divisée par 2
la colonne C est la colonne B divisée par 2,5
la colonne C est la colonne A divisée par 5
pour les pas métrique, c'est l'inverse
C multiplie A par 5
B multiplie A par 2
C multiplie B par 2,5
fort de ce constat, je revisualise le tableau des filetages en pouce
je calcule pour les cases vides notenment B5 (j'ai eu l'impression de jouer à la bataille naval
de mon enfance)
48 divisé par 5 , j'obtiens : 9,6 proche de 10 mais c'est pas ça
je fais C1 : 96 par 5, j'obtiens 19,2 proche de 20 mais c'est pas ça
voila la raison du vide des cases, on n'obtient pas un chiffre rond
j'ai vérifié la véracité de la chose en usinant ;
sur une longueur de 25,4 ( un pouce) je n'avais pas 10 filets ou 20 filets mais un peu moins
le montage des pignons est 30/74/36/60/51 pour fileter en pouce avec ce montage, je n'ai pas
le 10 filets, j'ai moins
le montage des pignons est 30/74/34/60/51 pour fileter en métrique avec ce montage, je n'ai pas
le 10 filets non plus, j'ai plus
il ne me reste plus qu' à positionner un pignon plus petit dans la chaine de montage
je vais remplacer le 36 ou 34 par un 35
essais d'usinage : Bingo ! j'ai 10 filets au pouce en position C5
en position position C1, j'ai 20 filets au pouce
en utilisant un pignon de 35, je peut remplir les manques du tableau avec des chiffres rond
C1 = 20; A3 = 70; B3 = 35; C3 = 14; C3 = 10
j'ai vérifié ces valeurs par des essais d'usinage, ça correspond
j'ai même poussé plus loin les essais avec ce pignon de 35 par exemple pour B5 j'ai obtenu
25 un peu fort en lieu et place d'un 24 filets avec le pignons de 36 (ce qui correspond
au tableau)
maintenant que ce problème de pas est résolu, je vais pouvoir m'essayer à la fabrication de
ce taraud de 10 Tpi à gauche
A partir de stub d'un demi pouce de Ø (12,7 mm) choix de cet acier, pour le cas ou il
faille un traitement thermique
après avoir usiné un bout (entrée) conique (angle de 3°)
usiné un dégagement (coté mandrin)
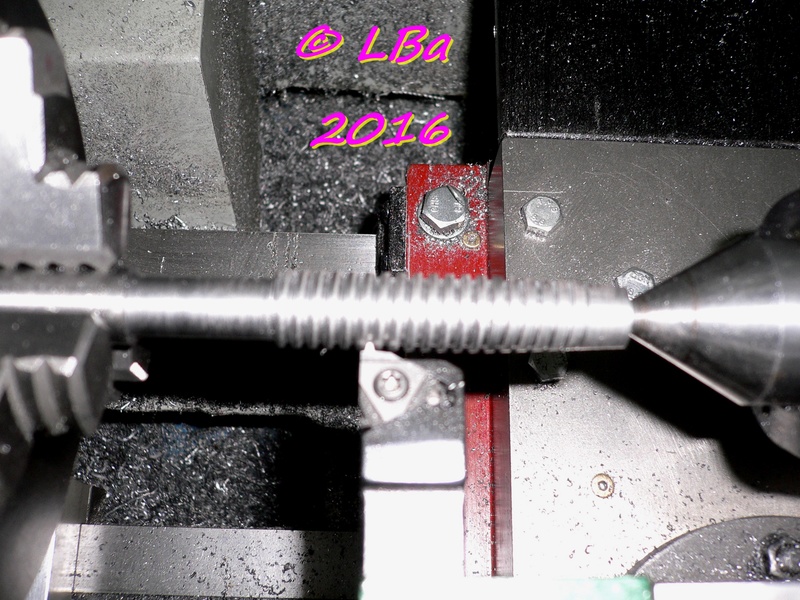
usinage du filet trapézoidale à gauche (l'outil part du mandrin vers la contre pointe)
j'ai utilisé une plaquette pour un pas de 2 métrique, j'aurais du prendre une pour un pas de 3
10 TPi correspondant à un pas de 2,54 mm
le filetage usiné, passage à la fraiseuse pour :

usiner les goujures de coupe
la pièce est montée sur le plateau tournant et soutenue en bout par une contre pointe

usinage avec une fraise Ø 5 mm à bout émisphérique

autre vue de l'usinage (le passage coté contre pointe est chaud)

le résultat obtenu 4 goujures d'usinées


le taraud ébauché

essais de taraudage dans le bois ( frène)
essais mi figue-mi raisin, pour dans du bois,ça là fait, mais dans une matière plus dure
je risque d'avoir des problèmes, le taraud manque de coupe
me faut réfléchir au comment faire
Après réflextion et recherches, j'ai été encore plus indécis,donc j'ai improvisé :

j'ai usiné la face de coupe avec une fraise pour queue d'aronde à angle de 60°

et toujours un passage chaud niveau contre pointe

le résultat obtenu
j'aurais peut être due incliné plus le taraud pris dans le mandrin , je l'ai positionné à 90°
j'ai refais un essais dans le bois, l'effort était moindre, j'ai alors essayé dans le bronze

ça c'est fait, gros effort à fournir quand même, ça demande une amélioration

un apperçu du résultat sur la noix en bronze

je vais pouvoir usiner la vis et l'ajuster avec la noix
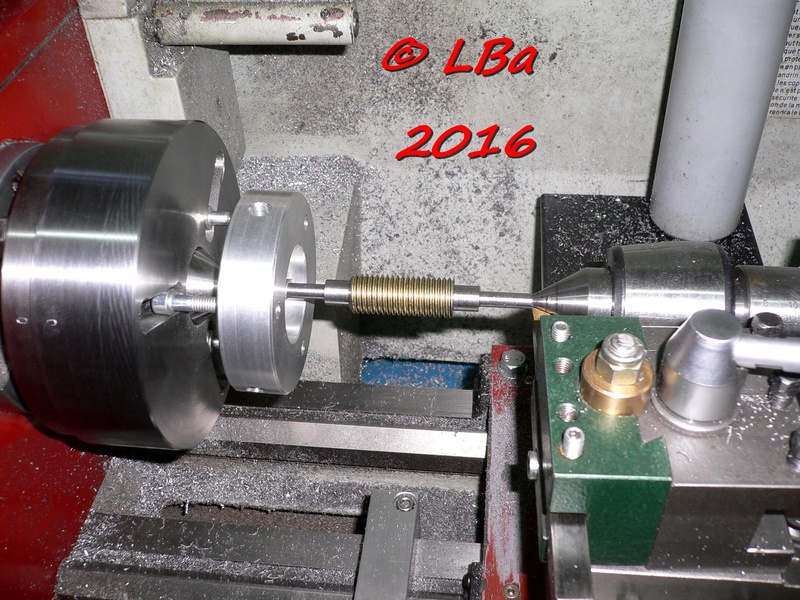
Usinage de la vis :
matière usinée : stub de Ø 12 mm
après préparation, point de centre, épaulement de dégagement, montage sur le trour
prise en pince, contre pointe

usinage premier filet

vue marquage filet (photo pas tip-top)

filetage en cours d'usinage
le filetage réalisé

contrôle de l'ajustement filetage vis/filetage noix
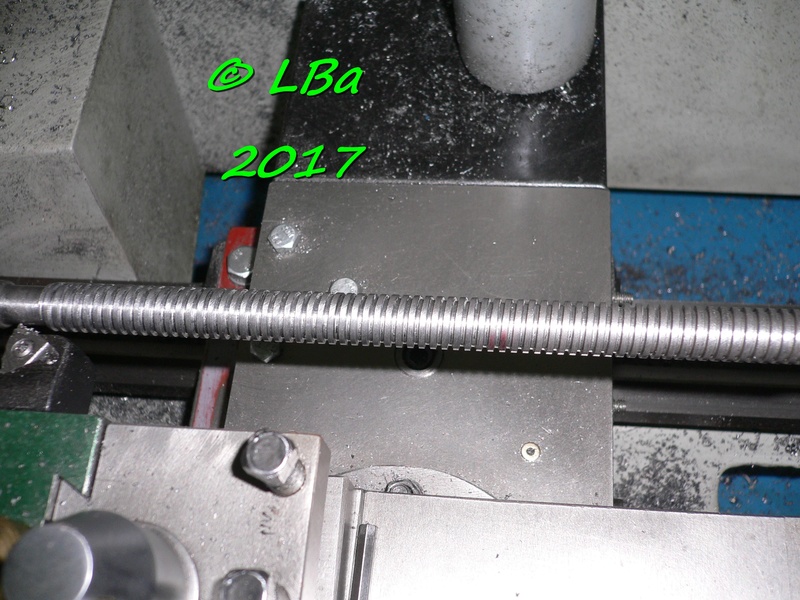
Le tour étant réglé (pignon) j'ai préparé une autre ébauche de taraud,je n'ai usiné que le
filetage, l'affutage (angle de dépouille, d'attaque) sera réalisé plus tard( après retour de
l'inspiration ou si je trouve de plus amples renseignements)
l'ébauche réalisée est en queue de Ø 10 mm, ce qui m'a permis de contrôler le pas avec
un compteur numérique

mise en place du compteur et mise à zéro

vissage de un tour de vis/écrou : résultat lu : 1,27 mm
ceci est normal, l'indicateur électronique est consu pour une lecture au rayon de pièce usiné

résultat après dix tours de vis : 12,728 mm pour 12,70 téhoriquement (moitié de 25,4 mm)
le résultat est très satisfaisant pour moi (par habitude, je récupère les microns dans le bac à copeau)
je vais pouvoir continuer l'usinage de la vis afin de mener mon projet à terme
Portes partie haute / Portes partie basse
Les portes de la parties haute seront vitrées, tandis que celles de la partie basse
seront à panneaux pleins

prè-débit des cadres des portes

débits des différents morceaux constituant les cadres de porte

les pièces après rabotage

traçage des différents usinage sur les pièces
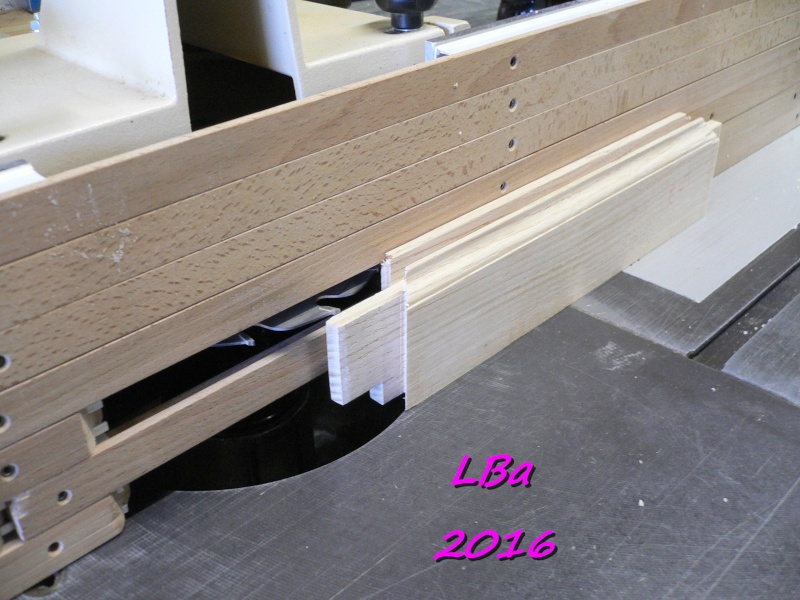
Après avoir reçu les fer et contre-fer commandés

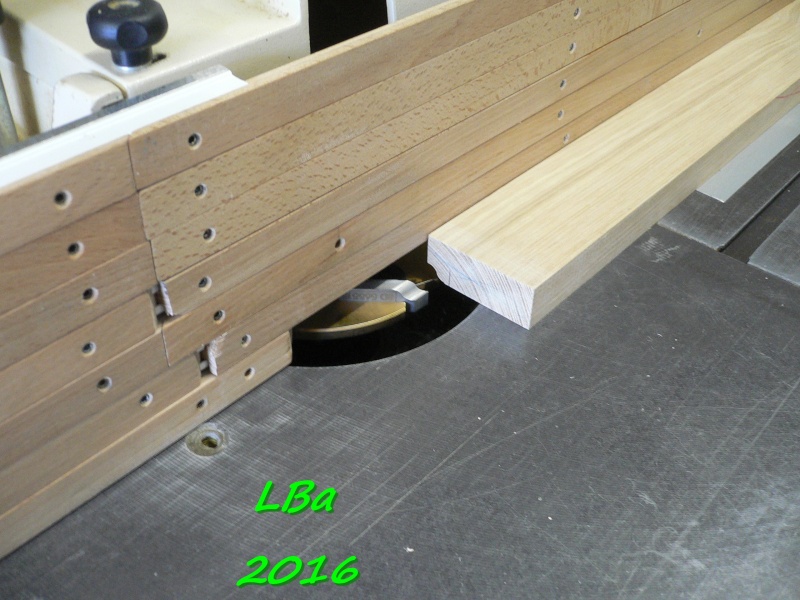
profilage des montants de porte par travail en dessous

vue du profilage d'un montant

voila, montants et traverses sont profilées
la suite des opérations sera de contre-profiler les extrémités des traverses
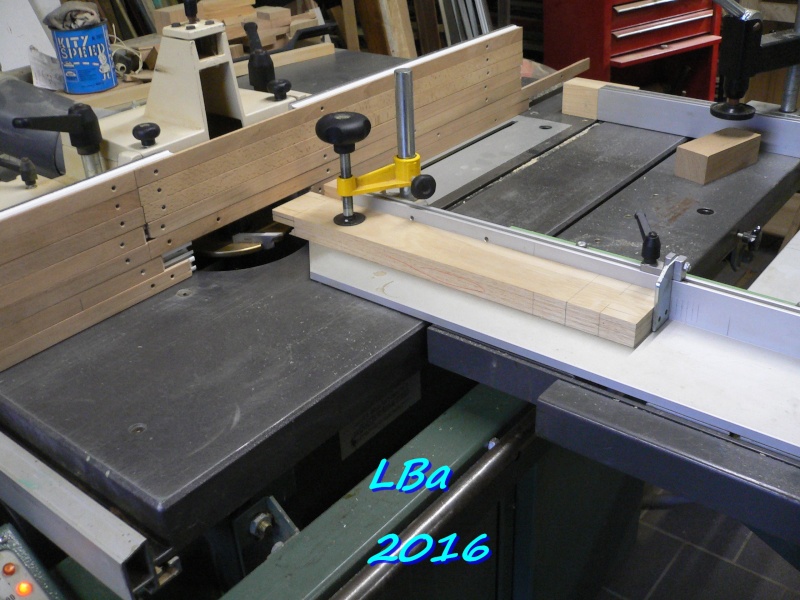
contre-profilage d'un bout de traverse

contre-profilage traverse vue de près

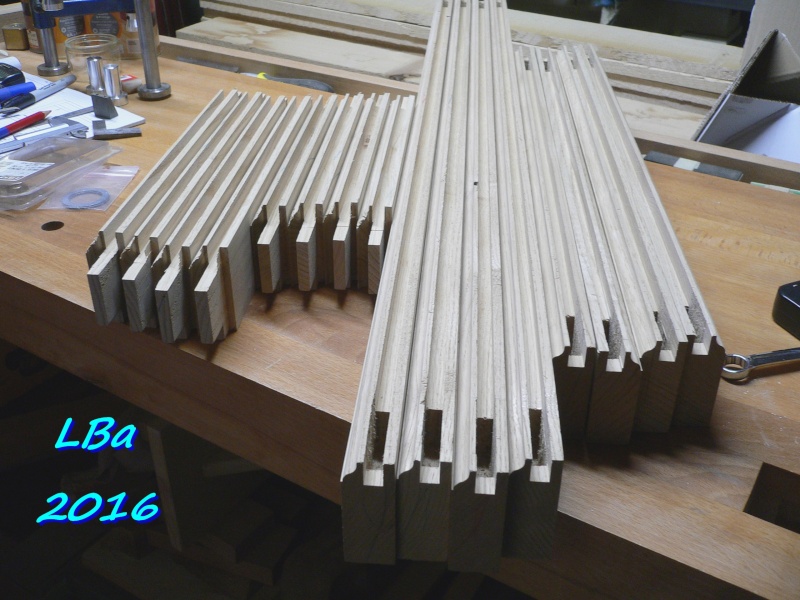
ensuite usinage du tenon sur les traverses

tenon usiné en épaisseur sur traverse

l'ensemble des tenons des traverses ébauchés en épaisseur
aprés traçage de la largeur des tenons , coupe à la scie à main :

les tenons des traverses usinés, passage à l'usinage des mortaises des montants
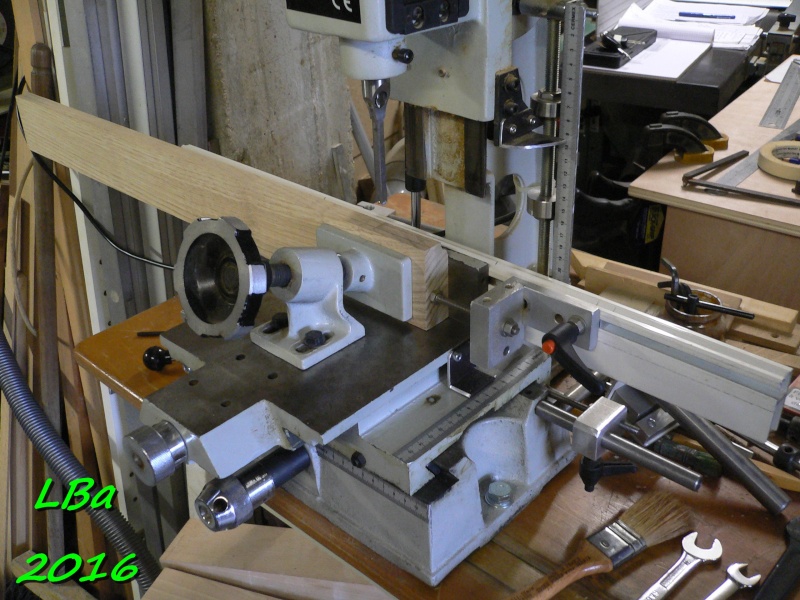
réglage de la mortaiseuse à B²

et usinage d'une mortaise

apperçu de l'usinage

un coté d'usiné

réglage de la mortaiseuse pour usiner l'autre coté des montants

usinage mortaise

les mortaises des montants terminées
Ensuite, passage au rainurage des pièces :

ici rainurage d'une traverse
voila, toute les pièces rainurées

portes haute prè-assemblées

là, c'est les portes basse d'être prè-assemblées

vue de l'assemblage d'un angle
les portes haute étant vitrée, une feuillure ouverte simpose pour la mise en place du vitrage
réglage de la toupie pour l'usinage d'une feuillure sur une traverse

usinage effectué

pris dans l'élan, manque de réflextion, erreur sur les montants
la feuillure devait être arrêtée au niveau de la traverse

solution flippotage

coupe de flippot

collage et mise sous presse d'une porte haute

vue intérieur d'une porte haute

visualisation d'un vitrage en place