

Concernant cette pièce, l'ébauche cylindrique de la pièce est issue d'un arbe de tapis
d'amenage d'une machine, c'est une pièce de récup
j'ai coupé à longueur avant de dresser les deux faces au tour à métaux et sa mise à longueur
rien de transcendant avec ces opérations d'usinage
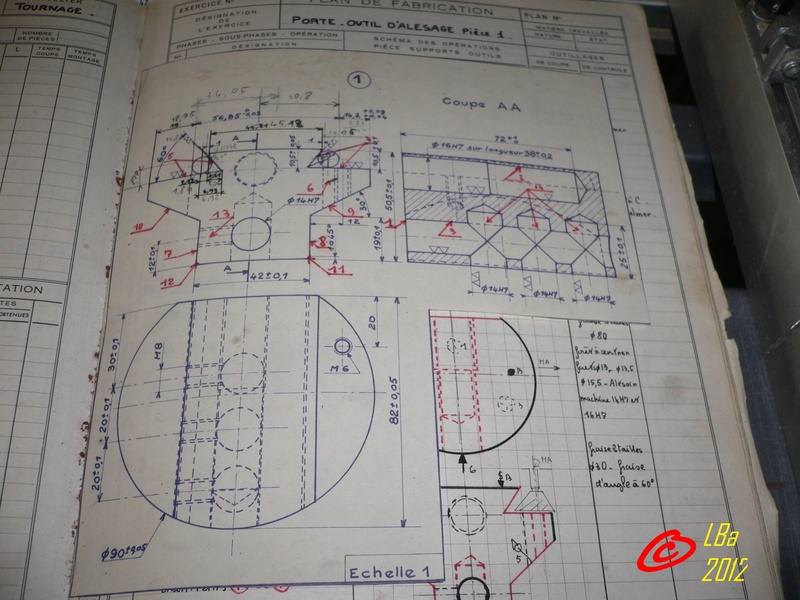
rappel du plan de la pièce pour compréhension de la suite des opérations
j'ai ensuite monté la pièce sur la fraiseuse prise dans l'étau afin de :

de fraiser un méplat (rep 1 du plan)
sans démonter la pièce,

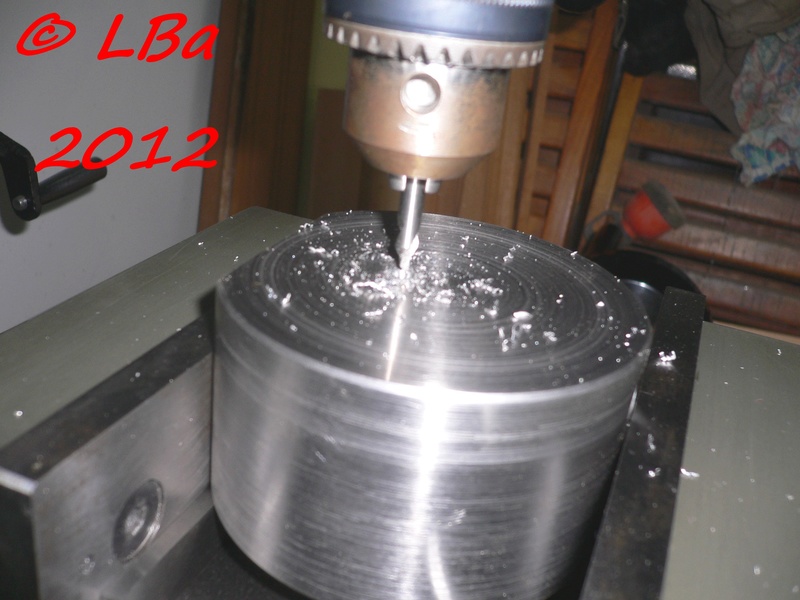
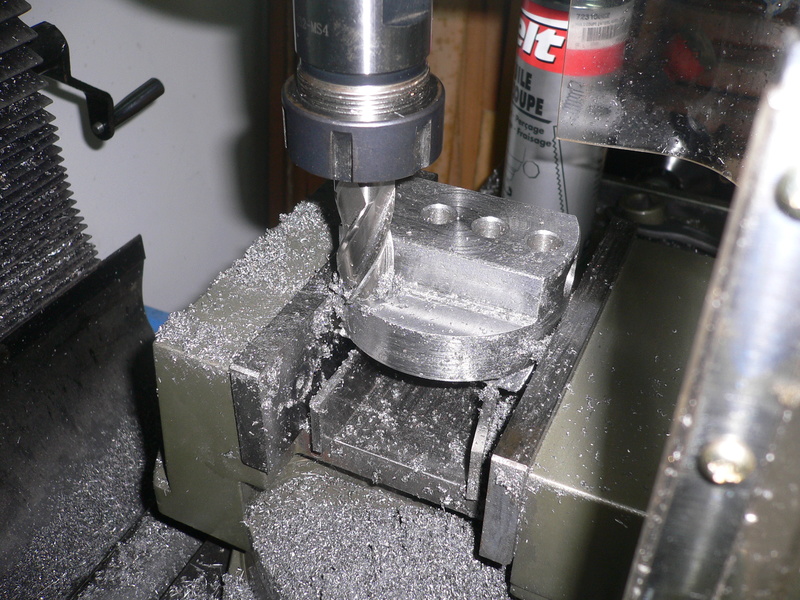
j'ai percé le trou (rep 2 du plan) non débouchant au Ø de 16 mm

perçage au Ø de 11,9 (rep 3) débouchant

alésage à 12 mm du trou
( sur le plan, c'est un Ø 14, je l'ai fait à 12, car les queues des outils que je possède sont au Ø 12 mm)

contrôle de l'alésage à l'aide d'une queue d'outil
Pour la suite des opérations, changement de position de la pièce dans l'étau afin d'usiner
les trois trous (rep 4 du plan)
la position de la pièce dans l'étau est méplat en appui contre le mors fixe de l'étau

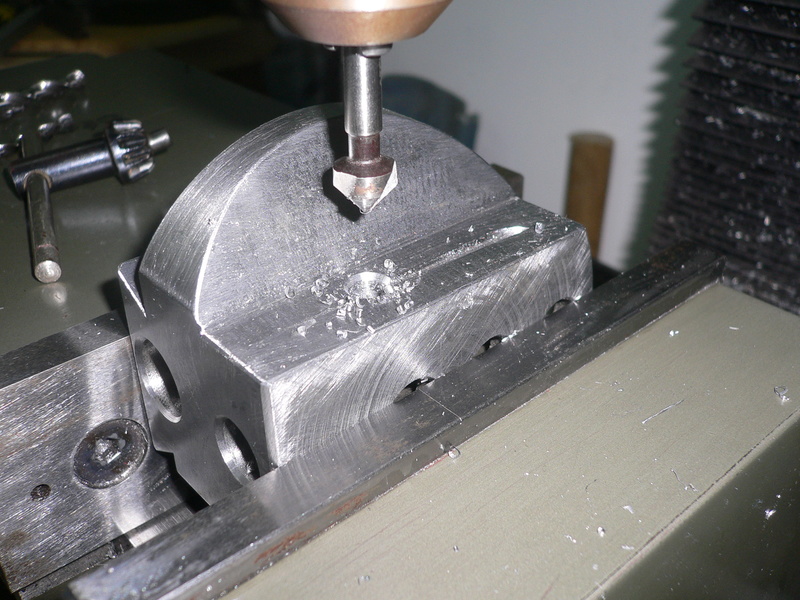
le positionnement du premier trou est effectué à l'aide d'une pinule de centrage ( en x puis en y)
pointage du trou à l'aide d'un foret à centrer

après perçage à 11,9 ; alésage à 12 avec un alésoir machine
pour la profondeur du trou, comme je venais d'installer une dro en z, j'ai eu l'occasion de tester

profondeur de 25 mm à un centième près

contrôle avec une queue d'outil de 12 mm
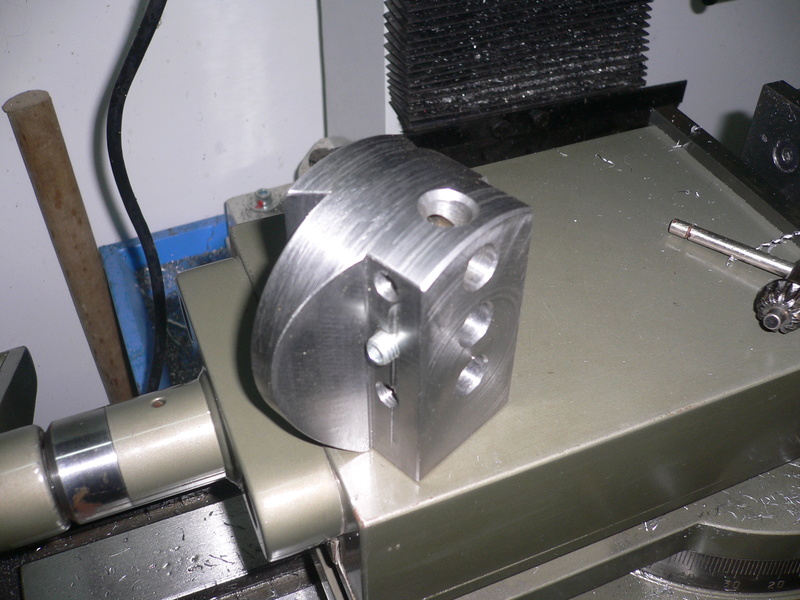
j'ai refait ces opérations pour les deux autres trous après décalage de l'entraxe en y
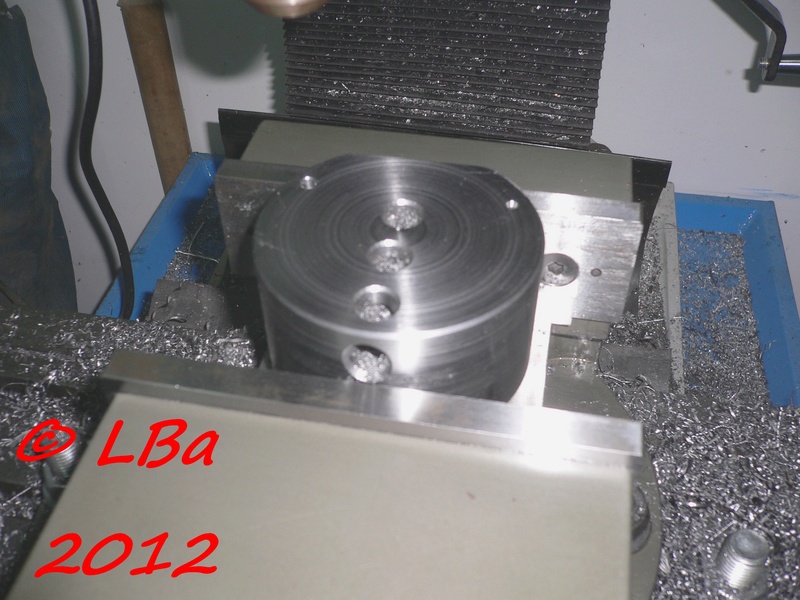
les trois trous réalisés
la pièce étant en position, j'en ai profité pour faire le M6 (j'en ai fais même deux, m'etant trompé
de sens) (rep 6)
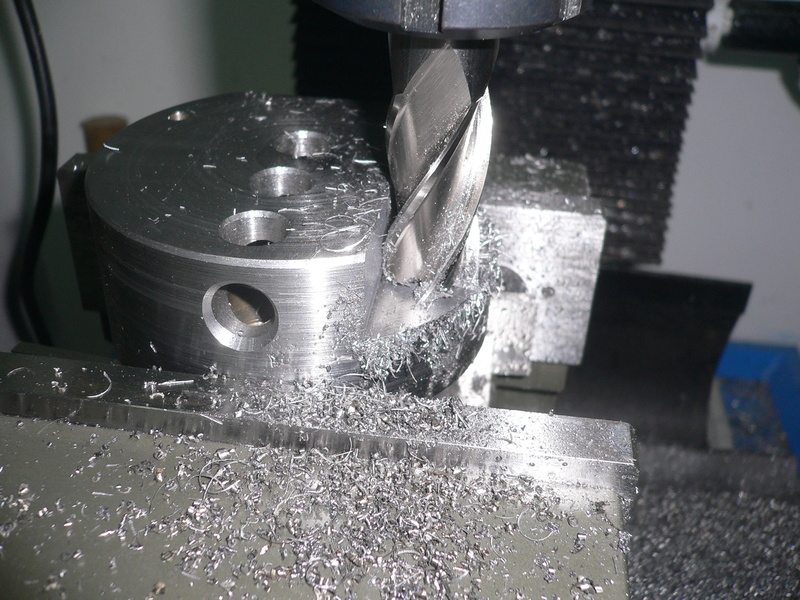
Après un demi-tour de la pièce, (toujours méplat contre mors fixe) pret pour l'usinage des queues
d'arondes mâle

ébauche de l'épaulement coté droit

semi-finition de l'épaulement
usinage de la queue d'aronde

contrôle mesure de la dimension de la queue d'aronde

usinage de l'épaulement coté gauche (qui a été réalisé à la suite du droit)

finition de l'épaulement gauche

usinage de la queue d'aronde coté gauche

contrôle/mesure de la queue d'aronde à l'aide d'un palmer et de deux piges cylindrique de
Ø 6 mm

voila, la queue d'aronde mâle est usinée
me reste à usiner les deux pans inclinés (rep 9 et 10)
je vais commencer par les deux épaulements (rep 7 et 8)

usinage épaulement droit

ébauche épaulement coté gauche
finition de l'épaulement gauche par fraisage de profil
finition (fraisage de profil) de l'épaulement coté droit
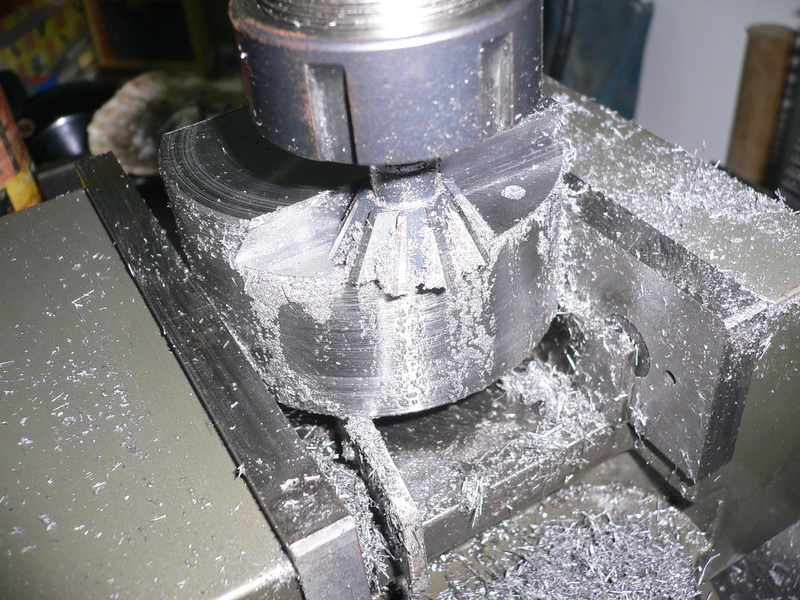
après inclinaison de la tête de la fraiseuse à 30°
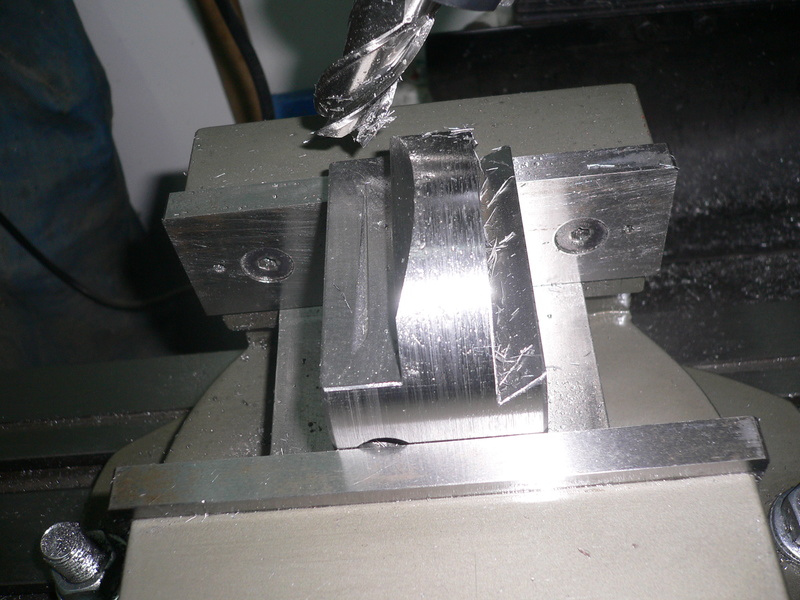
début du fraisage d'un pan incliné
à l'heure ou je remet à jour, je ne me souviens plus de la raison, mais j'ai du changer la manière
d'usiner
l'étau se trouvait perpendiculaire à l'axe x ,

je l'ai réglé // à x

reprise de l'usinage du pan incliné

suite de l'usinage du pan incliné
arrivé à la cote :
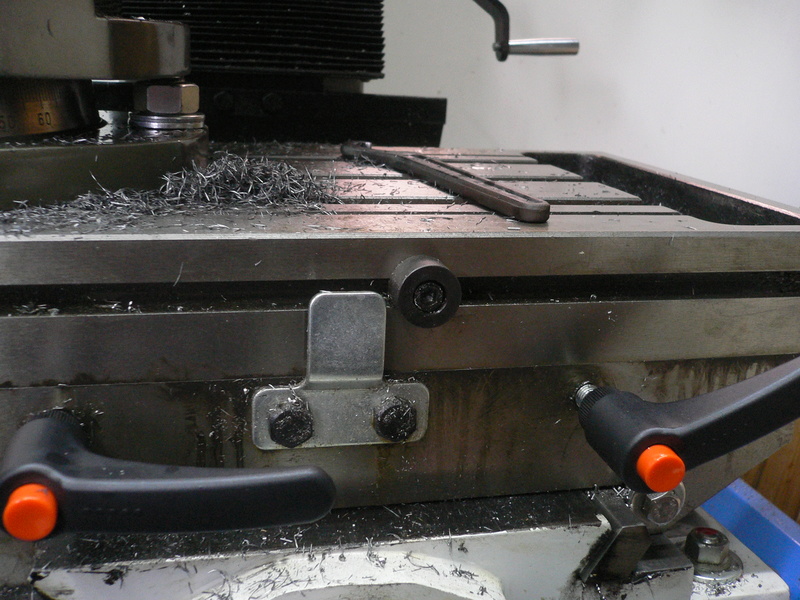
réglage de la butée de l'axe x et :

usinage du second pan incliné (les prises de passe ont été jusqu'à ce que je sois en butée)

la pièce avec ces pans inclinés usinés

et là , la pièce vue sous un autre angle

réglage de la tête de fraisage en position verticale

réglage de la pièce en horizontalité pour la suite des opérations
les divers réglages effectués :

perçage au Ø de 6,8 mm du premier trou rep 13 (qt 3 pour rappel)
fraisure du trou

taraudage du trou à M8
j'ai renouvellé deux fois les trois dernières opérations pour les deux autres trous rep 13 après
décalage de l'entre axe en y
(les trois M8 servent pour le serrage des outils à aléser)
voilà la pièce rep 1 est usinée