

Frein à disque sur broche de mon tour à métaux
Pour réaliser un filetage, sans frein de broche, ce n'est pas toujours evident
il faut jouer des deux mains, couper le moteur, dégager l'outil
pour me faciliter la vie, je vais adapter un frein sur la broche
Commande au pied du frein (Réalisation)
Je désire actionner le frein par une commande au pied via un cable

débit des fers, du méplats et du tube
Concernant le tube, il sera enserré entre deux méplats et centré par des bagues

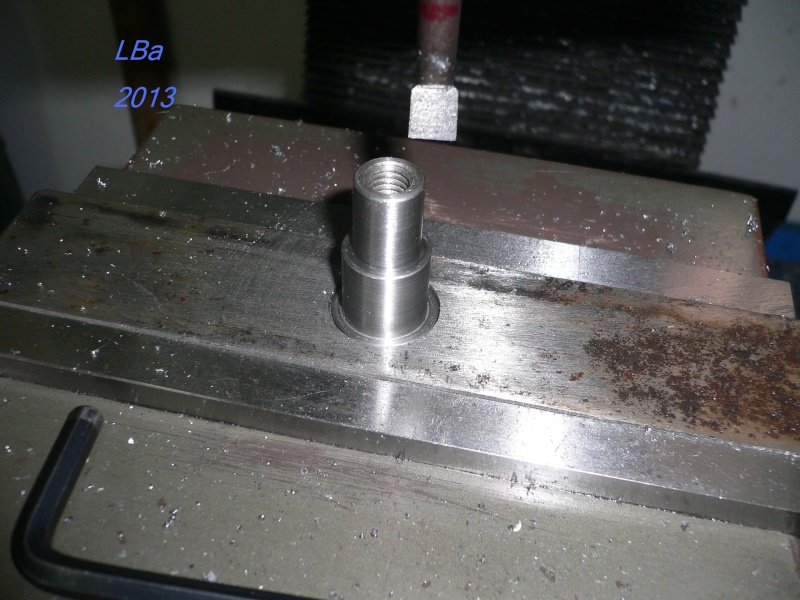
usinage des bagues (elles sont taraudées à M10)

les bagues de maintient du tube
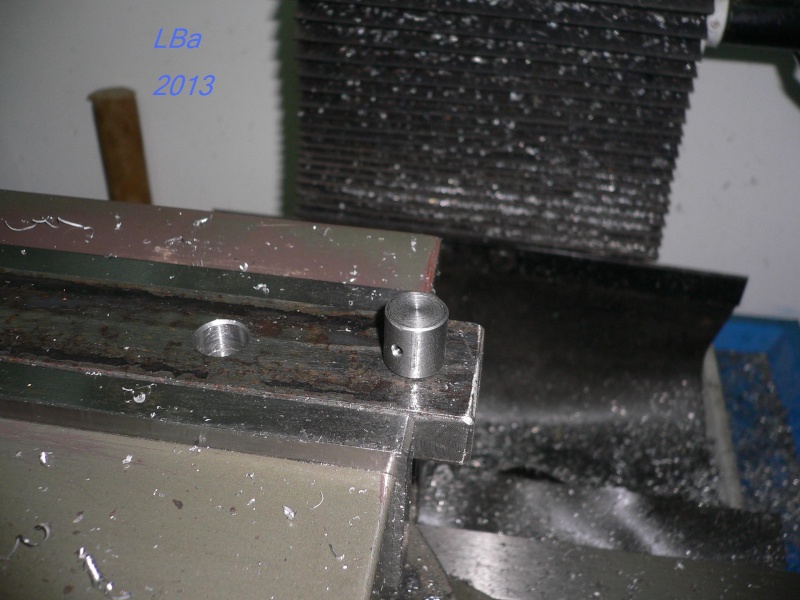
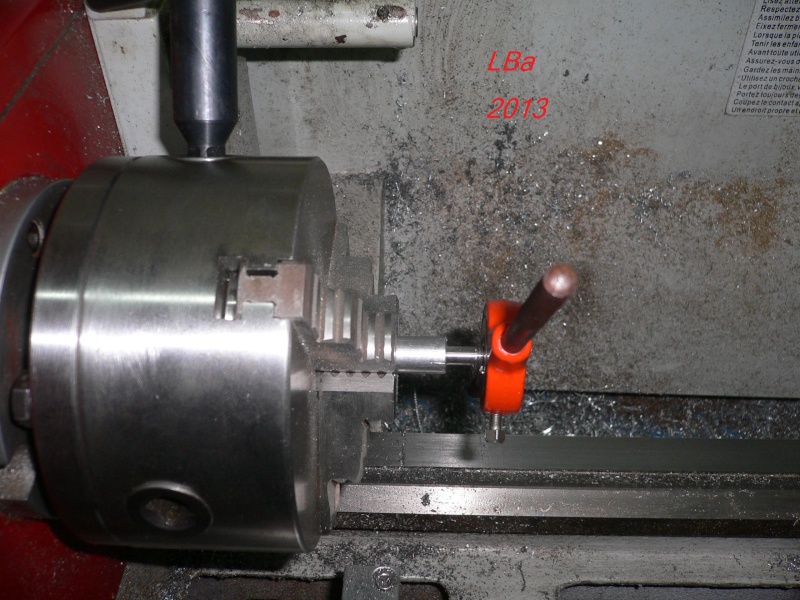
usinage des axes d'articulation du systéme

usinage d'un axe
aprés retournement de la piéce :
usinage du second axe
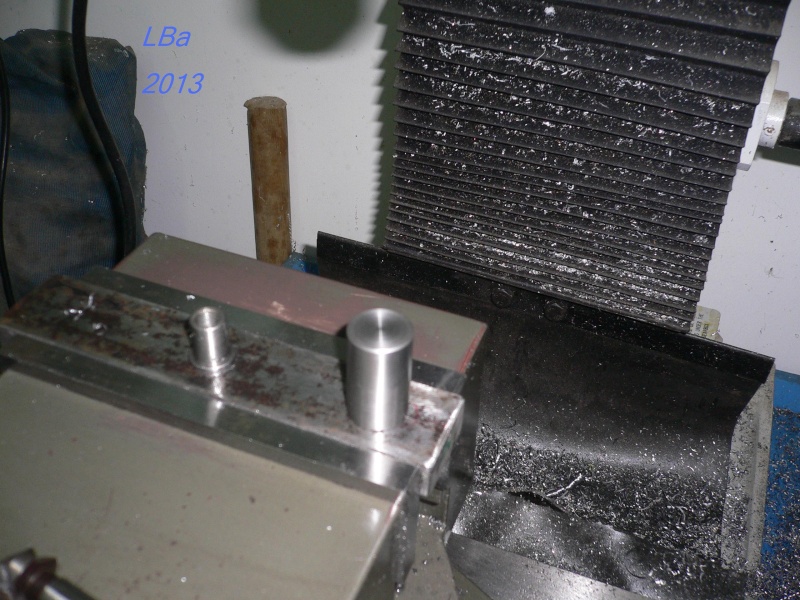
aprés séparation à la scie des deux axes

dressage de la face

les deux axes sont usinés
les axes sont montés à serre (phi 16 mm ) dans un méplat
l'autre en rotation (phi 12 mm)
alésage du phi 12 ((rotation) à l'alésoir machine
essais du phi 12, bonne rotation
alésage du phi 16 mm à la téte a aléser, montage serré
dans la foulée, alésage pour noyer la téte de l'axe
essais de la téte de l'axe, elle ne dépasse pas , c'est validé

l'axe est emmanché à serre

les bras et supports sont pré-montés
Systéme pour le cable/gaine
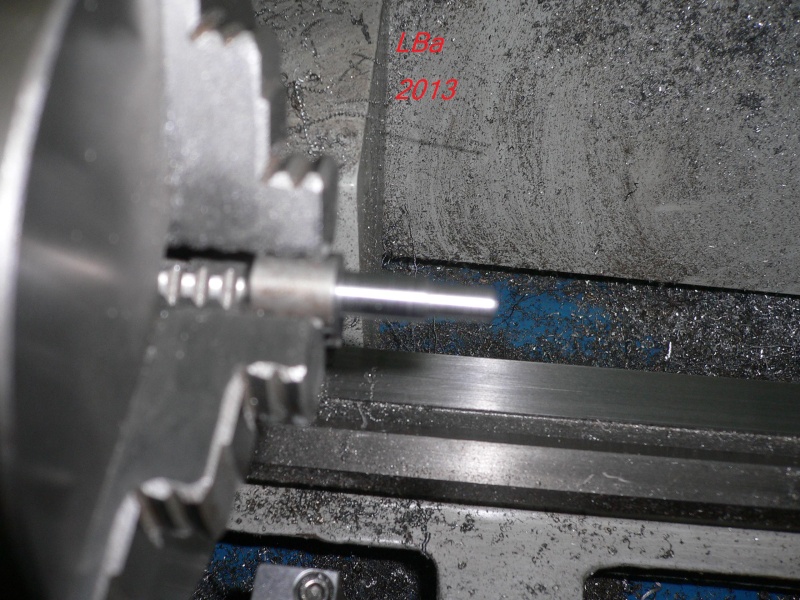
usinage d'un axe épaulé pour arret cable

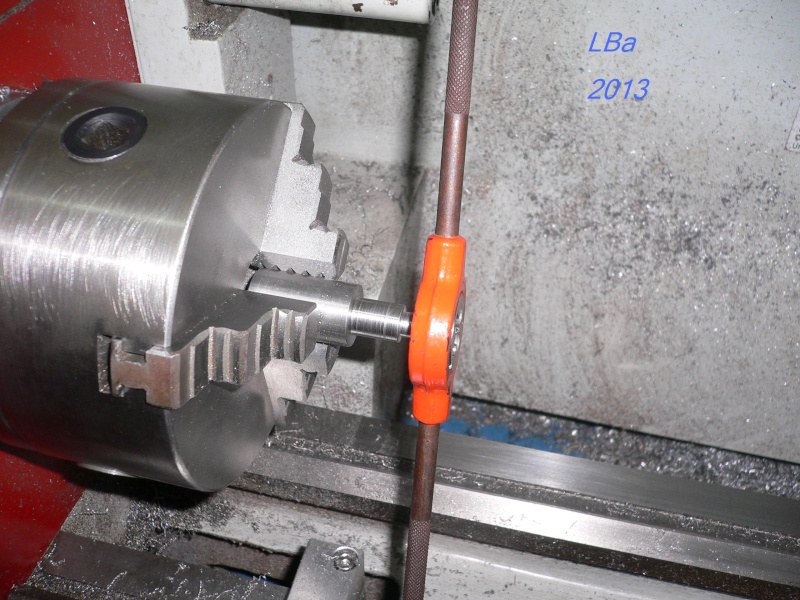
filetage de l'axe à M6 à la filiére à main
j'ai fais une entrée (phi 5 ) sur l'axe pour faciliter la prise de filiére
de plus j'utilise une filiére réglable
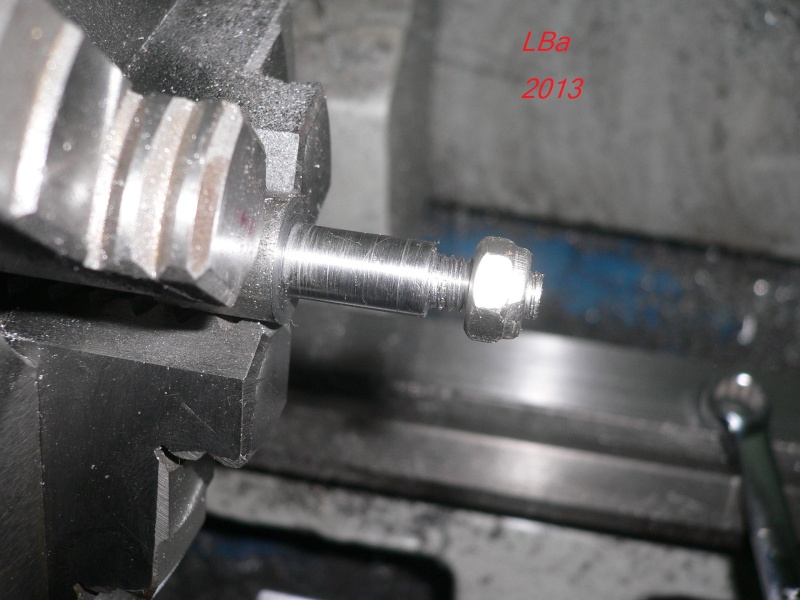
controle avec un écrou

l'axe est usiné, reste le trou de passage du cable à faire

usinage d'un axe pour l'arret gaine et la tension
méme opération que précedenment, mais à M8
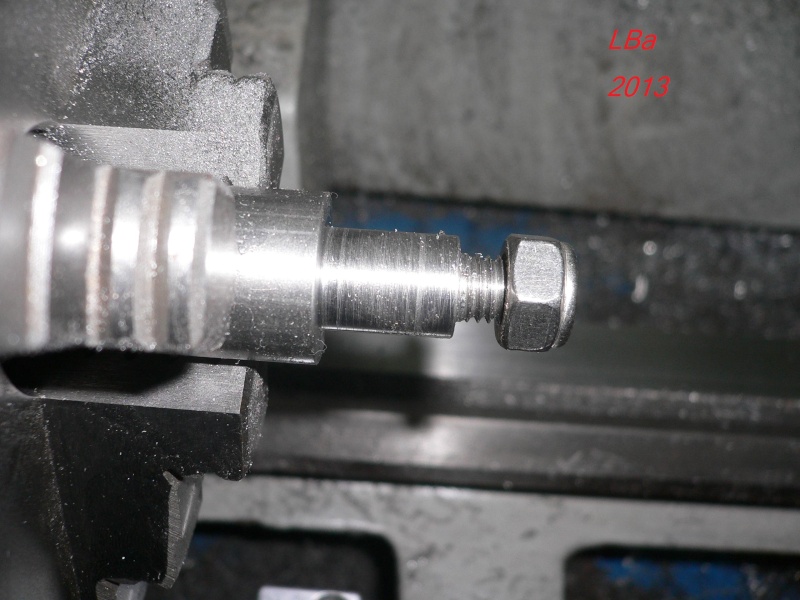
essais de l'écrou M8

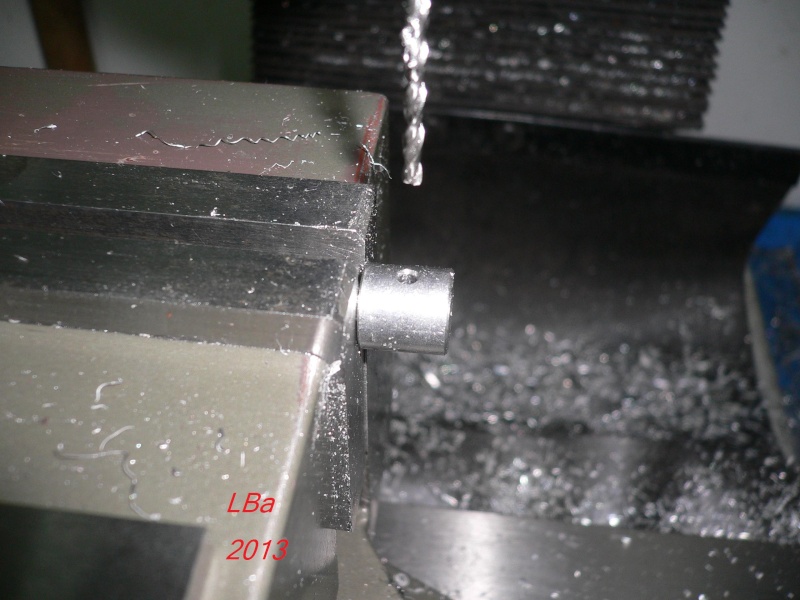
perçage du passage de cable sur l'axe d'arret de celui-ci

perçage,alésage de la fixation de l'axe arret cable
vérification de l'ajustement de l'axe/bras
celui-ci est glissant/tournant, libre sans jeu

perçage/ alésage de la fixation de l'axe d'arret gaine sur le support
vérification de l'ajustement, comme le précédent, libre/tournant sans jeu

perçage/taraudage de l'axe arret gaine, pour la fixation de l'arret et son contre écrou

les deux axes montés sur le bras et son support

le cable est en place dans les axes
Aprés la mise en peinture des piéces (sauf le tube)
montage et mise en place sur le bati du tour

le support de barre sur le pied droit

le support de barre sur le pied gauche
et montage de la barre

la barre et le cable/gaine monté sur le pied gauche

coté pied droit ici
la position haute de la barre est assurée par deux ressort en traction
ressorts recyclés de tambour de machine à laver
restera la peinture sur la barre à faire
aprés réglage de la tension du cable de commande les essais d'arrét ont été concluant
l'efficacité du freinage est bien présent et immédiat
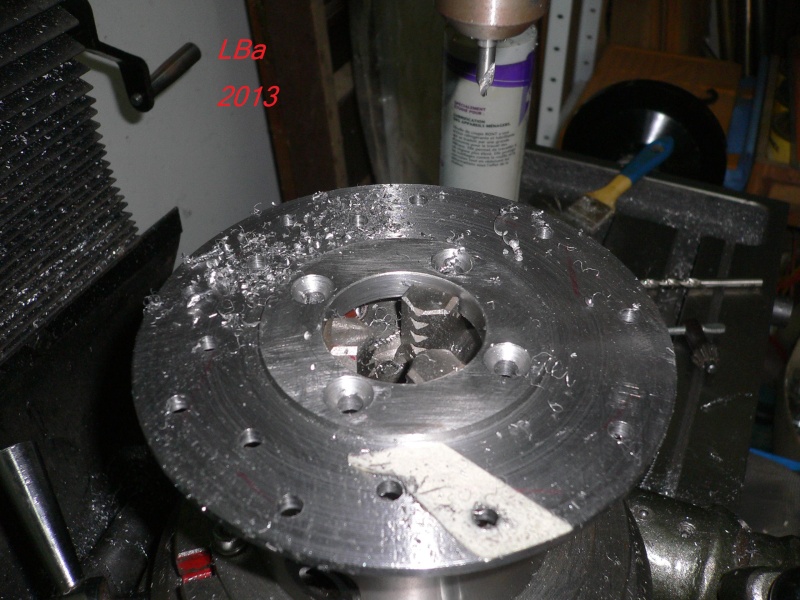
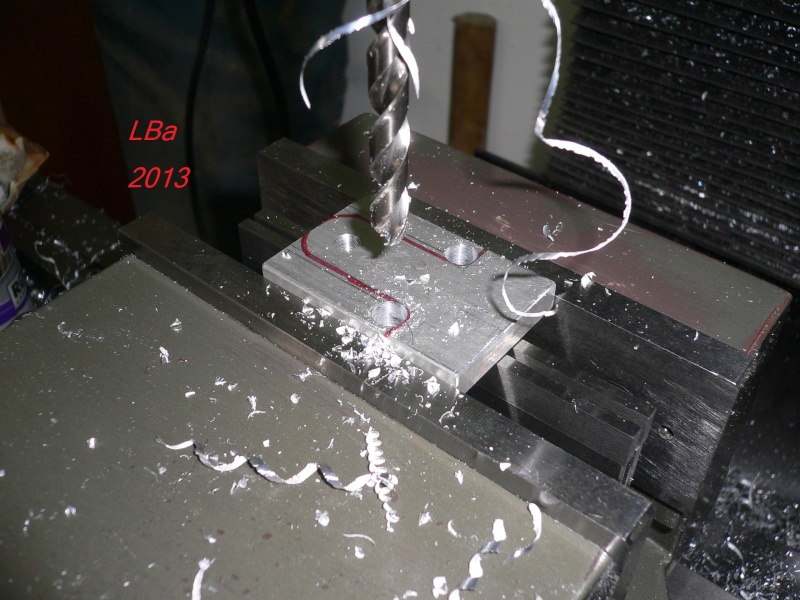
Perçage à la fraiseuse avec le plateau tournant de 4 phis 6 mm
pour la fixation du manchon sur la poulie

les tétes de vis sont noyées à cause du disque de frein

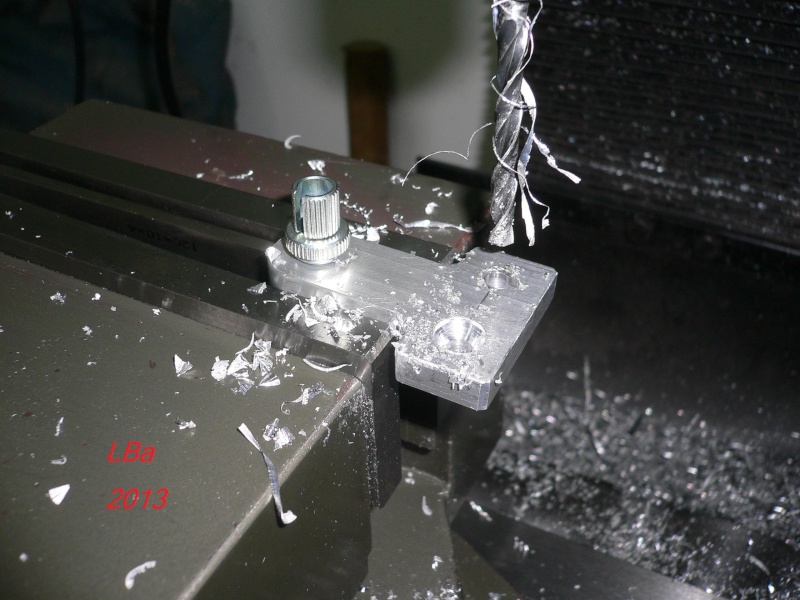
perçage/ taraudage de 4 M6 sur la poulie
fixation du manchon sur la poulie
ayant vue que les disques étaient ventilés(je suppose) soient par des lumiéres, des trous ect...
je me suis contenté de trou phi 6 mm
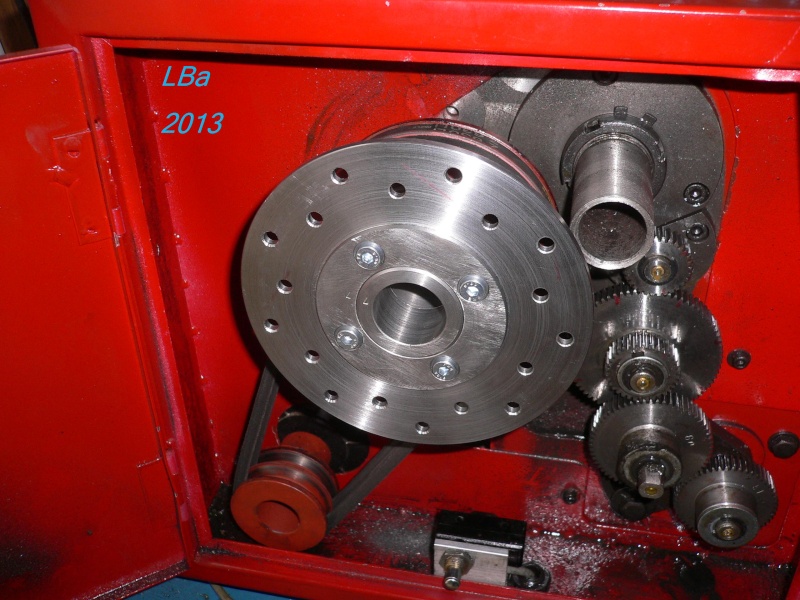
mise en place du disque sur le manchon
ceci étant réalisé, aprés avoir positionné le support étrier/maitre cylindre
pointage de sa position
pointage des 3 trous de fixation

perçage des trois phis 9 mm
pour la fixation, j'ai réalisé une plaque écrou dans un plat d'alu
l'ensemble est en place
- reste à purger avant essais
- à modifier le carter de protection
Sur le maitre cylindre, il y a un contacteur (à l'origine fait allumer le feux de stop)
pas de chance, je ne peux l'utiliser pour couper le moteur car c'est un N/F et il me
faut un N/O pour le mettre en série avec les autres contacts (contac de la porte, du carter
de protection du mandrin et arret d'urgence )
je n'ai rien de méme dimension pour aller en lieu et place
par contre j'ai un micro bouton poussoir, me reste un support à faire pour le monter
dans de la corniére alu de 4 mm d'épaisseur taillage du support

la piéce réalisée
le bouton en place sur l'équerre, et celle-ci sur le support
j'ai été obligé de remplacer une vis téte H par une téte fraisée et rondelle cuvette, car l'écrou
du support arrét cable tapait dedans
la purge du circuit à commencé, premier essais d'arret concluant
Fabrication protection en remplacement de la porte
la porte d'origine enferment les pignons /courroies/poulies a été supprimée et remplacée
par une protection en lexan maintenue par vis métaux/inserts
sur le lexan il me fallait un trou de 85 mm, ma plus grosse scie cloche ne fait que 63 mm

perçage du lexan à 63 mm à la scie cloche
pour agrandir le trou à 85 mm , aprés avoir fixé le lexan sur un morceau de mélaminé à
l'aide de deux planchettes en bois, j'ai agrandi le trou à la téte à alésée sur la fraiseuse

passage de 63 à 85 mm à la téte à alésée
aprés une découpe pour le passage de l'étrier de frein, pose du lexan de protection en lieu et place de la porte

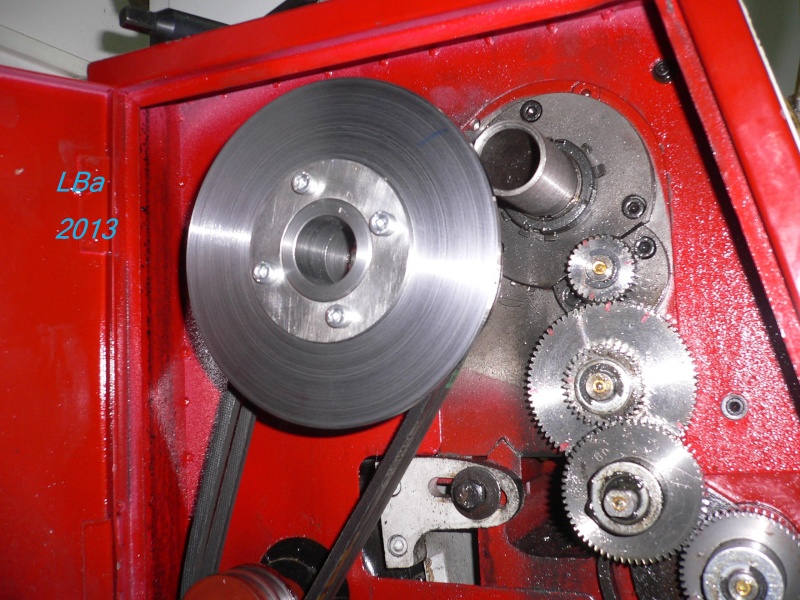
maintenant j'ai vue sur la pignonnerie
vue d'en haut
me reste à faire une protection pour le disque de frein en pensant à sa ventilation
Liaison par flexible etrier/maitre cylindre
Le flexible ou durite (de récupération) est long, cela me génait
en cherchant sur la toile, je me suis apperçu qu'il existait de la durite dite aviation
vendu au métre ainsi que des raccords rapide à monter dessus
je me suis approvisionné chez Tec-racing (livraison sous 48 h)

vue de la marchandise reçue
le sertissage se fait par une olive en laiton (je suppose)
La coupe de la durite n'est pas évidente,étant entouré par une tresse en inox protégé par une gaine plastique
aprés petite galére voici le résultat obtenu

satisfaction du résultat obtenu
à par que les deux vis (de récup) qui viennent dans les raccords ne sont pas du méme pas
une au pas de 100, l'autre au pas de 125, et merde, lors de ma commande, j'ai hésité à en acheter
bon y'a plus qu'a refaire une commande, des frais de port pour une connerie, ça me fait mal aux seins
Le support de gaine usiné dans du plat alu de 40 mm

traçage du support avant usinage, afin de faciliter celui-ci
perçage de deux phi 8 mm, aprés 4 coups de scie à métaux manuel

fraisage des 2 épaulements

apperçu du support, l'arrondi a été fait à la lime par épanelage
perçage et fraisure de deux phi 5 mm pour Tf pour sa fixation

le support en place
La came d'actionnement du maitre cylindre sera, elle, actionné par un cable fixé
sur un support articulé
Usinage de ce dernier

début d'usinage de la piéce par un épaulement
filetage manuellement à M6 du bout de l'axe

à ce stade, il reste le trou de passage du cable à effectuer
perçage à phi 2,5 mm pour passer le cable comme ci dessous

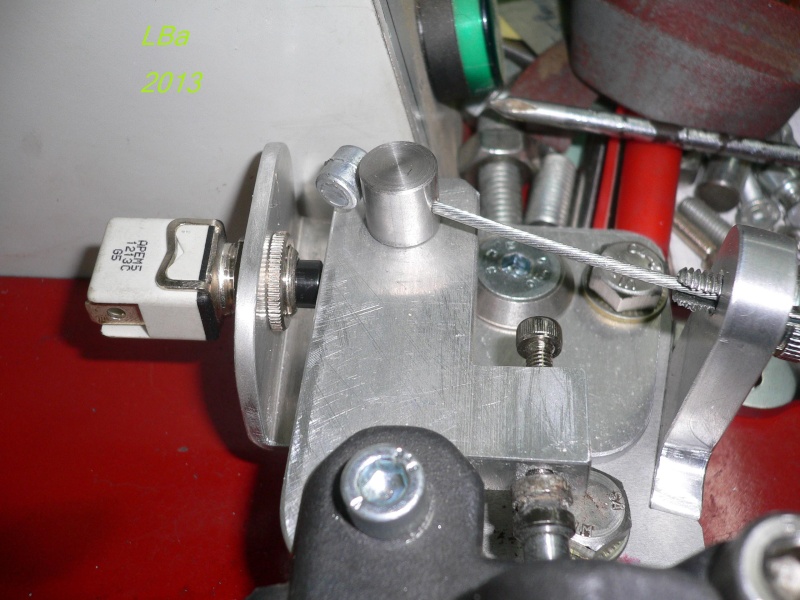
Fixation de l'arret de cable sur la came

perçage/alésage d'un phi 6 mm pour le montage de l'arret cable comme ci-dessous

le cable est ici au repos (came non actionnée)
là le cable est tiré (came actionnée) tout ça pour visualiser la position du support tendeur de gaine
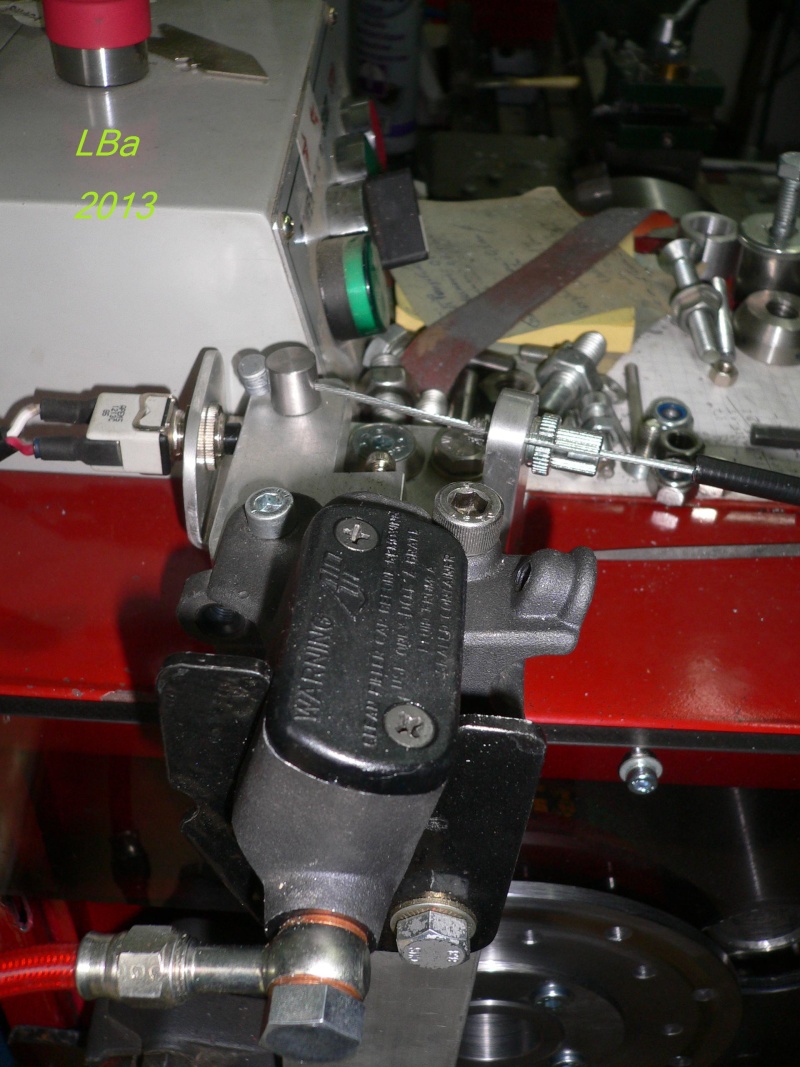
Montage : étrier/maitre cylindre/support
Pour le montage de l'étrier, fabrication d'un support en deux parties
l'une tirée dans du plat alu, que des perçages à effectuer

perçage de deux diamétres 8 mm en quinquonce pour la fixation de l'étrier

perçage de deux autres diamétres 8 mm pour l'assemblage avec la seconde piéce

débit de la seconde piéce du support

perçage/taraudage de deux M8 en bout
usinage de deux entretoises, ici dressage /mise en épaisseur

ici perçage à 8 mm d'une entretoise
le maitre cylindre est fixé sur le plat supérieur par un M6, sa position est assurée par une piéce
tirée dans de la tole alu de 4 mm d'épais

ébauche de la forme de la piéce réalisée à la lime

perçage à 8 pour la fixation
Présentation de l'ensemble sur le disque

autre apperçu

Le maitre cylindre est actionné par un bras qui lui méme sera actionné par cable
apperçu de l'usinage de la came d'actionnement du maitre cylindre

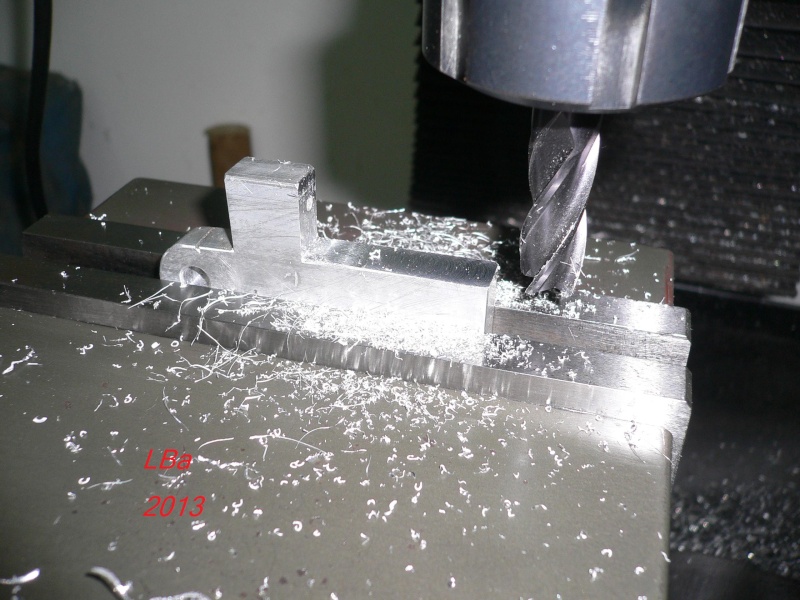
perçage de 3 phi 8 mm pour la fixation sur le tour

fraisage d'un épaulement incliné afin de recevoir le support de gaine de cable

percage/taraudage de deux M5 pour la fixation du support de gaine

apperçu du montage
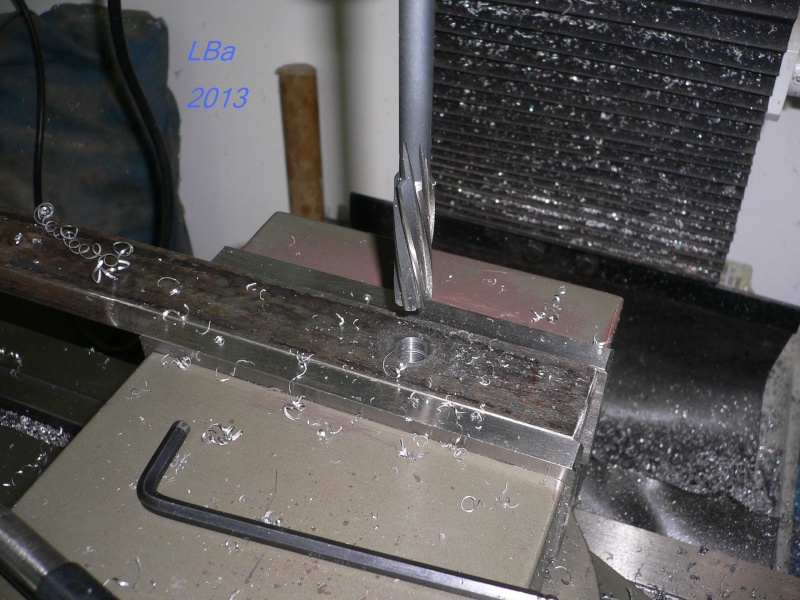
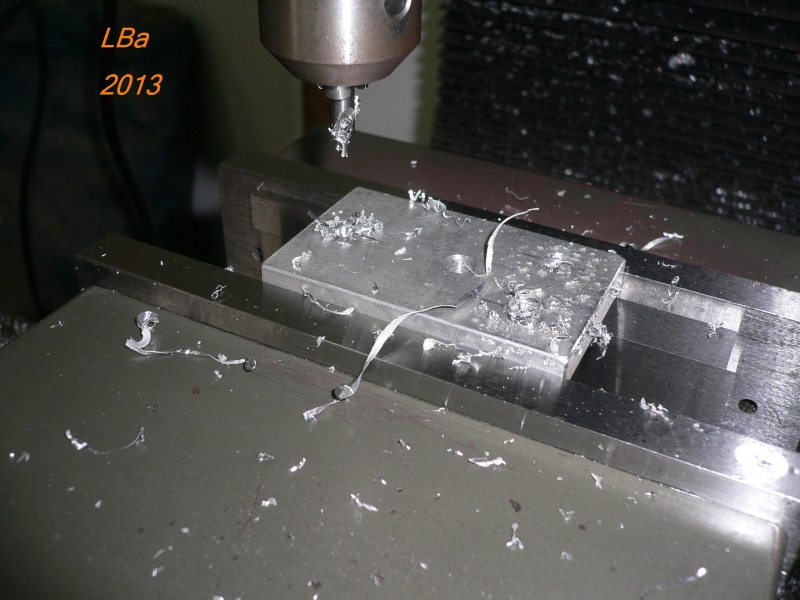
Afin de pouvoir usiner le disque de 150 mm de diamétre, sans mandrin de cette ouverture
j'ai commencé par faire un alésage de 20 mm à la téte à aléser sur la fraiseuse

vérification de l'alésage de 20 mm
la piéce de vérification, va servir de plus pour blanchir les faces (brute de sciage) sur le tour

aprés avoir blanchie l'autre face, retour sur la fraiseuse

centrage du disque sur la fraiseuse afin de percer 4 fixations de 6mm
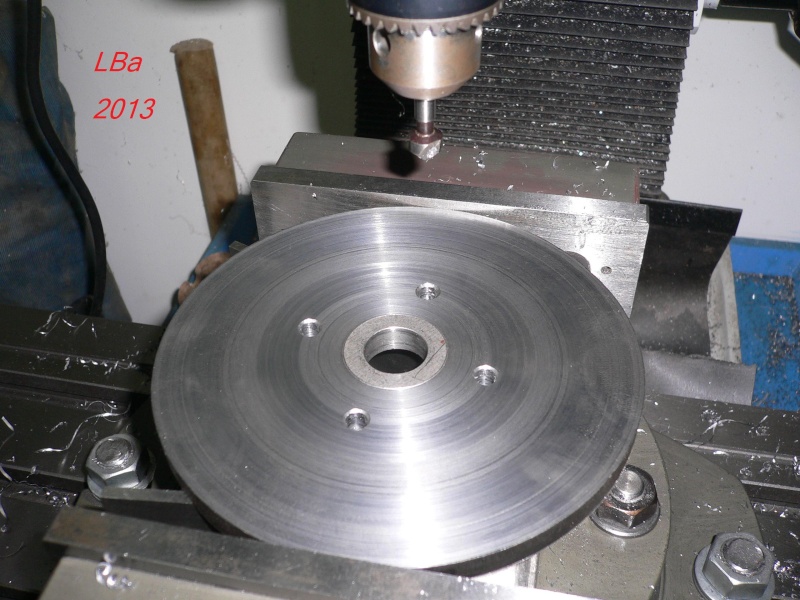
perçage des quatres fixations
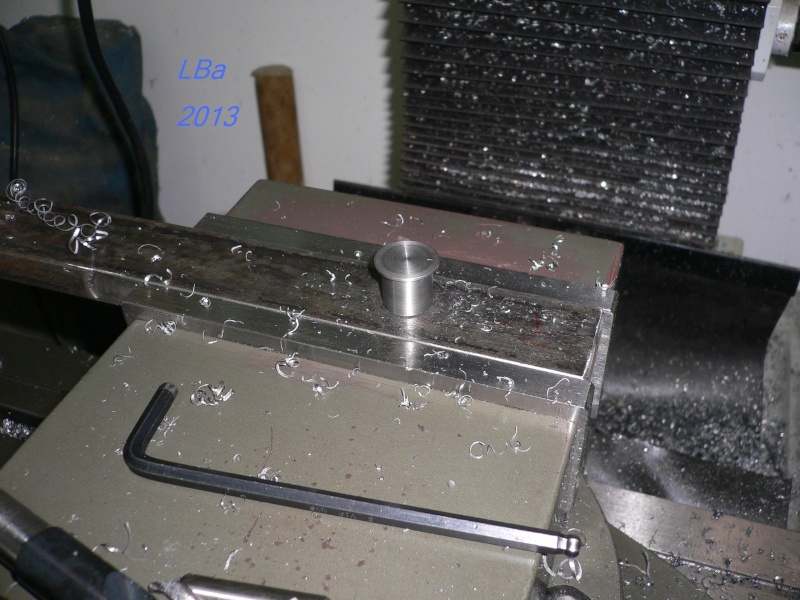
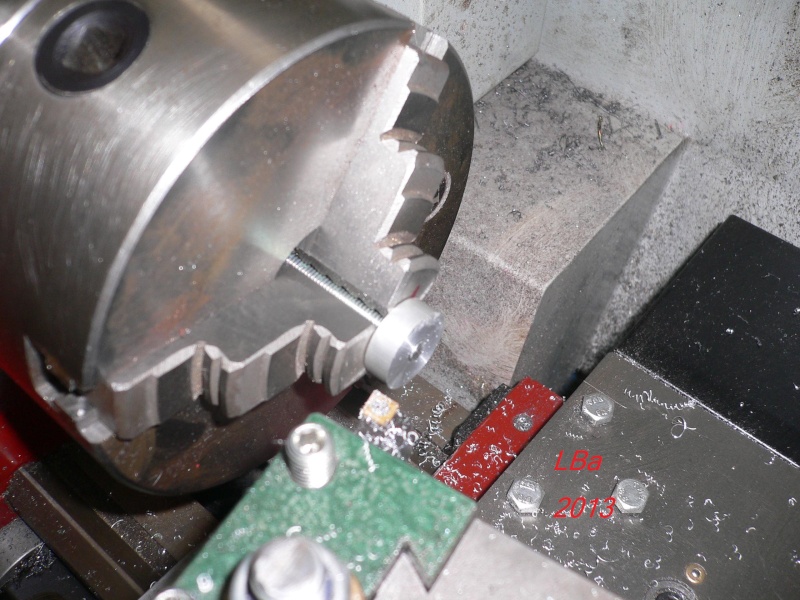
sur le restant de la chute d'acier qui ma servi pour réaliser le manchon
aprés blanchiement du diamétre extérieur et dressage de la face
alésage de diamétre supérieur à la rondelle ayant servi pour les premiers usinages
du new disque

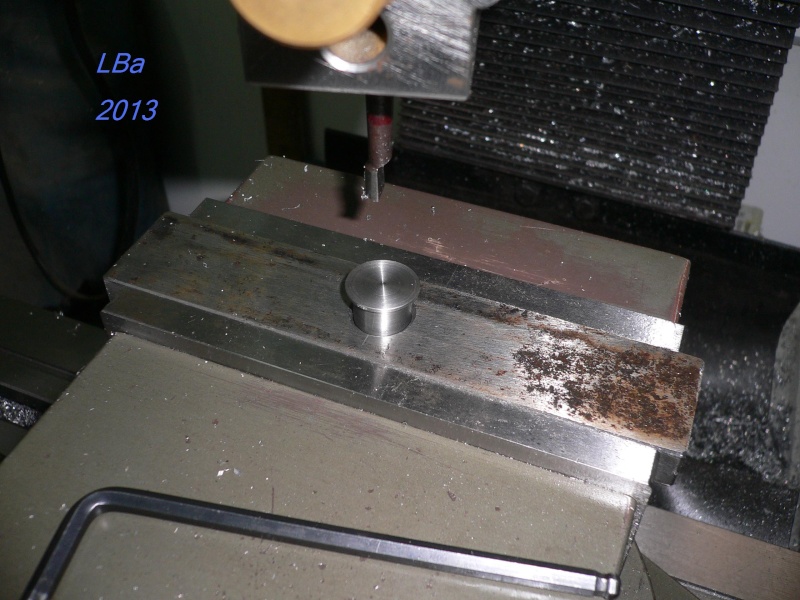
cette piéce, je l'appelle cimblot

aprés centrage sur la fraiseuse, perçage/taraudage du cimblot à M6
remontage du cimblot sur le tour et du new disque afin de continuer l'usinage de celui-ci

alésage au diamétre de l'épaulement du manchon

vérification de l'alésage du disque avec le manchon
Maintenant que l'alésage du new disque est réalisé et adapté au manchon, c'est celui-ci qui va servir
pour la suite des usinages du disque, pour ce il me faut percer/tarauder le manchon
retour sur la fraiseuse

c'est parti, perçage/taraudage de 4 M6
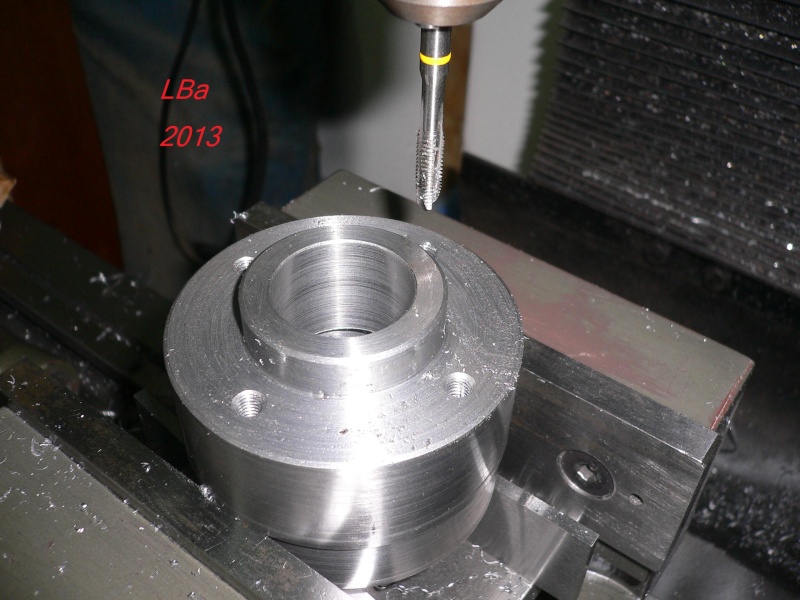
ceci étant fait, retour sur le tour
montage en mandrin du new disque sur le manchon,
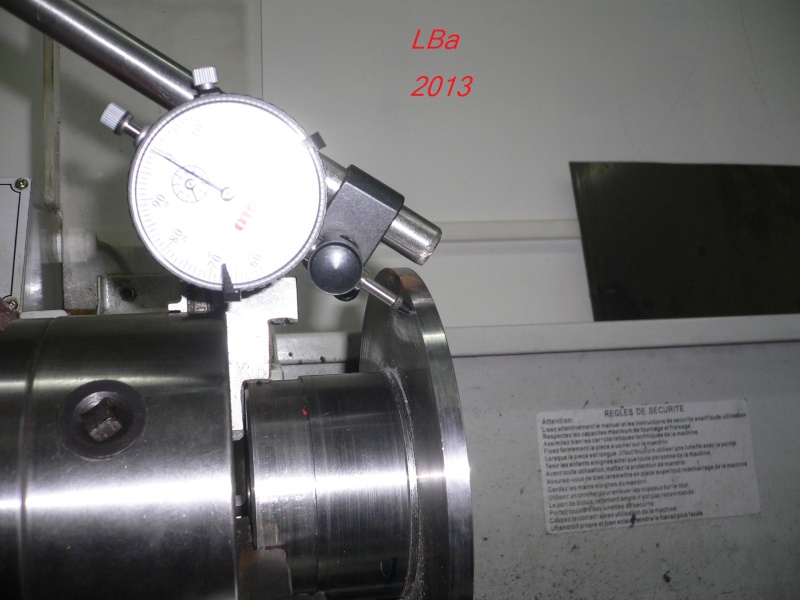
controle du voile du new disque, aprés montage et démontage, il y n'y a que 5 centiémes
acceptable,je peux finir de dresser les faces du disque, le diamétre extérieur et la mis à l'épaisseur
tournage du diamétre extérieur

dressage en finition d'une face
dressage/finition de la seconde face avec mise à l'épaisseur du disque
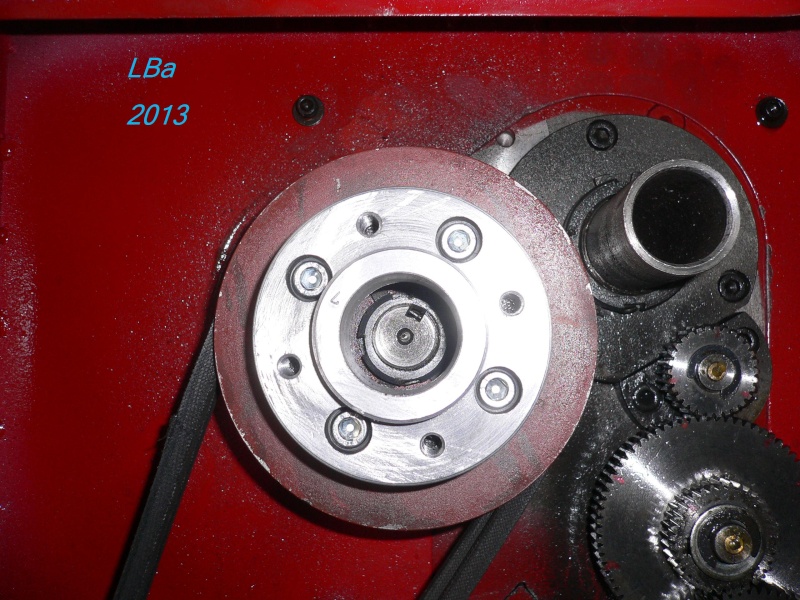
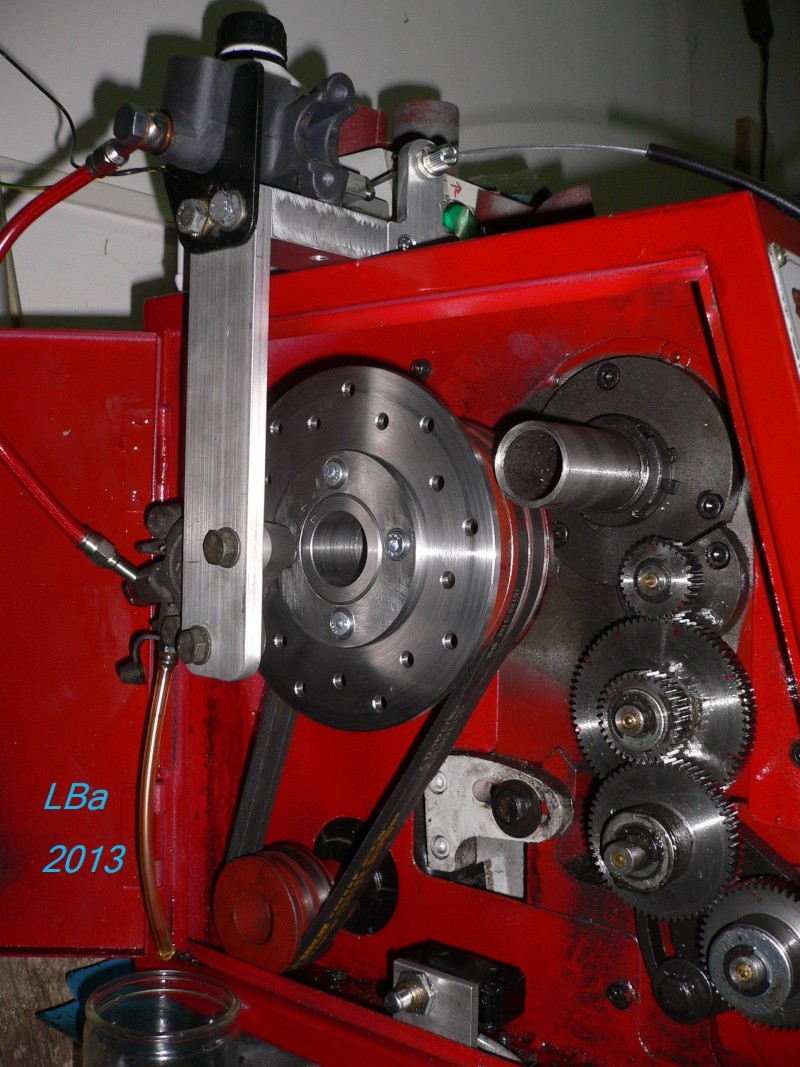
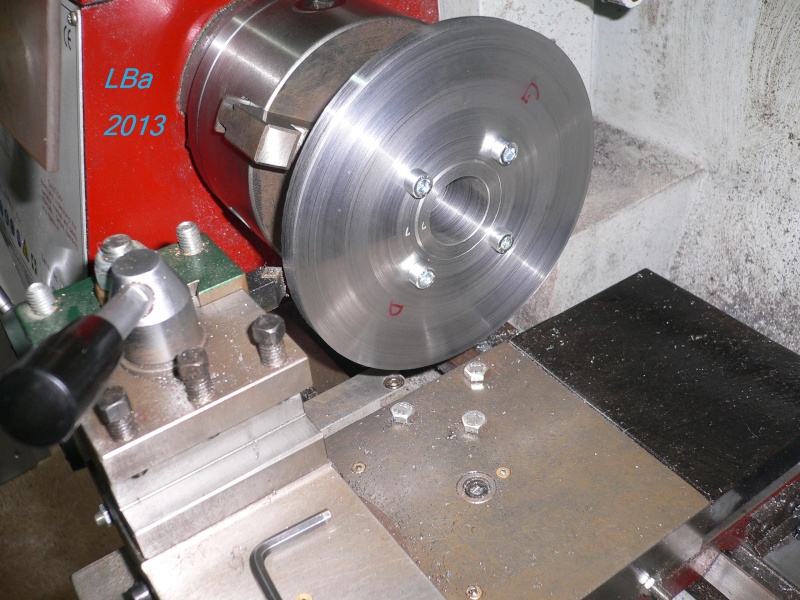
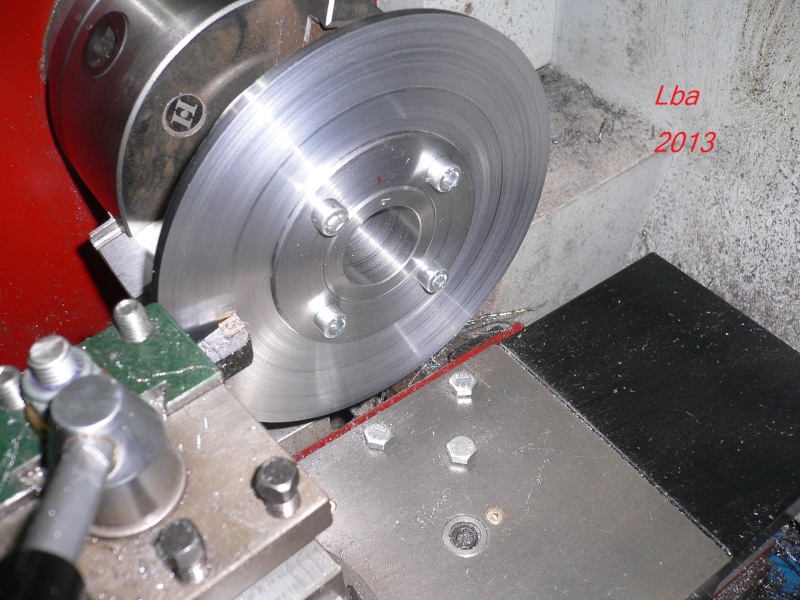
le new disque et le manchon, en situation sur la poulie
la broche est presque totalement dégagée, j'ai gagnée en place pour positionner l'étrier de frein
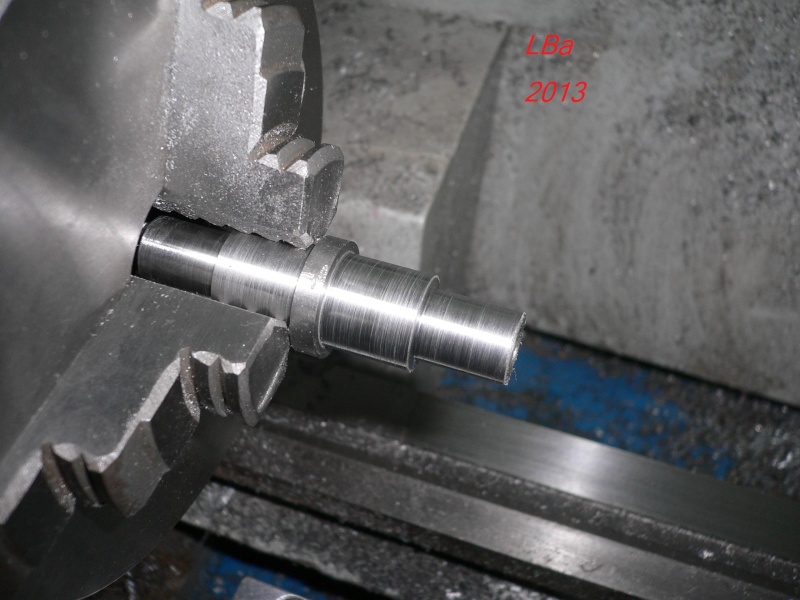
Manchon d'adaptation disque/poulie
Dans du rond de récup de diamétre 80mm,qui devait etre du mi-dur,genre A33 celon
l'ancienne classification des aciers, si ma mémoire ne fait pas défaut
j'ai usiné une piéce que j'appelle manchon
cette piéce vient se loger dans la poulie et a un épaulement, coté opposé afin de recevoir le
disque de frein
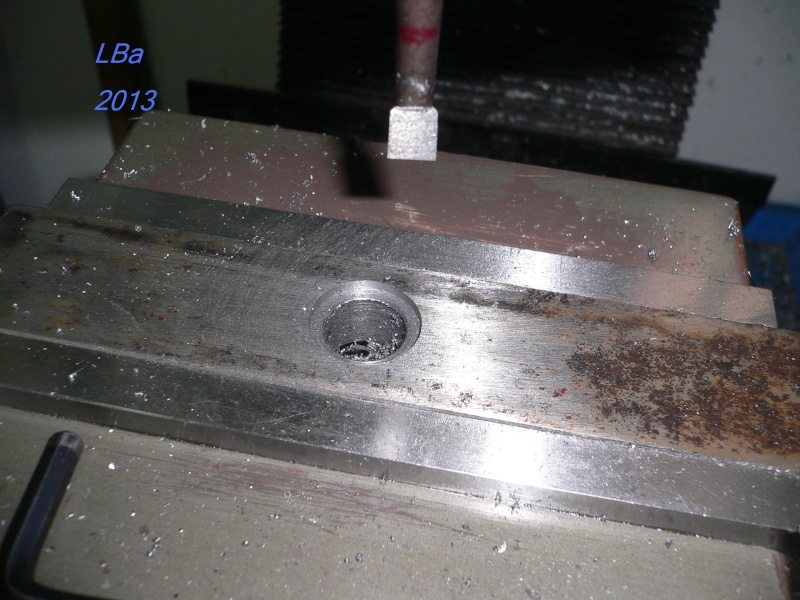
aprés blanchiement de l'extérieur et dressage d'une face, j'ai usiné un alésage pour que l'écrou
et sa rondelle frein, de maintient de la poulie, y soit logé
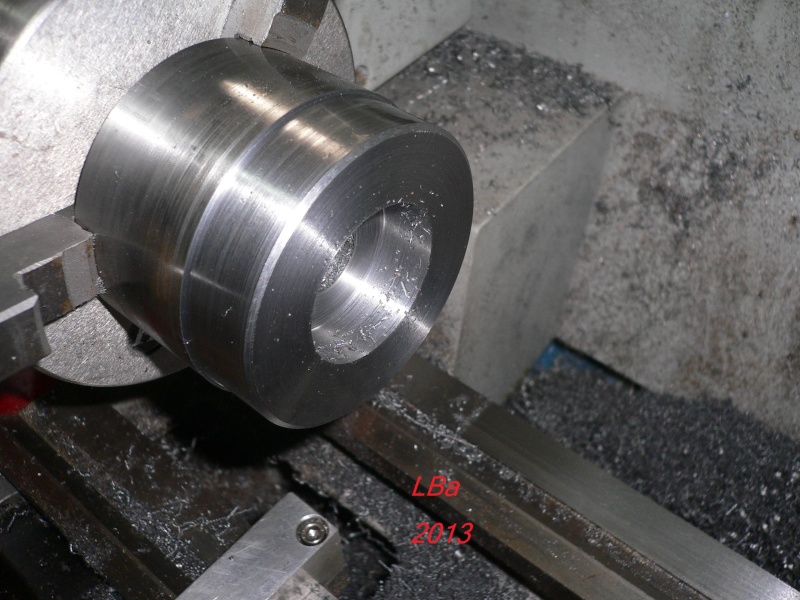
alésage passage écrou de la poulie

essais pour vérification de l'ajustement, la poulie devant provenir d'une piéce de fonderie, la surface
de l'alésage de la poulie n'a pas de trace d'usinage, j'espére ne pas rencontrer de probléme
par la suite, la piéce a été percée de part en part pour l'alléger

aprés usinage de l'épaulement recevant le disque, re-alésage afin d'alléger la piéce le plus possible

ici vérification de l'ajustement disque /manchon
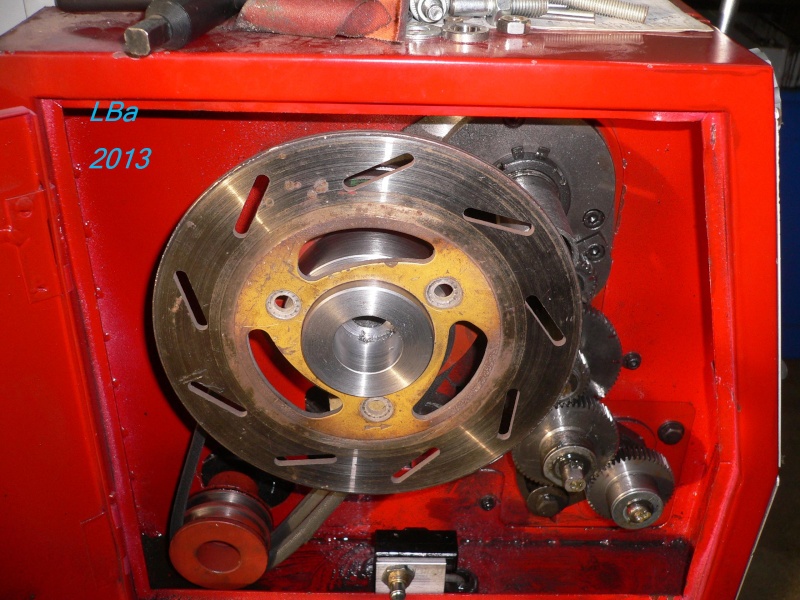
mise en place sur la poulie du manchon et du disque
Déception, le disque est trop grand à mon gout, il passe devant la broche, condemnent l'utilisation de celle-ci
de plus, il ne me reste pas beaucoup de place pour l'étrier

c'est vraiment trop rique et raque, ça ne me satisfait pas
donc je vais usiner un disque de plus petit diamétre
celui d'origine faisant dans les 180mm, j'ai un disque de 150mm de diamétre en épaisseur 10mm
d'avance en nuance d'acier Cc 10 ou de ce genre, je vais l'utiliser
mais un probléme survient; je n'ai pas de mandrin d'ouverture de 150 mm pour usiner la piéce
aprés réflection, la nuit portant conseil, j'ai trouvé une solution !
voir le billet "usinage disque"
Ayant récupéré un systéme de freinage de scoot, je vais l'adapter sur la broche de mon tour

les différents éléments du kit de récupération
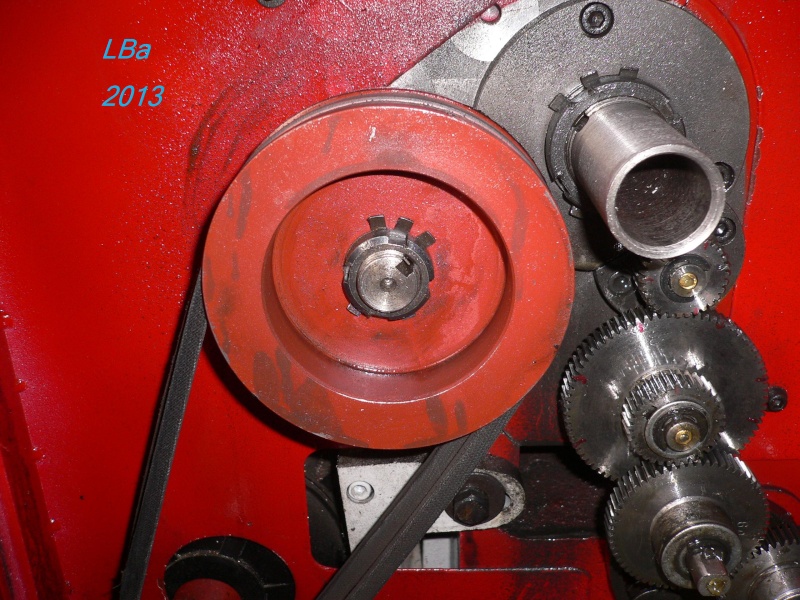
N'ayant pas de surplus de place dans le coffret de transmission du tour,je vais placer le disque sur la
poulie de menage de la broche (la plus grosse)

pas beaucoup de place pour mettre le disque et l'étrier de frein
sur la poulie en sortie de moteur, impossible, donc reste sur la plus grosse poulie, celle menante la broche
de plus, y'a pas grand place entre la poulie et la sortie de broche et c'est presque au méme niveau,
à 5 mm prés
bon qu'à cela ne tienne, il faudra faire avec si je veux obtenir un résultat satisfaisant