

Articles de papy-lba
début de la réalisation du systéme
![]() Par
papy-lba
Par
papy-lba
Ayant vue de part et d'autre différents systémes, je me suis mis en réflextion afin d'en réaliser un
voulant qu'il soit aisé d'utilisation, la rotation de l'outil se fera à la manivelle via un renvoi d'angle de récupération
sur une laméleuse Hs,les guidages en rotation étant assurés par roulement à bille, eux méme de récupération
le boitier renfermant le renvoi d'angle est en alu issue d'une piéce (de récup) d'un moule d'injection plastique

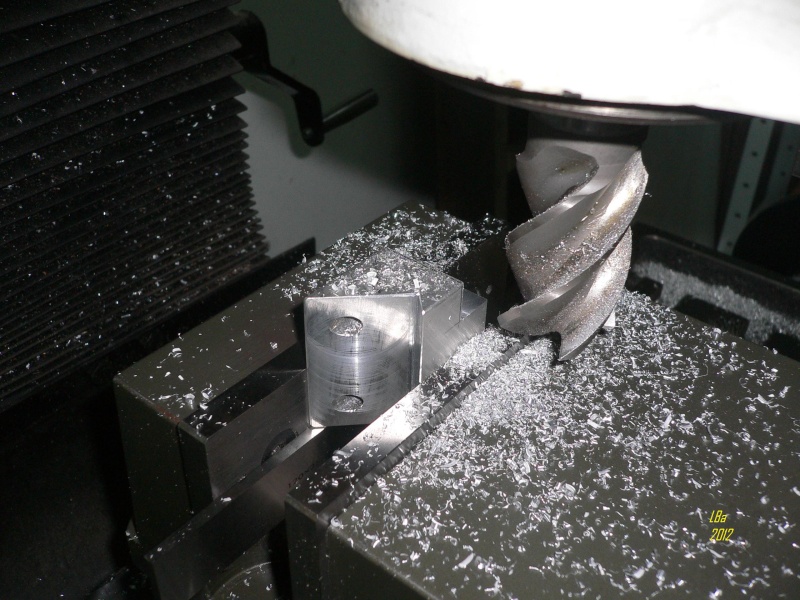
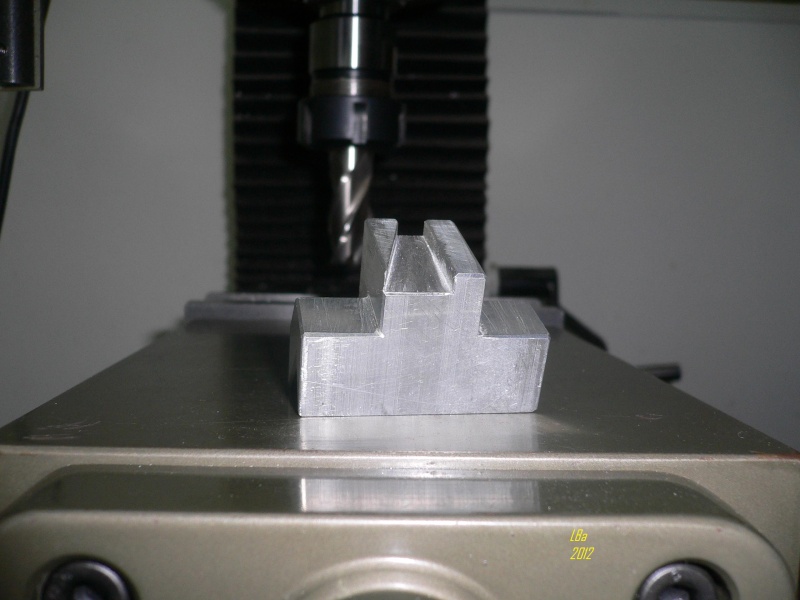
débit du futur boitier à la scie à ruban
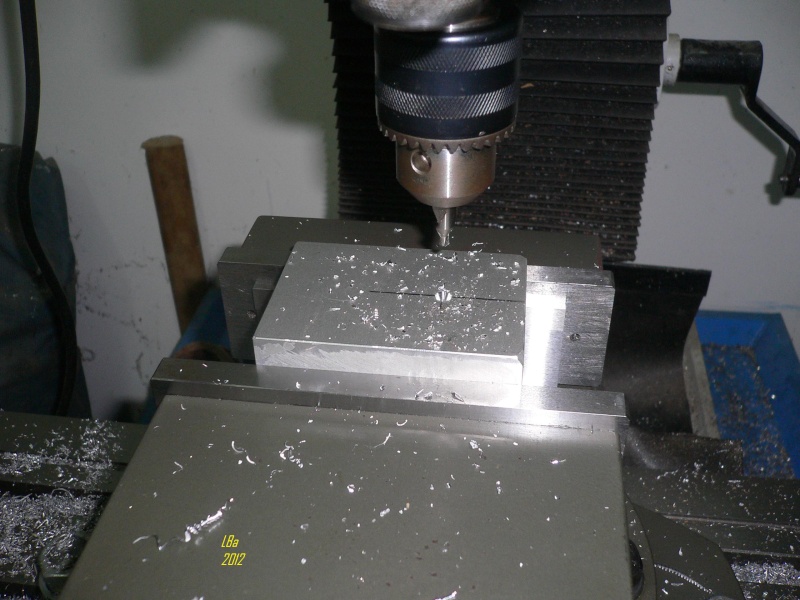
aprés cubage d'un prisme de 71*71*50 à la fraiseuse
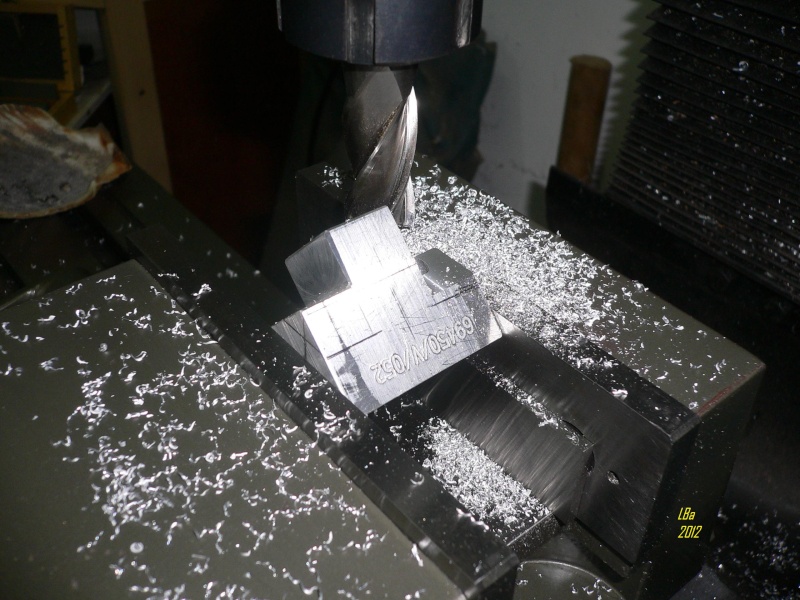
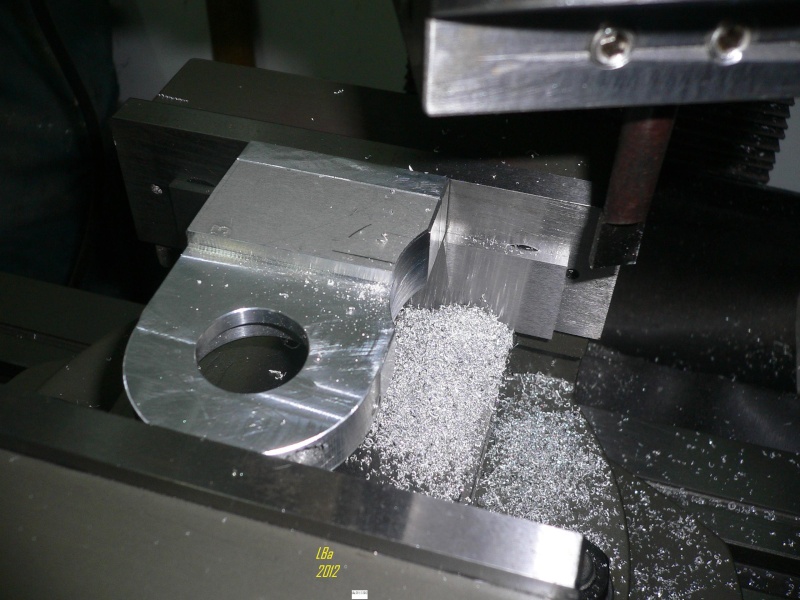
fraisage d'un pan à 45° pour le systéme de manivelle
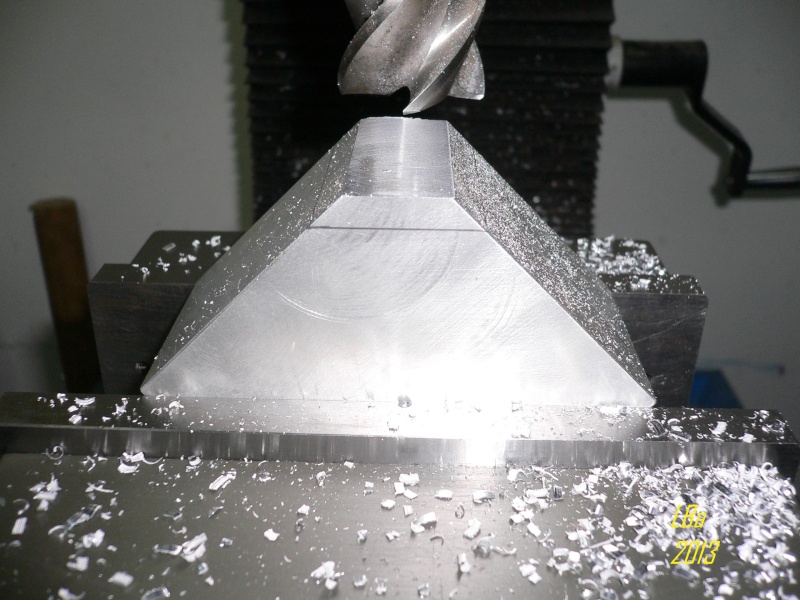
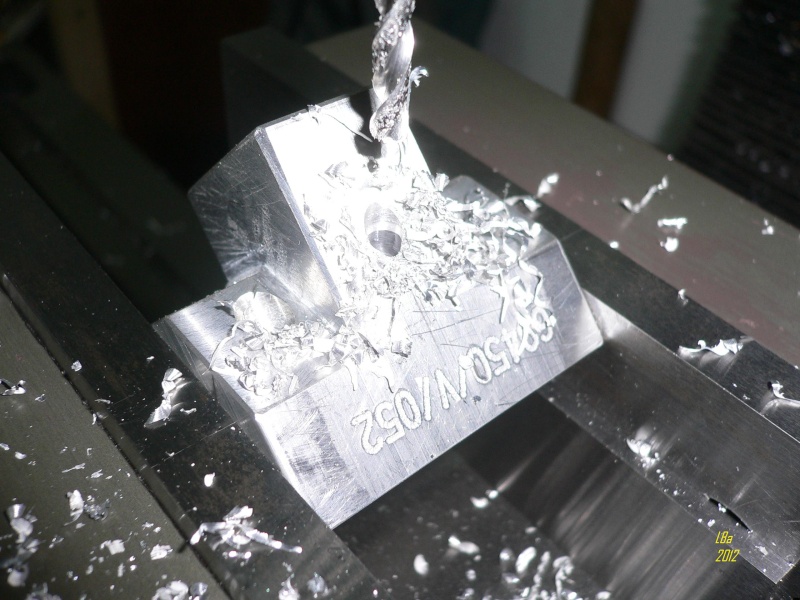
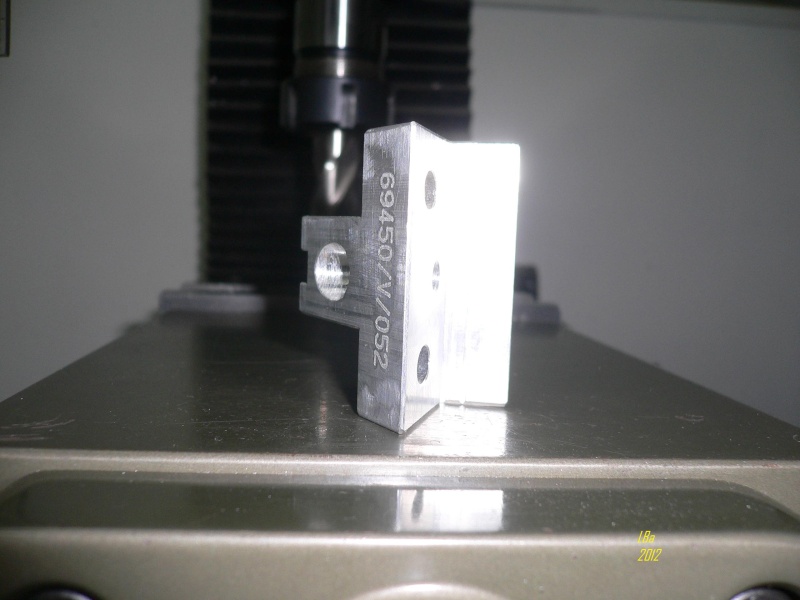
puis perçage (sur la fraiseuse) d'un trou diamétre 16mm

le trou est décentré par rapport au prisme à cause des pignons du renvoi d'angle je ne voulais pas non plus un boitier monstrueux et lourd
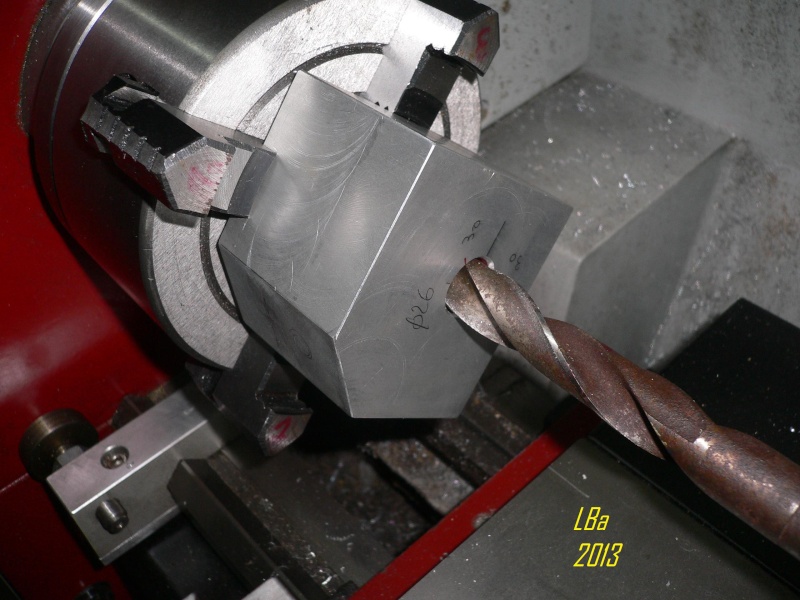
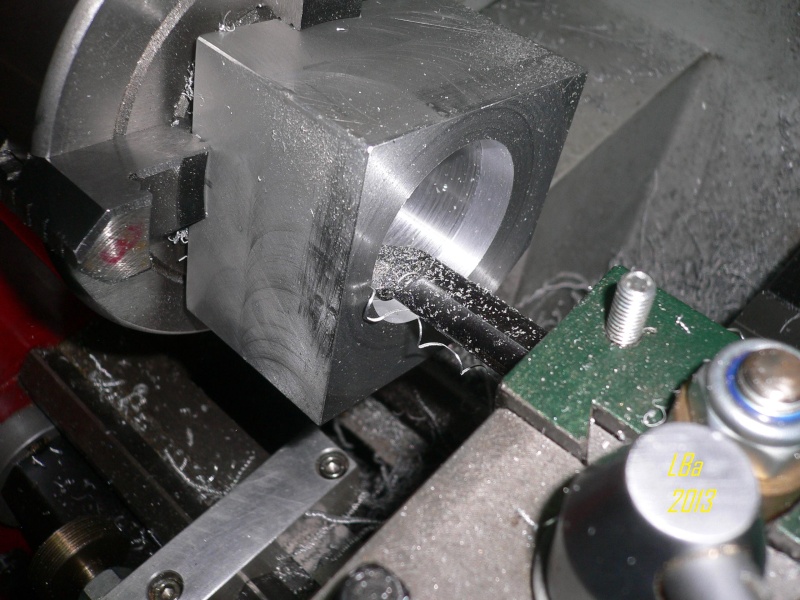
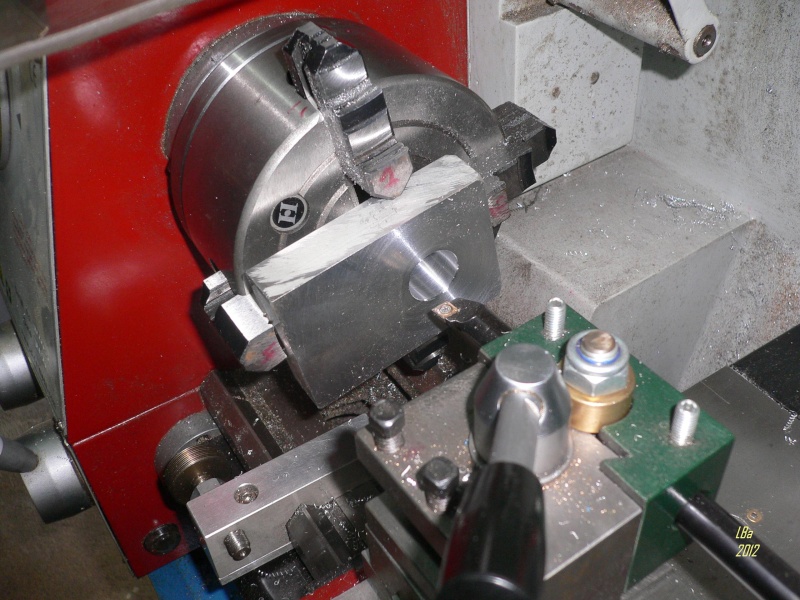
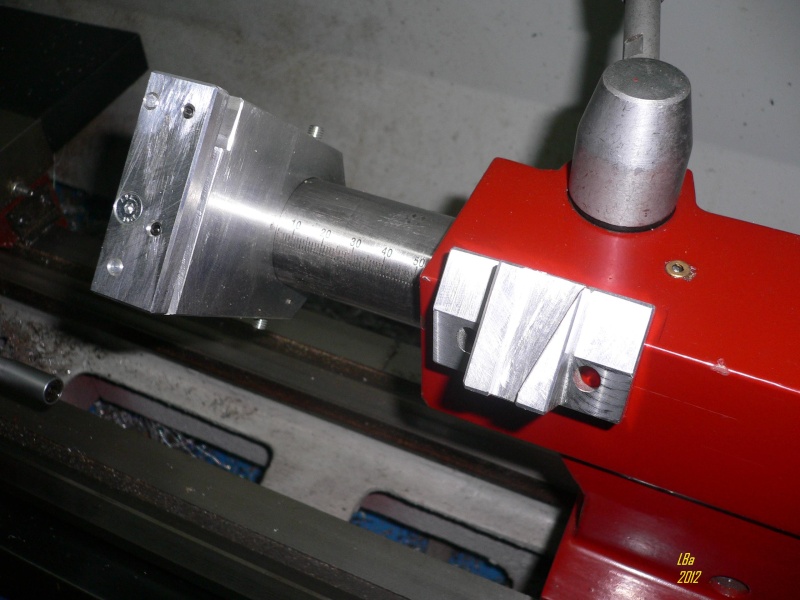
puis montage du prisme sur un mandrin quatre mors
le centrage de la piéce à l'aide du foret de 16 mm n'est pas la panacée, j'aurais due réaliser un cimblot de centrage au préalable, mais ça la
fait quand méme

dressage de la face à l'outil

puis alésage à 26 mm pour le logement d'un roulement
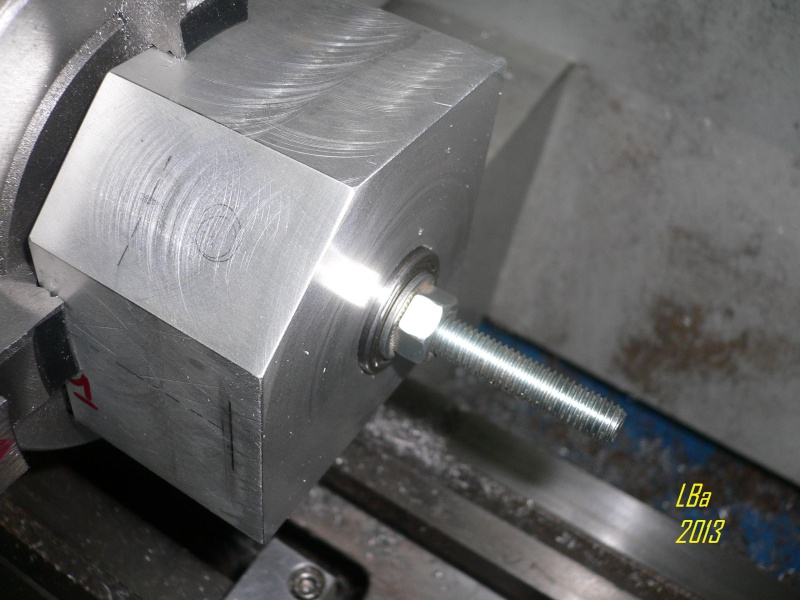
controle de l'ajustement alésage /roulement
aprés retournement de la piéce, centrage du diamétre 16 mm et dressage de la seconde face
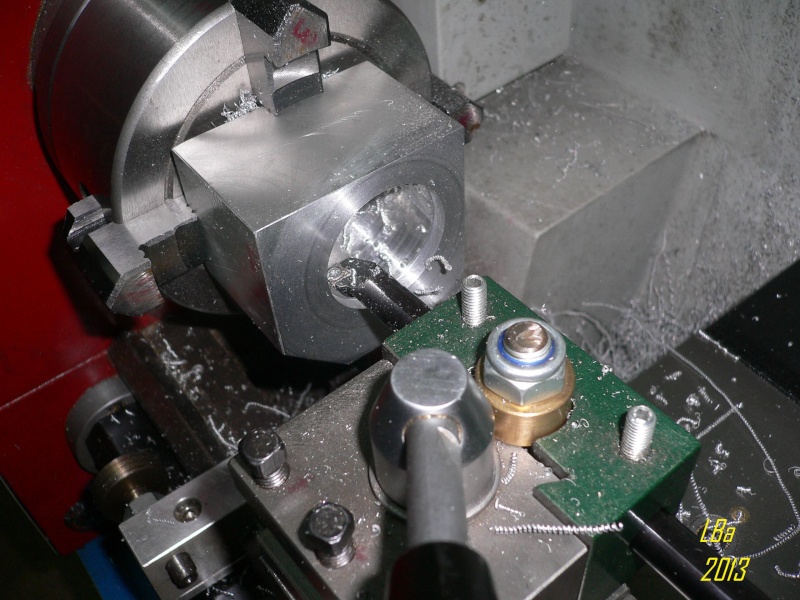
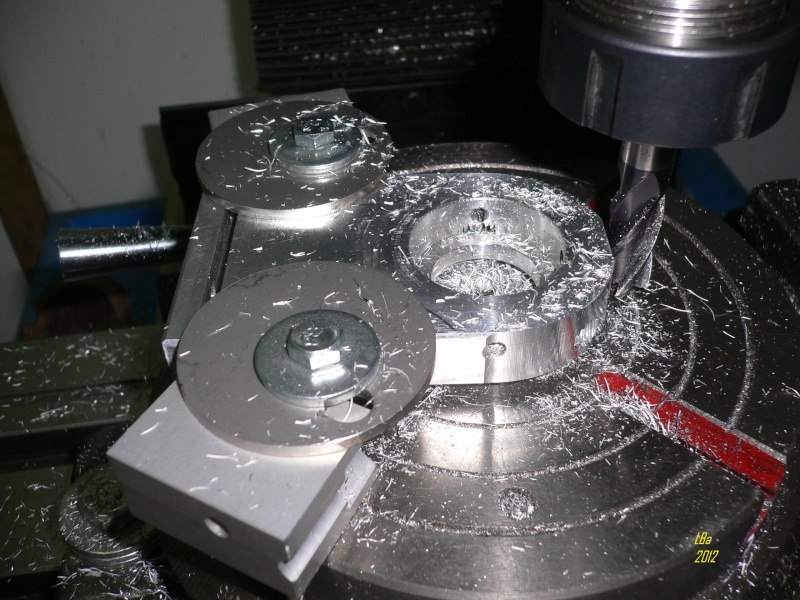
alésage du boitier à un diamétre de 48 mm pour le passage du grand pignon
puis alésage à 52 mm pour le logement d'un roulement
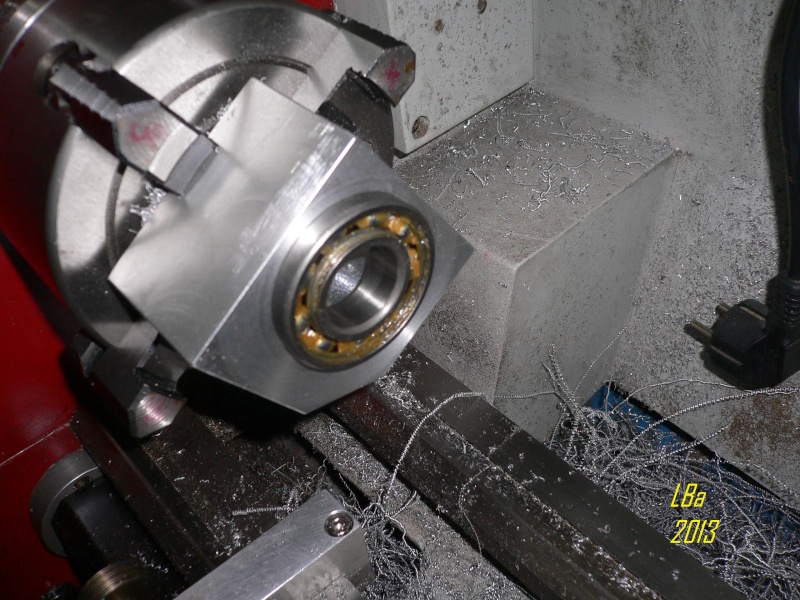
controle de l'ajustement alésage/roulement
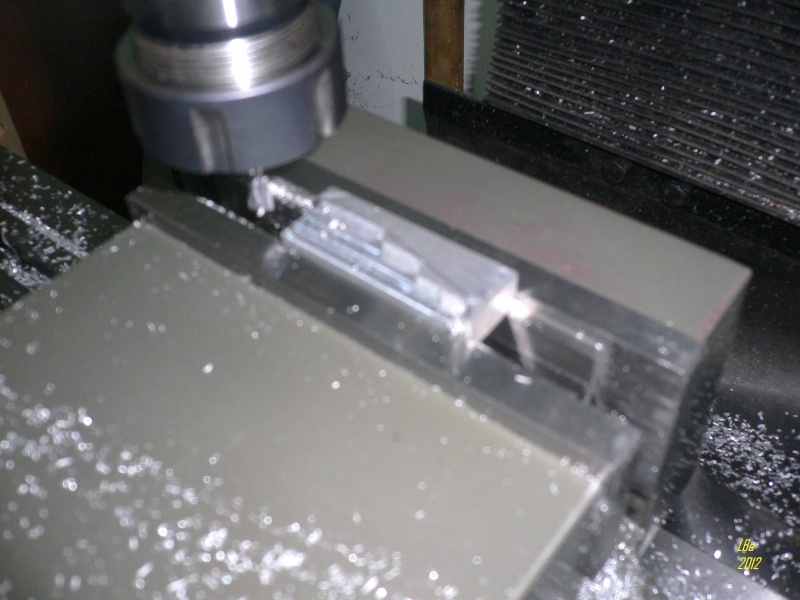
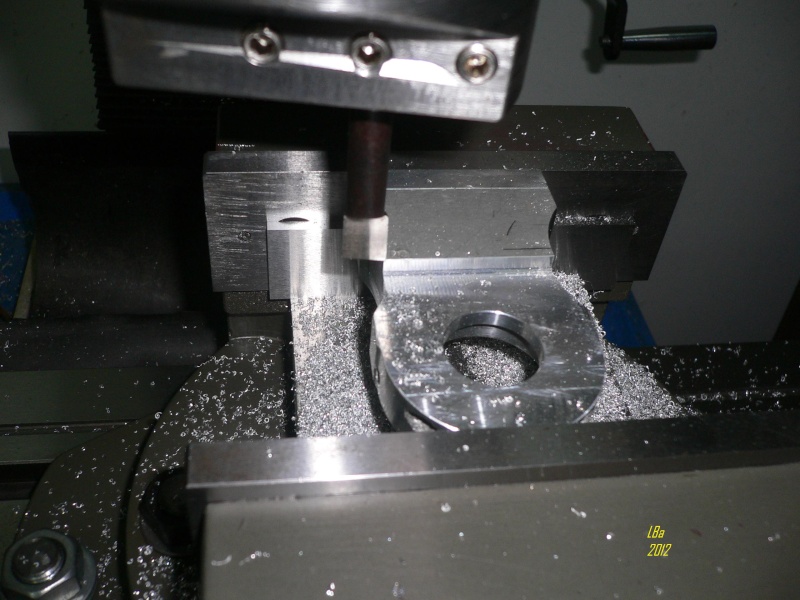
démontage du boitier (de sur le tour) et montage du boitier sur la fraiseuse pour l'usinage du passage du petit pignon et d'un roulement
sur la face pan à 45°
une fois la piéce dégauchie au comparateur, l'usinage a commencé à la téte à aléser

alésage du passage du petit pignon et d'un roulement
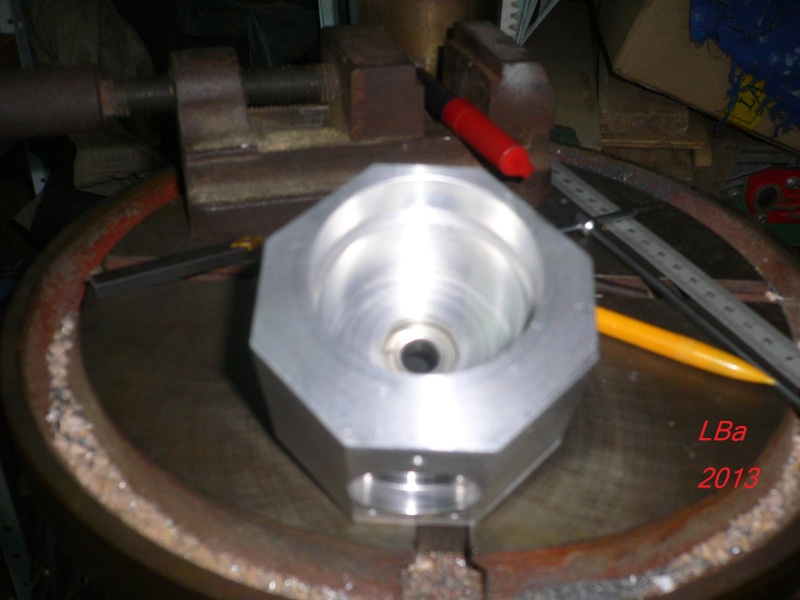
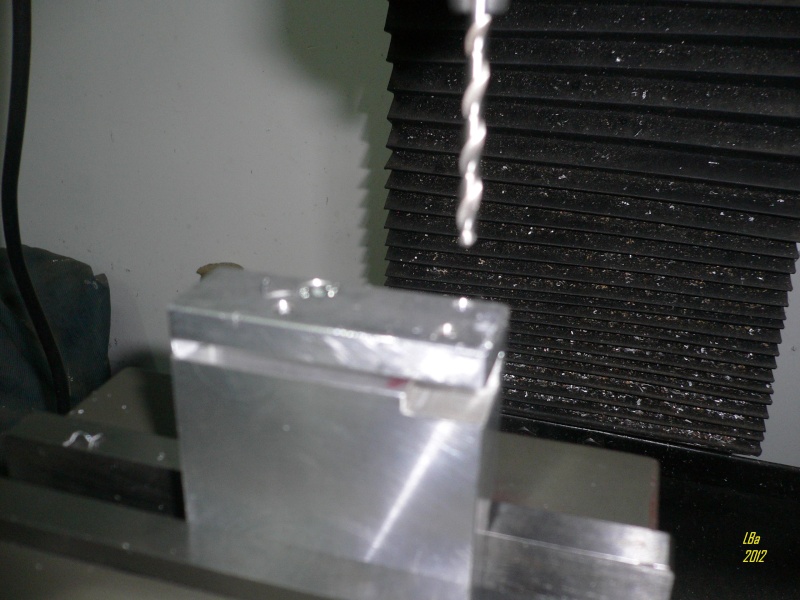
Depuis le boitier a été allégé, usinage de pan coupé
amélioration de cette mortaiseuse
![]() Par
papy-lba
Par
papy-lba
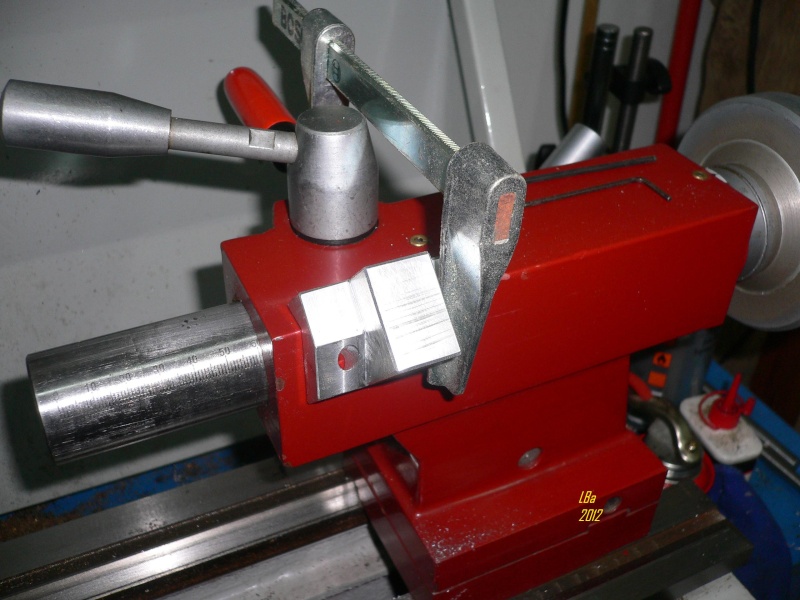
A la base cette mortaiseuse ressemblait à ceci

d'origine, elle est équipée d'une butée de profondeur,d'un presseur bloqueur de piéce à usinée par vis et volant et d'un chariot à déplacement croisé en X et Y
dés la réception de la machine, j'ai collé des réglets millimétrique avec un index sur chaque déplacement
rapidement, je me suis apperçue que ce n'était pas suffisant, d'ou quelques aménagement personnel
pour commencer un systéme de butée en Y trés utile pour réaliser une mortaise plus large que le bédanne disponible

réglable rapidement en position

exemple d'usinage plus en Y qu'en X

butée déplacement en X
le systéme de mise en butée de la piéce ci-dessus a été modifié par la suite,usage trop restreint, là tel qu'il est
pour ce, j'ai utilisé une chute de profilé aluminium (laqué ral 9010) ce profil est utilisé pour la conception de garde-corps
il entoure le remplissage permetant sa protection mécanique ainsi que sa fixation sur les montants du garde-coprs

il est fixé sur le mors fixe de la table par l'intermédiaire d'une piéce d'adaptation


le profil étant serré par pincement, le réglage droite ou gauche par rapport à la table est aisé
restait plus qu'à concevoir une butée réglable pour mise en butée du bois à usiné suivant la position de la mortaise


vue de la butée
maintenant mon travail en série est facilité et plus agréable


Plan tourelle Tour S-6125c en remplacement de celle d'origine
![]() Par
papy-lba
Par
papy-lba
Les plans de ma tourelle porte outil à changement rapide (plan réalisé sous SketchUp)
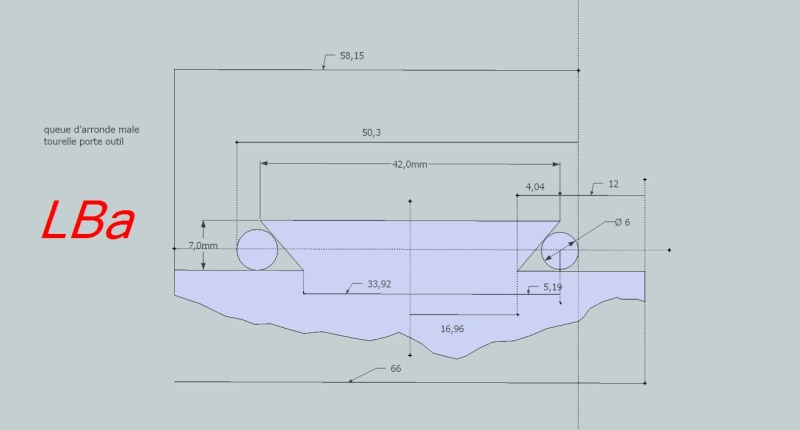
le guidage du porte outil est assuré par la queue d'arronde male
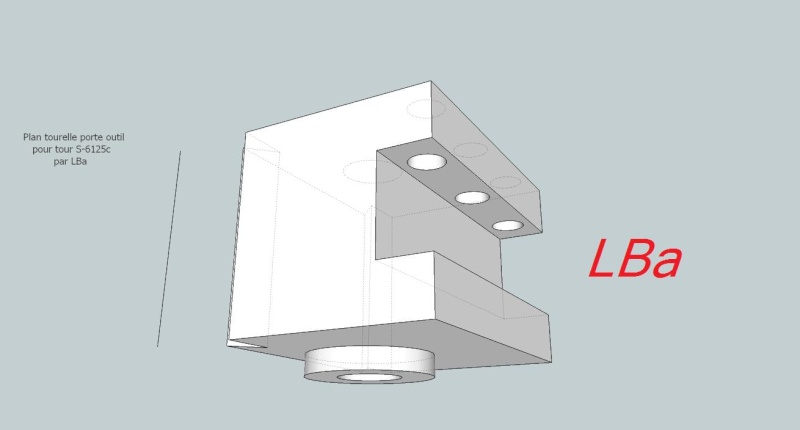
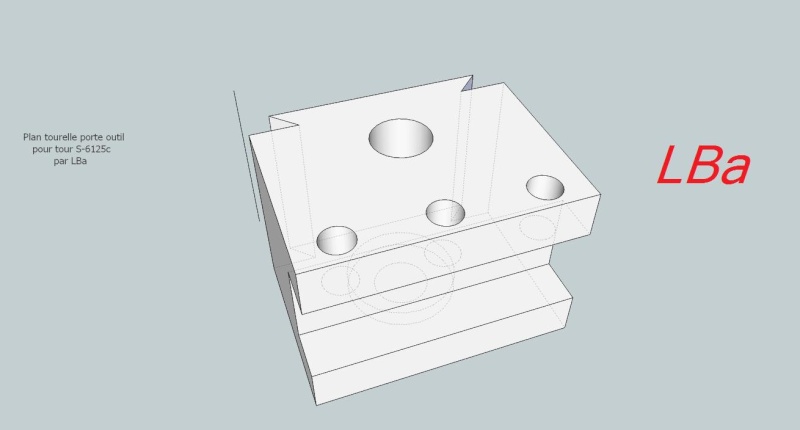
la cotation pour l'usinage
la hauteur d'axe de broche est de 77 mm par rapport au dessus du chariot transversal donc j'en ai tenu compte pour la fabrication
(j'espére qu'il n'y a pas d'erreurs)
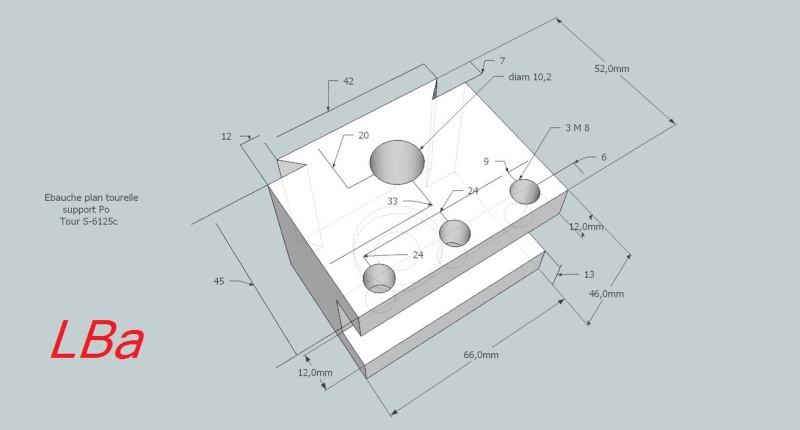
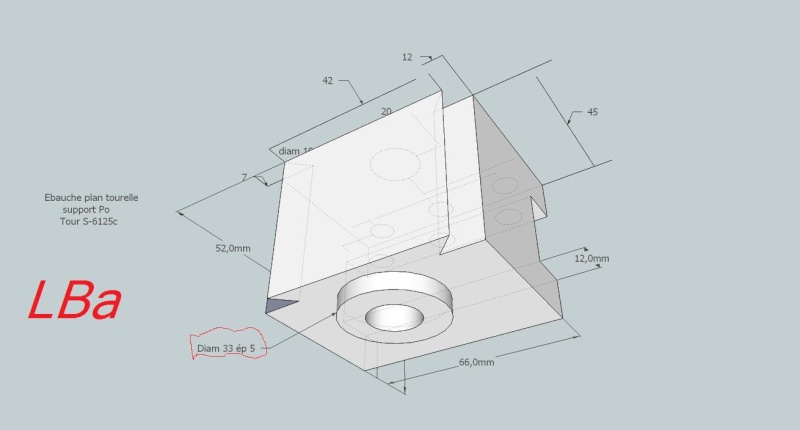
le diamétre de la rondelle de centrage est de 30mm (erreur plan) et est fixée sur le corps par trois vis Tf à 120°
pour l'usinage de la queue d'arronde (cote téhorique de calcul trigonométrique)
Plan d'un Porte outil
certaines dimensions seront commune aux différent porte outil (queue d'arronde, dimention d'encombrement, principe de réglage de la hauteur)
usinage queue d'arronde femelle
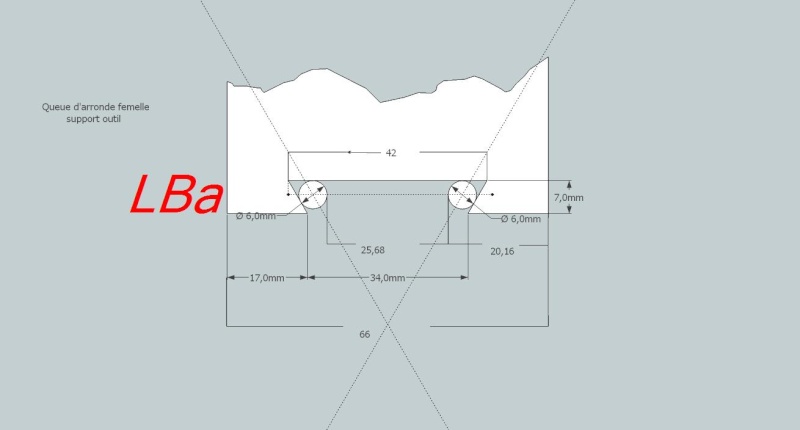
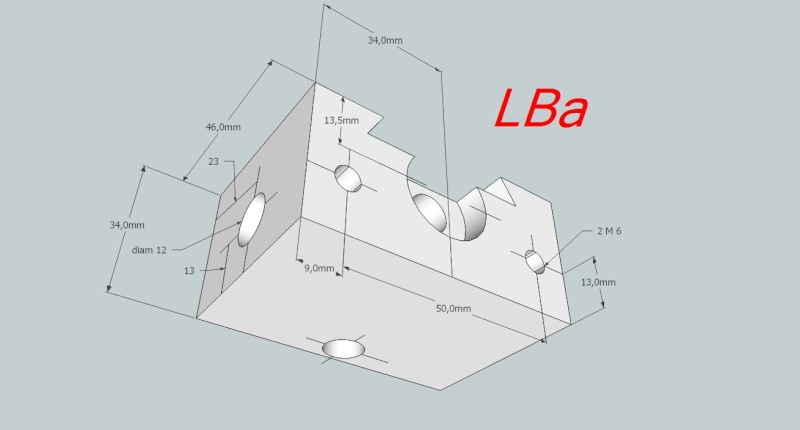
ce porte outil est prévu pour un outil d'alésage de diam 11
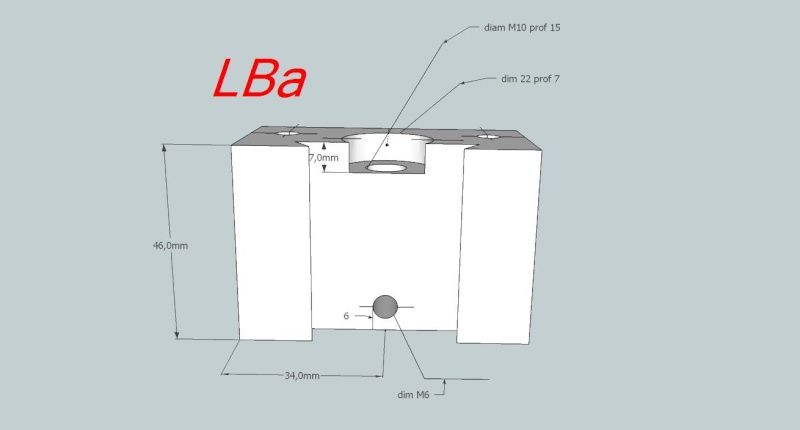
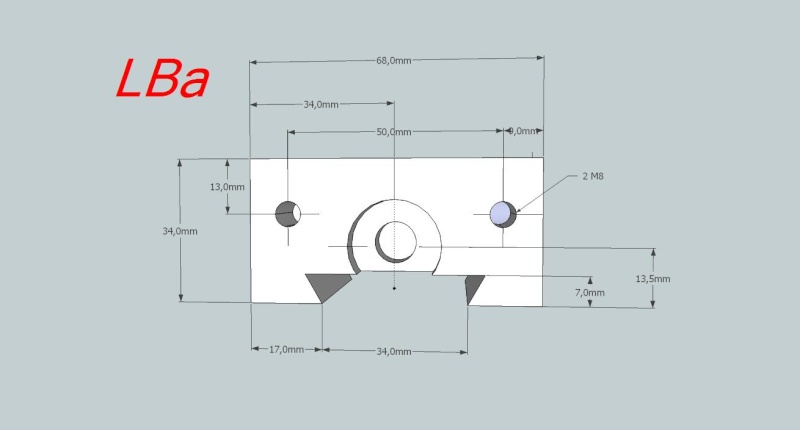
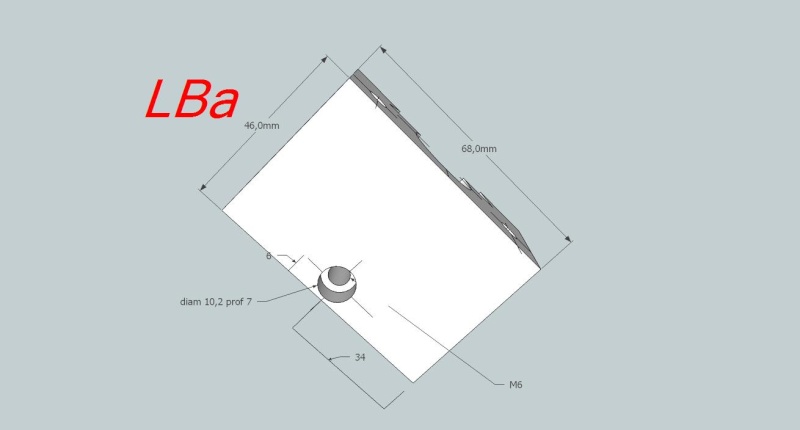
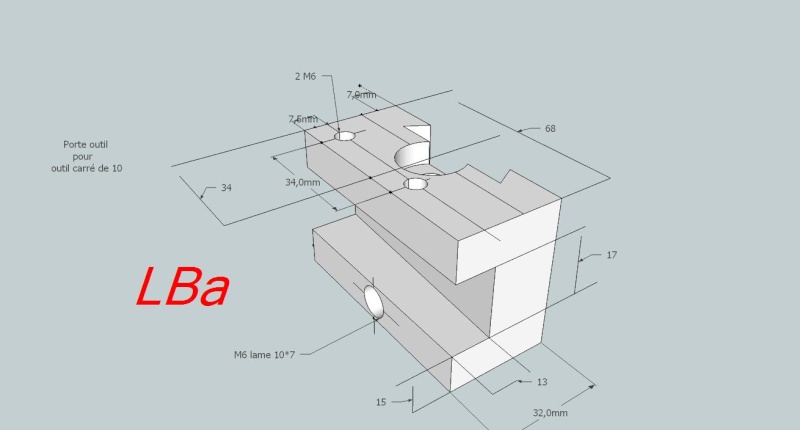
ce support est prévu pour un outil carré de 10
remplacement de la tourelle porte outil de base (mise à jour)
![]() Par
papy-lba
Par
papy-lba
A la base,mon tour S-6125C était équipé d'une tourelle porte outil dont il fallait caler les outils
pour qu'ils soient à hauteur de l'axe des pointes
l'ancienne tourelle démontée

vue de dessus

vue de dessous

et là l'ancienne tourelle sur le tour
ayant raz le bol de ce systéme peut pratique, je me suis fabriqué une nouvelle tourelle
sur laquelle vient ce mettre des portes outil préréglé à hauteur d'axe des pointes
La nouvelle tourelle à :
sur une face le systéme classique (au cas ou, on ne sait jamais) et sur l'autre face une double
queue d'arronde qui reçoit des des portes outil

nouvelle tourelle en place sur le tour, c'est de ce coté que viendront les différents portes outil

et là, le coté classique de la tourelle avec calage si besoin sous l'outil
donc, sur cette tourelle,vient ce mettre (sur la queue d'arronde) des portes outil

là, c'est une ébauche de porte outil en place
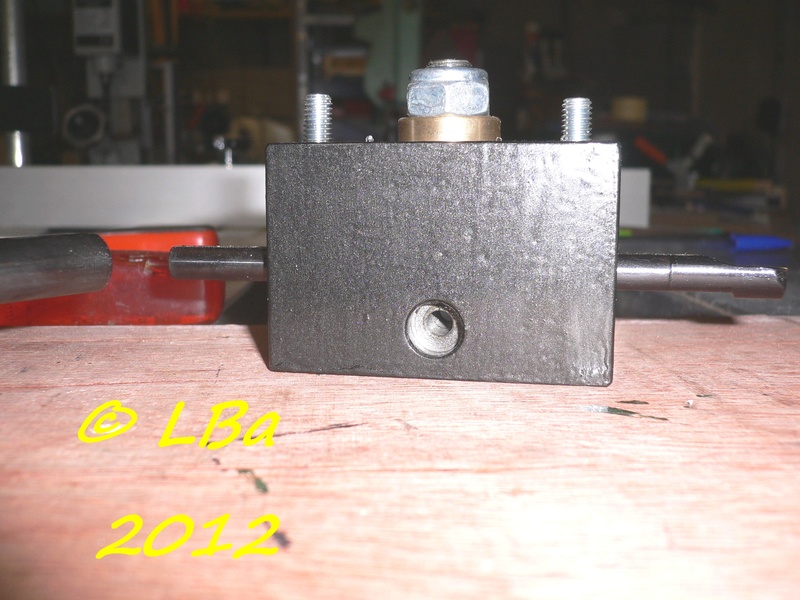
le guidage du porte outil sur la tourelle est assurée par queue d'arronde, l'immobilisation
en position par une vis Chc de M6
la hauteur est réglable par un écrou bronze (avec un contre écrou) qui prend appui sur
le dessus de la tourelle
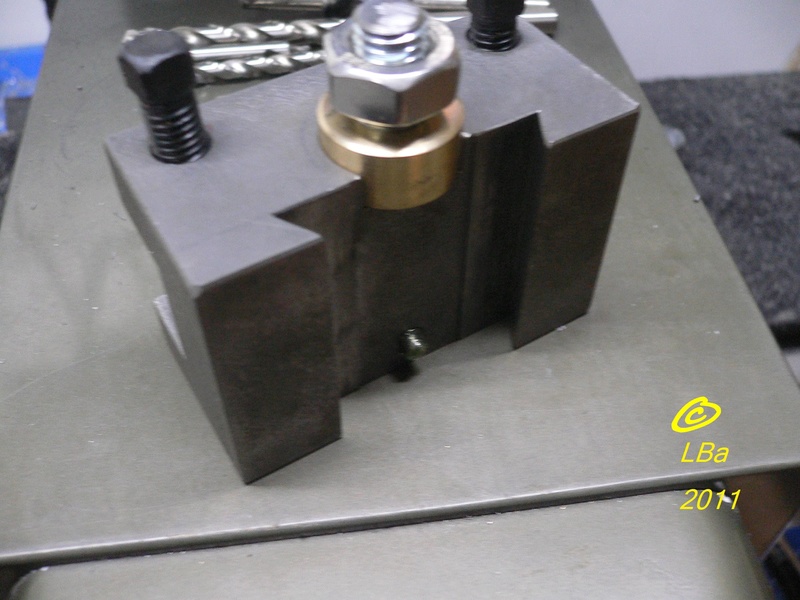

un porte outil fini d'usiné pour un outil de queue carrée

en place sur la tourelle
je me suis fabriqué plusieurs porte outil

là: un porte outil pour outil à queue carré
et des portes outil pour outil rond notenment à aléser

ici: pour outil à aleser de Ø 12 mm
et là pour outil à aleser rond de Ø 8 mm
bien sur la famille de ces portes outil ne demande qu'à s'agrandir dans le temps

une vue de famille en 2018
Ma téte à aléser( image de la demoiselle)
![]() Par
papy-lba
Par
papy-lba
la téte dans la broche de la fraiseuse

téte en cours de montage (essais du coulisseau)

Plans des piéces constituant la téte à aléser
![]() Par
papy-lba
Par
papy-lba
La premiére fois que j'ai fabriqué cette téte à aléser, c'était en 1971 (au siécle dernier) à l'école,lors de mon apprentissage
ayant retrouvé les plans, en 2012, j'en ai fabriqué une autre, pour mon usage personnel
voici le plan d'ensemble
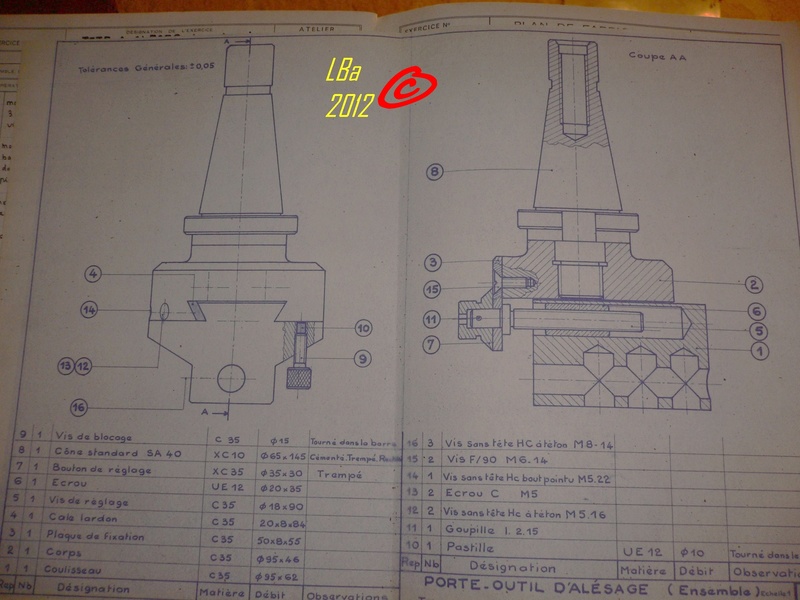
l'ensemble est constitué de plusieurs pièces
la seule modification que j'ai apporté est le cone d'entrainement, sur le plan c'est un SA40 et sur ma fraiseuse d'établi, c'est un Cm 4
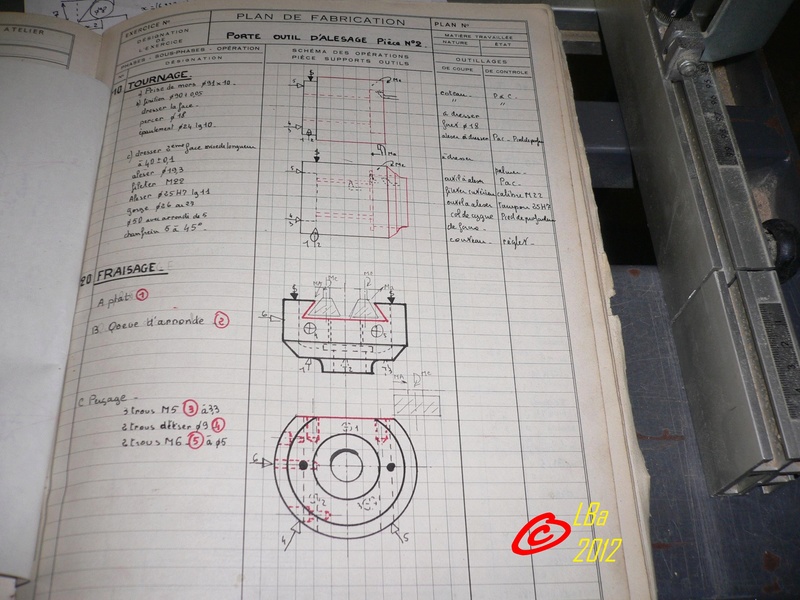
plans des différentes piéces à usiner de la téte à aléser
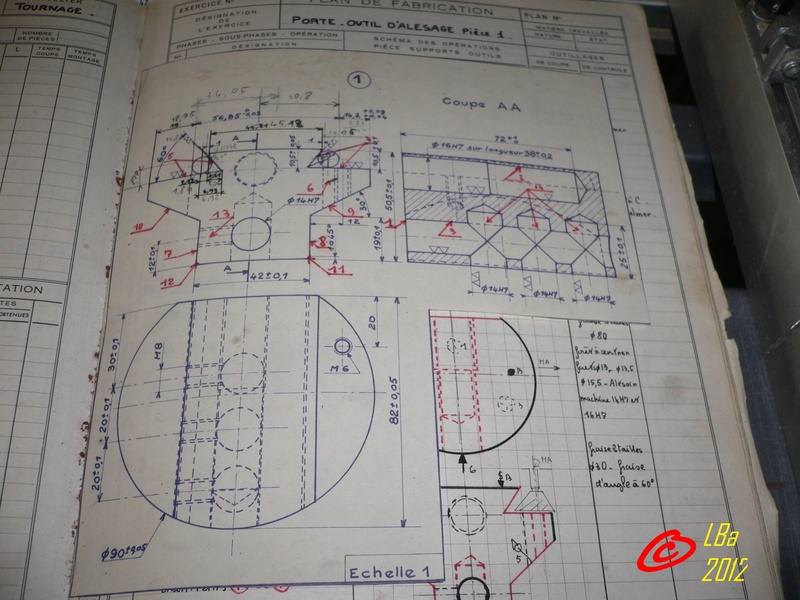
plan piéce rep 1
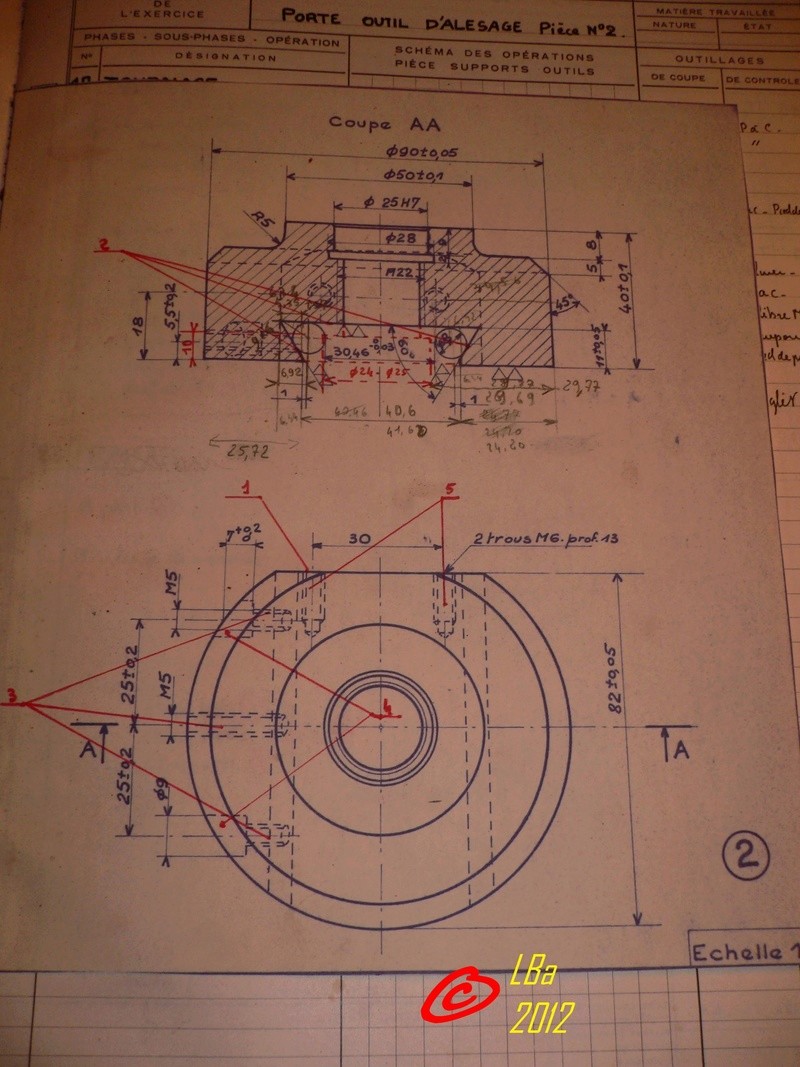
plan piéce rep 2
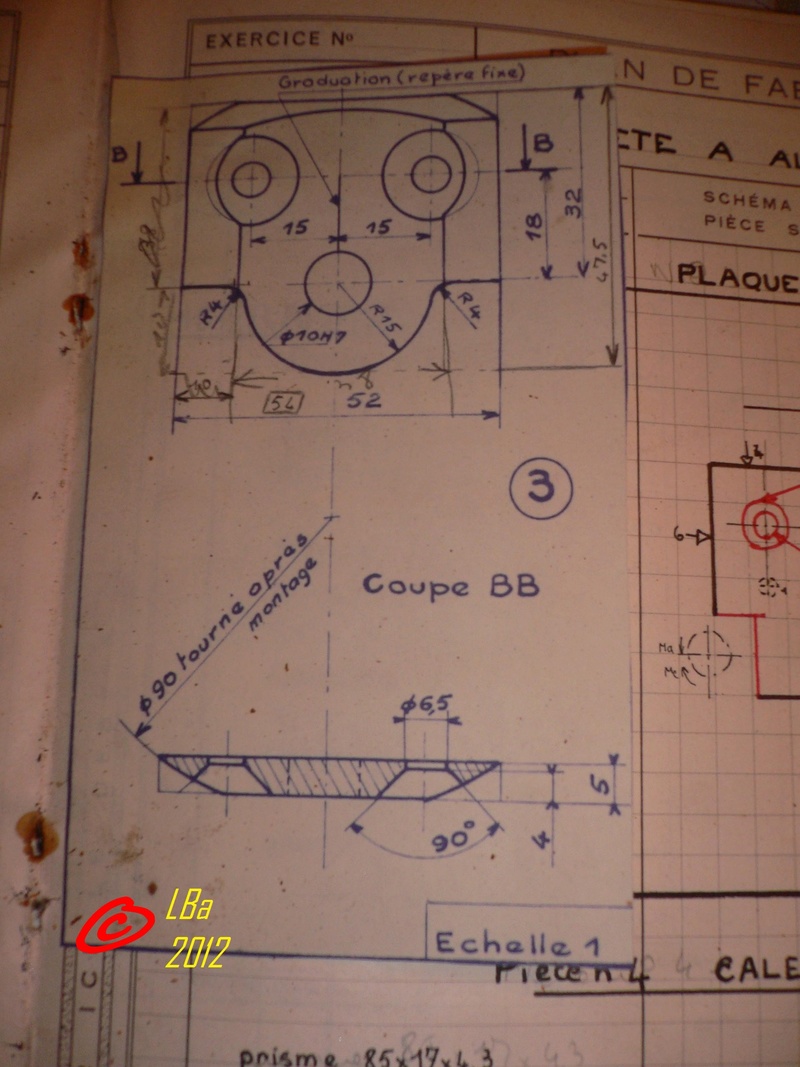
plan piéce rep 3
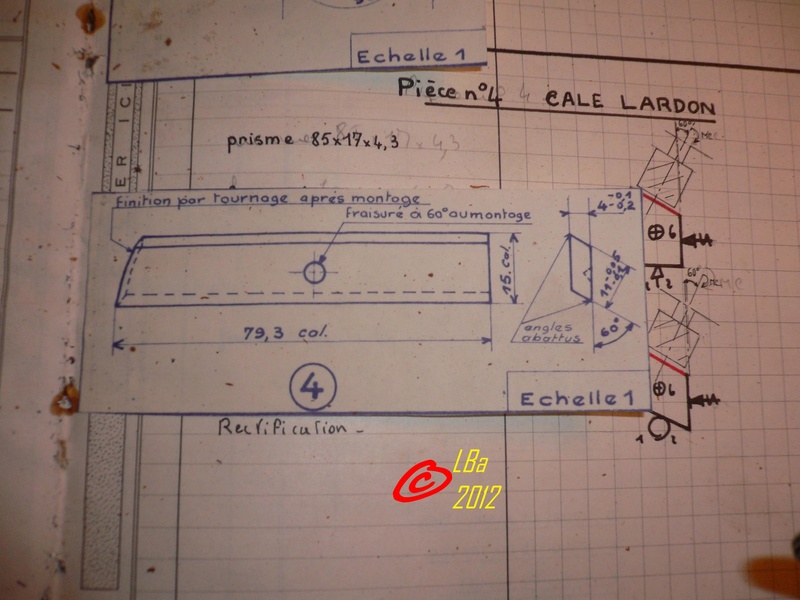
plan piéce rep 4
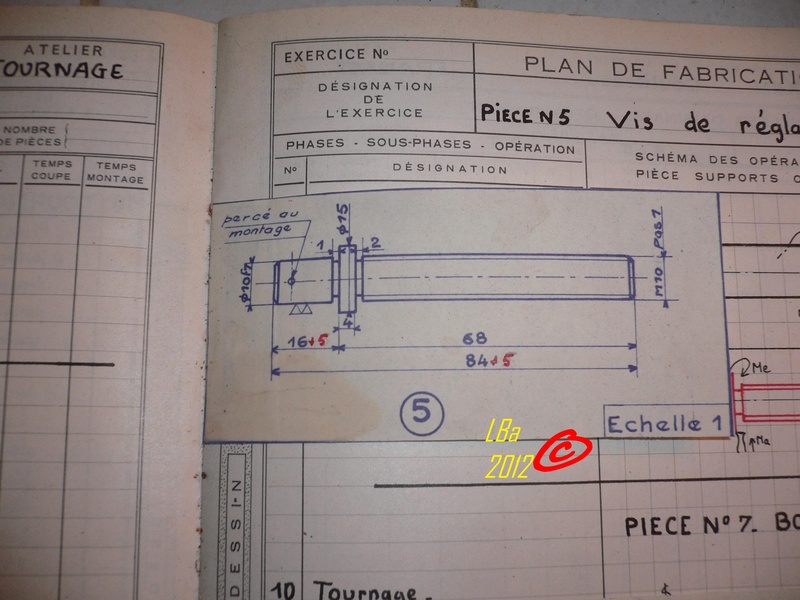
plan rep 5
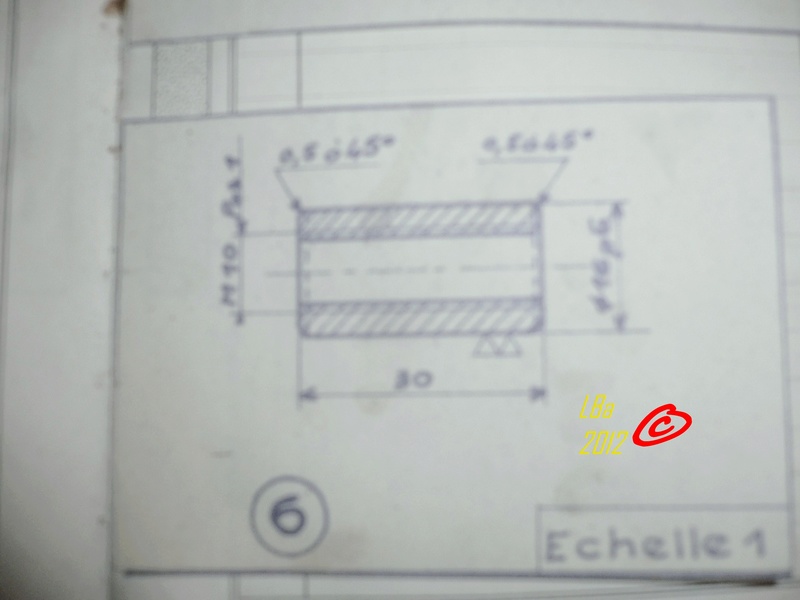
plan piéce rep 6

plan piéce rep 7
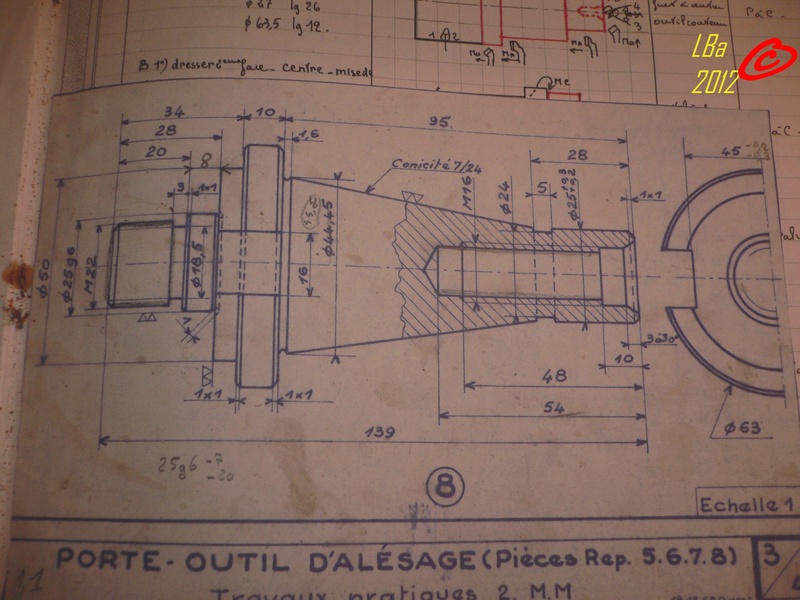
plan piéce rep 8 (que j'ai remplacé par un cone Cm4)

plan piéces rep 9 et 10
en parallèle de l'usinage des pièces, on devait faire la gamme d'usinage de celle-ci
exemple concernant la pièce Rep 1
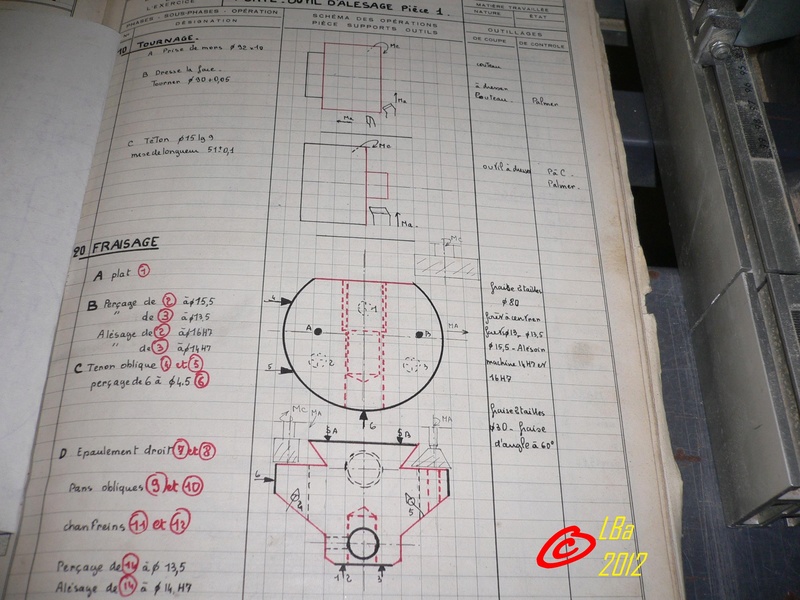
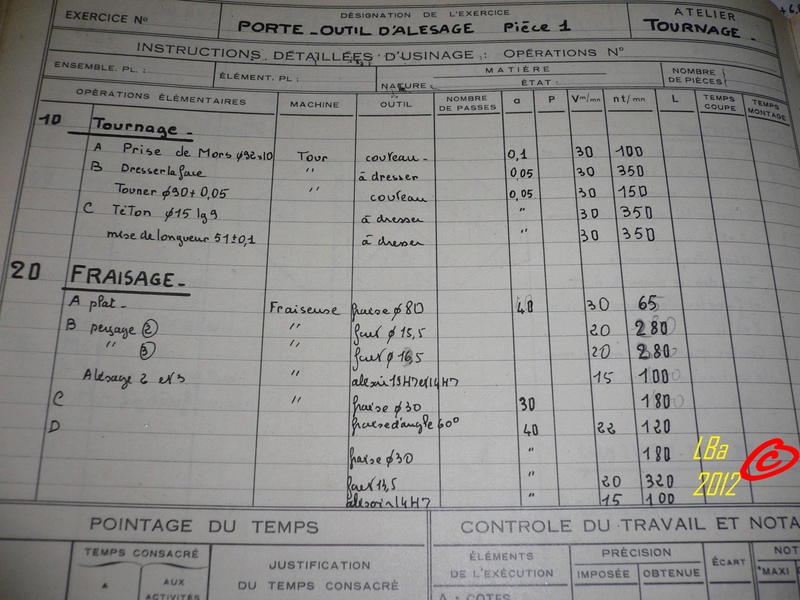
ici pour la pièce Rep 2
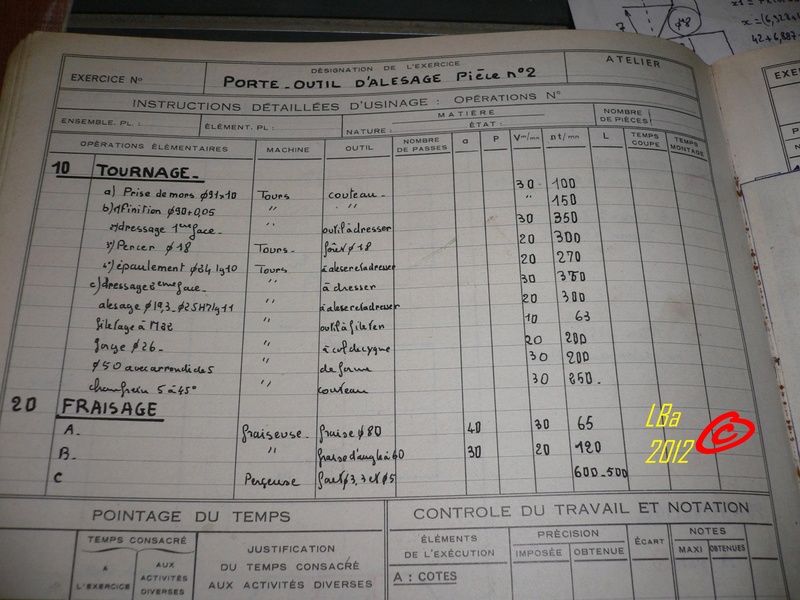
l'expérience du métier faisant, lorsque j'ai de nouveau réalisée l'ensemble de pièces,
je n'ai pas tenu compte des gammes d'usinage, d'ailleurs, je suis certain qu'il y a des
erreurs de novice
Fabrication/instalation du Pac Digital
![]() Par
papy-lba
Par
papy-lba
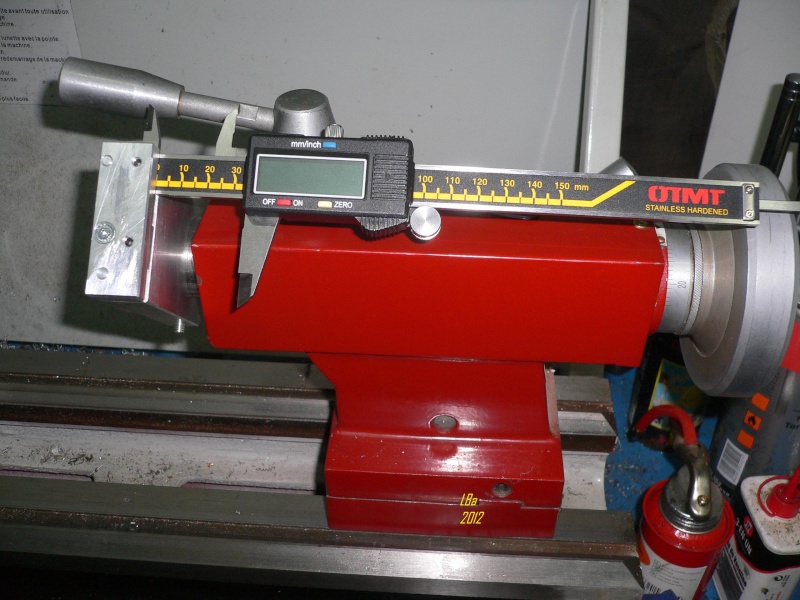
Afin d'améliorer le quotidien (ne plus avoir à compter le nb de tour de manivelle et lire le vernier) j'ai intallé un pied à coulisse à lecture digitale sur la contre pointe du tour
pour une utilisation essentielle en perçage

le fourreau est ici sorti au max de sa course
le pied à coulisse est facilement et rapidement démontable (deux vis à desserrer)

fourreau en position rentré
le pied à coulisse ayant le zéro flottant, le réglage en est facilité
il m'a fallut réaliser trois piéces, que j'ai usiné dans de l'alu de récupération
deux piéces fixées sur le fourreau de la poupée mobile et une autre fixée sur le bati de la contre pointe
pour la premiére fixée sur le fourreau, elle est alésé (avec un épaulement) au diamétre extérieur du fourreau et immobilisé sur celui-ci par trois vis de pression
je suis parti d'un débit rectangulaire et pour l'alésage au tour j'ai utilisé un mandrin quatres mors, chose que je n'avais pas fait depuis des années
pour positionner, le moins mal possible, la piéce dans la mandrin, j'ai pointé la position du trou à la fraiseuse
puis la piéce dans la mandin,je l'ai positionné avec la contre pointe de la poupée mobile

puis j'ai dressé la face

puis alésé à l'outil aprés perçage d'un avant trou
l'alésage avec épaulement réalisé, petite vérification de dimension avec le fourreau de la poupée

ceci étant ok, la piéce est passé sur la fraiseuse afin de réaliser la forme de l'empreinte du bec fixe du pied à coulisse
méme genre d'usinage sur la deuxiéme piéce qui viendra pincer le bec du pied à coulisse

puis assemblage des deux piéces,l'immobilisation du bec sera assurré par deux vis de M4 de pression
petite visualisation en position, pour vérifier si tout est conforme et définir la position et les dimensions du support du bec mobile du pied à coulisse
sur le bati de la contre pointe
ceci étant fait, je suis passé à l'usinage du support fixe ( lui aussi en alu, dans de la récup)
petit dégraissage pour aléger la piéce
perçage du trou de fixation du support
puis positionnement sur le bati de la contre pointe pour contre perçage
ceci étant fait, et ayant tracé la position du bec mobile du pied à coulisse, retour sur la fraiseuse pour usiner la forme de l'empreinte


usinage support terminé
Montage sur le bati de la contre pointe
ceci étant fait, trouvant le support sur le fourreau un peu mastoc, je lui est fait subir un dégraissage
arrondi d'un bout à la fraiseuse avec le plateau circulaire
puis à la téte à aléser
un coté
puis l'autre
cette piéce venant de récup, se trouvait déja des perçages qui ne m'ont pas permis de faire exactement ce que j'aurais voulu
voila le résultat

ne reste plus qu'a expérimenter et à couper la jauge de profondeur qui va géner à l'utilisation
Piétement, montage/assemblage/collage
![]() Par
papy-lba
Par
papy-lba
Aprés avoir fabriqué les traverses du piétement j'ai commencer l'assemblage et le collage

un ensemble de collé

les deux ensembles collés
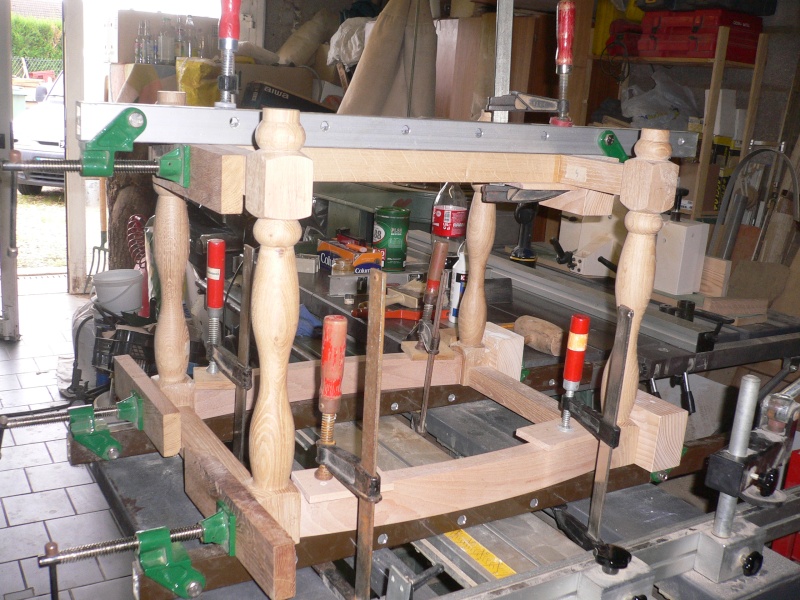
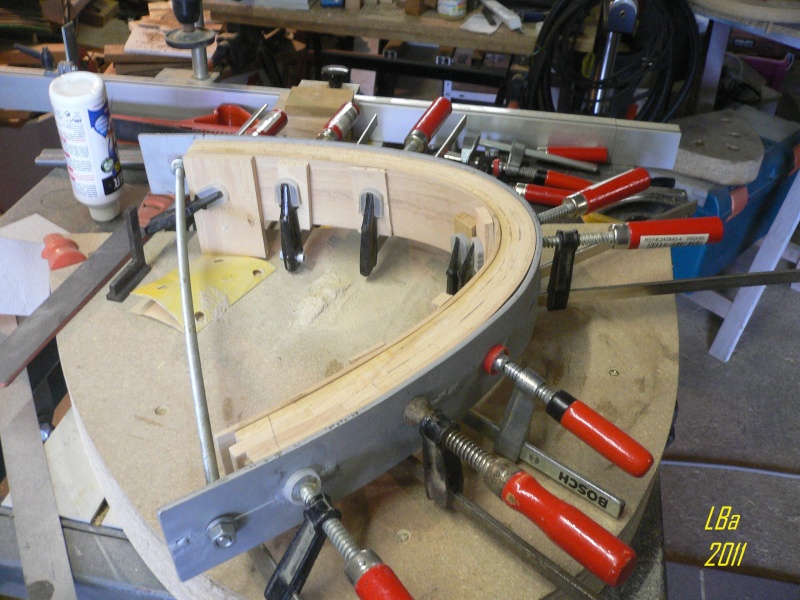
mise sous presse du collage

vue sous un autre angle

le piétement est collé, reste les ceintres d'extrémitées à coller

collage des ceintres, l'un aprés l'autre

le piétement est terminé en attente de la finition

montage à blanc du plateau sur le piétement pour visu
La finition aprés ponçage a consisté en deux couches de fondur sur une teinte chéne clair puis trois couches de vitrificateur

table fini vue de dessous

table en place dans son environnement

Réalisation des quatres pieds
![]() Par
papy-lba
Par
papy-lba
Aprés modélisation sous SketchUp de la forme des pieds

la fabrication du gabarit afin de les tourner, a pue etre faite

traçage du gabarit dans du plat alu de 50*3 mm

la forme du gabarit est réalisé, préte à etre mis en place sur le copieur du tour à bois

le tournage a pue commençé

ébauche cilyndrique avant profilage de la forme

forme du pied ébauchée

pied tourné, reste les mortaises pour assemblage à réaliser
Ceinture piétement : fabrication des 4 piéces cintrées
![]() Par
papy-lba
Par
papy-lba
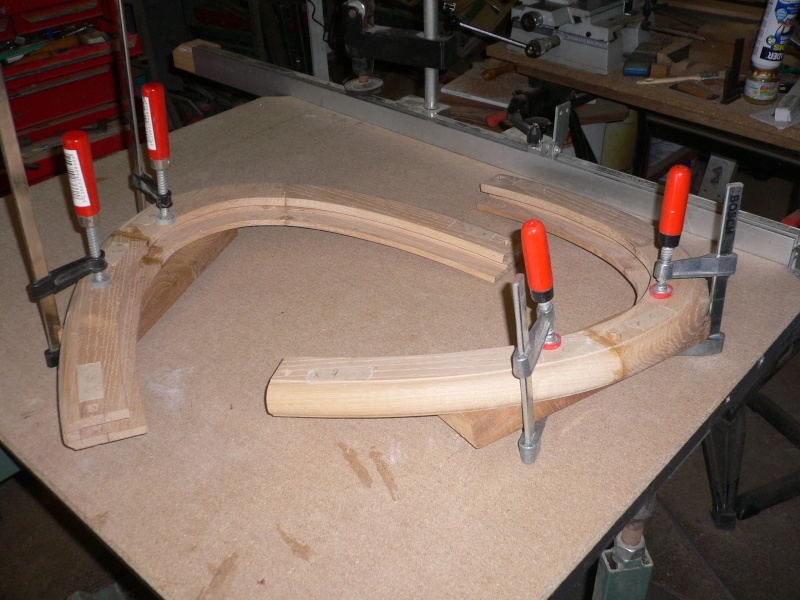
Les deux piéces faiblement cintrées sont constituées de trois épaisseur de bois collé , avec tenon à chaque extrémitée

piéces réalisées facilement au contraire des deux autres cintres plus prononçé
elles sont réalisées de cinq épaisseurs collées ( vue le cintre, j'ai été obligé de diminuer l'épaisseur des planchettes afin d'avoir un cintre acceptable)
et de les latter en collage

ces deux piéces m'ont donné du fil à retordre pour leur réalisation
j'ai réalisé des faux tenons pour leur assemblage avec les pieds

piéce sur la mortaiseuse à méche

ajustement des faux tenons

piéce terminée

Boite à vapeur pour ceintrage ceinture piétement de la table
![]() Par
papy-lba
Par
papy-lba
Pour réaliser ces quatres piéces

je me suis essayé au ceintrage à la vapeur
je me suis donc fabriqué une boite à vapeur alimenté (en vapeur) par une décolleuse à papier

la boite

le générateur à vapeur ou simplement la décolleuse
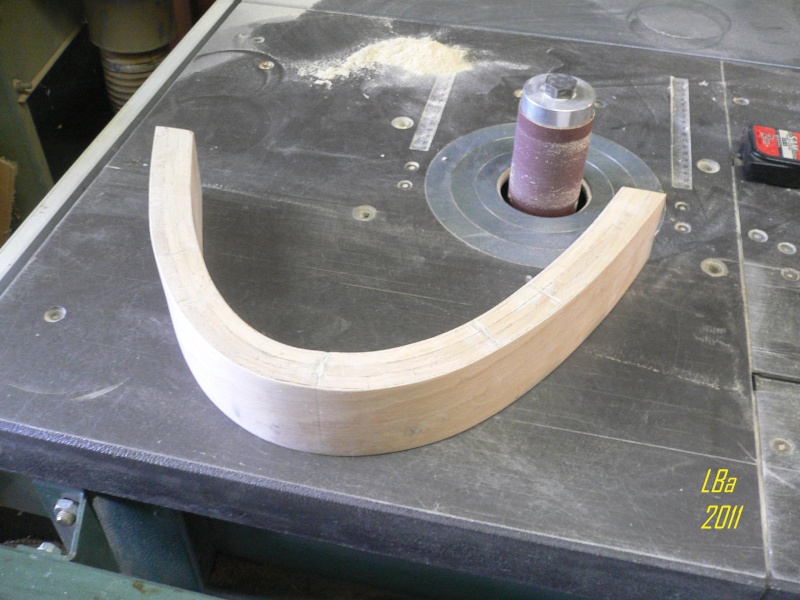
j'ai procéder à plusieurs essais avant d'arriver à un résultat satisfaisant pour deux piéces sur les quatres , celles ayant le plus petit cintre


les piéces sont maintenues sur un gabarit de forme, le temps de séchage du bois
pour les deux autres piéces ayant un cintre beaucoup plus pronnoncé (presque un demi cercle) la tache a été plus ardue

la suite de la fabrication de ces quatres piéces fait l'objet d'un autre billet
Collage ceinture
![]() Par
papy-lba
Par
papy-lba
les huits éléments constituant la ceinture ont été colles afin d'obtenir deux demi-ceinture pour venir envelopper le plateau
le principe de l'embrévement étant de permettre au plateau de bouger dans la ceinture suivant les variations hydrometrique sans créer de désagrément


Usinage du plateau
![]() Par
papy-lba
Par
papy-lba
le plateau est constitué de plusieurs planches assemblées par enture multiple genre Firmin


le serrage pendant le séchage de la colle sera assuré à l'aide de serre-joint dormant
aprés dégrossissage d'ébauche la forme extérieur usiné, la rainure d'embrévement est réalisé

lors de cette opération, un incident c'est produit

petite frayeur malgré tout,une rustine c'est imposé

l'incident est réparé, l'estétique préservé malgrés tout

montage à blanc de l'ensemble plateau/ceinture/cheville

vue de dessus

vue de dessous
faux tenons/mortaises de la ceinture du plateau
![]() Par
papy-lba
Par
papy-lba
une piéce de la ceinture usiné avec son faux tenon et la rainure recevant l'embrévement du plateau


assemblage à blanc de la ceinture plateau avant moulurage de la forme extérieure

ébauche de la moulure de l'extérieur de la ceinture

moulure extérieure de la ceinture usiné

l'assemblage faux tenons/mortaises a été chevillé par des chevilles carrées
les usinage ont été éffectués sur la mortaiseuse à bédane carré


mortaise de la ceinture plateau
![]() Par
papy-lba
Par
papy-lba
les huits piéces constituant la ceinture sont assemblées par faux tenons collé
les mortaises ont été réalisées à l'aide de gabarit pour un bon positionnement sur la mortaiseuse en bout d'arbre de la dégauchisseuse


ceinture du plateau (suite)
![]() Par
papy-lba
Par
papy-lba

bout médiant, forme extérieur
Pour les bouts d'extrémité, j'ai procédé avec un autre gabarit

d'abord traçage

usinage de la forme intérieure
usinage de la forme extérieure

Brut d'ébauche avt passage à l'outil

résultat aprés usinage
Fabrication de la ceinture du plateau
![]() Par
papy-lba
Par
papy-lba
afin d'usiner à la toupie l'ébauche de forme (intérieur et extérieur)de la ceinture du plateau, aprés traçage de huits morceaux de chéne
dégrossissage des formes à la scie à ruban

j'ai monté les différents morceaux sur des gabarits afin de faire l'usinage de finition sur la toupie avec un outil "bouffe tout à plaquettes"
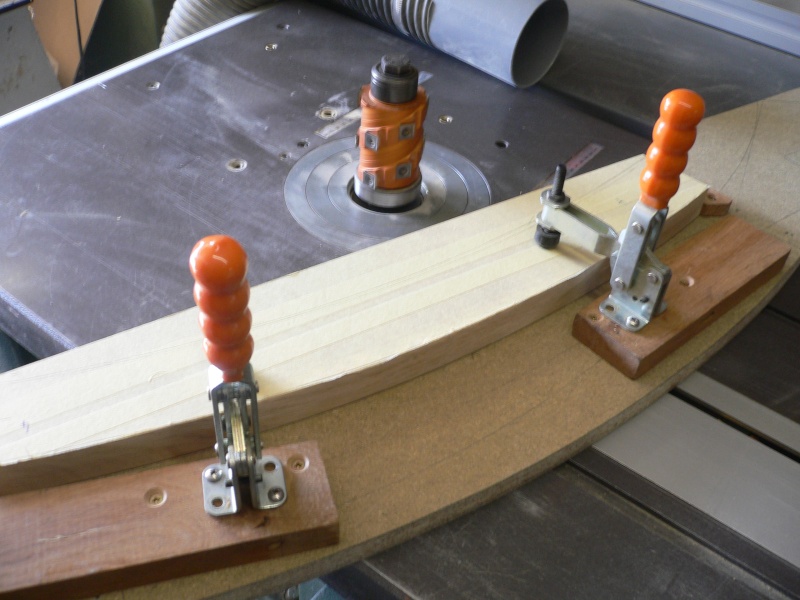
usinage sur l'intérieur de la forme
Fabrication de ma table de salon
![]() Par
papy-lba
Par
papy-lba
Ce projet à été réalisé en 2010
afin de fabriquer ma table de salon, j'ai fais une modélisation avec le logiciel SketchUp
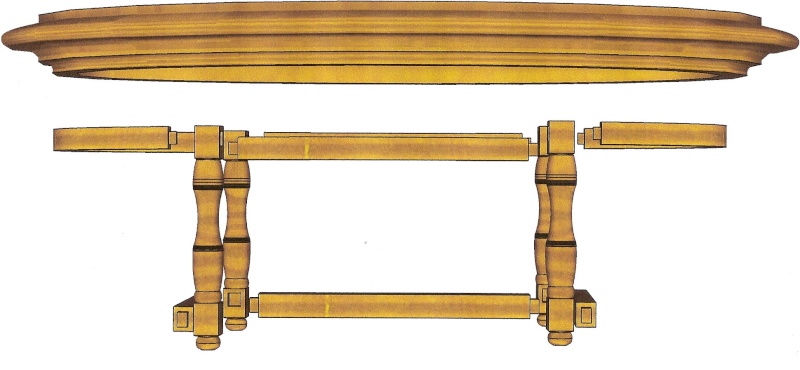
le bois utilisé est du chéne
le plateau est dit à embrévement saillant (idée péché sur la revue Le Bouvet)
utilisation de mon ellipsographe
![]() Par
papy-lba
Par
papy-lba
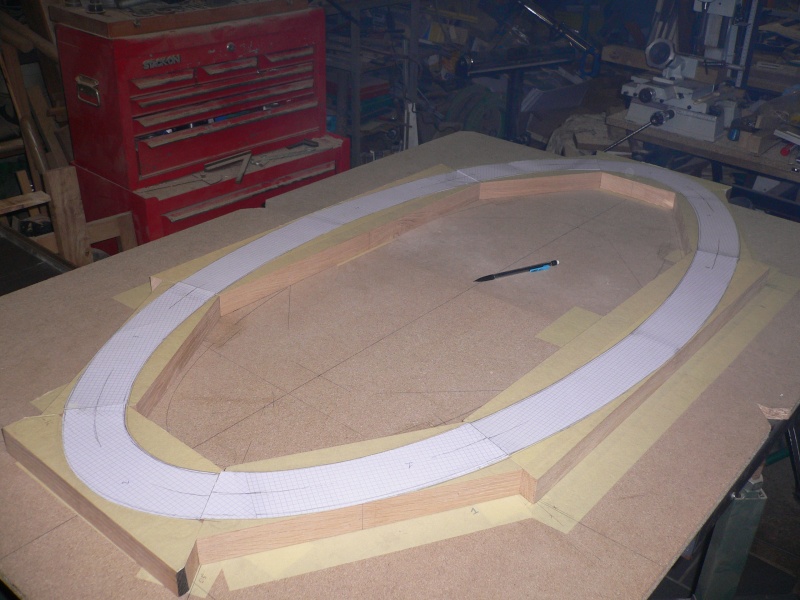
avec cet ellipsographe, j'ai tracé divers gabarits pour usiner les différents éléments de la table

ici traçage de la dimension hors tout du plateau de la table
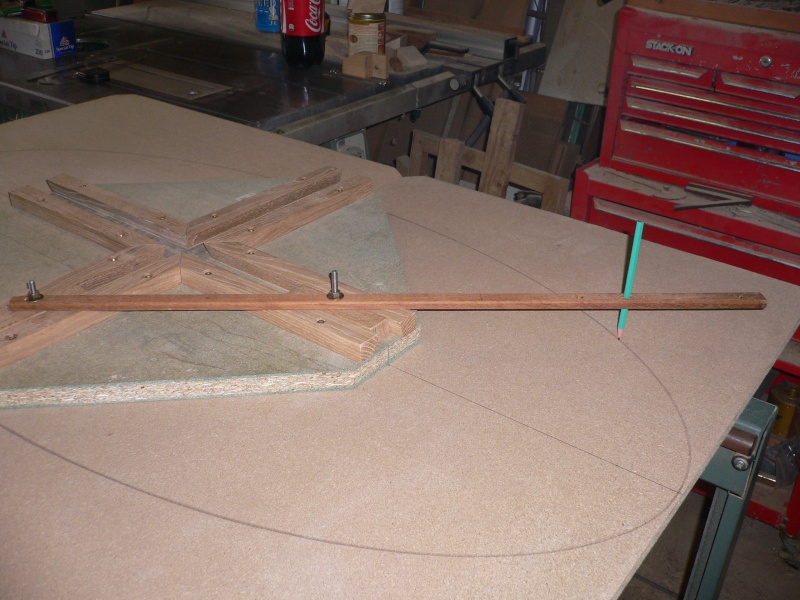
et là les gabarits (sur papier bristol) de la ceinture du plateau
on pourra retrouver les opérations de la fabrication de la table à la catégorie ma table de salon
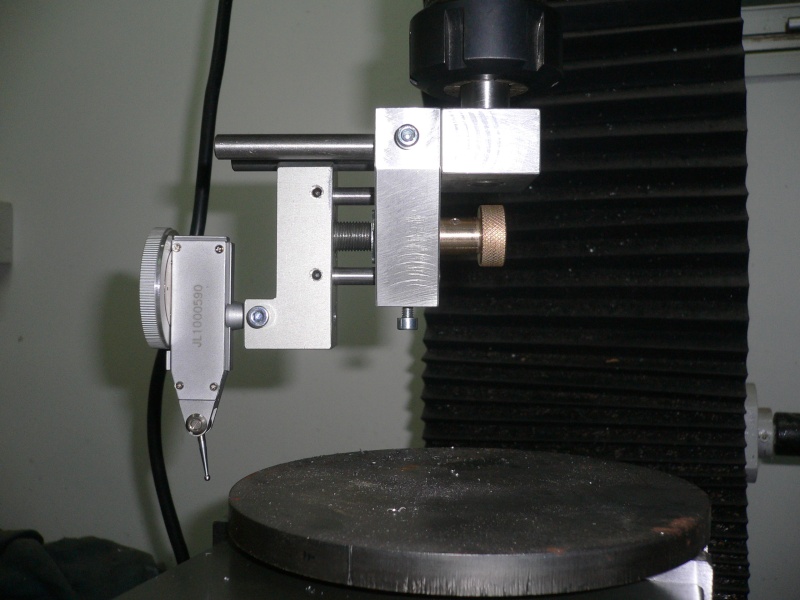
Utilisation de mon support d'indicateur à levier
![]() Par
papy-lba
Par
papy-lba
Aprés la fabrication vérification de l'utilité du support
pour mon support de Pac à lecture digitale (pour la cp de mon tour) sur une des piéces, j'ai réalisé un arrondi par rapport à l'alésage de centrage du fourreau
pour ce faire, j'ai monté mon plateau circulaire sur la fraiseuse
Détail du centrage du plateau sur la table de la fraiseuse
pour centrer le plateau, j'utilise ce cimblot de ma fabrication,le cone correspond à celui du plateau circulaire
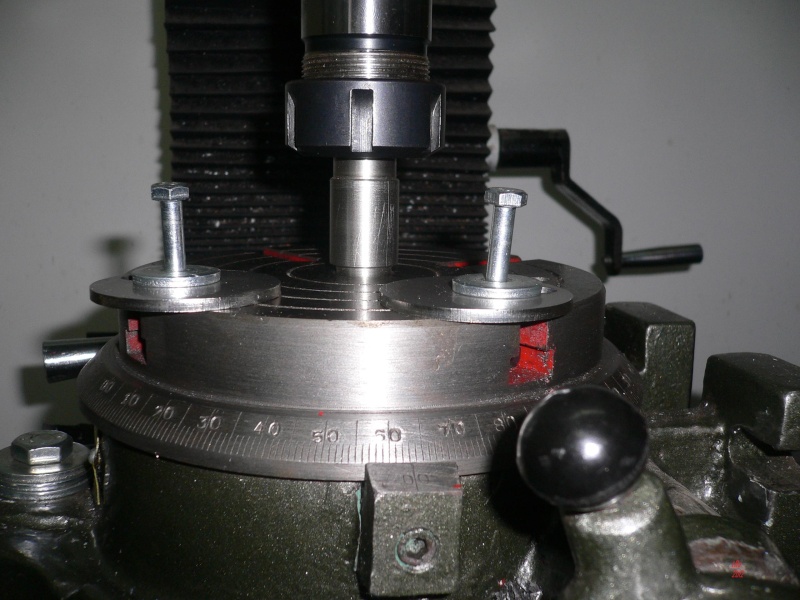
Descente de la broche, puis serrage des boulons de fixation du plateau
Aprés montage du support et de l'indicateur à levier, palpage de l'alésage de la piéce, suivant les 4 points cardinaux
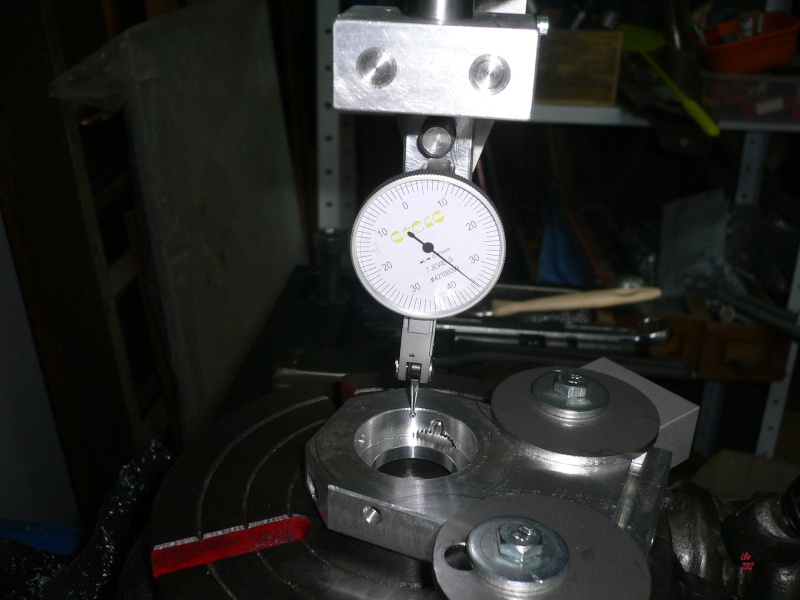
palpage en est
Support pour indicateur à levier (genre Pepitas)
![]() Par
papy-lba
Par
papy-lba
Ayant un indicateur à levier de ce genre
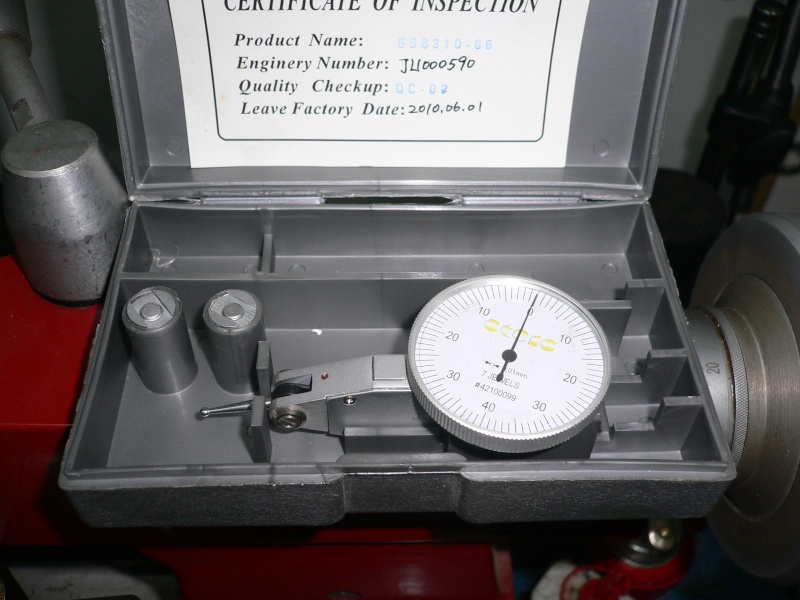
Précision: amplitude de palpage +/- 1 mm
le palpeur n'est pas multi-positions ?, c'est un palpeur premier prix qui convient trés bien à mon usage amateur
mais j'ai un doute
J'ai fabriqué un support, (d'aprés un vu sur la toile)avec la matiére disponible en ma possession
le support en cours de réàlisation
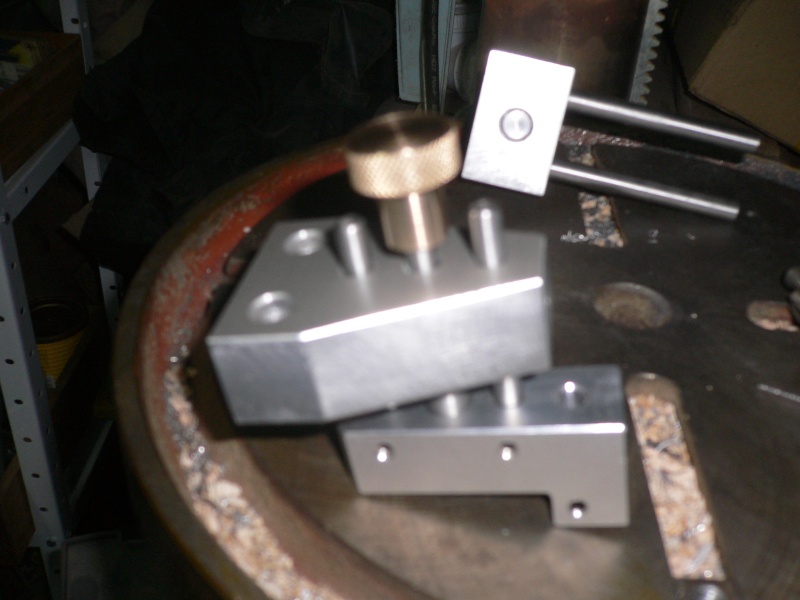
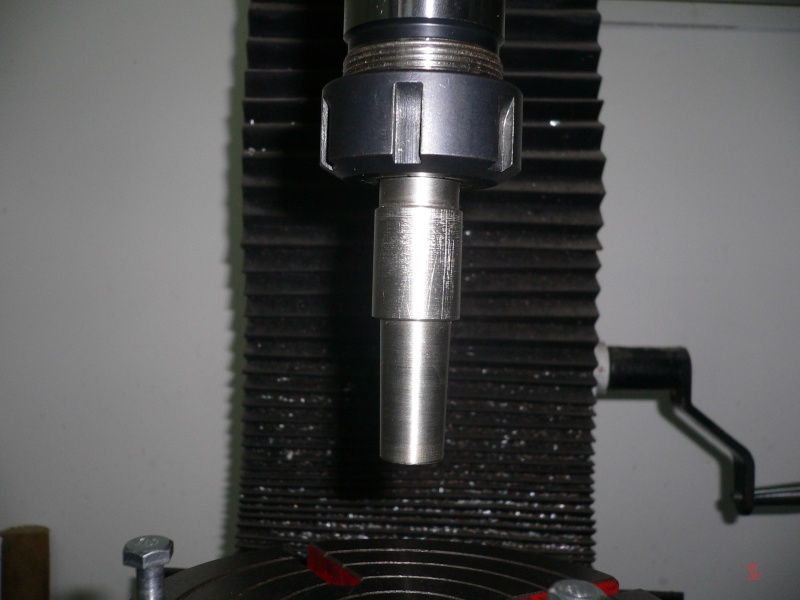
le support est prévue pour etre monté sur un mandrin à pince ER comme ceci
Pac à lecture digitale
![]() Par
papy-lba
Par
papy-lba
je viens d'installer un Pac à lecture digitale sur la poupée mobile de mon tour d'établi aprés avoir usiné les piéces de fixations, au tour et à la fraiseuse
fourreau de la poupée mobile sortie presque à sa course maxi
Contenu de mon coin méca
![]() Par
papy-lba
Par
papy-lba
Mon atelier mécanique est composé entre autre :
D'un tour (d'établi)
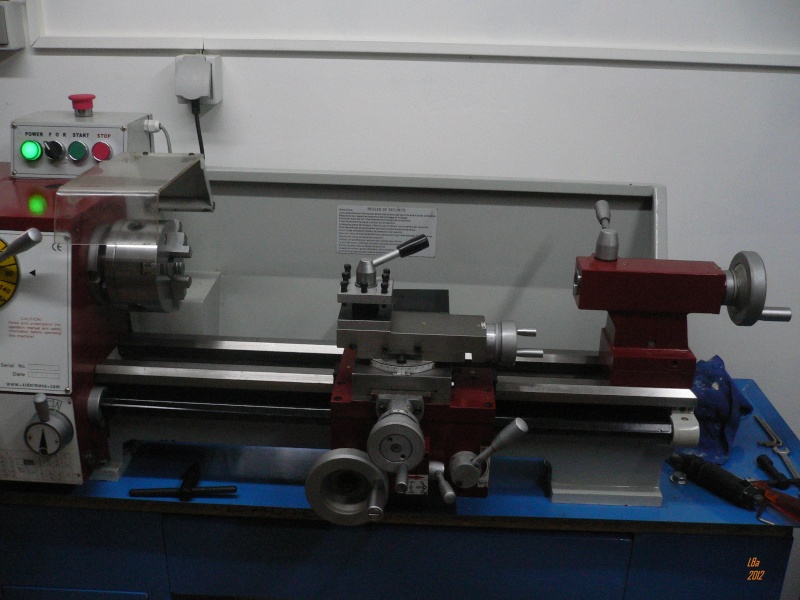
D'une fraiseuse (d'établi)

D'une perçeuse à colonne agée d'au moins trente ans

D'une scie à ruban horizontale pour métal



