
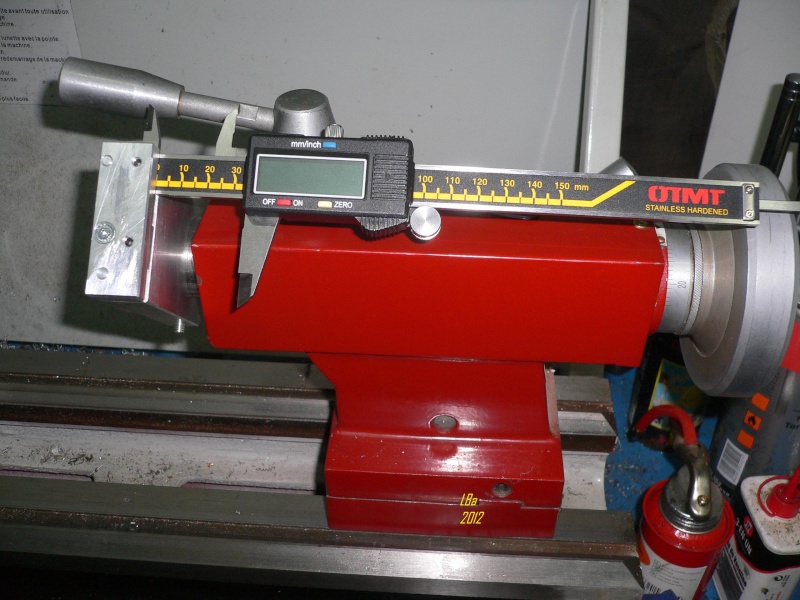
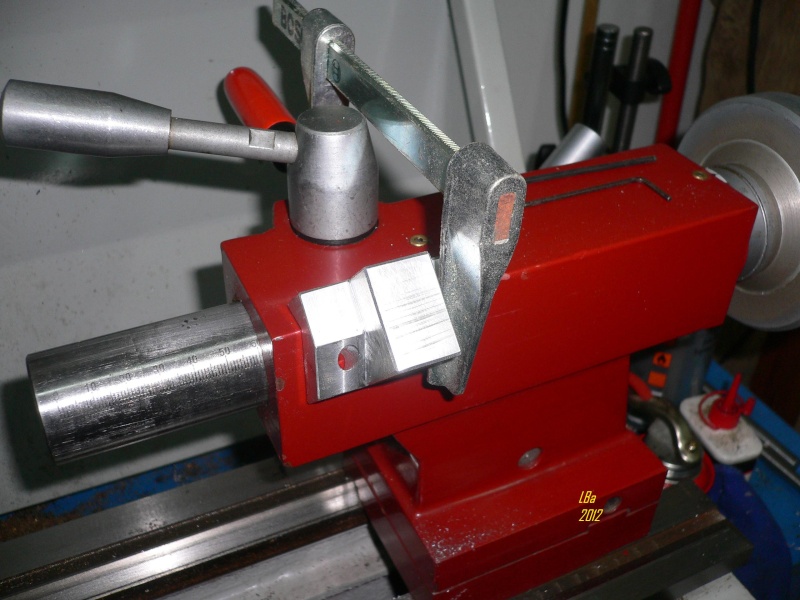
Afin d'améliorer le quotidien (ne plus avoir à compter le nb de tour de manivelle et lire le vernier) j'ai intallé un pied à coulisse à lecture digitale sur la contre pointe du tour
pour une utilisation essentielle en perçage

le fourreau est ici sorti au max de sa course
le pied à coulisse est facilement et rapidement démontable (deux vis à desserrer)

fourreau en position rentré
le pied à coulisse ayant le zéro flottant, le réglage en est facilité
il m'a fallut réaliser trois piéces, que j'ai usiné dans de l'alu de récupération
deux piéces fixées sur le fourreau de la poupée mobile et une autre fixée sur le bati de la contre pointe
pour la premiére fixée sur le fourreau, elle est alésé (avec un épaulement) au diamétre extérieur du fourreau et immobilisé sur celui-ci par trois vis de pression
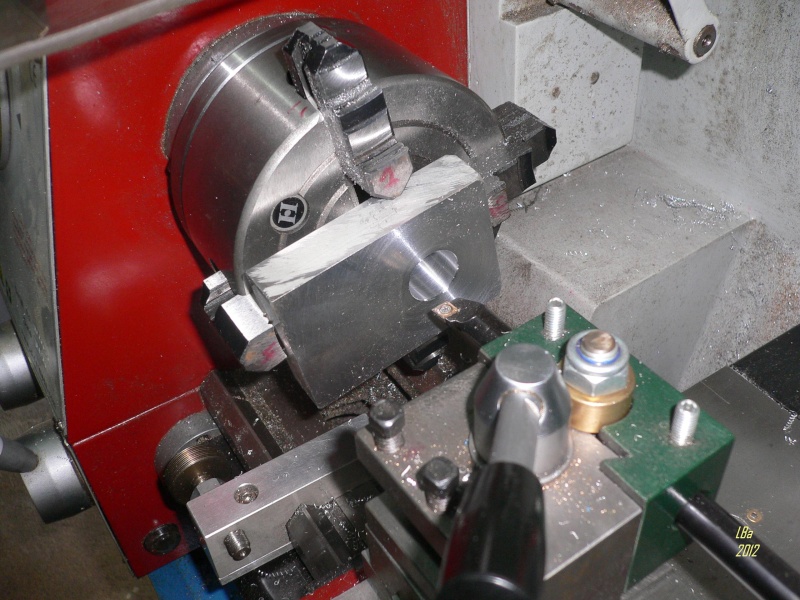
je suis parti d'un débit rectangulaire et pour l'alésage au tour j'ai utilisé un mandrin quatres mors, chose que je n'avais pas fait depuis des années
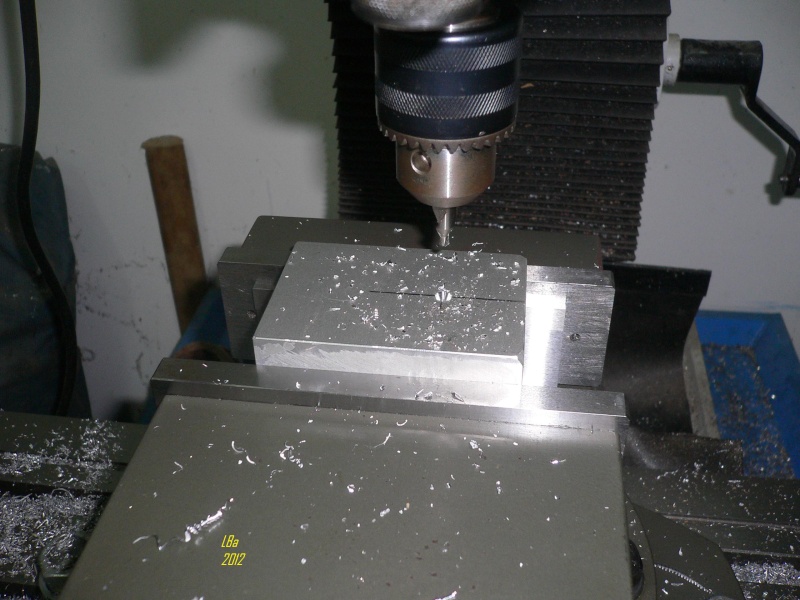
pour positionner, le moins mal possible, la piéce dans la mandrin, j'ai pointé la position du trou à la fraiseuse
puis la piéce dans la mandin,je l'ai positionné avec la contre pointe de la poupée mobile

puis j'ai dressé la face

puis alésé à l'outil aprés perçage d'un avant trou
l'alésage avec épaulement réalisé, petite vérification de dimension avec le fourreau de la poupée

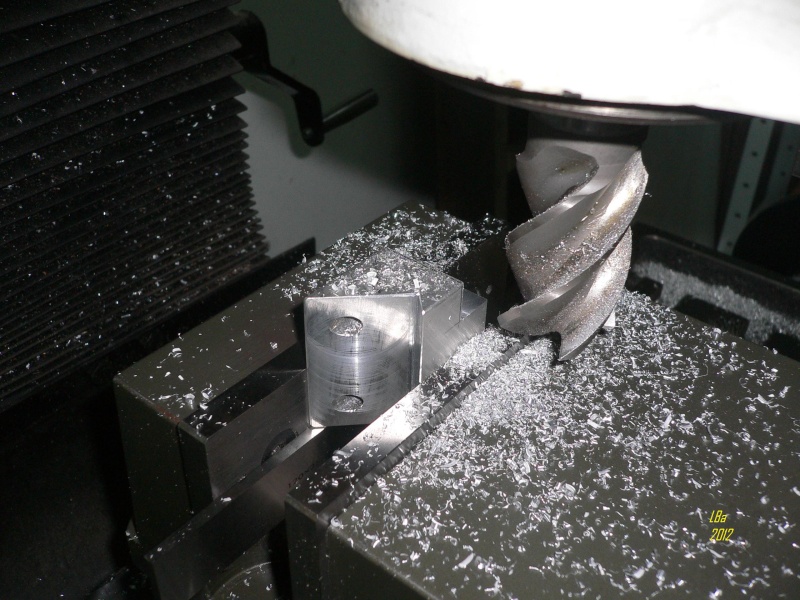
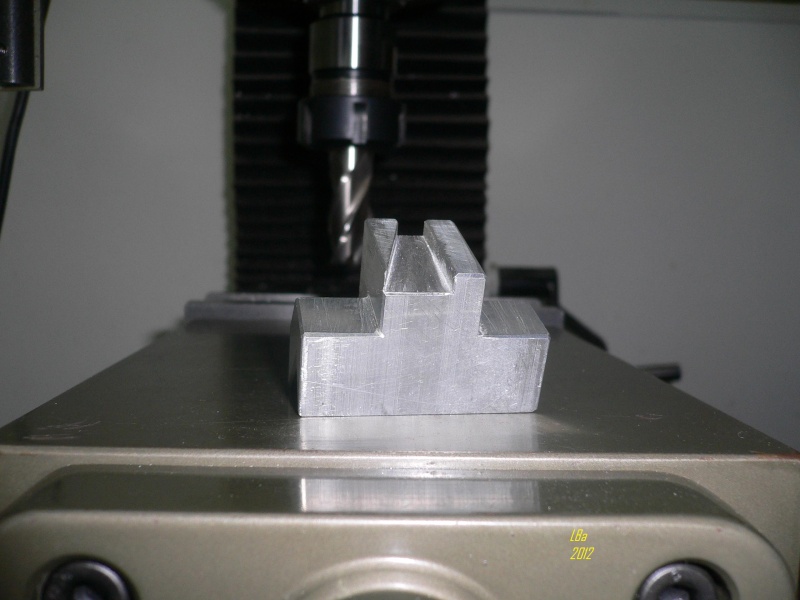
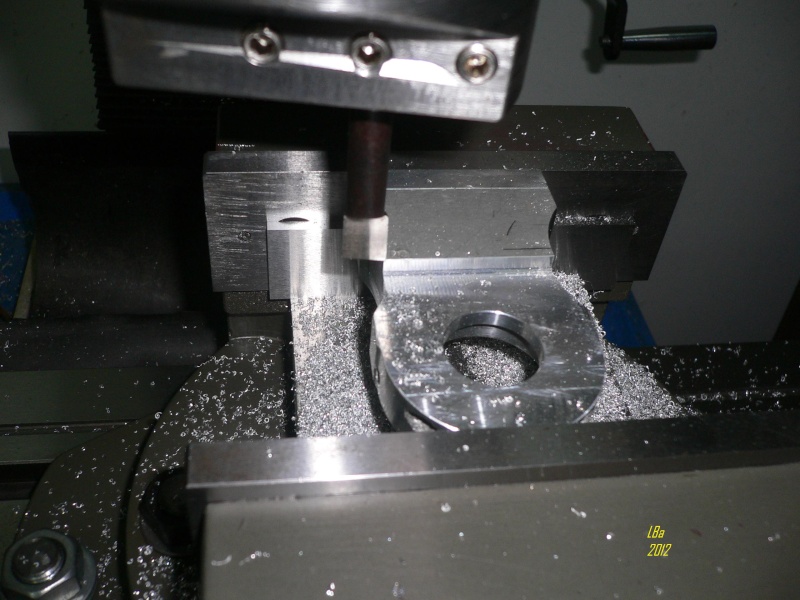
ceci étant ok, la piéce est passé sur la fraiseuse afin de réaliser la forme de l'empreinte du bec fixe du pied à coulisse
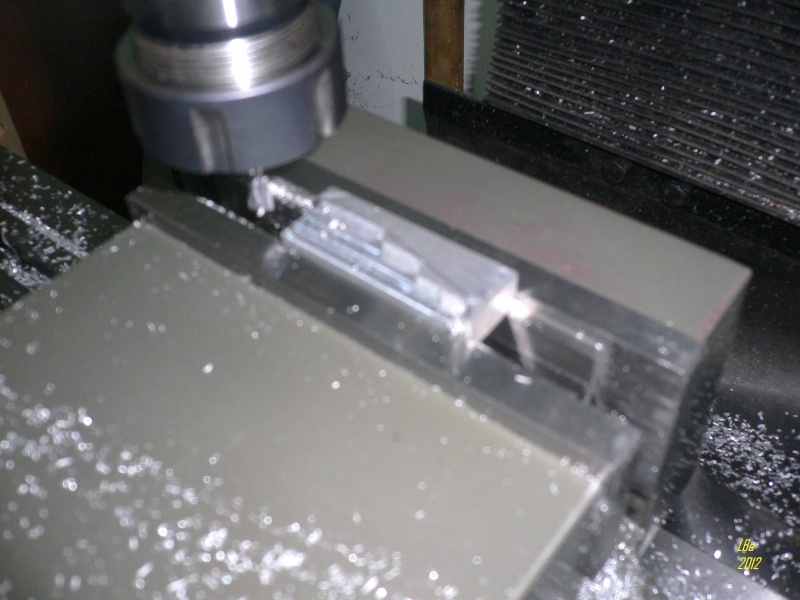
méme genre d'usinage sur la deuxiéme piéce qui viendra pincer le bec du pied à coulisse

puis assemblage des deux piéces,l'immobilisation du bec sera assurré par deux vis de M4 de pression
petite visualisation en position, pour vérifier si tout est conforme et définir la position et les dimensions du support du bec mobile du pied à coulisse
sur le bati de la contre pointe
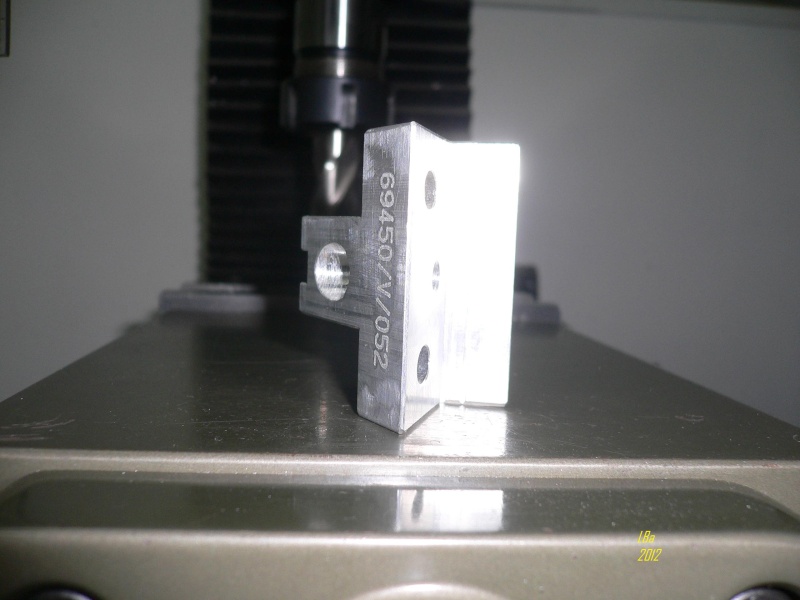
ceci étant fait, je suis passé à l'usinage du support fixe ( lui aussi en alu, dans de la récup)
petit dégraissage pour aléger la piéce
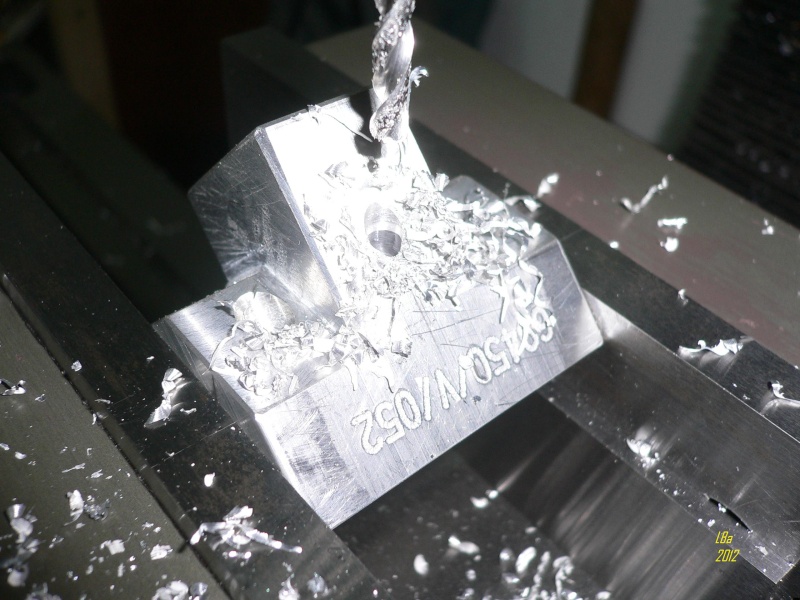
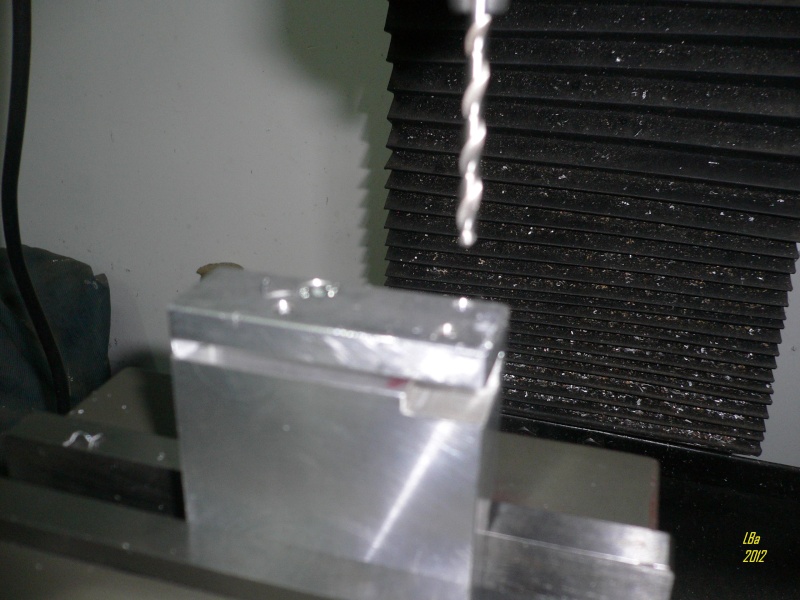
perçage du trou de fixation du support
puis positionnement sur le bati de la contre pointe pour contre perçage
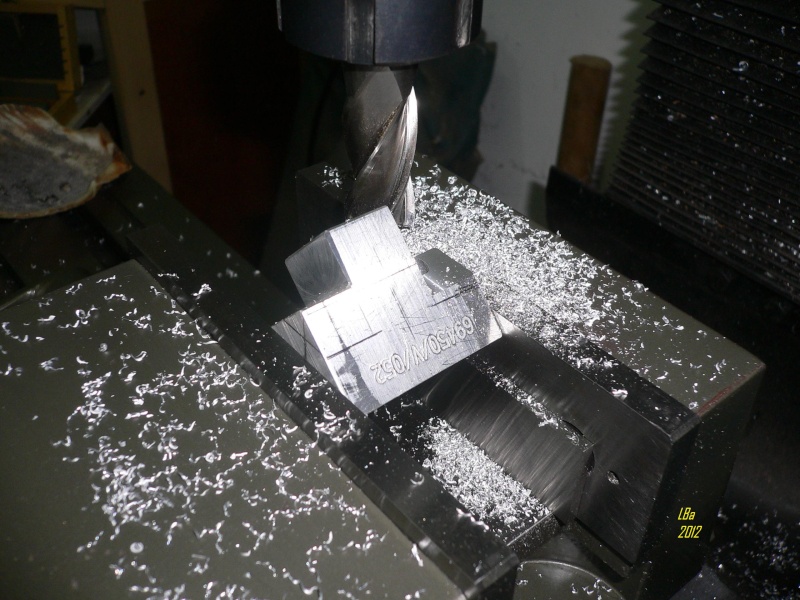
ceci étant fait, et ayant tracé la position du bec mobile du pied à coulisse, retour sur la fraiseuse pour usiner la forme de l'empreinte


usinage support terminé
Montage sur le bati de la contre pointe
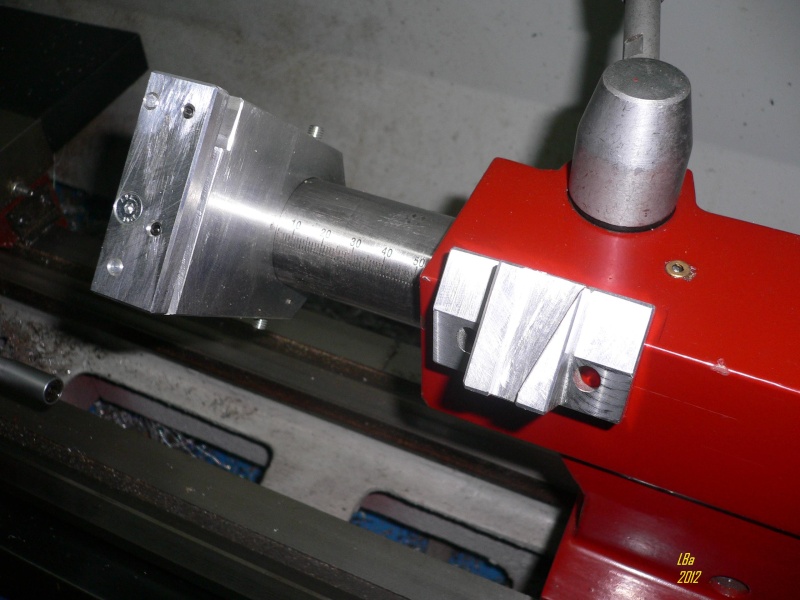
ceci étant fait, trouvant le support sur le fourreau un peu mastoc, je lui est fait subir un dégraissage
arrondi d'un bout à la fraiseuse avec le plateau circulaire
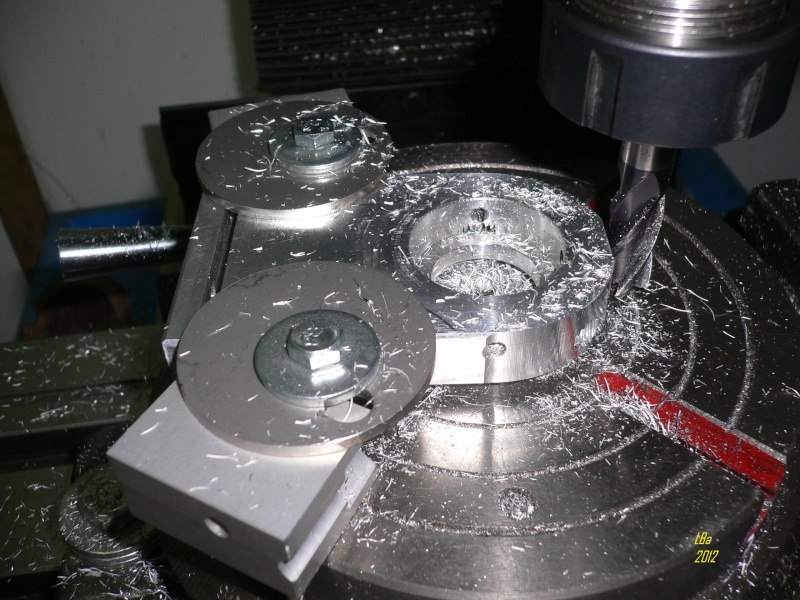
puis à la téte à aléser
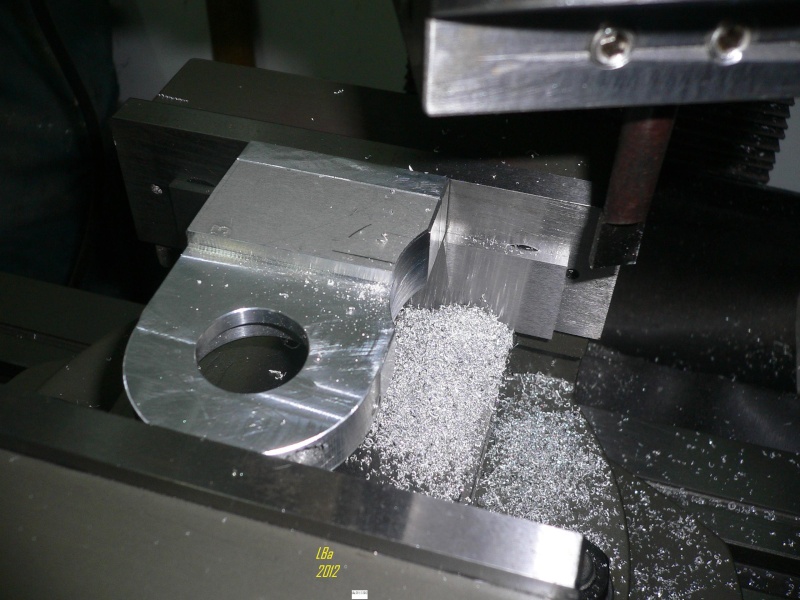
un coté
puis l'autre
cette piéce venant de récup, se trouvait déja des perçages qui ne m'ont pas permis de faire exactement ce que j'aurais voulu
voila le résultat

ne reste plus qu'a expérimenter et à couper la jauge de profondeur qui va géner à l'utilisation