
je ne sais trop comment désigner cette pièce, peut être que par la suite, sa
désignation change (si je suis inspiré)
sur ce support sera fixer le support du support réglable à double queue d'aronde
sa fait beaucoup de support de support plus simplement ce sera ça :
la pièce est usinée à partir de méplat alu d'épaisseur de 20 mm
première opération le débit

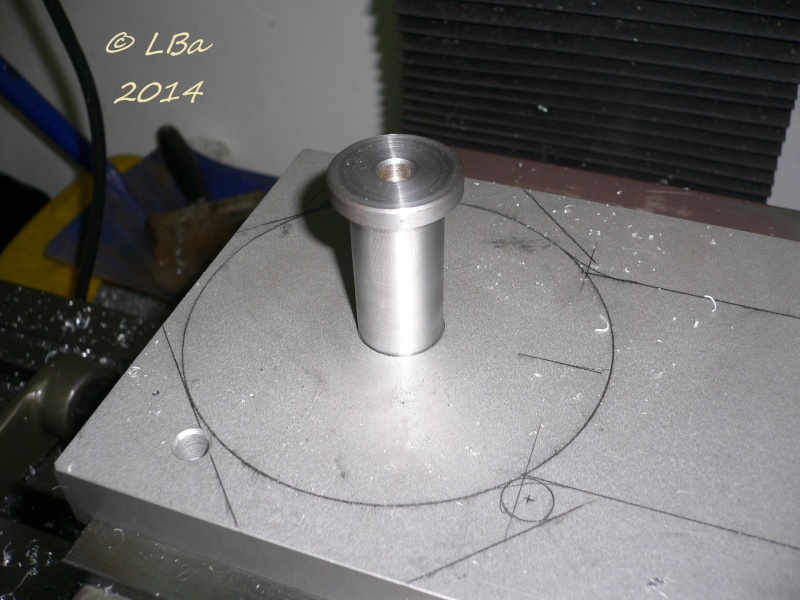
après blanchiement du chant de la coupe sur la fraiseuse, usinage :

d'un tenon
ce tenon servira de centrage sur une autre pièce qui sera horizontale en gros, je reconstitue
une équerre !
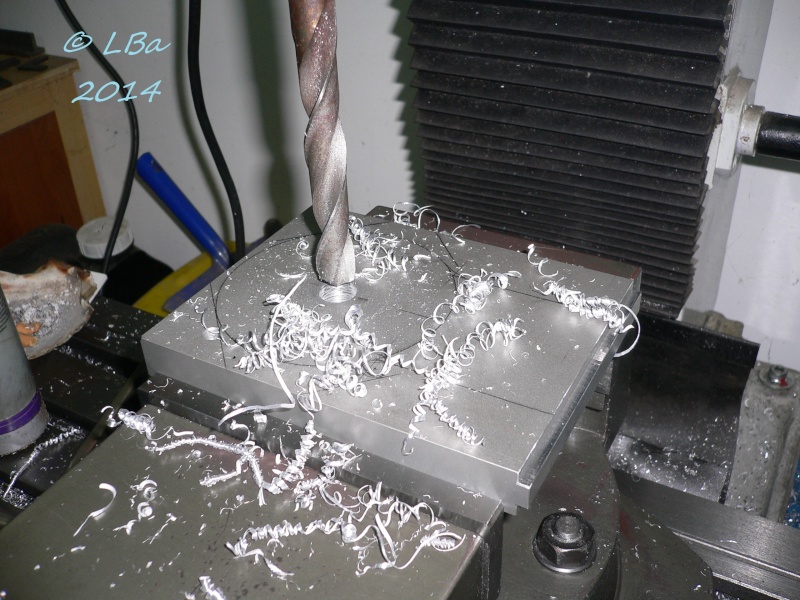
prise à plat de la pièce dans l'étau :

et premier perçage
ce sera la position de l'axe de rotation
contre perçage intermédiaire
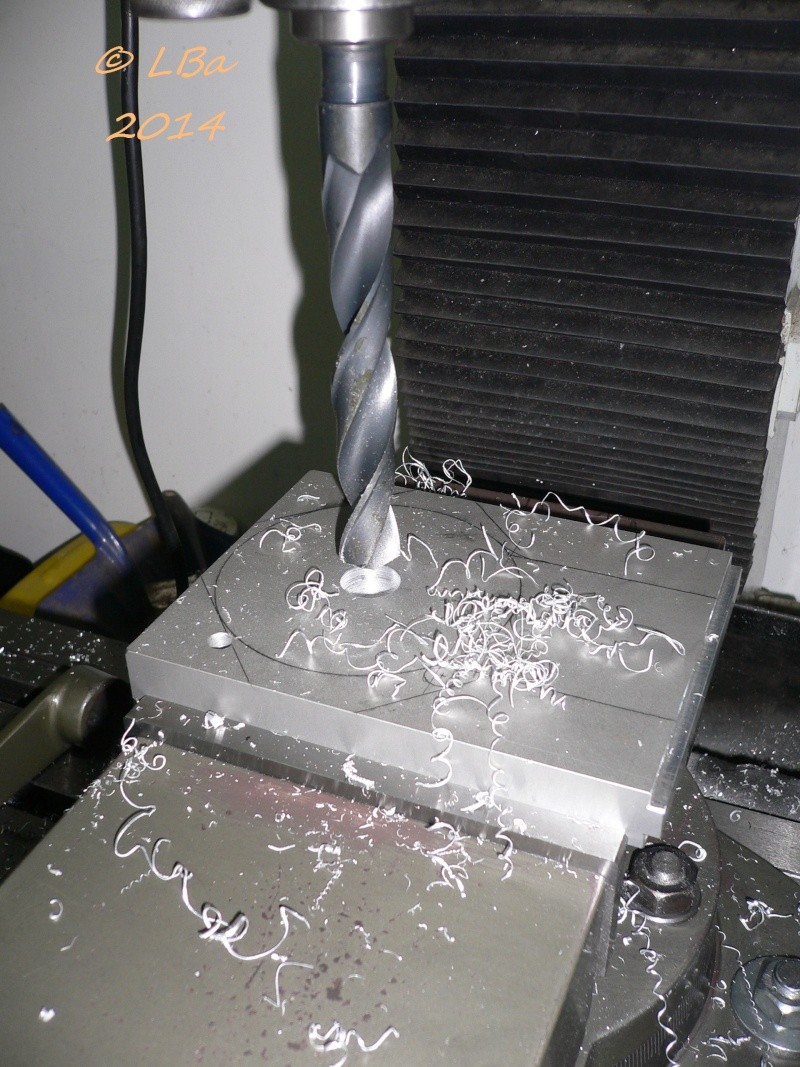
contre perçage au Ø de 19,75 mm avant alésage
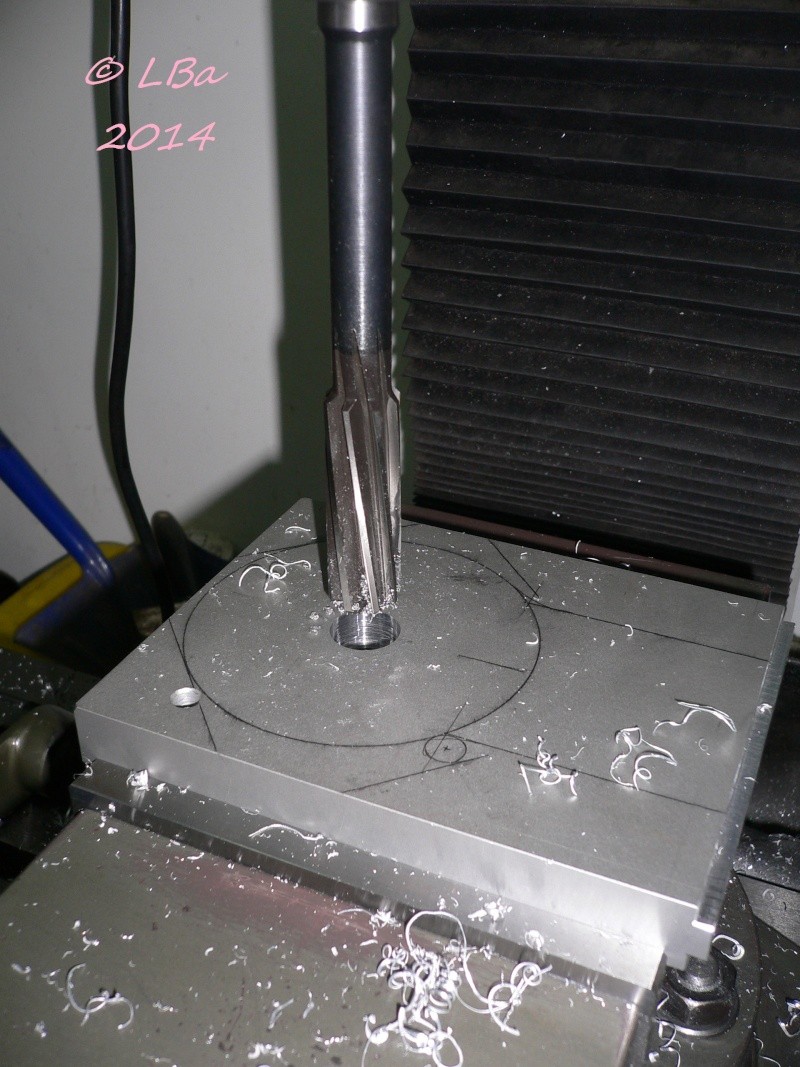
alésage à 20 mm avec un alésoir machine
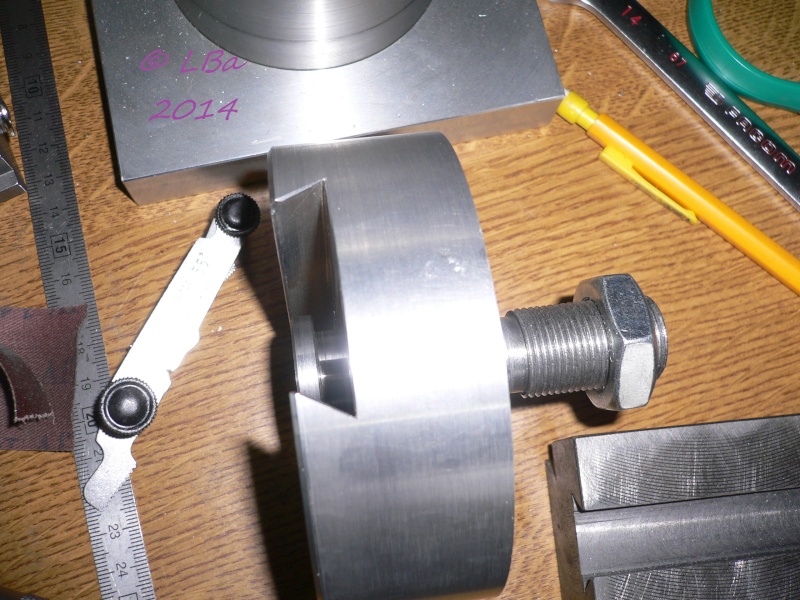
contrôle de l'alésage avec l'axe de rotation, c'est pas bon tout ça
sa serre de trop, l'axe doit pouvoir tourner librement sans jeu
après reprise de l'alésage avec une tête à aléser :
nouveau contrôle, cette fois, l'axe tourne librement
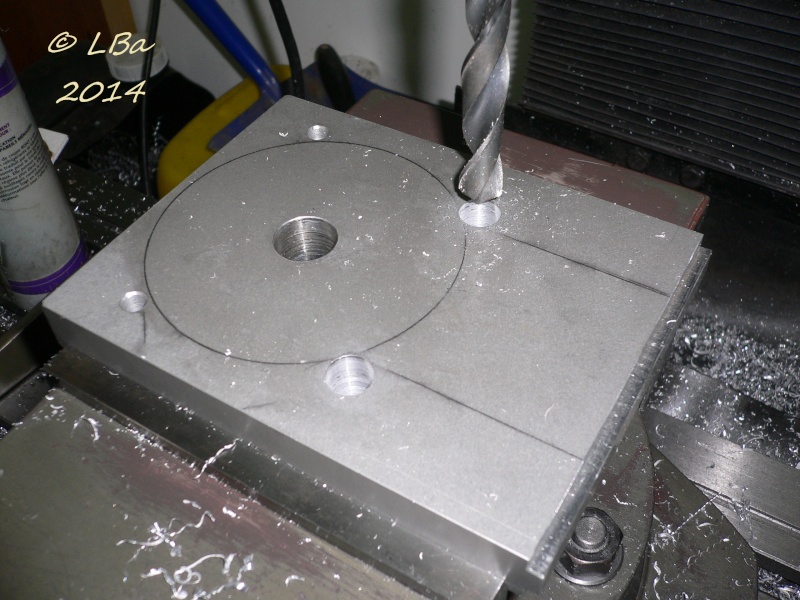
perçage de deux Ø 12 mm pour la suite des usinages
la suite de l'opération de fraisage est de détourer la pièce sur environ les trois quart
du cercle tracé au crayon d'oû le pourquoi des deux Ø de 12 mm
je vais réaliser cette opération , la pièce abloquée sur un plateau circulaire
l'alésage de 20 mm va servir de centrage et de fixation de la pièce
pour ce faire, fixation d'un axe sur le plateau circulaire

la vis de fixation du centreur sur le dessous du plateau circulaire
après mise en place du plateau sur la table de la fraiseuse

on peut voir l'axe centreur dépasser du plateau
à l'aide d'une douille alésé à 20 mm, montée dans un mandrin à pince
centrage du plateau par rapport à l'axe de broche
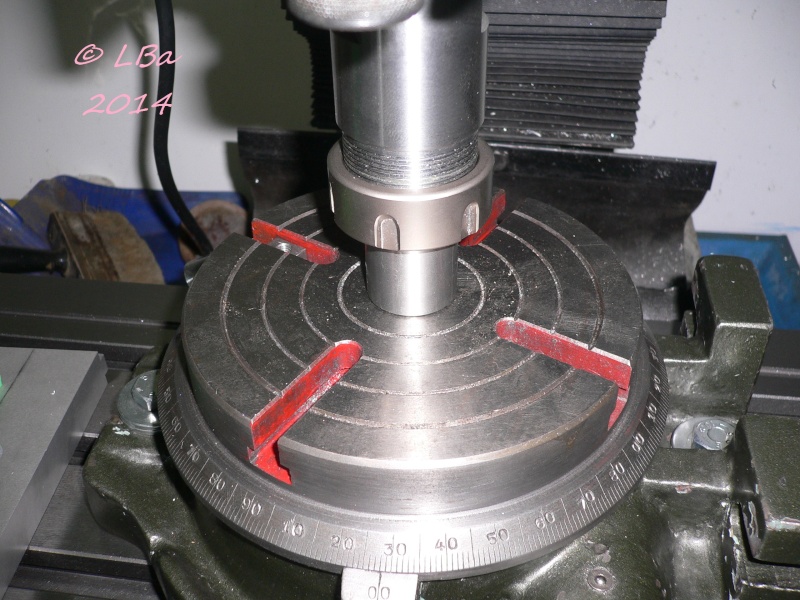
cette opèration se fait en descendant l'axe Z de la broche
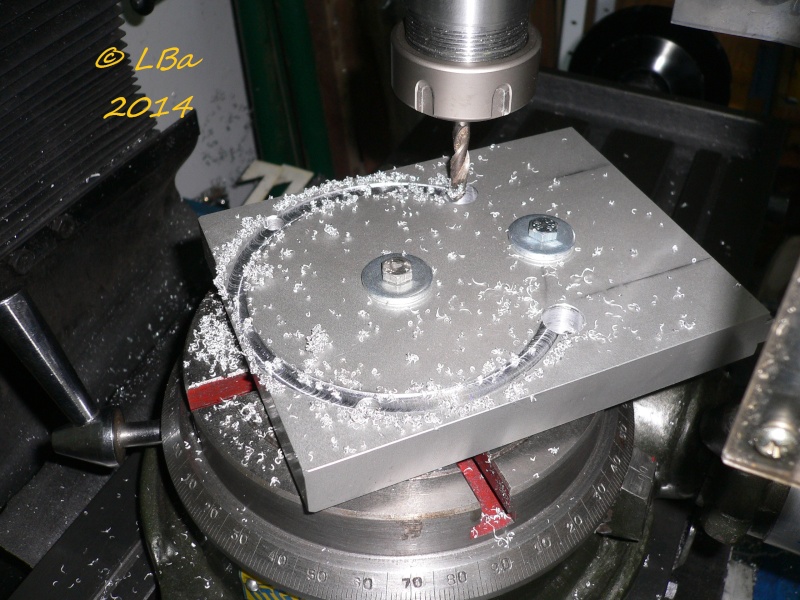
après ablocage du plateau sur la table et fixation de la pièce sur le plateau
déplacement en X de la valeur du rayon de l'arrondi à réaliser + le rayon de la fraise et une
sur cote de 5 dixièmes pour une passe de finition (j'ai utilisé une fraise de Ø 7 mm)
première passe d'usinage pour contrôler que le déplacement en X est bon
l'utilité des deux trous de 12 mm sont :
pour le premier, la prise de profondeur de passe
le second pour le dégagement de la fraise en fin de passe d'usinage
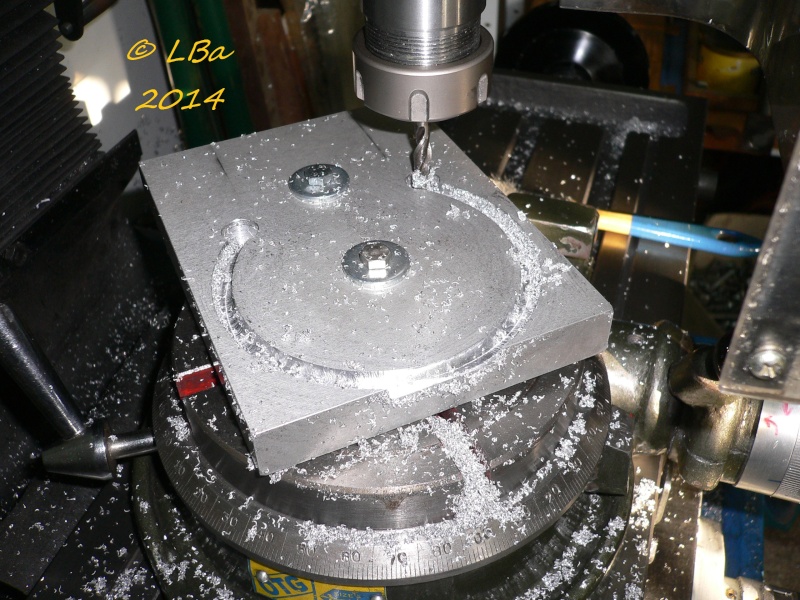
après deux tour de manivelle en Z, la profondeur d'usinage est de 5 mm
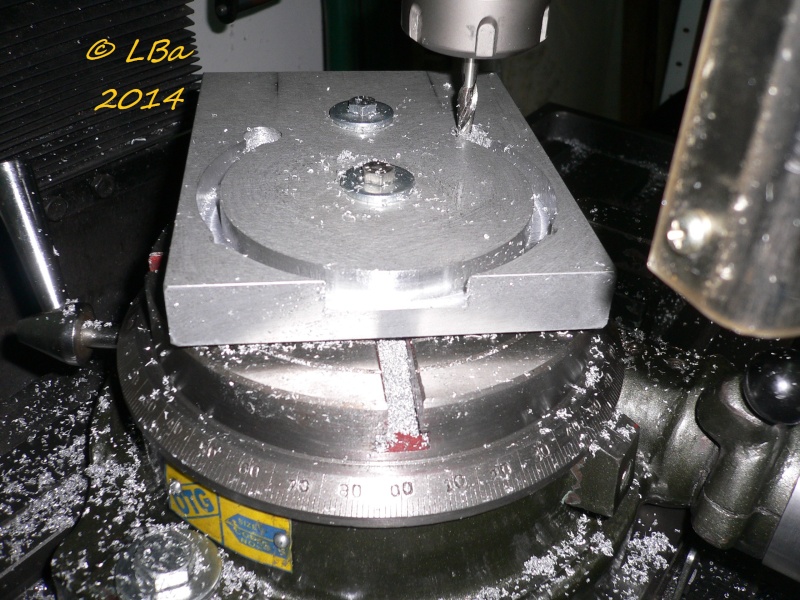
là , j'en suis à 10 mm de profondeur de passe et j'ai décidé de retourner la pièce

continuation de l'opération détourage sur l'autre face de la pièce
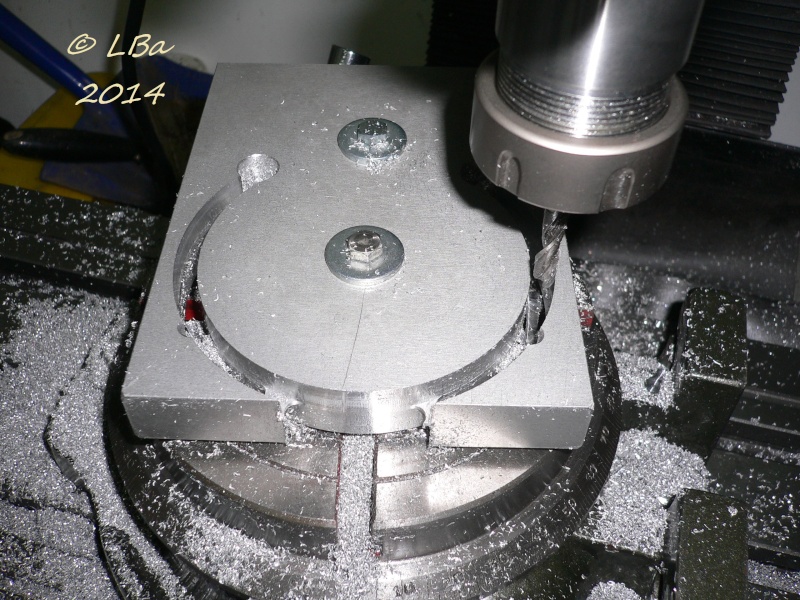
lors des dernières passes, j'ai laissé deux attaches

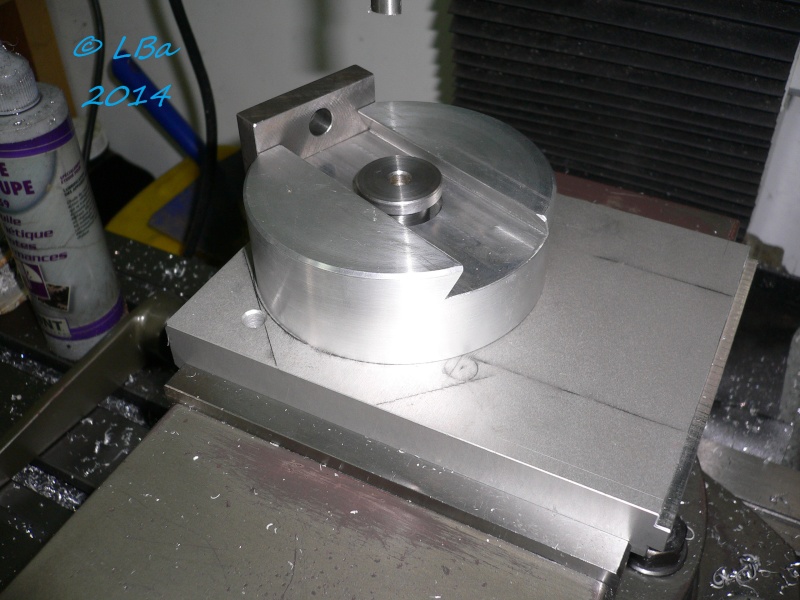
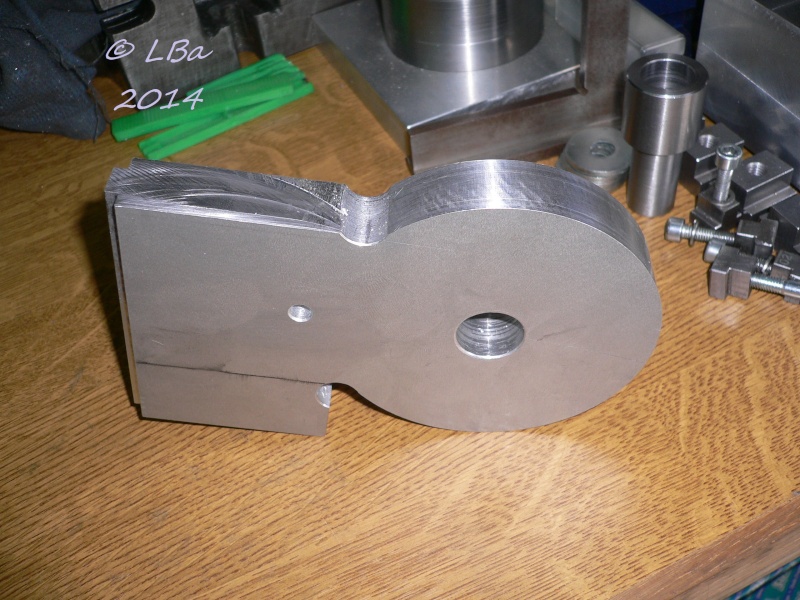
l'ébauche de détourage de la pièce est réalisée
après quatre coups de scie à métaux, remontage de la pièce sur le plateau
circulaire pour l'opération de finition

l'opération de finition terminée :
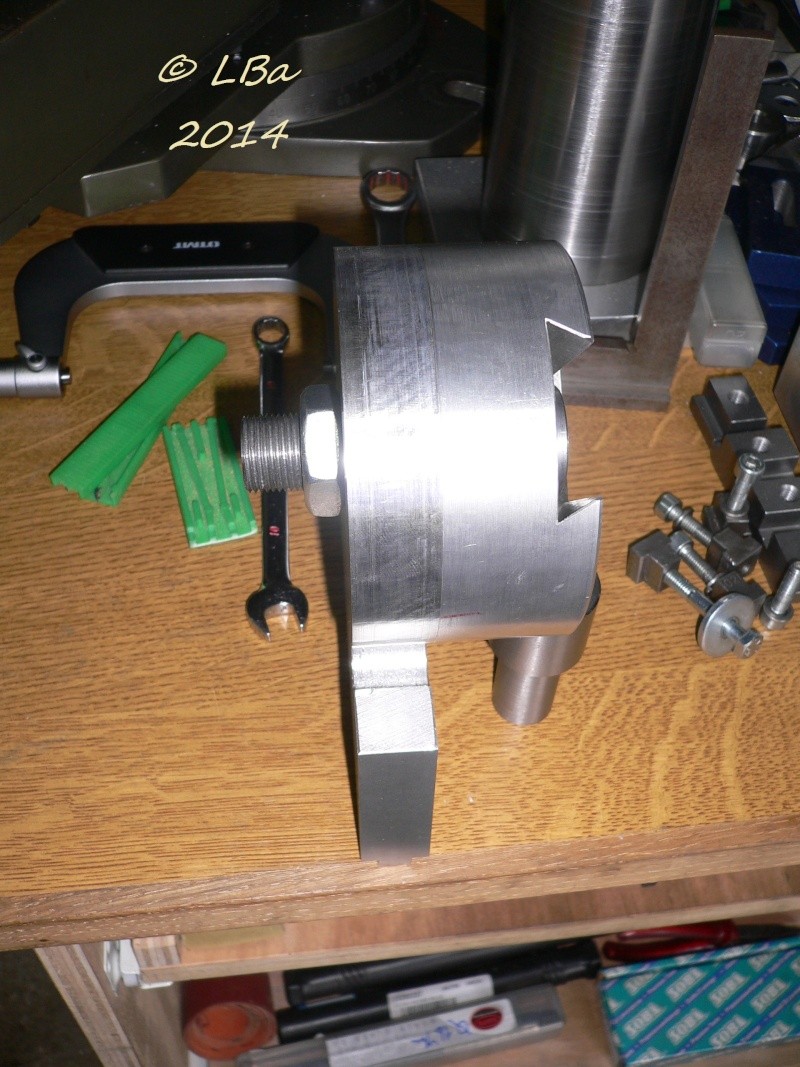
contrôle de la pièce avec le support rotatif
suppression des deux ailes de coté
ne pouvant pas le faire à la scie à ruban, je l'ai fais à la fraiseuse
montage d'une fraise scie :

sciage du premier épaulement le plus possible
le restant a été fait à la scie à métaux à la main
l'épaulement est brut de sciage

fraisage et mise à la cote de l'épaulement

même type d'opération pour le second épaulement