
Dans une rondelle d'alu qui devait servir pour autre chose et qui ne c'est pas fait
après montage en mandrin de la pièce qui avait été usiné (Ø extérieur et mise en épaisseur)

perçage au Ø de 19,75 mm

alésage au Ø de 20 mm à l'alésoir machine
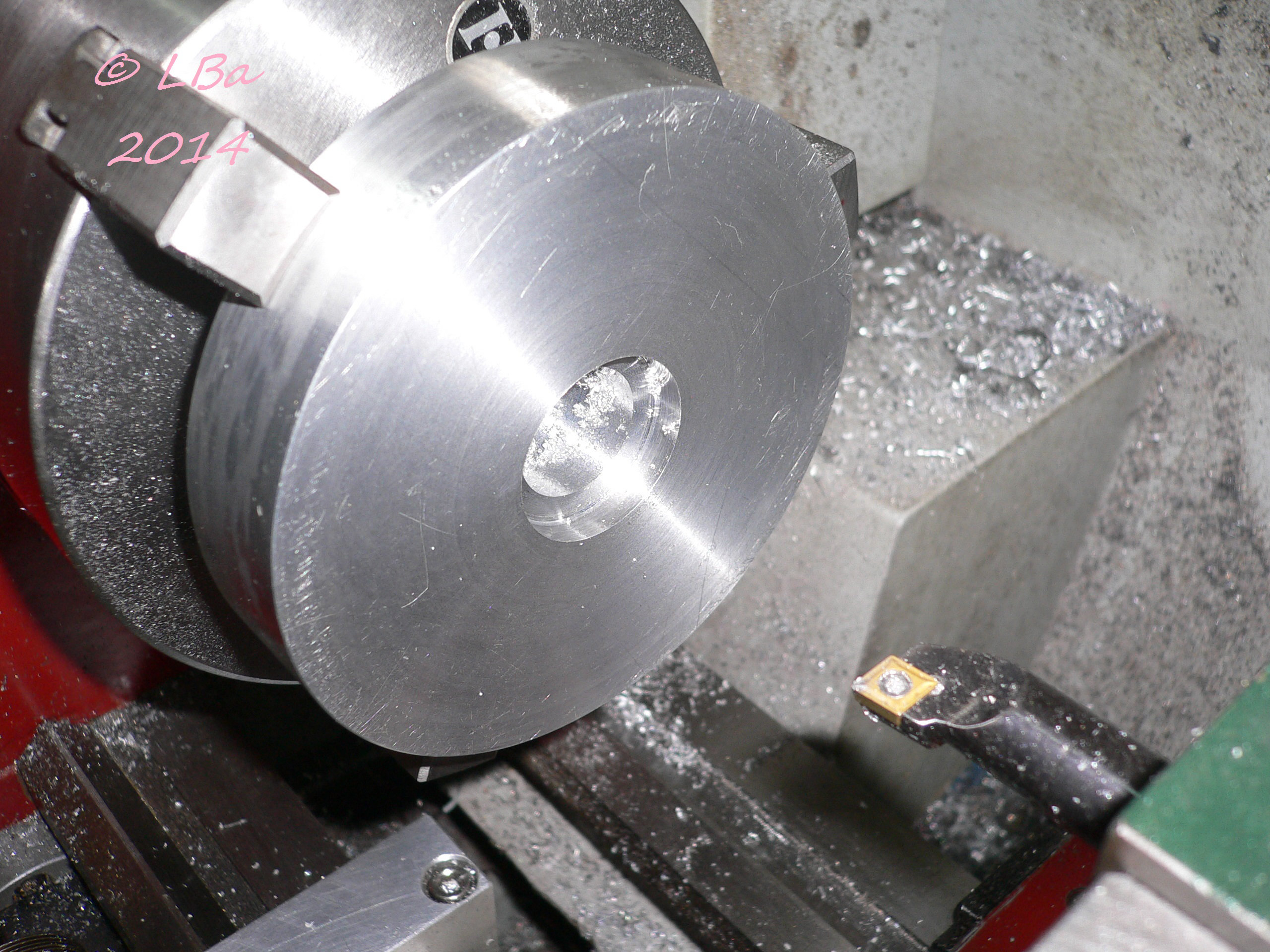
lamage au Ø de 28 mm à l'outil

centrage de la pièce dans l'étau de la fraiseuse

perçage au Ø de 6,8 mm

et taraudage à M8
ces opérations répétées 3 fois :

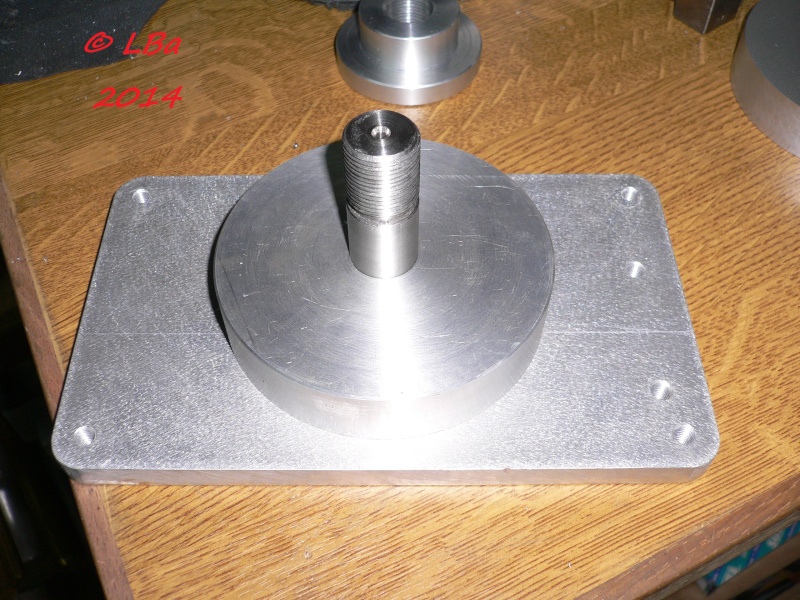
la base avec ces 4 trous percés/taraudés

la base sera fixée sur cette pièce que je nomme semelle

vue de dessous de l'assemblage base/semelle
vue de dessus de l'assemblage semelle/base
Sur la semelle, j'avais prévu d'arrondir les deux bouts, c'était en attente, que le plateau tournant soit monté
sur la table de la fraiseuse ; ayant fini le perçage des divisions d'indexation des disques diviseur
j'ai profité que le plateau étant en place pour usiner les deux bouts de la semelle
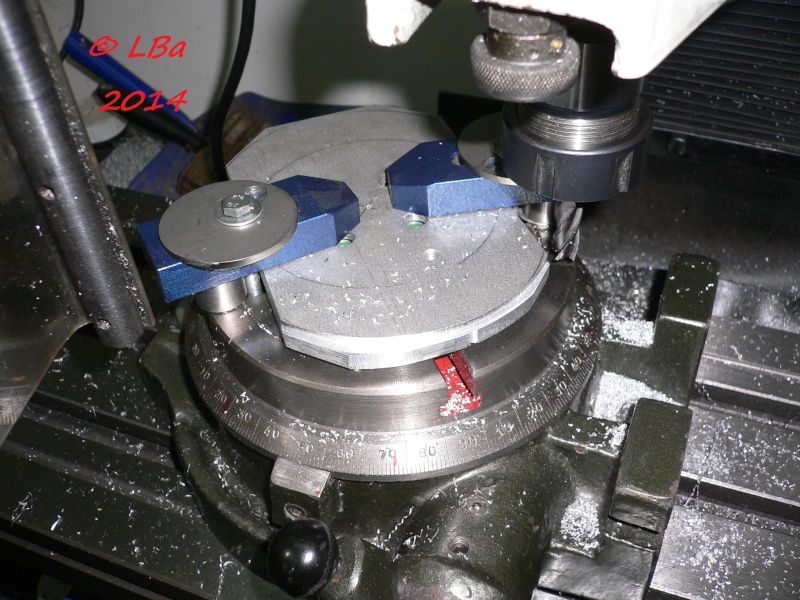
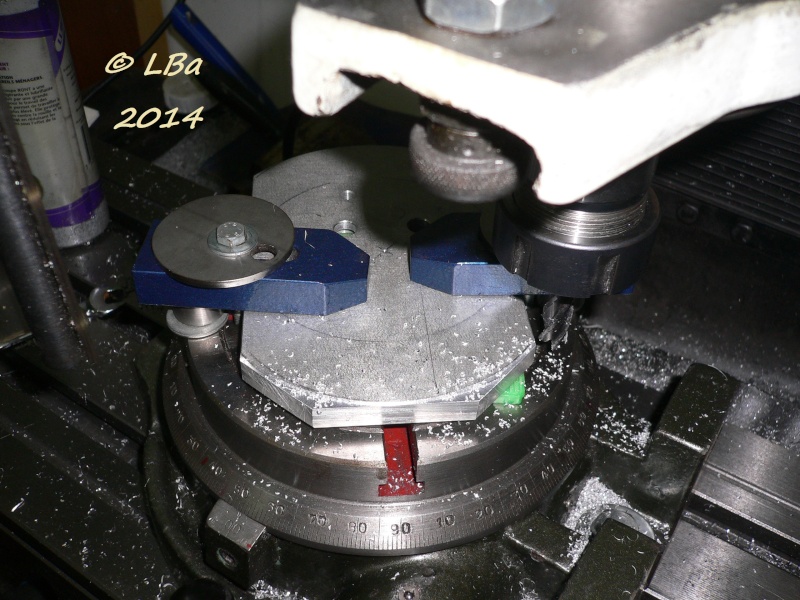
après positionnement de la semelle, début détourage du premier bout
le premier bout est détouré
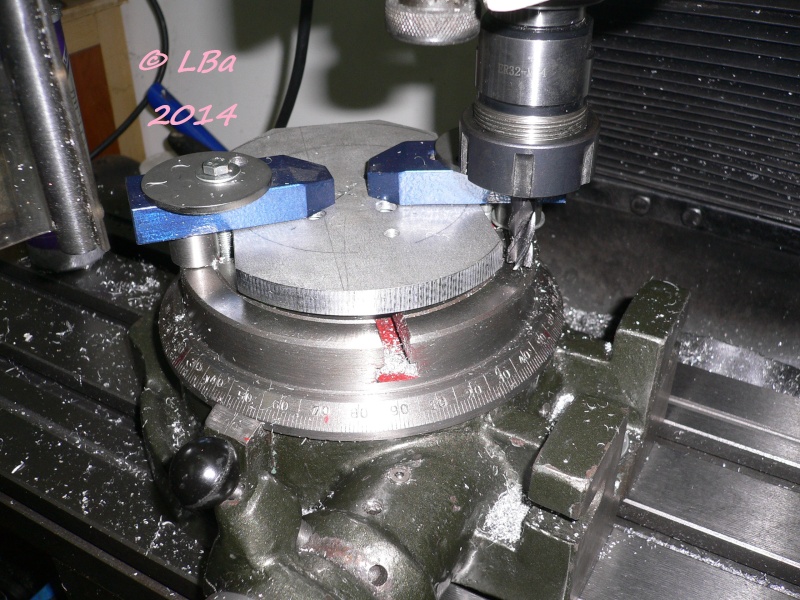
après réglage pour le second bout :
commencement du détourage du second bout
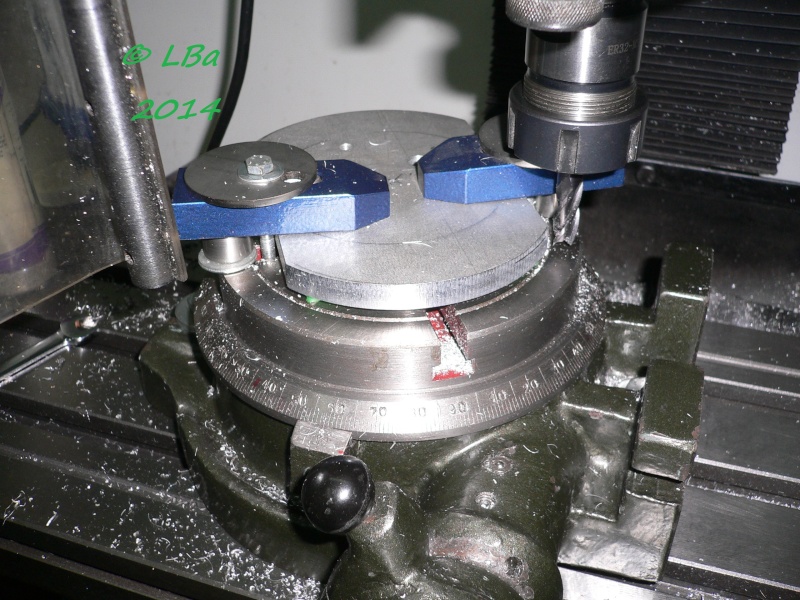
le second bout est détouré

semelle à bouts détourés
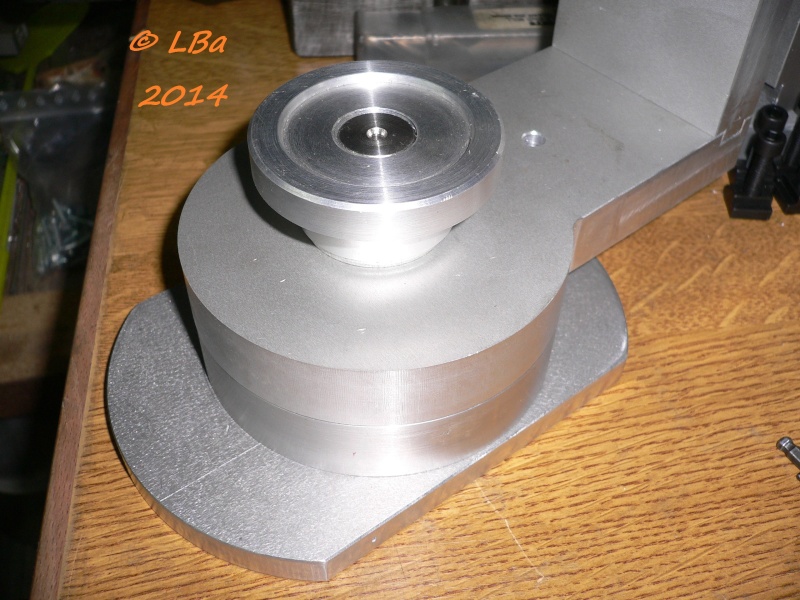
la semelle en place sous le support