
Téte à aléser (mise à jour 2018)
 afin d'équiper ma fraiseuse d'établi en outillage, j'ai réalisé cette téte à aléser
afin d'équiper ma fraiseuse d'établi en outillage, j'ai réalisé cette téte à aléser
afin d'équiper ma fraiseuse d'établi en outillage, j'ai réalisé cette téte à aléser
Le plan de la pièce pour rappel
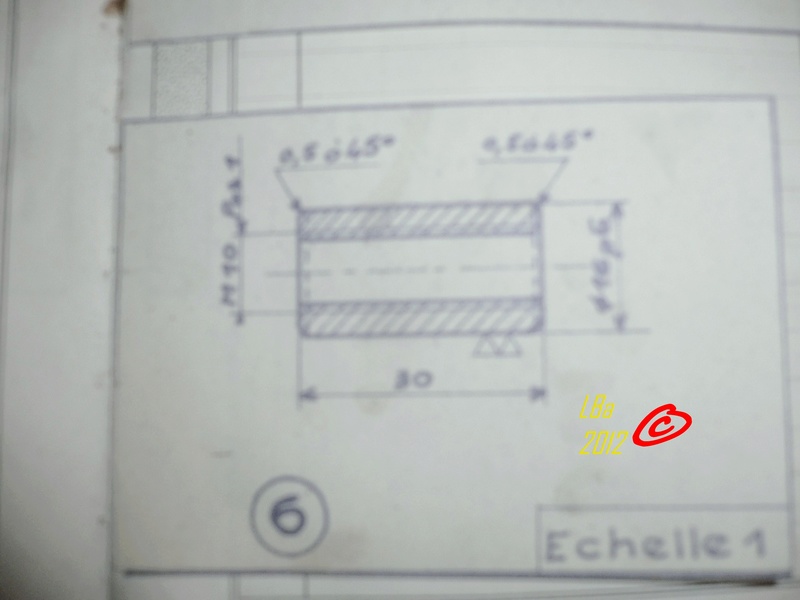
à partir de brut de bronze ou laiton, je ne me souviens plus:

prise du brut en mandrin et dressage de la face

ébauche du Ø extérieur

finition du Ø à 16 p6

contrôle de l'ajustement avec la pièce rep 1 ( le montage est à serre)
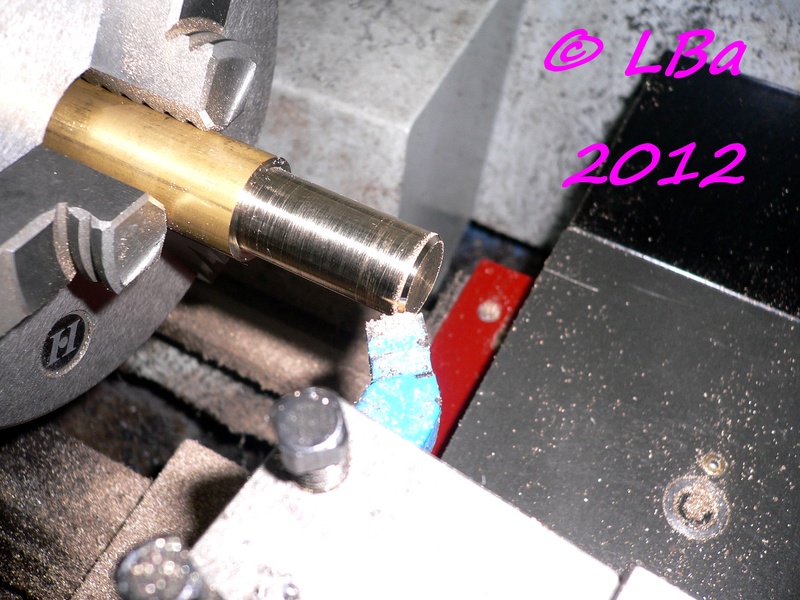
chanfreinage de l'extrémité de la pièce

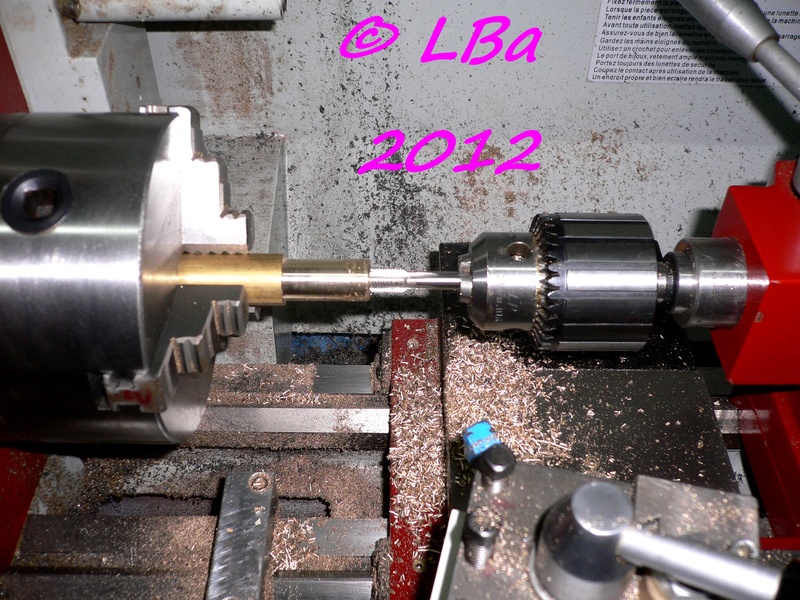
point de centre avant perçage

perçage au Ø de 5 mm

contre perçage au Ø 9 mm
début du taraudage du M10 pas fin de 100

taraudage effectué

débit de la pièce sur la sar

reprise de la pièce et dressage de la seconde face

chanfreinage de la pièce

fraisure du M10

la pièce finie, le montage (sur la pièce 1)de celle-ci se fera après l'usinage de la vis
Le plan de la pièce pour compréhension
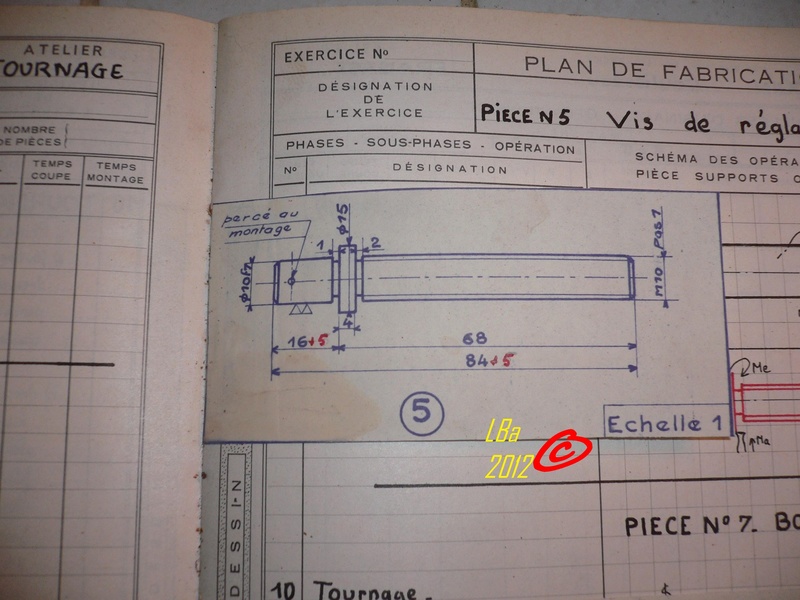
la pièce est usinée dans un acier genre stub de Ø 16 mm (c'est de la récup)

prise en mandrin , dressage de la face et point de centre
même chose pour l'autre bout

réalisation d'un chanfrein

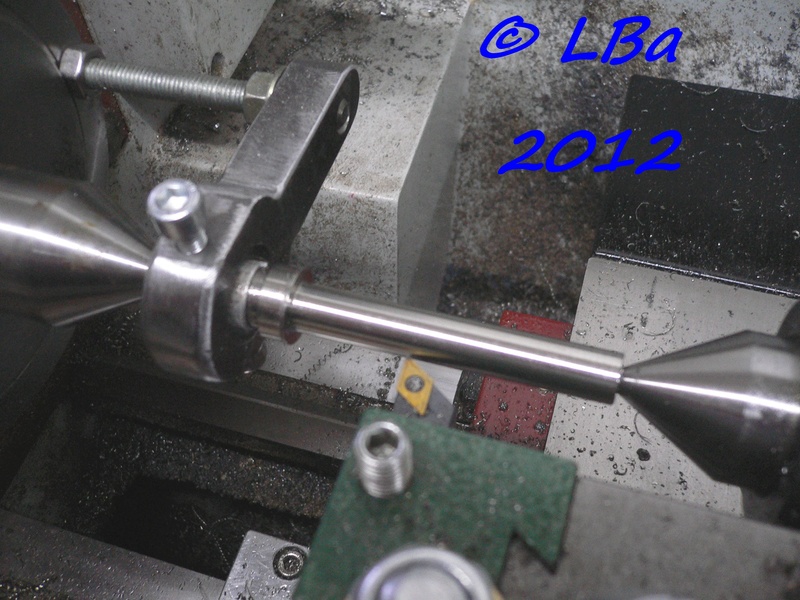
la pièce est usinée entre pointe
usinage du Ø de 15 mm là je suis au début, puis :

usinage du Ø de 10f7

contrôle de l'ajustement avec le bouton en laiton

retournement de la pièce toujours entre pointe
usinage Ø 10 (filetage)

usinage d'une gorge de dégagement pour le filetage)

usinage du filetage M 10 pas fin de 100

essais de l'écrou avec la vis
après finition du filetage:

écrou vissé à fond

écrou en début de vissage

vue du sous ensemble vis/écrou/bouton
Faute de bronze, la pièce rep 4 est usinée à partir de méplat en laiton
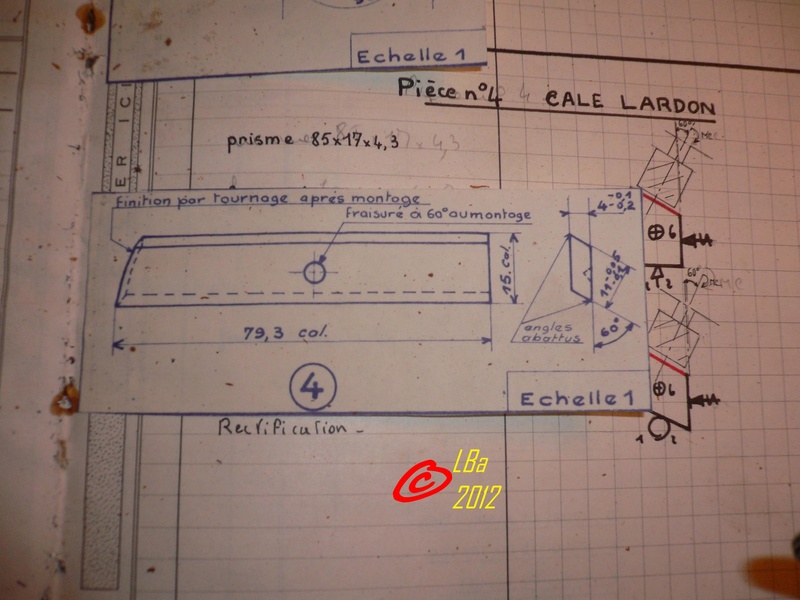
le plan de la pièce pour rappel

après inclinaison de la tête de la fraiseuse, fraisage du premier pan à 60°

vérification de l'angle avec la queue d'aronde
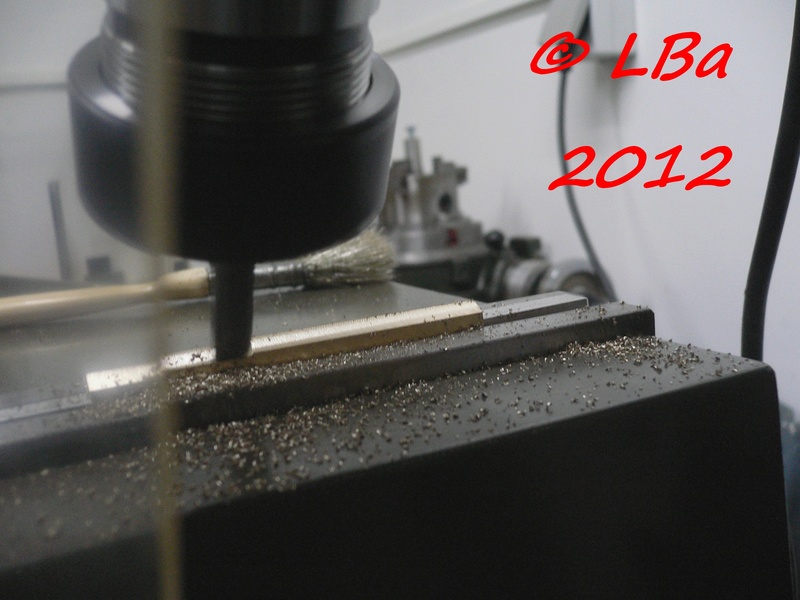
fraisage du second coté du lardon

ajustement de l'épaisseur du lardon à la lime, opération longue et minutieuse, afin
qu'il n'y ai pas trop de jeu, même si des vis de ratrappage sont prévues
finition des extrémités du lardon
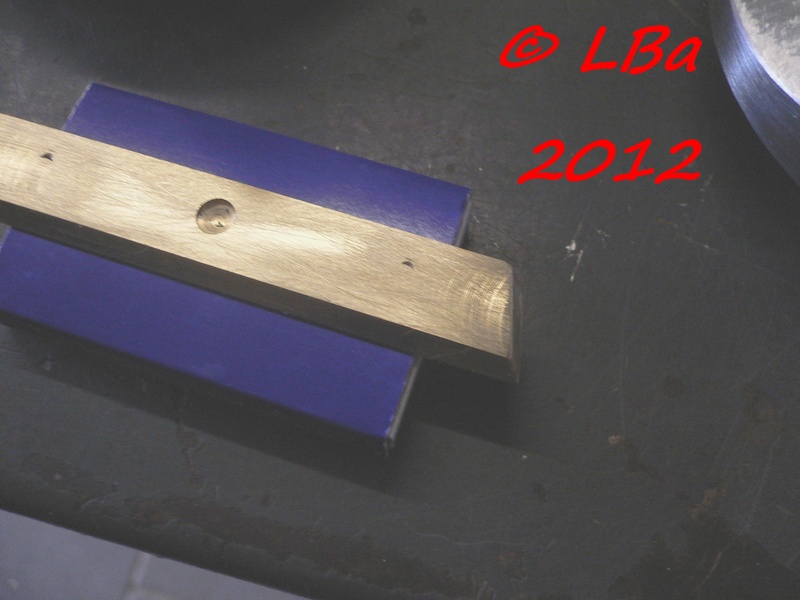
marquage sur le lardon du positionement des vis de réglage
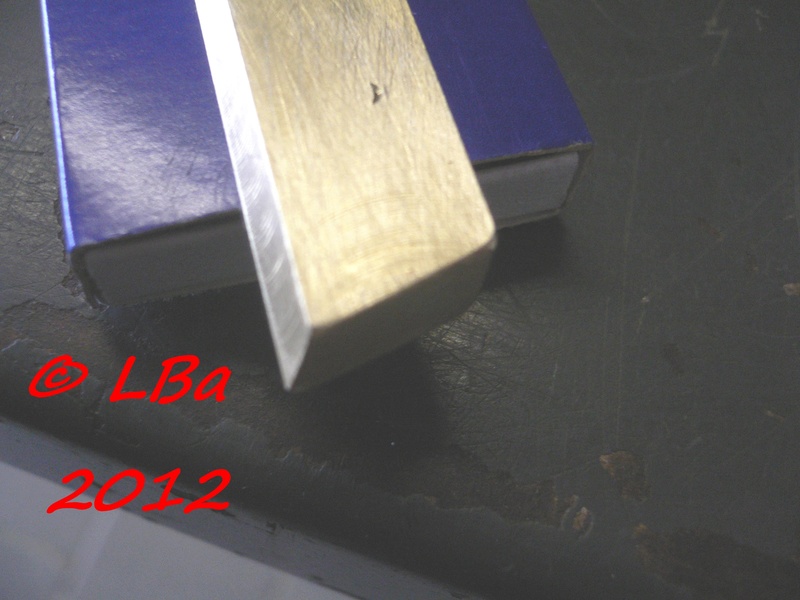
vue de l'usinage d'une extrémité du lardon

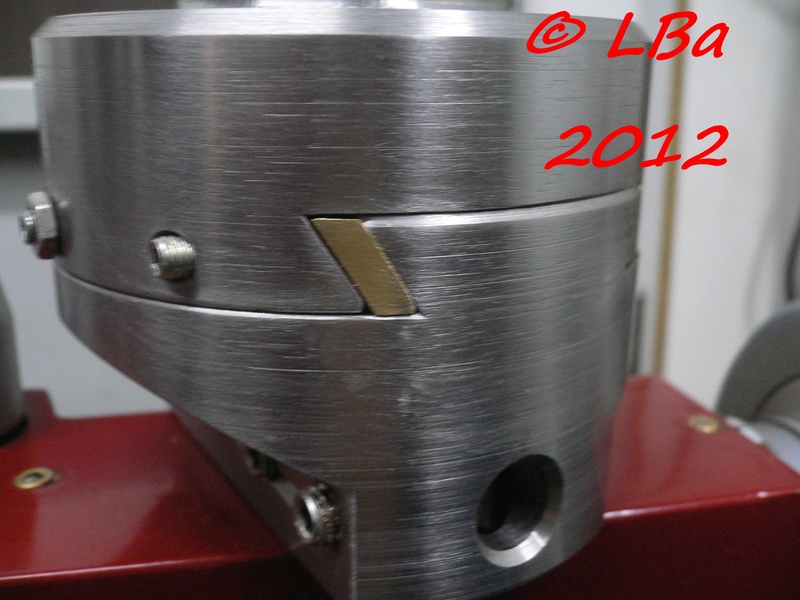
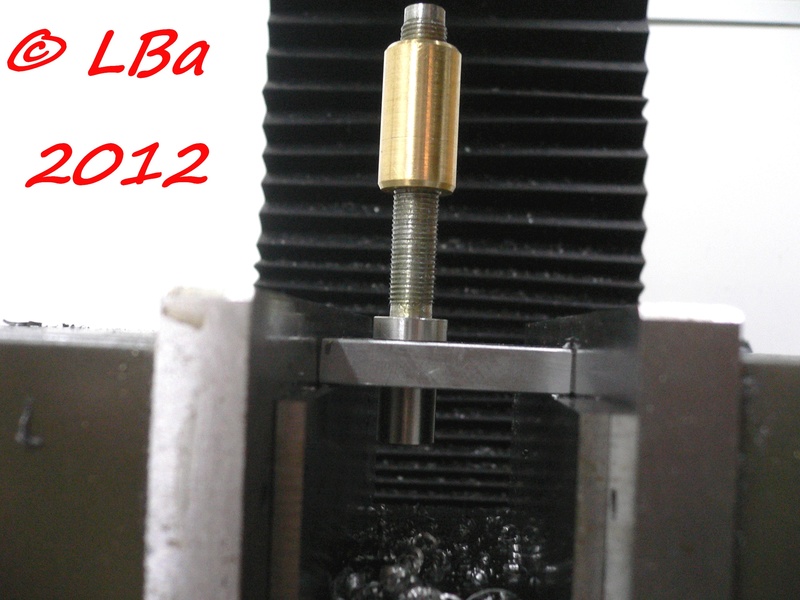
essais/contrôle du coulissement, tête position arrière

tête en position avant

tête en position médiane
l'ajustement final du lardon, a été réalisé par glaçage manuel
la pièce a due être usinée à partir de méplat demi dur, je ne me souviens plus
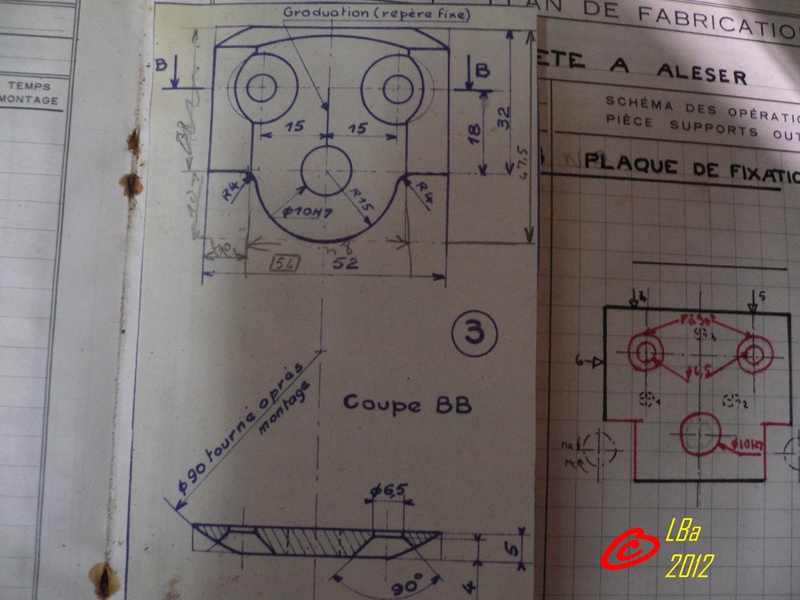
le plan de la pièce pour rappel et compréhension
après cubage à dimensions :

pointage du trou Ø 10h7

perçage au Ø de 9,9 mm

alésage à l'alésoir machine de Ø 10 h7
contrôle de l'ajustement de l'alésage avec la tête de vis rep 5
petite fraisure du trou

pointage du premier Ø 6 mm

perçage au Ø de 6 mm
fraisure pour une vis tête fraisée de Ø 6

après décalage en x, pointage second trou Ø 6 mm puis perçage et fraisure
la pièce est percée
maintenant préparation de la pièce afin d'effectuer la forme arrondi de la pièce

perçage de deux trous de Ø 8 mm pour avoir un quart de rond de rayon 4 mm
après traçage et quatre coups de scie à métaux

ébauche par pan à 45°

ébauche de la pièce aprés quelques coups de lime
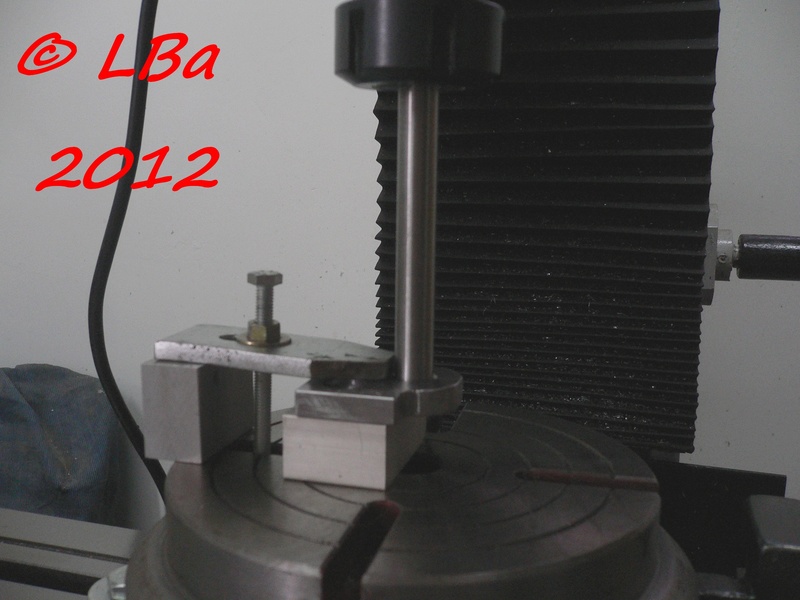
montage de la pièce sur le plateau circulaire et centrage de celle-ci

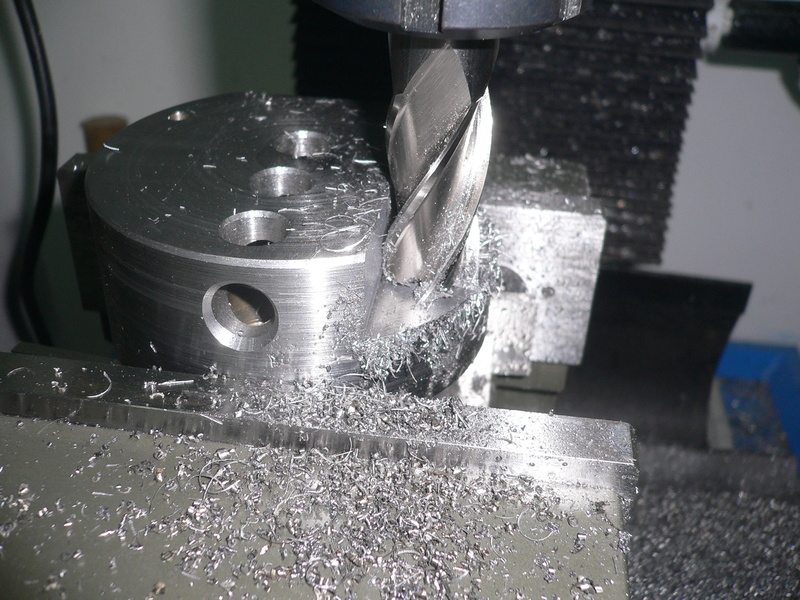
début du détourage de la pièce à l'aide d'une fraise de 8 mm de Ø

apperçu du détourage en cours
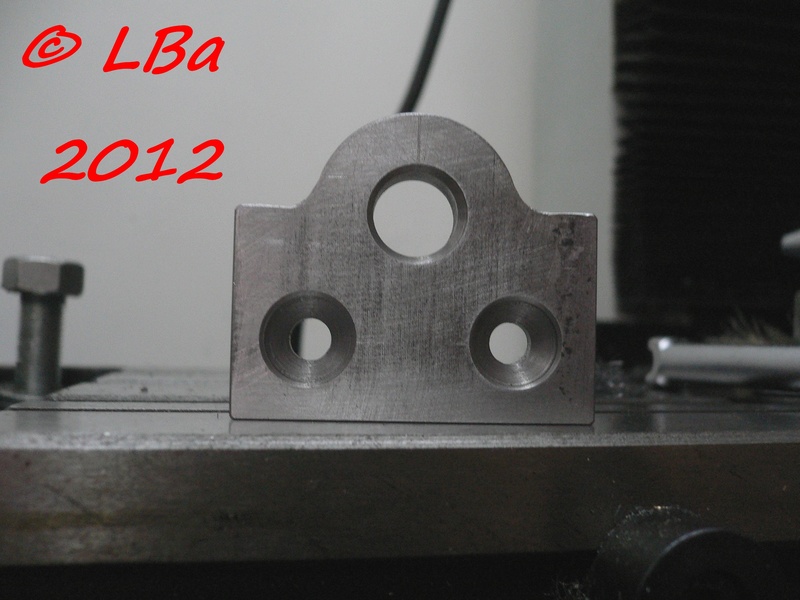
la pièce usinée
il lui manque les chanfreins arrondies; pour ce faire :

montage de la pièce 3 sur les pièces 1 et 2

reprise en tournage de l'ensemble des pièces

et le résultat obtenu
Le plan de la pièce (pour rappel et compréhension)
La pièce rep 2 est issue de la même origine que la pièce 1
donc même punition débit, dressage des faces/mise à longueur

perçage au Ø de 19 mm( plus gros foret en ma possession à l'époque)

alésage au Ø de 19,5

alésage au Ø de 25 H7

mesure de l'alésage de 25 H7 (à l'époque, je ne possédais pas encore de palmer intérieur)

petit chanfrein d'entrée sur le Ø de 25

contrôle de l'emmanchement du Ø 25 H7

réglage de l'outil à fileter intérieur

le filetage M 22 réalisé (il a été usiné avant le chanfrein d'entrée)

ébauche de l'épaulement extérieur au Ø de 50 mm
comme, il me fallait un outil avec un congé

affutage de l'outil sur un touret ( à l'époque, je n'avais pas de meule verte pour le carbure
maintenant c'est chose faite, mais ça là fait quand même)

l'outil préparé

usinage du congé

usinage d'un chanfrein de 5 à 45°
les opérations sur le tour étant effectuées; passage de la pièce sur la fraiseuse

prise de la pièce en étau pour fraisage du méplat (rep 1)

sans démontage de la pièce, pointage au foret à centrer du premier M6 (rep 5)

perçage au Ø de 5 mm

petite fraisure du Ø 5

et taraudage du trou à M6
après décalage en x
pointage du second M6 et perçage au Ø de 5 mm; fraisure; taraudage à M6 (rep 5)
changement de position de la pièce et :

ébauche de la queue d'aronde femelle

finition de la rainure (fond)

finition rainure queue d'arond (coté droit)

finition rainure effectuée

usinage de la queue d'aronde (coté gauche)

usinage queue d'aronde (coté droit)

contrôle et mesure de la queue d'aronde ( la dimension est à respecter sans plus, l'ajustement
sera réalisé par le lardon)

après rechangement de position de la pièce, dégauchissage de cette dernière

en cours de dégauchissage, celui-ci réalisé :

centrage à la pinule en x
afin d'usiner les M5 (rep 3)

centrage en y des rep 3

pointage du premier rep 3
perçage alors au Ø de 4,2 (ce trou sera simplement taraudé à M5)


fraisure

pointage du troisième M5
perçage du premier M5

perçage du troisième M5

pour usiner les deux trous d'extrémité, comme ceux-ci sont lamés, j'ai utilisé un foret
étagé de ce genre
la pièce repère 2 est usinée

la pièce 1 et 2 ensemble

pièce 1 et 2 ensemble, on peut voir l'espace (à gauche) pour le lardon

Concernant cette pièce, l'ébauche cylindrique de la pièce est issue d'un arbe de tapis
d'amenage d'une machine, c'est une pièce de récup
j'ai coupé à longueur avant de dresser les deux faces au tour à métaux et sa mise à longueur
rien de transcendant avec ces opérations d'usinage
rappel du plan de la pièce pour compréhension de la suite des opérations
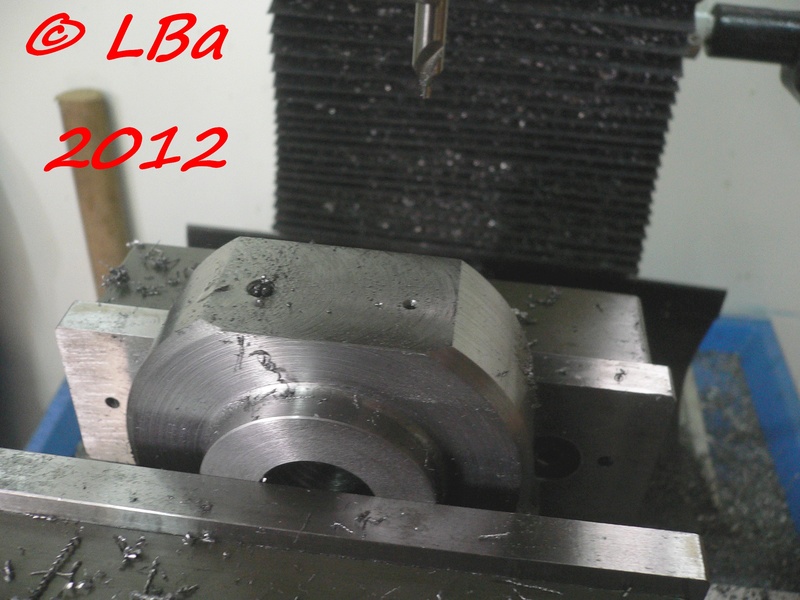
j'ai ensuite monté la pièce sur la fraiseuse prise dans l'étau afin de :

de fraiser un méplat (rep 1 du plan)
sans démonter la pièce,

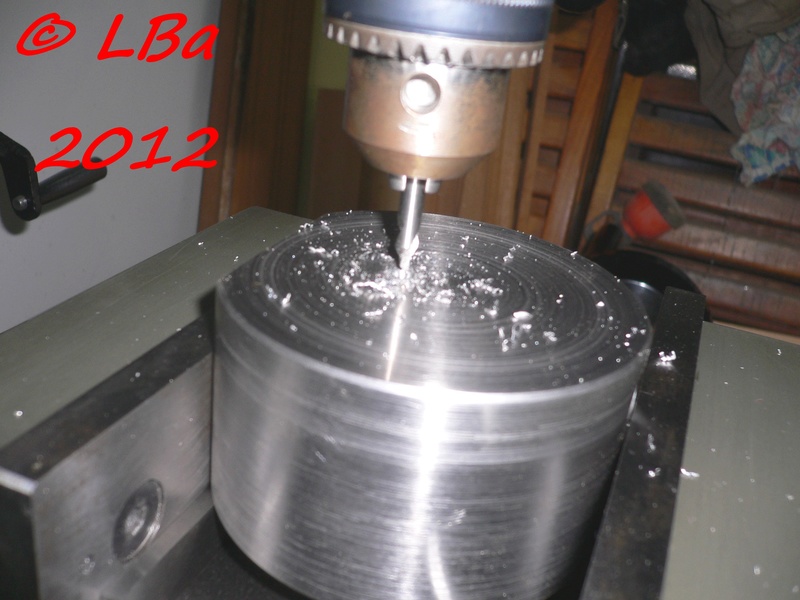
j'ai percé le trou (rep 2 du plan) non débouchant au Ø de 16 mm

perçage au Ø de 11,9 (rep 3) débouchant

alésage à 12 mm du trou
( sur le plan, c'est un Ø 14, je l'ai fait à 12, car les queues des outils que je possède sont au Ø 12 mm)

contrôle de l'alésage à l'aide d'une queue d'outil
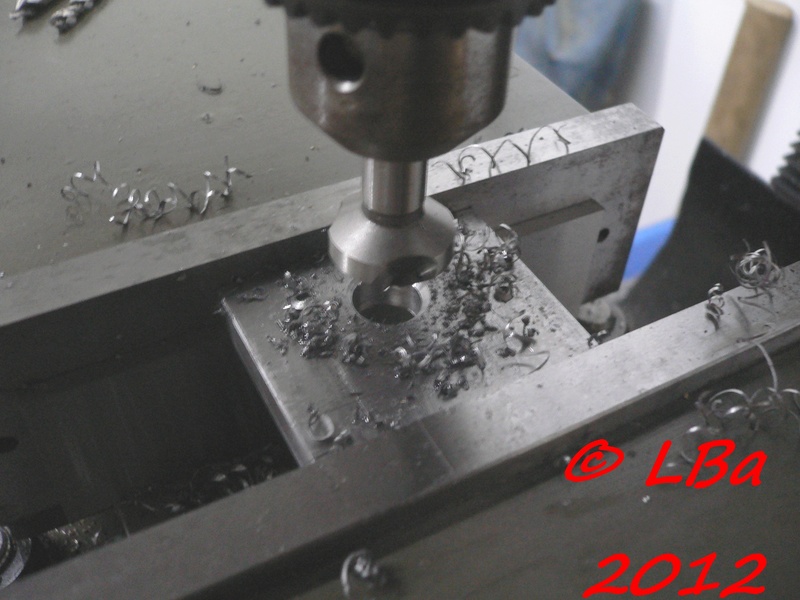
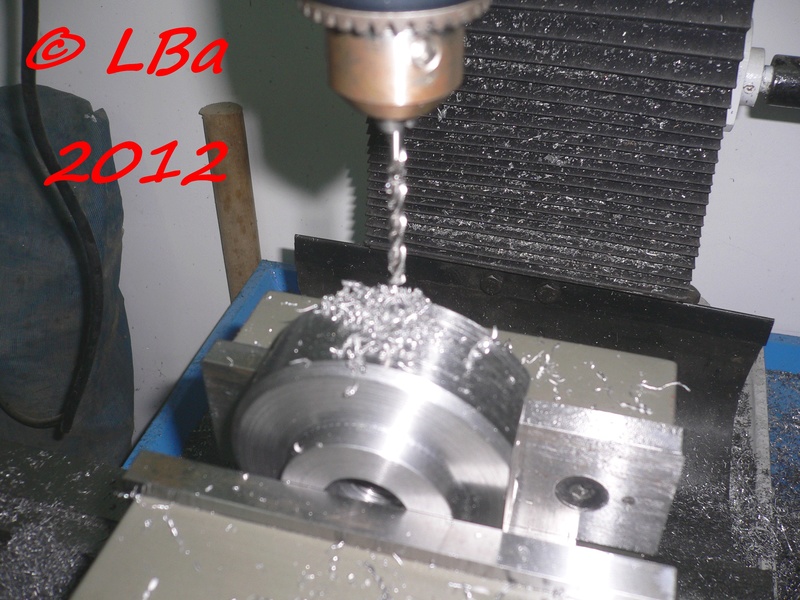
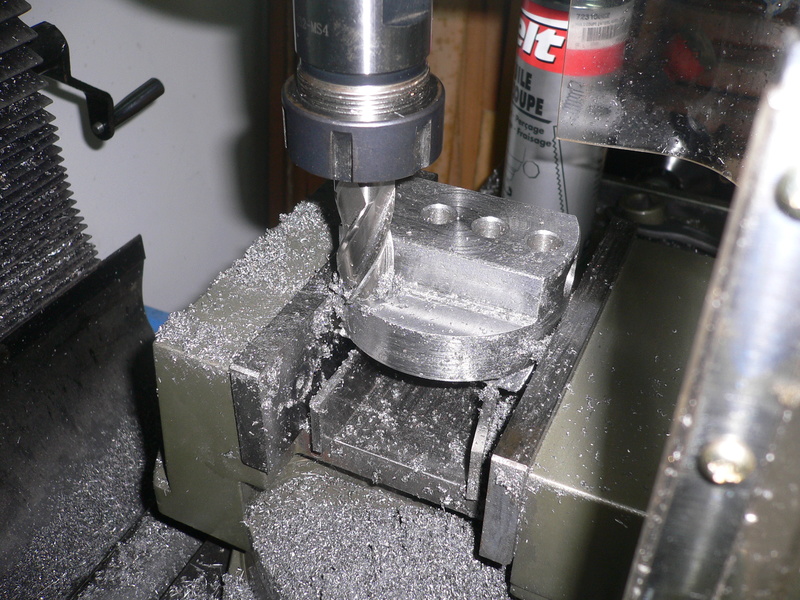
Pour la suite des opérations, changement de position de la pièce dans l'étau afin d'usiner
les trois trous (rep 4 du plan)
la position de la pièce dans l'étau est méplat en appui contre le mors fixe de l'étau

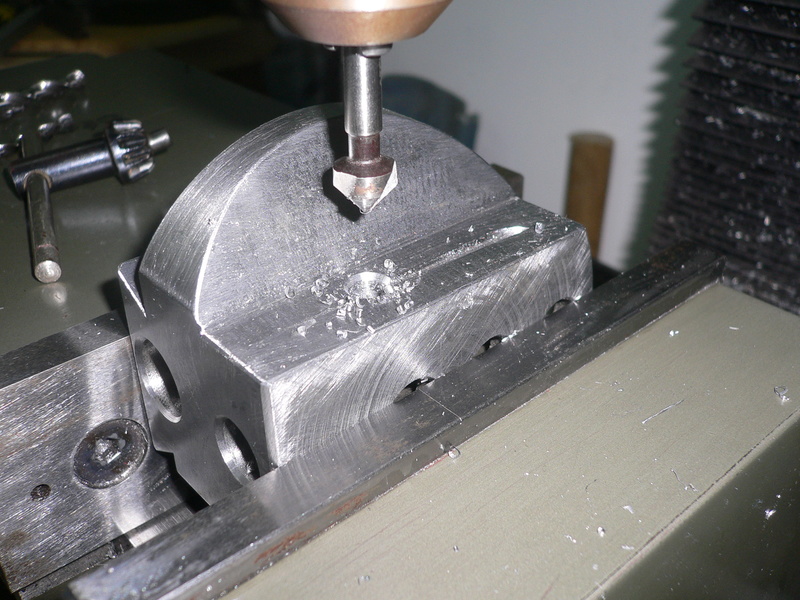
le positionnement du premier trou est effectué à l'aide d'une pinule de centrage ( en x puis en y)
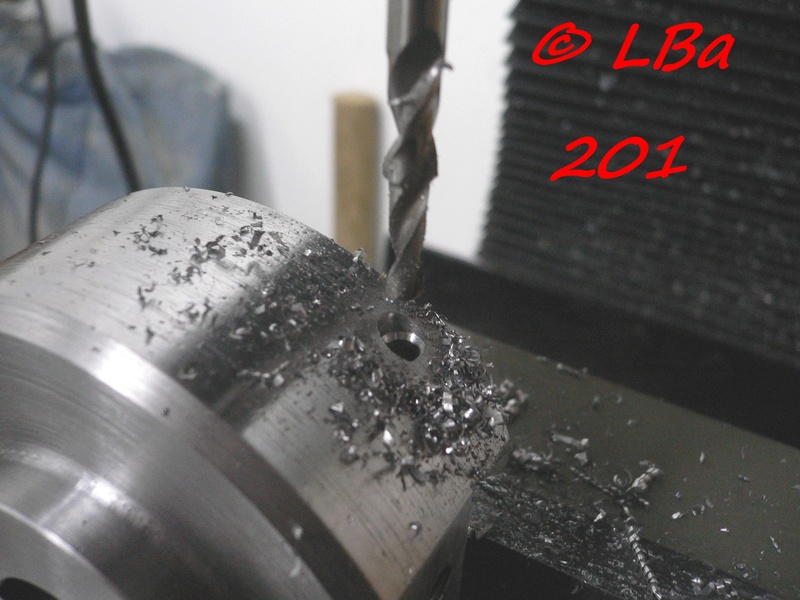
pointage du trou à l'aide d'un foret à centrer

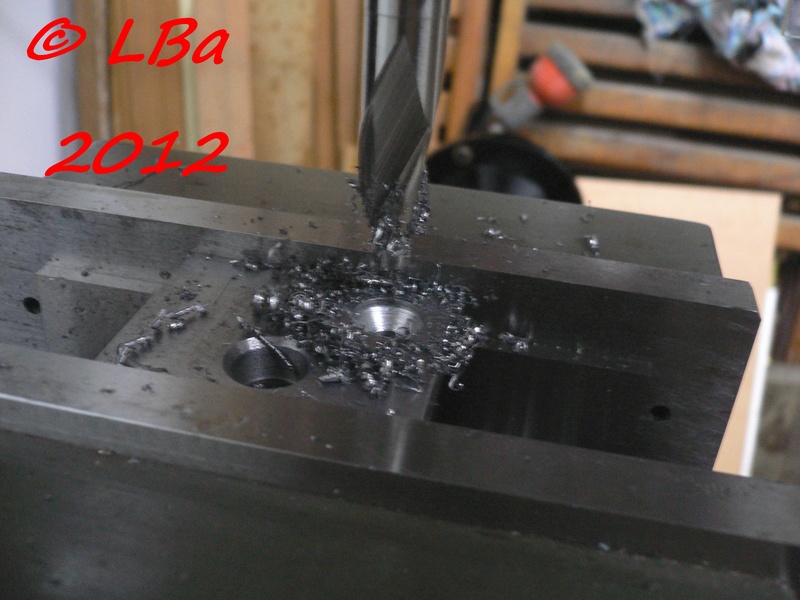
après perçage à 11,9 ; alésage à 12 avec un alésoir machine
pour la profondeur du trou, comme je venais d'installer une dro en z, j'ai eu l'occasion de tester

profondeur de 25 mm à un centième près

contrôle avec une queue d'outil de 12 mm
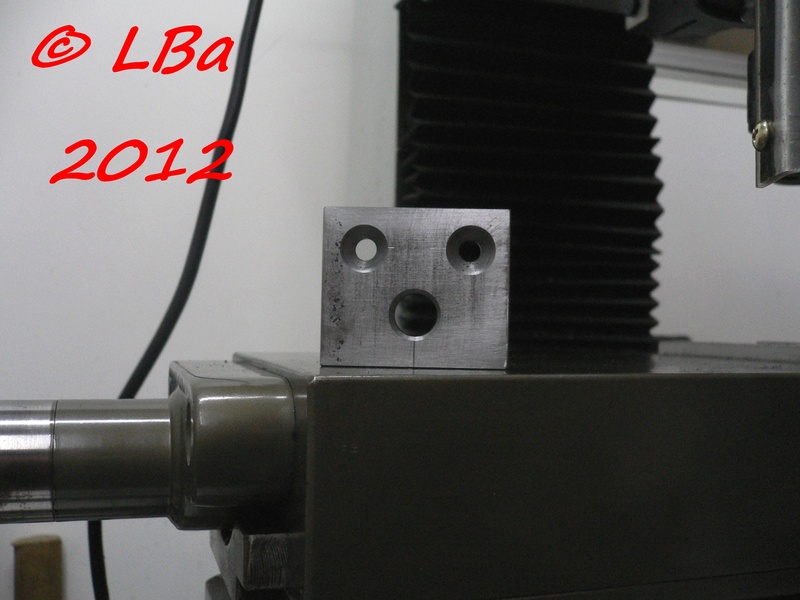
j'ai refait ces opérations pour les deux autres trous après décalage de l'entraxe en y
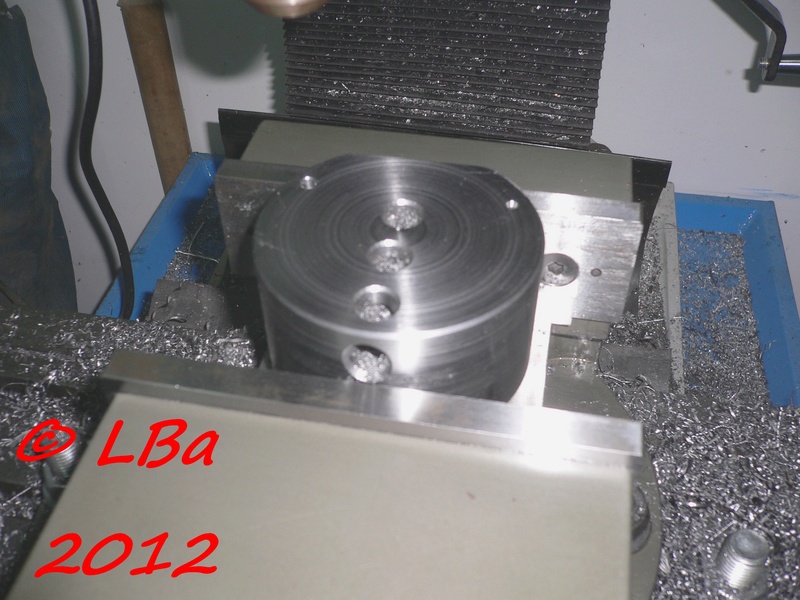
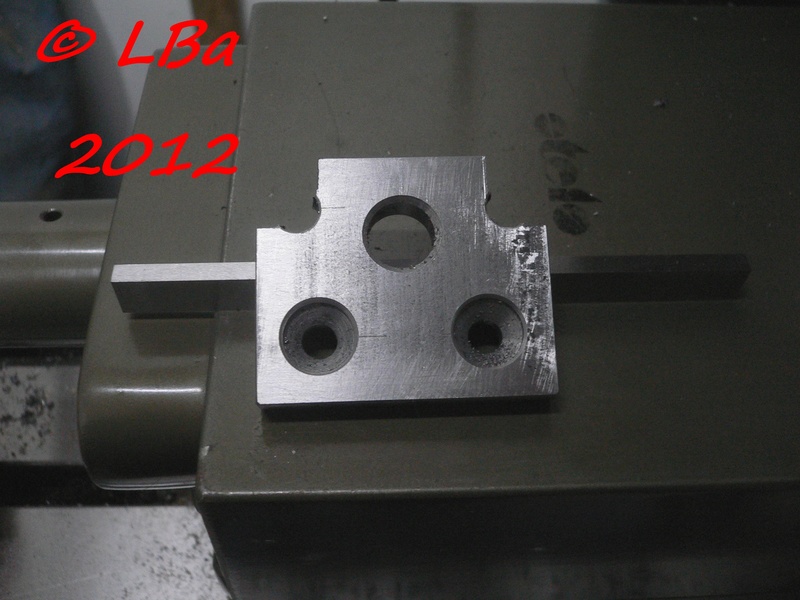
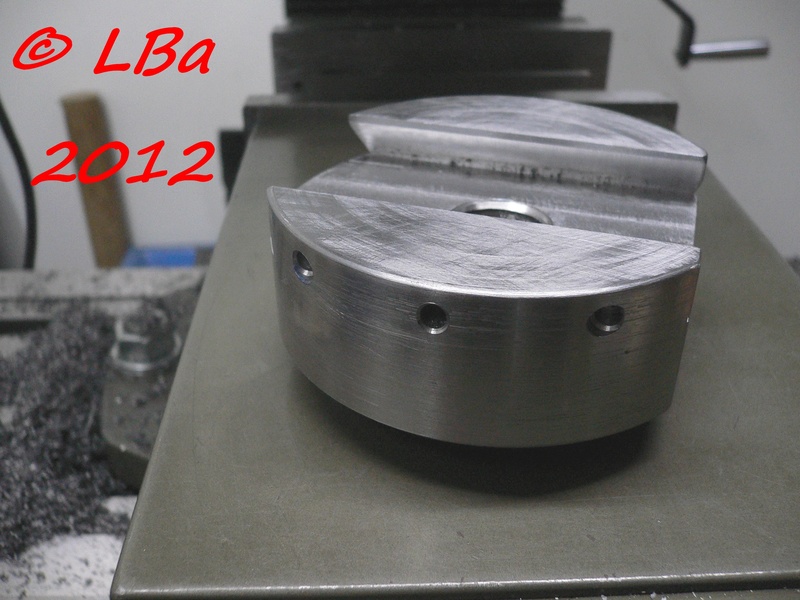
les trois trous réalisés
la pièce étant en position, j'en ai profité pour faire le M6 (j'en ai fais même deux, m'etant trompé
de sens) (rep 6)
Après un demi-tour de la pièce, (toujours méplat contre mors fixe) pret pour l'usinage des queues
d'arondes mâle

ébauche de l'épaulement coté droit

semi-finition de l'épaulement
usinage de la queue d'aronde

contrôle mesure de la dimension de la queue d'aronde

usinage de l'épaulement coté gauche (qui a été réalisé à la suite du droit)

finition de l'épaulement gauche

usinage de la queue d'aronde coté gauche

contrôle/mesure de la queue d'aronde à l'aide d'un palmer et de deux piges cylindrique de
Ø 6 mm

voila, la queue d'aronde mâle est usinée
me reste à usiner les deux pans inclinés (rep 9 et 10)
je vais commencer par les deux épaulements (rep 7 et 8)

usinage épaulement droit

ébauche épaulement coté gauche
finition de l'épaulement gauche par fraisage de profil
finition (fraisage de profil) de l'épaulement coté droit
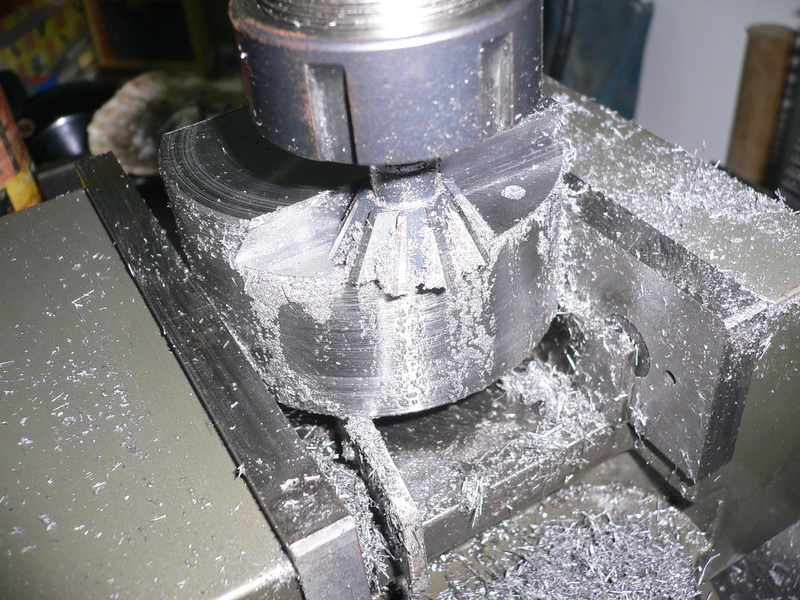
après inclinaison de la tête de la fraiseuse à 30°
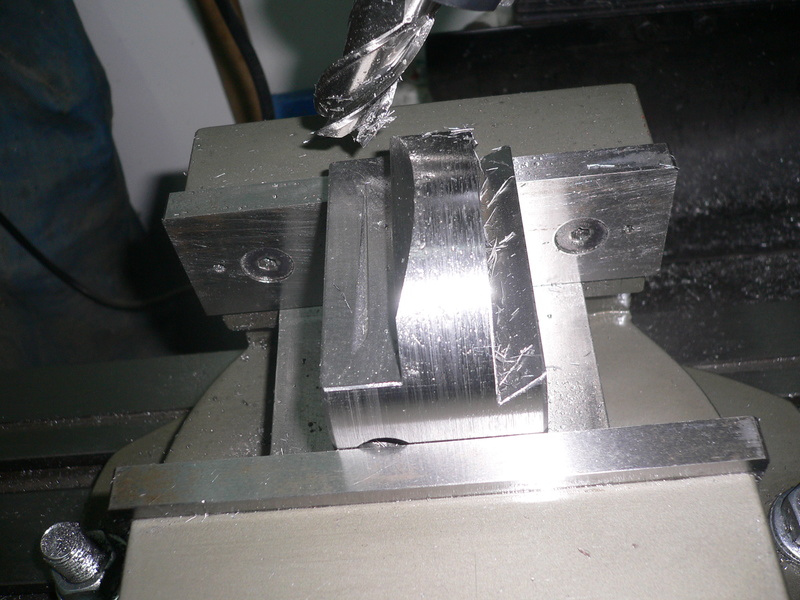
début du fraisage d'un pan incliné
à l'heure ou je remet à jour, je ne me souviens plus de la raison, mais j'ai du changer la manière
d'usiner
l'étau se trouvait perpendiculaire à l'axe x ,

je l'ai réglé // à x

reprise de l'usinage du pan incliné

suite de l'usinage du pan incliné
arrivé à la cote :
réglage de la butée de l'axe x et :

usinage du second pan incliné (les prises de passe ont été jusqu'à ce que je sois en butée)

la pièce avec ces pans inclinés usinés

et là , la pièce vue sous un autre angle

réglage de la tête de fraisage en position verticale

réglage de la pièce en horizontalité pour la suite des opérations
les divers réglages effectués :

perçage au Ø de 6,8 mm du premier trou rep 13 (qt 3 pour rappel)
fraisure du trou

taraudage du trou à M8
j'ai renouvellé deux fois les trois dernières opérations pour les deux autres trous rep 13 après
décalage de l'entre axe en y
(les trois M8 servent pour le serrage des outils à aléser)
voilà la pièce rep 1 est usinée
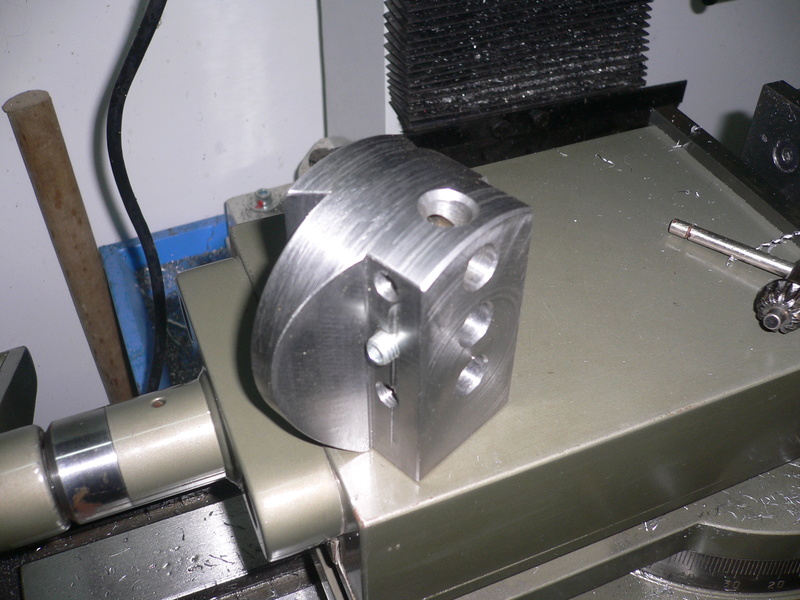
Ma téte à aléser( image de la demoiselle)
la téte dans la broche de la fraiseuse

téte en cours de montage (essais du coulisseau)

Plans des piéces constituant la téte à aléser
La premiére fois que j'ai fabriqué cette téte à aléser, c'était en 1971 (au siécle dernier) à l'école,lors de mon apprentissage
ayant retrouvé les plans, en 2012, j'en ai fabriqué une autre, pour mon usage personnel
voici le plan d'ensemble
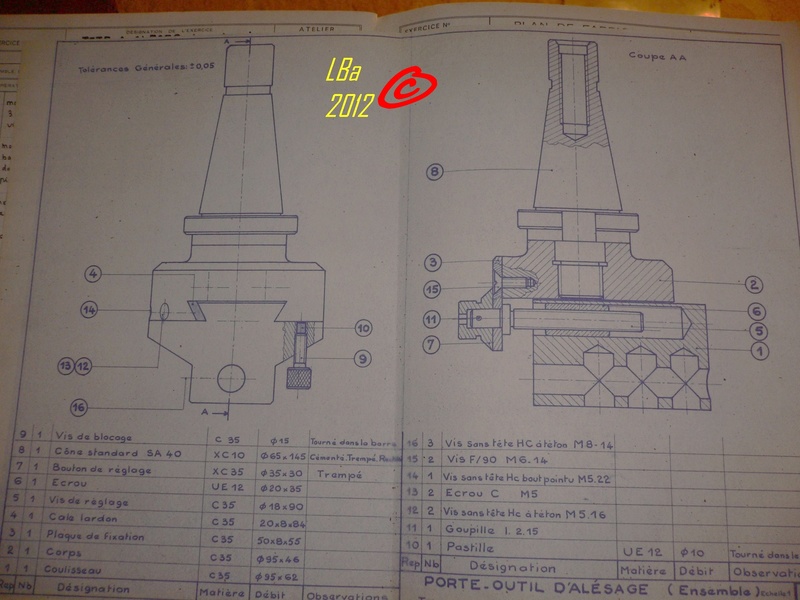
l'ensemble est constitué de plusieurs pièces
la seule modification que j'ai apporté est le cone d'entrainement, sur le plan c'est un SA40 et sur ma fraiseuse d'établi, c'est un Cm 4
plans des différentes piéces à usiner de la téte à aléser
plan piéce rep 1
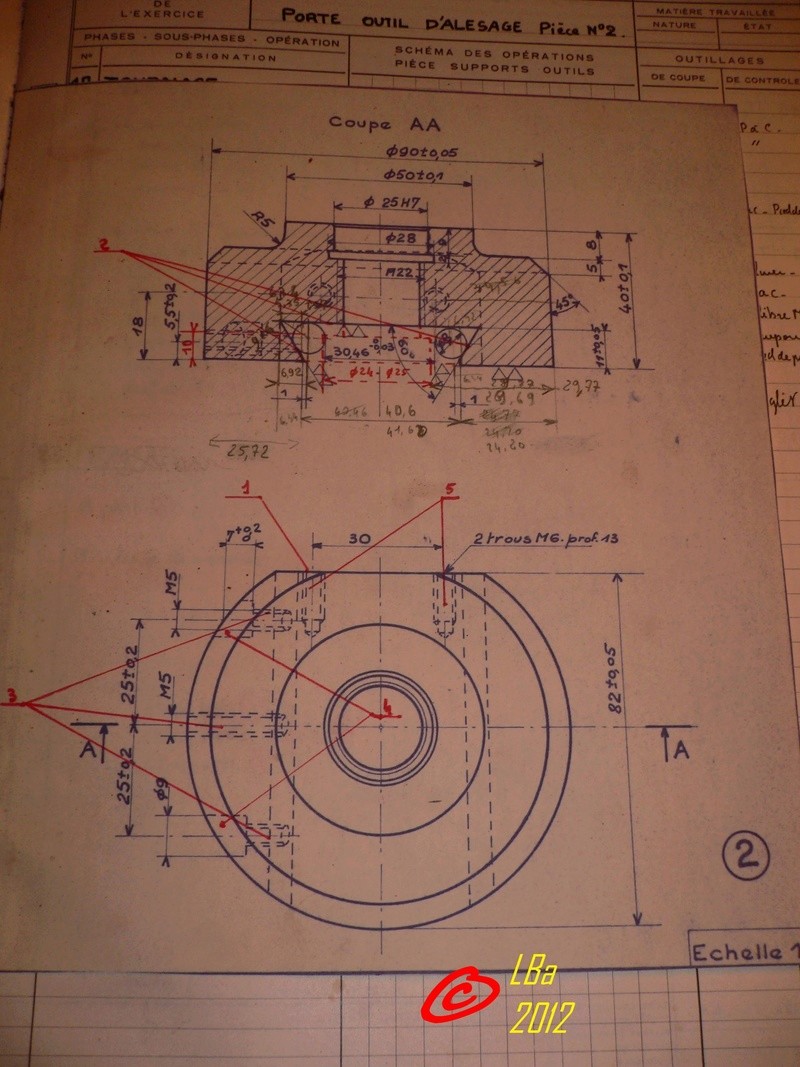
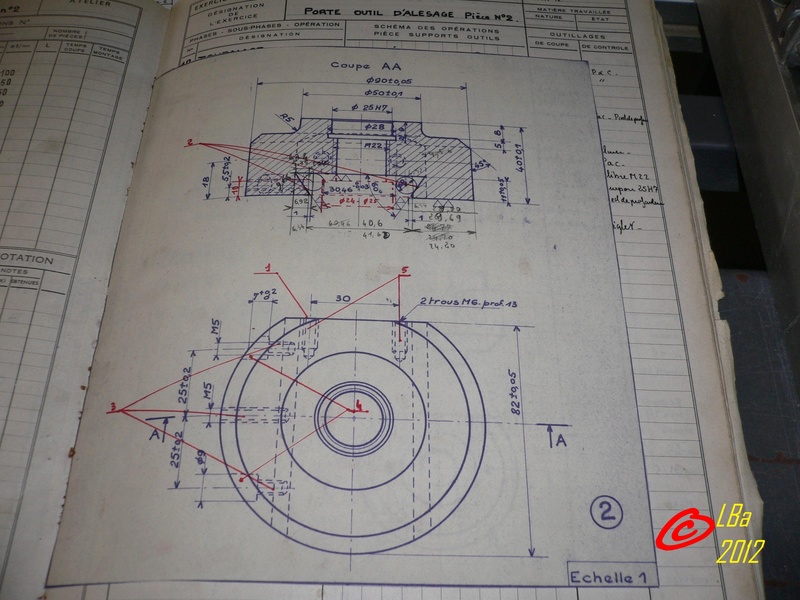
plan piéce rep 2
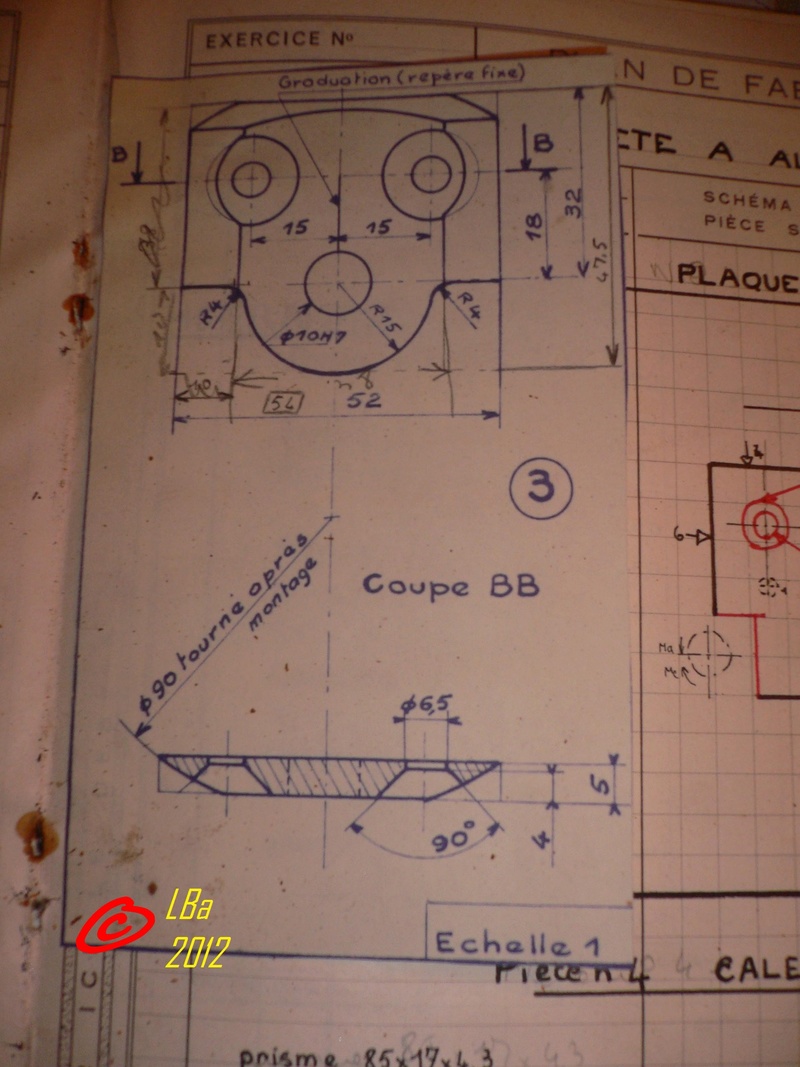
plan piéce rep 3
plan piéce rep 4
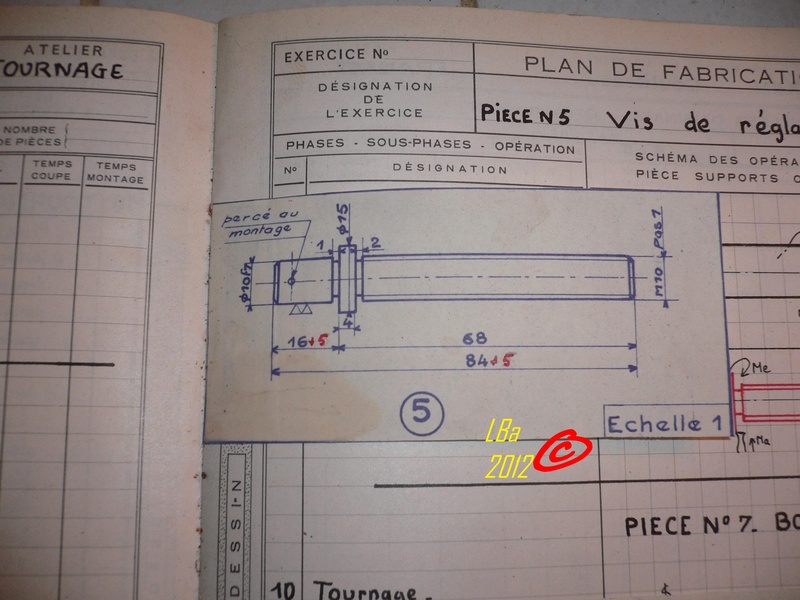
plan rep 5
plan piéce rep 6

plan piéce rep 7
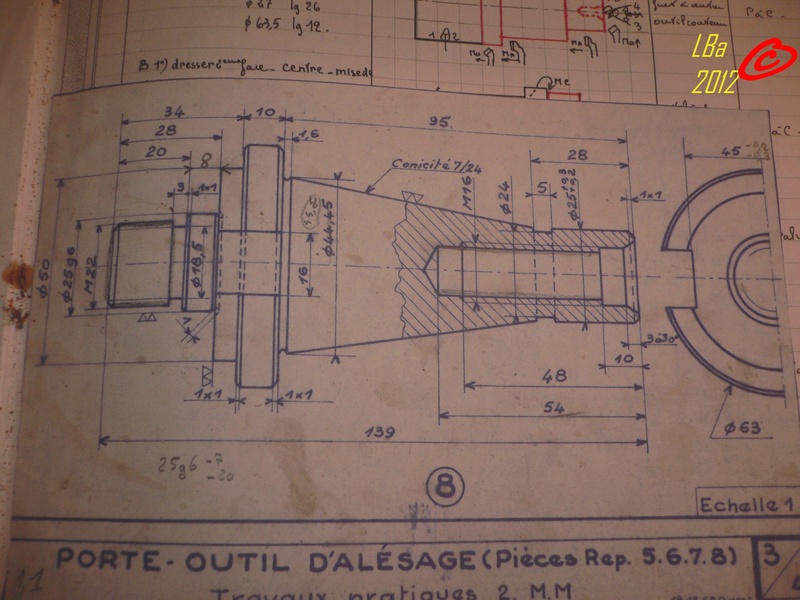
plan piéce rep 8 (que j'ai remplacé par un cone Cm4)

plan piéces rep 9 et 10
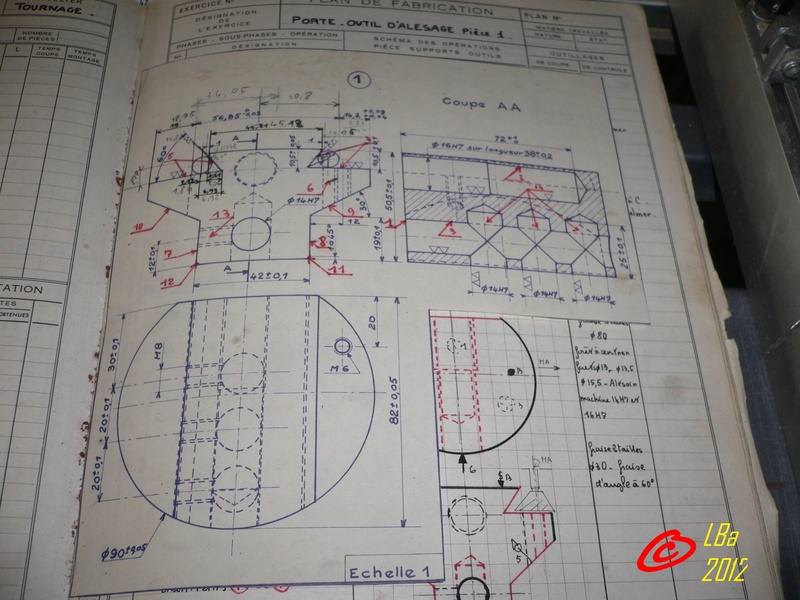
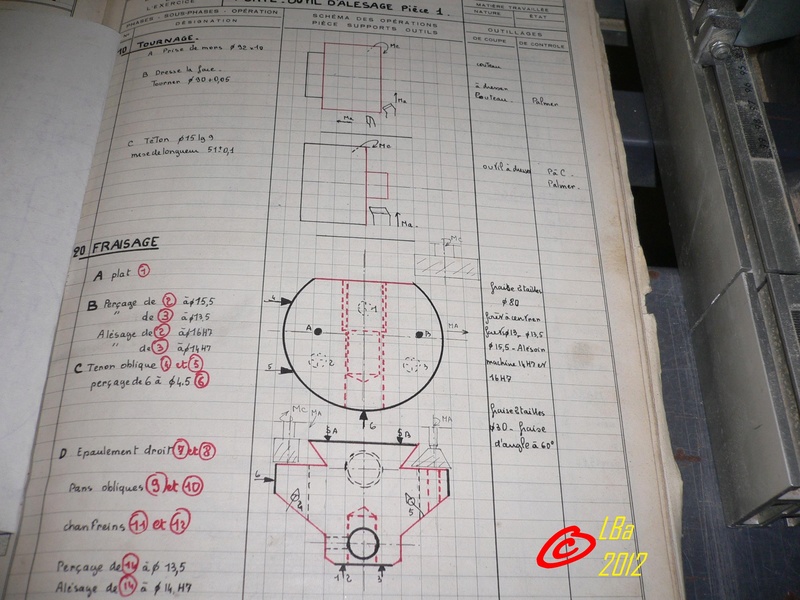
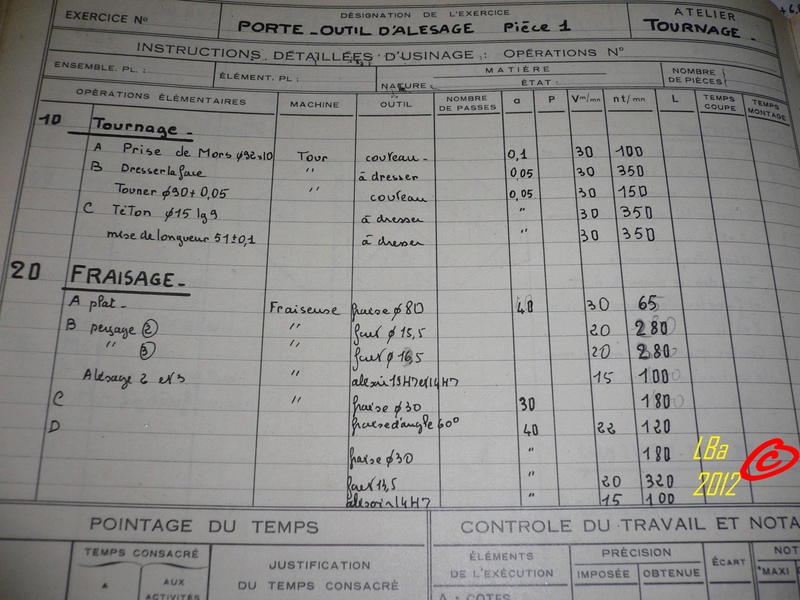
en parallèle de l'usinage des pièces, on devait faire la gamme d'usinage de celle-ci
exemple concernant la pièce Rep 1
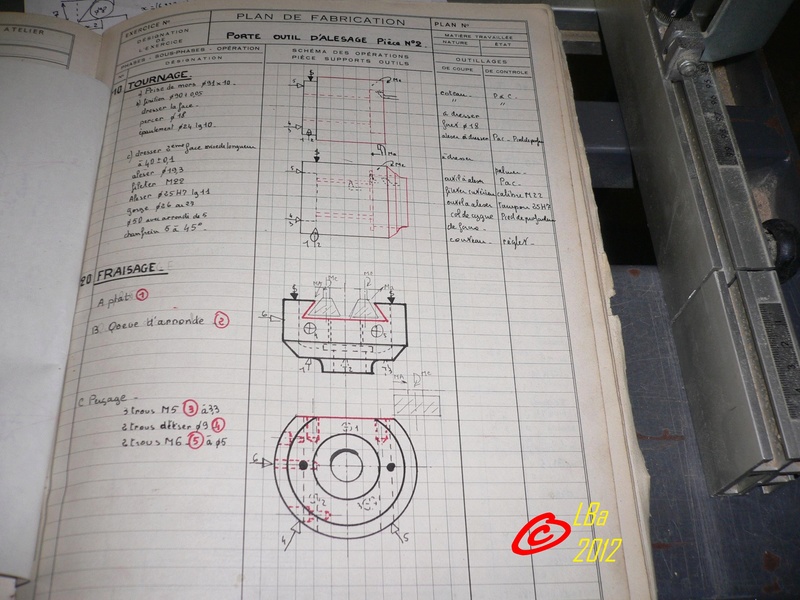
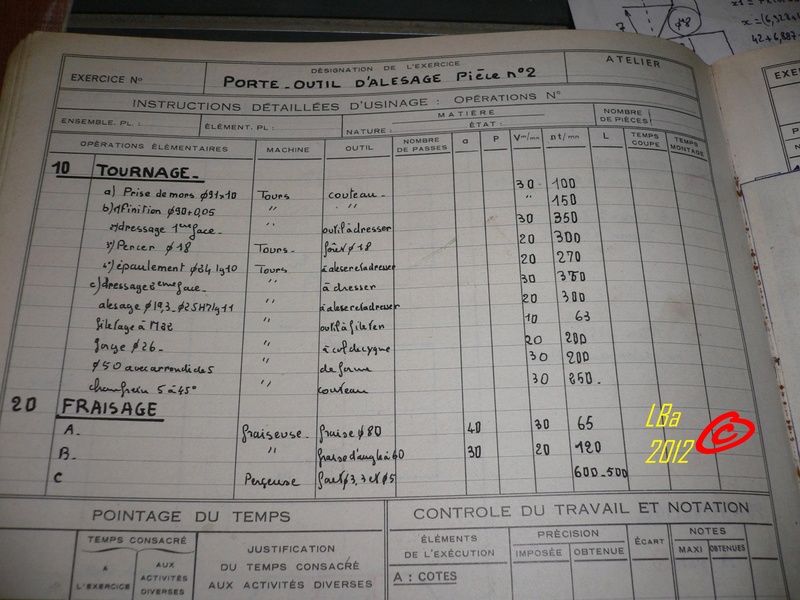
ici pour la pièce Rep 2
l'expérience du métier faisant, lorsque j'ai de nouveau réalisée l'ensemble de pièces,
je n'ai pas tenu compte des gammes d'usinage, d'ailleurs, je suis certain qu'il y a des
erreurs de novice