
Mon tour à métaux d'établi rallonge du banc
Etant parfois géné par la poupée mobile lors de prise de cote (avec une jauge de profondeur) méme ci celle-ci est
en bout de banc, j'ai décidé de rallonger le banc de 200 mm pour la stationner, l'enlever du banc n'étant pas pratique
à mon sens
l'optique est de gagner de la place; si j'arrive à réaliser un montage correct, je pourrais alors m'en servir en usinage
la longueur du banc passant de 500 à 700 mm mais ce n'est pas gagné

Etant parfois géné par la poupée mobile lors de prise de cote (avec une jauge de profondeur) méme ci celle-ci est
en bout de banc, j'ai décidé de rallonger le banc de 200 mm pour la stationner, l'enlever du banc n'étant pas pratique
à mon sens
l'optique est de gagner de la place; si j'arrive à réaliser un montage correct, je pourrais alors m'en servir en usinage
la longueur du banc passant de 500 à 700 mm mais ce n'est pas gagné
Mise en peinture du support

peinture martelée grise

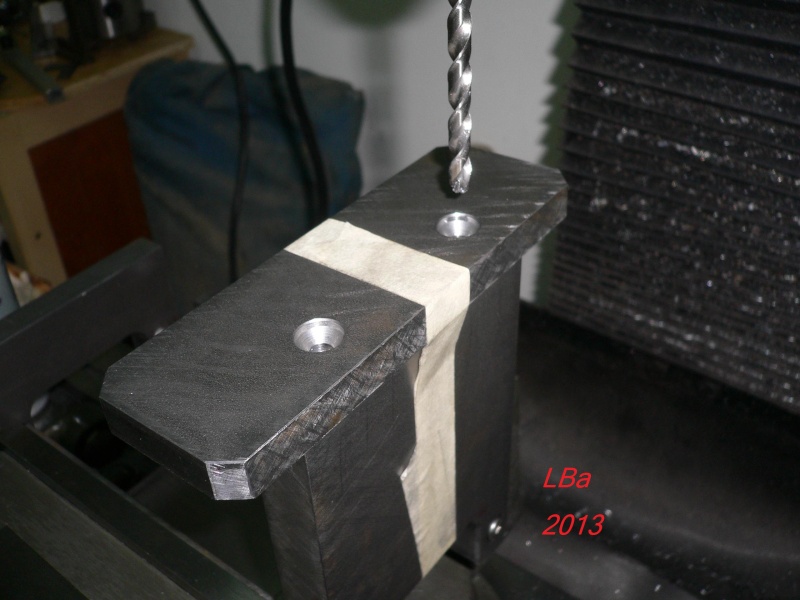
perçage/taraudage à M8 du banc du tour pour la fixation du support
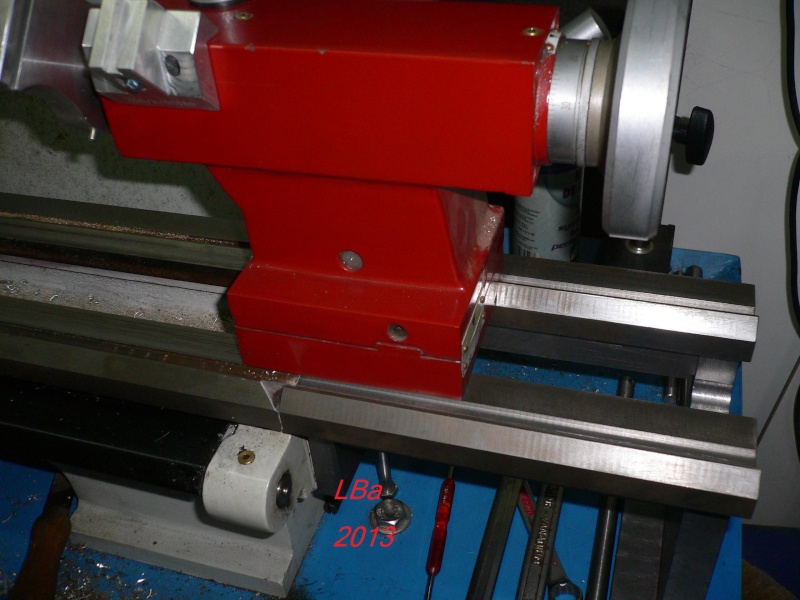
support en place et début du réglage du positionnement

début du controle du paraléllisme, comparateur à 0

déplacement du comparateur de 100mm pour le controle du paraléllisme
résultat: variation de moins 1 centiéme sur 100 mm
pour la hauteur je suis à 2 dixiémes, il me manque une piéce pour affiner ce réglage

le glissement de la poupée est fluide, pas de point d'accroche à la jonction banc/rallonge
Entretoises (perçage assemblage pour glissiére)

perçage de l'entretoise de 15mm, de trois fi 6mm
perçage de l'entretoise de 10mm de trois fi 5mm
Les glissiéres sont usinées dans de la fonte

débit des deux glissiéres à la Sar à métaux
aprés cubage des débits, commencement des différents usinages
les deux glissiéres sont semblablent mais pas pareil
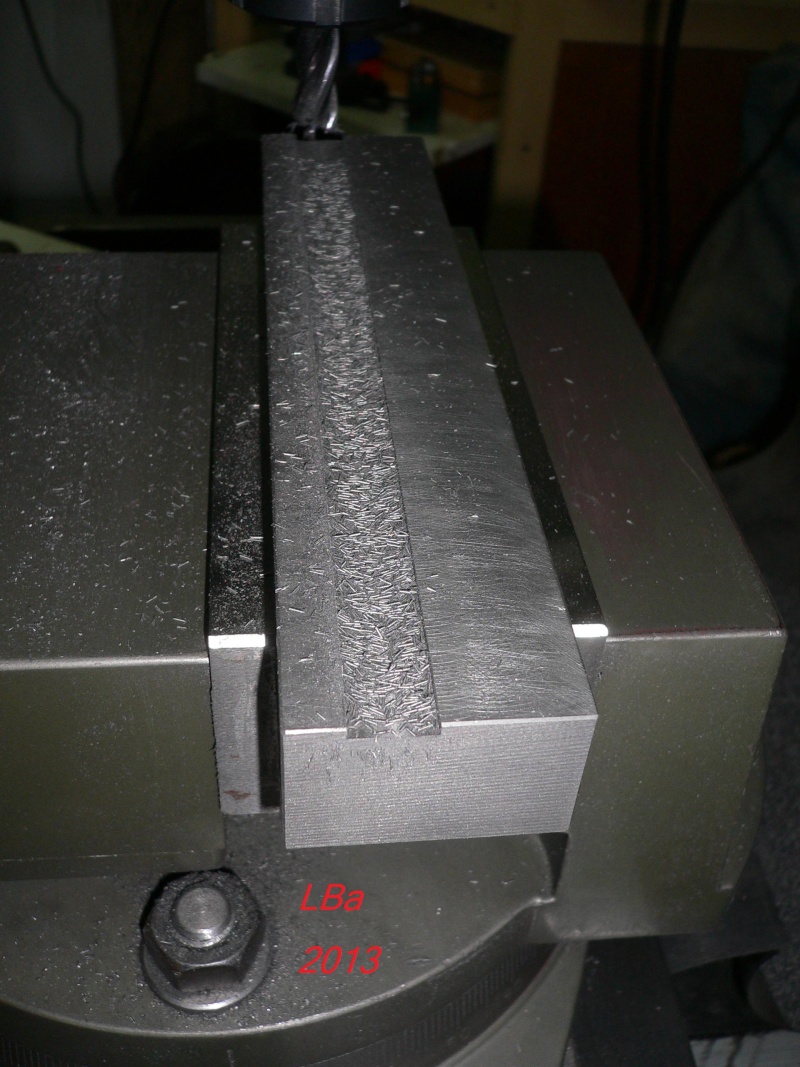
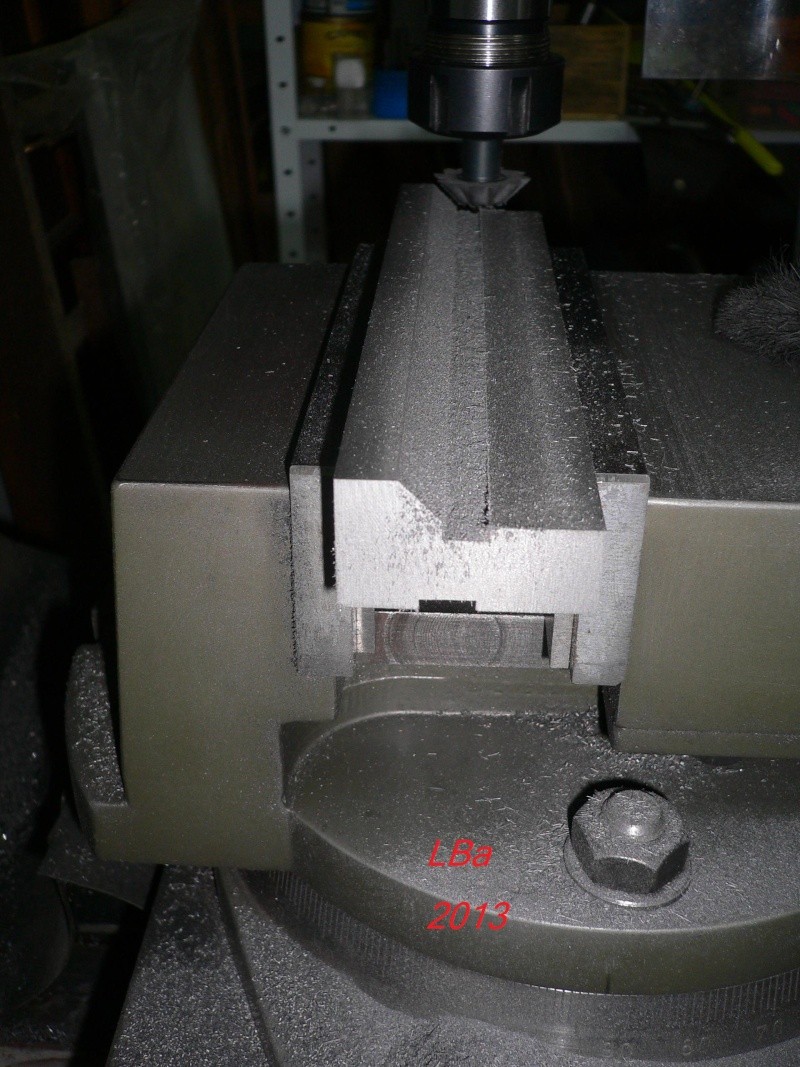
fraisage d'une rainure dans laquelle se logera une entretoise du support

controle de la rainure avec une chute

ébauche de la glissiére sur le support
on peut appercevoir la semelle en place sous la piéce n°2

fraisage d'un épaulement
fraisage d'une rainure de dégagement
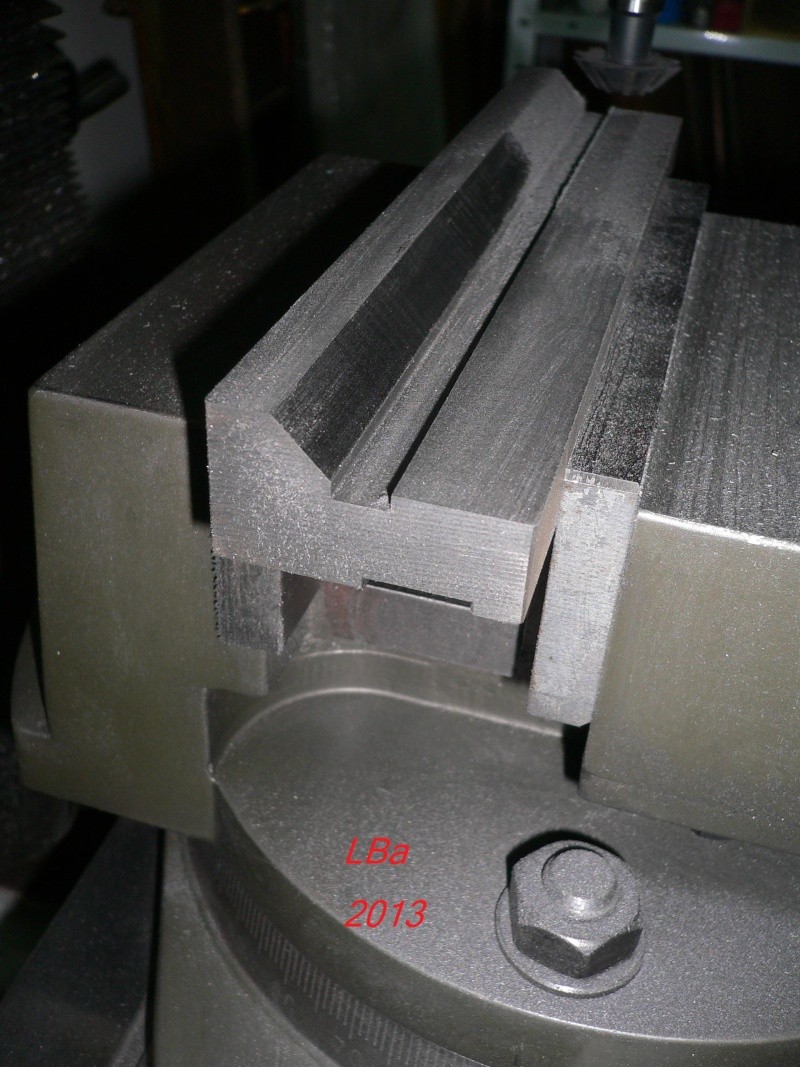
fraisage du premier pan à 45° avec une fraise de forme
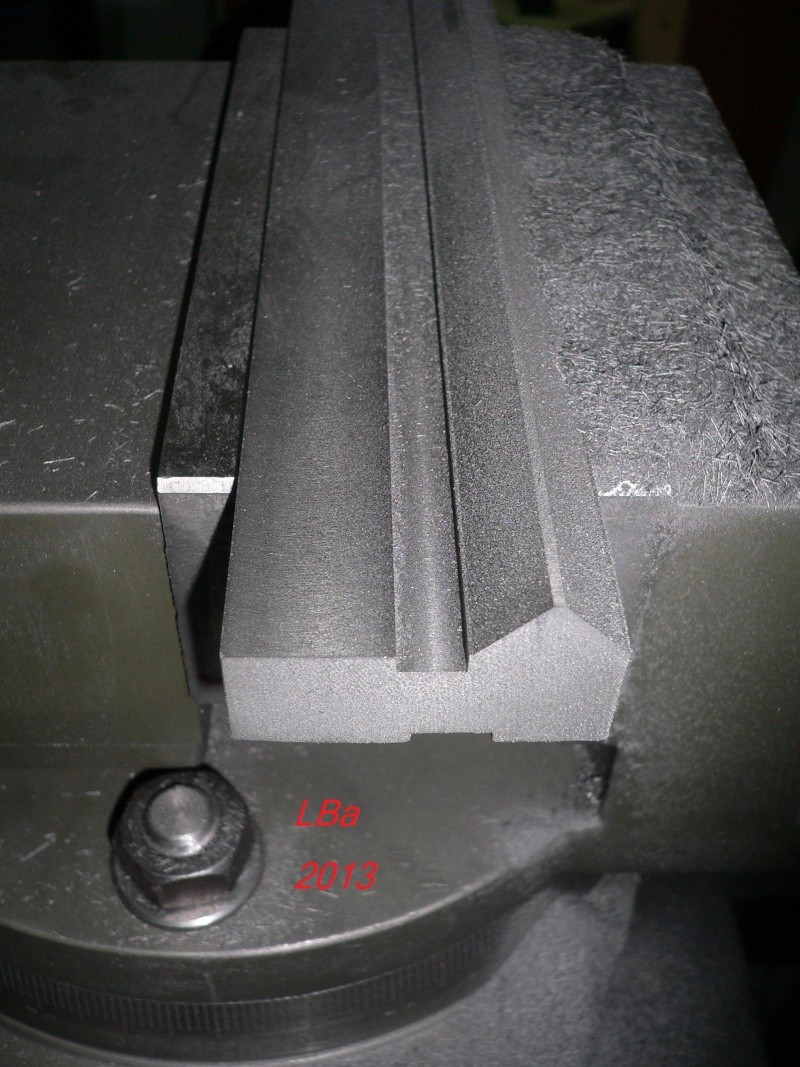
fraisage du second pan à 45°
retournement de la piéce pour les usinages sur l'autre face

fraisage d'un dégagement pour le passage de l'arriére du trainard
certains usinages ont été réalisés comme sur le banc à l'origine pour la raison suivante:
au cas ou, j'aurais à démonter le trainard du tour, je puisse le faire sans avoir à démonter la rallonge
de banc je ne voudrais pas à avoir à refaire les réglages de celui-ci
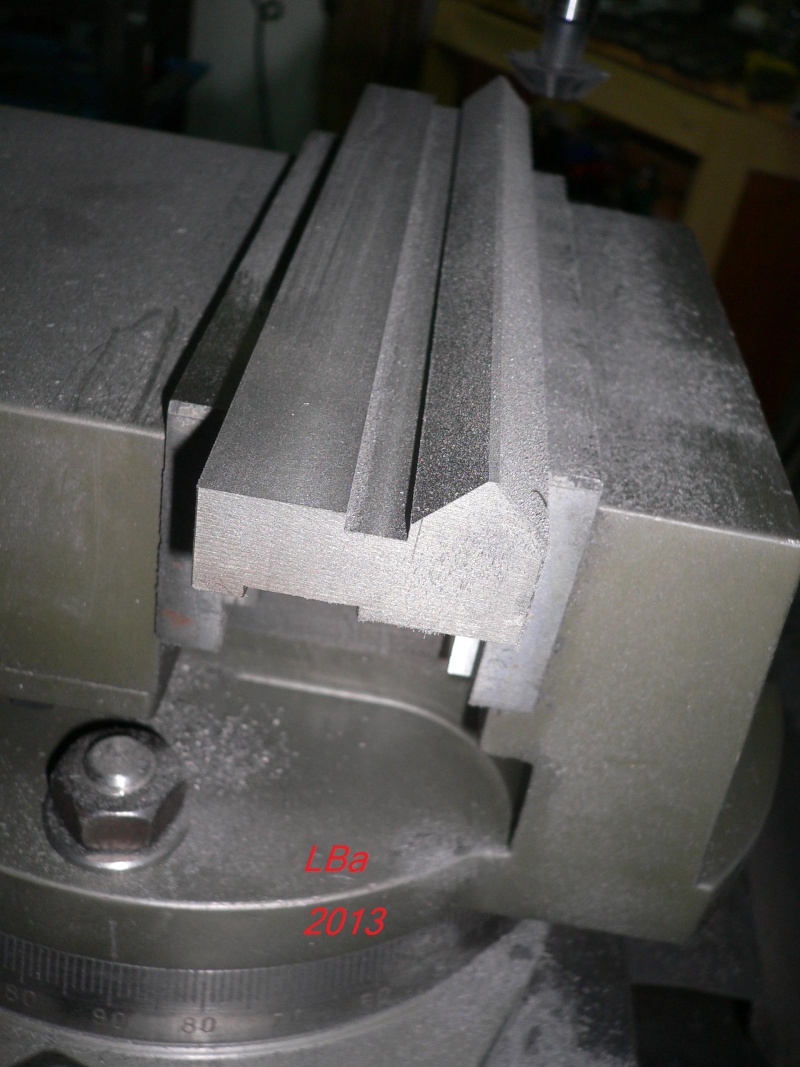
fraisage du dégagement pour le passage de l'écrou d'immobilisation de la contre pointe

la glissiére en place sur le support
Usinage de la deuxiéme glissiére
elle est également tiré dans de la fonte, semblable à la premiére pour les formes mais pas les dimensions
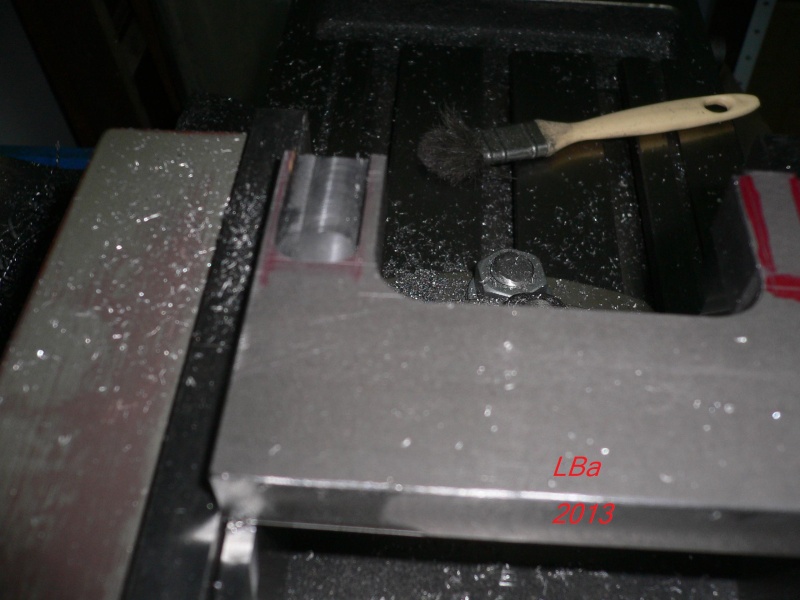
fraisage de la rainure de centrage sur l'entretoise, elle est de 15mm de large au lieu de 10mm de la premiére

controle de l'ajustement de la rainure avec une chute

aprés retournement de la piéce, fraisage de l'épaulement sur la face

fraisage de la rainure de dégagement
fraisage du premier pan à 45° à la fraise de forme
fraisage du second pan à 45°
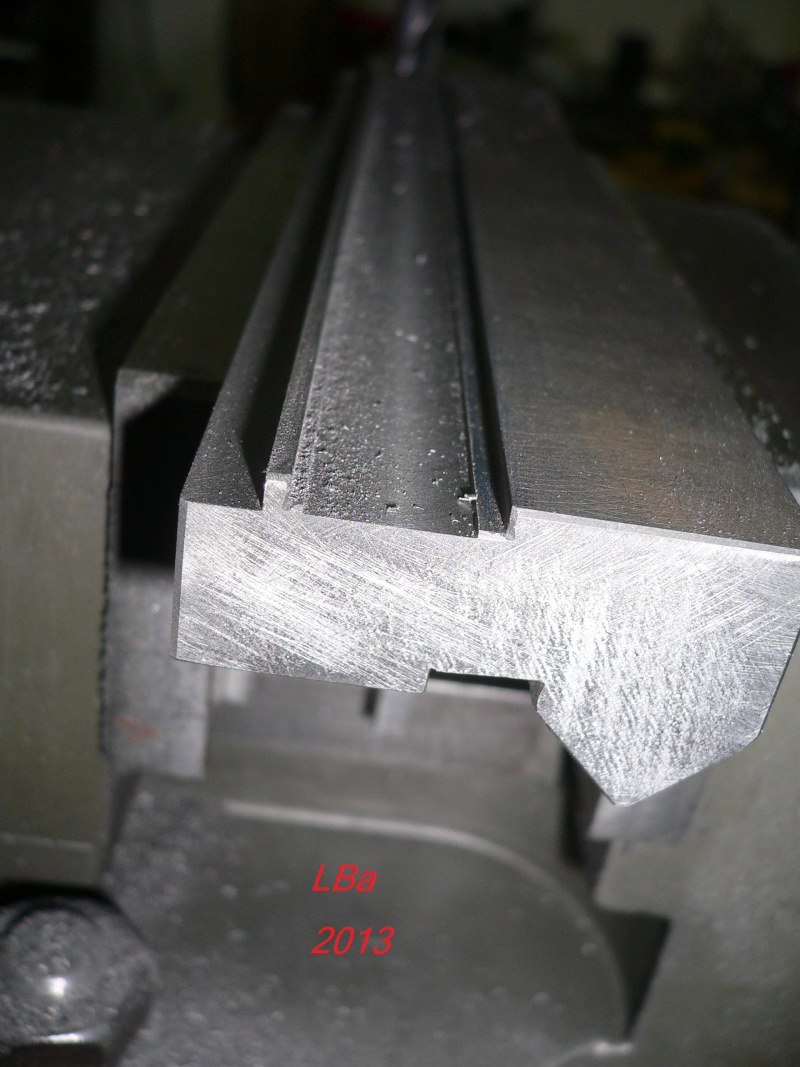
fraisage du dégagement de passage écrou serrage contre pointe
fraisage du dégagement de passage trainard
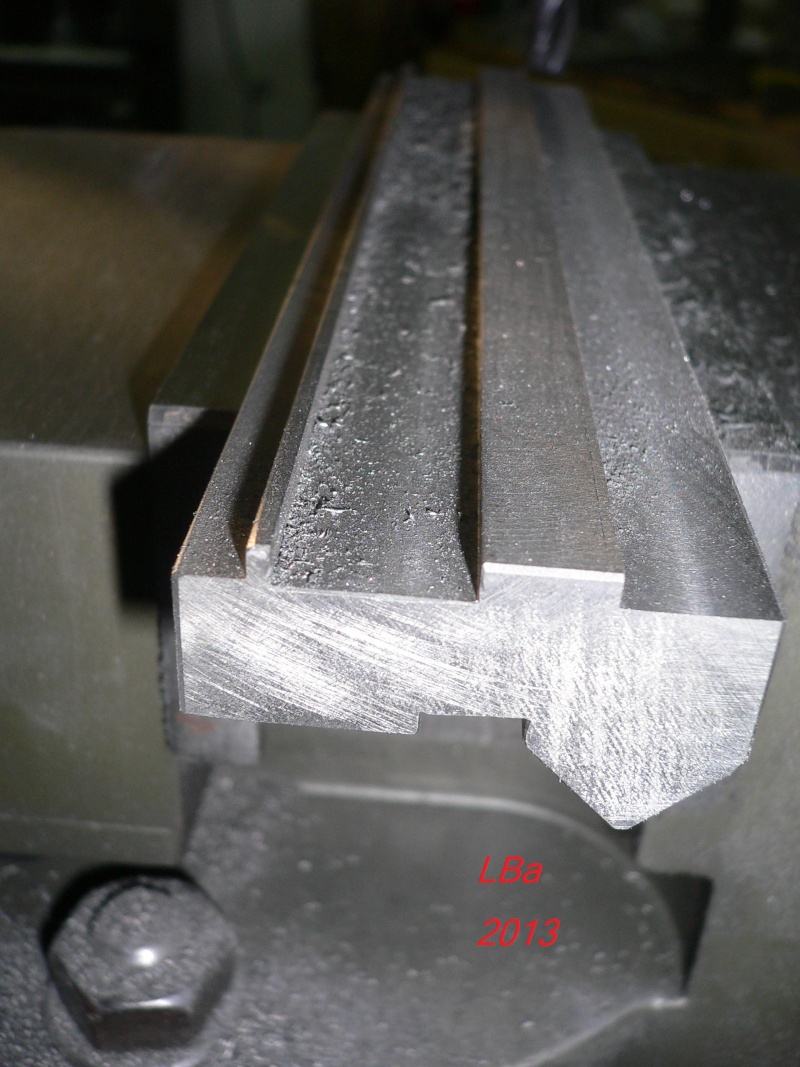
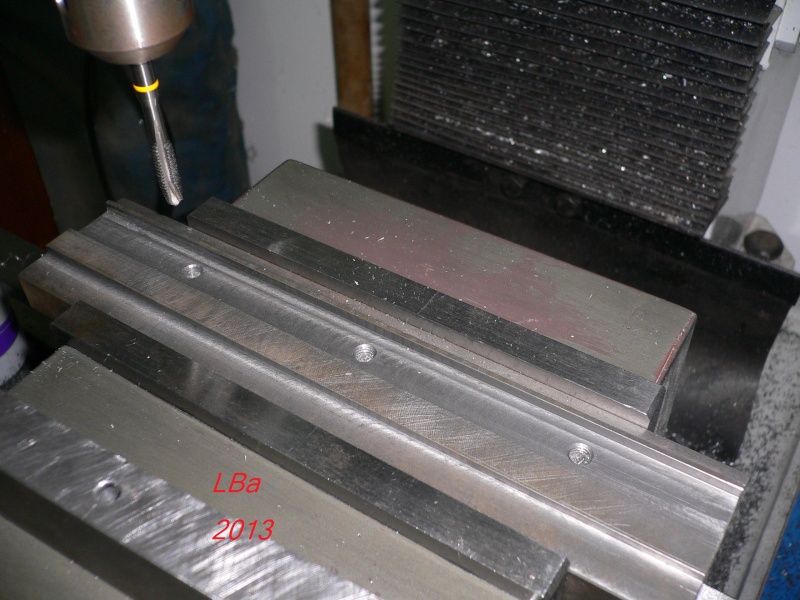
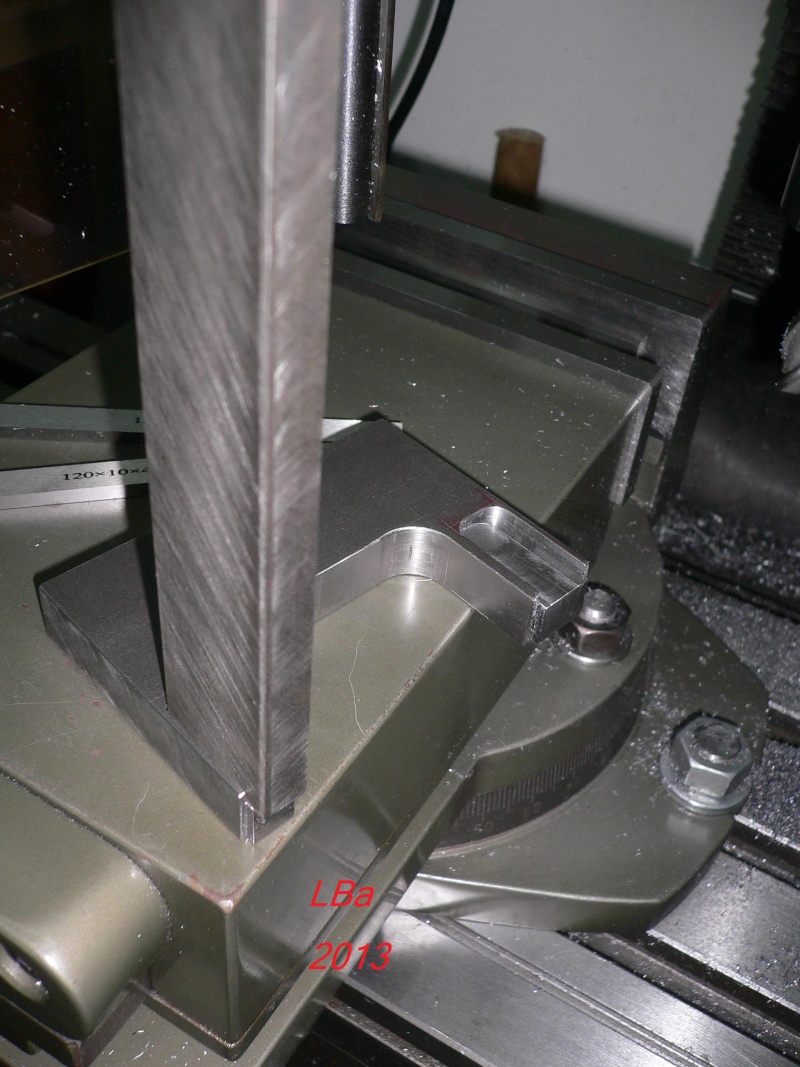
les deux glissiéres étant usinées, mise en place sur le support pour vérification

Contre pointe sur le début du support
ça accroche un peu au passage, y'a de la reprise d'usinage en vue
autrement au niveau géométrique, ce n'est pas trop mal, deux dixiémes en verticale, sept centiémes en
longitudinale
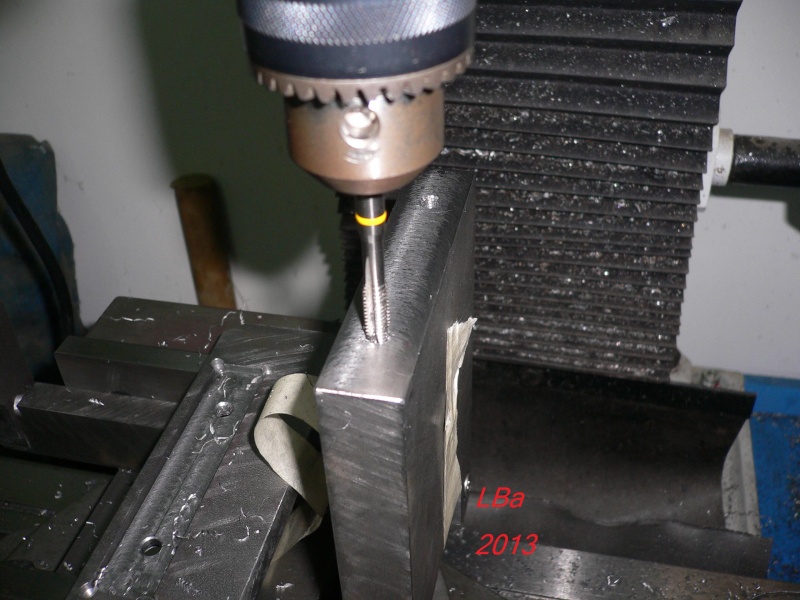
aprés j'ai percé/taraudé les glissiéres pour les assembler sur les entretoises
perçage/taraudage à M6 d'une glissiére
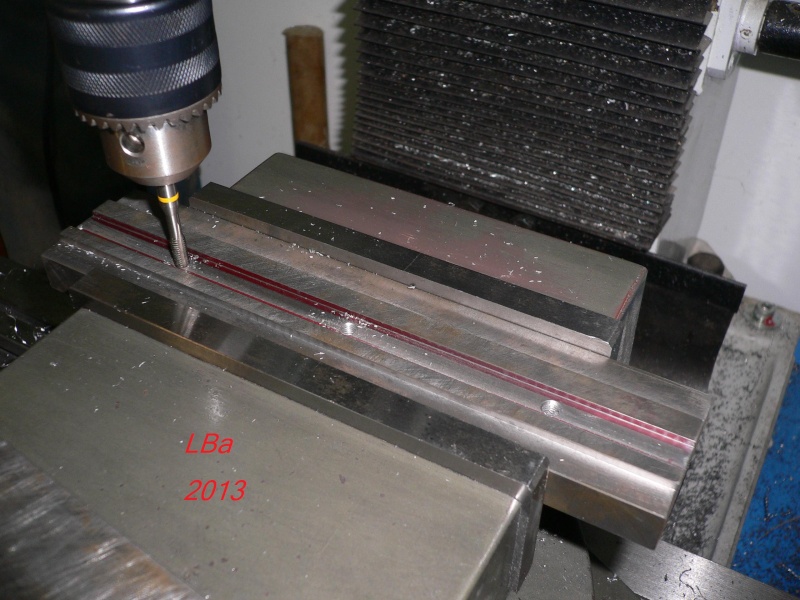
perçage/taraudage à M5 de l'autre glissiére
Débit de l'ébauche de la piéce à la Sar à métaux

je suis presque au maxi de coupe de la machine 150 mm
Aprés avoir dressé les 2 chants de la piéce à la fraiseuse
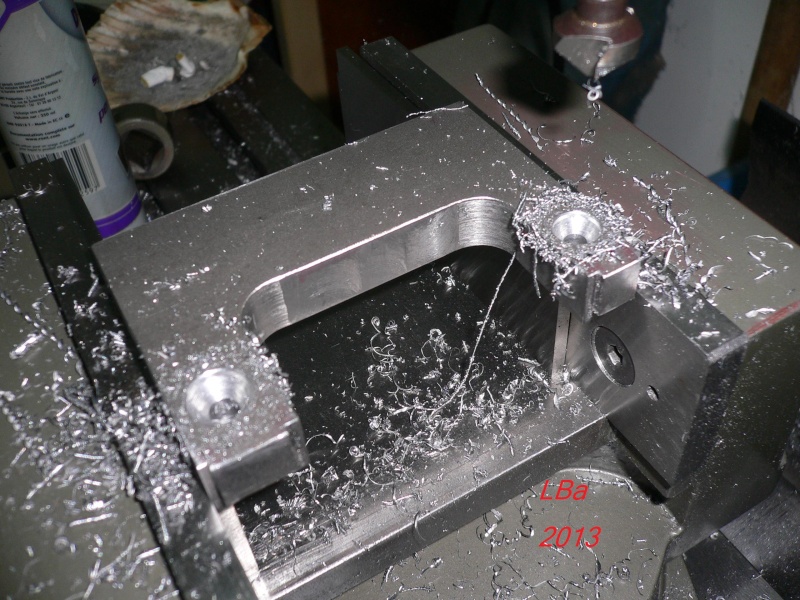
traçage et perçage des angles de la poche (forme de l'usinage) recevant le bout du support Rep 2
ébauche en fraisage de la poche
fraisage de finition de la forme
perçage de la semelle
2 fi 6mm pour assemblage avec le support
2 fi 8,5mm pour la fixation sur la tole d erécupération de copeaux
2 M8 pour mettre des vis de pression pour un réglage éventuel
Assemblage supports /entretoises , ajustage du systéme
Aprés l'usinage des deux supports et des entretoises, voici leur assemblage

aprés ablocage (pince étau, serre joint) d'un support (coté banc du tour) et entretoises, contre perçage et taraudage

contre perçage /taraudage de l'autre coté

contre perçage/taraudage de l'autre support (sur semelle)
Les entretoises étant restées brutes d'étiré, je m'attendais à ce que mon support,
une fois assemblé ai un peu de gauche, ce fut le cas j'ai eu 0,25 mm
(mesuré avec cale et une plaque)
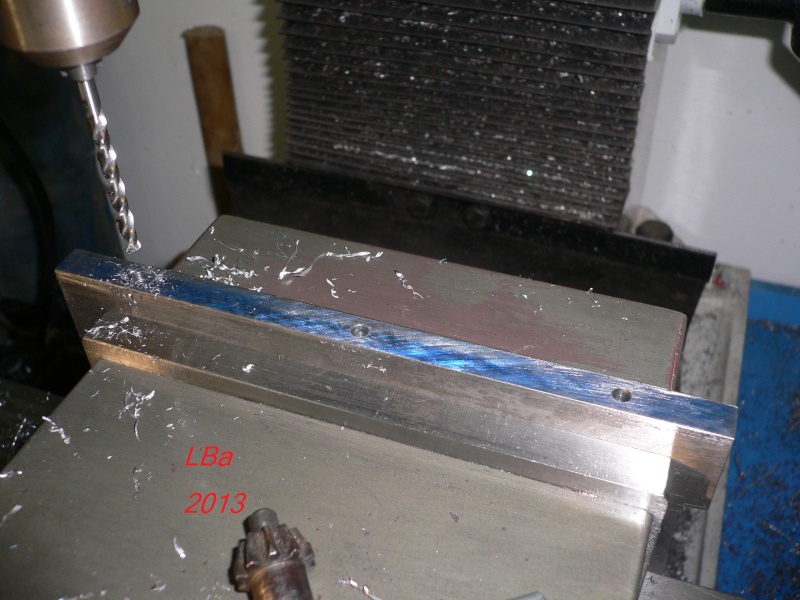
j'ai repris ce gauche à la lime sur l'étau de l'établi
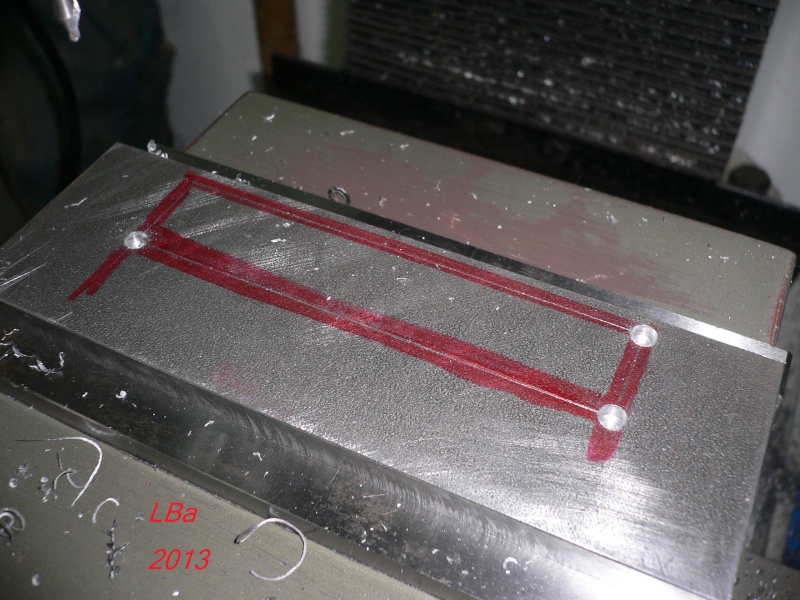
pour ce, j'ai enduit de bleu (feutre) les faces des entretoises et frotté une plaque
dessus (principe de dressage d'un marbre) et limé là ou le feutre disparaissait
(surépaisseur), l'opération à été répété plusieur fois jusqu'à obtention
d'un résultat satisfaisant (pour ce cas 0,02 mm )
photos des opérations :

barbouillage au feutre bleu des entretoises et supports assemblés

frottement de la plaque sur le support

traces de frottement à éliminer à la lime, opération répété mainte fois
ensuite reprise de l'ensemble à la fraiseuse pour reprise de la planéité du support recevant
la semelle d'appui sur le bac à copeaux (la face reprise à la lime des entretoises
venant face de référence dans l'étau)

mise en place du support pour controle et suite des opérations
Support repris sur le banc du tour (piéce 1)
Le support est tiré dans du méplat étiré et a les mémes usinage que la piéce 2 , ils sont symétriques
la différence entre la piéce 1 et 2 est la hauteur uniquement
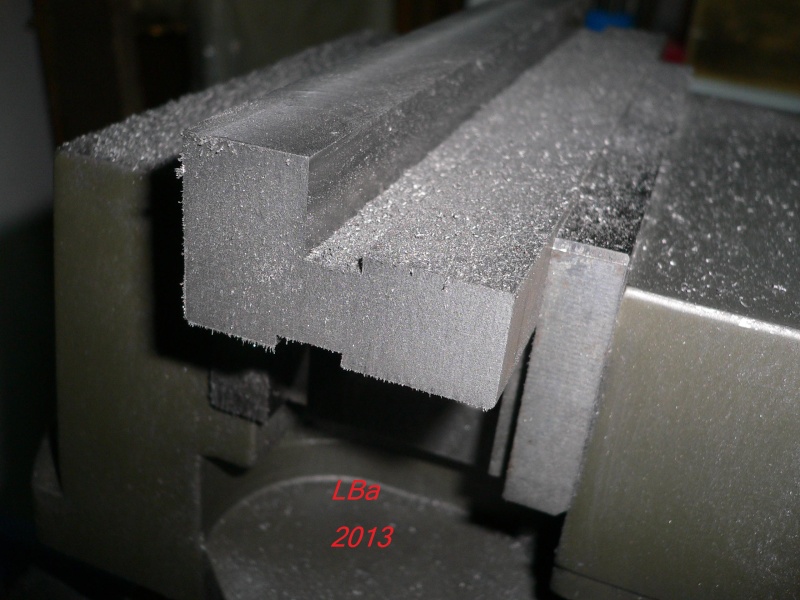
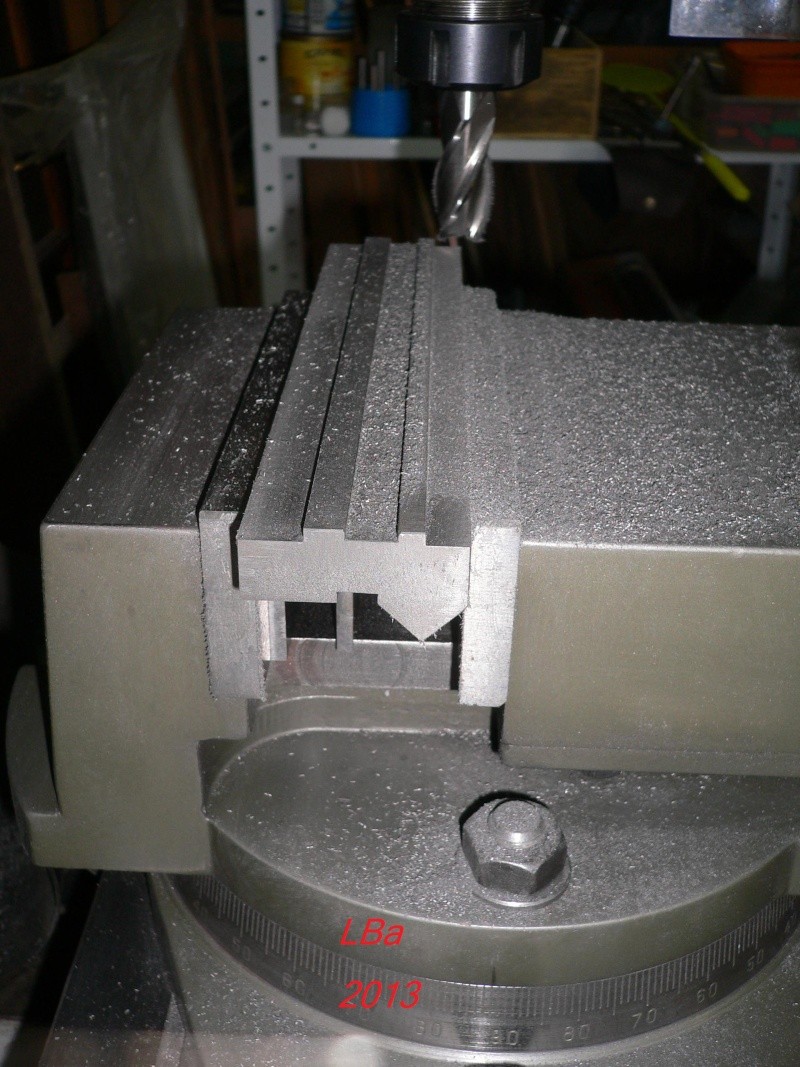
aprés avoir perçé les trou débauche de l'encoche
trous tangents
et scié à la Sar les bords verticaux de l'encoche
sciage des deux cotés de l'encoche à la Sar
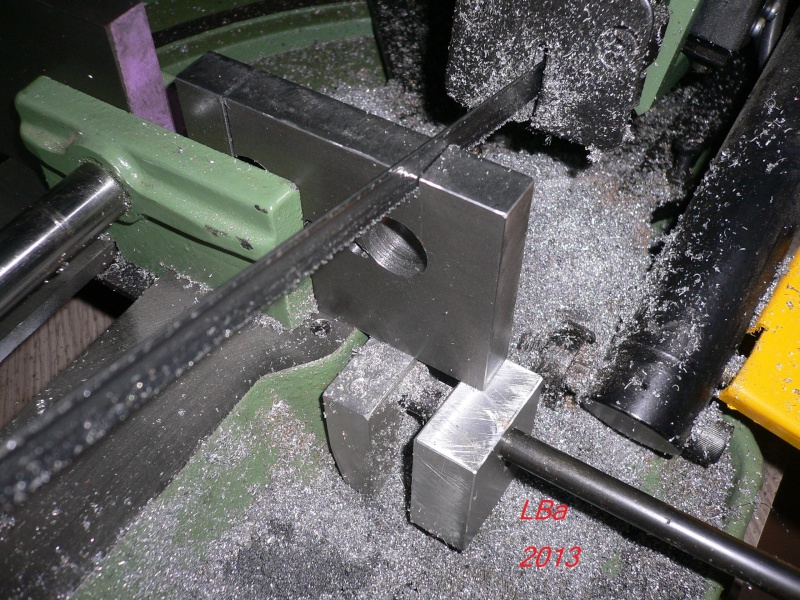
la piéce serré dans un étau, à l'aide d'une clef à molette, casse du morceau

les trous étant tangents ,l'effort à fournir pour casser est faible

le résultat de l'opération
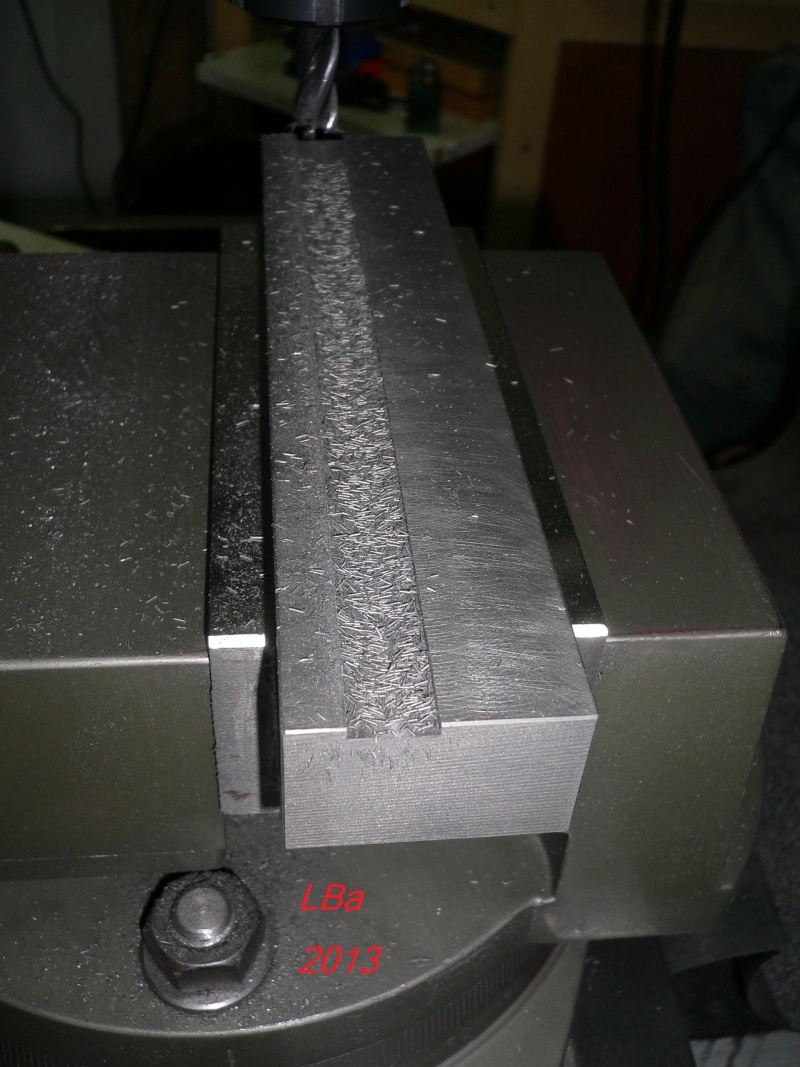
retour à la fraiseuse pour finir l'usinage de l'encoche

finition du fond et des cotés de l'encoche
traçage des usinages des rainures recevant les entretoises
fraisage des rainures

rainures fraisées et épaulements
controle de l'ajustement entretoise/ support
perçage des trous d'assemblage avec les entretoises
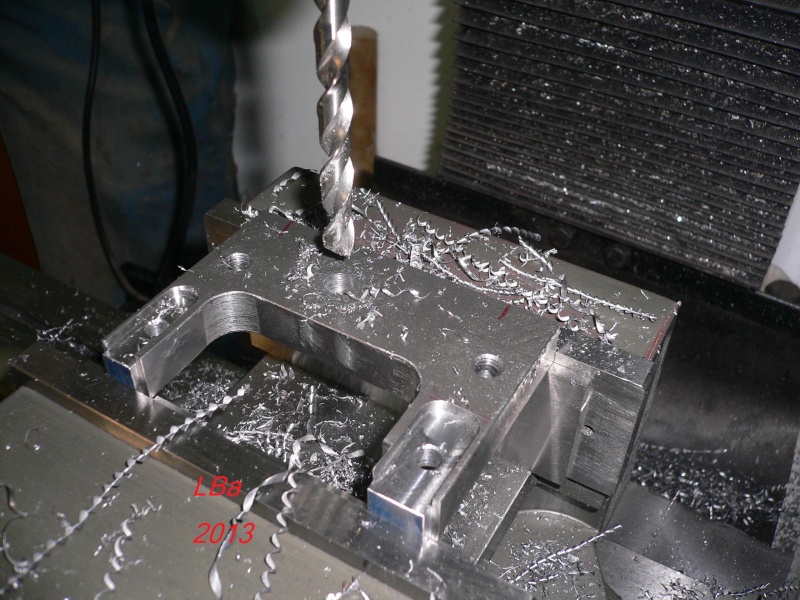
perçage d'un fi 10mm pour assemblage avec le banc (le trou sera repris à la fraise pour etre oblong)
perçage/taraudage de 2 M8 pour mettre des vis de pression
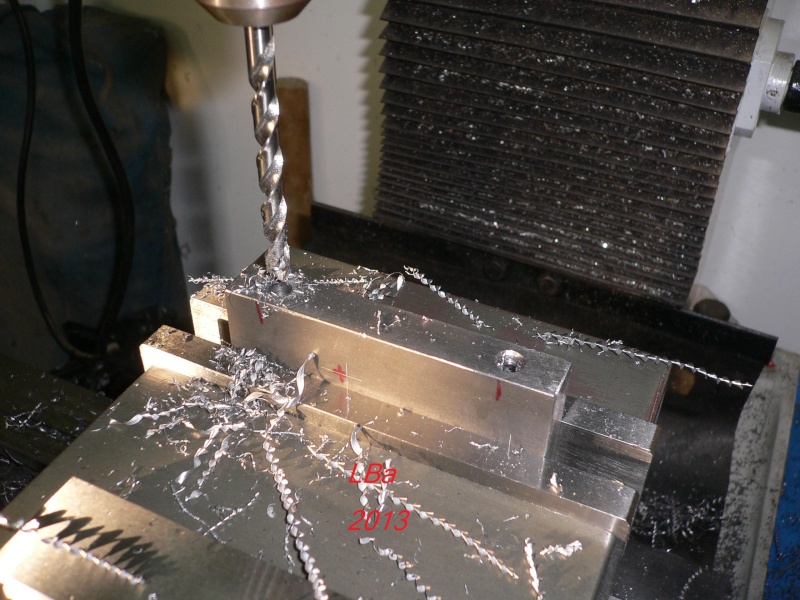
perçage/taraudage de 2 M8 pour vis de réglage en hauteur
Support sur semelle (piéce n°2)
L'usinage de la piéce, commence par un débit à la sar dans du méplat étiré

débit de la piéce
je suis de plus en plus satisfait de cette petite machine malgré sont origine, ces capacités de coupe sont satisfaisantes
et le prix de la machine n'est pas prohébitif
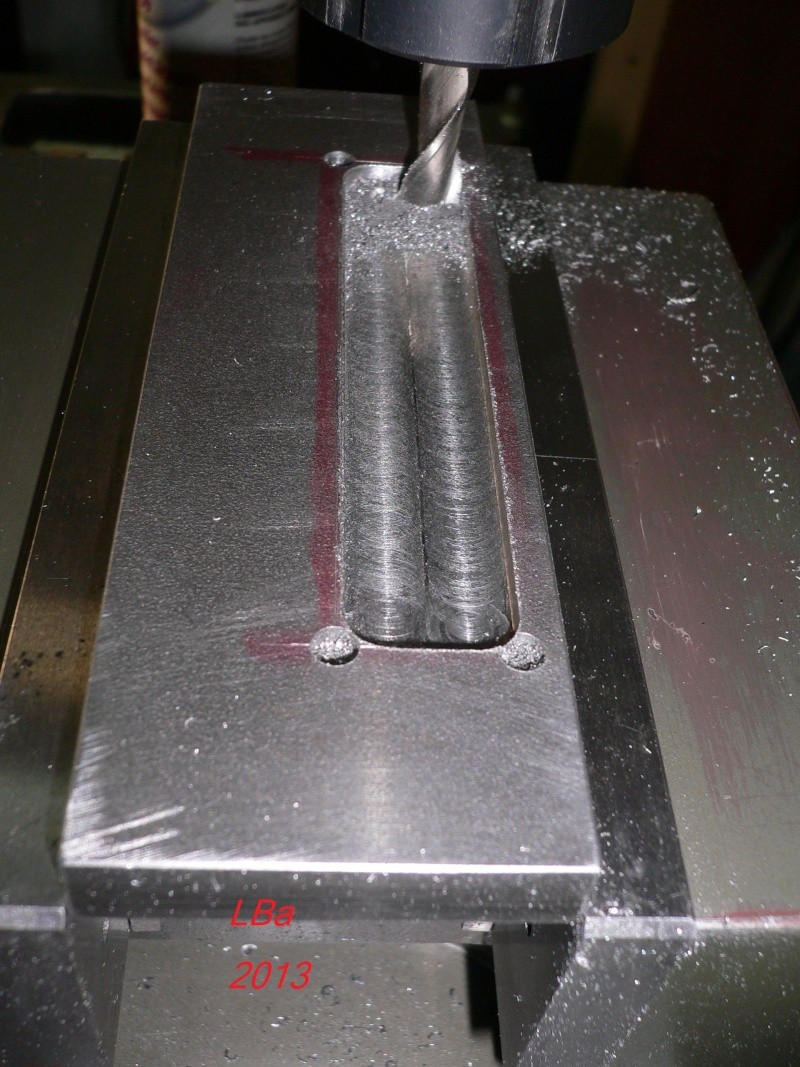
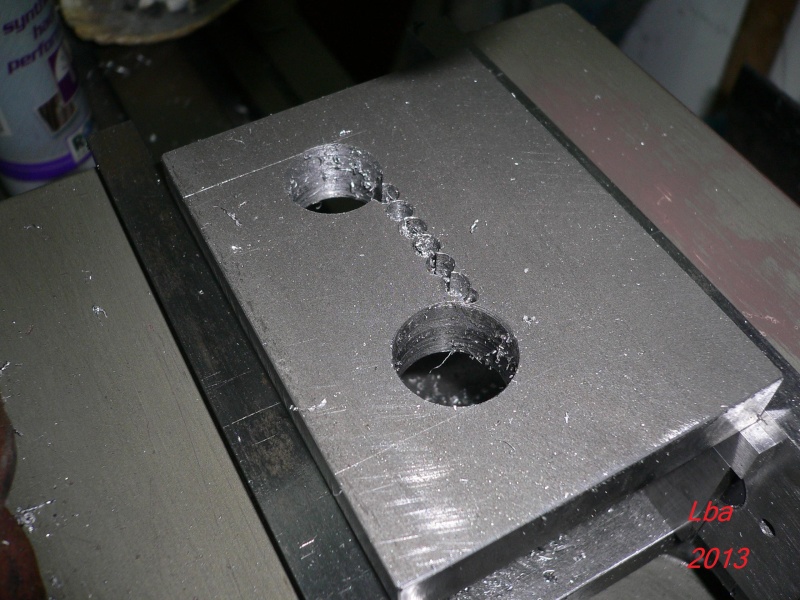
sur cette piéce, j'ai fraisé une encoche pour le passage de la poupée mobile, afin de ne pas faire de copeaux pour
rien, j'ai perçcé des trous

deux diamétre 19 mm puis de trous tangent entre ceux-ci

perçage des trous tangents
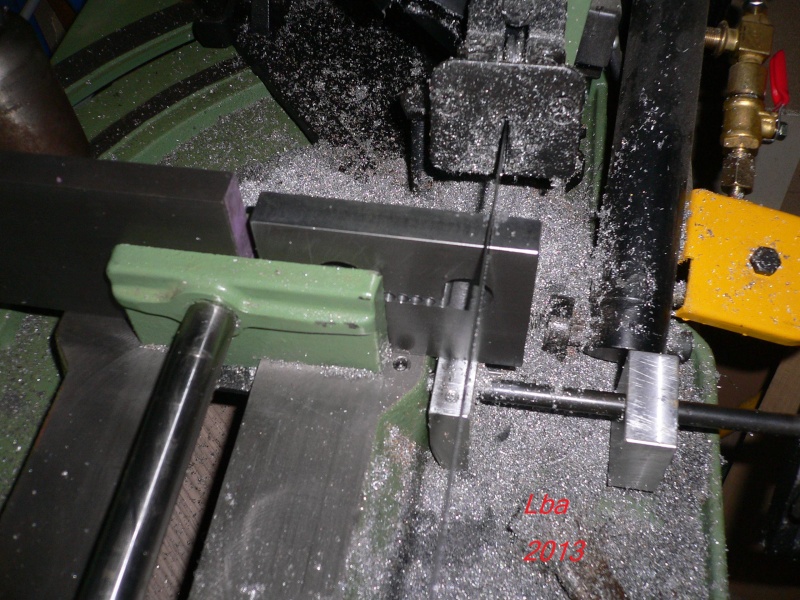
deux coups de scie (à la Sar)

puis cassée (à voir sur support piéce 1) le morceau du milieu, la forme de l'encoche est alors ébauchée
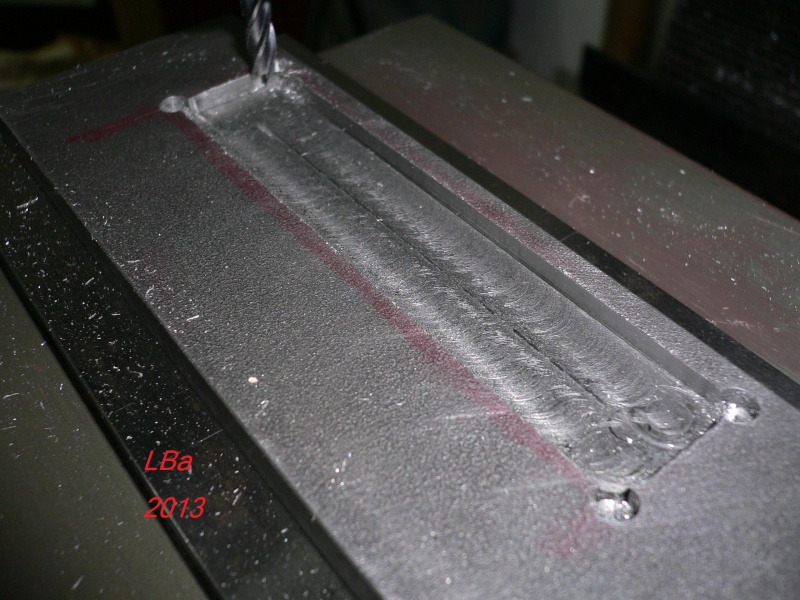
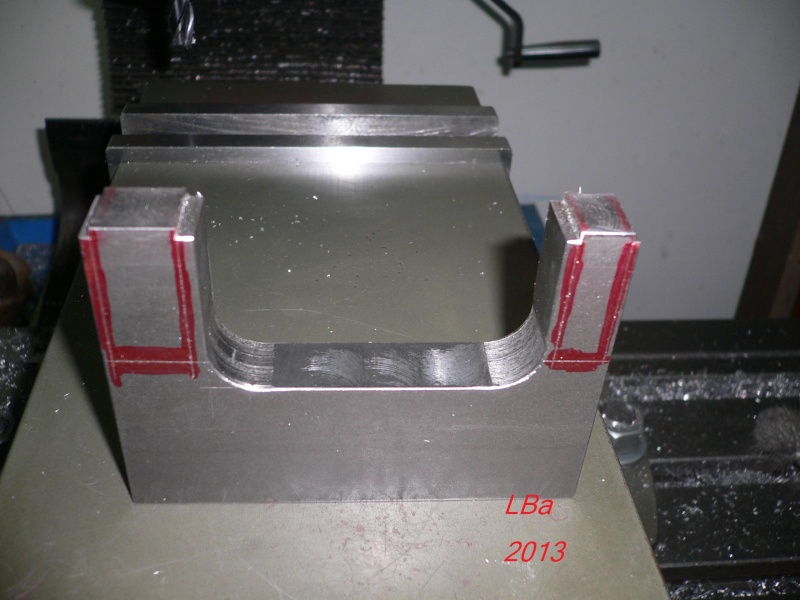
un coup de fraise (voir piéce 1) pour finir l'encoche
j'ai fraisé alors deux rainures de centrage pour les entretoises

fraisage de deux rainures (j'avais réalisé aussi deux épaulements sur le bout de la piéce)

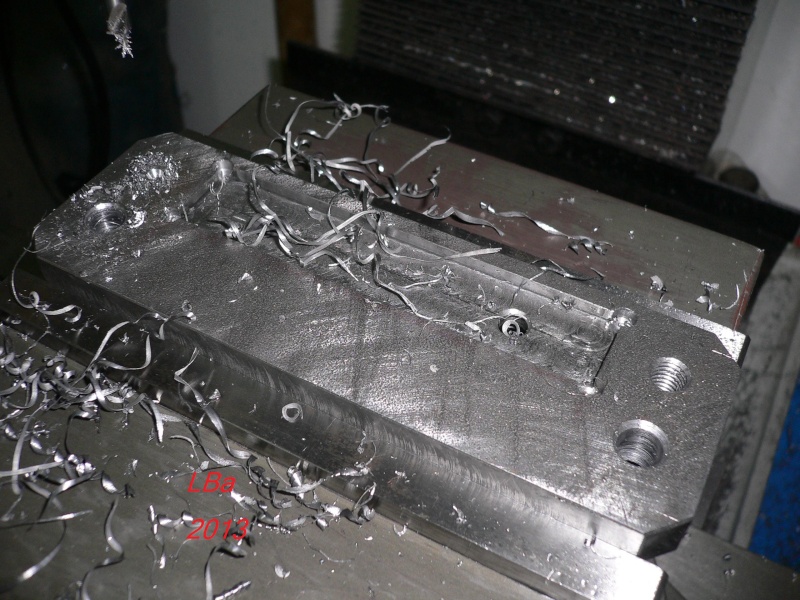
perçage de 1 diamétre 6,5 et un 5,5 pour assemblage des entretoises
pointage des trous d'assemblage de la semelle sur le support 2
taraudage de deux M6 (assemblage semelle)
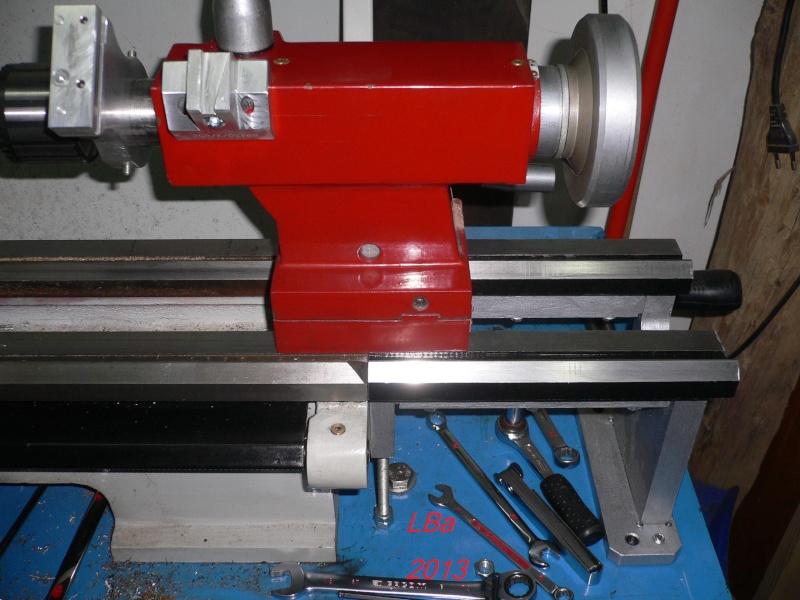
La rallonge du banc sera constitué de 7 piéces
2 supports, 2 entretoises,une semelle et deux coulisses de méme forme que le banc
photo de l'extrémité du banc
une piéce support sera assemblée en bout de banc par vis
l'autre support sera fixé sur une semelle qui reposera sur la tole de récupération des copeaux
les deux supports étant reliés par deux entretoises sur lesquelles reposeront les coulisses
les piéces seront usinées dans de l'acier étiré sauf les coulisses qui seront dans de la fonte