
affuteuse pour lame à pastilles de scie circulaire
Derniérement j'ai acheté ceci :

en toutes connaissances de cause
aprés déballage de l'engin, et premiéres constations
difficile de l'utiliser telqu'elle
d'ou un passage à l'atelier pour adaptation, amélioration, en résumé pour que ce soit utilisable et réglable
Derniérement j'ai acheté ceci :
en toutes connaissances de cause
aprés déballage de l'engin, et premiéres constations
difficile de l'utiliser telqu'elle
d'ou un passage à l'atelier pour adaptation, amélioration, en résumé pour que ce soit utilisable et réglable
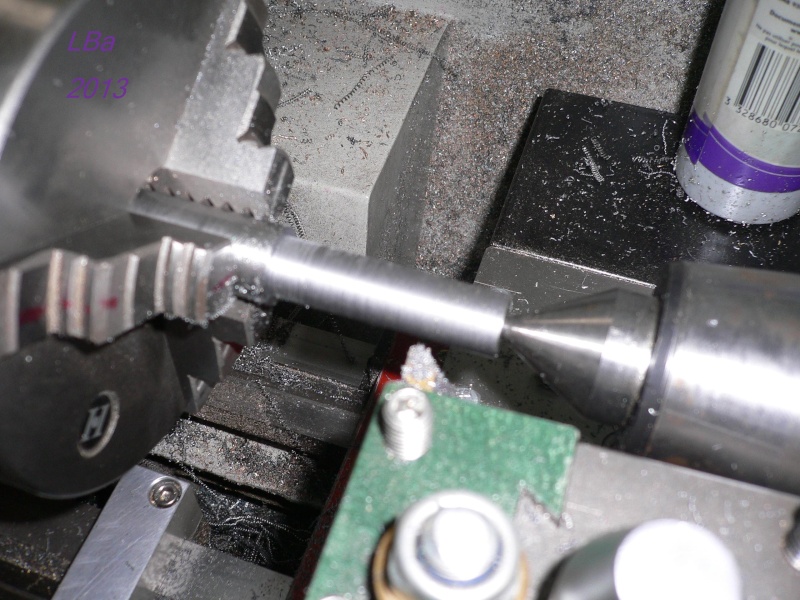
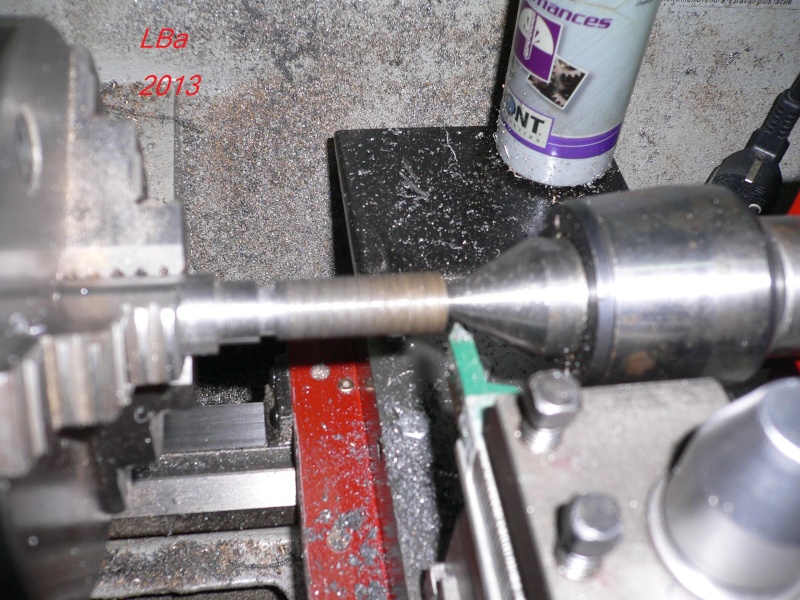
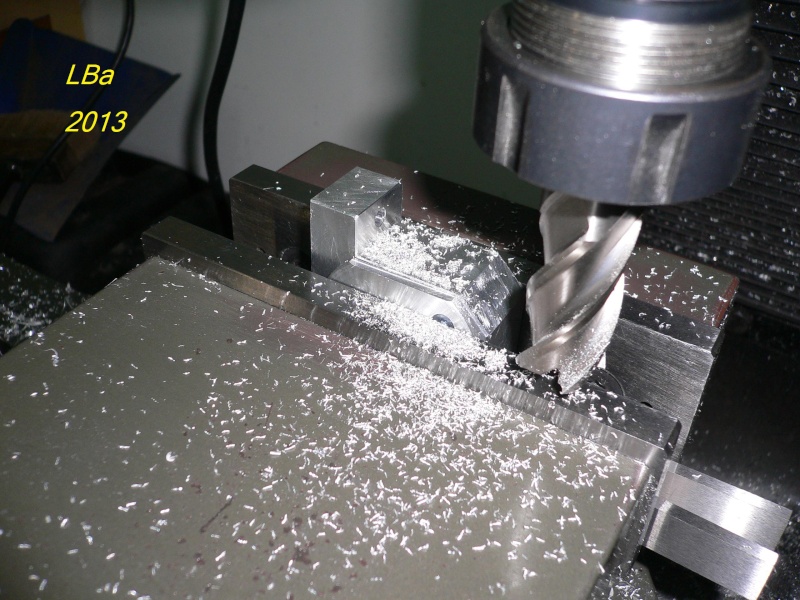
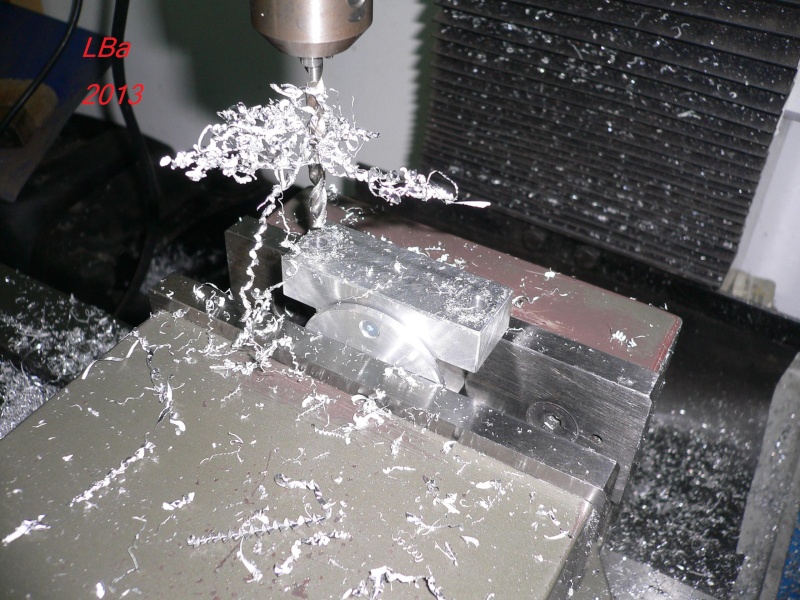
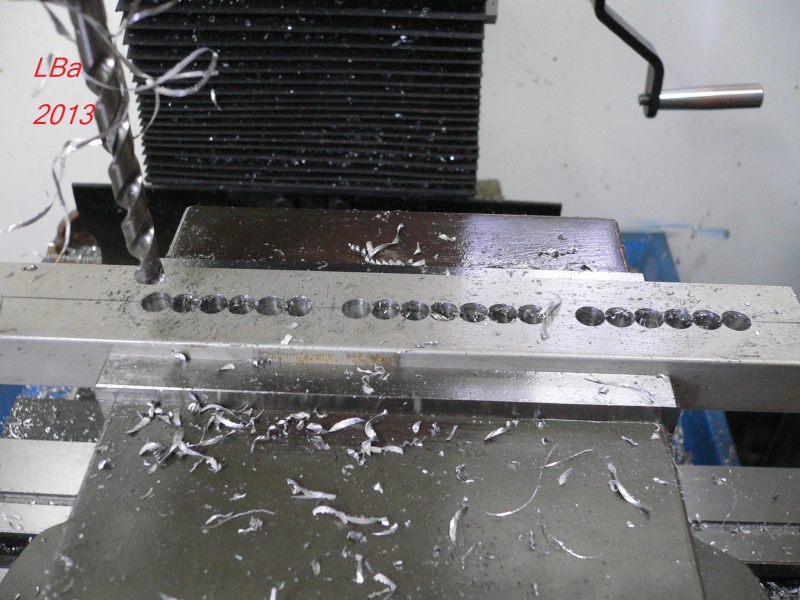
Autres essais d'affutage (fraise à rainer)
Ayant des fraises à rainer (réglable en épaisseur) qui avaient besoin d'un affutage
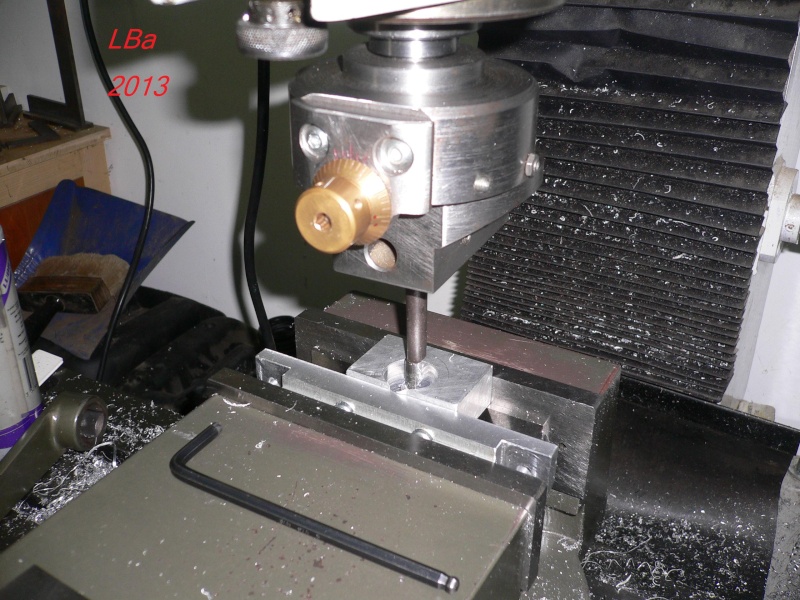
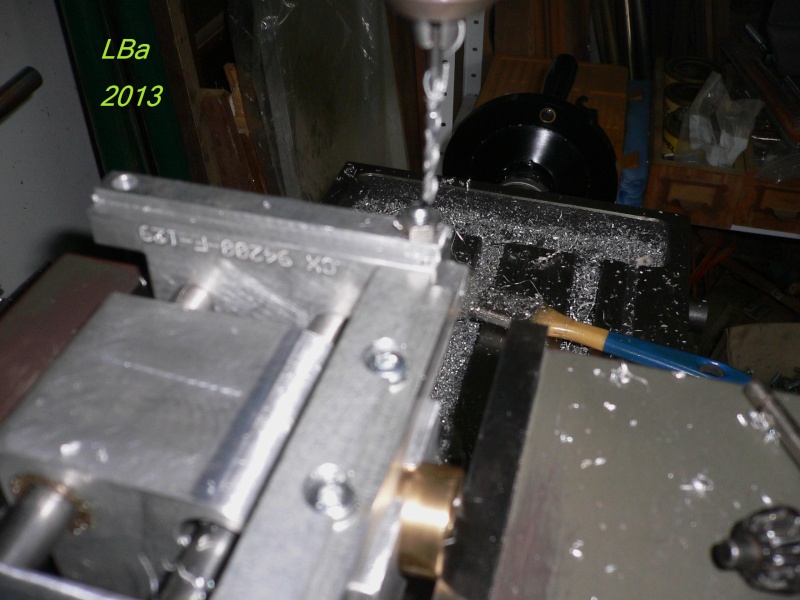
j'ai essayé de les affuter sur la machine
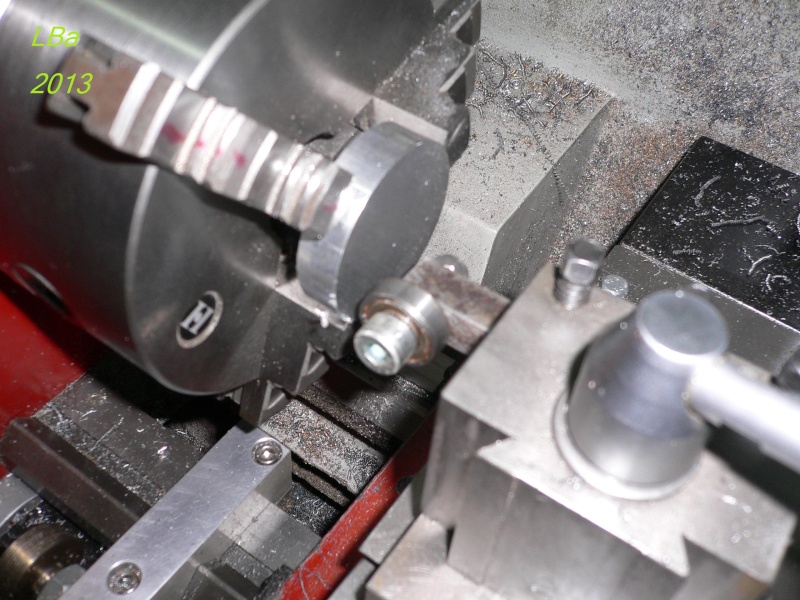
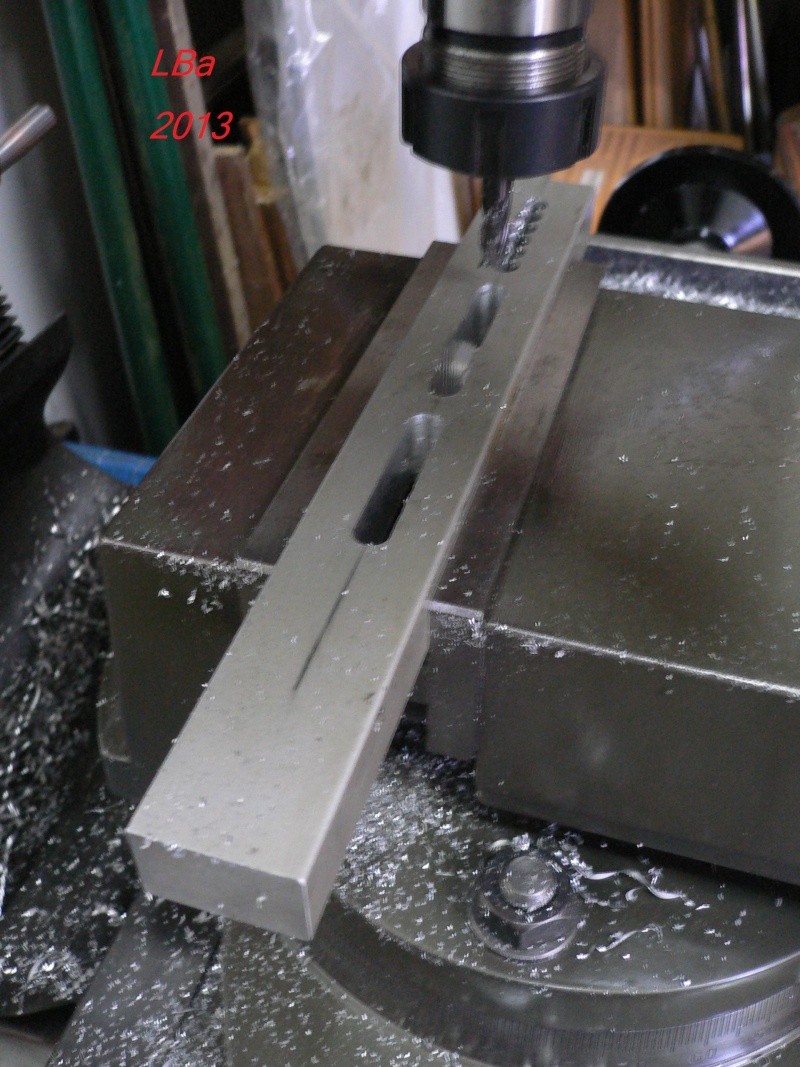
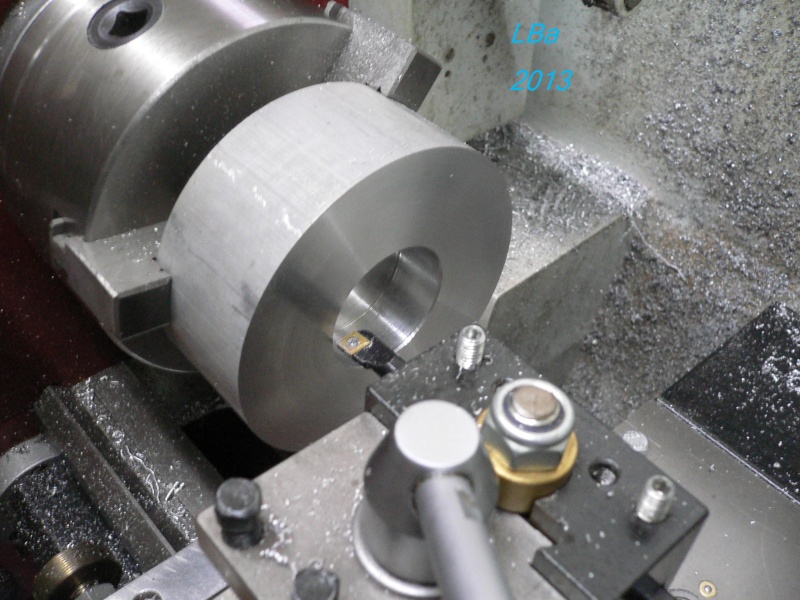
j'ai usiné un support afin d'utiliser celui d'origine

la fraise étant en deux parties (2 fois deux dents) je n'ai pas pu utiliser la butée de position
de dents
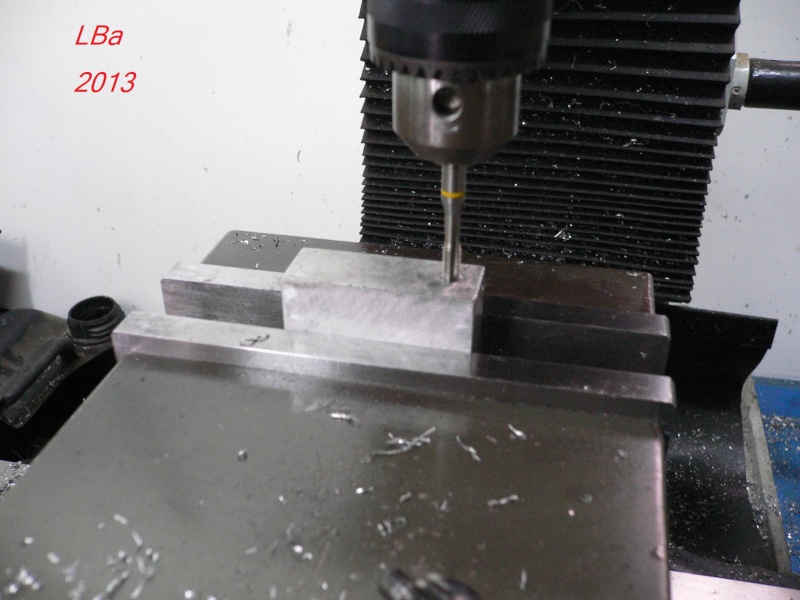
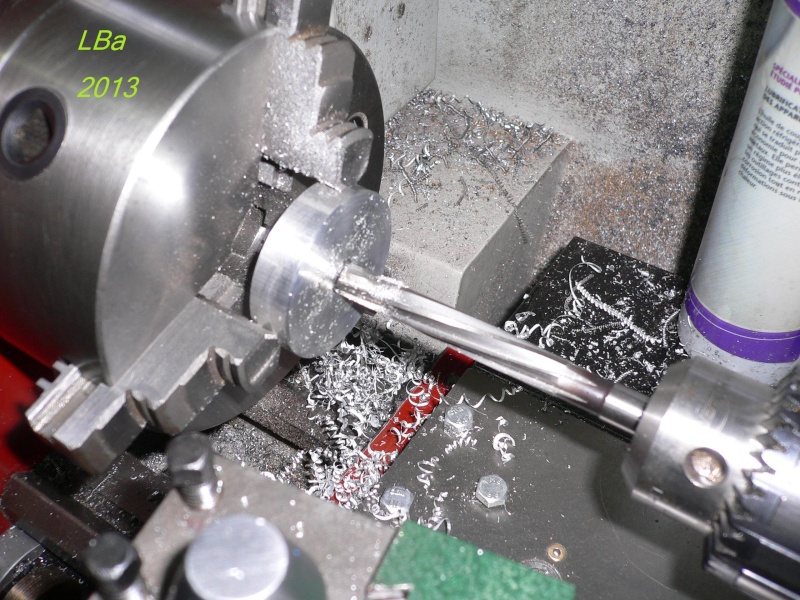
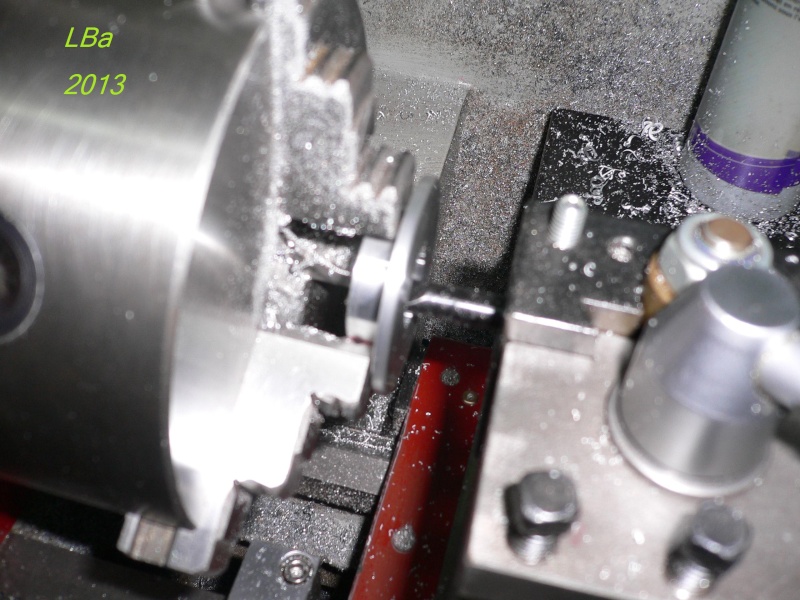
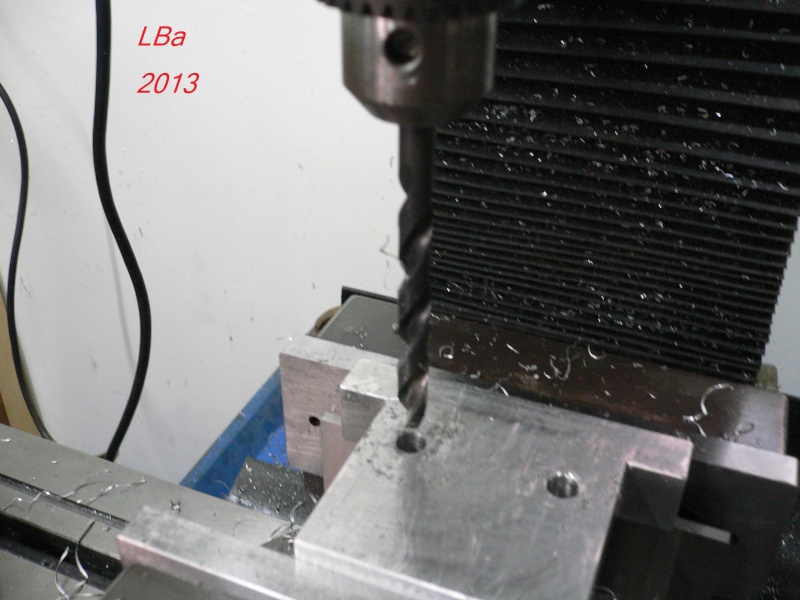
j'ai tangenté la meule à chaque dent avant une prise de passe de deux centièmes

L'opération c'est bien déroulée, en peu de temps, satisfaction du résultat pour l'instant
y'a plus qu'à essayer sur la toupie afin de vérifier la coupe !
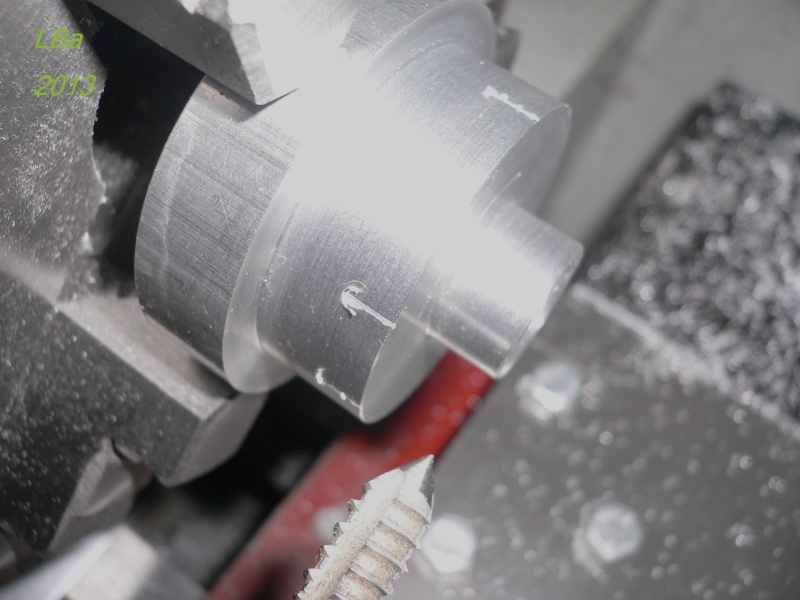
Apperçu de la fraise

la fraise est en deux parties (pour augmenter l'épaisseur de rainurage, il suffit d'intercaler
une cale d'épaisseur)

la fraise assemblée
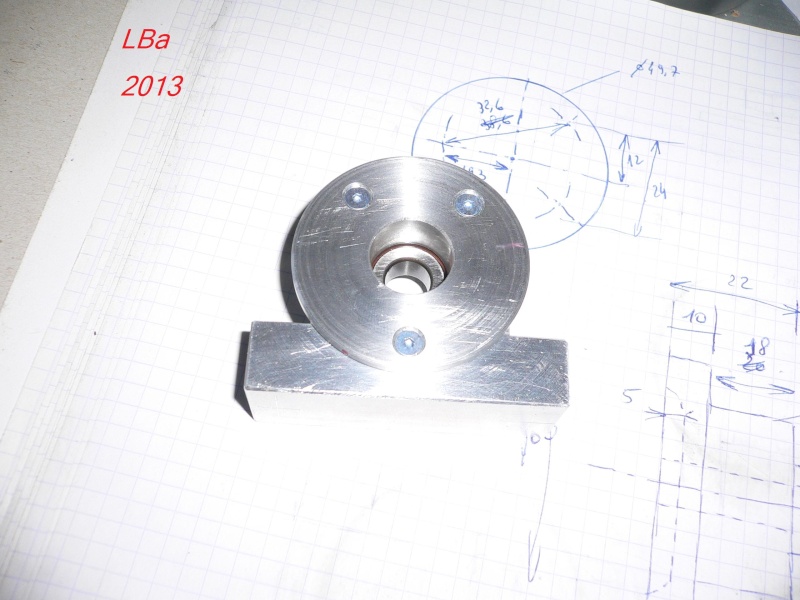
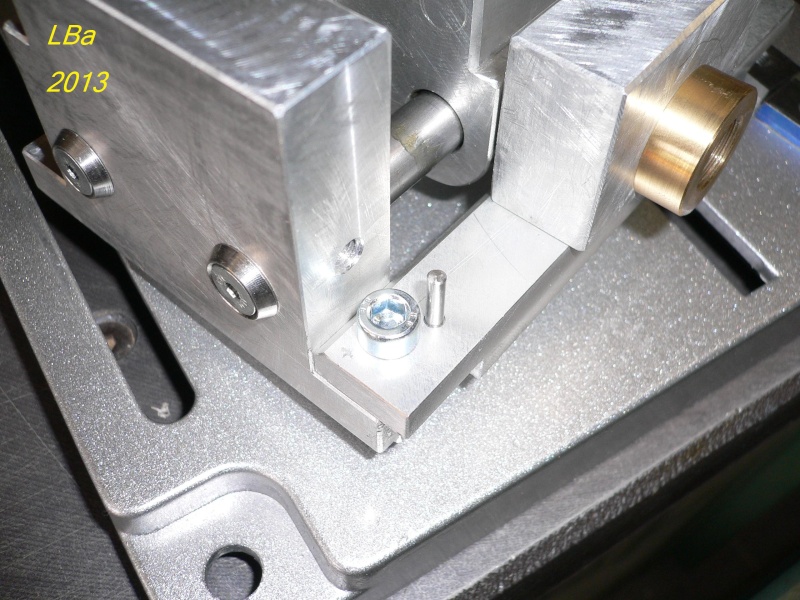
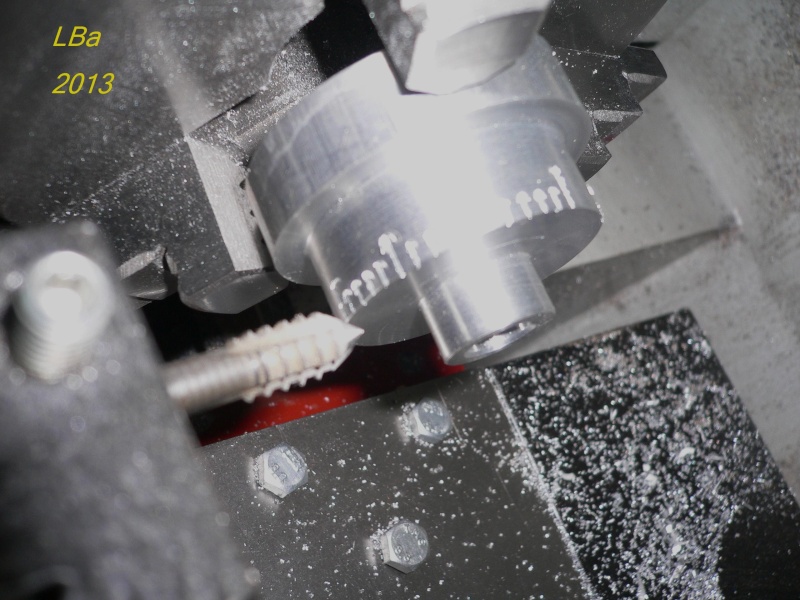
pour l'affutage de cette fraise j'ai remplacé le support d'origine

Par un un nouveau mieux adapté
j'ai gardé la piéce d'origine qui maintien la fraise
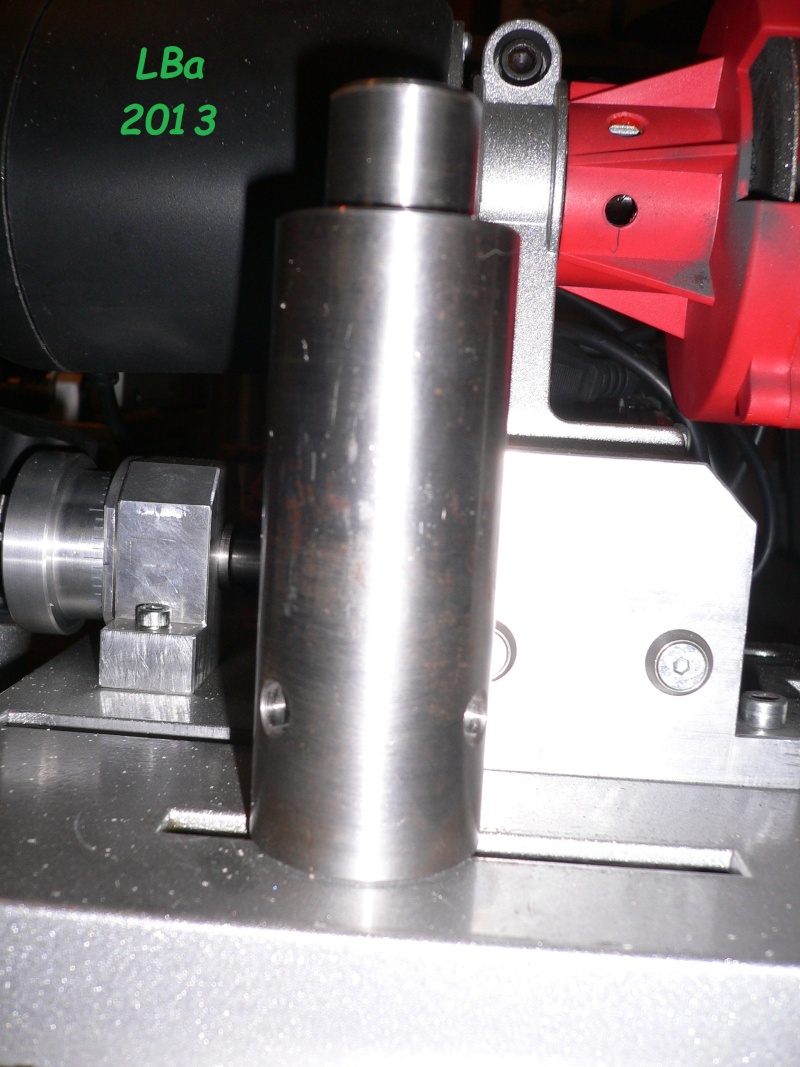
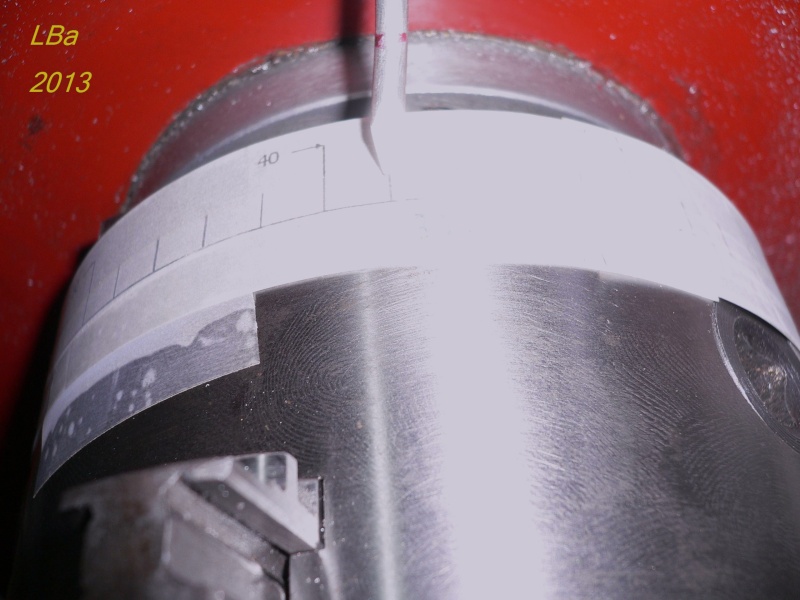
Réglage de la profondeur de passe
Le réglage de la profondeur de passe est réalisé par déplacement de la meule via une
vis au pas de 100
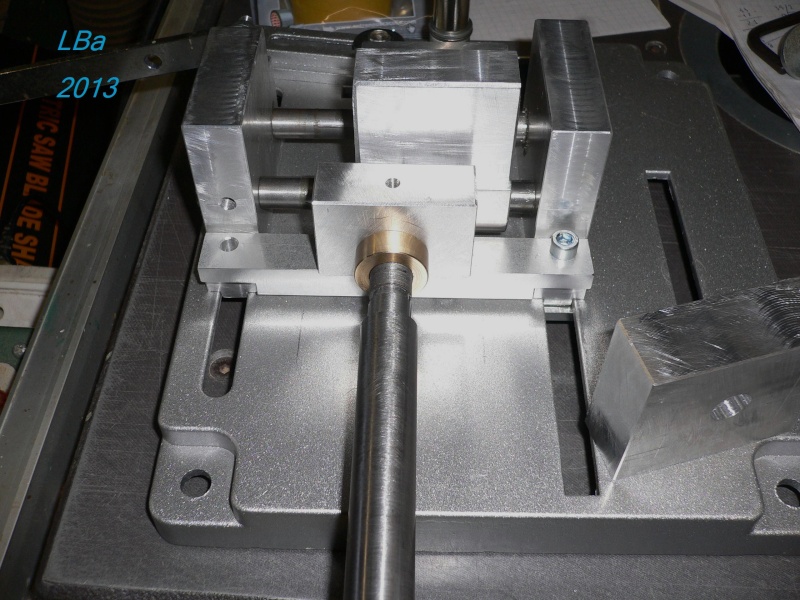
Descriptif en image du systéme
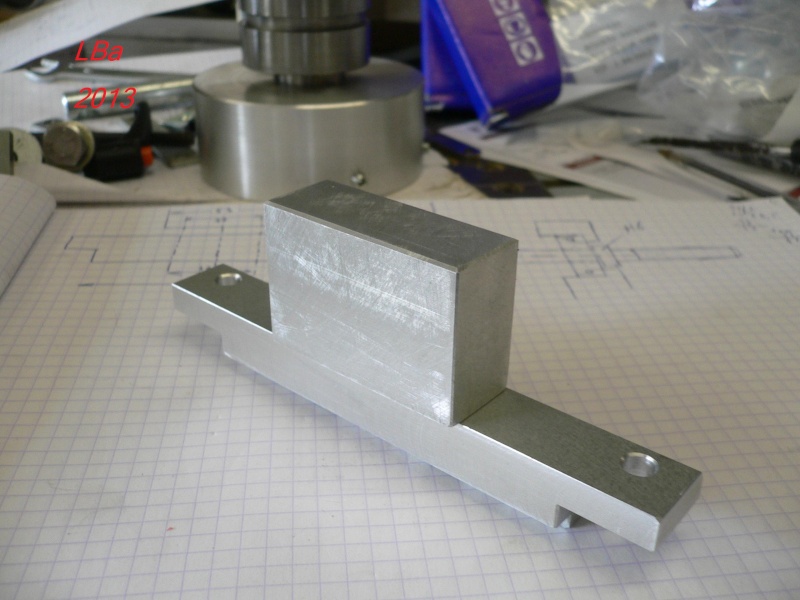
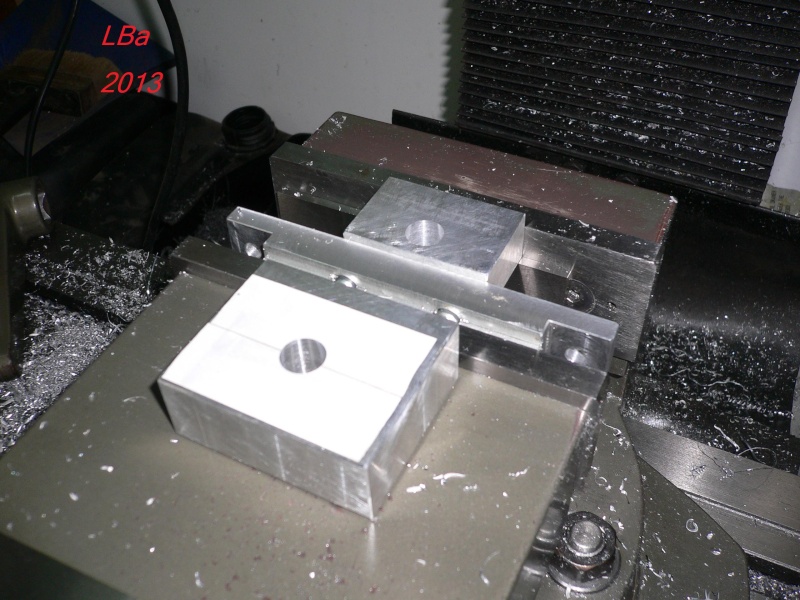
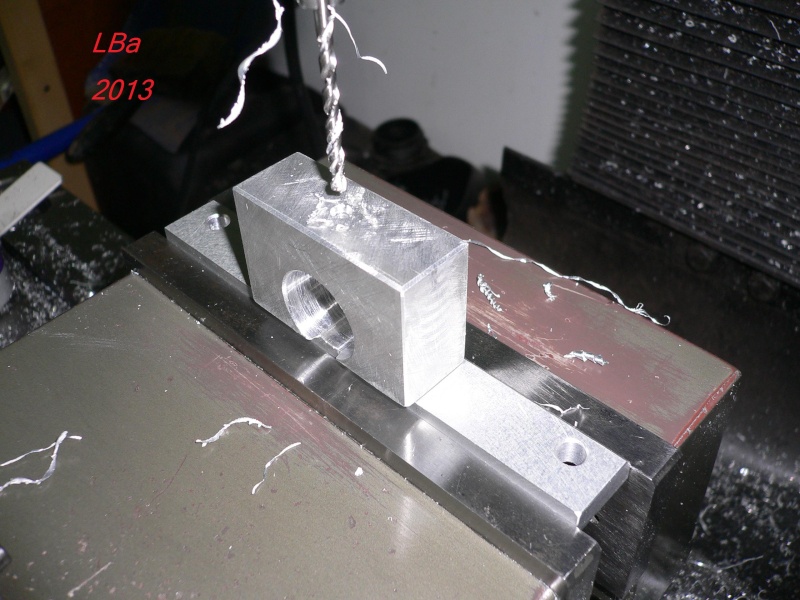
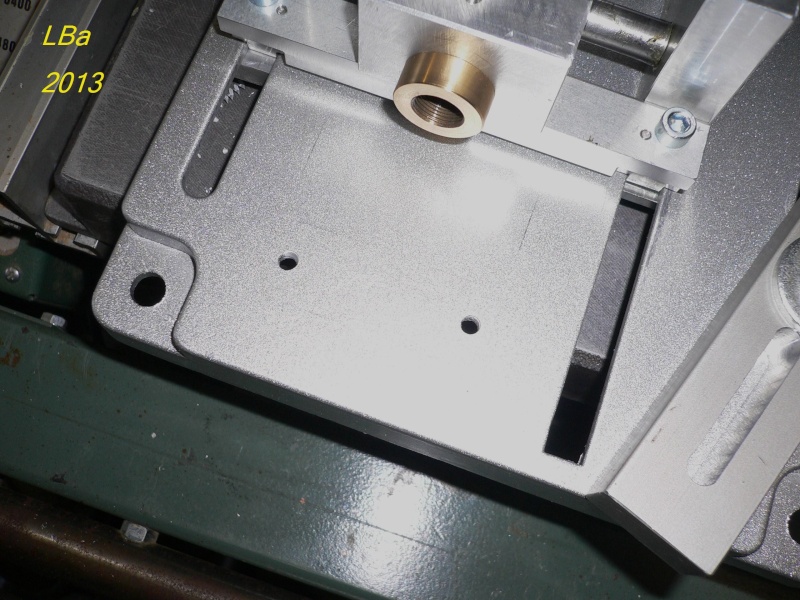
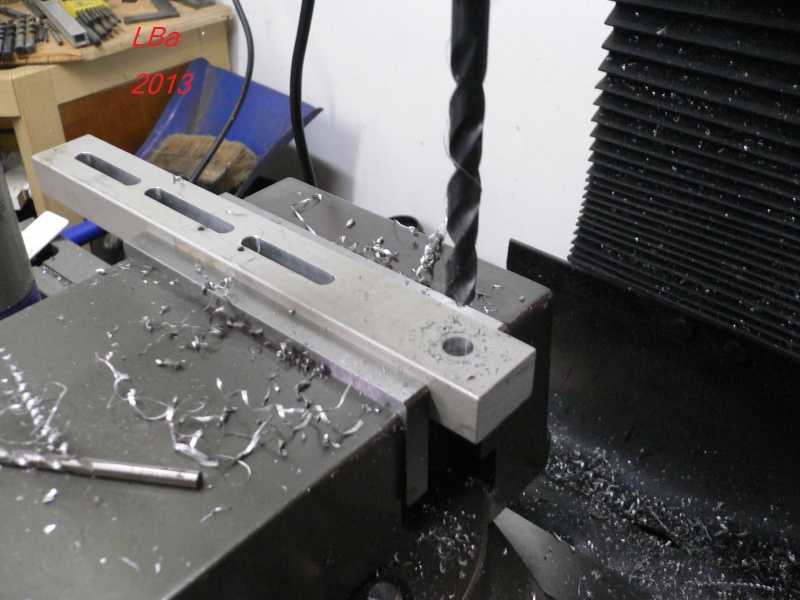
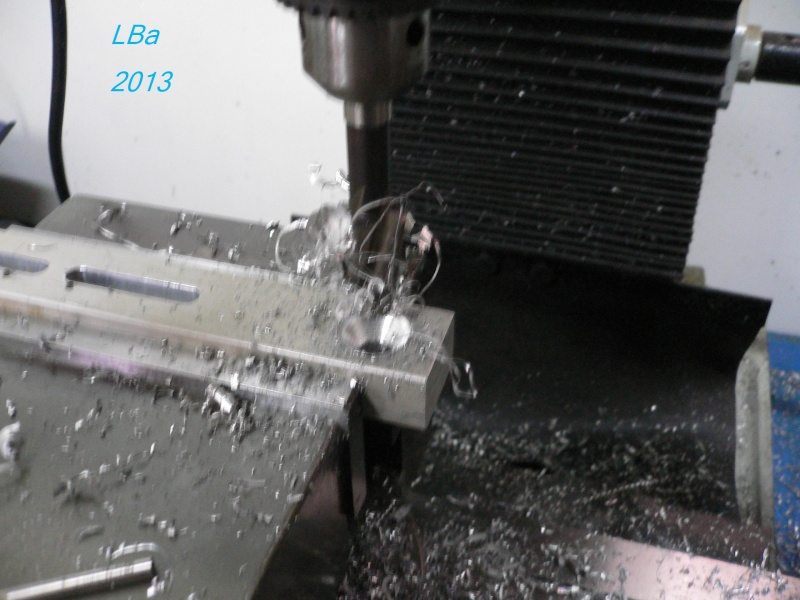
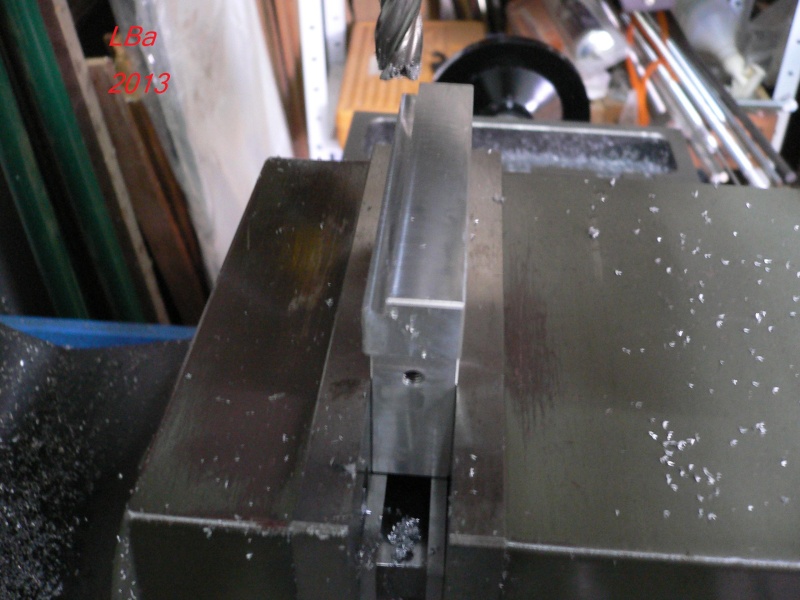
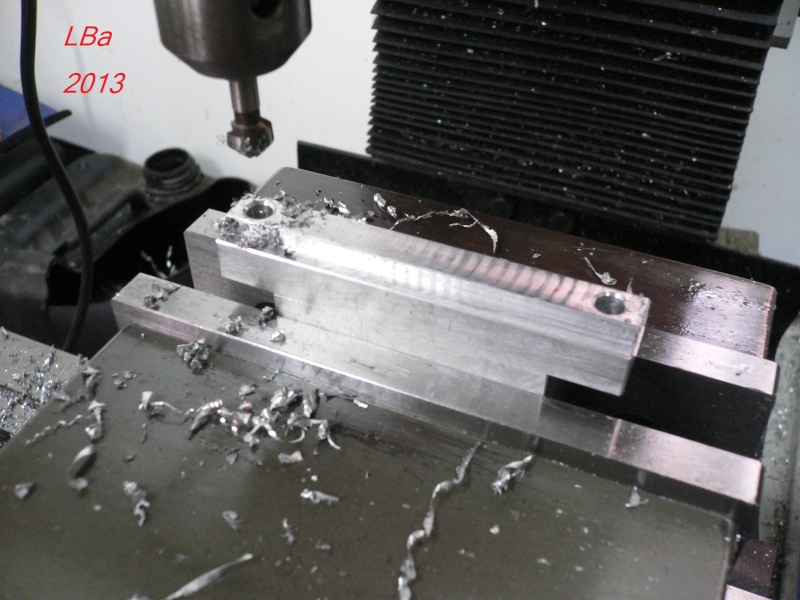
Réalisation d'un méplat en alu pour relier les deux supports de coulisses
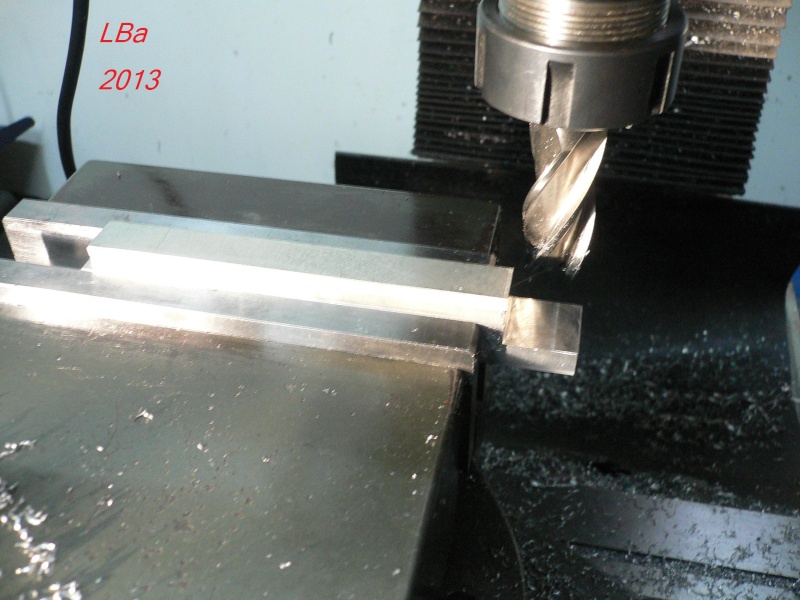
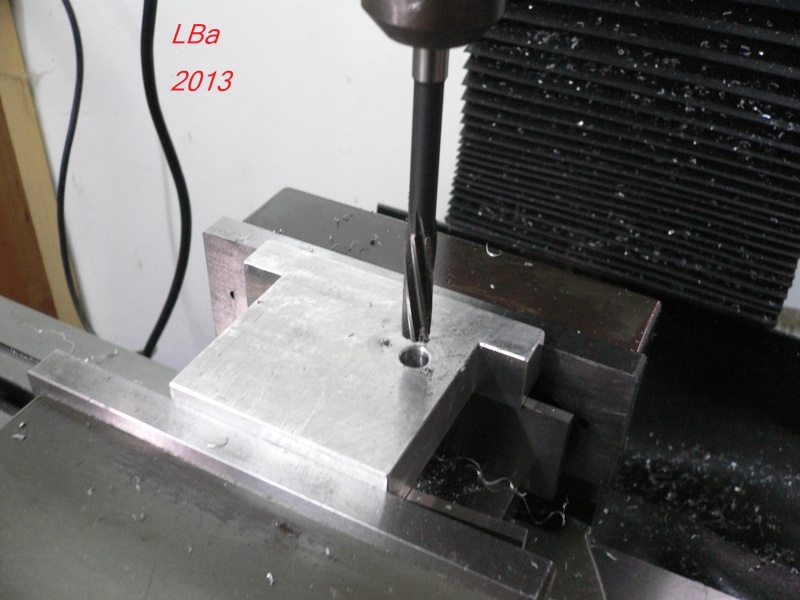
fraisage d'un épaulement à chaque extrémité du méplat alu

perçage de deux trous pour l'assemblage avec les supports coulisses
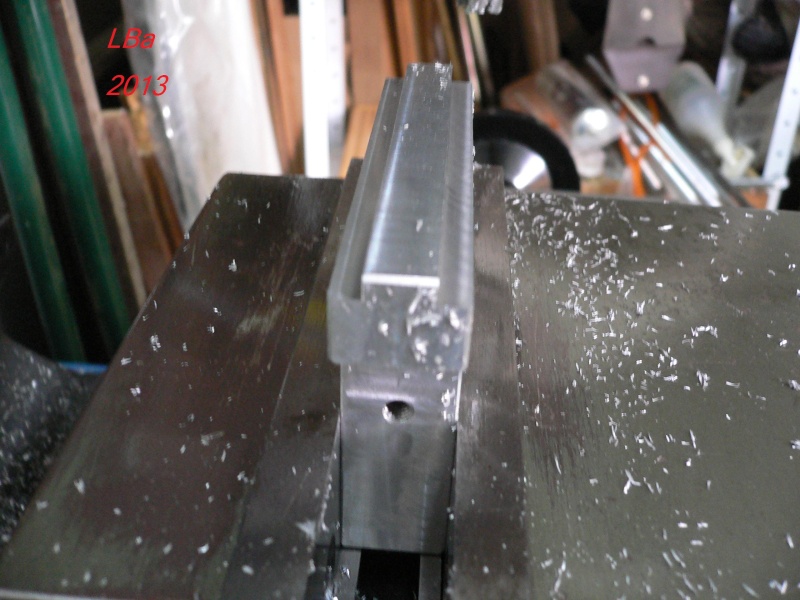
perçage de deux trous pour l'assemblage avec le support écrou

lamage des trous pour noyer les tétes de vis d'assemblage
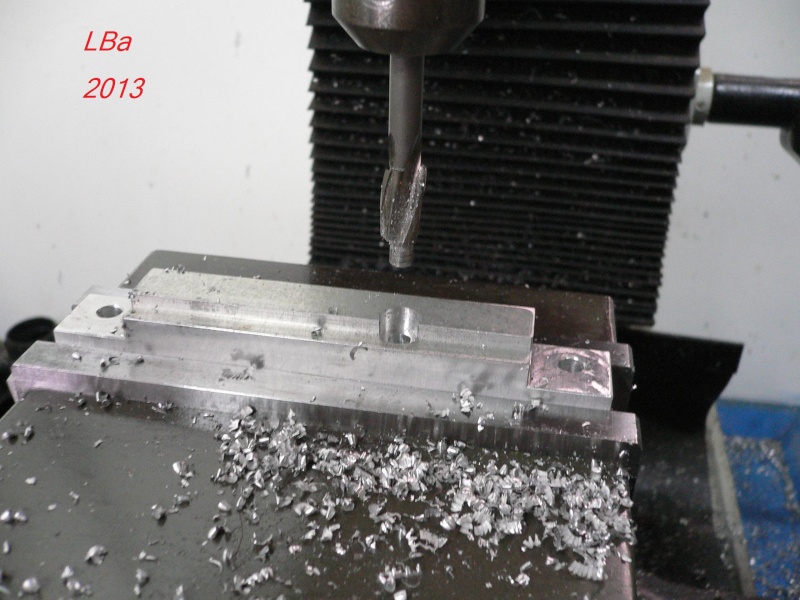
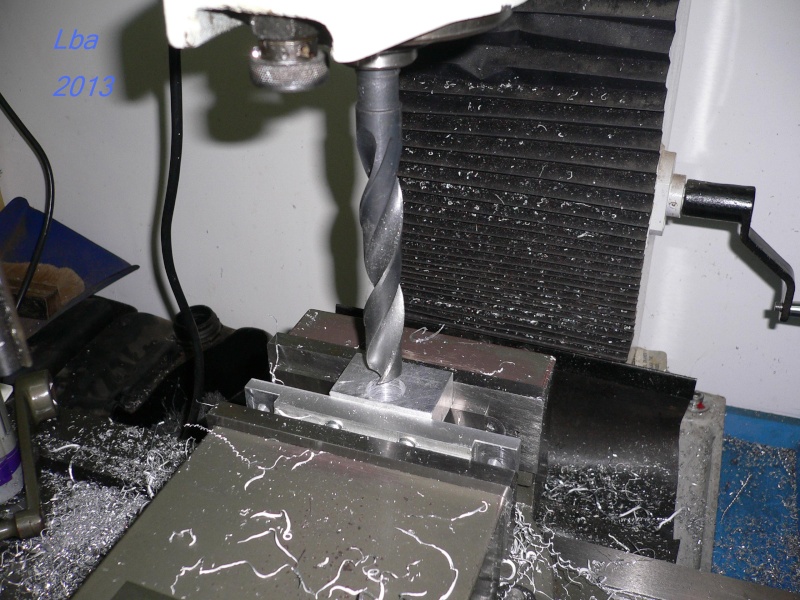
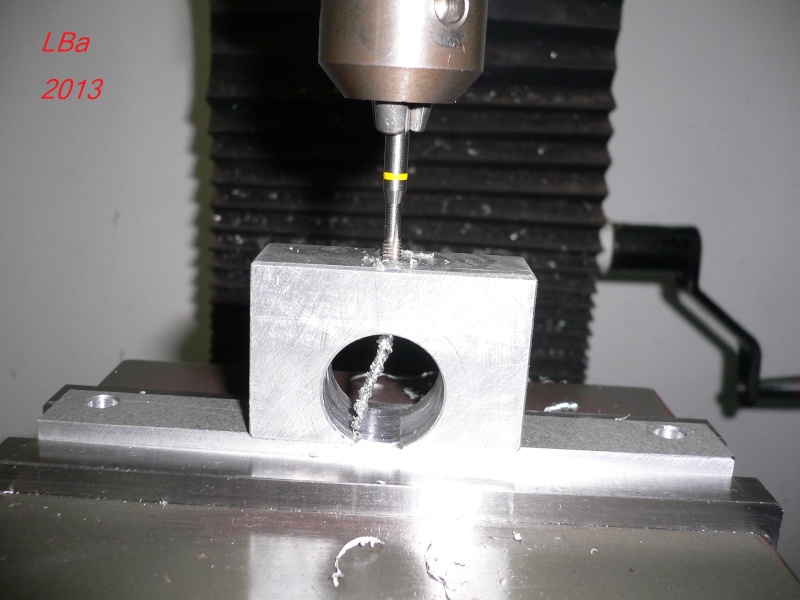
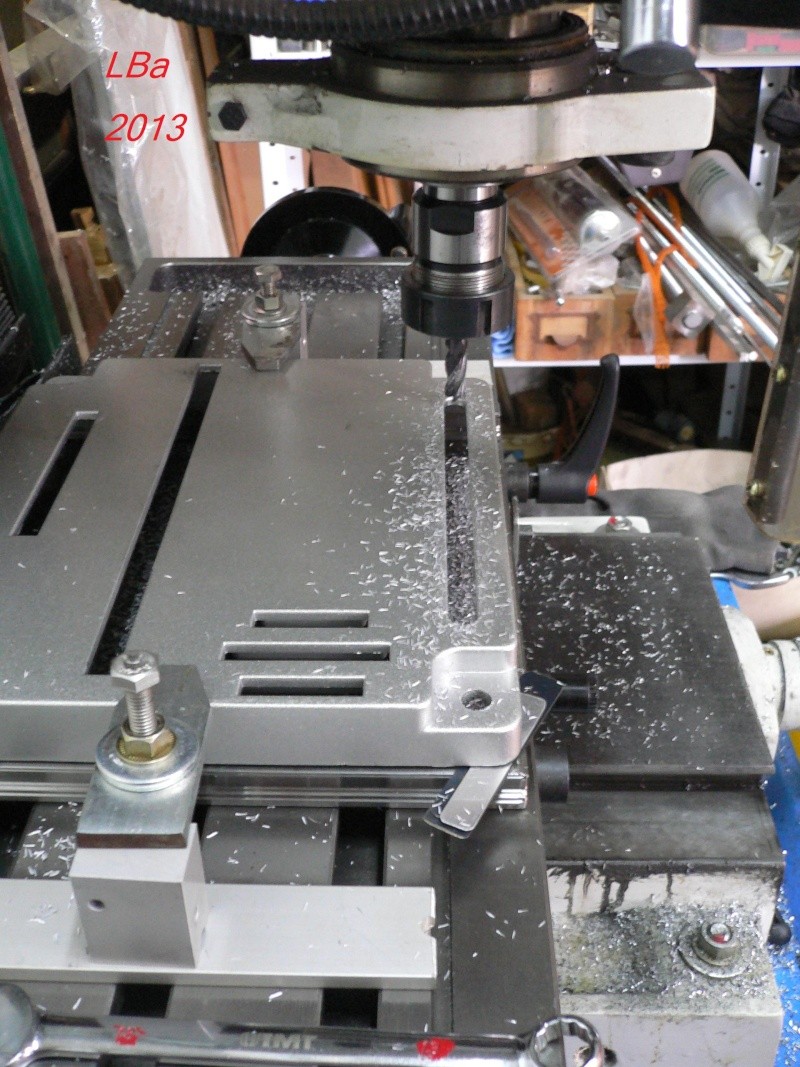
dans un autre morceau d'alu (dans lequel viendra un écrou en laiton)
perçage/taraudage de deux M5

méme opération pour le deuxiéme trou
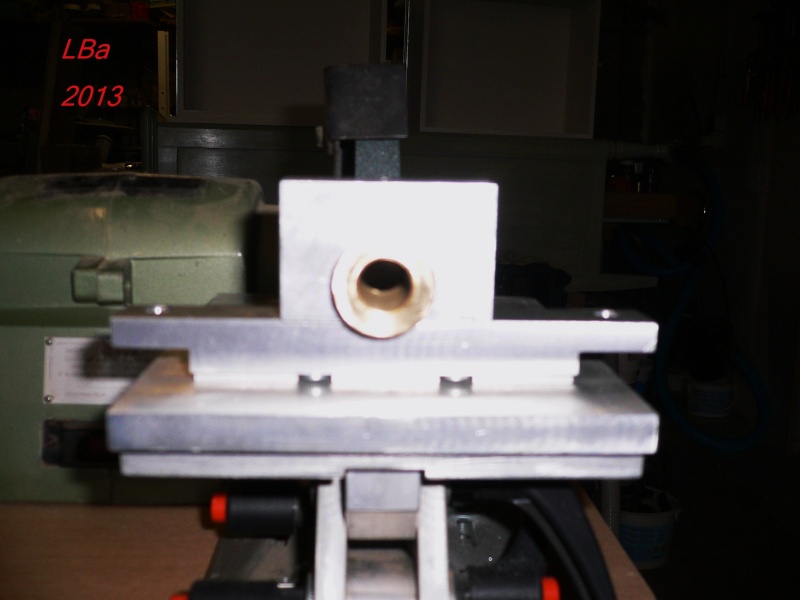
les deux piéces assemblées
piéce en place sur le support de coulisse pour visualisation/controle
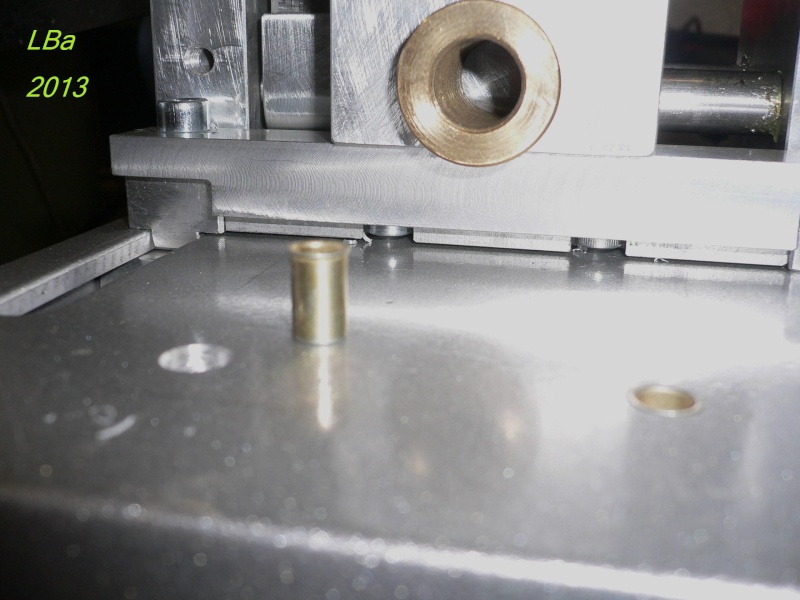
reste un alésage à réaliser afin de recevoir l'écrou en laiton
L'écrou laiton sera taraudé à M14 pas de 100 et ceci pour avoir un déplacement de l'ordre de 2/100 iéme

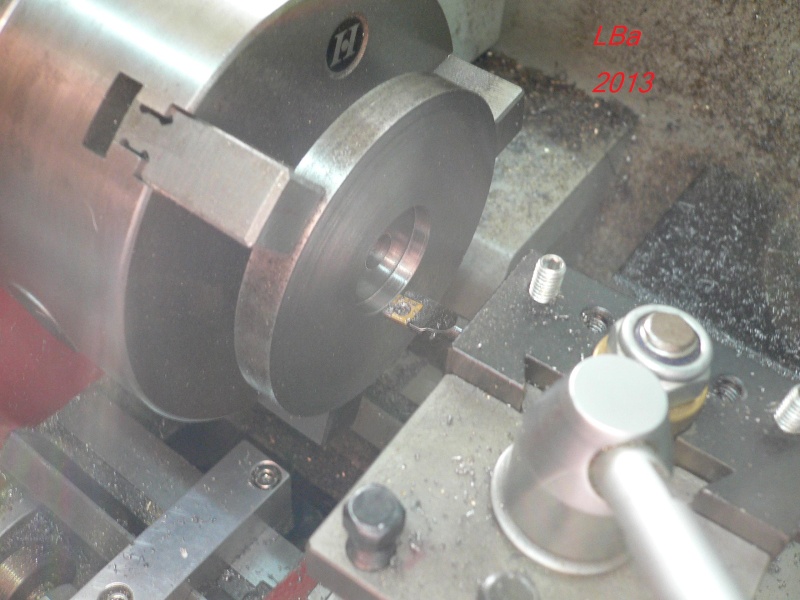
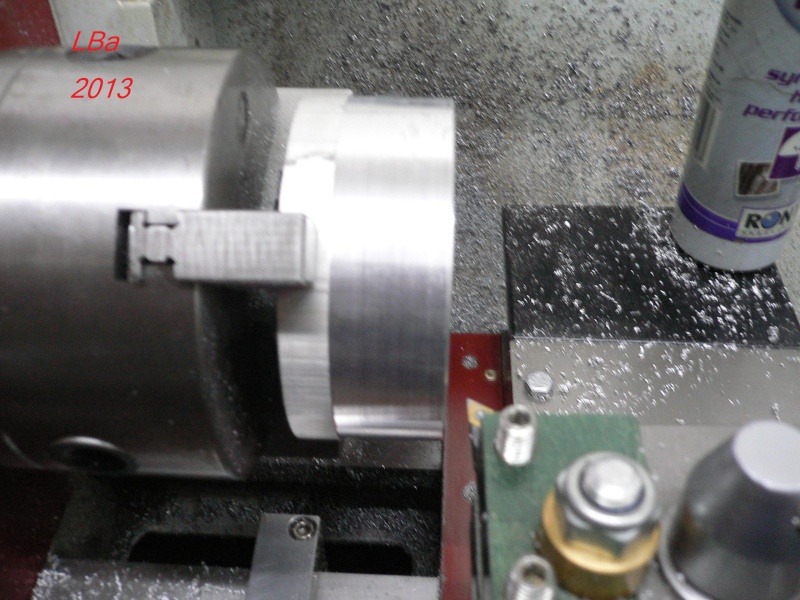
usinage extérieur de l'écrou à partir d'un jet de 25 mm en laiton
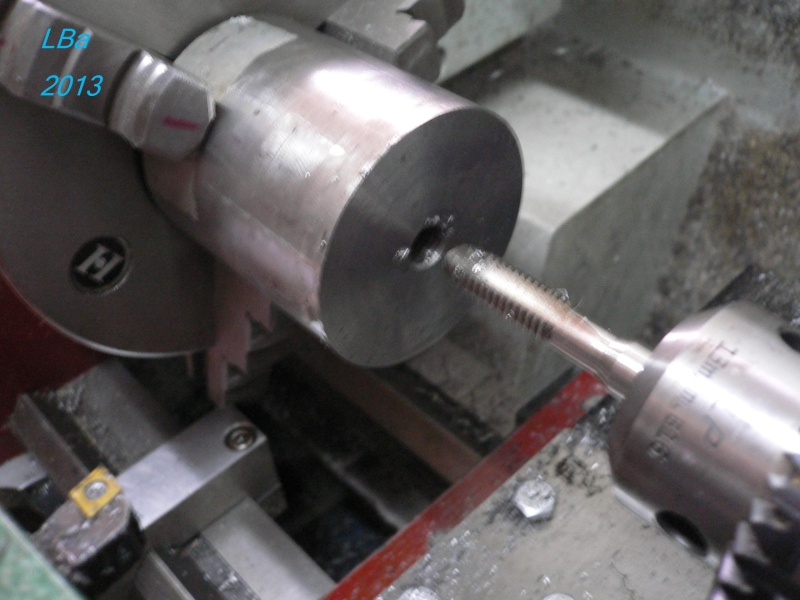
Reprise de l'écrou pour :

perçage à 13 mm avant taraudage

taraudage de l'écrou à l'aide de tarauds M14*100
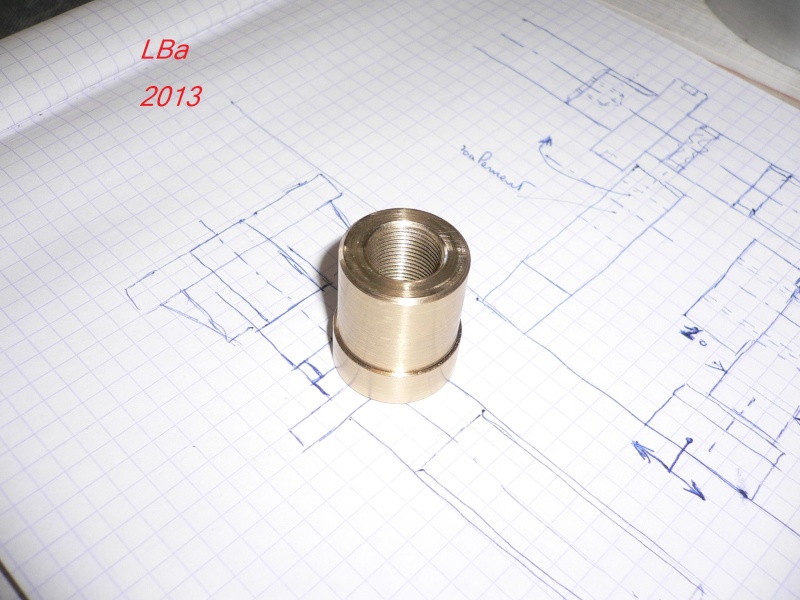
l'écrou est usiné
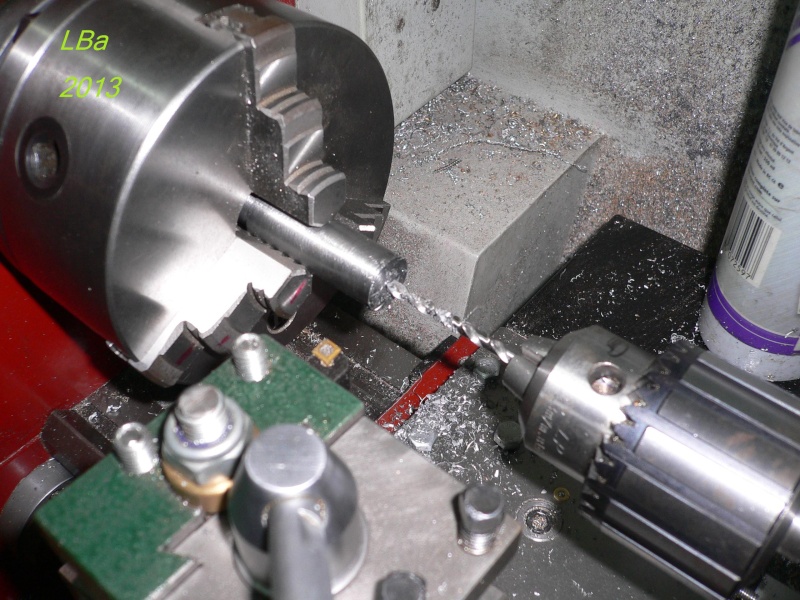
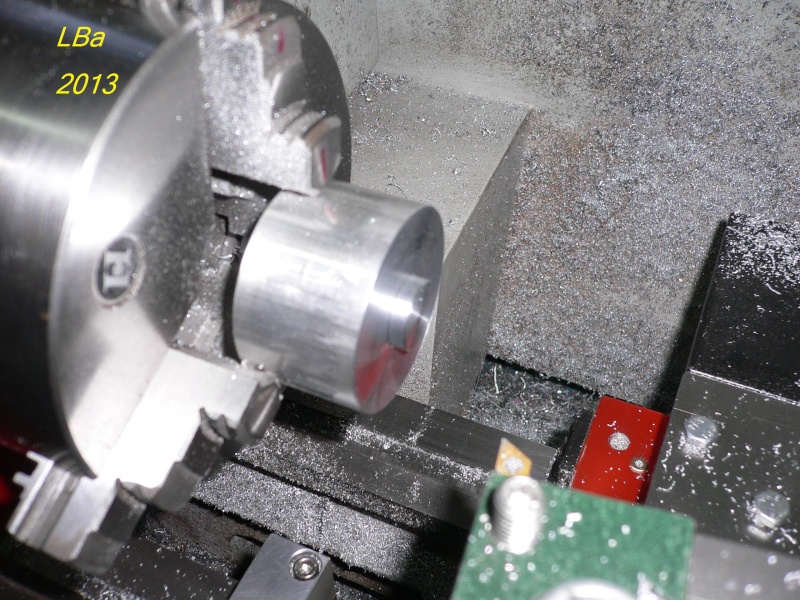
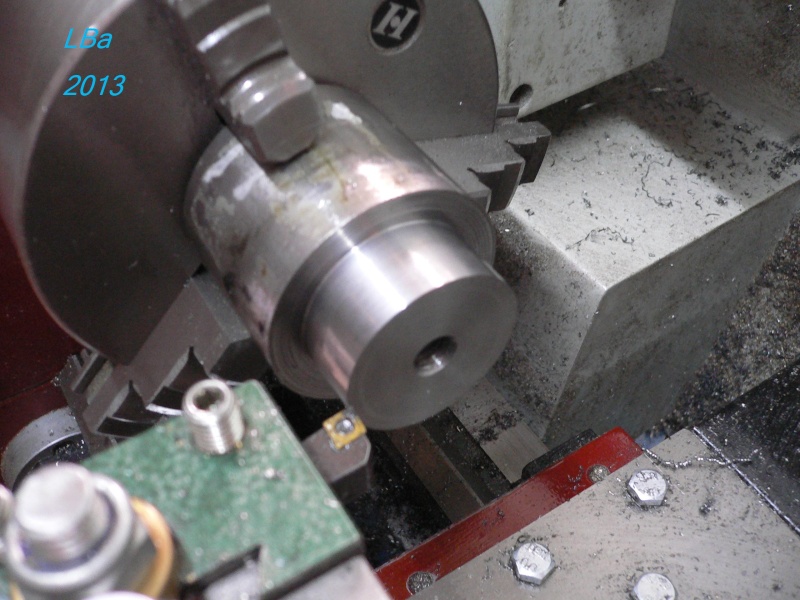
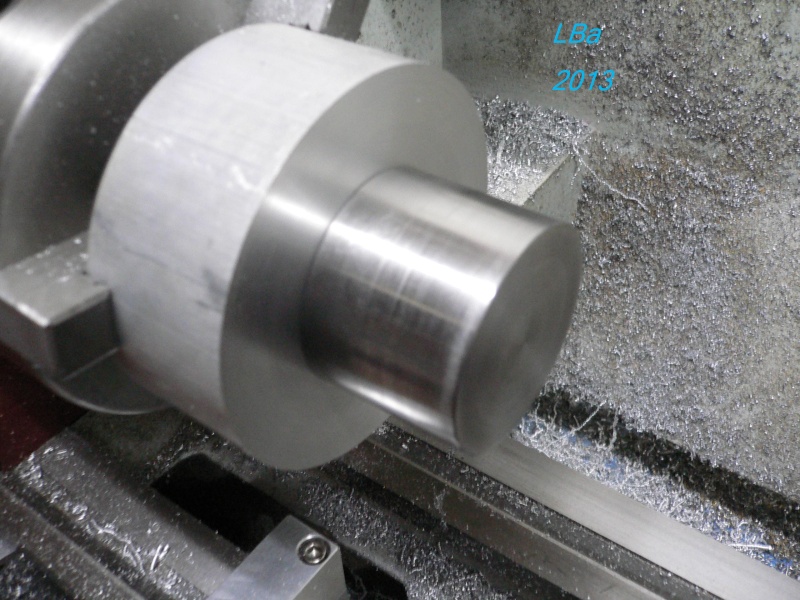
Usinage de la vis en M14 pas de 100
le débit de départ est du Stub de 18 mm de diamétre
usinage d'un épaulement en vue du filetage à 13,8 mm

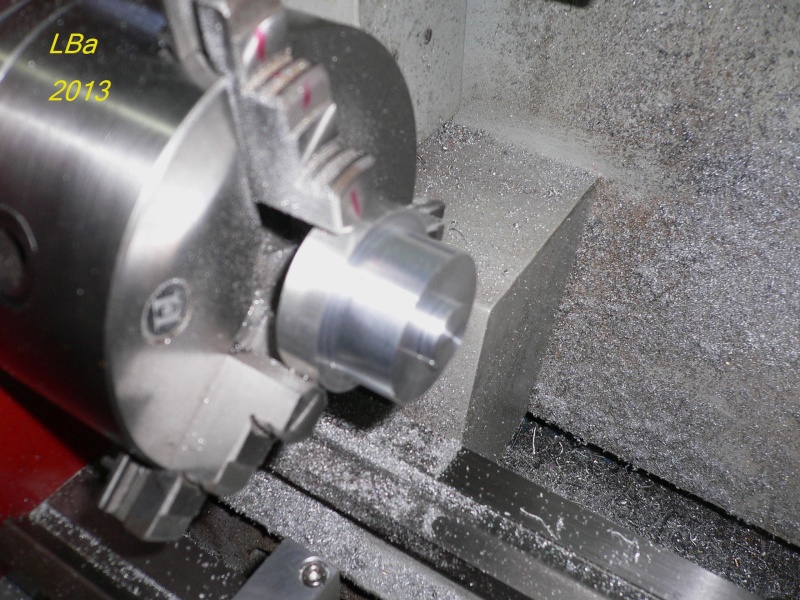
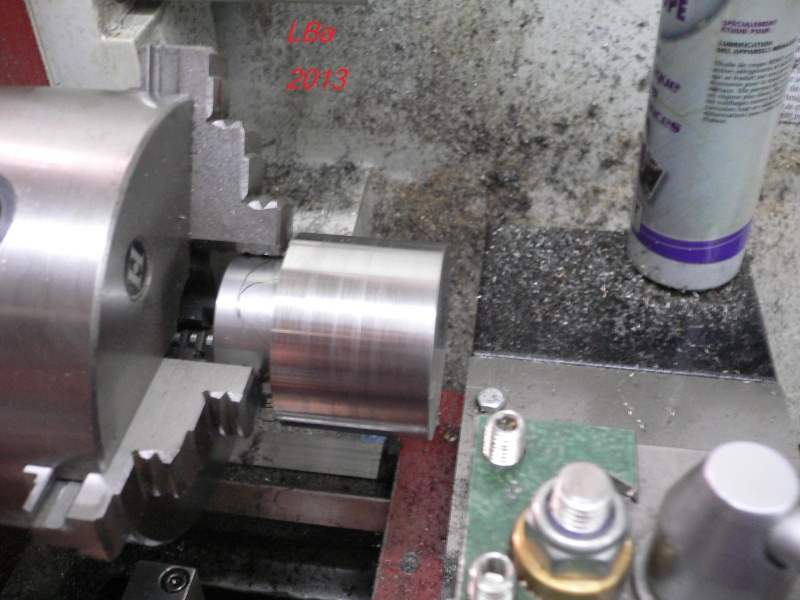
usinage d'une george pour le dégagement de l'outil à fileter
début de l'usinage du filetage

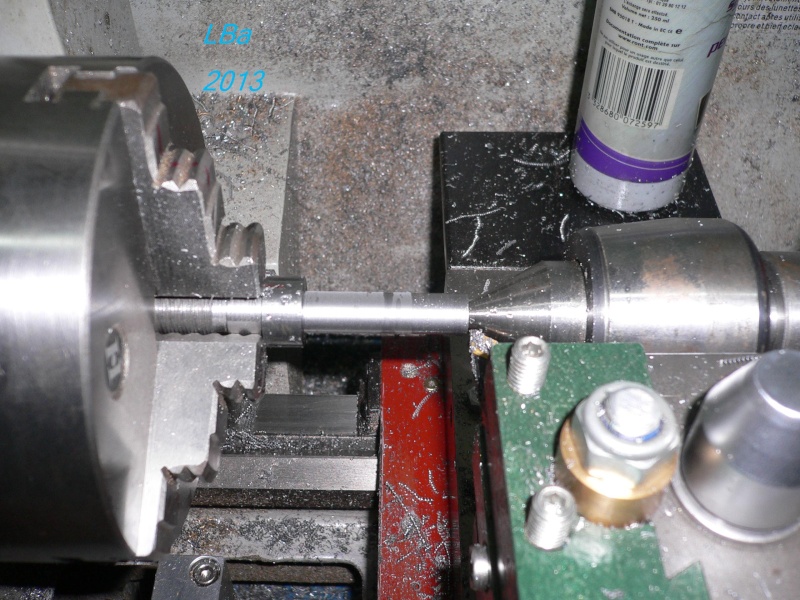
usinage du filetage

controle du filetage par rapport à l'écrou laiton réalisé précédenment
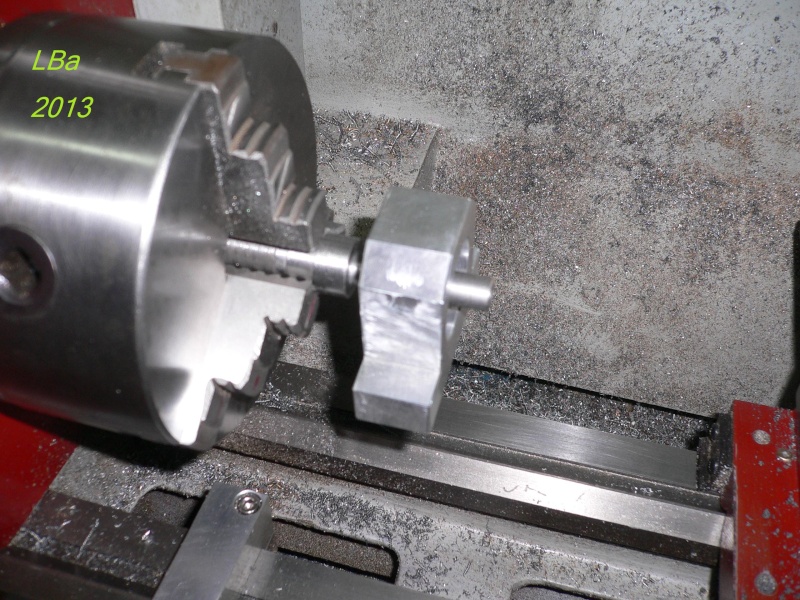
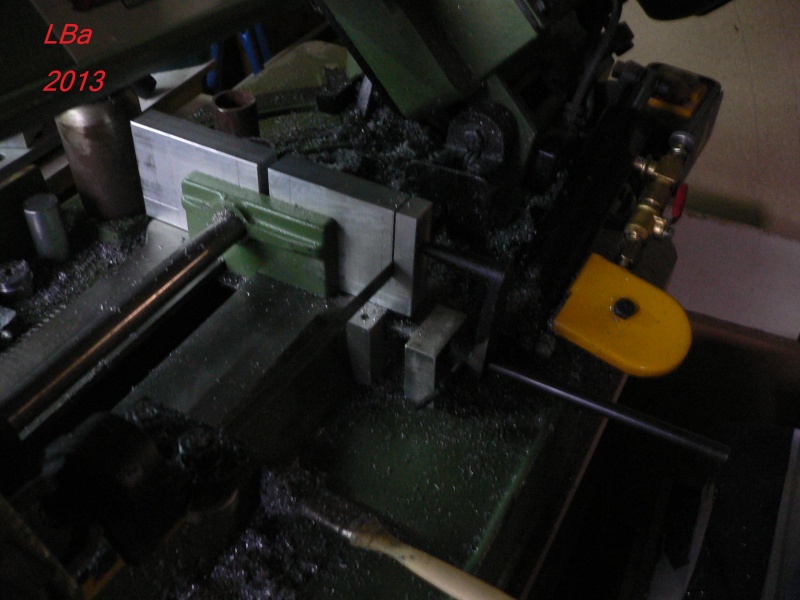
Afin que le support mobile et le support fixe soient axés, je les ai immobilisé avec du double face puis mis
en place dans l'étau de la fraiseuse et ensuite serrés avec des pinces étau afin de les percer

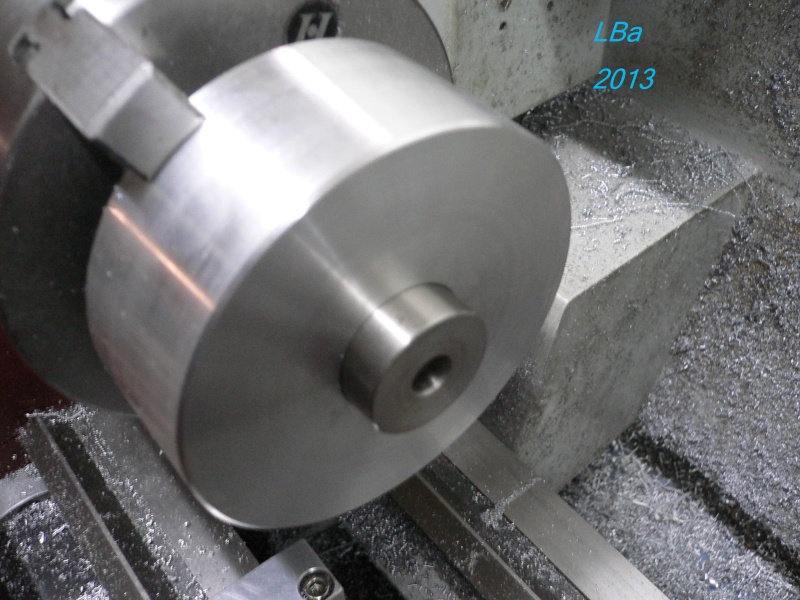
aprés mise en place sur la fraiseuse premier perçage à 12 mm
l'une des piéces devant avoir un alésage épaulé sera reprise au tour en mandrin 4 mors
séparation des supports (on apperçoit le double face sur une des piéces)
le support ayant un alésage traversant (sans épaulement) est resté en place dans l'étau
contre perçage du support à 19 mm avant alésage
alésage du support avec la téte à aléser

controle de l'ajustement alésage support/écrou laiton
l'ajustement étant gras
perçage pour une immobilisation mécanique de l'écrou
taraudage du perçage
l'ajustement gras ma incité à percer et tarauder pour immobiliser l'écrou
j'ai opté pour un ajustement gras pour le cas ou il faille démonter l'écrou
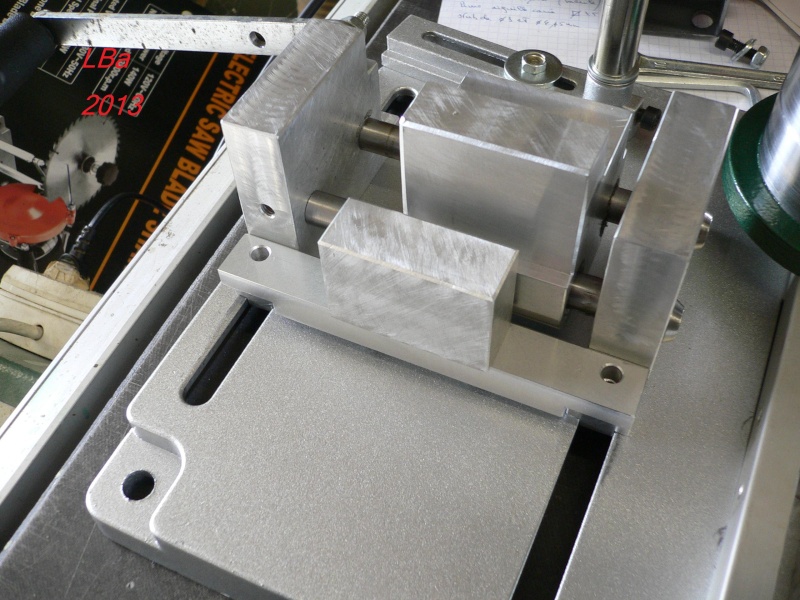
le support et l'écrou en place

l'écrou dans le support vue sous un autre angle
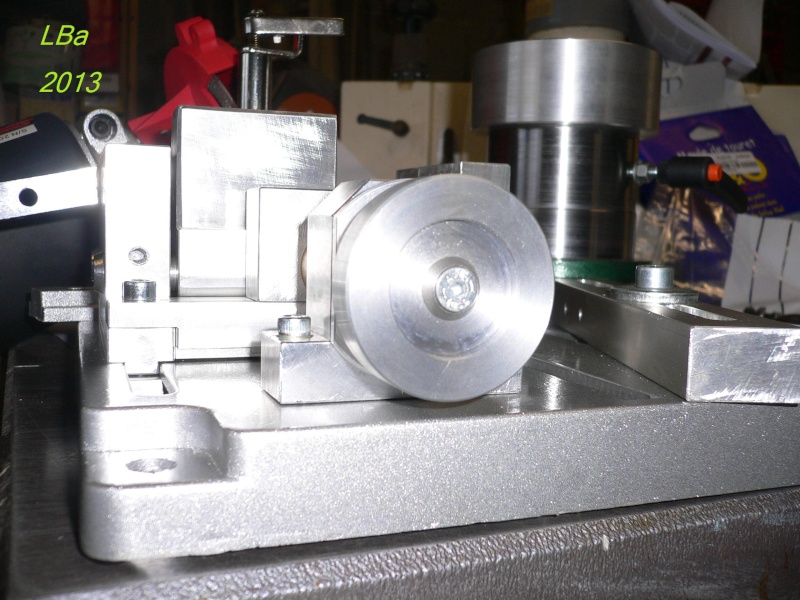
support avec l'écrou en place sur l'ensemble support meule
à droite de la photo, se trouve l'ébauche du support fixe
USINAGE du deuxiéme support (fixe)
Etant déja percé (voir ci-dessus), montage du support en mandrin 4 mors du tour
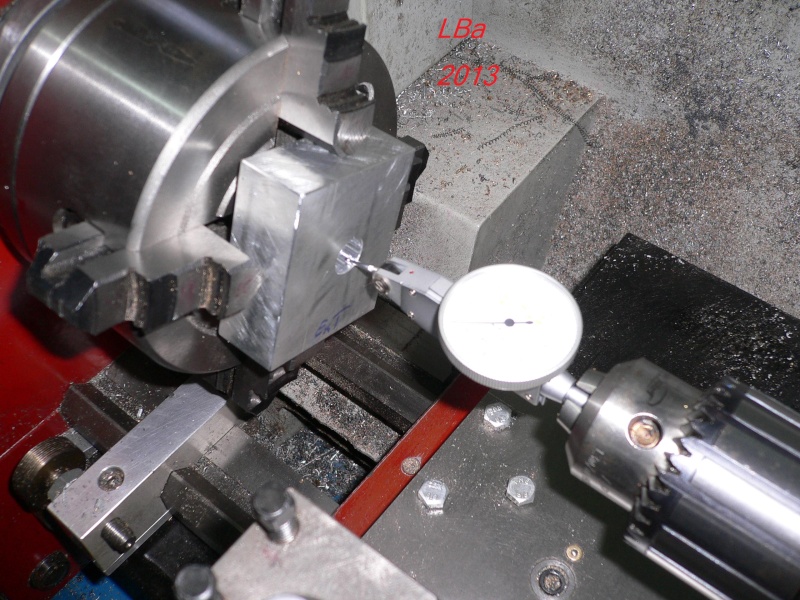
centrage/dégauchissage de la piéce sur le mandrin 4 mors (d'ou l'utilité du perçage effectué précédenment)

contre perçage de la piéce avant l'alésage épaulé

alésage du support

alésage vue autrement

ébauche à la scie à ruban de deux épaulements pour donner une forme ici un coté

ici l'autre coté
aprés deux coups de scie à métaux à main
les épaulements sont ébauchés

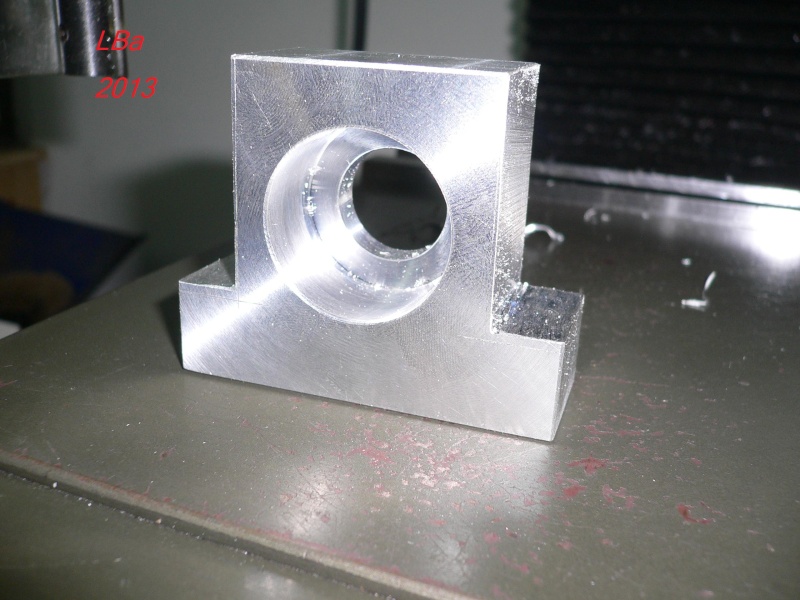
fraisage de finition/mise à la cote des épaulements

ensuite fraisage de deux pans à 45°
le support est usiné en partie
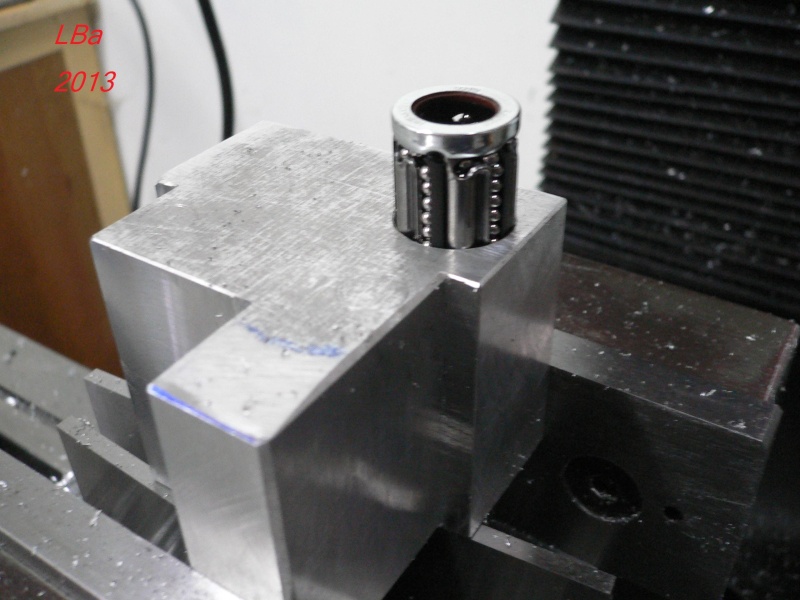
L'alésage reçois un roulement à bille

montage du roulement à la presse à main (premiére phase)

deuxiéme phase du montage du roulement avec une entretoise (en appui sur la bague extérieur du roulement)
afin de pousser celui-ci en fond d'alésage comme ceci :

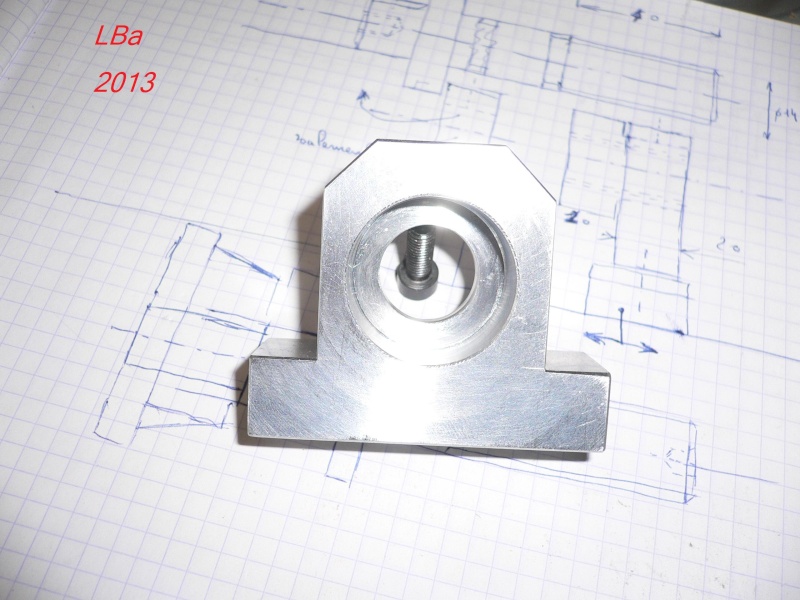
Ceci étant réalisé, retour sur la vis de déplacement, il reste de l'usinage à faire
perçage (en gardant un point de centre) à phi 4,2 mm pour un taraudage à M5
usinage de la portée de roulement du palier
controle de l'ajustement vis/palier
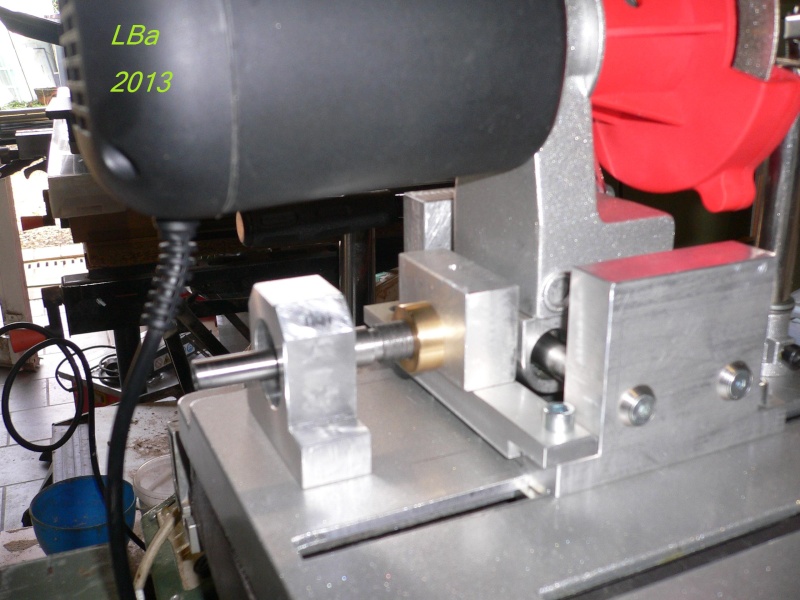
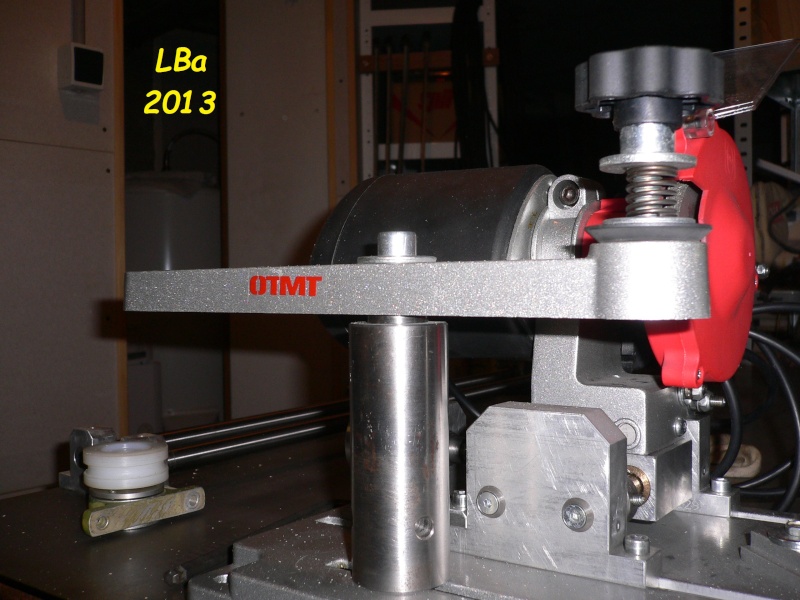
positionnement du palier sur la semelle pour vérification
tout ne va pas trop mal, à part le fil électrique du moteur qui risque de géner
aprés réflection, je vais pouvoir tourner le moteur d'un quart de tour,pour celà, il faut que je modifie la
fixation du carter de protection de la meule, rien d' irréalisable, juste un bidouillage à faire
FLASQUE SERRAGE/PROTECTION ROULEMENT
aprés débit d'une rondelle d'alu:
centrage du brut dans le mandrin

dressage de la face

perçage à phi 9,9 mm avant alésage
alésage à phi 10 mm
désolé, j'ai perdu deux photos, la reprise de la flasque pour usiner un épaulement et le dressage de la seconde face

essais de la flasque dans le palier

contre perçage de la flasque
alésage à phi 18 mm
aprés perçage/taraudage de 3 M3, la flasque est solidaire du palier

fraisage d'un coté de la flasque
fraisage de l'autre coté de la flasque
perçage de deux phi 5 mm pour la fixation du palier sur la semelle

montage à blanc du palier sur la semelle
Maintenant que tout à l'air d'étre OK, pointage (à la volée) de la position du palier sur la semelle

réalisé à la perceuse sans fil
perçage de la semelle, celle-ci, étant peu épaisse à mon gout pour etre taraudée
j'ai choisi l'option d'utiliser des inserts taraudés à sertir
vue des inserts

pour leur sertissage, j'utilise ce genre de pince manuelle
la tige de traction et l'enclume est fonction du diamétre de la vis

les inserts sertis (sur la fléche, on peut appercevoir le bourelet de sertissage de l'insert)
Apres la fixation du palier et essais, je me suis apperçu que le palier mobile et son support bougeait
(il est desserré pour le réglage de prise de passe)
j'ai donc goupillé le support sur les paliers des coulisses
perçage du goupillage
le goupillage réalisé (les goupilles sont tirées dans du stub de 3 mm)
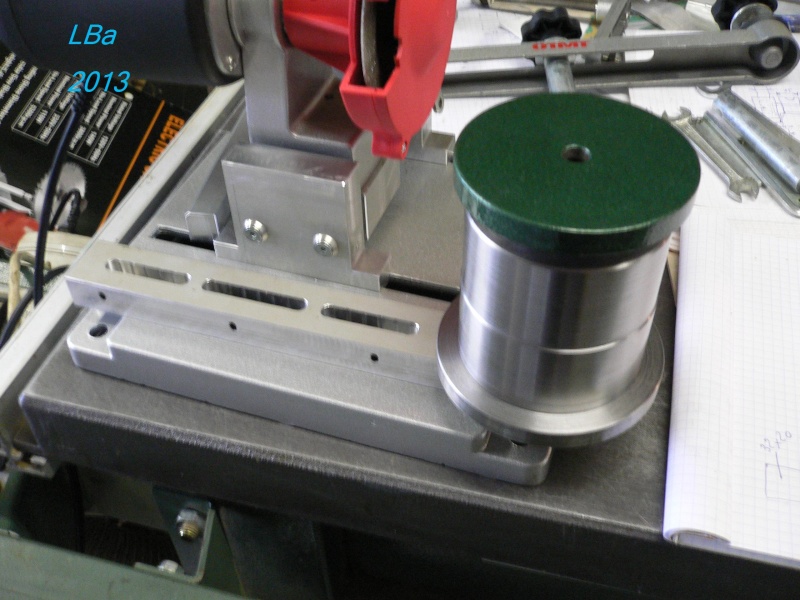
USINAGE du VERNIER
le vernier est à partir de rond alu de 50 mm
dressage de la face et usinage d'un épaulement
usinage d'un second épaulement

perçage avant alésage

alésage à 10 mm
aprés retournement de la piéce :

dressage de la face et chambrage
GRAVAGE DU VERNIER
celon le principe que j'ai déja utilisé, gravage sur le vernier, de divisions
pour cela aprés avoir fixé ma bande papier (gabari) sur le mandrin du tour à l'aide de ruban adhésif
monté la pointe de repérage, et la piéce dans le mandrin début des opérations
début du traçage des dixiémes
les dixiémes sont tracés
pour la longueur du traçage je positionne la butée de banc (longitudinal)
repére sur le gabari papier pour le traçage des centièmes
les centièmes sont tracés, la valeur entre deux divisions est de 2 centièmes

le réglage micrométrique de prise de passe en place
autre angle de vue du réglage micrométrique
j'ai aussi mis une butée sur les coulisses pour le déplacement du moteur
aprés débit

perçage et taraudage de la butée de déplacement
la butée usinée
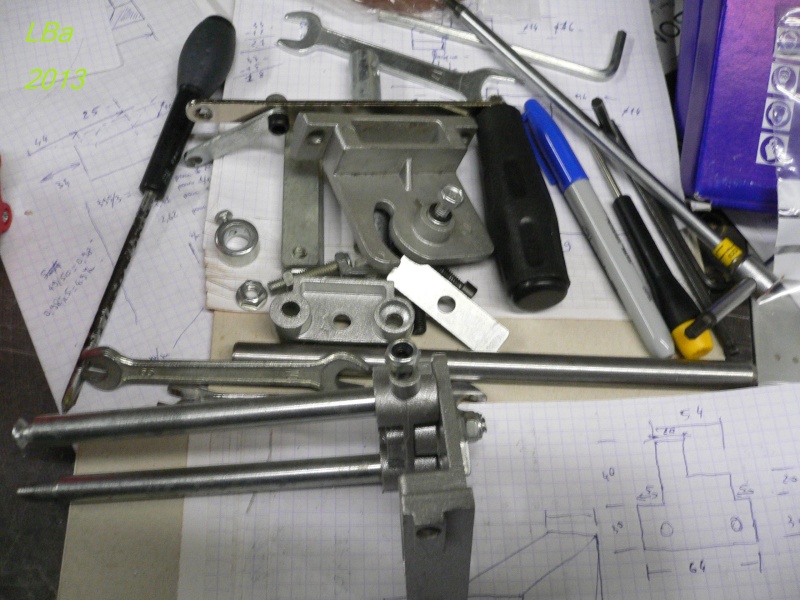
Ensemble piéces à remplacer
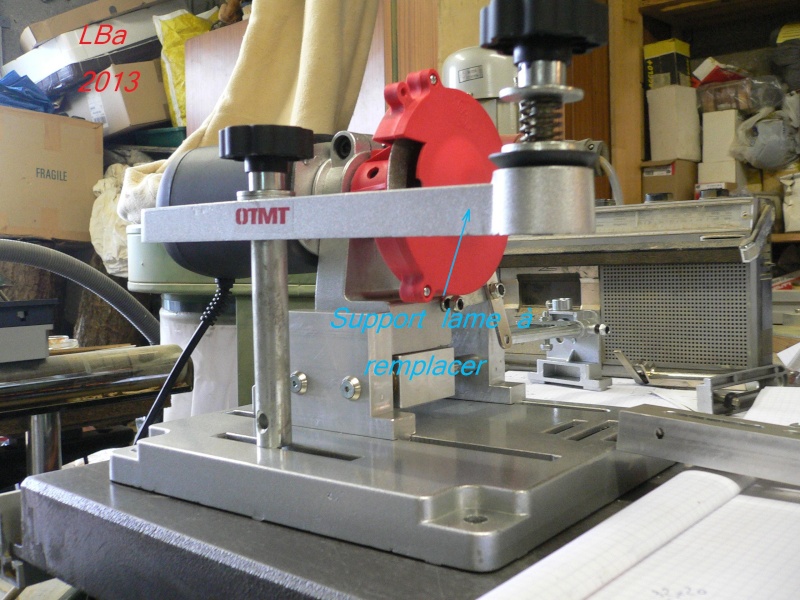
Le support sera constitué de plusieurs piéces
Coulisse de réglage de positionnement de la lame
usiné dans un barreau d'alu
perçage de trous tangents
fraisage afin de réaliser 3 rainures (pour le réglage de positionnement de la lame)
puis perçage d'un phi 10 mm pour le montage d'un support
ensuite fraisure (sur le phi 10) pour noyer la téte de vis
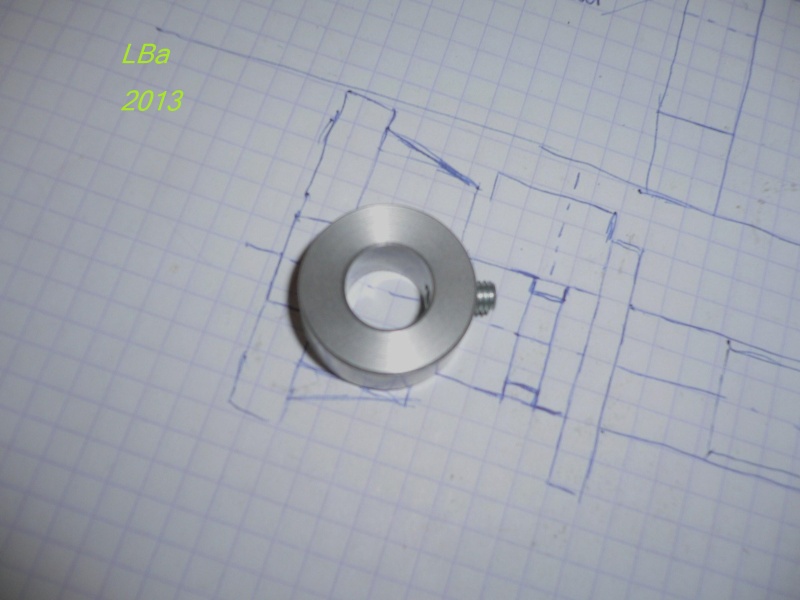
La flasque de serrage de la lame de scie
alésage de la flasque afin de coiffer l'axe support lame
controle de l'ajustement flasque axe support
l'axe est une entretoise de récup au bon diamétre extérieur (correspond à un alésage de lame de 30 mm)
il n'y aura qu'une mise à longueur et repercer à 10 mm l'axe pour faire la rue michelle !!
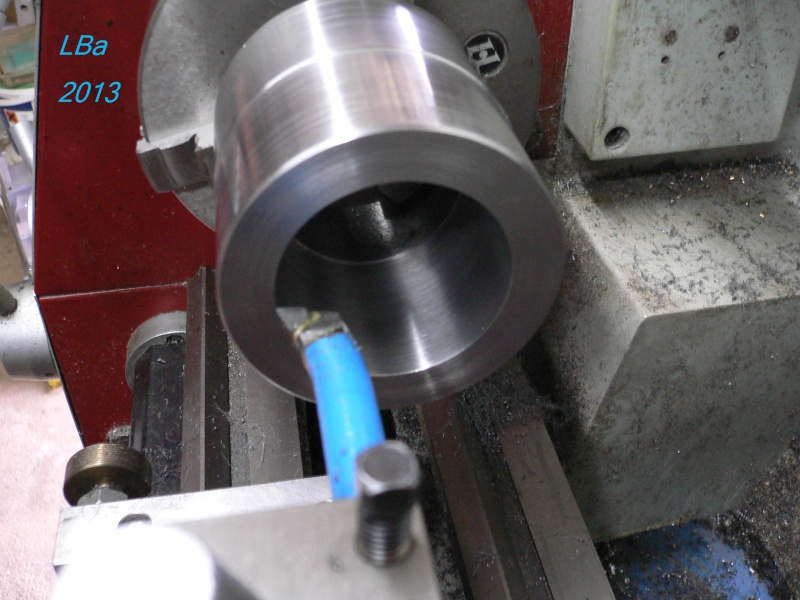
Support bas porte lame
débit du support dans du tube épais
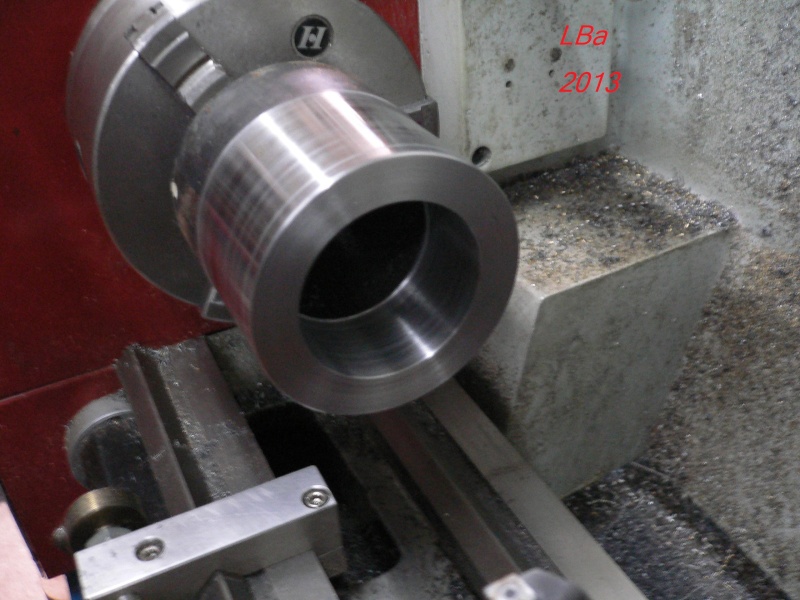
usinage extérieur et alésage
aprés retournement de la piéce (prise en mandrin par l'alésage précédenment réalisé)
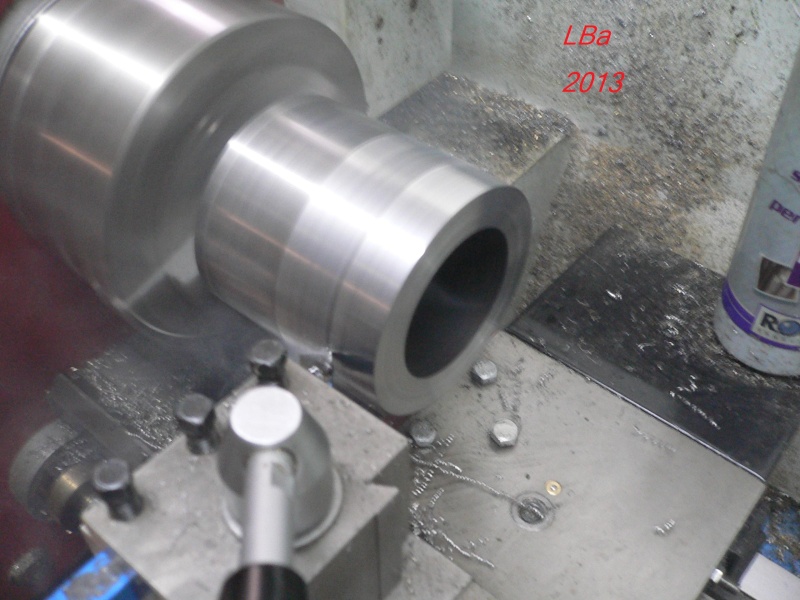
dressage face et usinage extérieur
second alésage (celui-ci recevra un axe rotatif)
perçage/taraudage d'un M6 pour l'immobilisation de l'axe rotatif
Flasque entre support lame et coulisseau de réglage
usiné dans une rondelle d'acier à ferrer les bourricots
usinage d'un épaulement qui se logera dans le support bas

vérification de l'ajustement
reste à faire par la suite, la liaison entre les deux piéces (3 vis à 120°)
perçage avant taraudage à M10

puis fraisage d'une rainure pour loger le coulisseau
cette rainure fera anti-rotation de la piéce
Axe de rotation de lame
perçage/taraudage à M10 dans un morceau d'acier inox
usinage d'un épaulement qui se logera dans le support dessous lame
reprise de la piéce pour l'usinage extérieur qui se logera dans le support bas

vérification de l'ajustement qui doit étre libre tournant sans jeu excessif
petit montage à blanc du nouveau support de lame
il manque une piéce (en cour d'usinage) et quelques usinages sur les autres piéces
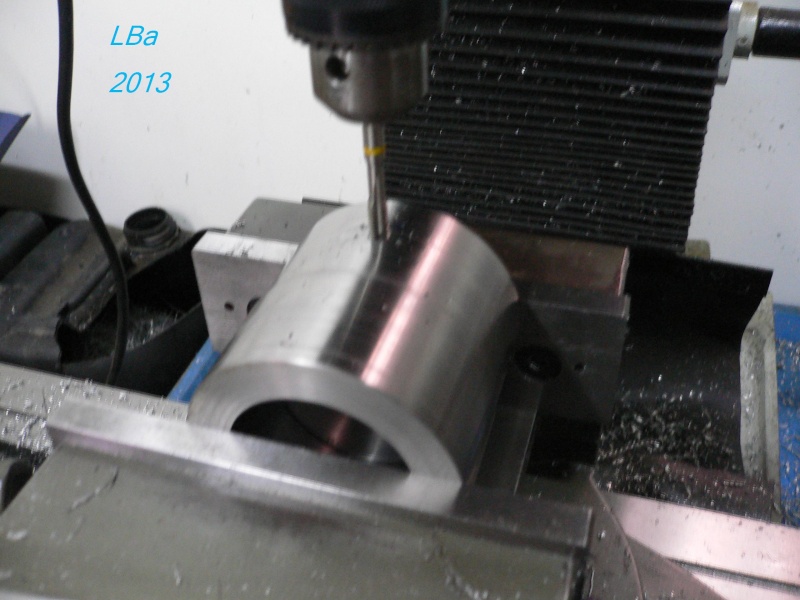
La piéce manquante est le support sous la lame de scie, elle sera en alu

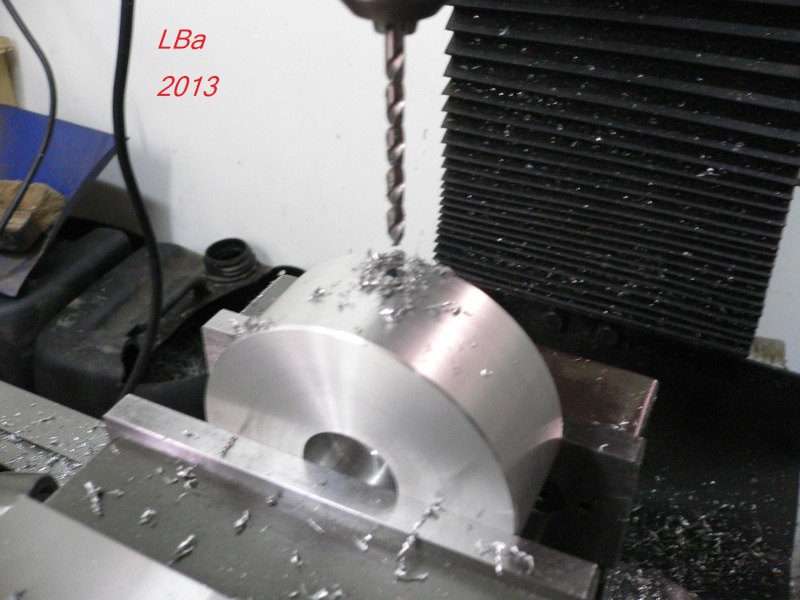
débit de la piéce dans du rond alu de 100 mm

prise en mandrin et dressage d'une face

perçage de la piéce à 10 mm

contre perçage à 15 avant l'alésage (mon outil de 8 ne rentre pas dans un phi 10)
j'ai bien un outil de 6, mais il faut que je fasse son porte outil
alésage pour recevoir l'axe de rotation
vérification de l'ajustement (il est glissant et sera immobilisé par 2 vis)
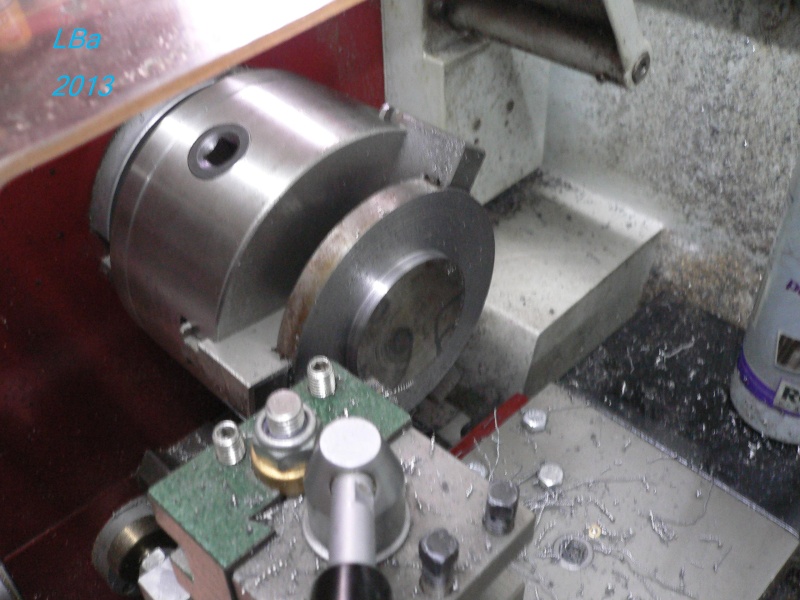
ébauche de l'extérieur en vue d'une reprise

centrage de la piéce sur le mandrin

dressage de la seconde face

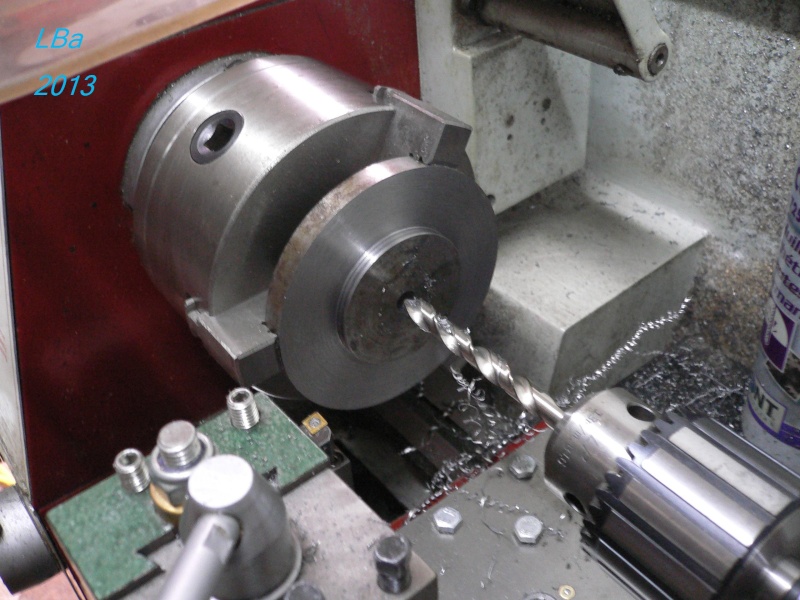
contre perçage avant alésage (méme probléme que ci-dessus)
alésage pour recevoir l'axe de centrage de lame de scie

vérification de l'ajustement (montage glissant, l'axe pouvant etre appelé à changer, en
fonction de l'alésage de la lame à affuter)
montage de la piéce sur l'axe de rotation afin d'usiner l'extérieur de la piéce
perçage taraudage d'un phi 6 mm afin de bloquer l'axe support de lame
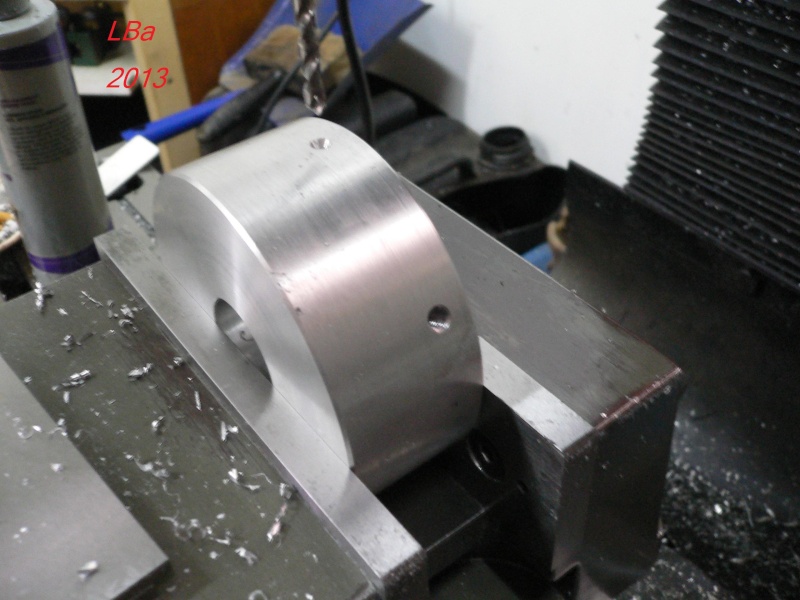
et d'un autre à 60 °
Axe centrage de la lame
étant au bon diamétre pour une lame d'alésage de 30 mm, une simple mise à longueur suffisait
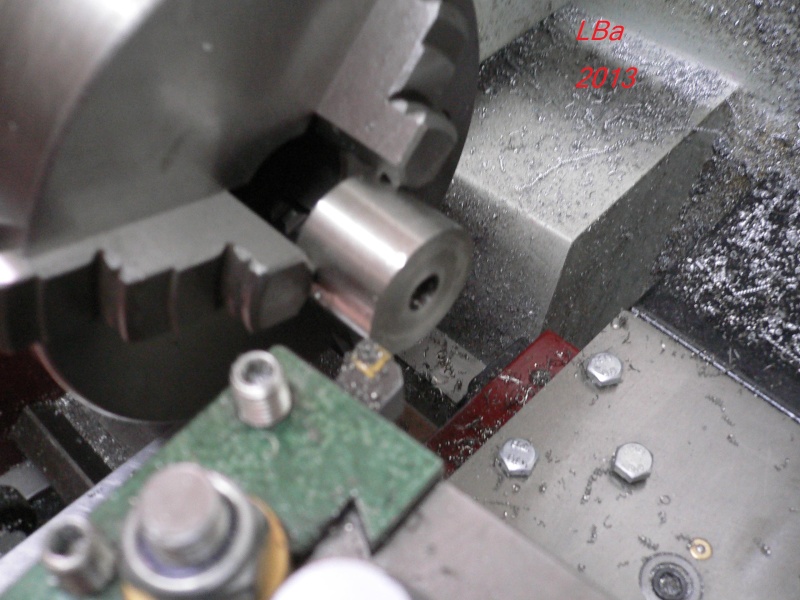
mise à longueur de l'axe
Aprés un montage à blanc des piéces, et marquage de la position sur l'axe rotatif
usinage d'une george pour le logement du bout de la vis de blocage

ébauche de la george sur l'axe

finition de la george sur l'axe
En refaisant un prémontage (avec toutes les piéces) , je me suis apperçu que le support de
lame était trop haut par rapport à l'axe horizontal de la meule

Ah le couillon que je suis parfois, j'ai oublié une hauteur de piéce dans la chaine de cote !
Ratrapage de la couillonnade

recoupe à la scie à ruban du support bas de 10 mm

passage sur le tour pour dresser à nouveau la face
Les piéces étant presque toutes usinées(reste 3 fixations à perçer) un apperçu de l'ensemble

l'ensemble des piéces en kit
Support déplacement moteur en translation
A l'origine, le déplacement du moteur est sur des axes de 10 mm de diamétre dans des alésages
trés court
Ayant des cages à bille de guidage en translation, je vais les utiliser méme si elles sont pour
des axes de 12 mm de diamétre
en faisant celà, j'éspére obtenir un déplacement fluide et pas en godille
Débit du coulisseau dans un bloc d'alu
aprés cubage du bloc, deux coups de scie afin d'éviter de faire du copeaux pour le plaisir

Passage sur la fraiseuse afin de mettre en forme le bloc


la forme du bloc étant obtenue
Perçage et alésage pour les cages à bille
alésage de la premiére cage à bille
essais de l'ajustement de la cage à bille
les cages à bille étant des cages ouvertent, je ne connais pas vraiment la valeur de l'alésage,
c'est un peu au pifométre !
alésage pour la seconde cage à bille

montage des cages à bille à la presse à main
positionnement du moteur sur le bloc coulisseau
Usinage des deux axes
N'ayant pas de barre genre stub (calibré au centiéme) en 12 mm
les axes sont tirés dans de l'étiré inox de 12 mm (calibré à - 2 centiémes) j'ose espérer
que ça ira, à la limite je les referais dans du stub de 12 , il faut que j'en approvisionne

usinage des extrémités des axes un épaulement et un taraudage à 6 mm
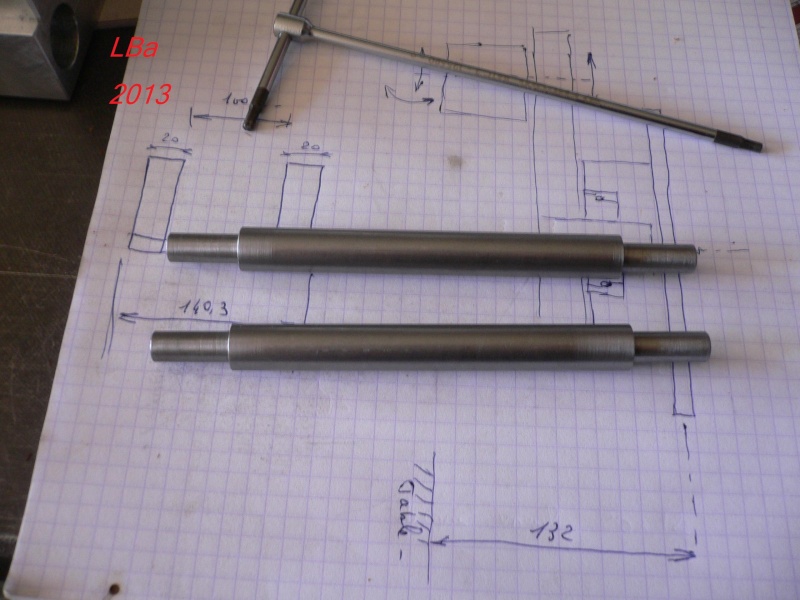
les deux axes sont usinés
Usinage des supports ils sont tirés dans du méplat d'alu de 20 d'épais

premier débit
aprés traçage de la forme,
second débit pour la méme raison, éviter du copeaux pour le plaisir

fraisage de propreté et mise à la cote des supports
perçage/ alésage à 10 des supports pour la fixation des axes
méme opération pour le deuxiéme axe
fraisage du lardon de guidage du support (ces lardons se positionnent dans la semelle de base)
le lardon est usiné
Une reprise des usinages des rainures de la plaque support de base s'impose
les usinages sont bruts de fonderie

reprise de la premiére rainure en fraisage
reprise de la seconde rainure

controle du coulissement du support sur la semelle de base

le coulissement est correct sans jeu excessif
Sur un des supports, j'ai usiné un épaulement afin de fixer la biellettte de déplacement du
systéme

fraisage de l'épaulement et dans la foulée:

perçage/taraudage d'un M6 pour la fixation de la dite biellette
et tant que je tenais les piéces:
perçage de deux phi 6 mm pour la fixation des support sur la semelle de base
Aprés avoir mis en place une lame de scie et commencé les réglages
premiére constatation

le carter de protection de la meule, tape sur la lame de scie et ne permet pas la course
compléte de la meule (la dent ne sera pas affutée sur toute sa longueur
le probléme est particulier à ce type de lame de scie (avec dent anti-recul)
donc modification du carter

un coup de lime queue de rat et c'est solutionné
j'ai donc pu continué l'avancée de l'apprentissge des différents réglages
- positionnement de la lame (en fonction de son diamétre) et profondeur de passe d'affutage
- réglage de l'index de positionnement de la dent à affuter
-réglage du déplacement de la meule
trop de réglage tuant le réglage, l'utilisation de cette affuteuse devient prise de téte ( 1 heure 60) de réglage
pour constater que le travail obtenu peut étre plus que alléatoire, je n'ai pas éssayé de faire une seule étincelle
j'ai tout démonté :
et commencé à actionner mes méninges afin de simplifier et améliorer la chose
que je vais détailler dans les billets à paraitre au fur à mesure de l'avancement du sujet