
Cette ensemble est constitué de plusieurs pièces
notenment un coulisseau avec une pièce fixe monté sur la bague alu (Support excentré)
l'ensemble coulisseau est usiné dans du méplat en fonte, après débit :
usinage sur la partie fixe :

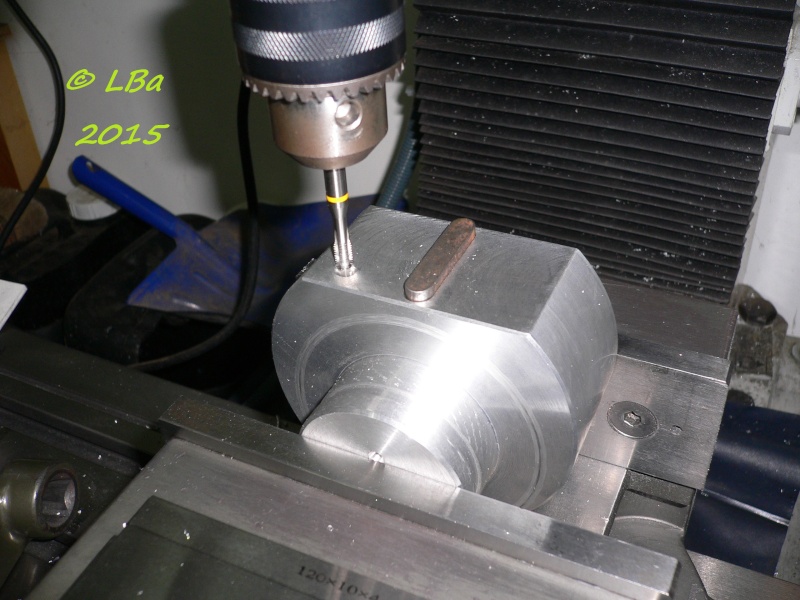
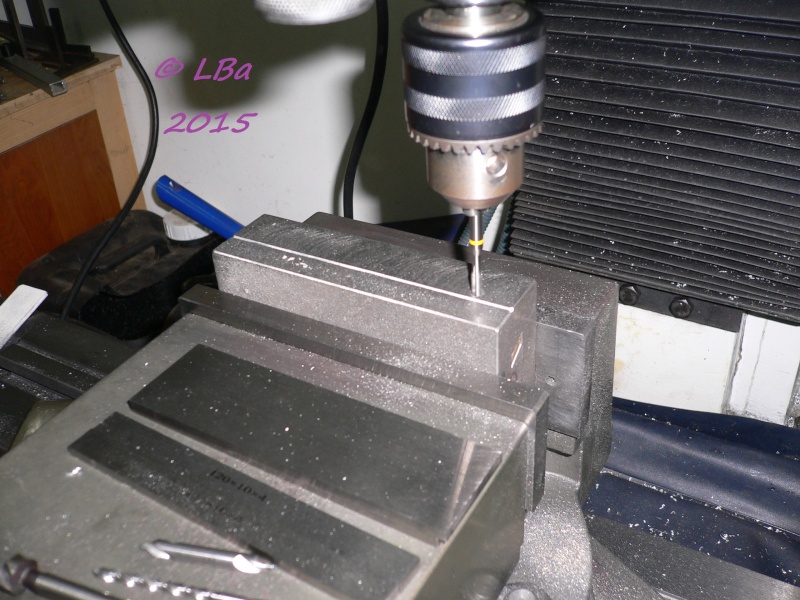
fraisage d'une rainure de clavette pour ce montage:

contrôle du clavetage
en suite :

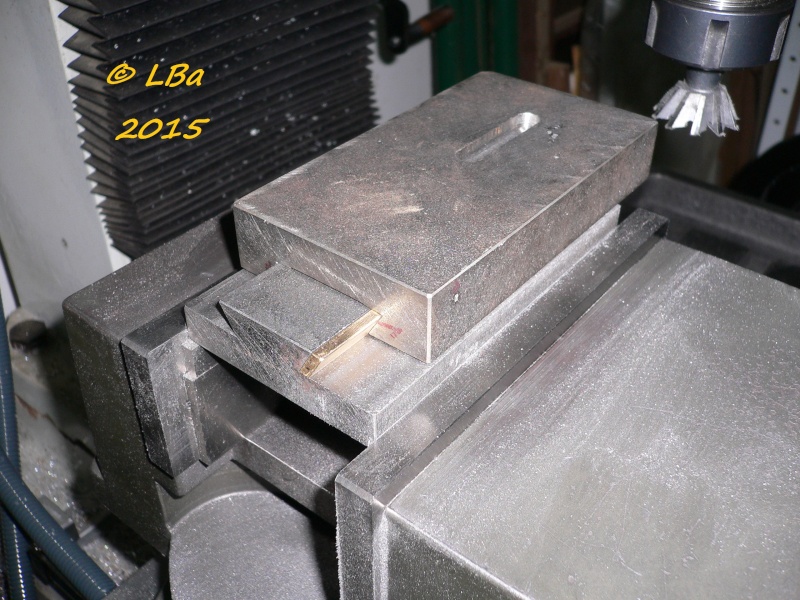
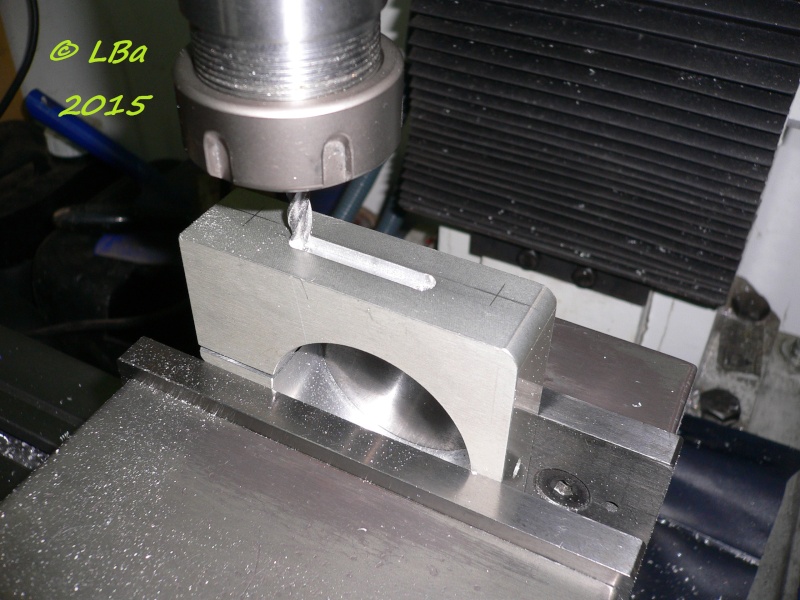
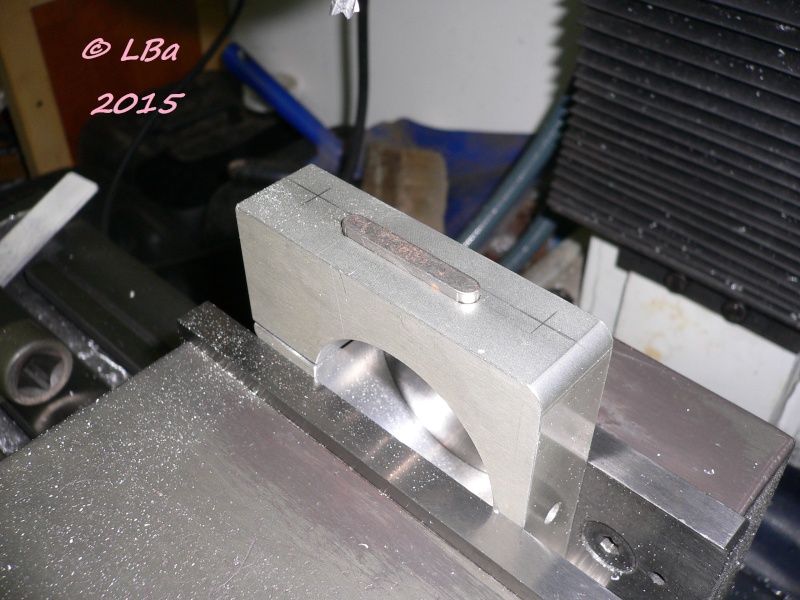
fraisage d'une rainure (centrée dans la largeur de la pièce)
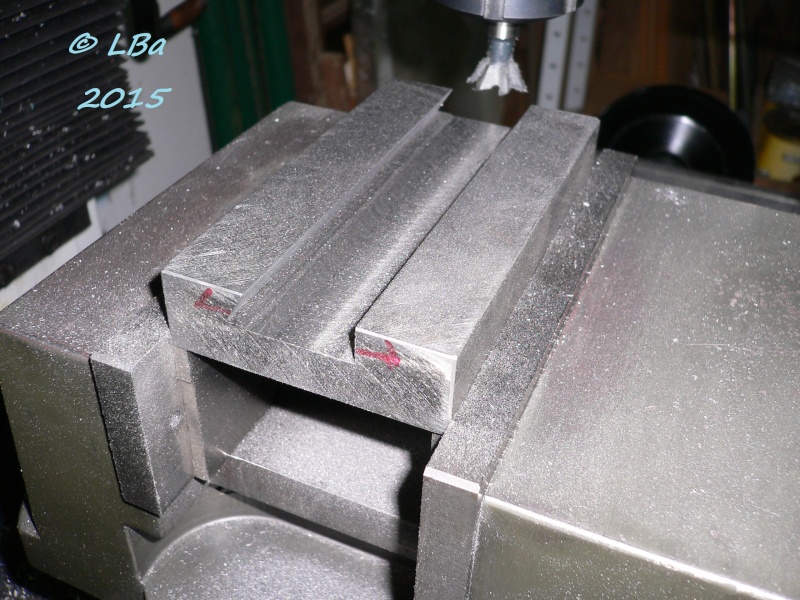
fraisage d'une queue d'aronde sur un coté de la rainure

fraisage d'une queue d'aronde sur le deuxième coté de la rainure
la double queue d'aronde femelle est usinée
usinage du coulisseau mobile :
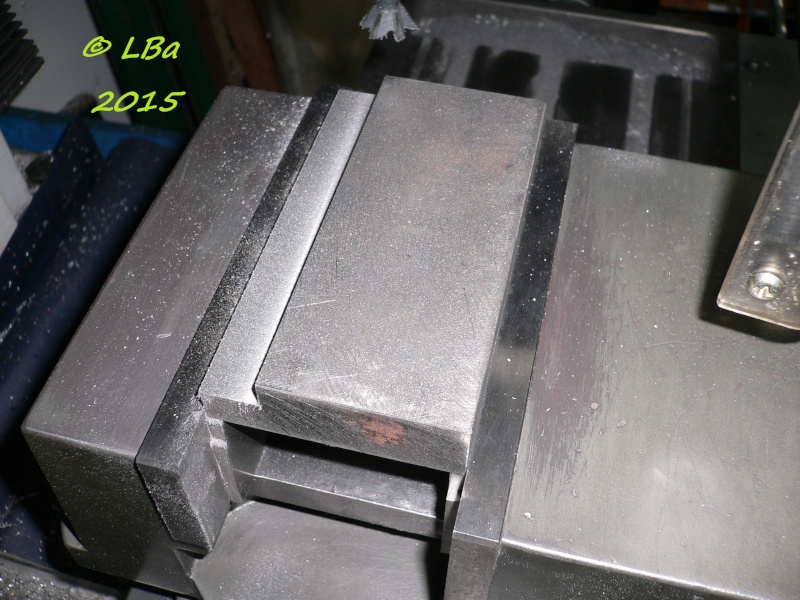
fraisage d'un épaulement
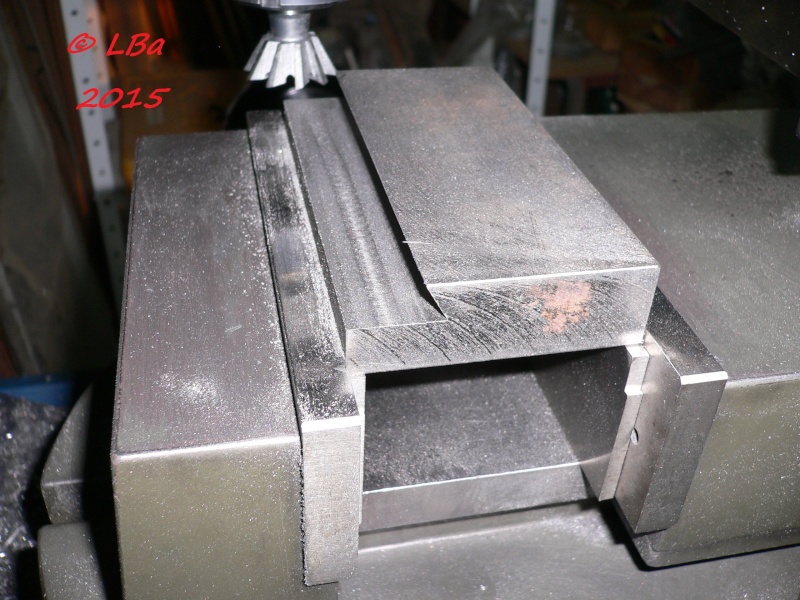
fraisage d'une queue d'aronde

fraisage d'un second épaulement

fraisage de la seconde queue d'aronde
la double queue d'aronde mâle est usinée
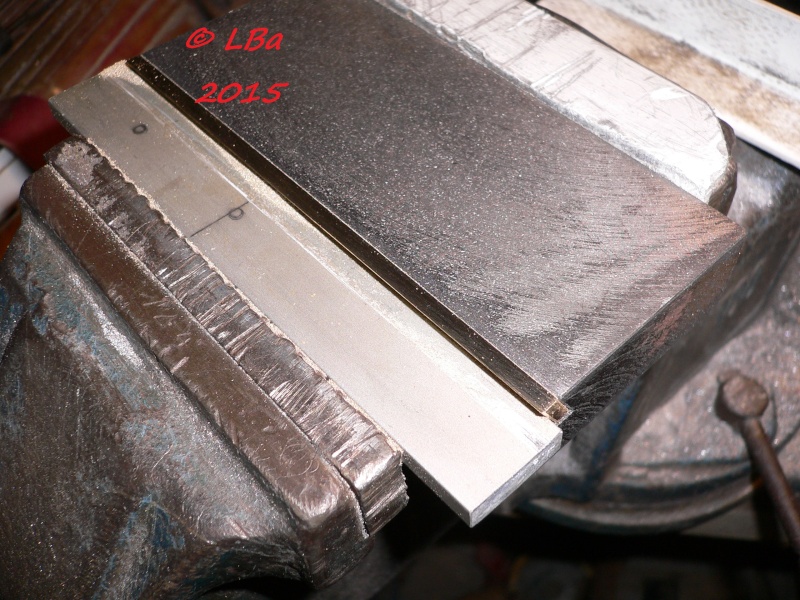
entre les queues d'arondes (mâle /femelle), un lardon (en laiton ) est prévu

le brut du lardon
les dimensions sont en pouce car acheté outre manche pour une histoire de cout par rapport à un
achat en france
l'épaisseur est de 3,27 mm peut importe, je l'ai prévue lors des usinages
les cotés du lardon doivent être anglé, j'ai effectué cette opération à la lime, plus rapide et moins contraignant
que de le faire à la fraiseuse

limage du premier coté
limage du second coté

le lardon ébauché
vérification de l'ajustement des queues d'aronde, juste ce qu'il faut comme jeu pour le coulissement
deux vis de réglage sont prévus et une autre de blocage
Sur le bout de ces vis(en M4), j'ai usiné au tour un téton
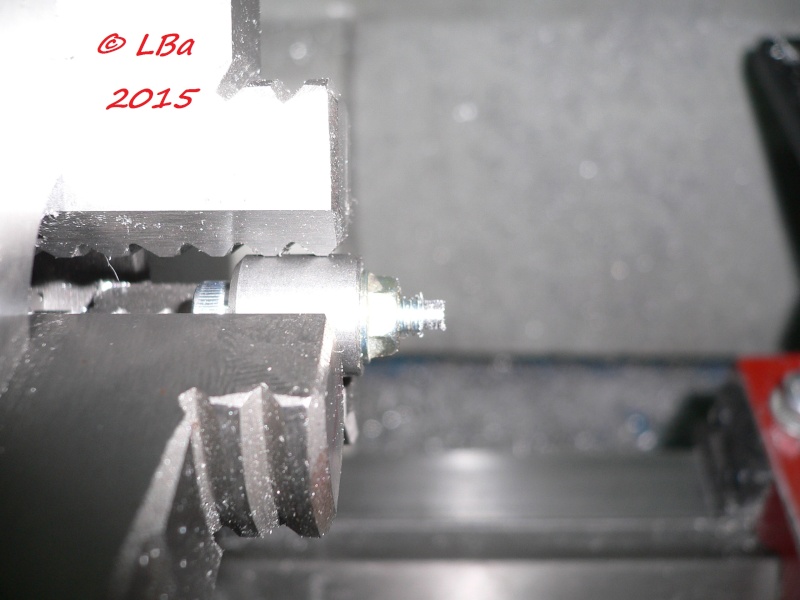
montage de la vis dans une entretoise taraudé à M4 en mandrin et usinage du téton
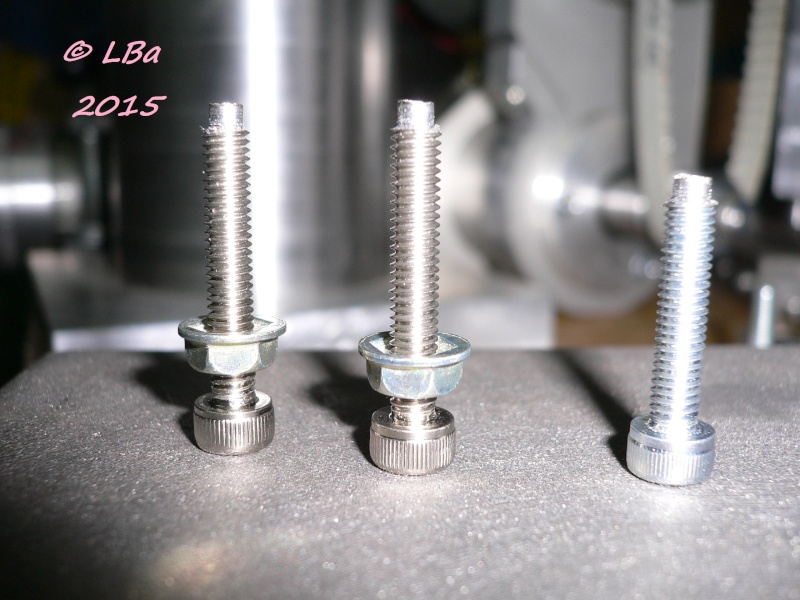
le bout des trois est usiné
Ceci réalisé, perçage sur le coulisseau fixe des fixations avec le support alu
perçage d'un trou au Ø de 4,2 mm
taraudage à M5

contre perçage du coulisseau au Ø de 5,2 mm
remontage du coulisseau sur le support alu, mise en place d'une vis Chc de M5 et :
et perçage au Ø de 4,2 mm des trois autres fixations et taraudage à M5

le support alu est percé et taraudé
lamage pour vis Chc de M5 du coulisseau fixe (les trois fixations précédemment réalisées ont été contre-
percées au Ø de 5,2 mm avant)

le coulisseau fixe et les lamages de tête de vis Chc

le coulisseau fixe en place
Ceci réalisé:
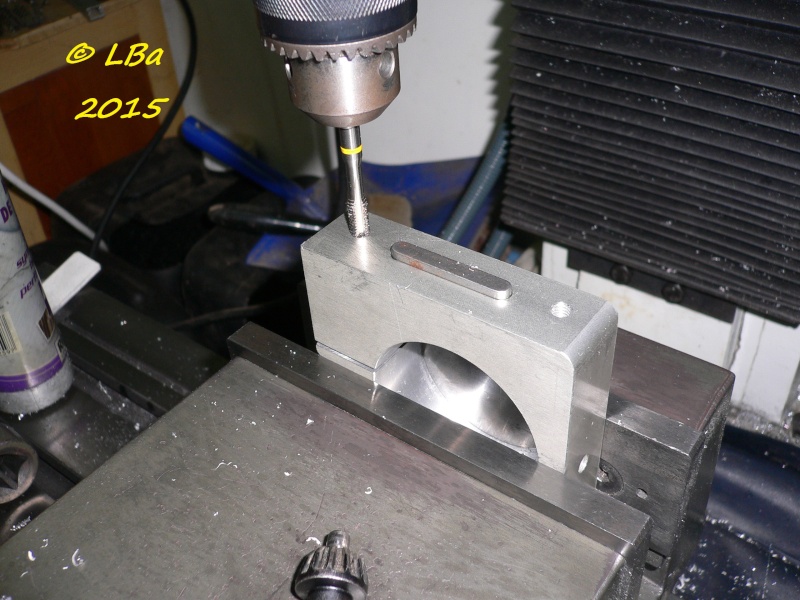
perçage/taraudage des vis de réglage sur les coulisseaux
coulisseau mobile en place dans le coulisseau fixe avec le lardon en laiton, serrage du tout dans l'étau
perçage au Ø de 3,2 mm pour une vis de rélage
la profondeur du perçage est très importante, je dois marquer le lardon laiton sans le traverser
taraudage à M4
ces deux opérations , je les répété 2 fois pour réaliser deux réglages et un serrage

le marquage sur le lardon de la position des vis

pré-réglage du jeu des coulisseau

vérification du pré-réglage des coulisseaux

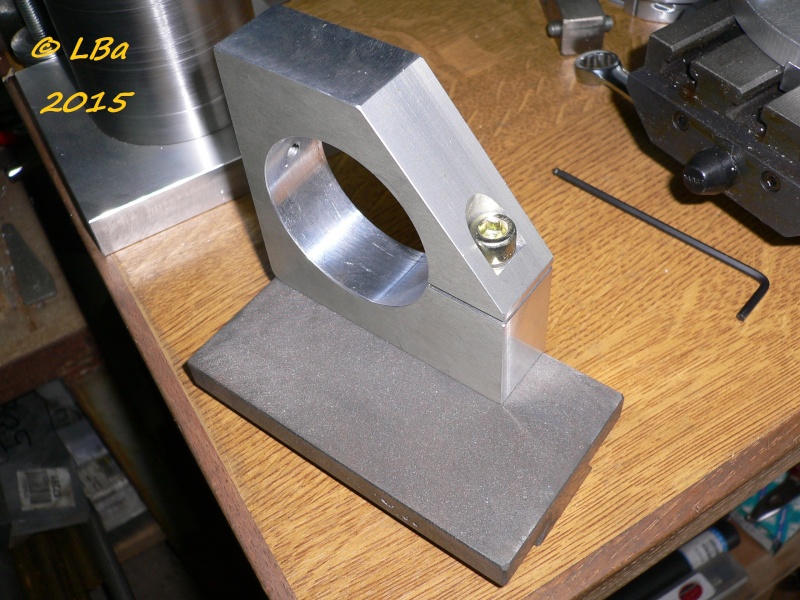
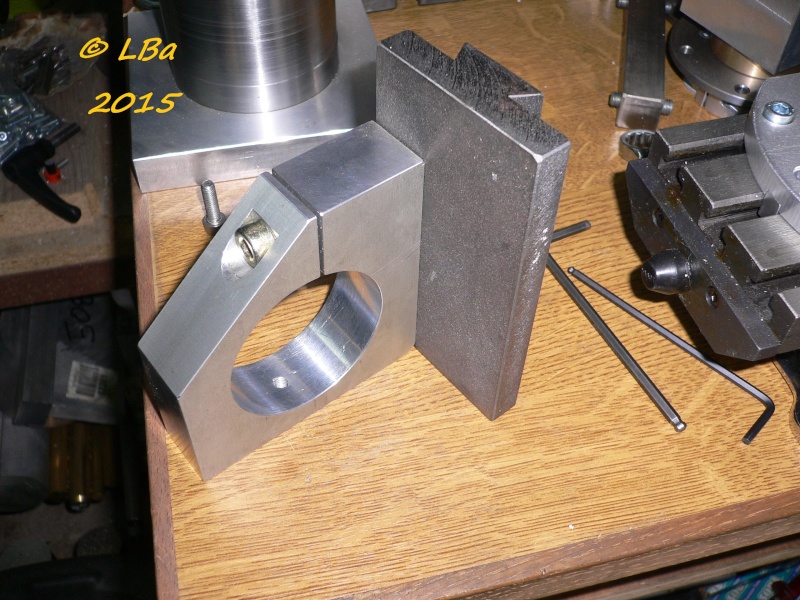
l'ensemble des coulisseaux en place pour une p'tite visualisation
Ensuite, j'ai entrepris la fixation de l'ensemble moteur/broche meule sur le coulisseau mobile
la fixation est constituée de deux vis tête fraisée et d'une clavette
j'ai commencé par :
usiner une rainure pour une clavette de 6 mm sur la support en alu
contrôle de l'ajustement rainure /clavette

j'ai usiné le même genre de rainure sur le coulisseau mobile
contrôle du clavetage des deux pièces
le travail effectué me satisfaisant, je suis passé à la fixation par vis :

pointage du coulisseau positionné sur le support

après perçage, taraudage du support à M6

contre perçage au Ø de 6 mm du coulisseau sur la perçeuse à colonne
le support alu, n'ayant pas été démonté de l'étau de la fraiseuse, remise en place du coulisseau mobile
sur le support alu et vissage d'une vis

pointage et perçage au Ø de 5 mm du coulisseau
enlèvement du coulisseau et :
perçage au Ø de 5 mm du support pour la deuxième fixation
taraudage à M 6 de la seconde fixation sur le support

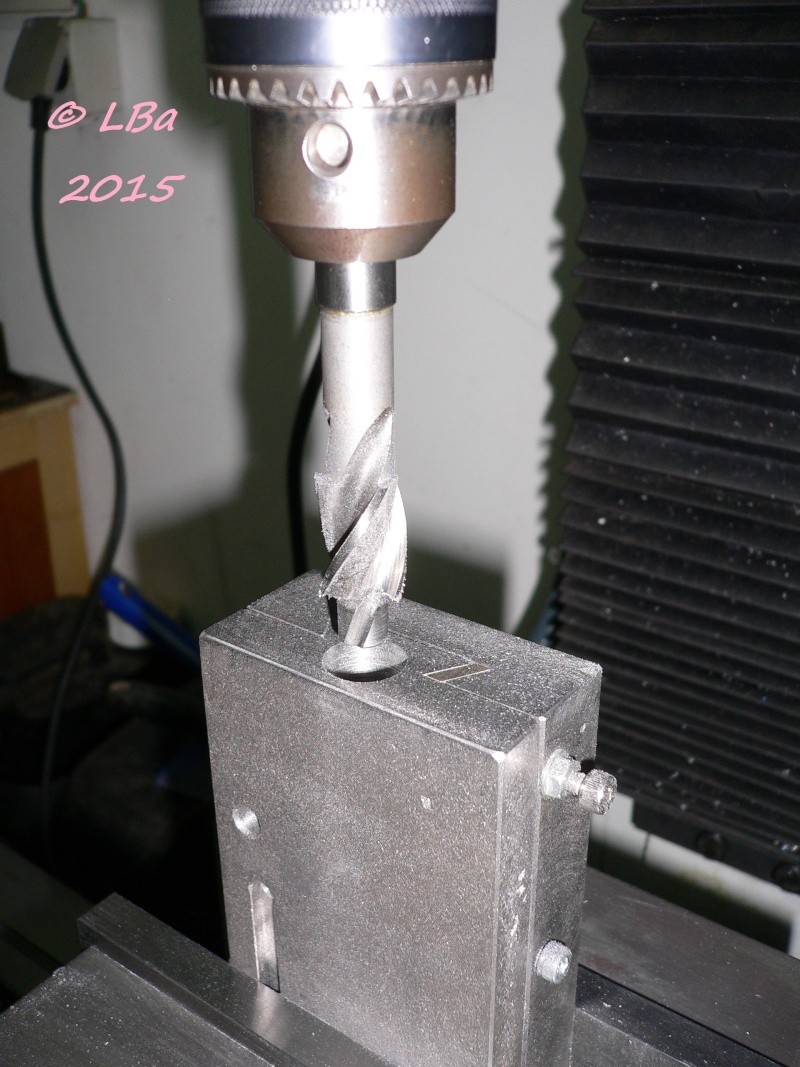
fraisure des deux Ø 6mm sur le coulisseau mobile
auparavent, la seconde fixation avait été contre-percé à 6 mm
la bride support est fixée sur le coulisseau mobile

vue arrière du montage

l'ensemble des pièces en place sur la colonne

autre vue de l'ensemble en place sur la colonne
Tout ça commence à prendre forme, mais il reste encore de l'usinage à faire !
Le déplacement du chariot sera assuré par vis et écrou
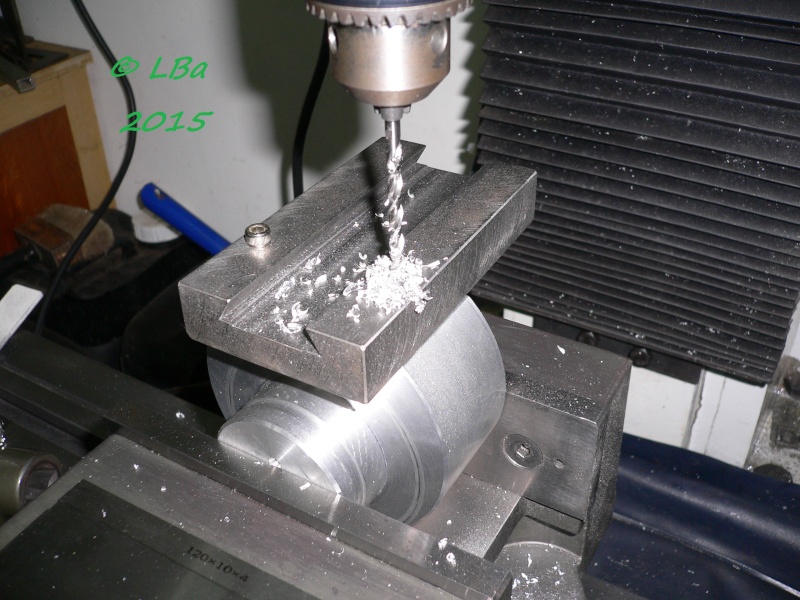
j'ai perçé le chariot mobile pour insérer l'écrou

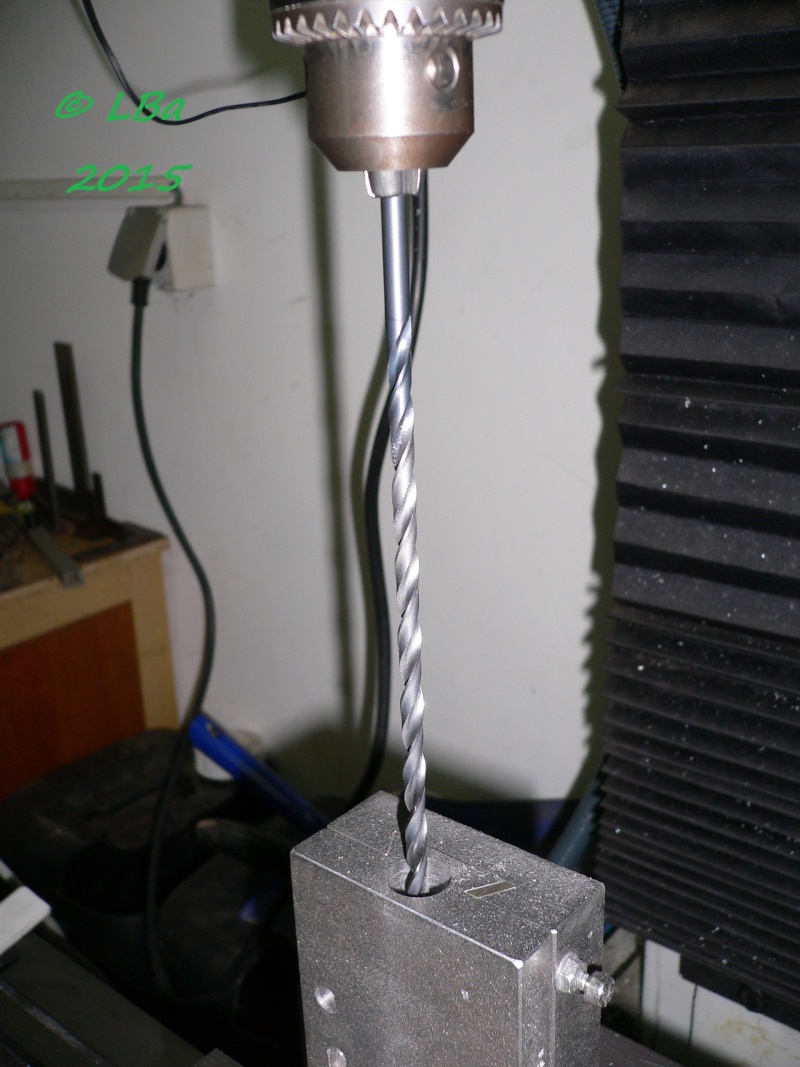
premier perçage au Ø de 5 mm avec un foret serie longue (qui est trop court )
je n'ai pas pue réaliser un trou débouchant pour l'instant

contre perçage au Ø de 8 mm
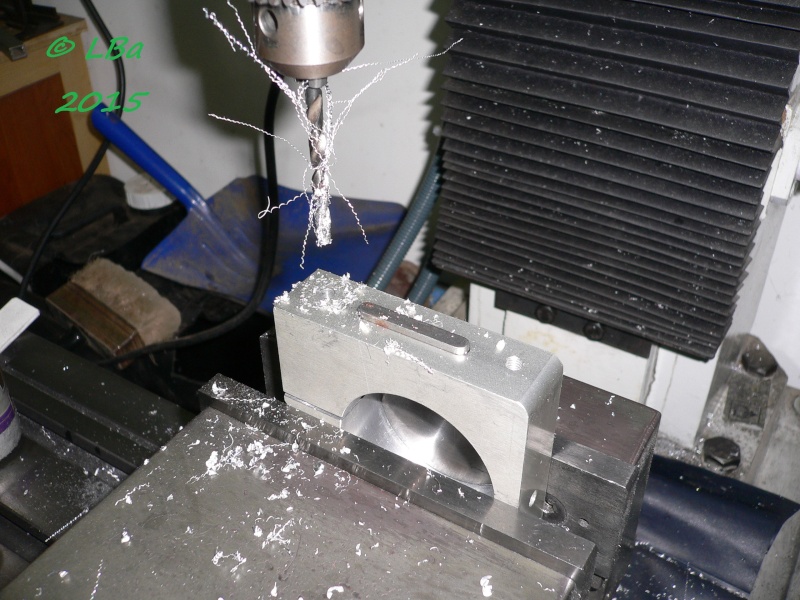
devant perçer plus long que la longueur des listels du foret, j'ai des problèmes d'évacuation
de copeaux
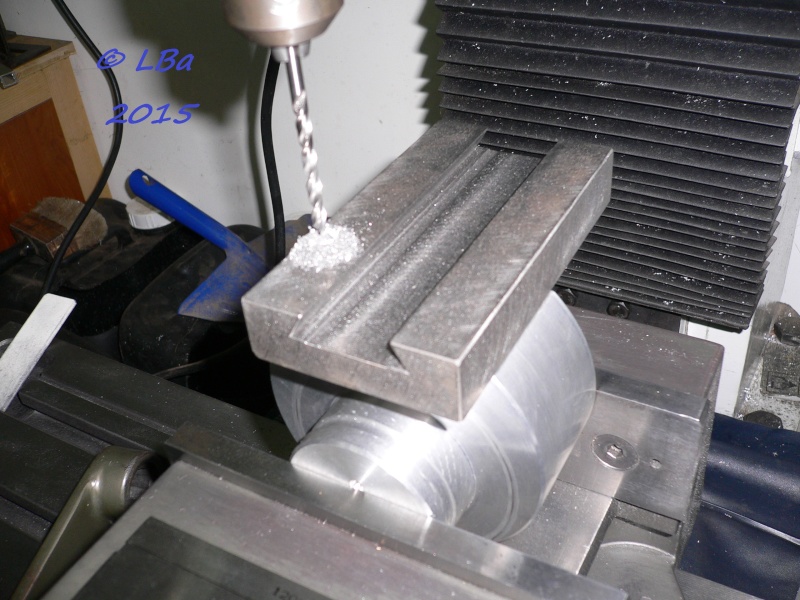
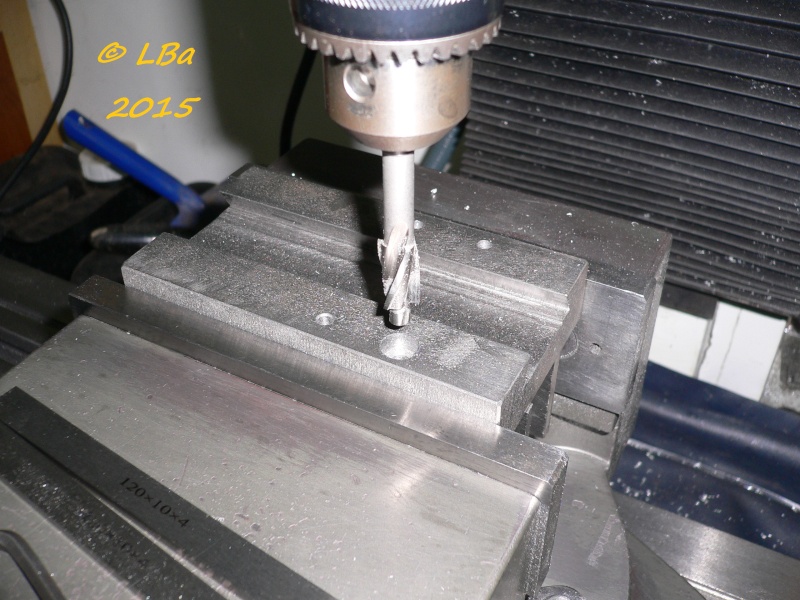
donc lamage avec une fraise à lamer avec pilote (d'ou perçage au Ø de 8mm)
la profondeur du lamage est équivalente à la longueur de l'écrou
en téhorie, le Ø du lamage est de 15 mm et quelques pouillèmes, j'en tiendrais compte lors
de l'usinage de l'écrou
le trou n'est toujours pas débouchant donc :
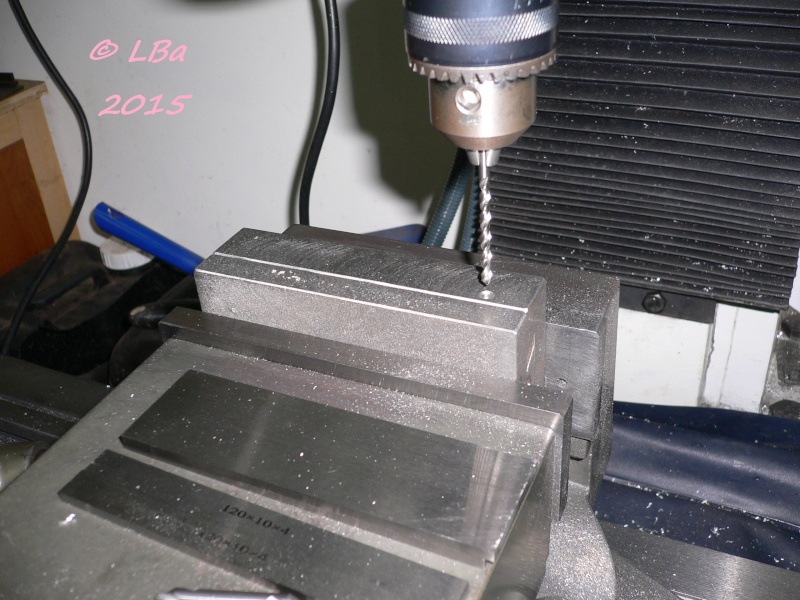
contre perçage au Ø de 5 mm avec cette fois ci un foret série extra longue afin de réaliser
le débouchage du trou
ensuite :

contre perçage au Ø de 11 mm avec un foret série longue et le trou est débouchant
j'ai voulu un trou débouchant, pour la simple raison, que si je dois enlever l'écrou, je puisse le faire,
celui ci étant emmanché à serre

le coulisseau vue coté lamage
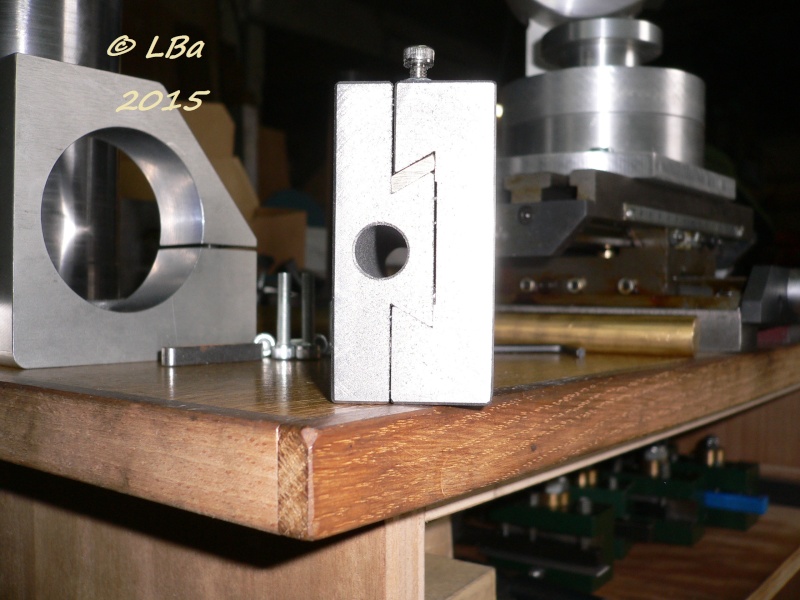
et le coulisseau vue de l'autre bout


