

A partir de rond laiton de Ø 30 mm

usinage du Ø extérieure et d'un premier épaulement

usinage d'un second épaulement

perçage à 6,8 mm

pour la profondeur de perçage, j'ai utilisé mon vernier numérique sur la contre pointe

taraudage à M8

usinage d'une gorge arrondi
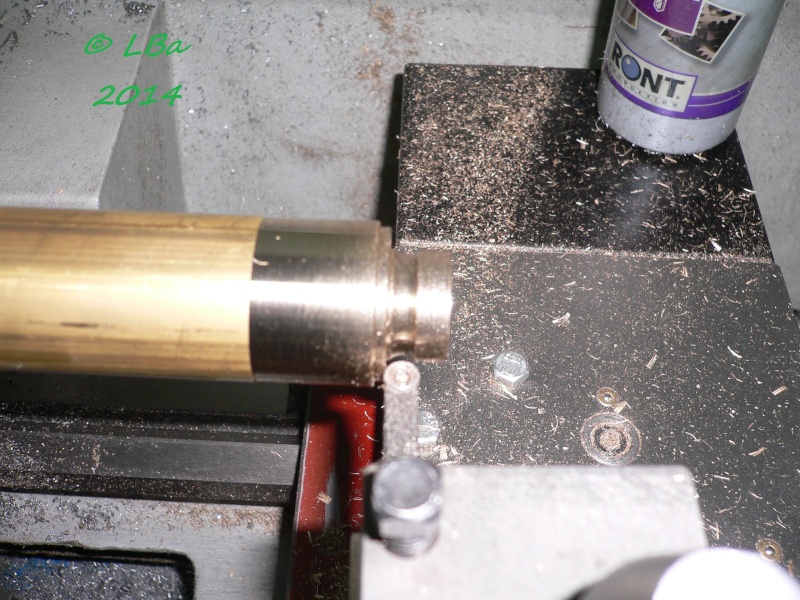
détail de l'outil pour usiner la gorge arrondie

usinage d'un moletage pour une bonne préhension de la pièce à l'usage
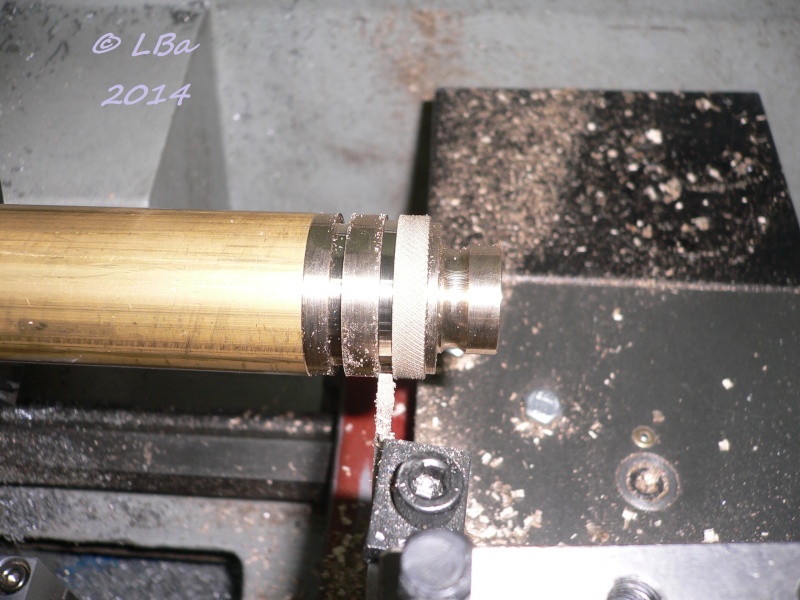
usinage d'une gorge à fond plat et début du tronçonnage de la pièce
la pièce coupée, reprise de celle -ci pour usiner :
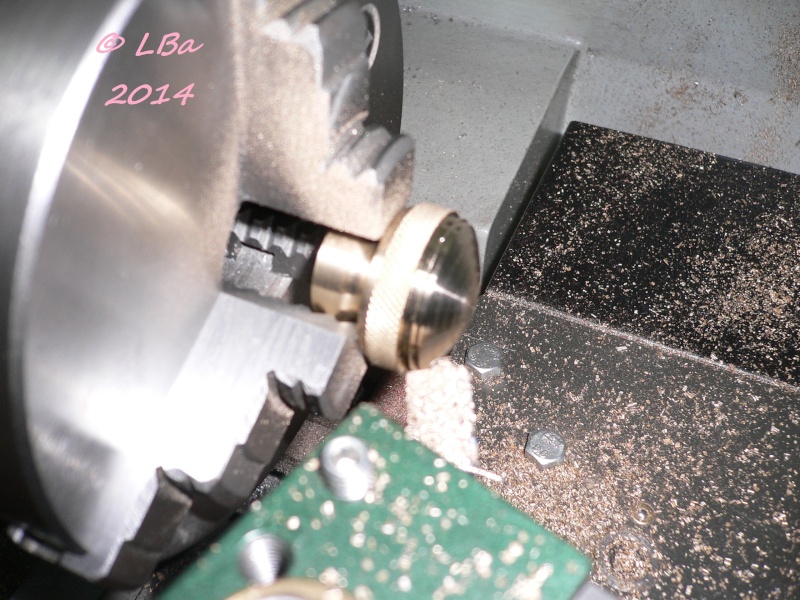
la forme de la tète de l'écrou, ici l'ébauche à l'outil

la forme de la tète finie à la toile
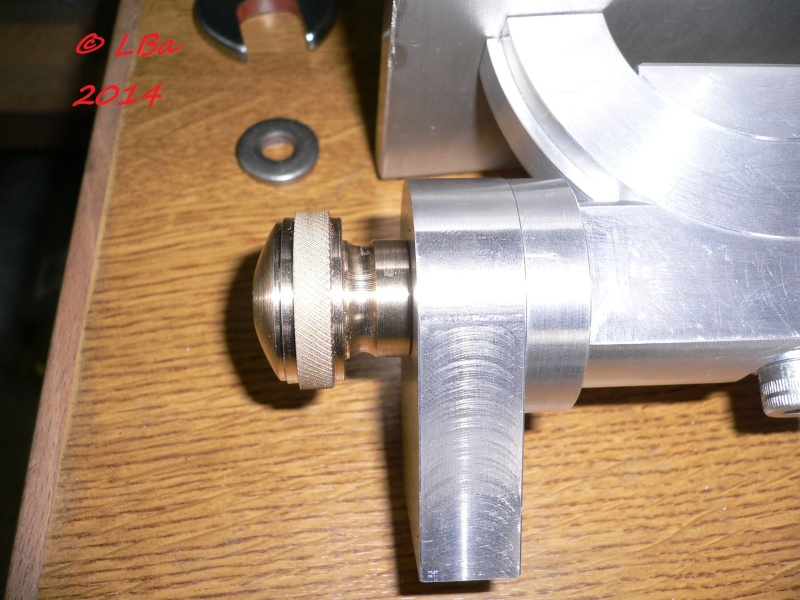
et l'écrou monté sur l'axe
LA TABLE SUPPORT D'OUTIL
à partir dune plaque d'alu en 10 d'épais

perçage de deux Ø 6 mm et fraisure pour noyer les têtes de vis

fraisage d'un pan incliné afin de venir au plus prêt de la meule

la table support d'outil en place sur le support oscillant suivant l'axe X
Support vertical
Cette pièce fera la liaison entre une semelle de base et le support oscillant Y

débit de la pièce matière aluminium
après cubage :

perçage de la pièce à 11,9 mm

et alésage à 12 mm
vérification de l'ajustement
Pour usiner une extrémité en arrondi, montage sur le plateau circulaire
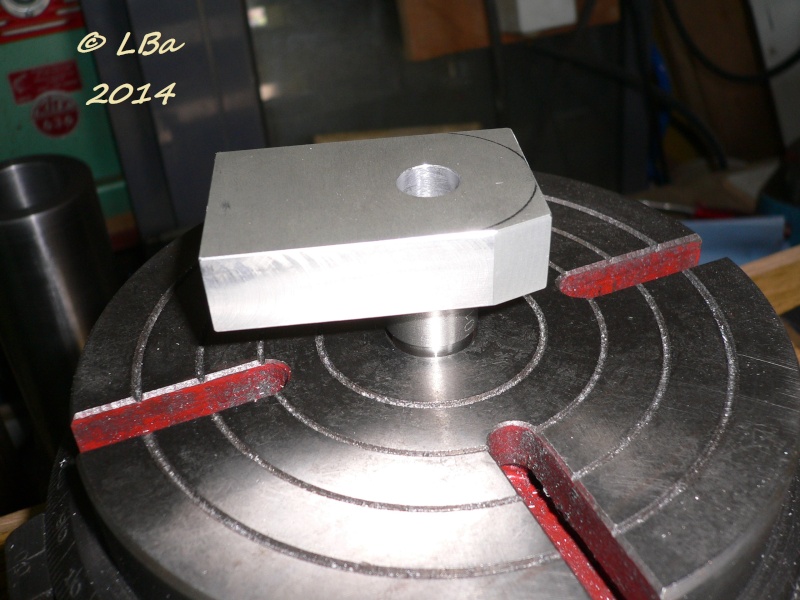
la pièce est centrée par un cimblot

j'avais déja usiné un cimblot pour une autre utilisation, je l'ai repris pour y usiner un épaulement à un Ø de 12 mm
la dimension de l'alésage du support

petite vérification de l'ajustement

la partie extérieure du cimblot est en cône morse
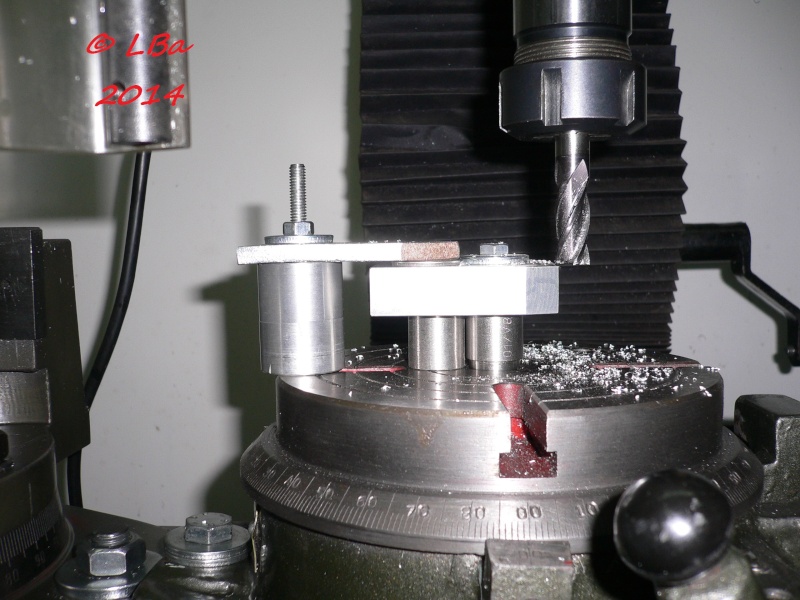
la pièce abloquée sur le plateau circulaire

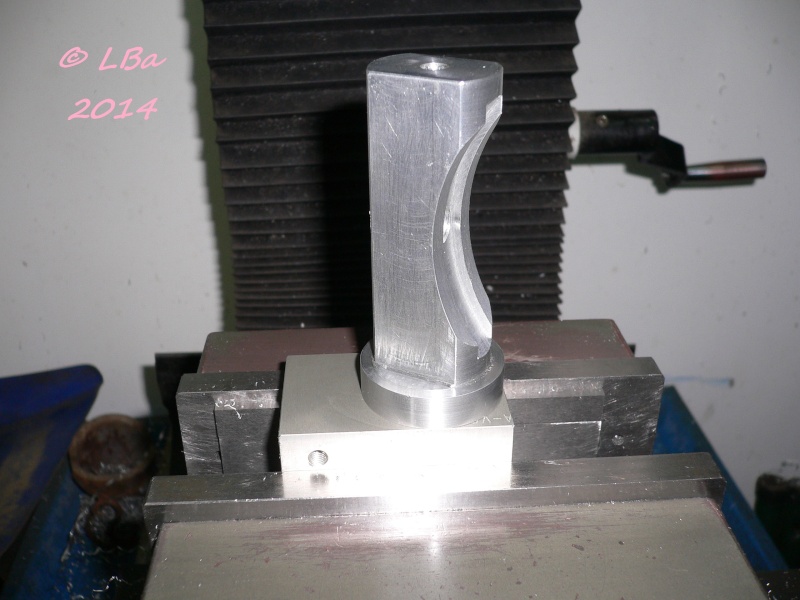
début de l'usinage

la fin de l'usinage
on peut apercevoir des facettes, celles ci seront atténuées à la toile
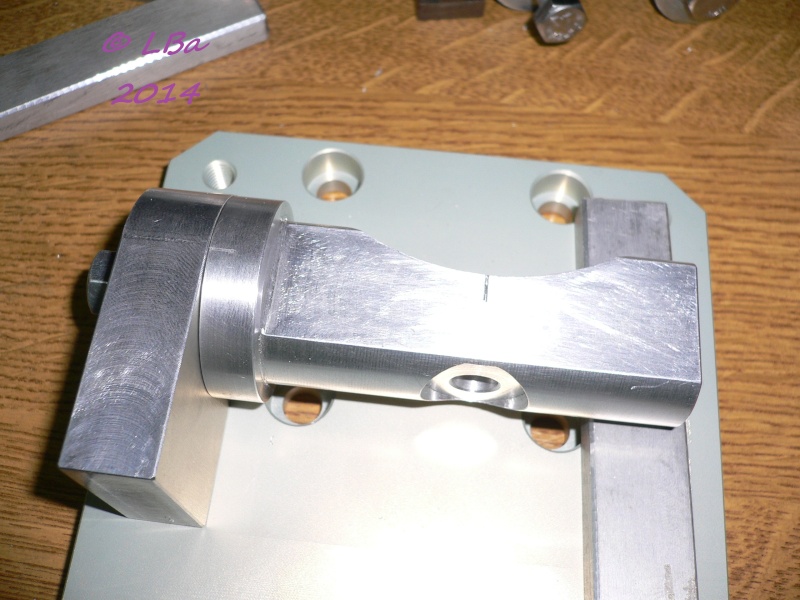
le montage à blanc des pièces

perçage du support (avec un beau déroulé de copeaux) pour un assemblage sur une semelle

et taraudage à M6 du trou