

La pièce est usiné à partir d'un brut (usiné) de fonte, de méme dimension que la
pièce inférieur
j'ai procédé comme pour la piéce inférieur
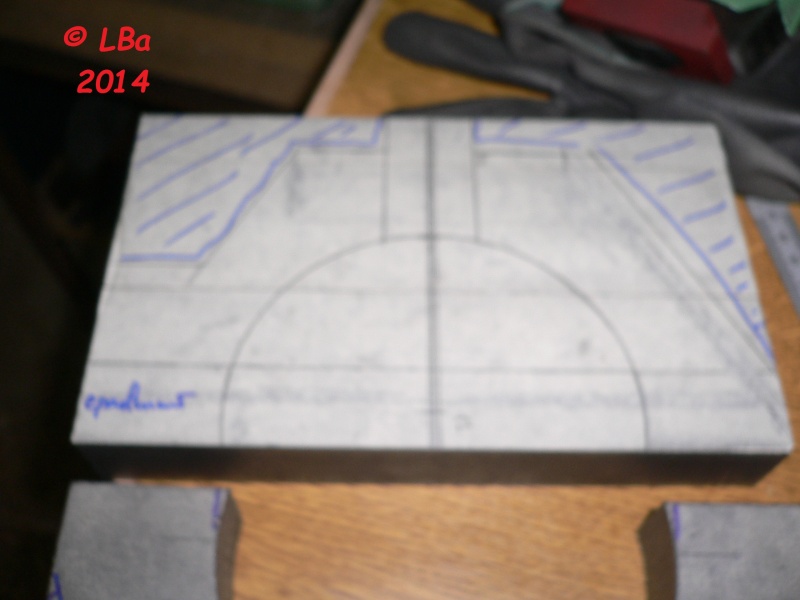
traçage de la forme de la piéce
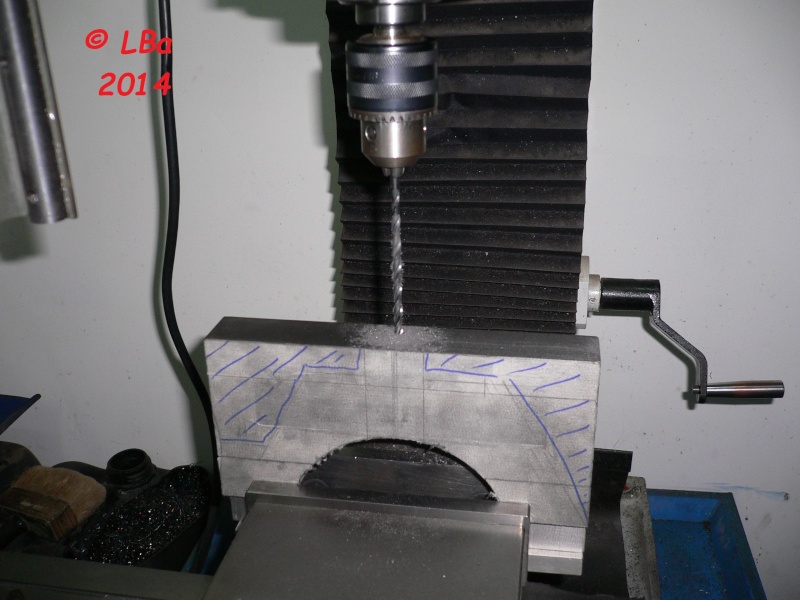
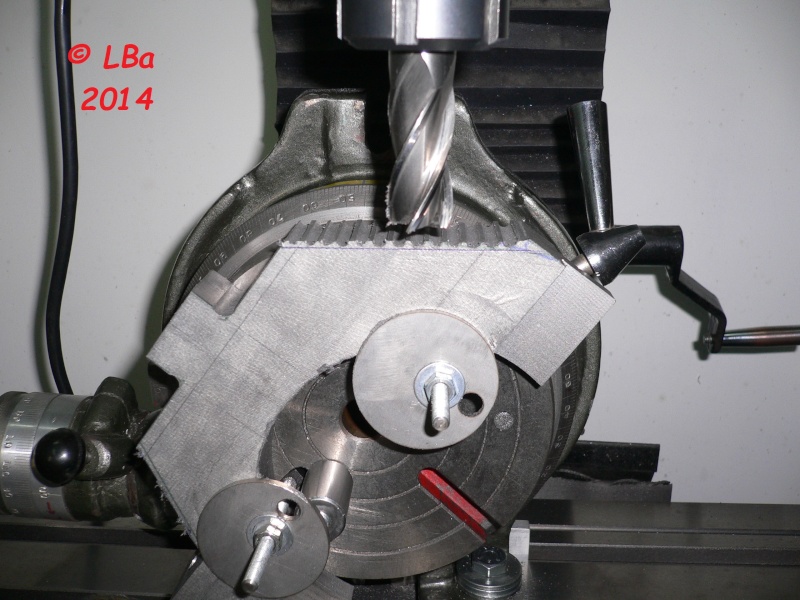
aprés perçage, d'un ø 6mm, pour le centrage de la piéce sur le plateau tournant,mise en place de
la piéce sur le plateau, et méme procédure que pour la piéce inférieur
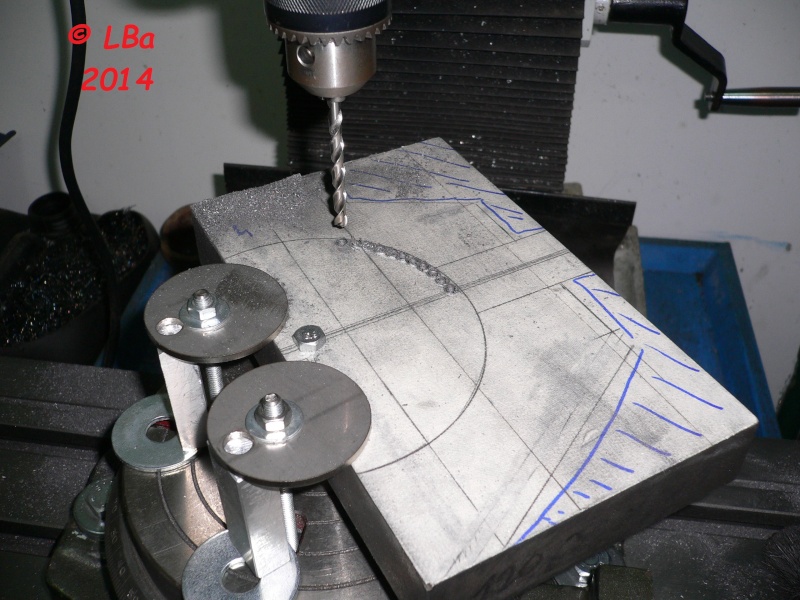
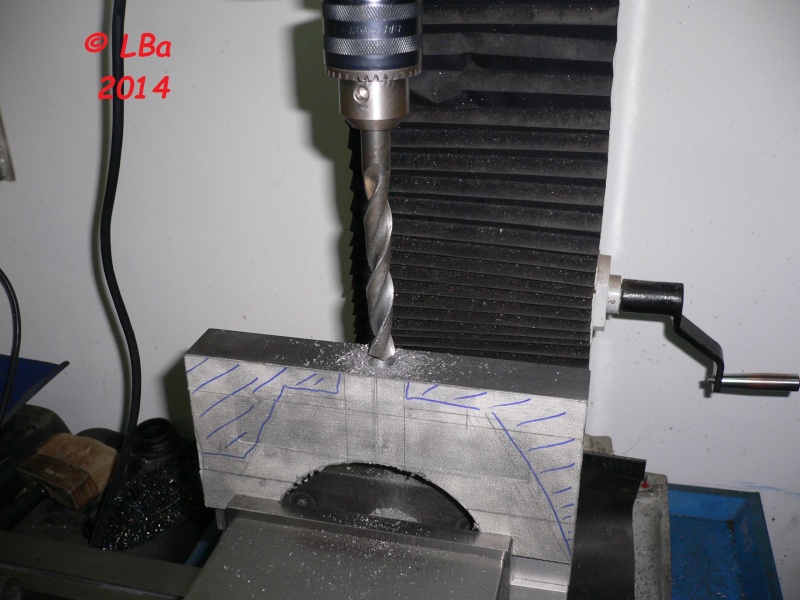
perçage de ø5 tangents
aprés casse du morceau:

alésage au ø de 120 mm
Après ceci, reprise de la pièce dans l'étau et :
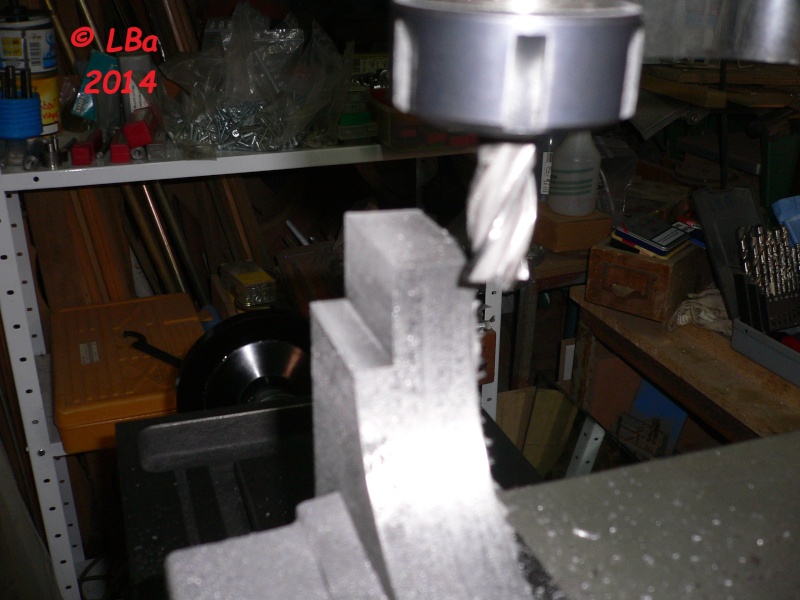
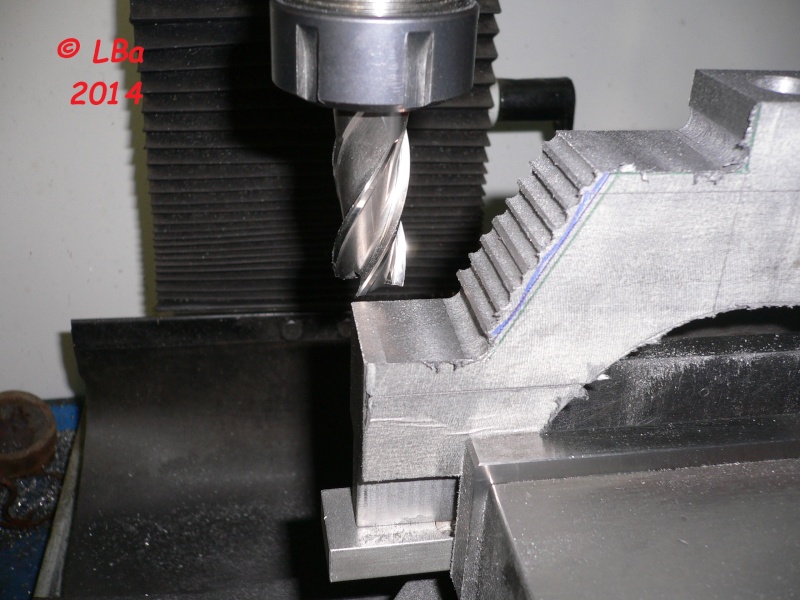
fraisage d'un épaulement coté droit de la pièce
mème usinage de l'autre coté afin d'obtenir un tenon
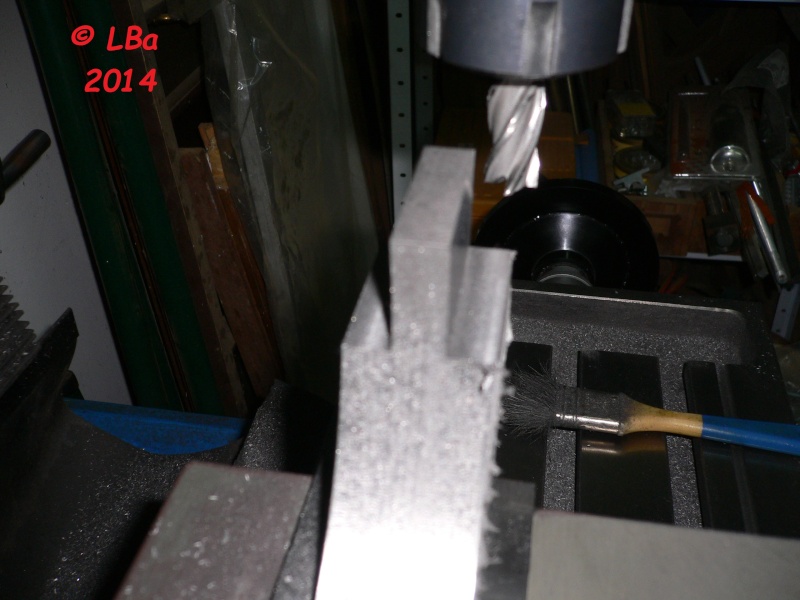
puis au tour du coté gauche de la pièce :

un coté

et l'autre coté usiné
retournement de la pièce dans l'étau et :
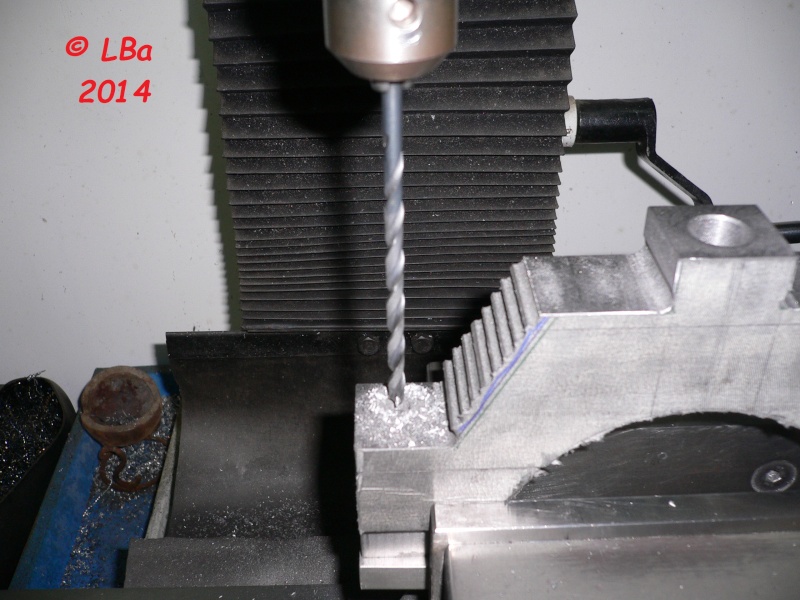
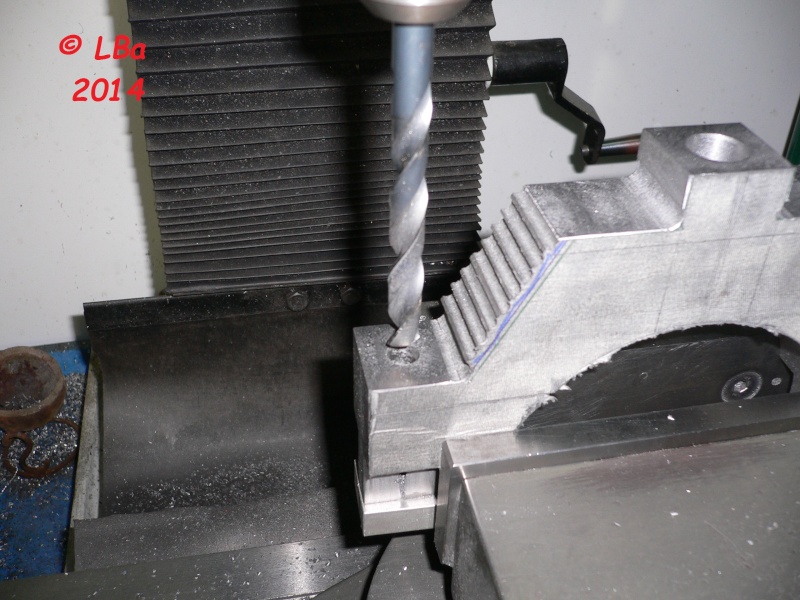
perçage en milieu de pièce (en X et Y)
ce sera le passage de la pompe de la touche verticale
perçage à un ø supérieur
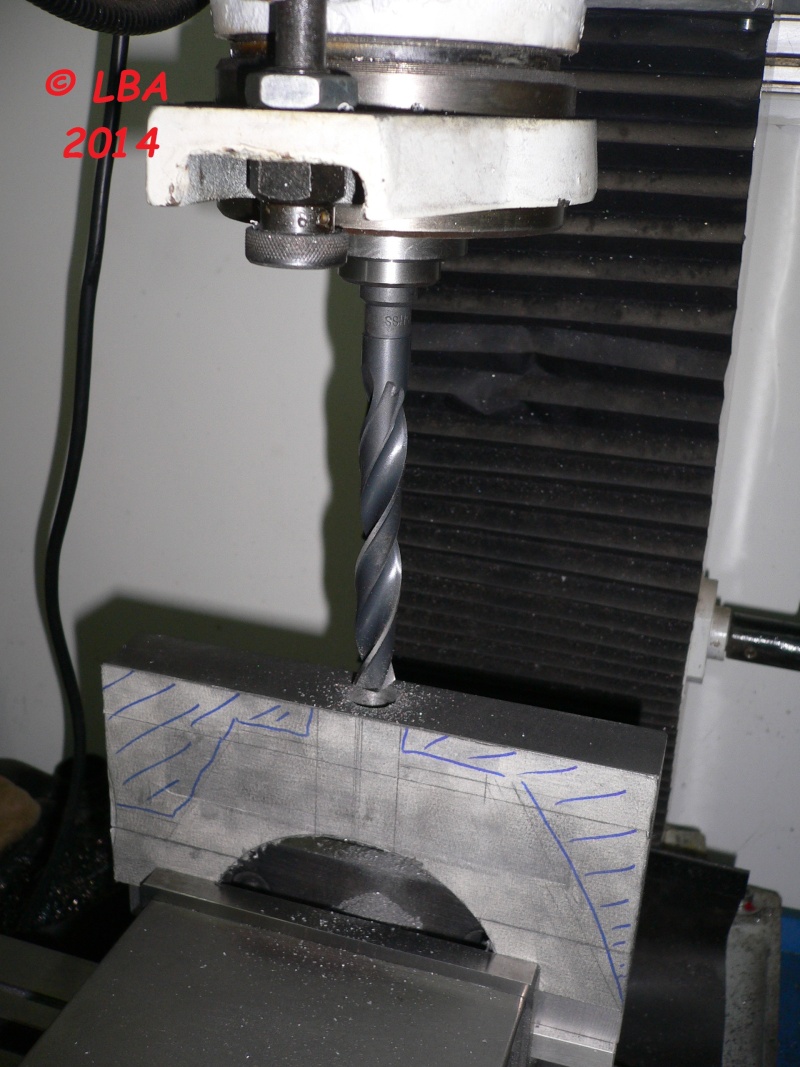
dernier perçage à 15,75 avant alésage à 16 mm

passage d'un alésoir machine de 16 mm
Alors :

j'ai encore percé des trous tangentiels
après quelques coups de scie à métaux :
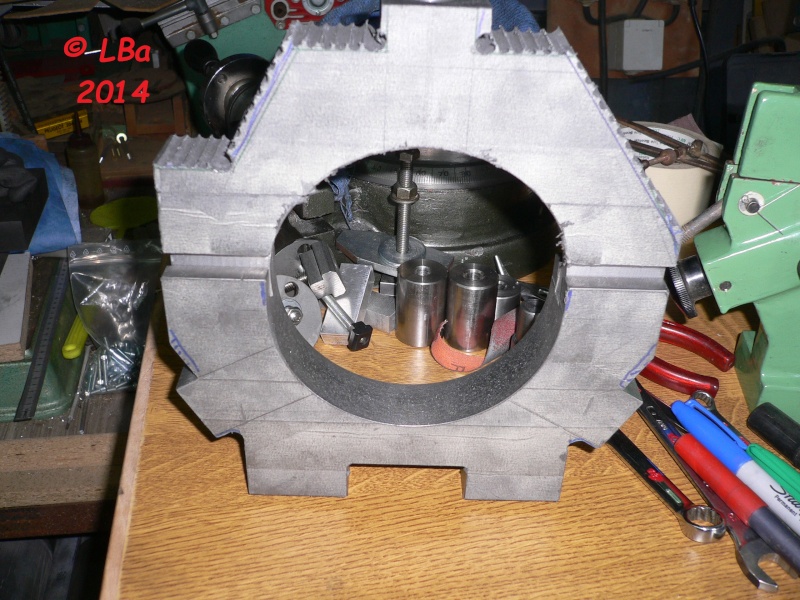
pré-assemblage des deux pièces pour une petite visualisation
montage de la pièce supérieur dans l'étau et :

fraisage des épaulements de chaque coté du passage de la pompe verticale
fraisage d'un plat, du coté ou se trouvera, la vis de fermeture de la lunette

perçage de la fermeture
étant trop court en forèt, j'au du passer en série longue
perçage final au ø de 10
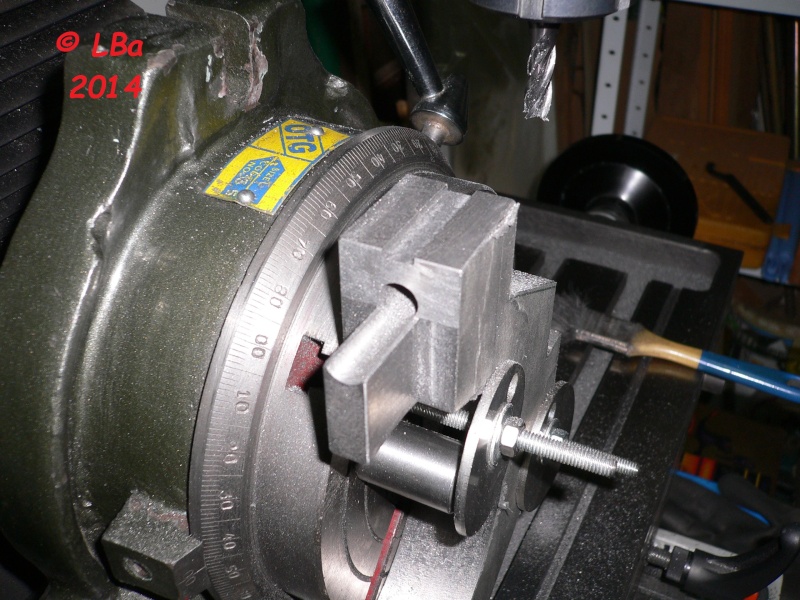
Aprés montage du plateau circulaire en position vertical :

fraisage du pan incliné coté vis fermeture
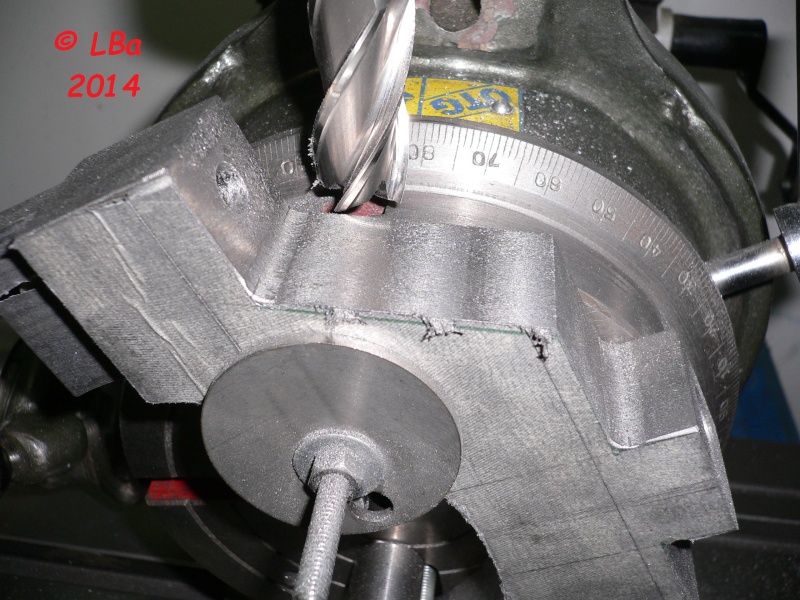
l'usinage vu de près
fraisage d'une rainure rejoingnant le trou de vis de fermeture
début du fraisage du pan incliné coté articulation
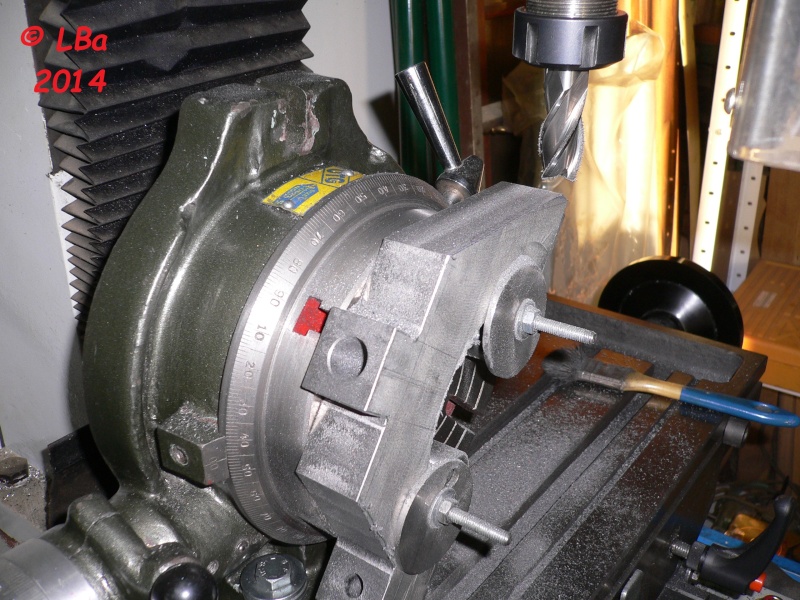
finition du dit plan incliné
Perçage/taraudage de deux M6
le premier immobilisera en translation le bouton de manoeuvre mais pas en rotation
le second guidera la pompe dans son mouvement de translation et l'immobilisera en rotation
la pièce serré dans l'étau :

perçage du premier trou au ø de 5 mm

taraudage à M6

perçage du second trou au ø de 5 mm

taraudage à M6
Après mise en place de l'ensemble bouton/vis/pompe et des deux vis M6, essais de fonctionnement:

pompe entièrement rentrée

pompe entièrement sortie
ma reprise d'usinage du bouton a été bénéfique, j'ai un fonctionnement sans point dur
la pièce étant fini d'usinée, je l'ai mise en peinture
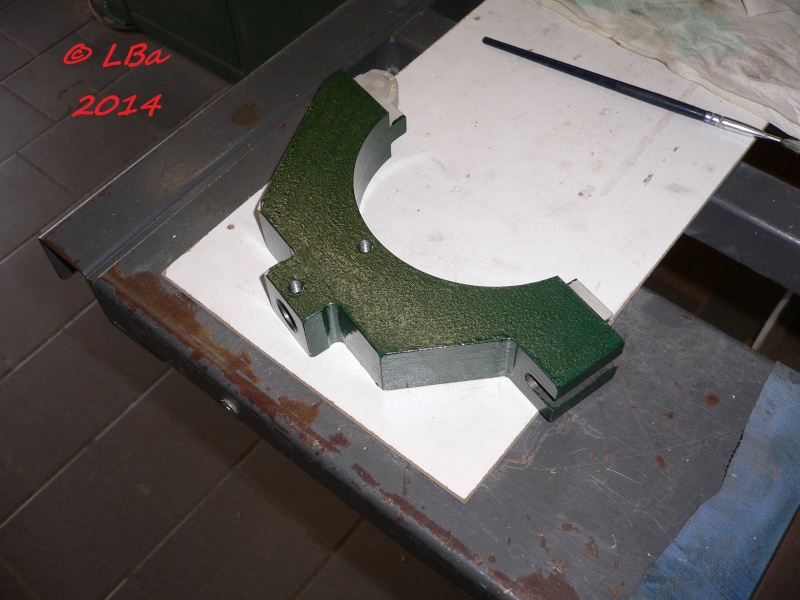
première couche de vert martelé !