

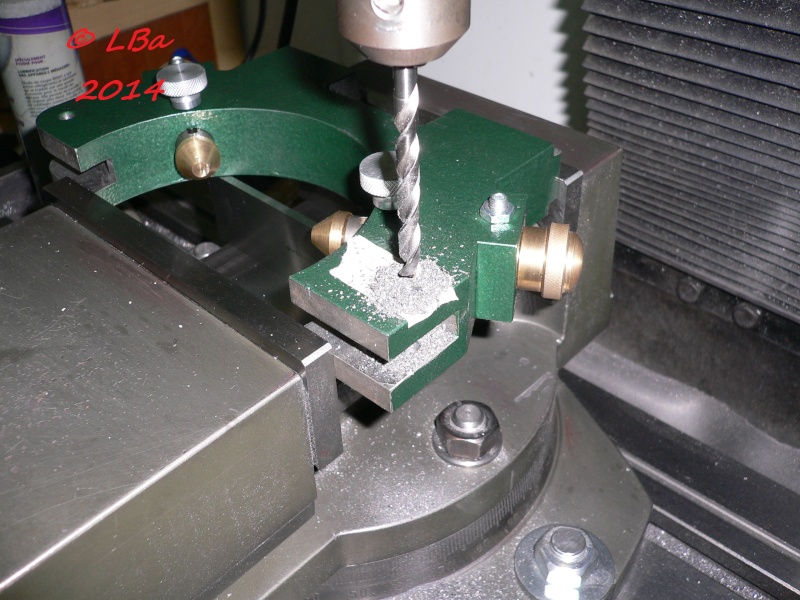
Pour une facilité d'utilisation, le système de verrouillage sera articulé sur un axe
dans du rond, perçage d'un ø 6 mm
après débit de la pièce :
dressage de la face et mise à l'épaisseur
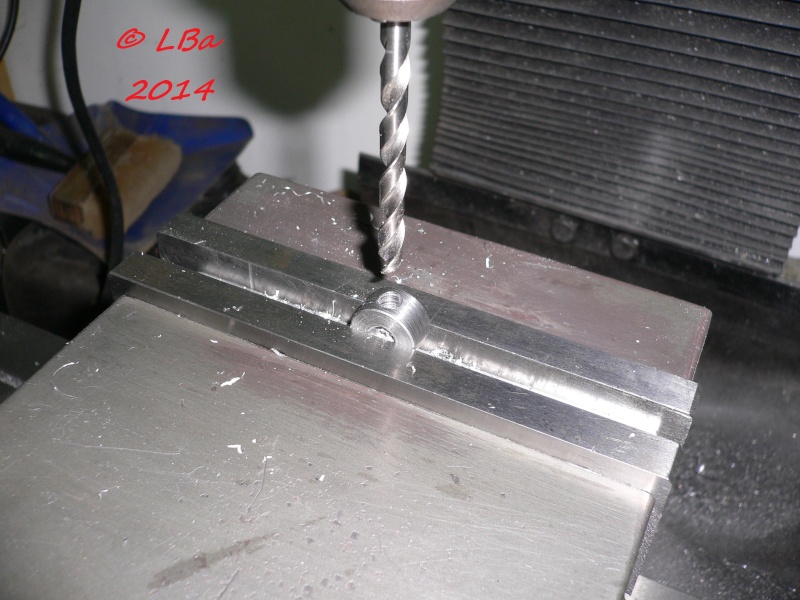
perçage d'un ø de 5 mm sur la rondelle
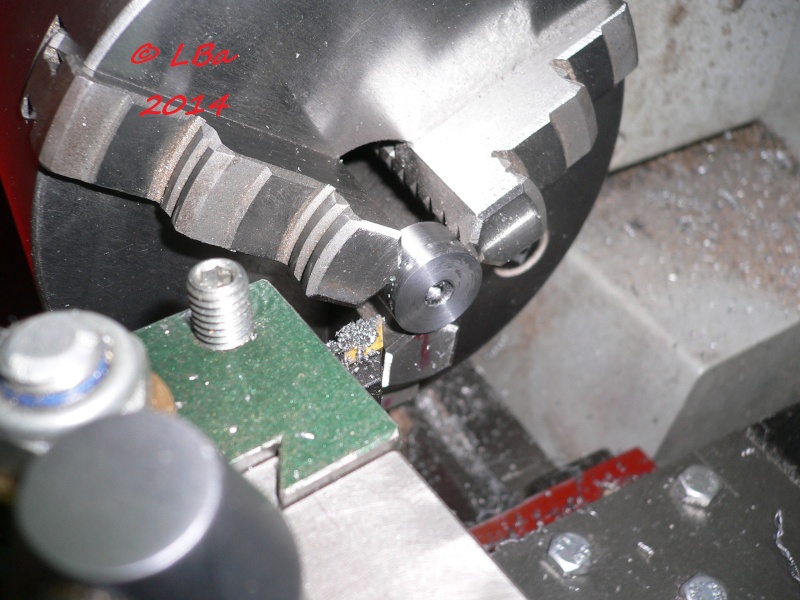
Dans une vis tète H de M8 non fileté sur toute la longueur :
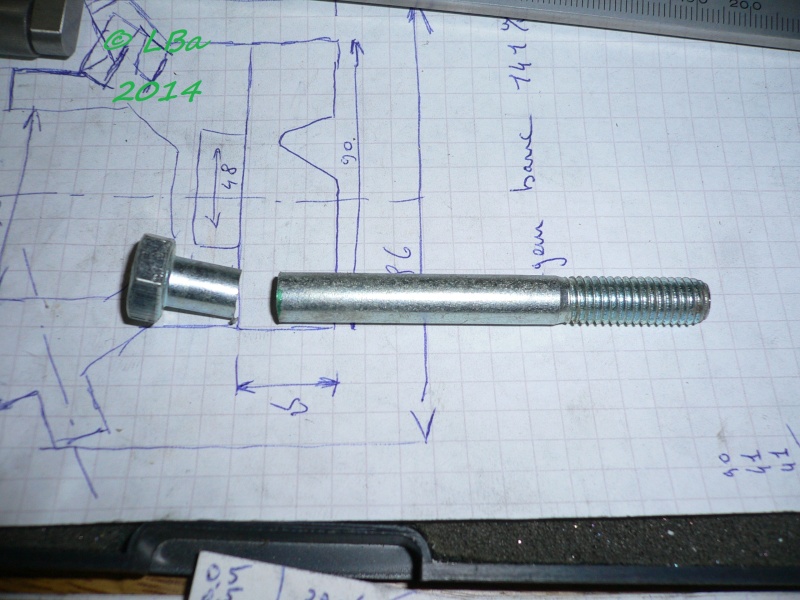
coupe de la tète de la vis
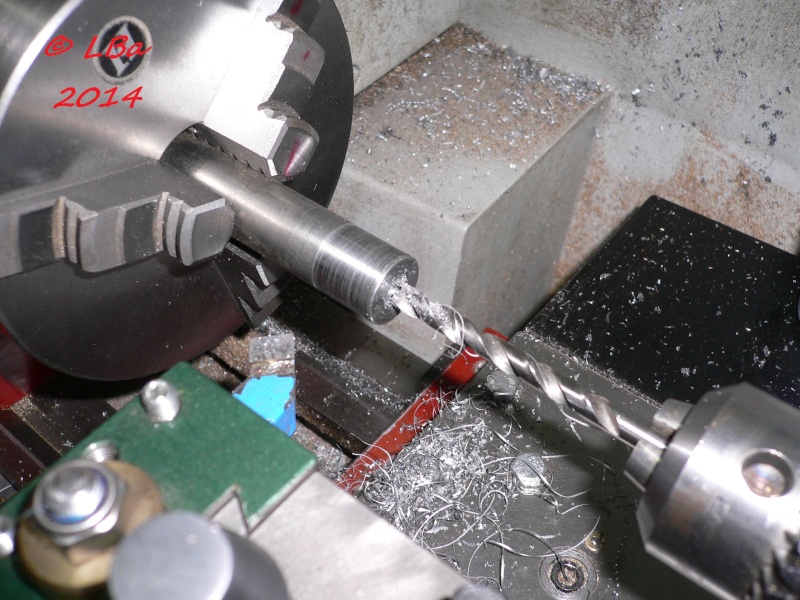
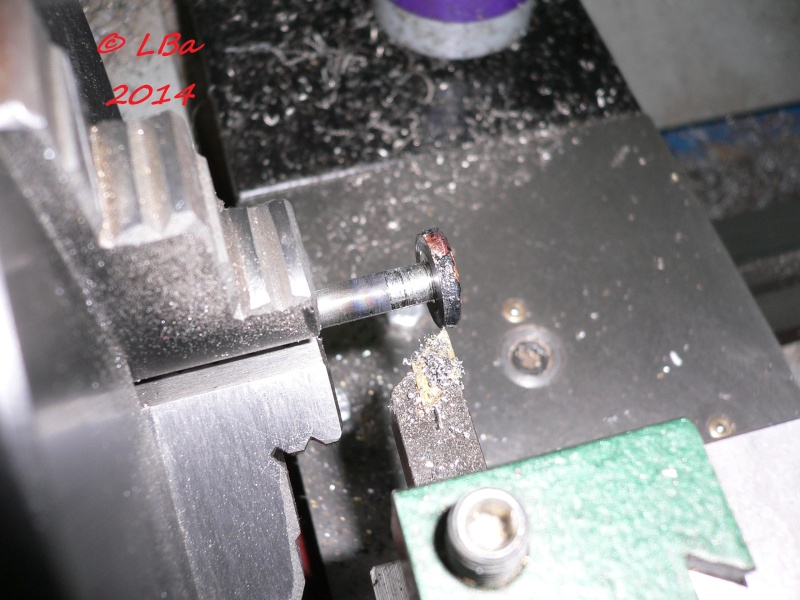
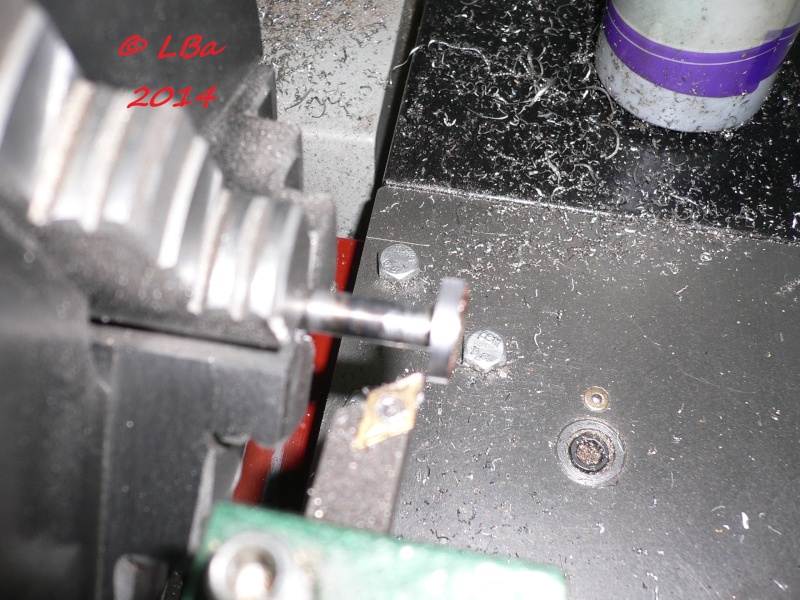
reprise de la vis au tour pour :
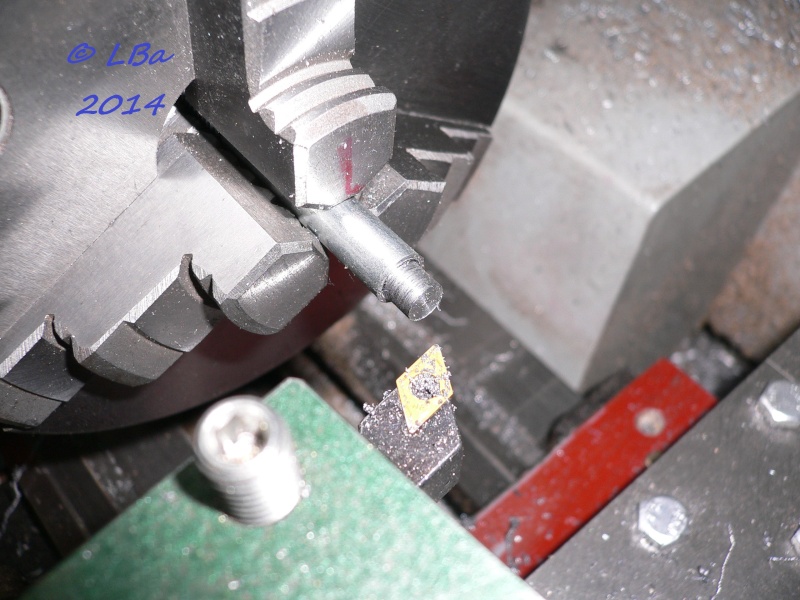
usinage à l'extrémité non fileté d'un épaulement de ø 5 mm

le système de verrouillage en kit
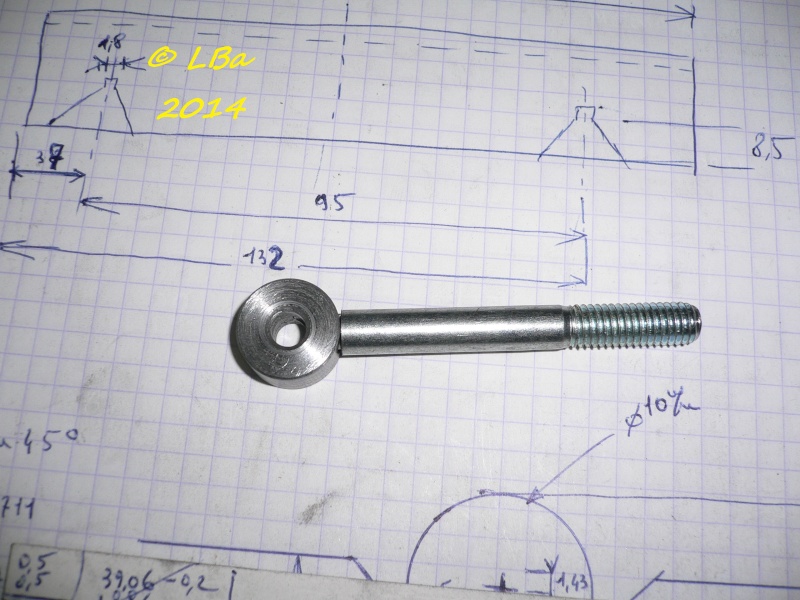
le système de verrouillage pré-assemblé

préparation pour la brasure du système de verrouillage

le systéme, la vis et la rondelle est brasé
Traçage de la positon du système de verrouillage sur la lunette

tracée de la position de l'axe d'articulation
perçage à 6 mm pour le passage de l'axe d'articulation du système de verrouillage

le système en place, ici position ouverte

là en position plus que verrouillé
Usinage de l'axe de rotation de la pièce :
l'axe doit avoir une tète d'un coté, afin de ne pas faire du copeaux pour le plaisir, je l'ai rapporté
explication en image :
dans de l'acier, genre stub, de ø 6 mm, usinage à une extrémité, d'une gorge pour y loger un cerclips
Aprés débit, sur l'autre extrémité :

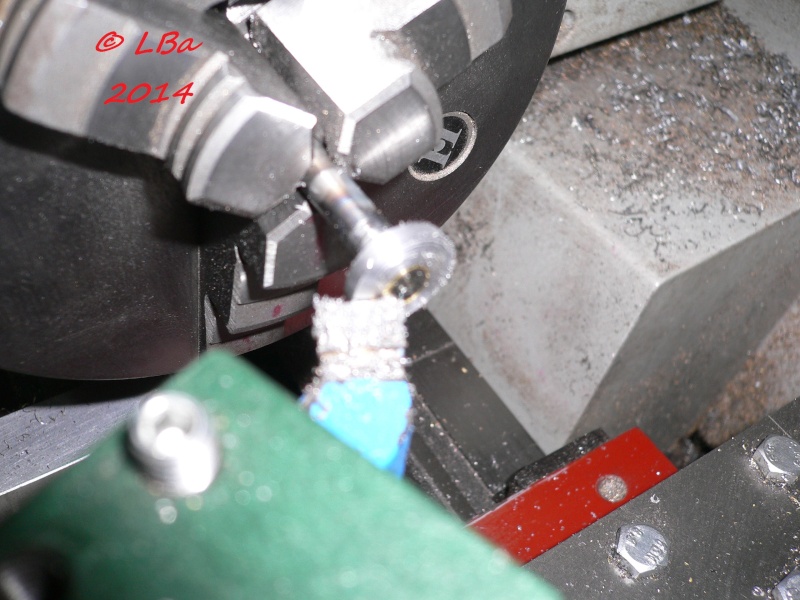
brasure d'une rondelle épaisse sur l'axe, la rondelle est galvanisé, avec la brasure, ça fait caca !
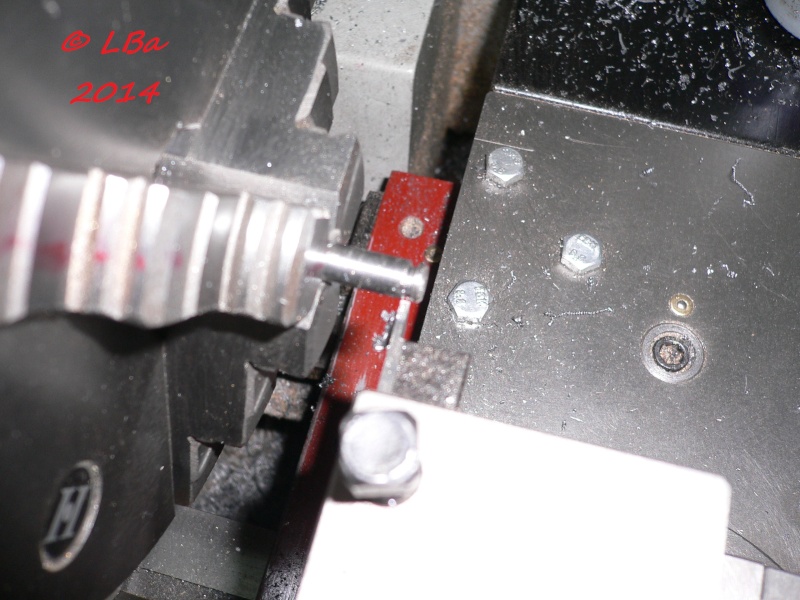
reprise sur le tour, de la tète de l'axe, dressage de la sous face avec un outil à gauche
usinage du ø extérieur de la tète
usinage de la face extérieur de la tète
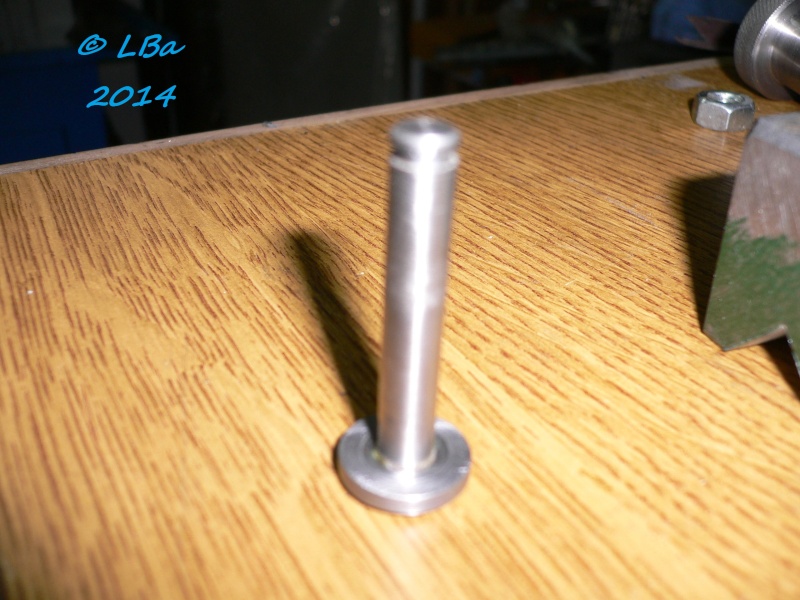
l'axe est terminé
Usinage de l'écrou du systéme de verrouillage
Dans du rond acier inox :
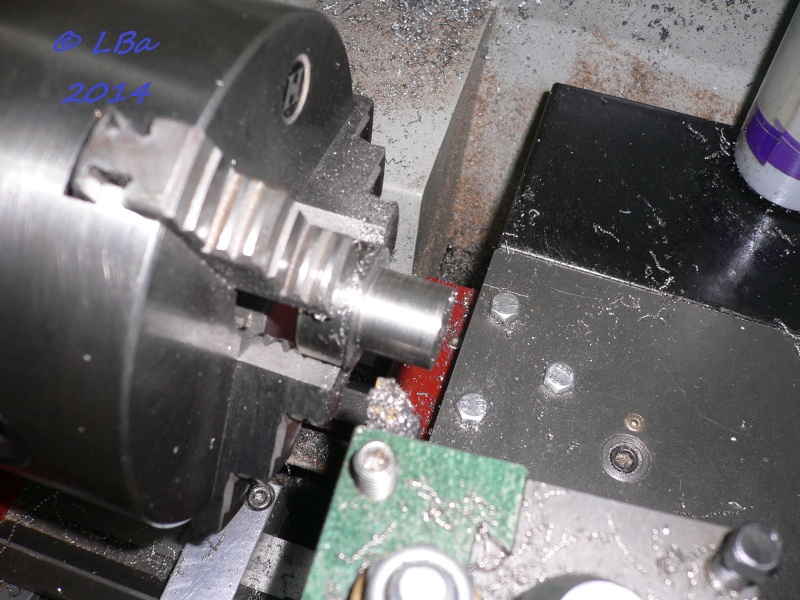
usinage d'un épaulement

perçage à 6,8 mm
taraudage à M8
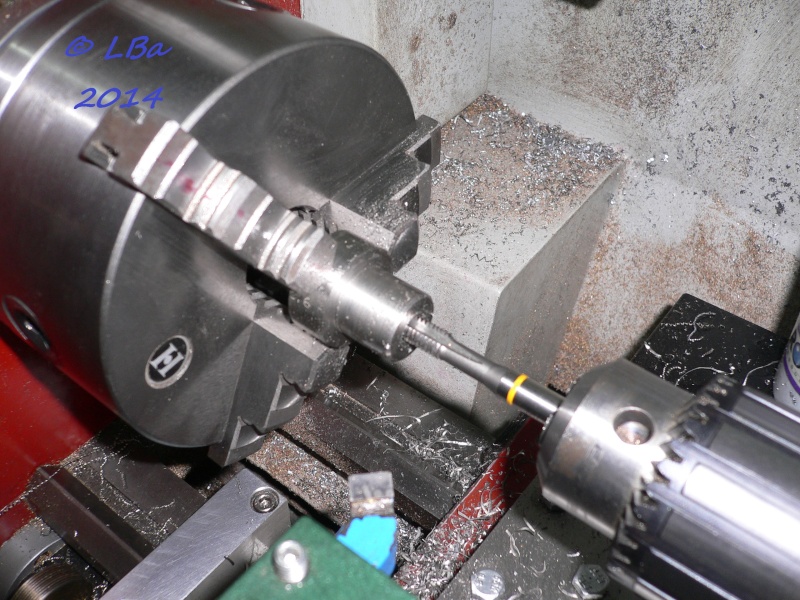
Après retournement de la pièce :

le petit chariot incliné, usinage de la forme en arrondi de la tète en déplacent le transversal et le petit chariot
simultanement
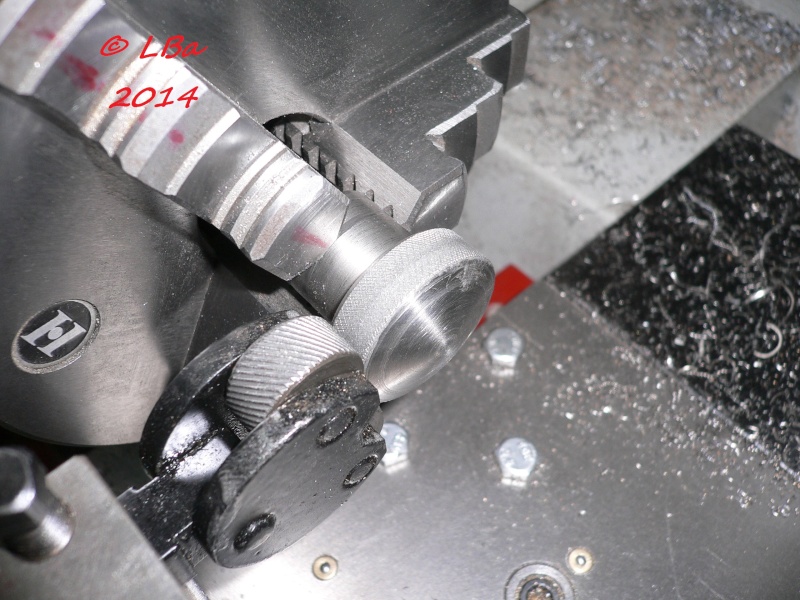
et un moletage pour finir
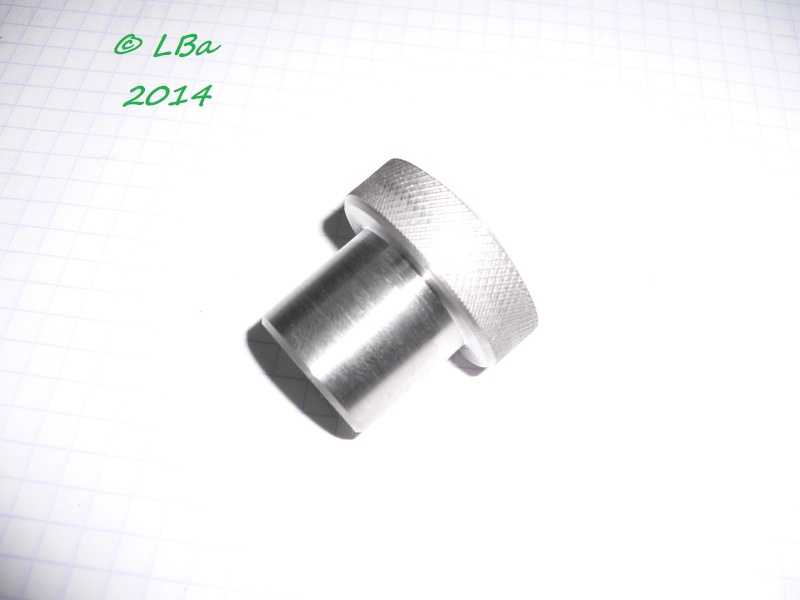
l'écrou est terminé