

cette vis de réglage viendra dans l'écrou bronze usiné précédemment
elle sera épaulée, et sera au pas de 10*100
à partir d'un rond inox :
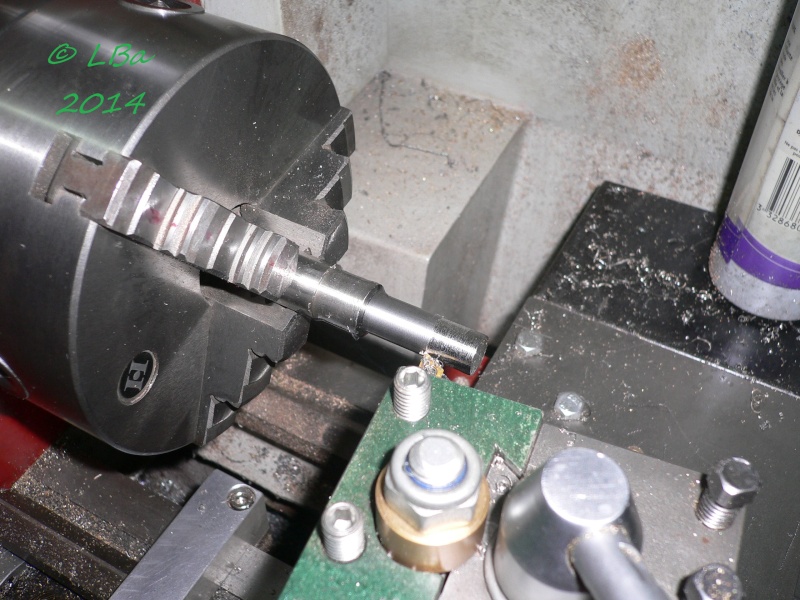
usinage d'un épaulement calibré

contrôle de l'ajustement avec la pièce dans laquelle la vis tournera
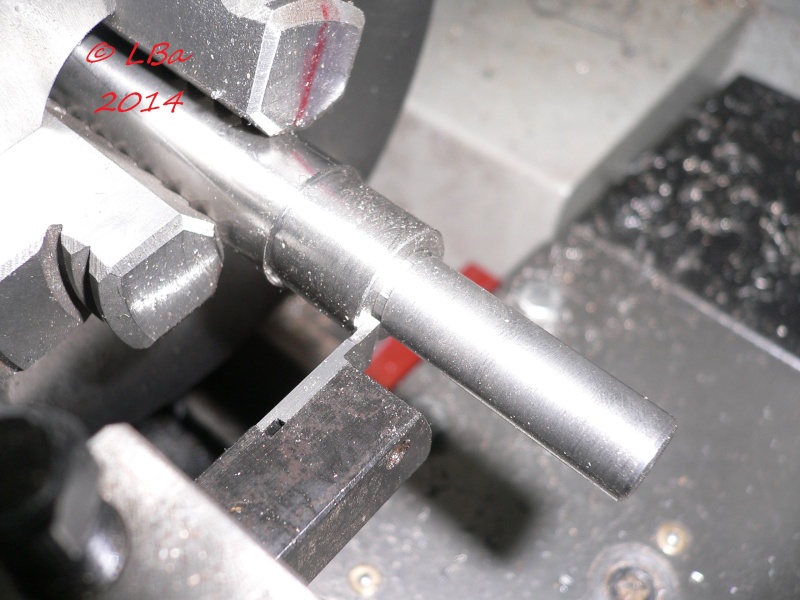
l'ajustement étant validé, usinage d'une gorge de dégagement afin que l'épaulement
soit bien en portée sur la pièce réceptrice de la vis
Après retournement de l'ébauche de la vis dans le mandrin :

usinage d'un épaulement au Ø de noyau du filetage à réaliser
afin d'éviter tout risque de fléxion de la pièce en cours d'usinage, j'ai mis la contre
pointe aprés avoir fait un point de centre

usinage d'un autre épaulement pour l'amorce du filetage
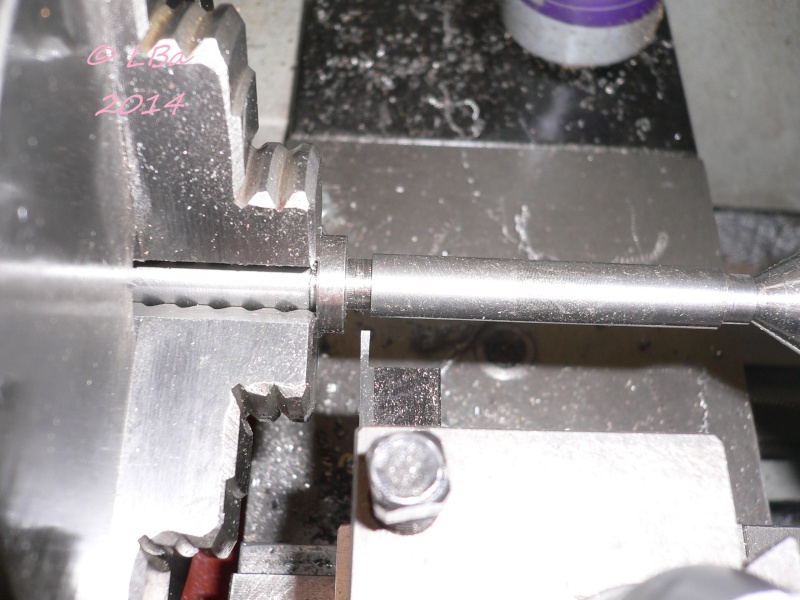
usinage d'une gorge de dégagement pour la fin du filetage, cela permet l'arret du tour,
le dégagement de l'outil en minimisant les risques de tapper l'épaulement avec l'outil
à fileter
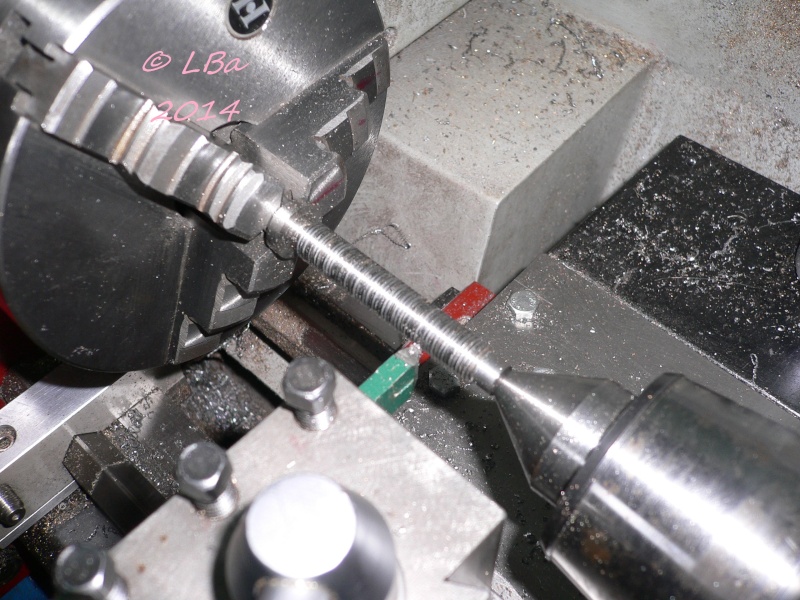
usinage du filetage
la cote théorique de profondeur du filetage atteinte :

contrôle du filetage de la vis avec l'écrou bronze

la vis usinée

la vis et l'écrou