

le corps du support porte meule est tiré dans un bloc d'alu

débit à la SAR
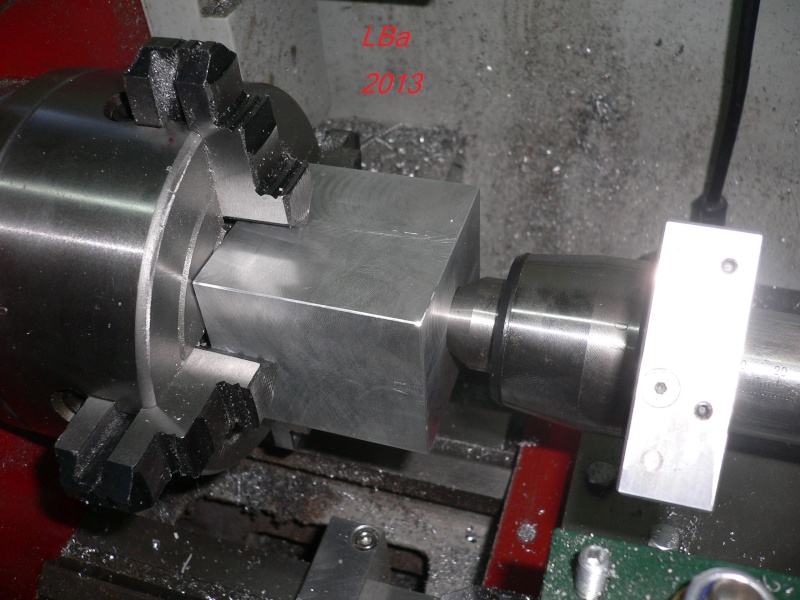
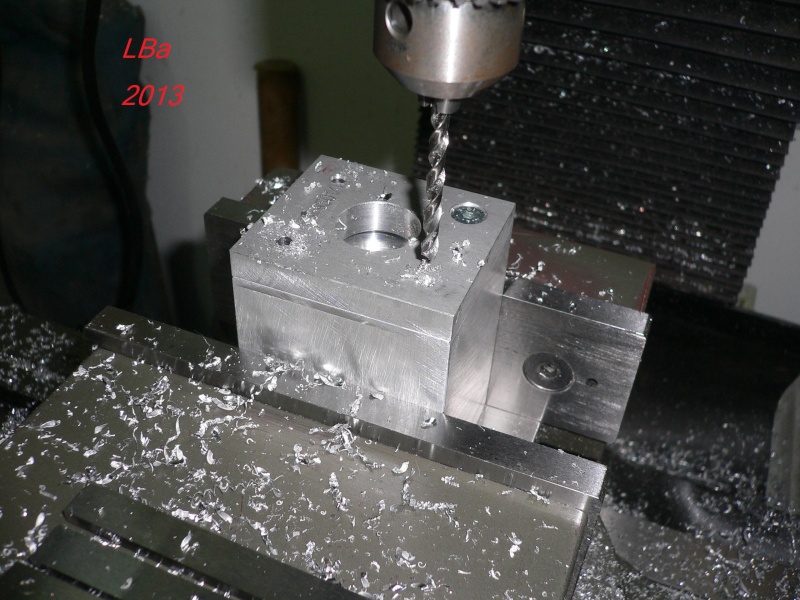
aprés cubage sur la fraiseuse,début d'usinage sur le tour en mandrin 4 mors

montage sur le mandrin 4 mors

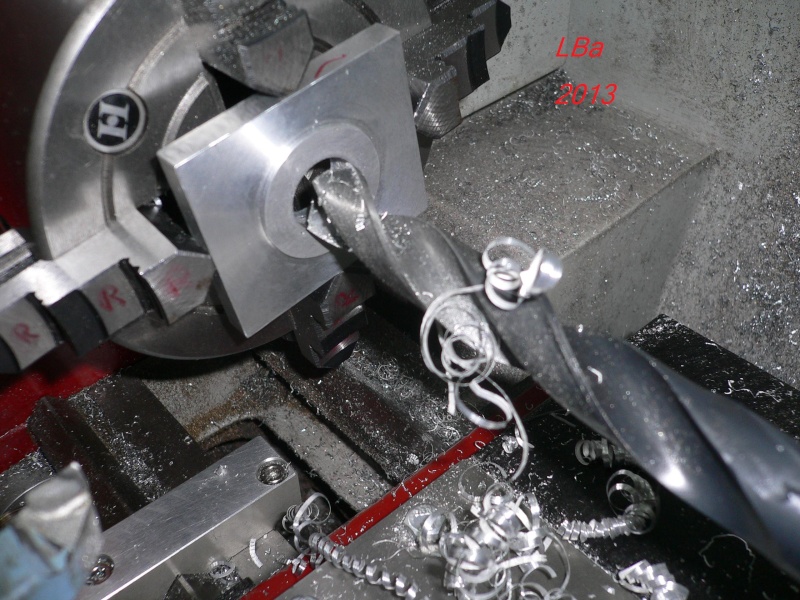
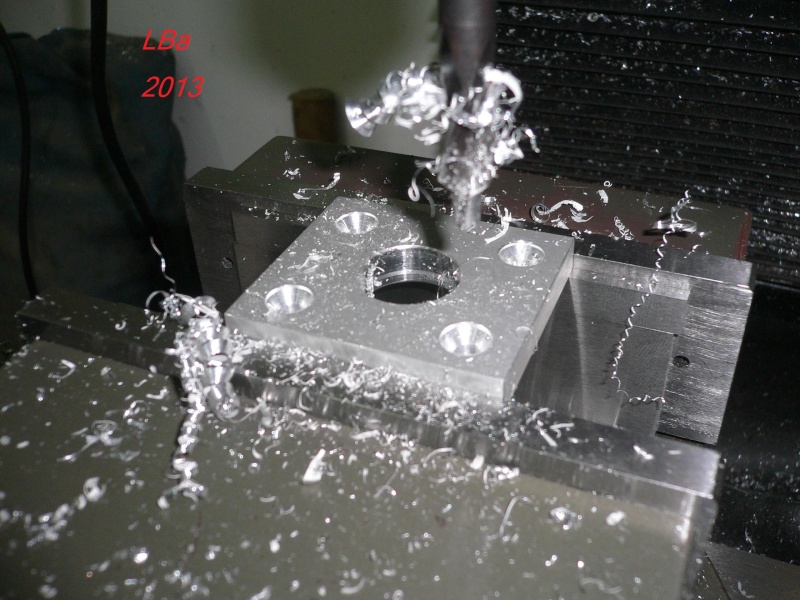
puis perçage de plus en plus gros, jusqu'à mon foret maxi soit 19 mm
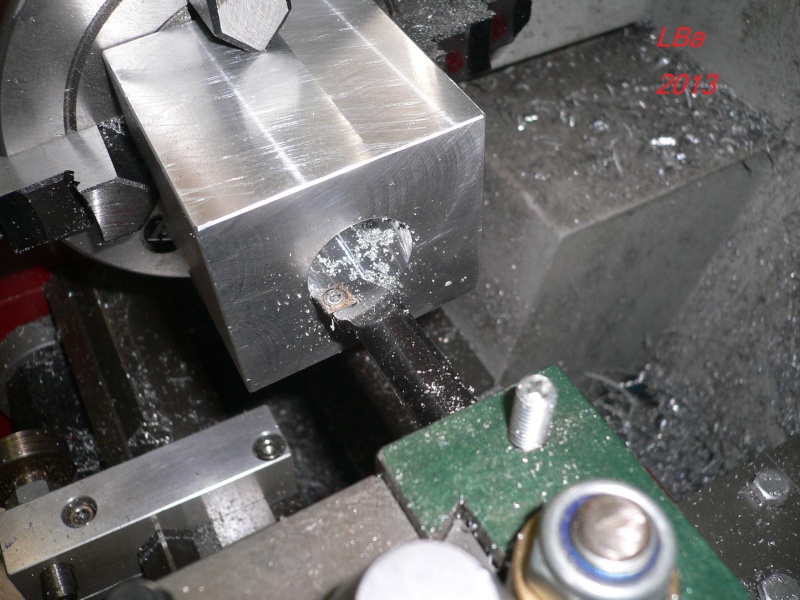
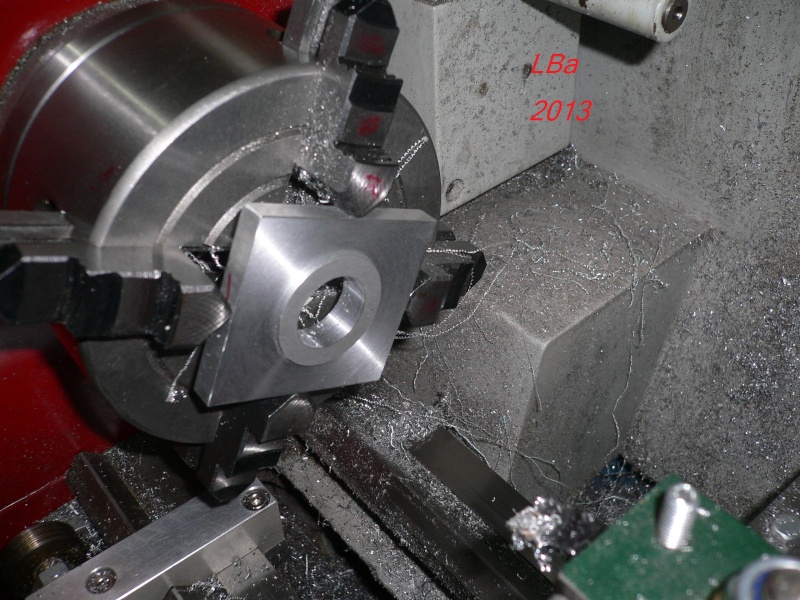
alésage à phi 25 mm

alésage à phi 35 mm pour loger un roulement

essais de l'ajustement avec le roulement
retournement de la piéce, pour usiner l'autre coté
dégrossi du centrage avec la contre pointe et finition au comparateur
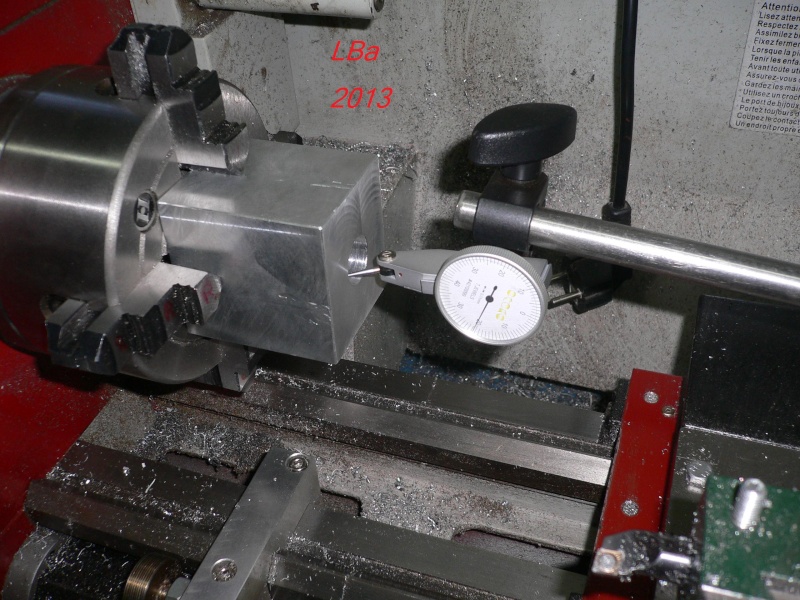
affinage du centrage au comparateur, opération longue et chiante pour obtenir un résultat correct
le réglage effectué, suite de l'usinage

alésage pour le second roulement (phi 35 mm)

essais de l'ajustement du roulement
j'ose espérer que les deux roulements se trouvent bien alignés !
Une flasque( alu de 10 mm) maintiendra le roulement et ce de chaque coté
Usinage des flasques
aprés leurs débit/cubage ,

alésage à 10 mm pour faciliter la suite des opération d'usinage
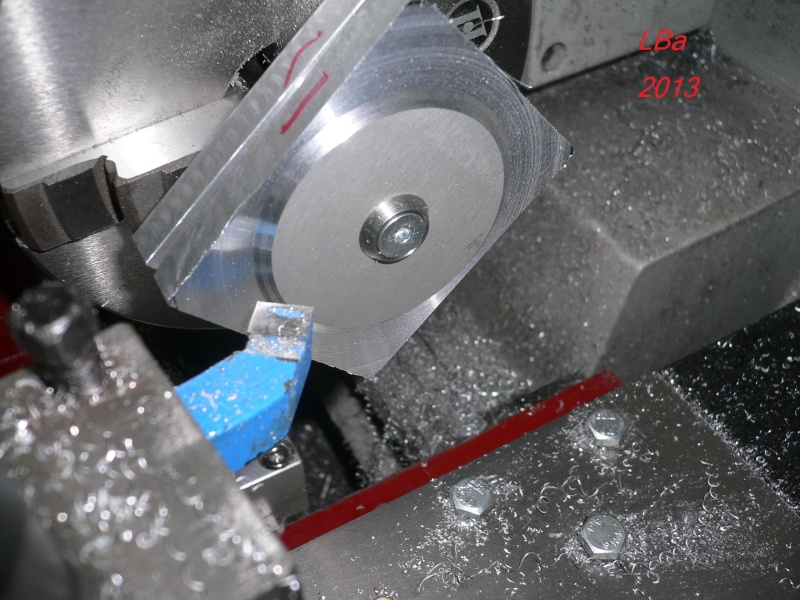
ébauche d'un épaulement (centrage dans le boitier)
j'ai usiné du centre de la piéce vers l'extérieur afin d'éviter les à-coups
finition de l'épaulement
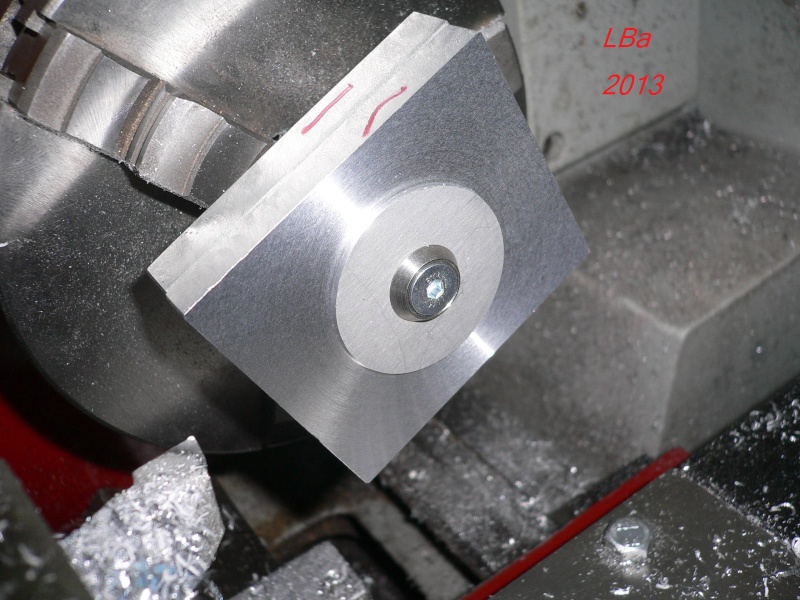
une flasque en place sur le boitier, ça m'a permis de vérifier que je serrais la cage extérieur du roulement
montage de la flasque en 4 mors et perçage
puis alésage
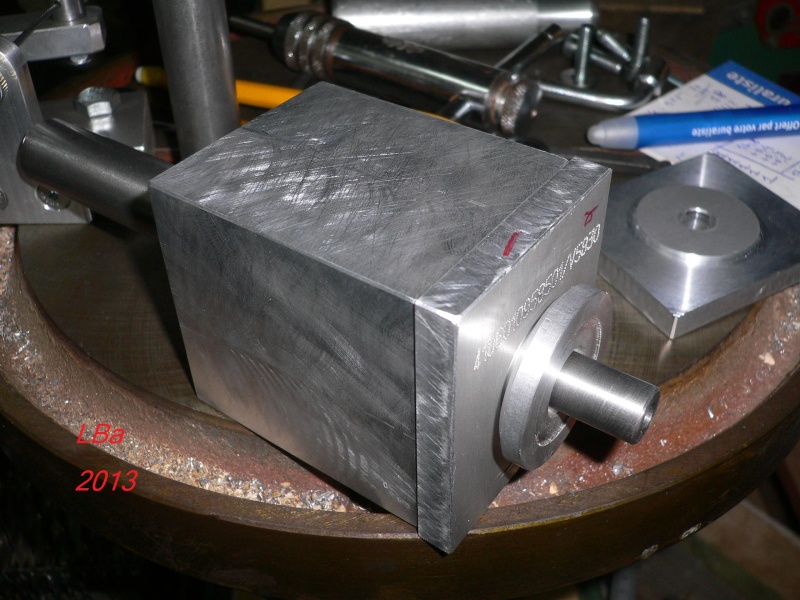
les deux flasques une fois usiné, montage sur le boitier pour leur fixation
perçage à 4,2 avant taraudage à M5
aprés contre perçage à 5,2 ; fraisure pour les tétes de vis