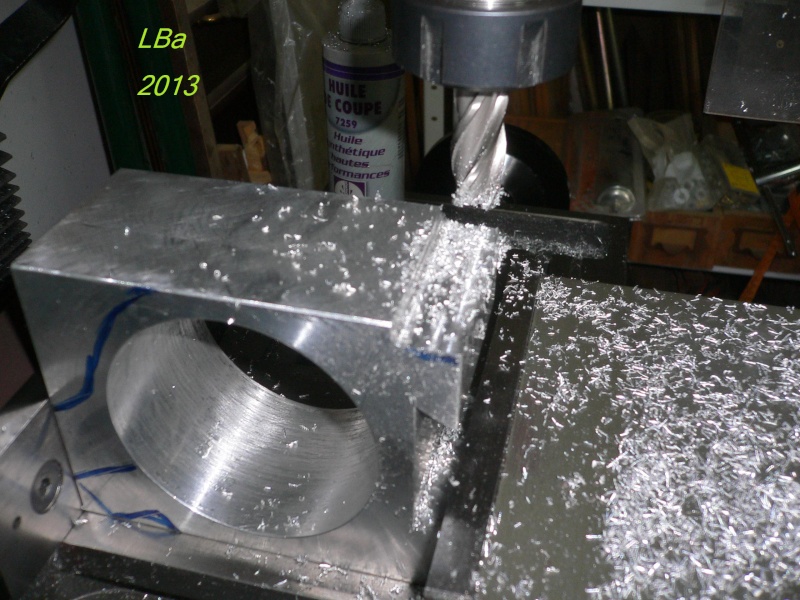
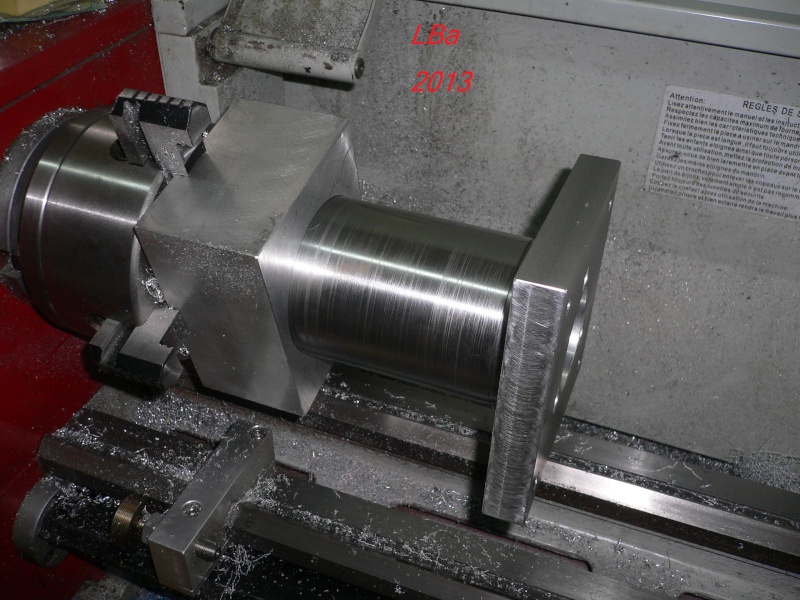
Bride venant sur la colonne et qui reçoit le support meule/moteur

débit du brut à la Sar à métaux
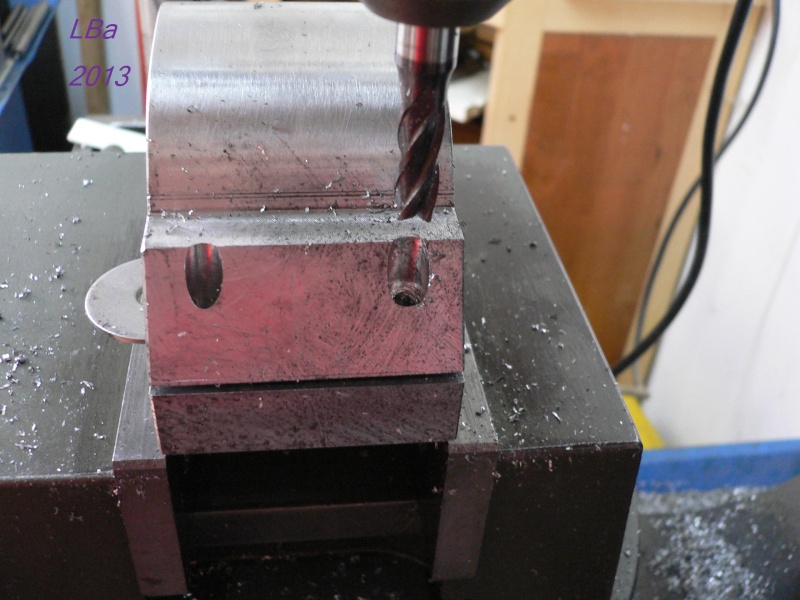
aprés dressage des deux chants et bouts à la fraiseuse ( les face seront dressées au tour)
la piéce fait 120*95*63 mm
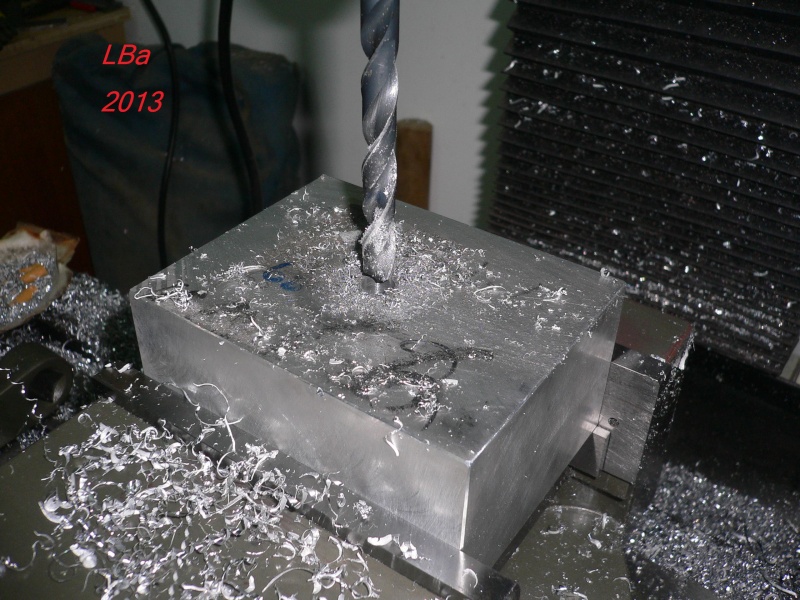
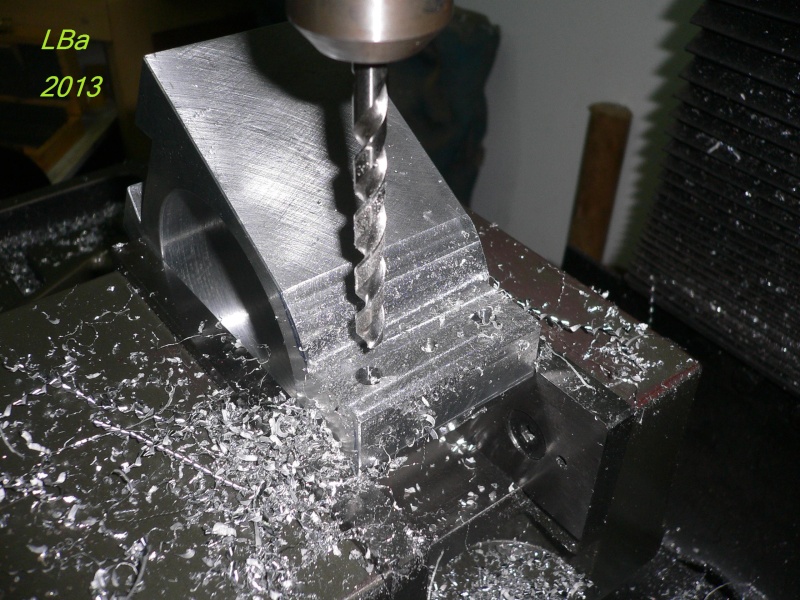
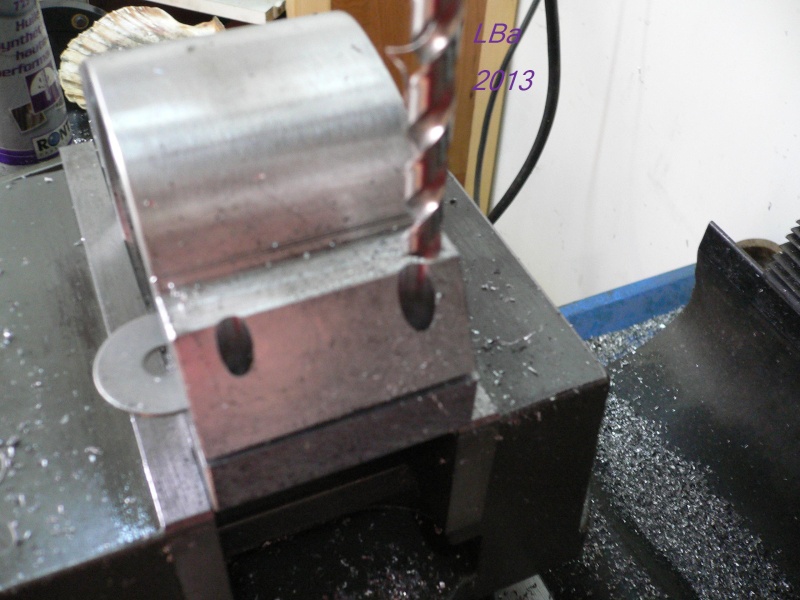
perçage à 10 mm pour faciliter le centrage de la piéce sur le mandrin 4 mors
la précision du centrage n'etant pas au centiéme est la raison du principe retenu
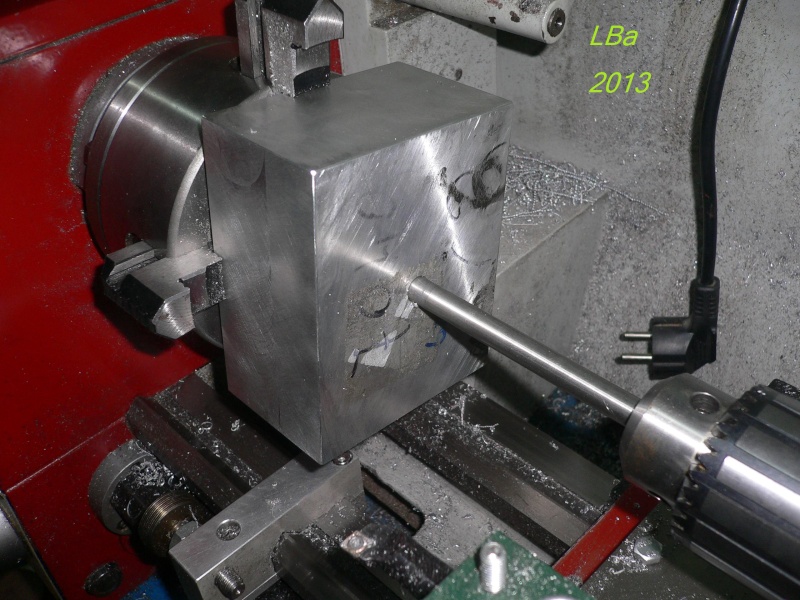
mise en place de la piéce dans le mandrin 4 mors
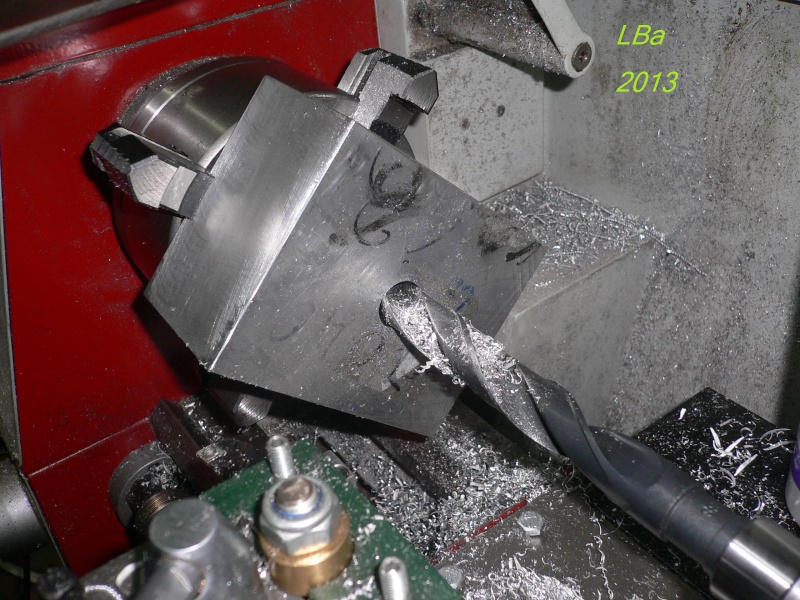
contre perçage à 19 mm avant début alésage
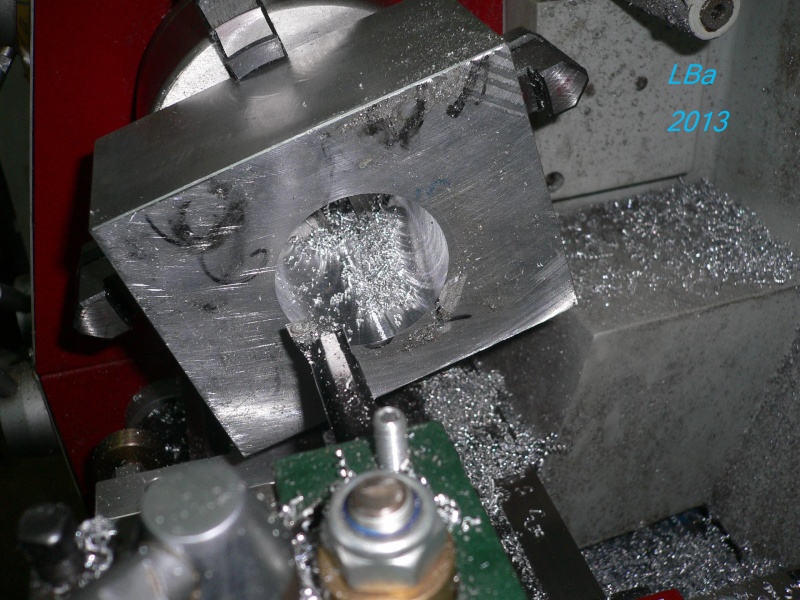
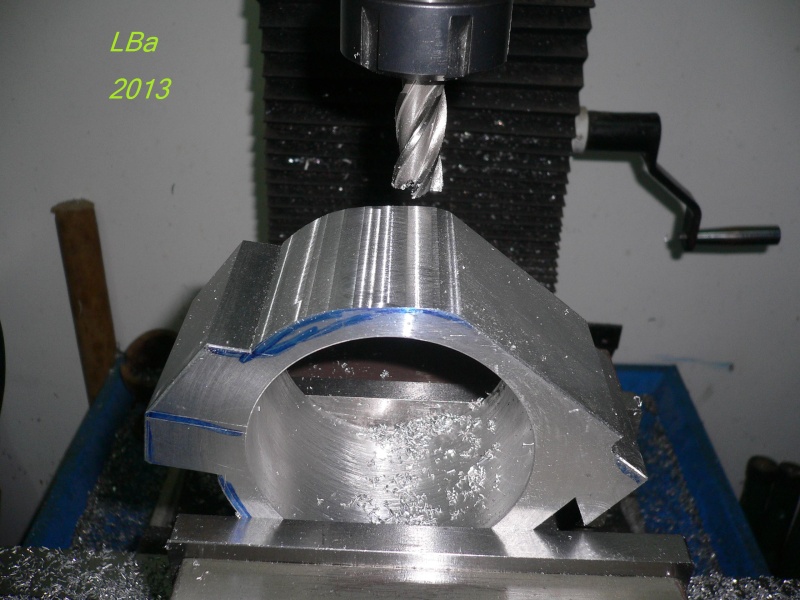
commençement de l'alésage (80 mm)
je n'ai pas pue le faire débouchant, car je me trouvais dans les mors de serrage du mandrin

en fond d'alésage reste une collerette de 2 mm d'épaisseur qui sera enlevée en dressant la face
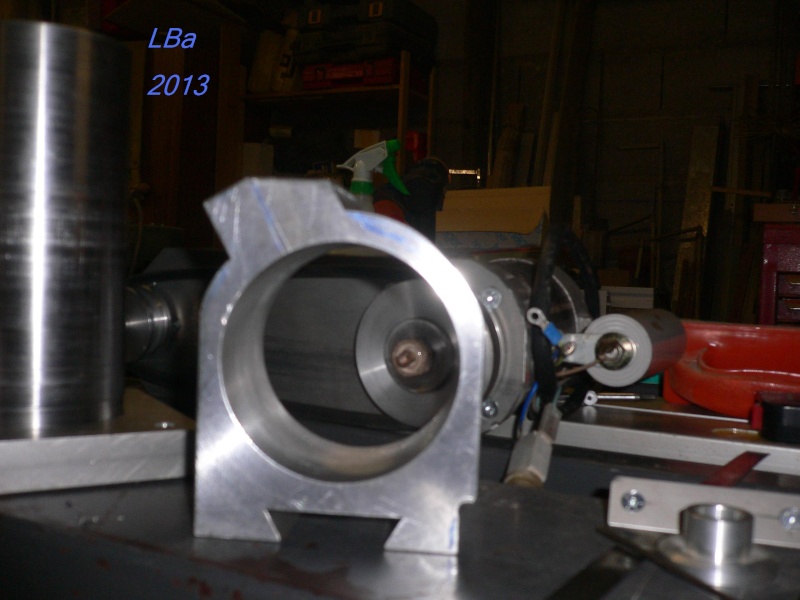
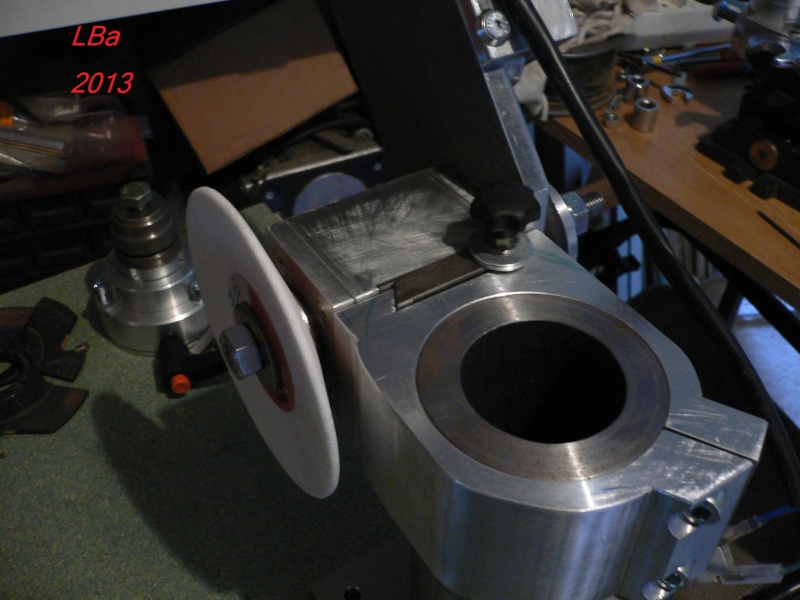
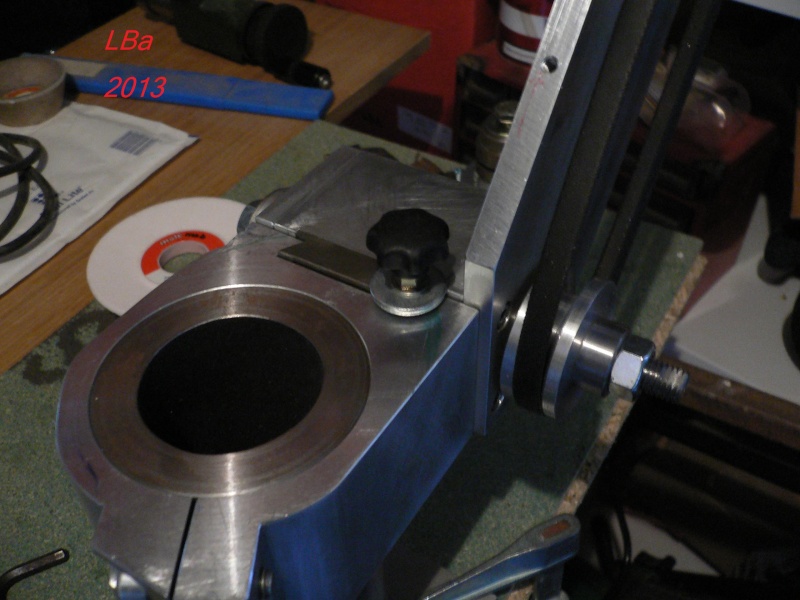
petite vérification de l'ajustement bride /colonne
j'ai prévue un jeu de 0,1 le maintient de la bride en position étant assuré par pincement

dressage de la premiére face
aprés retournement de la piéce :

dressage de la seconde face et enlévement de la collerette

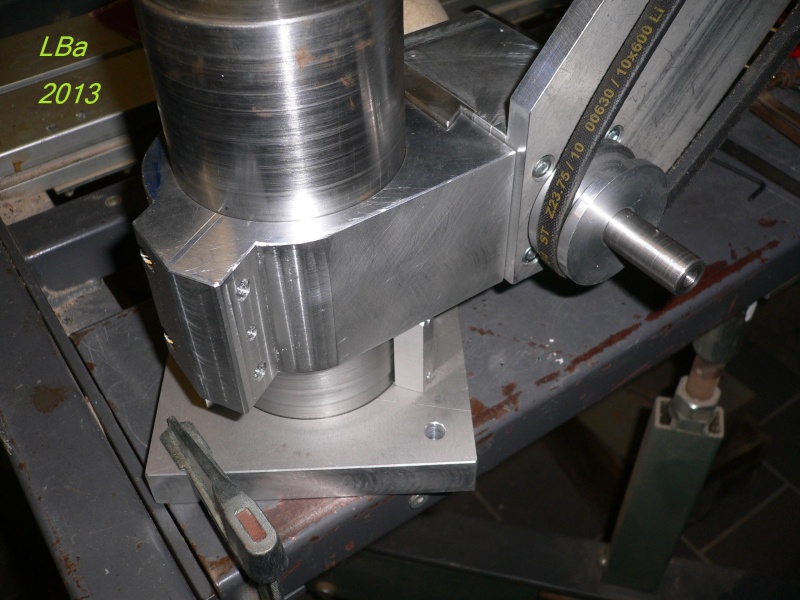
la bride sur la colonne
d'autres usinage sont à venir sur la piéce
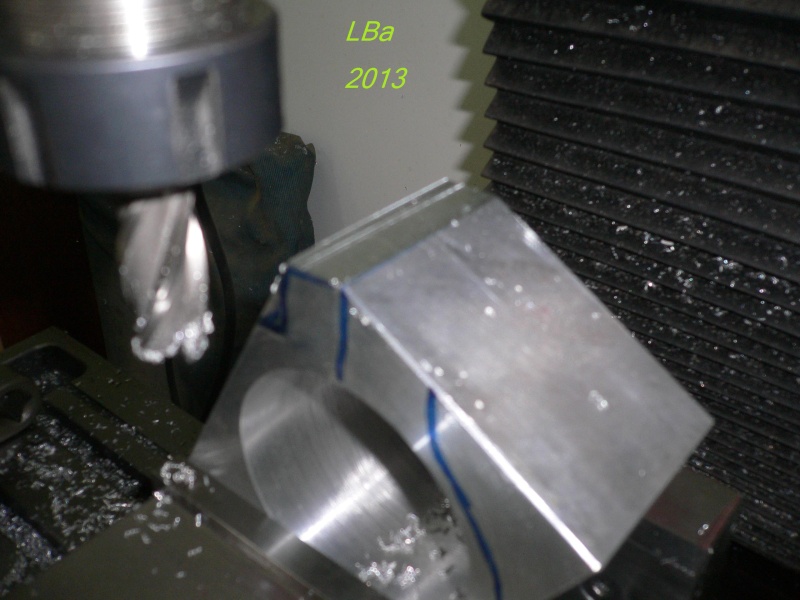
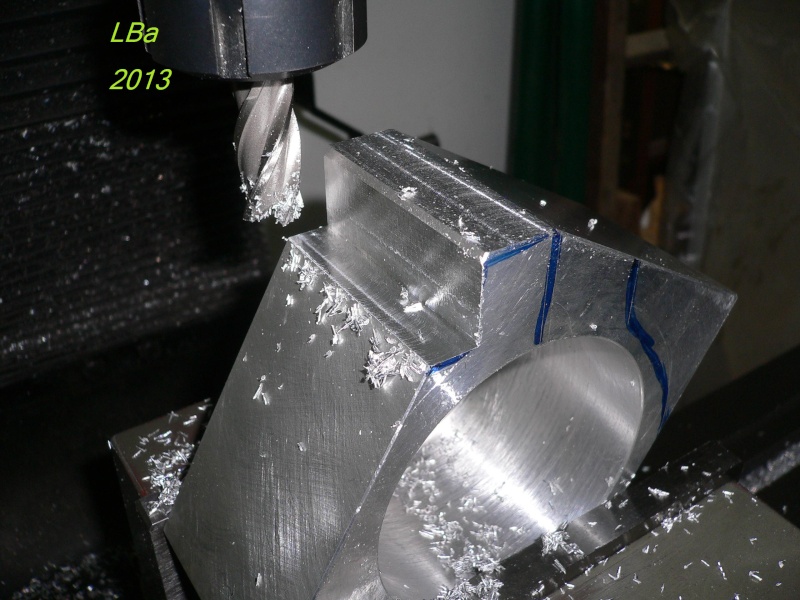
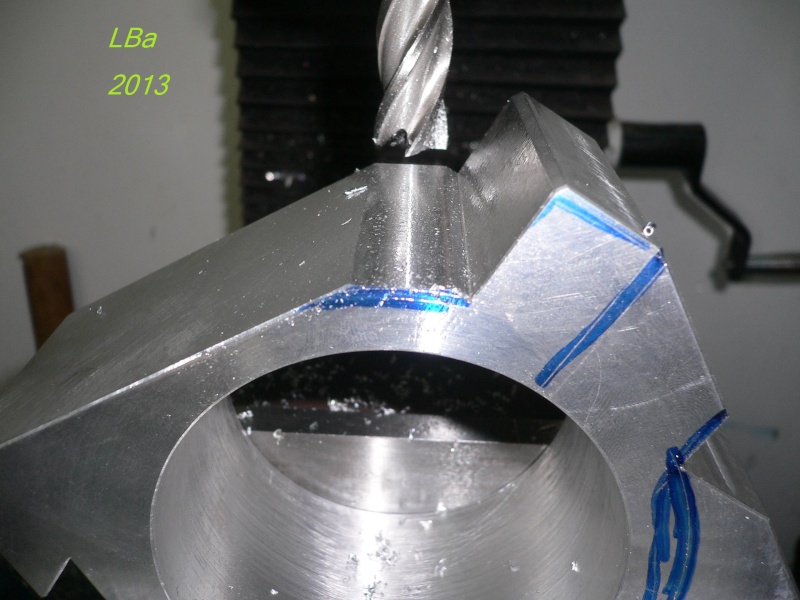
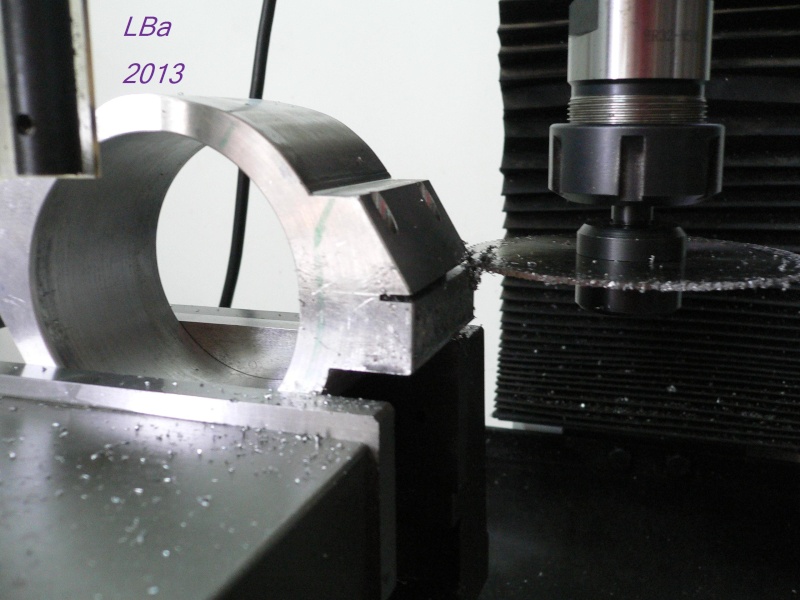
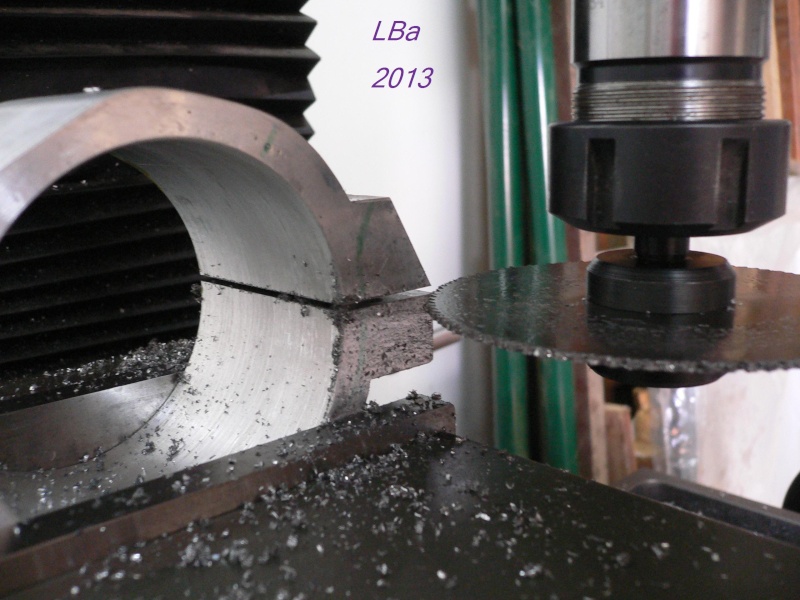
Mise en forme de la bride