

Porte outil pour tour S-6125C
échange tourelle porte outil de base
Arrivée de nouveaux portes outil (et détails d'usinage)
Voici l'arrivée de trois portes outil supplémentaire pour le tour
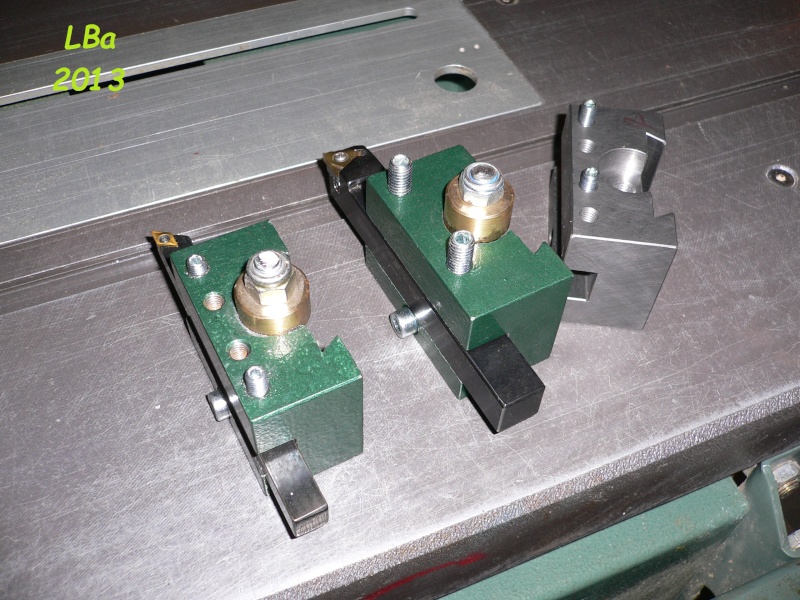
deux ont déja reçu leur finition peinture, pour le troisième, ce sera son tour d'ici peu
Concernant les différents usinages :
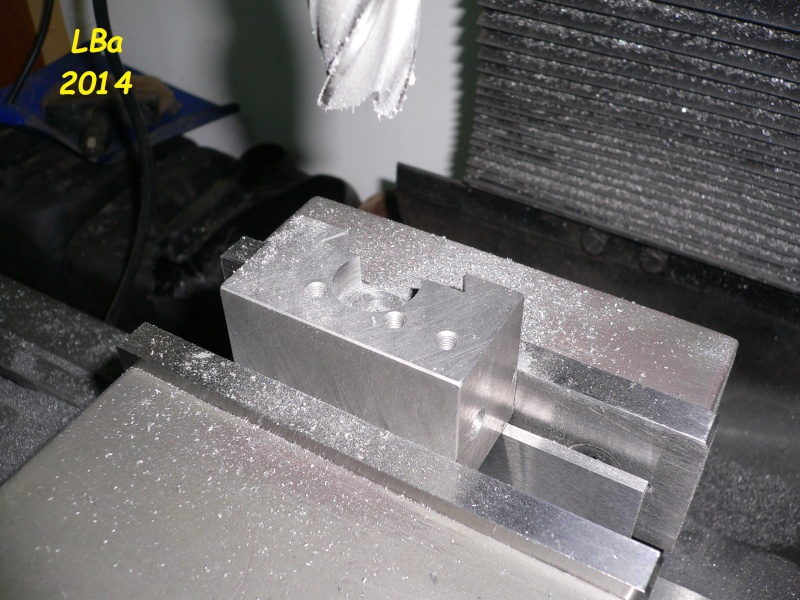
aprés cubage d'un prisme, usinage d'une rainure d'ébauche en vue de l'usinage de
queue d'arronde

fraisage et semi-finition d'un coté de la rainure
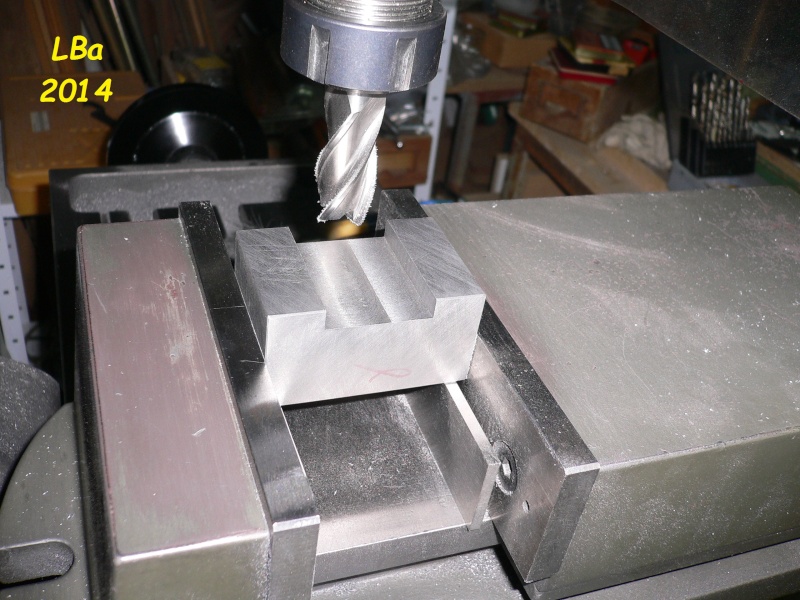
fraisage et semi-finition de l'autre coté de la rainure
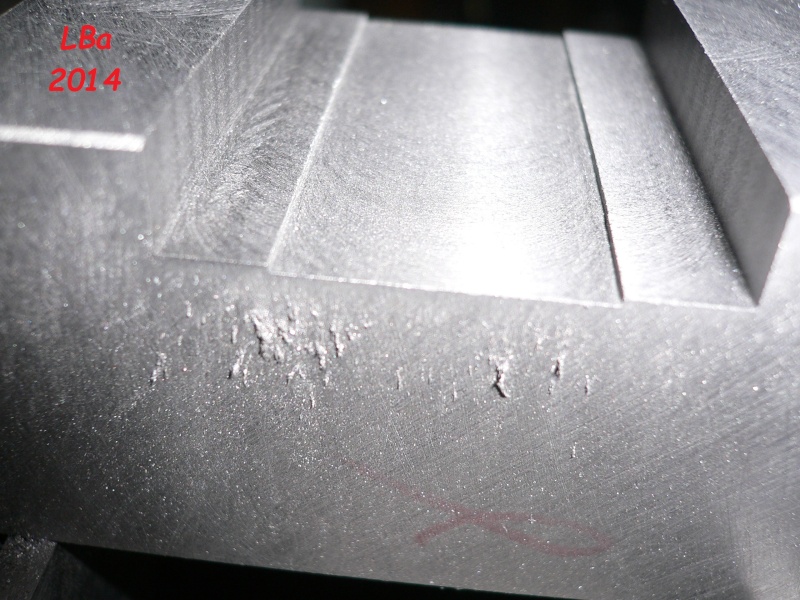
usinage d'un dégagement de 5/10 de profondeur en fond de rainure pour réduire la surface portante
Usinage de la queue d'arronde
avec la fraise adéquat, usinage d'un coté
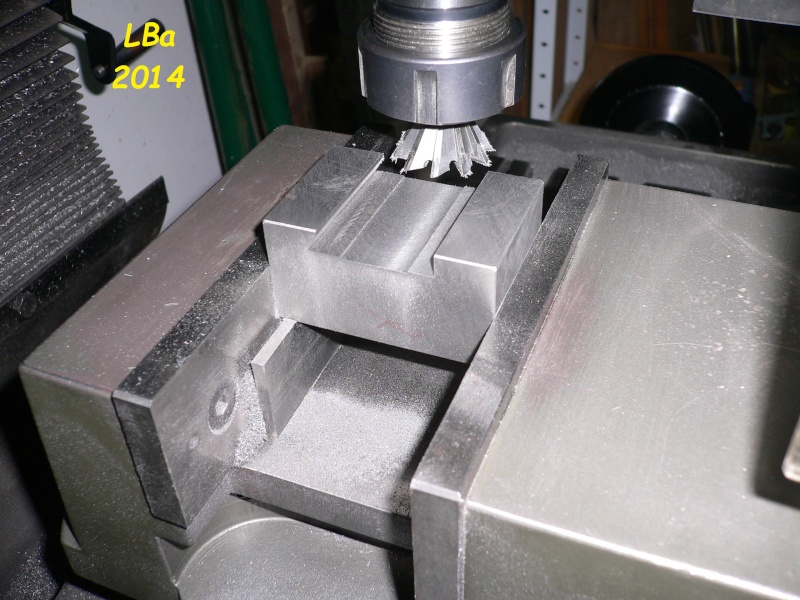
l'usinage se fait en plusieurs passes car la fraise est assez fragile
au part-avant, à l'aide de la trigonométrie, j'ai calculé les dimensions téhorique de la queue d'arronde
et ce pour des piges de phi 6 mm
donc controle de la dimension :
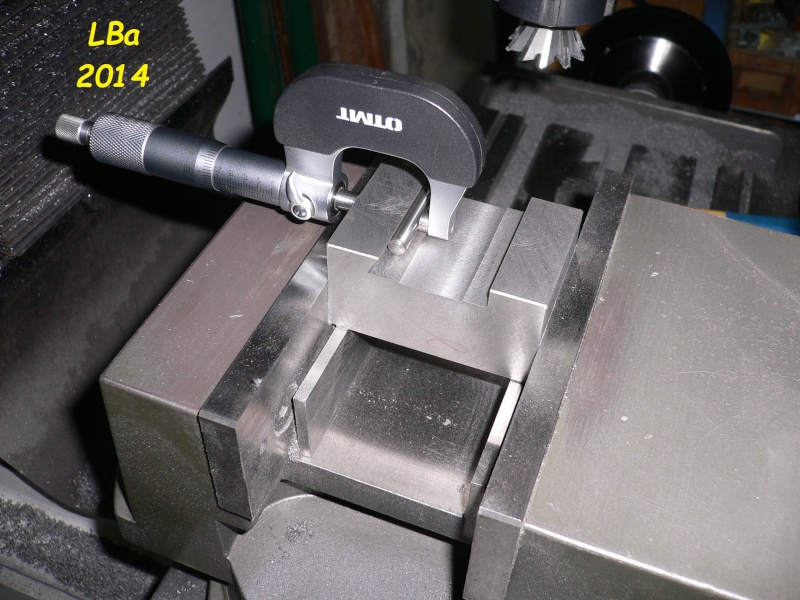
une fois la cote réalisé et obtenue

usinage du second coté afin d'obtenir une queue d'arronde double femelle
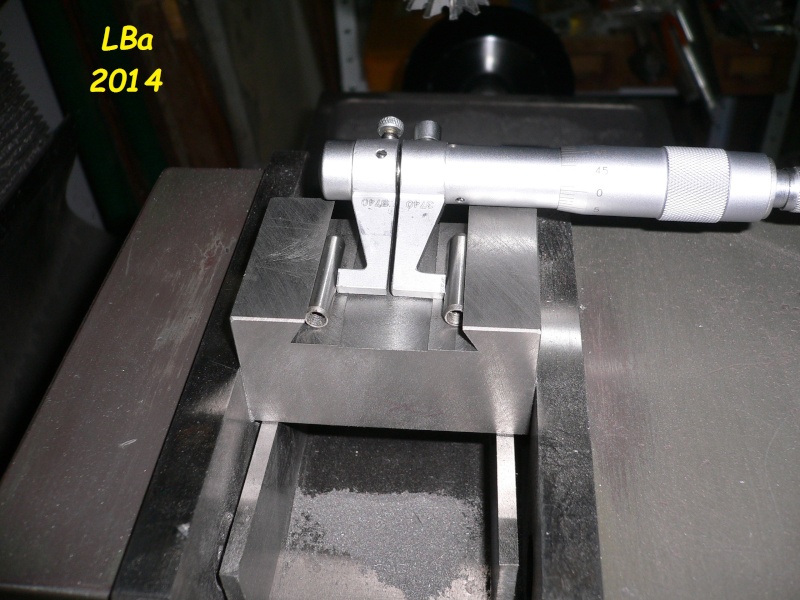
mesure de la queue d'arronde , cette fois à l'aide de deux piges de phi 6 mm
arrivé à la cote téhorique, controle avec la queue d'arronde male

controle de l'ajustement (avec la tourelle) des queues d'arronde male/femelle
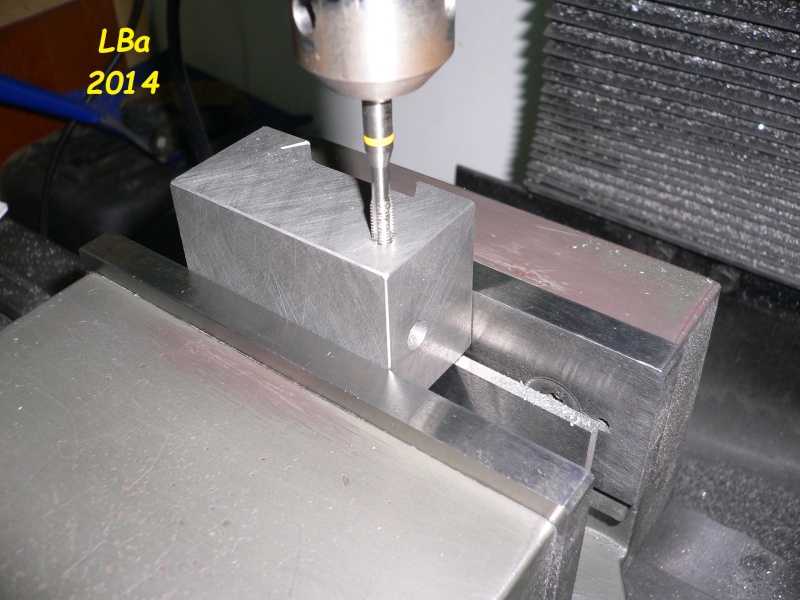
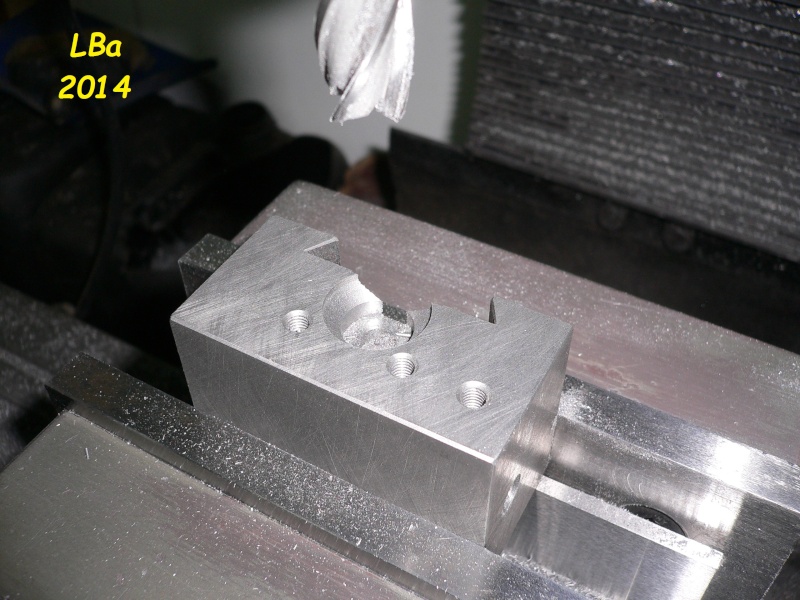
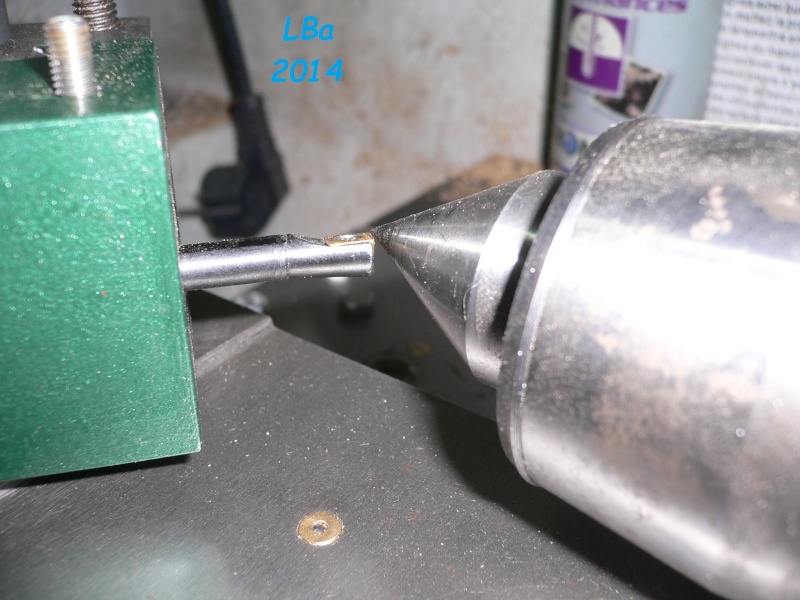
Le porte outil en cours de réalisation sera pour ce type d'outil :

c'est un outil à aléser corps cylindrique de phi 6 mm
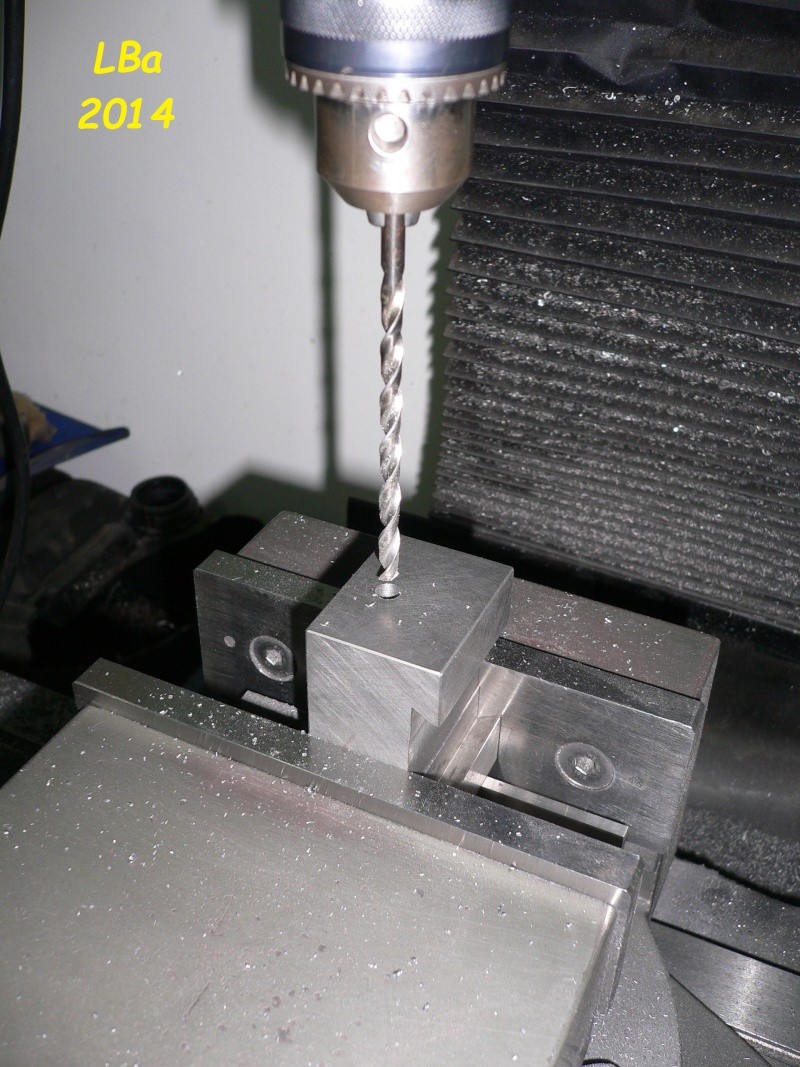
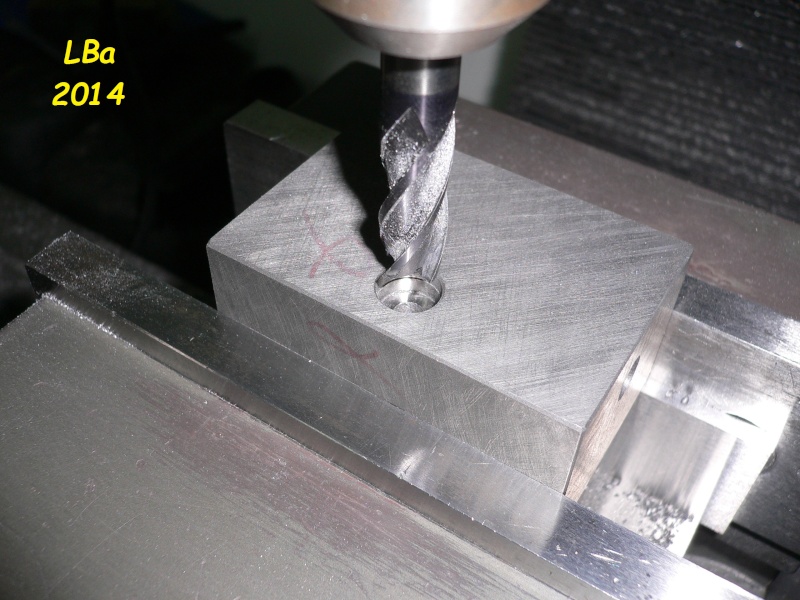
perçage du passage de l'outil avec un foret série longue de phi 6,2 mm
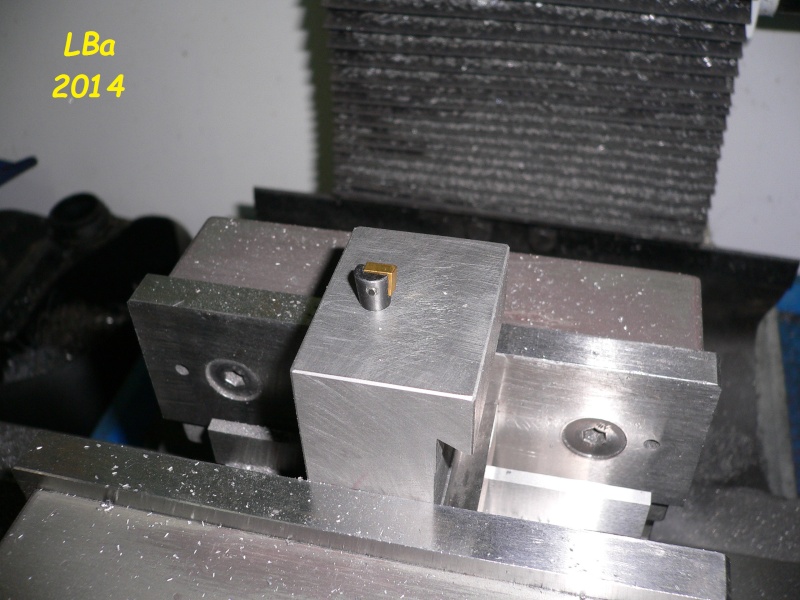
essais de passage de l'outil dans l'usinage
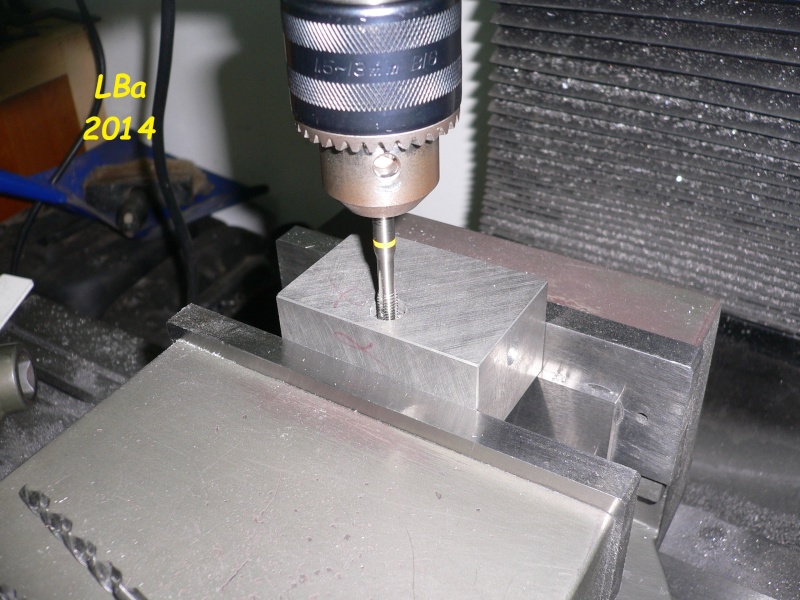
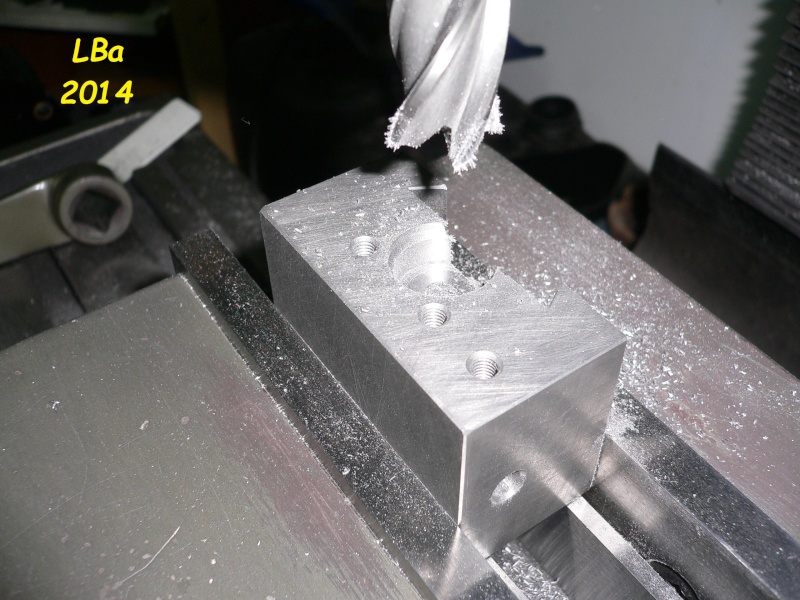
aprés changement de position de la piéce dans l'étau, perçage/taraudage de 3 M5 pour l'immobilisation
de l'outil
taraudage aprés perçage d'une immobilisation
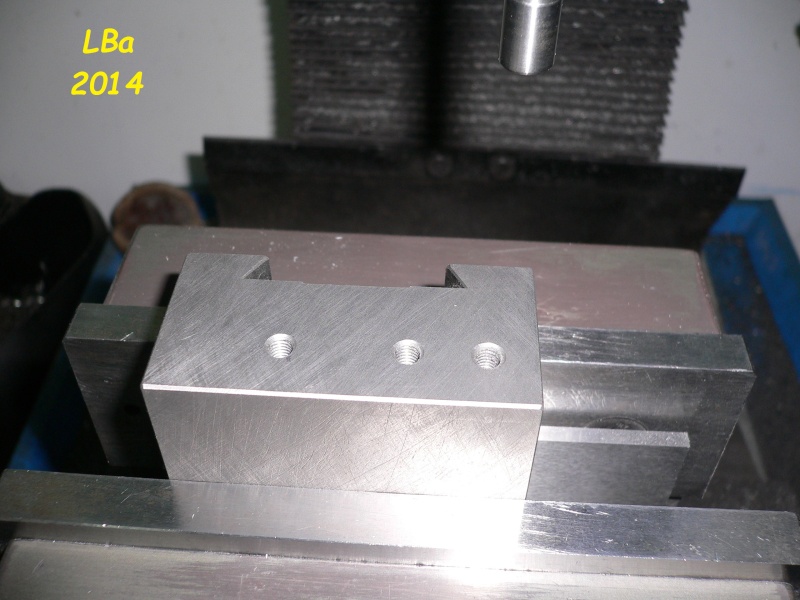
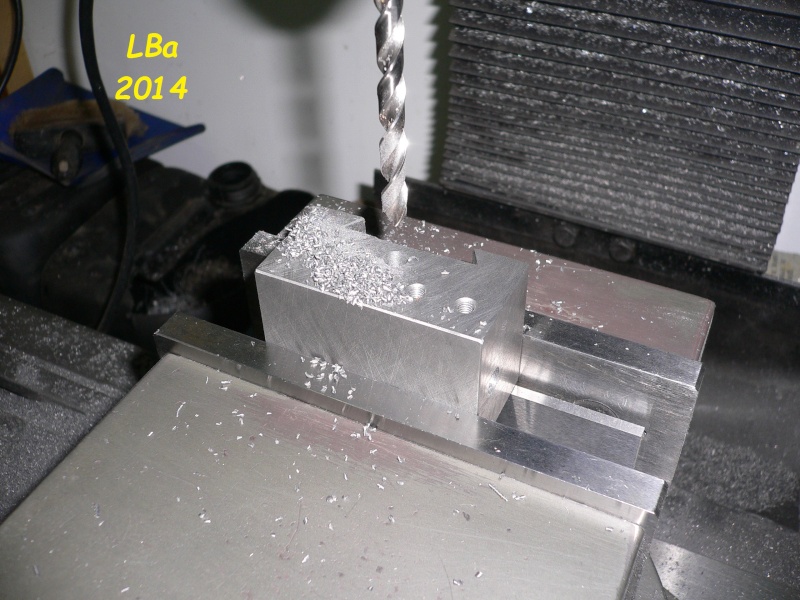
les 3 immobilisations d'outil perçées/taraudées
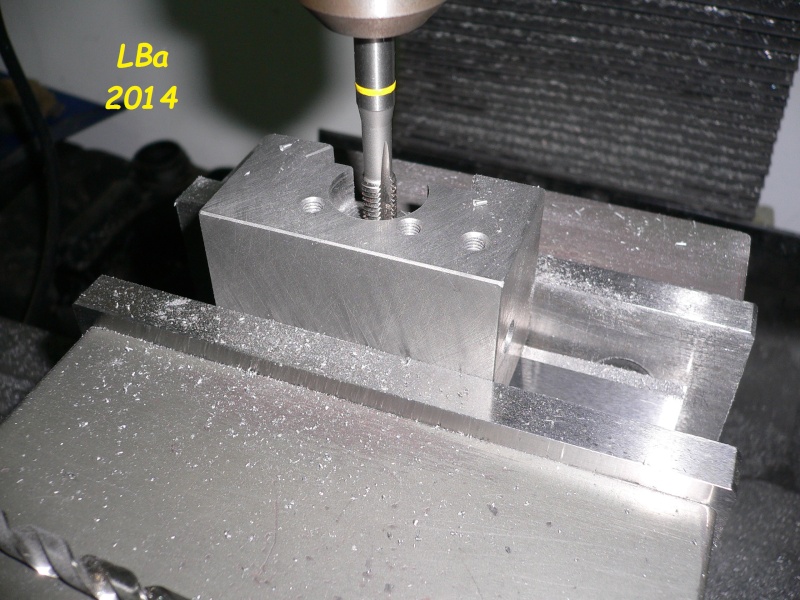
repositionnement de la piéce afin de réaliser son immobilisation sur la tourelle du tour
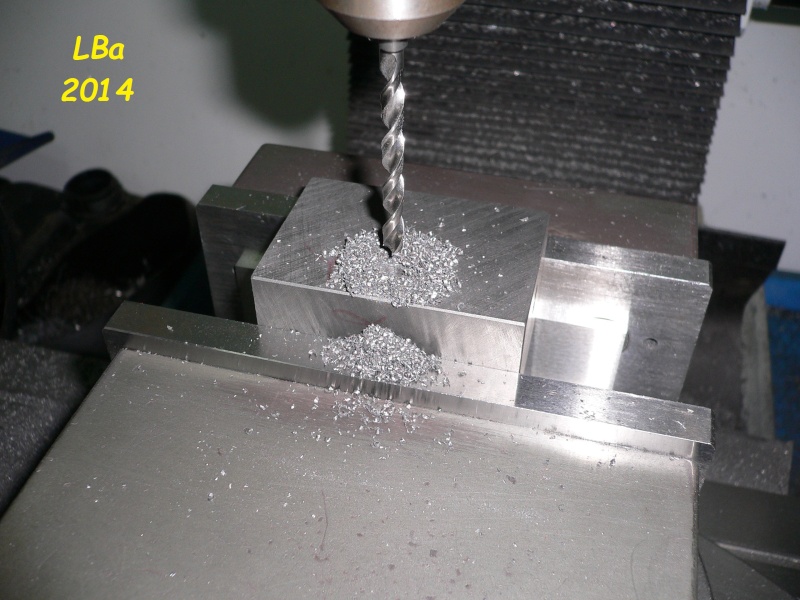
perçage d'un phi 5 mm
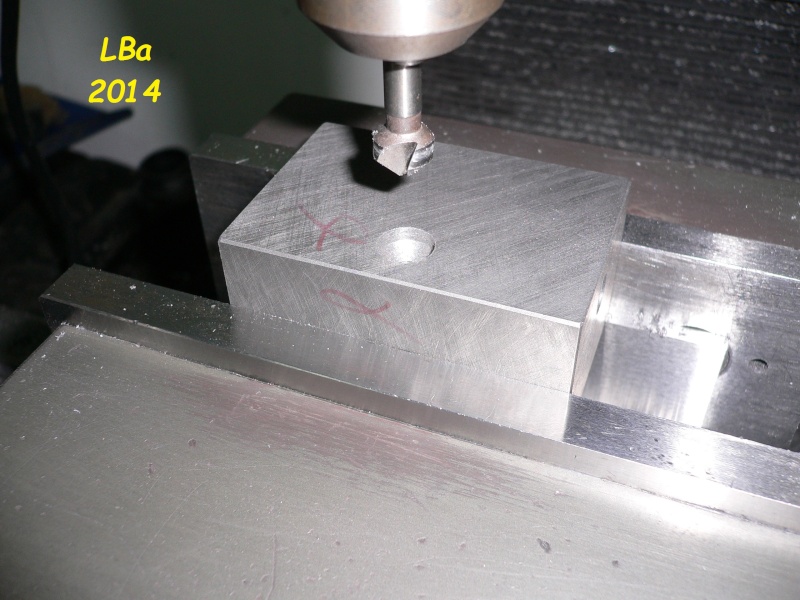
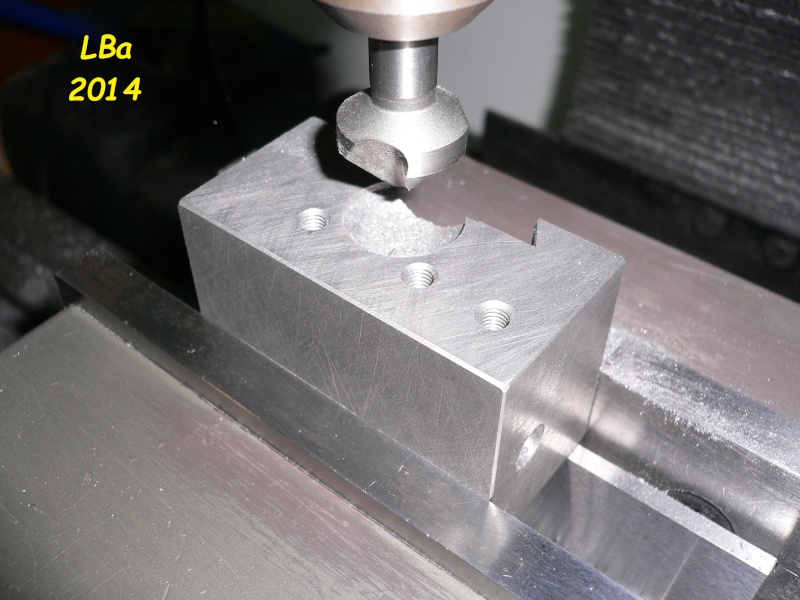
pré-lamage à phi 10 mm du trou
finition du fond plat du lamage à la fraise de phi 10 mm
taraudage à M6 de l'immobilisation du porte outil sur la tourelle
Réalisation du principe de réglage en hauteur(par rapport à l'axe des pointes) de l'arréte de la pastille de l'outil
perçage à phi 6,8mm d'un trou borgne (non débouchant) pour un taraudage M8 futur
usinage d'un pré-lamage de phi 20 mm avec une grosse fraise à fraisure
le lamage à fond plat s'effectue en plusieurs passes (diamétre de fraise de 10,14,16,18,20,22) méthode plus longue
mais avec un meilleur résultat que directement à phi 20mm
ici avec une fraise de phi 14mm
là avec une fraise de phi 18mm
ici finition avec la fraise de phi 22mm
taraudage à M8 du trou
montage du porte outil sur la tourelle :
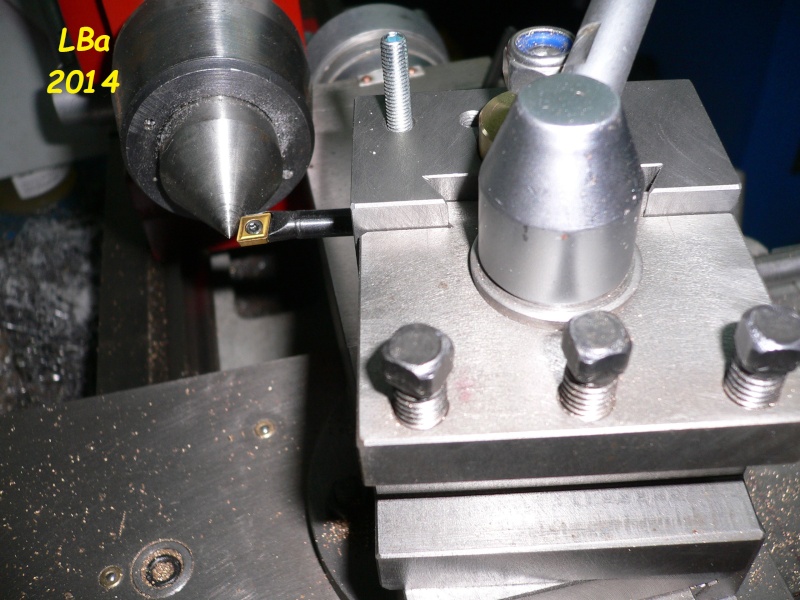
afin de vérification du réglage de la hauteur

usinage d'un téton sur les vis de blocage de l'outil
Le porte outil est passé à la peinture, les différentes vis montées
Réglage de la hauteur de l'outil
le porte outil en place sur la tourelle, il ne reste plus que la pointe de la pastille raportée à mettre
à la hauteur de la contre pointe et ceci à l'aide de de la bague en laiton
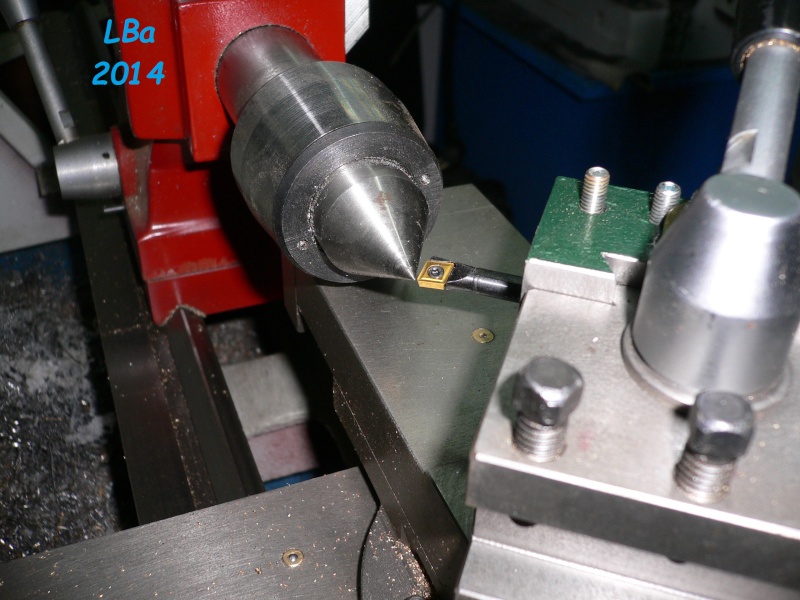
l'alignement doit étre le moins mal possible
Plan tourelle Tour S-6125c en remplacement de celle d'origine
Les plans de ma tourelle porte outil à changement rapide (plan réalisé sous SketchUp)
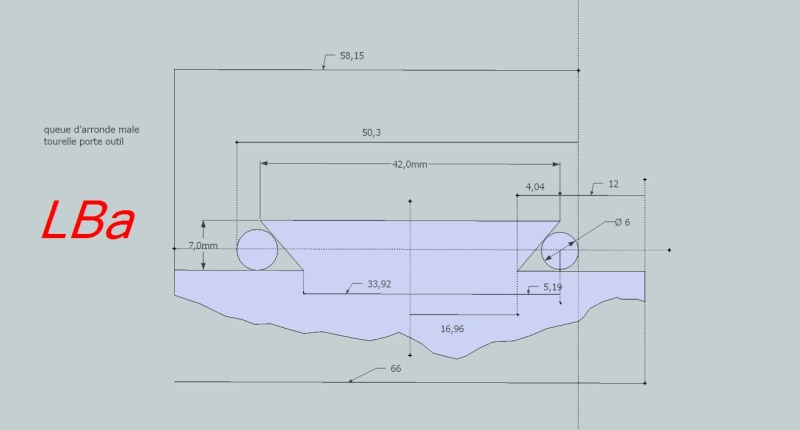
le guidage du porte outil est assuré par la queue d'arronde male
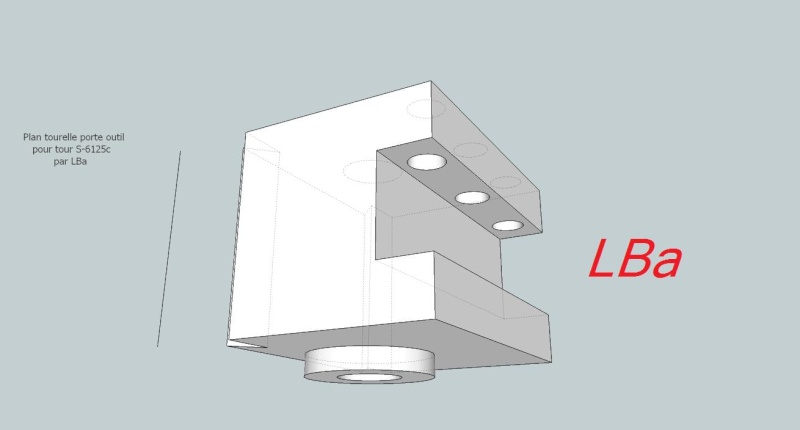
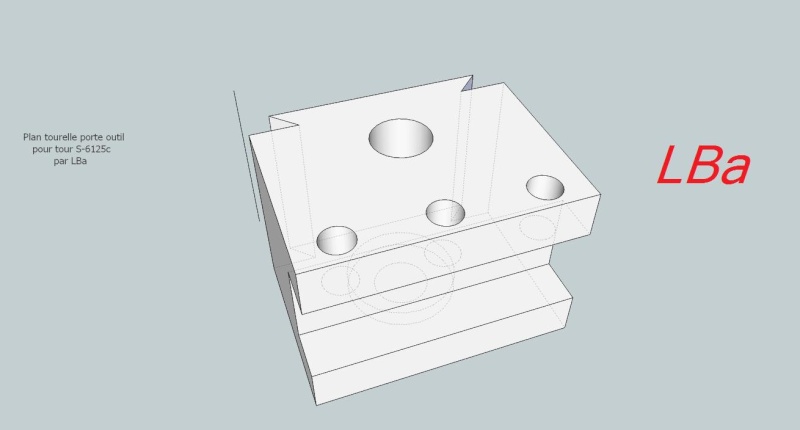
la cotation pour l'usinage
la hauteur d'axe de broche est de 77 mm par rapport au dessus du chariot transversal donc j'en ai tenu compte pour la fabrication
(j'espére qu'il n'y a pas d'erreurs)
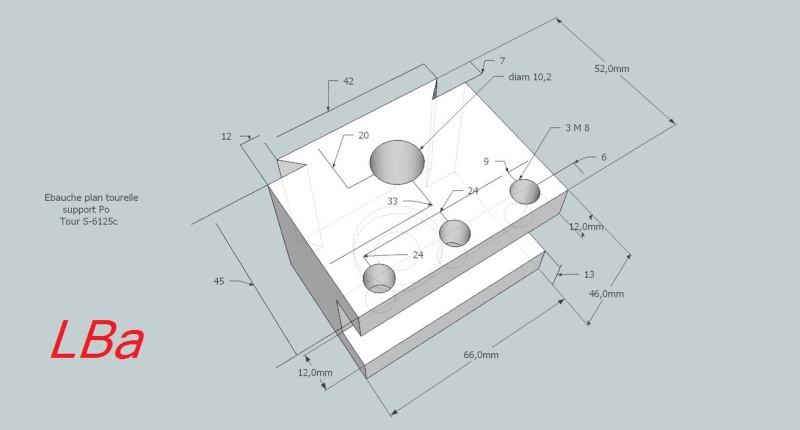
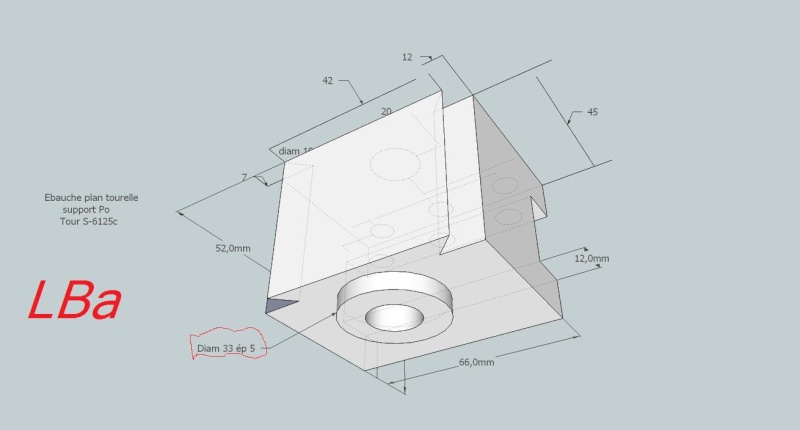
le diamétre de la rondelle de centrage est de 30mm (erreur plan) et est fixée sur le corps par trois vis Tf à 120°
pour l'usinage de la queue d'arronde (cote téhorique de calcul trigonométrique)
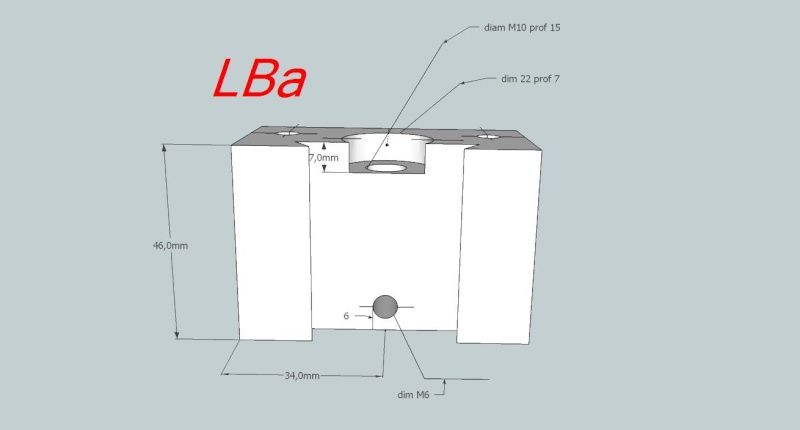
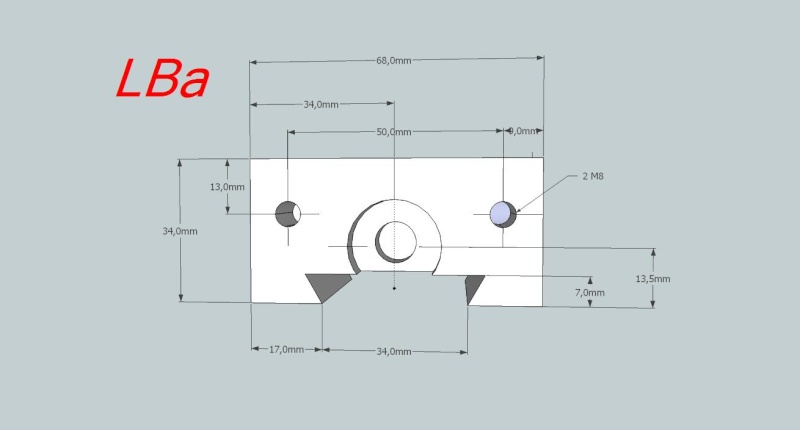
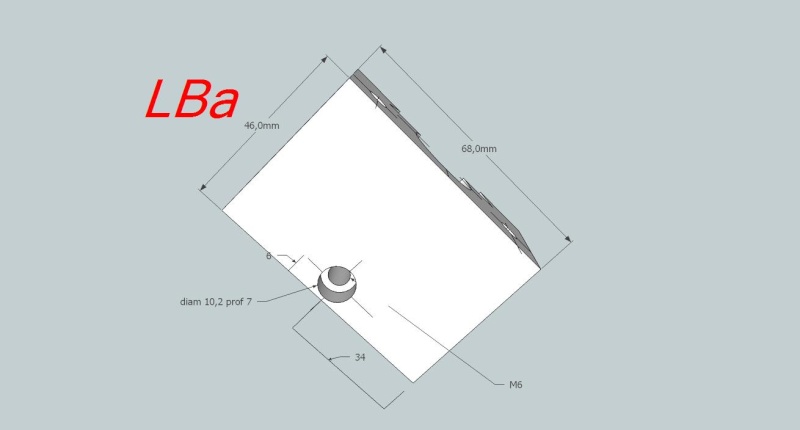
Plan d'un Porte outil
certaines dimensions seront commune aux différent porte outil (queue d'arronde, dimention d'encombrement, principe de réglage de la hauteur)
usinage queue d'arronde femelle
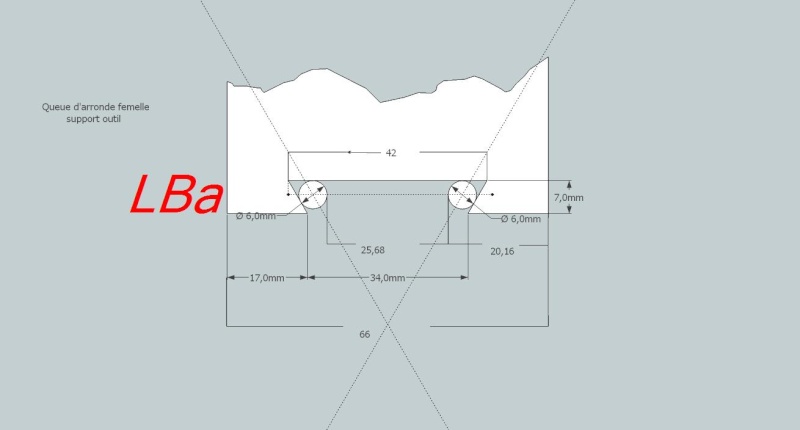
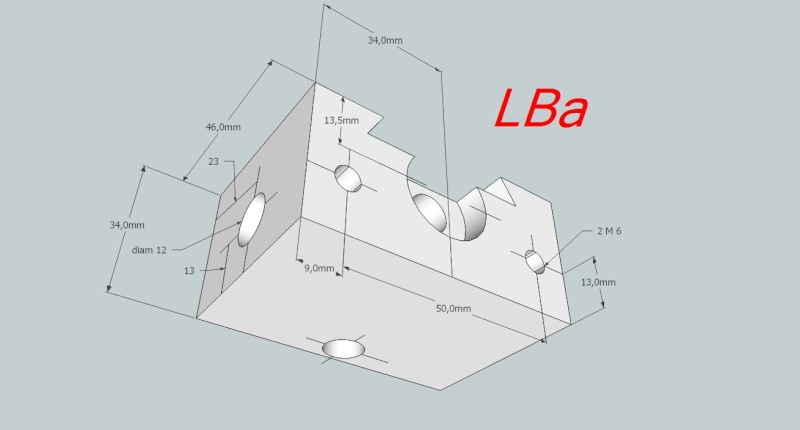
ce porte outil est prévu pour un outil d'alésage de diam 11
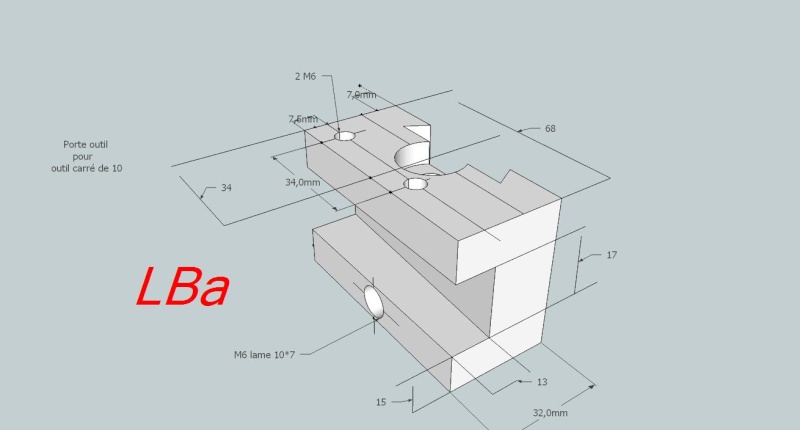
ce support est prévu pour un outil carré de 10
remplacement de la tourelle porte outil de base (mise à jour)
A la base,mon tour S-6125C était équipé d'une tourelle porte outil dont il fallait caler les outils
pour qu'ils soient à hauteur de l'axe des pointes
l'ancienne tourelle démontée

vue de dessus

vue de dessous

et là l'ancienne tourelle sur le tour
ayant raz le bol de ce systéme peut pratique, je me suis fabriqué une nouvelle tourelle
sur laquelle vient ce mettre des portes outil préréglé à hauteur d'axe des pointes
La nouvelle tourelle à :
sur une face le systéme classique (au cas ou, on ne sait jamais) et sur l'autre face une double
queue d'arronde qui reçoit des des portes outil

nouvelle tourelle en place sur le tour, c'est de ce coté que viendront les différents portes outil

et là, le coté classique de la tourelle avec calage si besoin sous l'outil
donc, sur cette tourelle,vient ce mettre (sur la queue d'arronde) des portes outil

là, c'est une ébauche de porte outil en place
le guidage du porte outil sur la tourelle est assurée par queue d'arronde, l'immobilisation
en position par une vis Chc de M6
la hauteur est réglable par un écrou bronze (avec un contre écrou) qui prend appui sur
le dessus de la tourelle
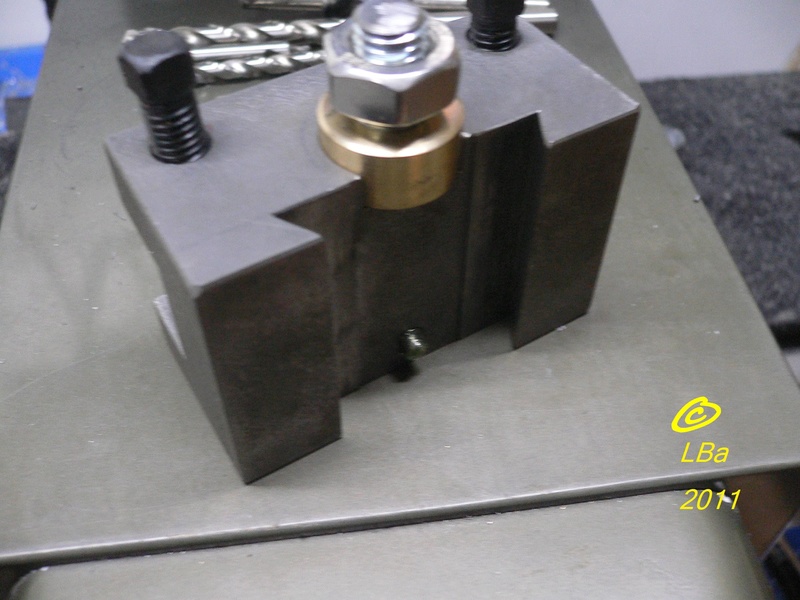

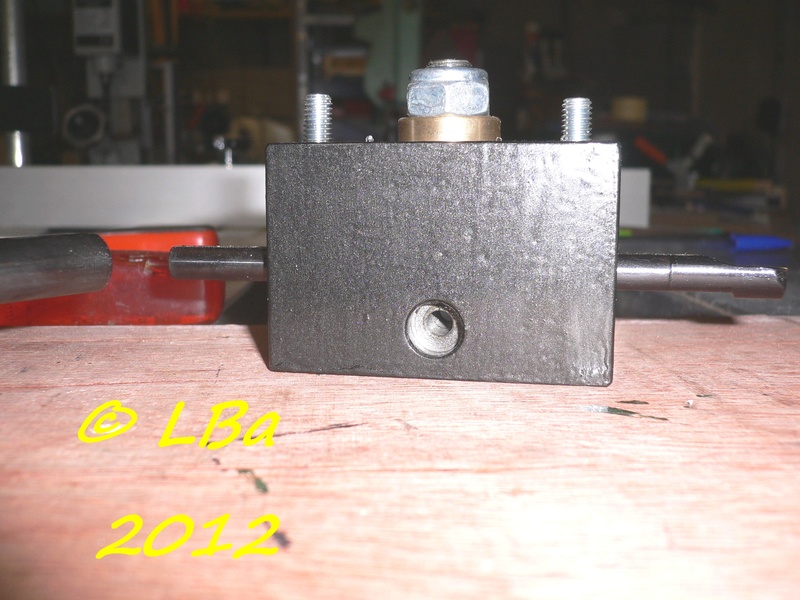
un porte outil fini d'usiné pour un outil de queue carrée

en place sur la tourelle
je me suis fabriqué plusieurs porte outil

là: un porte outil pour outil à queue carré
et des portes outil pour outil rond notenment à aléser

ici: pour outil à aleser de Ø 12 mm
et là pour outil à aleser rond de Ø 8 mm
bien sur la famille de ces portes outil ne demande qu'à s'agrandir dans le temps

une vue de famille en 2018


