
Ayant besoin de m'approvisionner en bois afin de fabriquer les montants et les traverses des 4 portes
j'ai passé commande via internet sur un site marchand " Prestobois"
si le délais de livraison a été long à mon gout pour soi-disant des bois en stock
la qualité et l'emballage des bois à été au top
le bois commandé est de l'avivé chêne de 35 mm épaisseur en différentes longueurs
afin de profiter d'une livraison gratuite, j'ai acheté du chataigner en même temps

les différents colis (emballé et bien emballé) à la livraison

ouverture d'un colis (les angles des bois sont protégés par des cornières en carton)

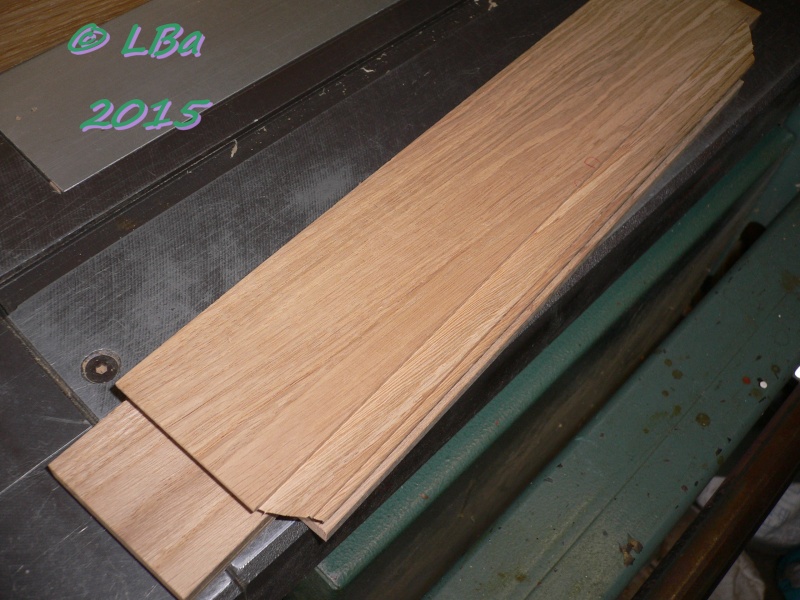
les bois déballés et stockés ( le chataigner est à gauche et le chêne à droite)
Après avoir relevé les dimensions des futurs portes (hauteur/largeur)
j'ai corroyé les montants et les traverses basses et intermédiaires (les traverses hautes seront réalisées plus tard)

désirant assembler les montants et les traverses à montage profil/contre profil ; après consultation d'une
méthode de réalisation je me dois de commencer à usiner les contres-profil sur les traverses
les traverses ont été mise à longueur sans sur cotes

j'ai réglé la sortie des fers (contre profil) sur le porte outil

détail du réglage de sortie des fers : la pointe du fer lêche le rond et ce de même façon d'un fer à l'autre

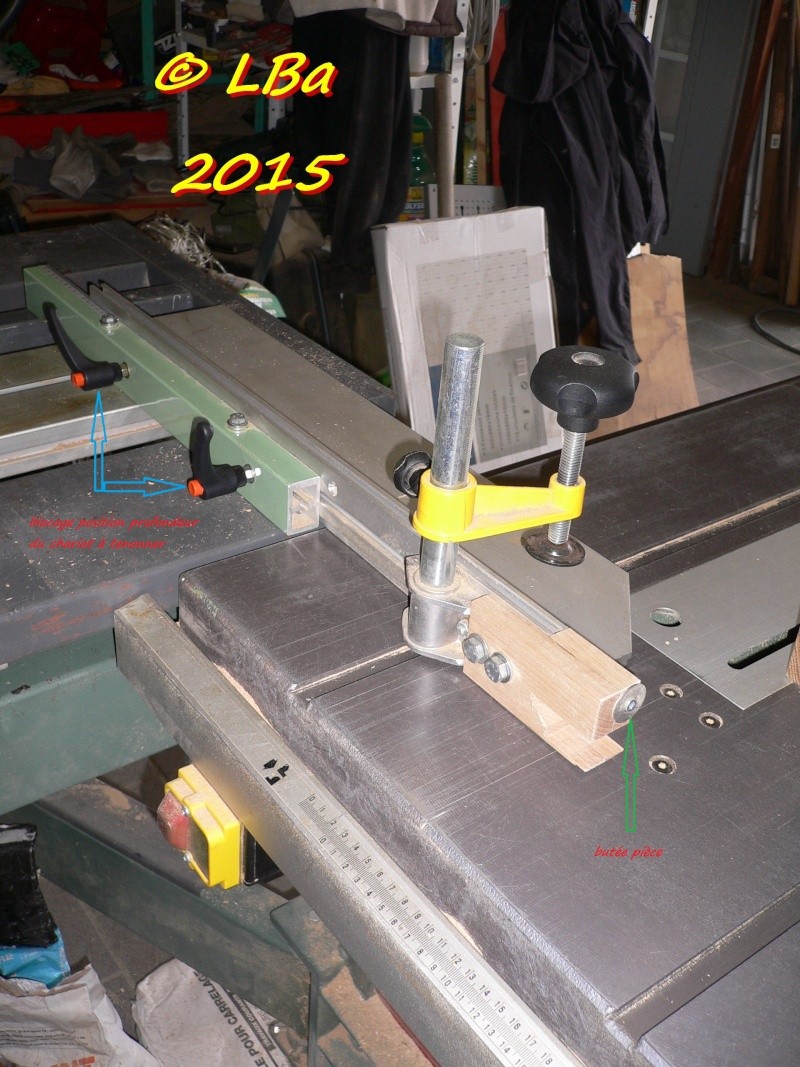
mise en place sur la toupie du chariot à tenonner
la cale martyr en bout de chariot a été changée l'ancienne ayant vécue :
ancienne cale martyr

des nouvelles cales martyr avant usinage

réglage de l'usinage du contre profil sur une chute (hauteur et profondeur d'usinage)

le réglage a demandé un affinage, j'avais un petit décalage (en hauteur) d'une prise de profondeur de passe
à l'autre
le problème résolu :

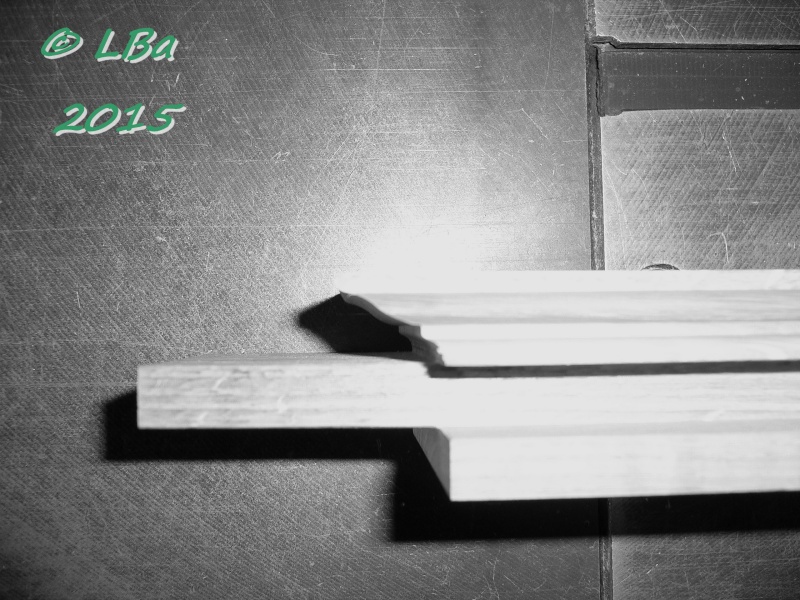
contre profilage en bout des traverses

les traverses sont contre profilées

apperçu du contre profilage d'un bout des traverses
à la vue de la profondeur de l'usinage , celui-ci a été effectué en plusieurs passes
Les traverses contre-profilées, je suis passé à l'usinage des tenons
sur le chariot à tenonner, après changement de la cale martyr, adaptation d'une butée

une simple équerre (alu) vissée

réglage de l'épaisseur du tenon sur une pièce d'essais
le réglage trouvé ,usinage des tenons des traverses

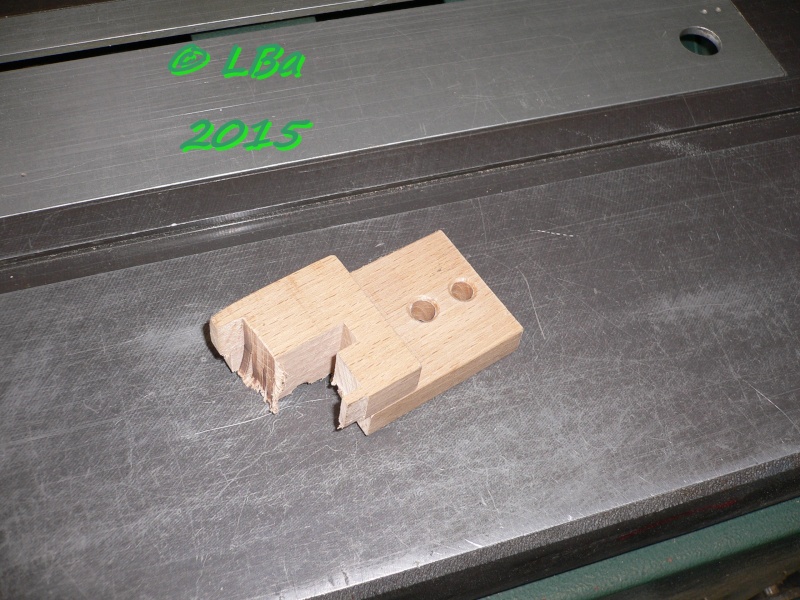
les tenons sont usinés me restera à les dégraisser, une fois les mortaises sur les montants usinées

les tenons vue de plus près
ensuite usinage d'une rainure (ou feuillure) sur les traverses, après montage d'une fraise à rainer :

réglage de la hauteur de la rainure égale à l'épaisseur du tenon

rainurage des traverses

traverse rainurée
la toupie étant réglée, j'en ai profité pour rainuré les montants

rainurage d'un montant

vue arrière du rainurage d'un montant
les pièces étant longues (2 mètres) j'ai utilisé des servantes pour les soutenir

les montants sont rainurés
Ceci fait, réglage des fers ( sur un second porte outil) pour le profilage des montants et des traverses

réglage des fers (ceux ci sont aussi pour un travail par le dessous)

réglage de la hauteur d'usinage du profil d'après celle du contre-profilage

profilage des traverses
traverse profilée
vue de l'arrête de l'intersection profil/contre-profil

les traverses sont profilées
comme pour les tenons, la toupie étant réglée, j'ai profilé les montants

les montants sont profilés
me reste à mortaiser les montants
après traçage, réglage de la mortaiseuse à B² (profondeur de la mortaise, centrage de celle ci par
rapport à la rainure, butée de début et de longueur de mortaise )

mortaise d'une extrémité d'un montant

la mortaise usinée
la mortaises réalisée, j'ai tracé un tenon

taille du tenon

montage à blanc d'un angle pour retouche/ajustement de l'assemblage si nécessaire

vue en bout du montage à blanc

vue arrière du montage

vue intérieure (feuillure) du montage
les réglages validés, j'ai usiné les mortaises pour un bout sur tous les montants
puis :

réglé la butée (axe Y) pour mortaiser les montants à l'autre extrémité par retournement de
ceux-ci ; les montants mortaisés à chaque extrémité :
réglage des butées pour les mortaises (sur les montants) des traverses intermédiaires

usinage mortaise pour traverse intermédiaire

tenon/mortaise traverse intermédiaire

montage à blanc d'une traverse intermédiaire sur montant

les mortaises des montants pour les assemblages à angle droit sont réalisées
pour l'assemblage des traverses en biais, je le ferais par la suite

positionnement des cadres de porte sur l'encadrement

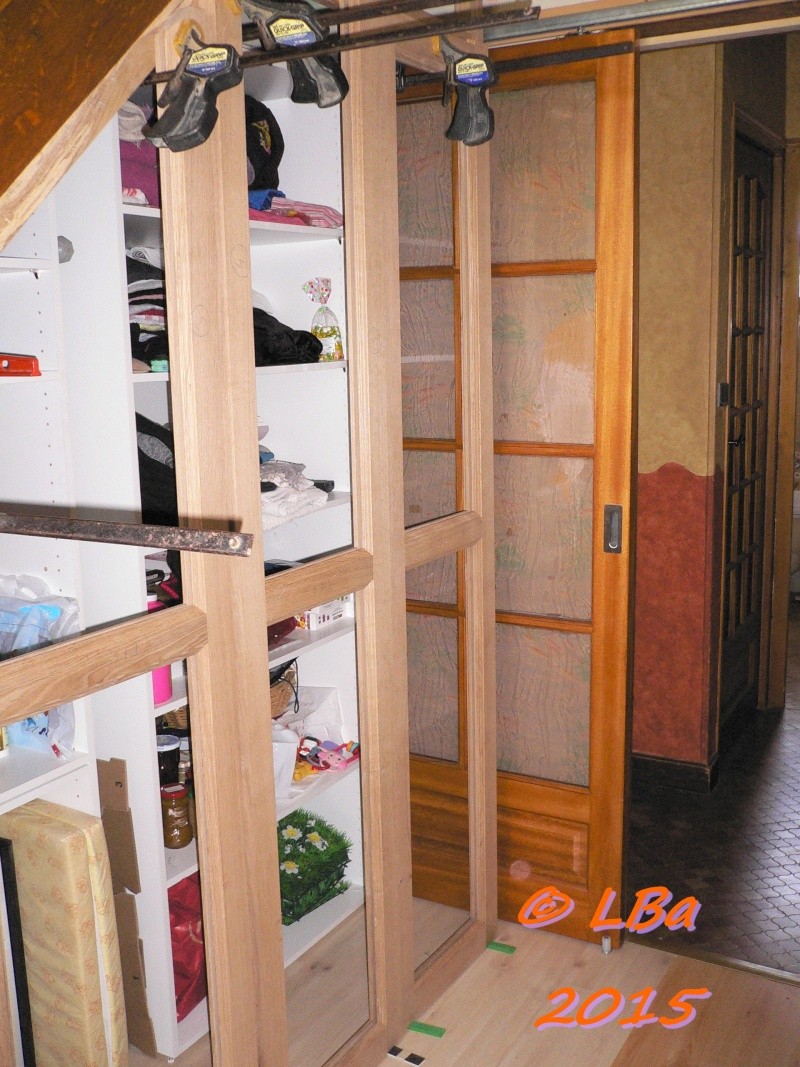
Lors de ce positionnement à blanc des cadres de prote sur le bati, je me suis
apperçu que pour les deux portes médiannes, un des montants était trop court et ce
malgré une sur longueur; il manque environ 2 cm
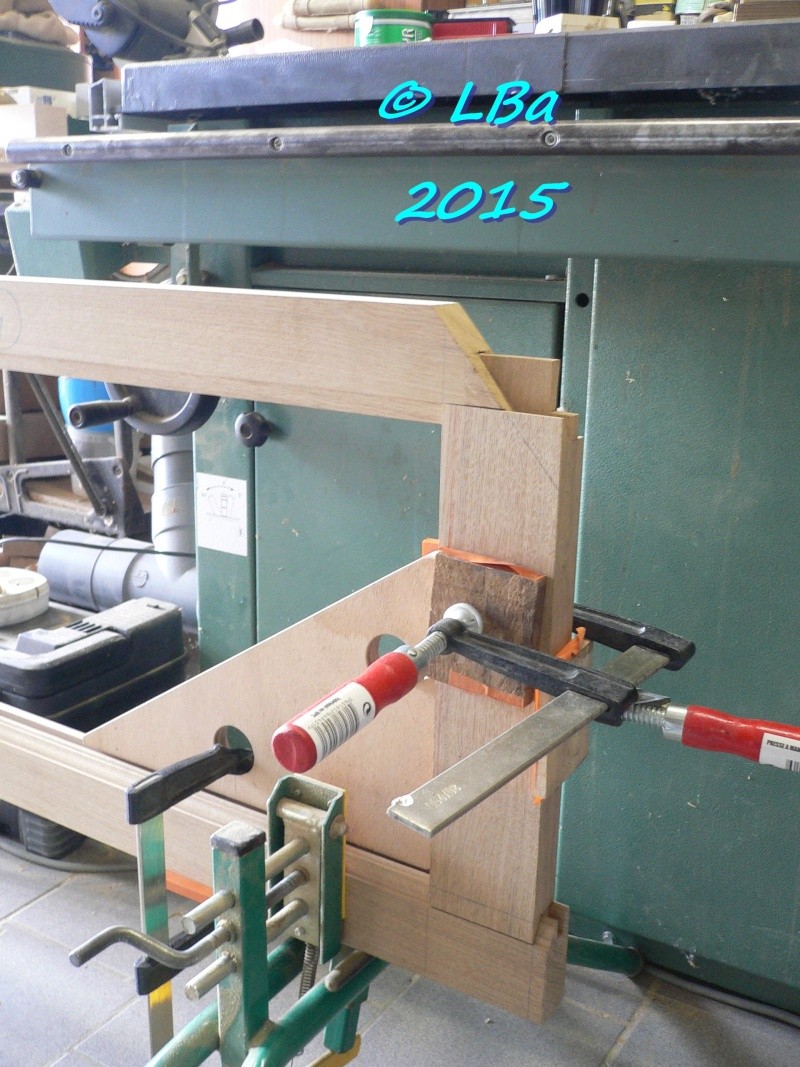
j'ai été obligé de rallonger les deux montants

montants ralongé

détail de ce qui manquait en longueur
l'aboutage réalisé et la colle sèche ,traçage des extrémités et :

sciage à longueur et à l'angle d'un montant

sciage montant à l'angle

les deux montants mis à longueur et à l'angle
l'erreur réparée, j'ai traçé les traverses

mise en situation et traçage d'une traverse

débit d'une traverse

une traverse débité à longueur, traçage de la longueur du tenon et de la position
du contre profilage

pour l'autre porte, je reste en angle droit à l'assemblage,juste une petite coupe biaise à effectuer
autre vue (avec positionnement précis de l'assemblage )


