
J'ai commencé par tracer le contour de la pièce
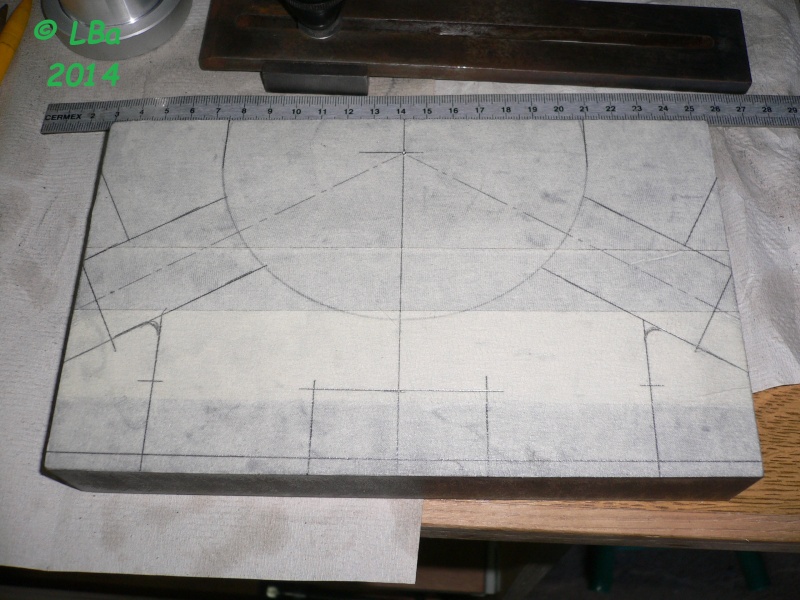
le tracé est effectué
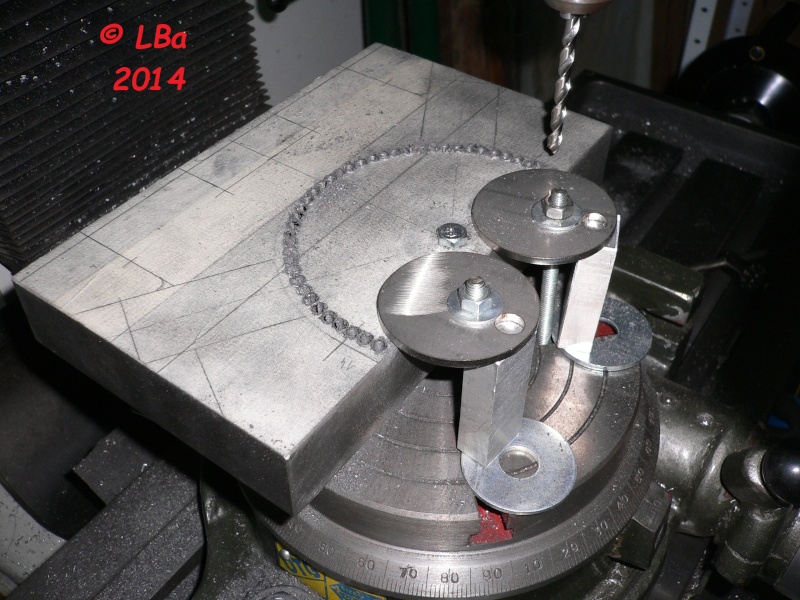
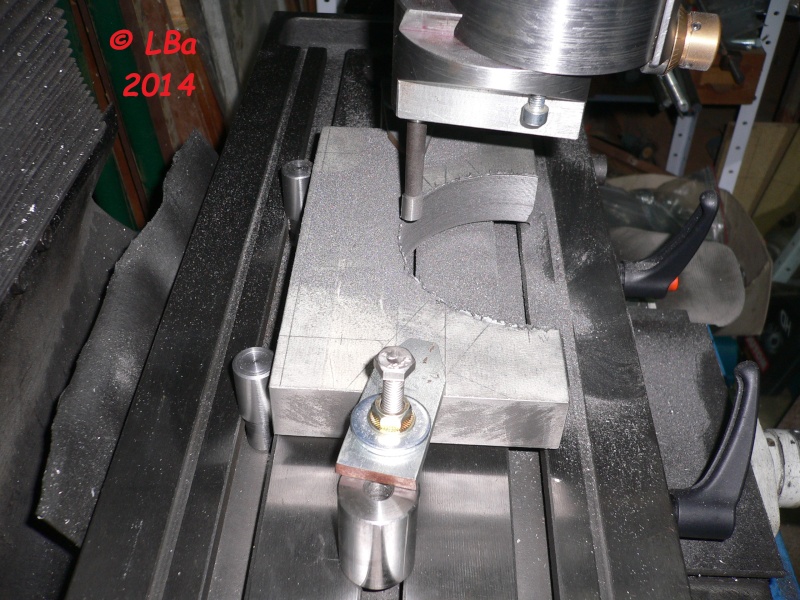
Après perçage d'un Ø 6 mm au centre de la portion de cercle tracé, mise en place de la piéce
sur le plateau circulaire. (celui-ci a été positionné sur la table de la fraiseuse et dégauchi au préalable)

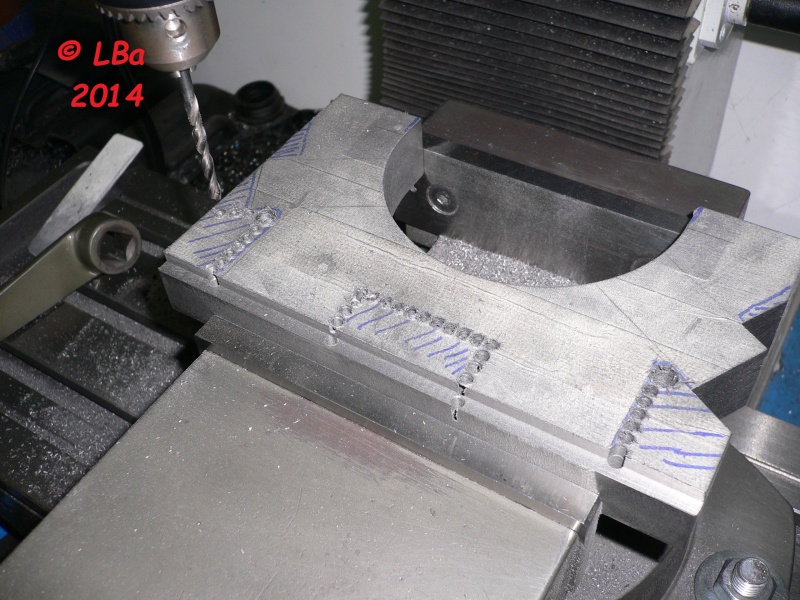
la pièce étant posé sur les deux entretoises de calage, centré sur le plateau par
l'intermèdiaire du cône et bridée, j'ai percé des ø5 tangents
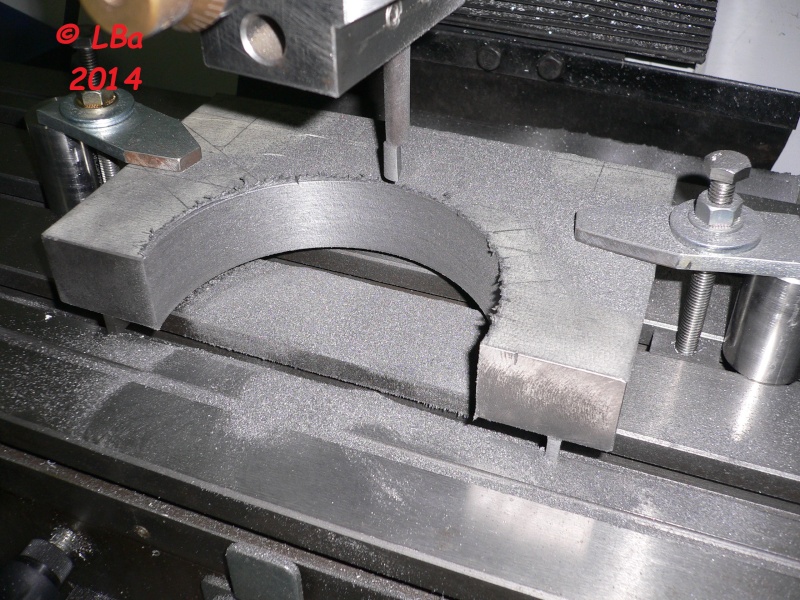
les ø5 étant percés, unp'tit coup de scie à métaux sur le départ du cercle, j'ai cassé le morceau
sans le moindre mal
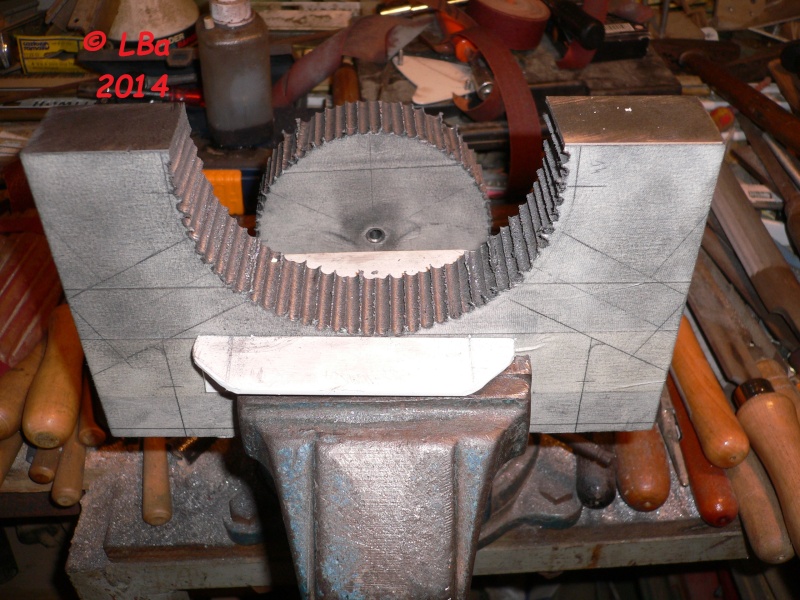
le demi cercle est cassé!
Puis montage de la piéce, directement sur la table de la fraiseuse
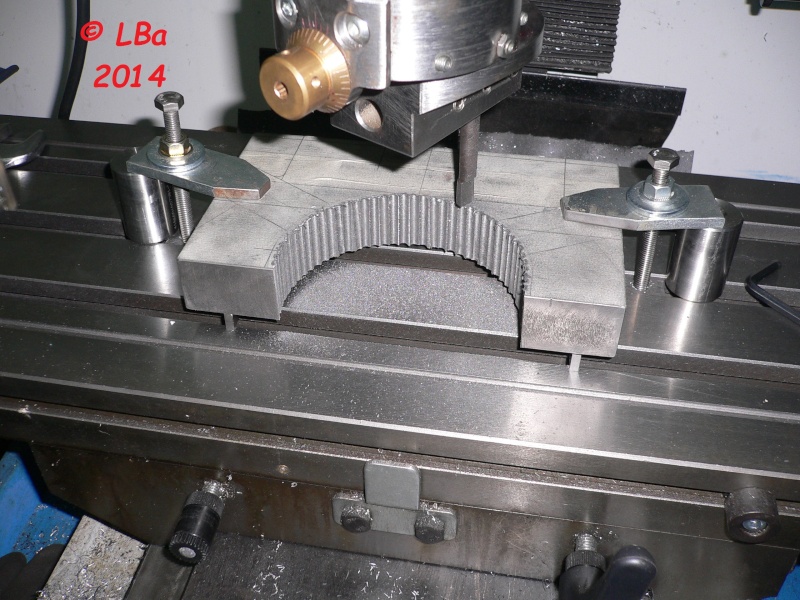
la pièce en place, bridée, centrage de la téte à alésé sur la pièce
alésage de la forme en cour, à noter que l'arrière de la piéce est en appui sur des cales
emmanchées dans une des rainures de la table
l'alésage est réalisé au Ø de 120 mm
Ceci étant réalisé,et après remontage de l'étau sur la table de la fraiseuse :
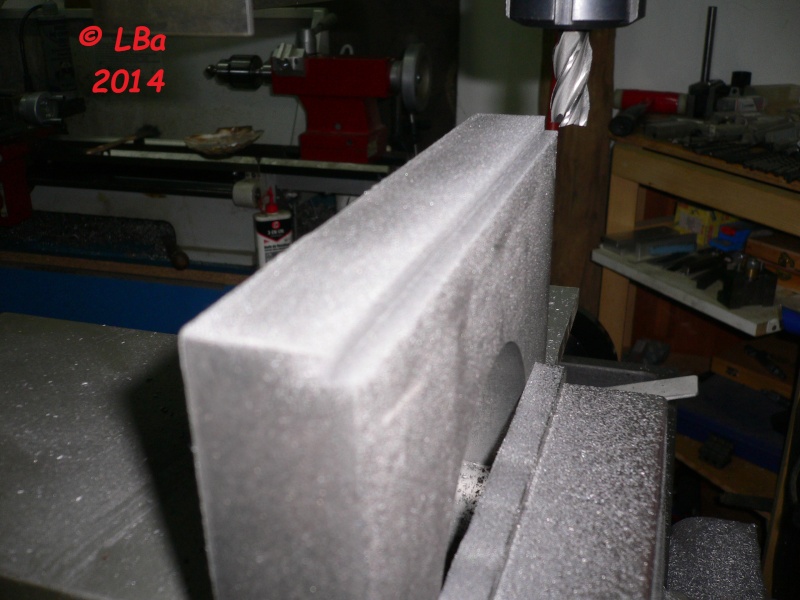
j'ai fraisé un épaulement, qui servira de centrage sur la semelle (qui elle reposera sur le banc
du tour)
ici premier coté

et là le second coté
ensuite, j'ai fraisé deux rainures dans lesquelles viendra la partie supèrieur en étant centrée

début de fraisage de la rainure coté droit de la pièce

la rainure coté droit est usinée
et le coté gauche
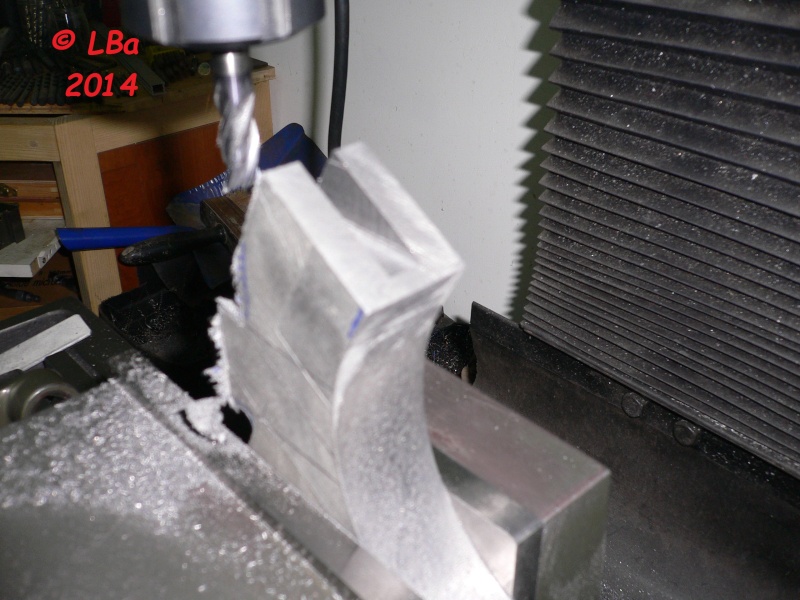
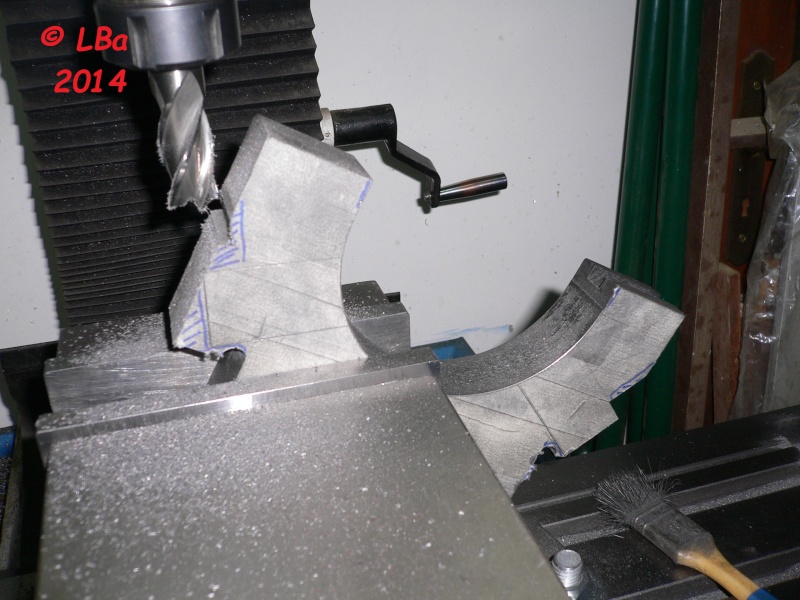
Puis j'ai commencé le fraisage, de la forme extérieur, d'abord le coté droit

et pour aller plus vite, là ou il y a beaucoup de matiére à enlever,
j'ai percé des trous tangents, un coup de scie et les ai enlevés
fraisage d'épaulement coté gauche de la pièce
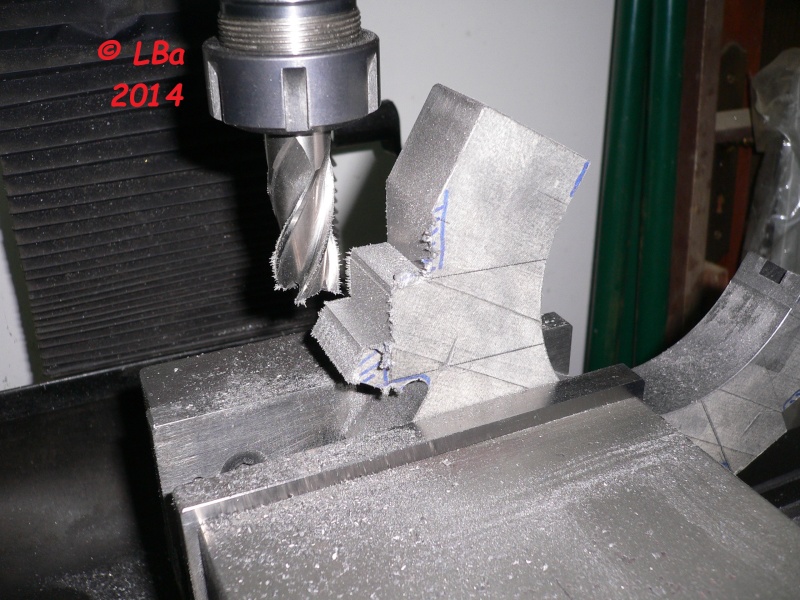
un autre en cours d'usinage

et là la fin de l'usinage
Aprés pivotement de la pièce :

fraisage de l'encoche pour le passage d'une clef

dressage de la face de l'épaulement

l'autre coté réalisé
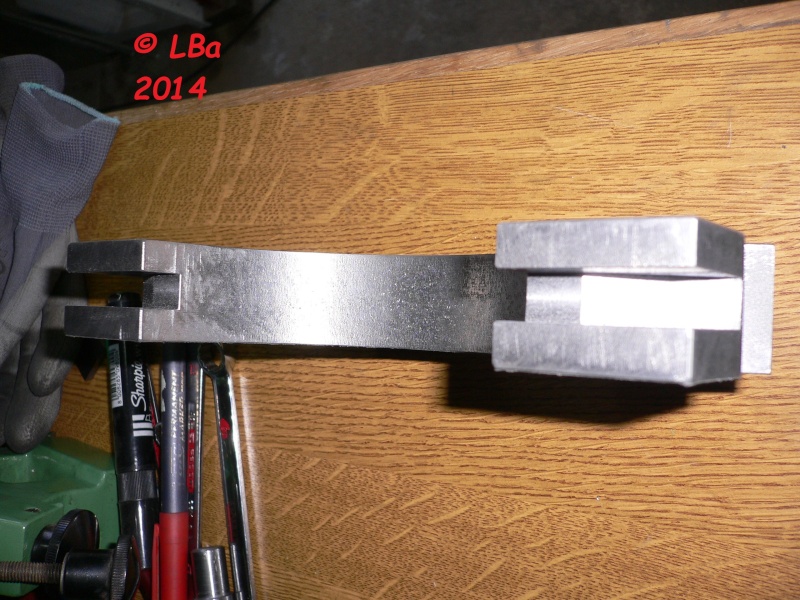
La forme ext de le pièce inférieur est ébauchée :

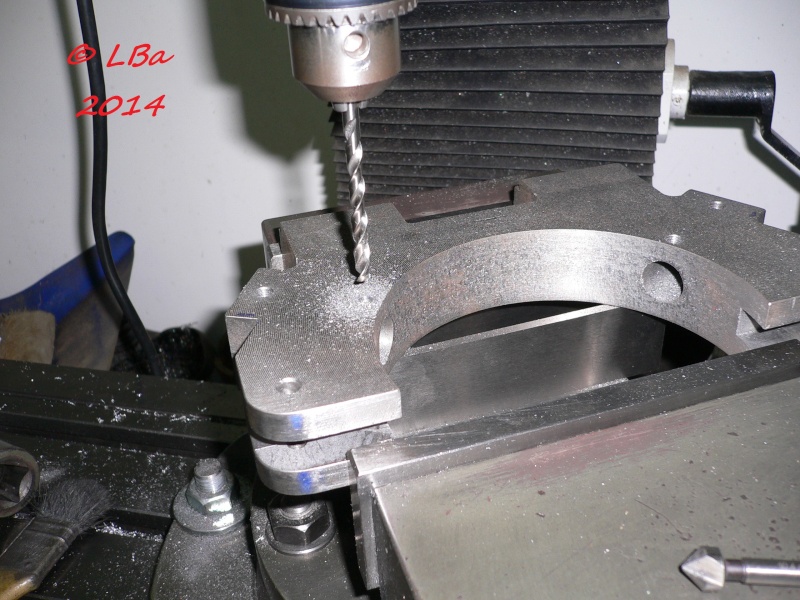
Maintenant, il me faut percer les deux passage de pompe inférieur
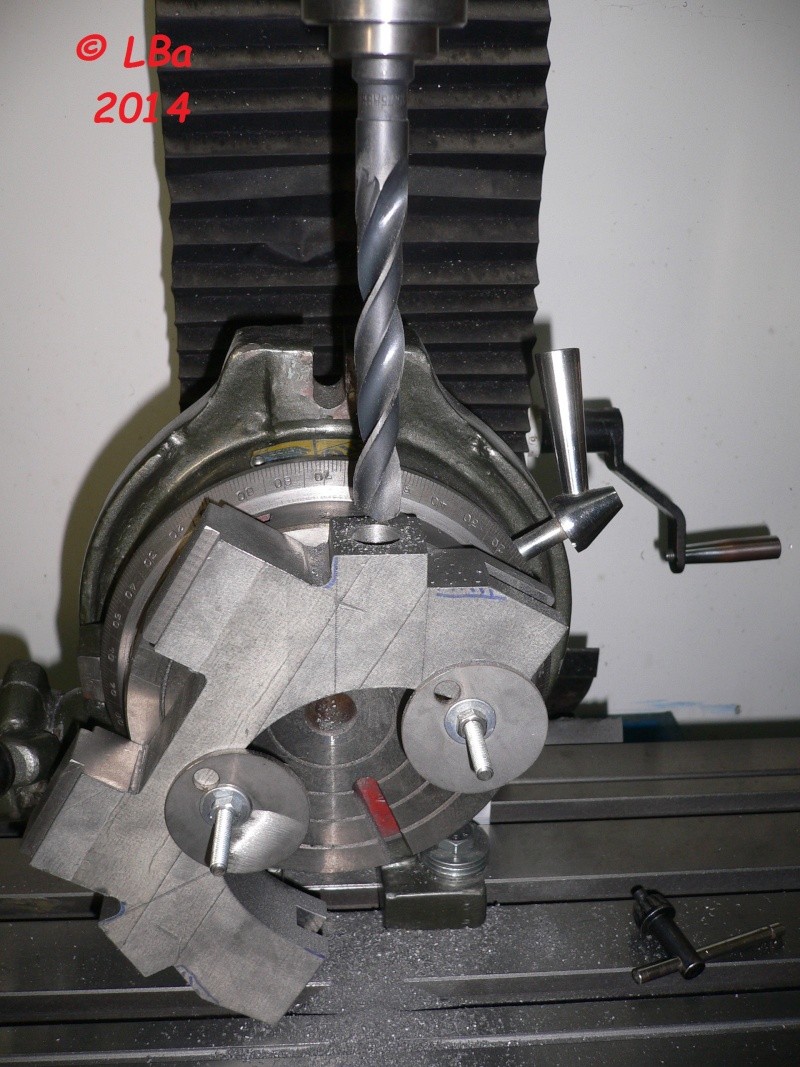
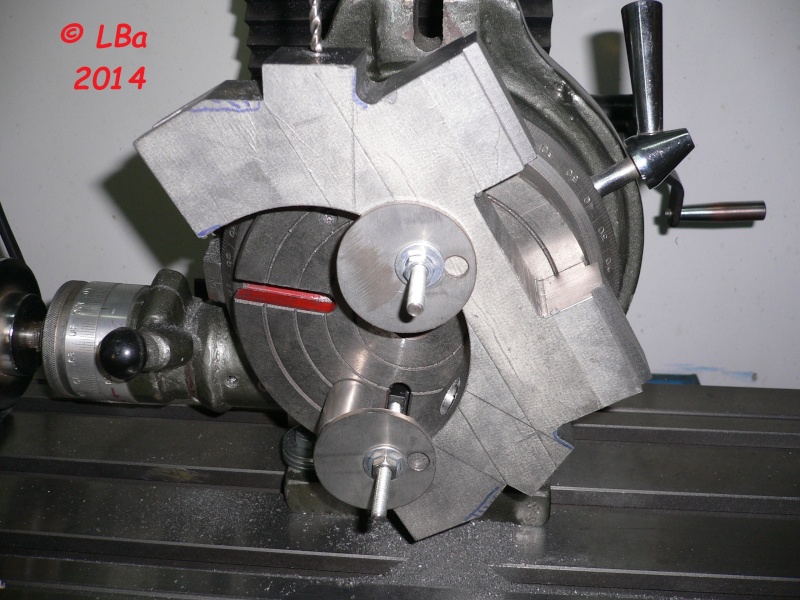
Pour ce faire, montage du plateau circulaire en position vertical sur la fraiseuse
bridage de la pièce sur le plateau et dégauchissage de la position du premier trou :
dégauchissage du plat à l'orizontale (l'usinage ayant été réalisé à 120° par rapport à la vertical)
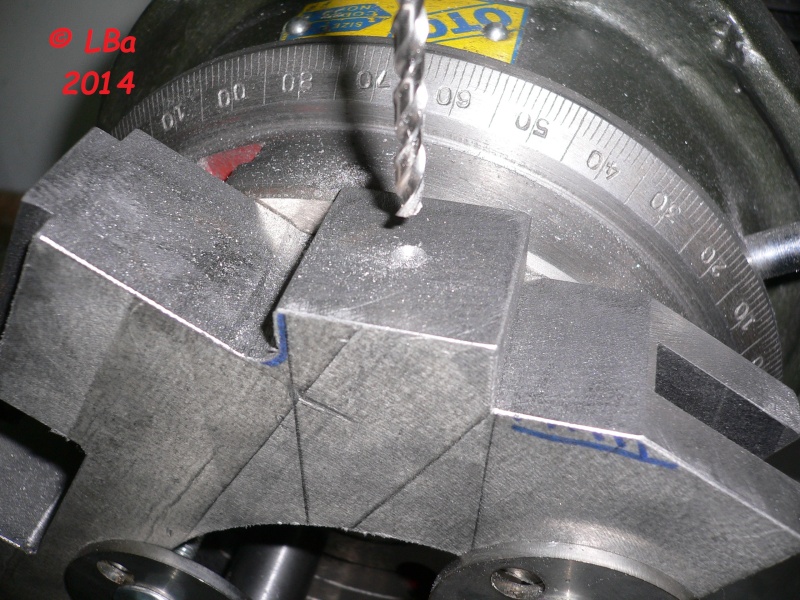
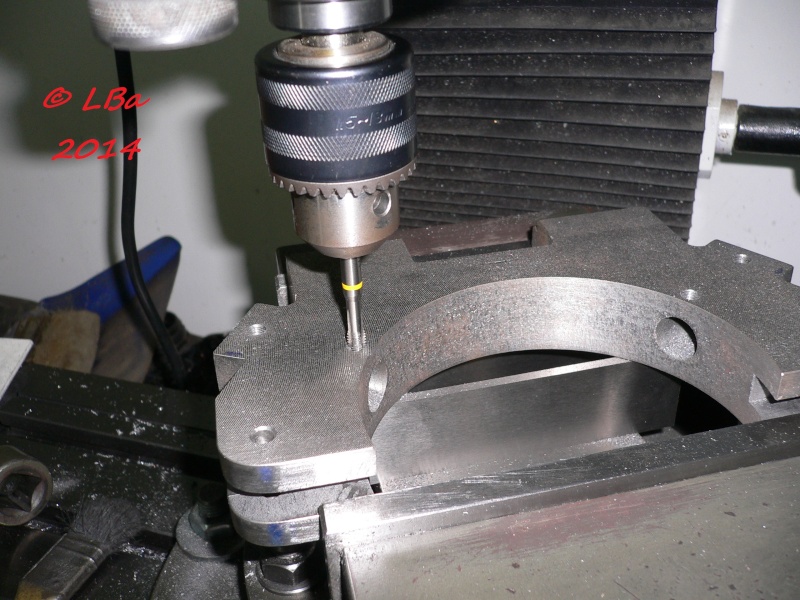
aprés centrage, perçage au ø 6 mm

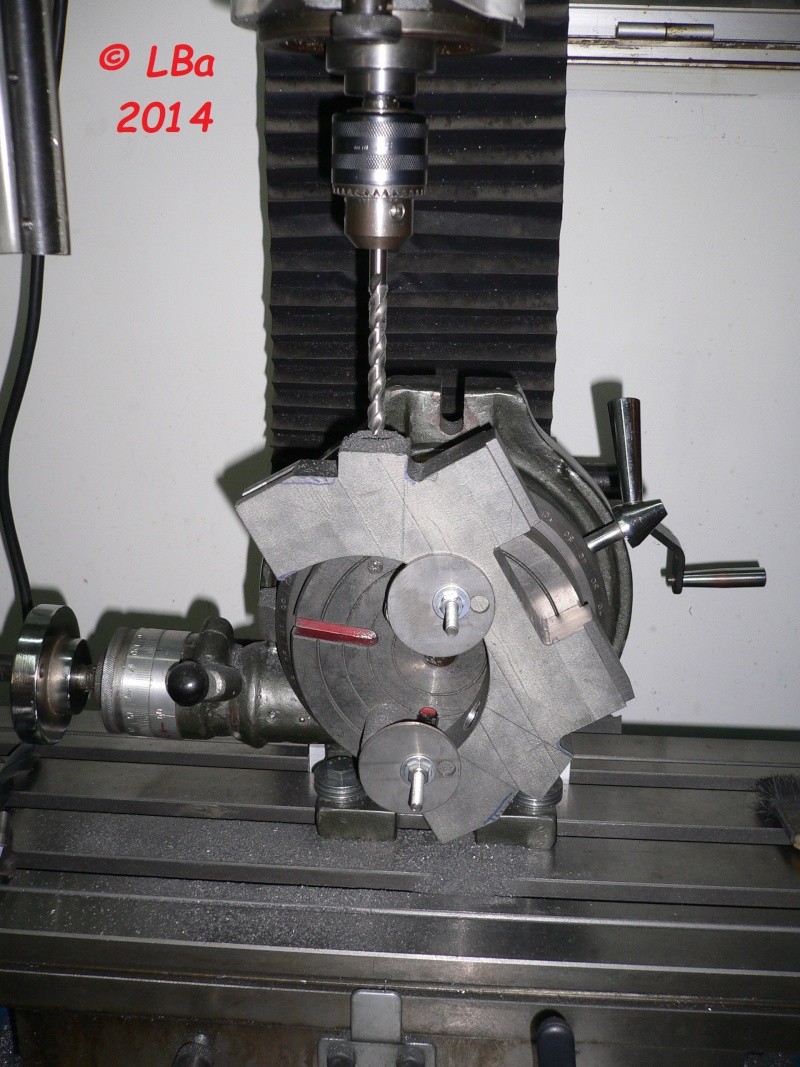
contre perçage du trou au ø 10 mm
contre perçage à 14 mm
et enfin contre perçage au ø 15,75 mm
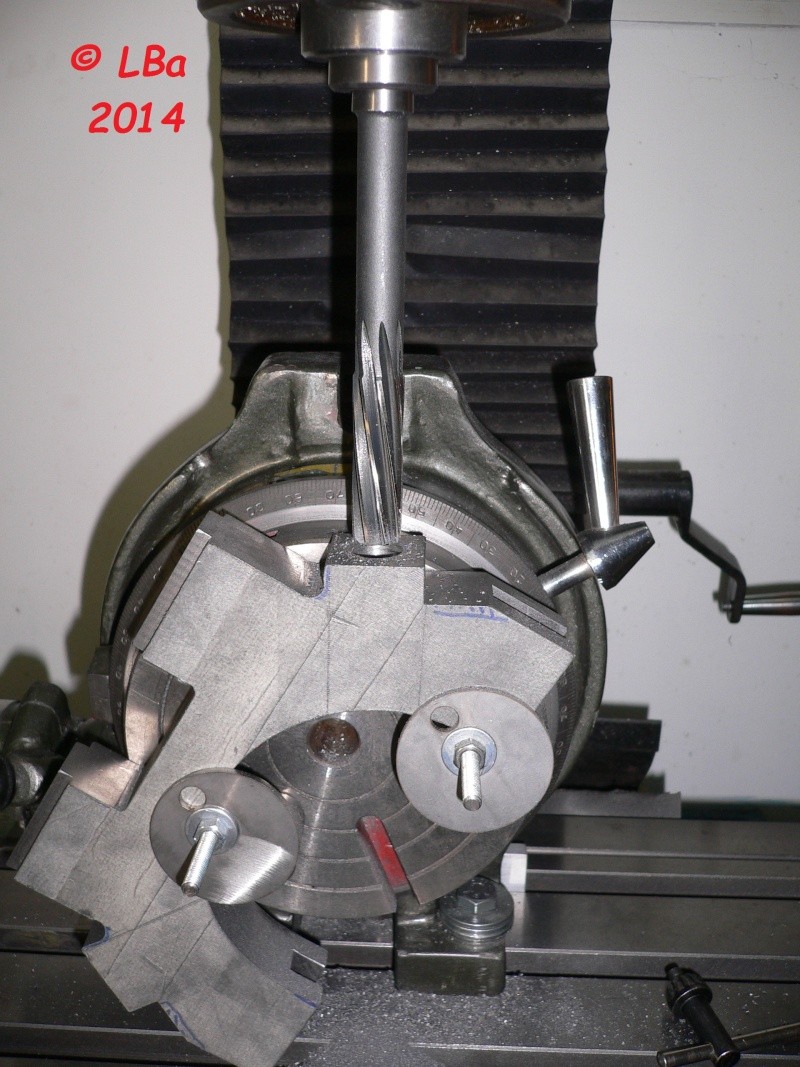
et alésage à 16 mm à l'alésoir machine
Aprés pivotement de la pièce de 120° :

dégauchissage du second plat à l'horizontale
aprés centrage, perçage du second trou
contre perçage à 15,75 mm
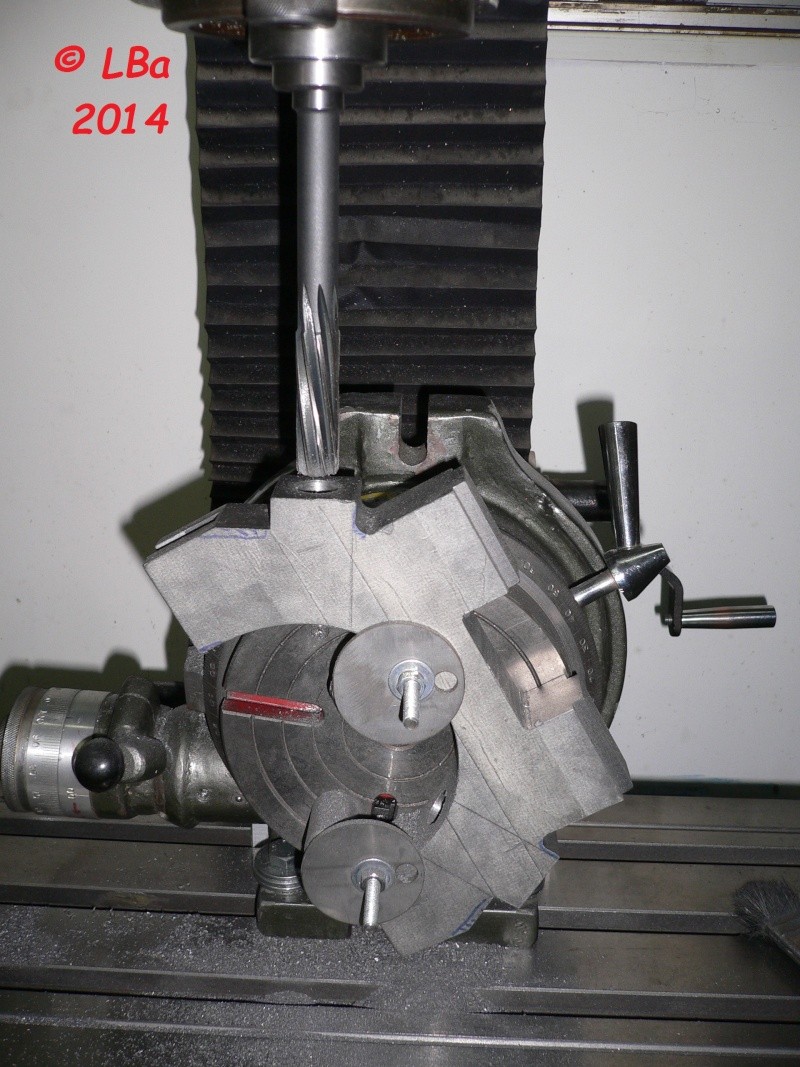
alésage à 16 mm

le passage des deux pompes est réalisé
Comme pour la pièce supèrieur,je fais deux M6 par trou de pompe
l'un pour immobiliser en translation le bouton de manoeuvre tout en le laissant libre en rotation
l'autre pour guider la pompe en translation tout en l'immobilisant en rotation
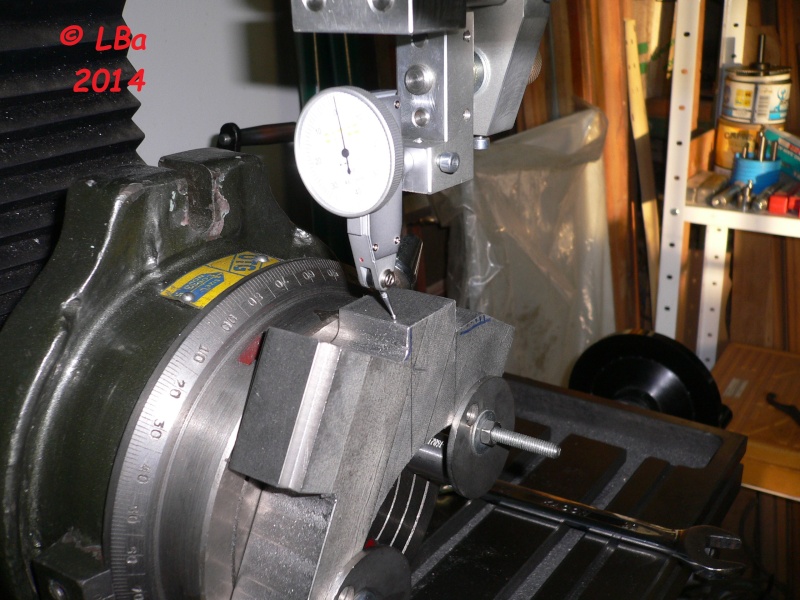
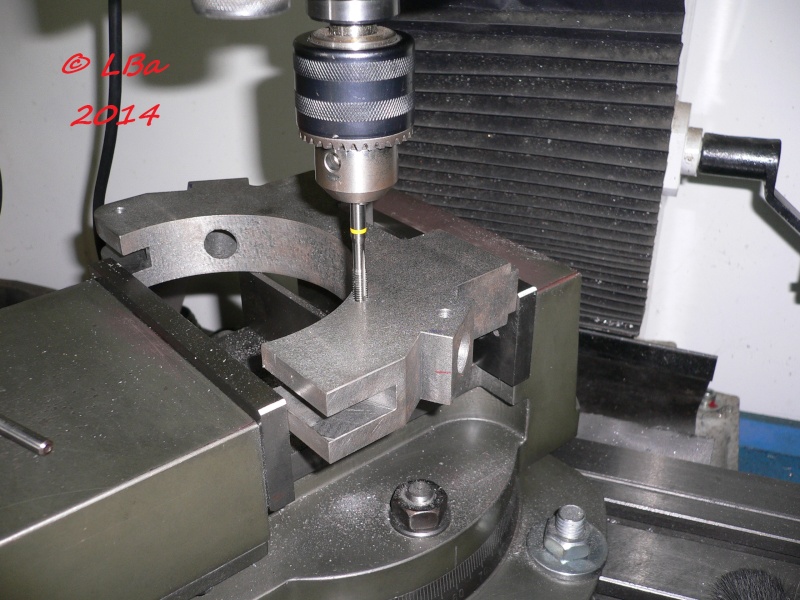
La pièce maintenue dans l'étau, inclinaison de celui-ci à 60° et affinage du réglage au comparateur :

réglage de la position

perçage au ø de 5 mm
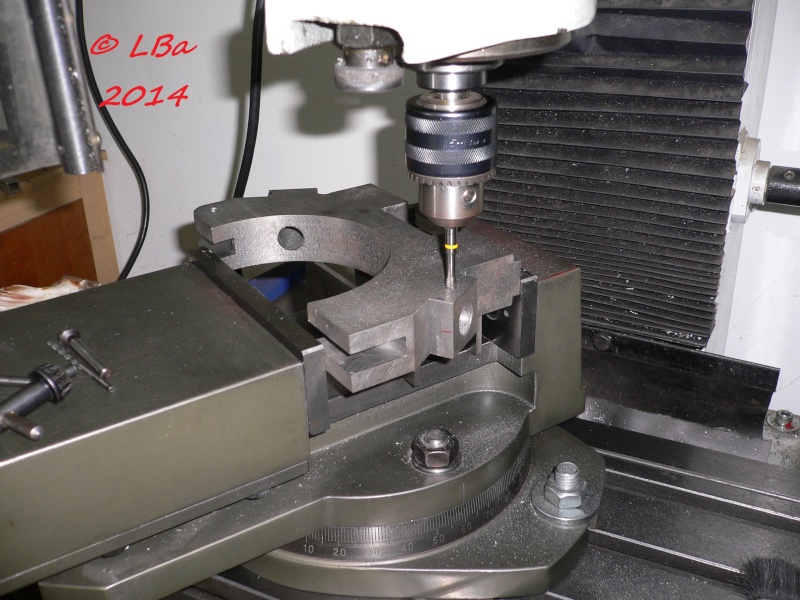
taraudage à M6
après déplacement de la table en longitudinal

second perçage au ø de 5 mm
et taraudage à M6
re-inclinaison de l'étau pour faire les taraudages de l'autre pompe

réglage au comparateur du positionnement de la pièce

perçage du premier trou au ø de 5 mm

taraudage du dis trou à M6
déplacement en longitudinal et :
perçage à 5 mm du second trou
et dernier taraudage à M6