

Fabrication de mon établi
 la réalisation est en cour, il est presque terminé,explications et détails vont venir, le temps de la rédaction
la réalisation est en cour, il est presque terminé,explications et détails vont venir, le temps de la rédaction
la réalisation est en cour, il est presque terminé,explications et détails vont venir, le temps de la rédaction
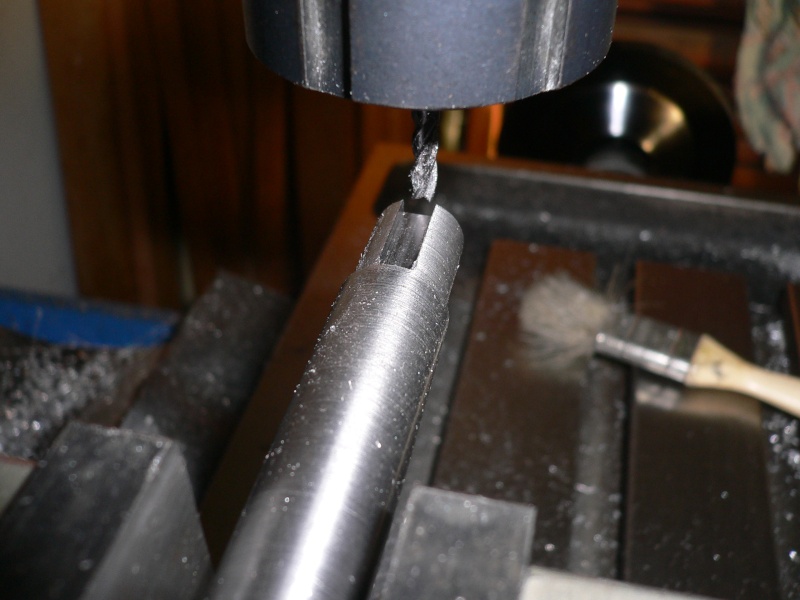
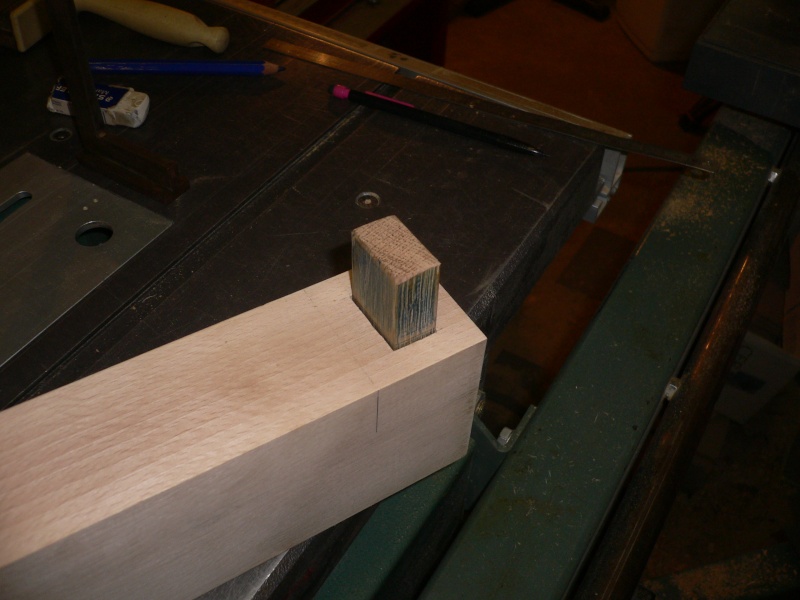
Les greppes sont en deux parties, l'axe est en alu et la téte en bronze

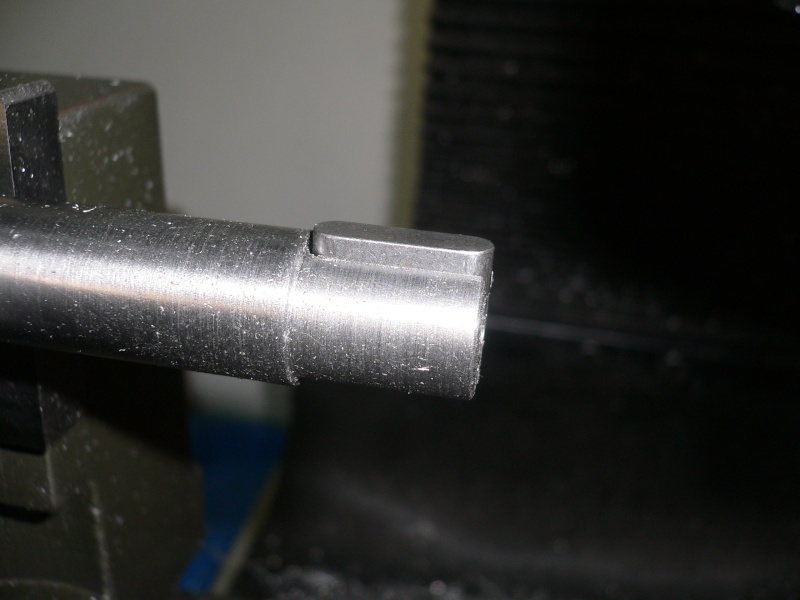
la partie de l'axe entrent dans le plateau de l'établi est tourné au diamétre de 19 mm, l'épaulement
venant en appuis sur le plateau de l'établi
les tétes étant amovibles,d'autres moins haute pourront venir en leur place
les tétes sont usinées par deux puis coupées
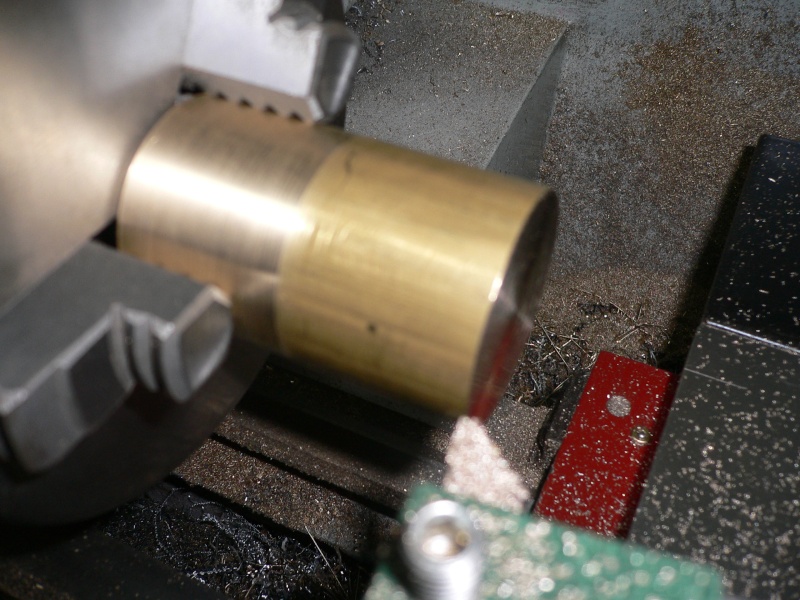
blanchiment du diamétre extérieur et dressage de la face
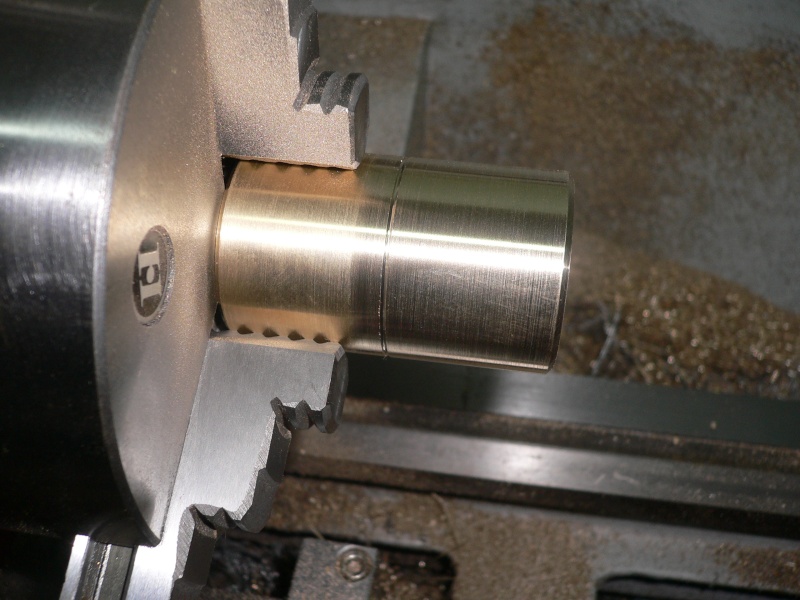
marquage d'un trait de scie de la longueur d'une téte

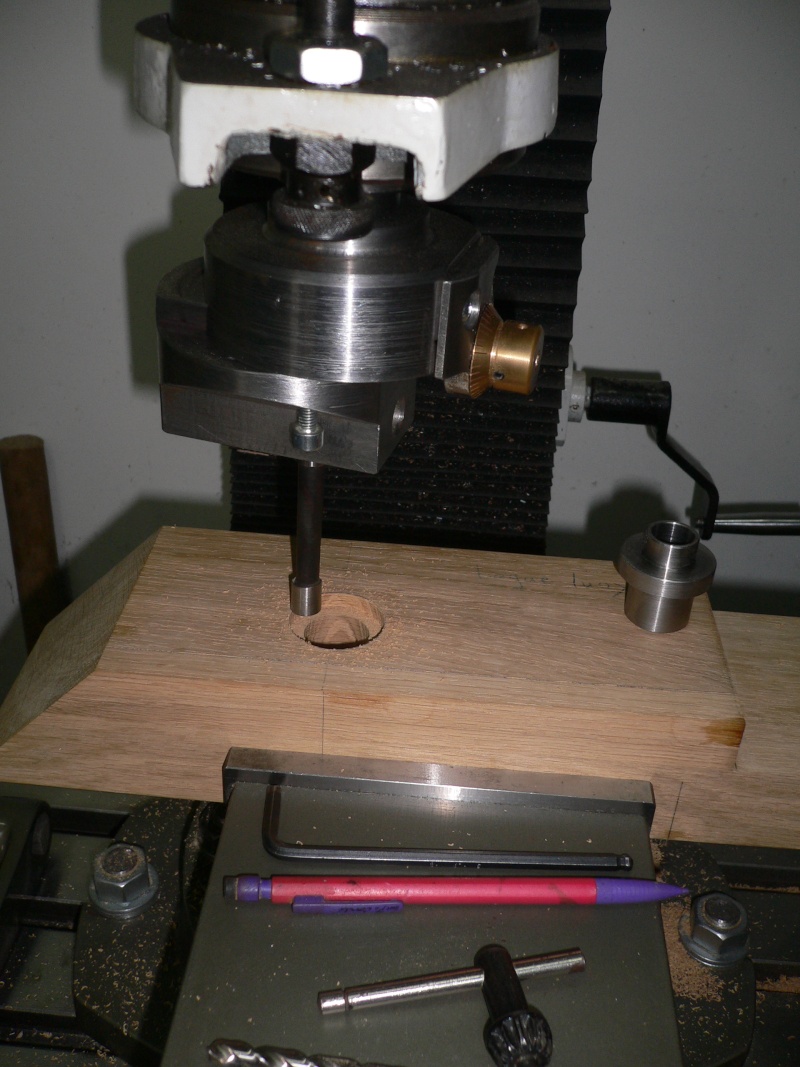
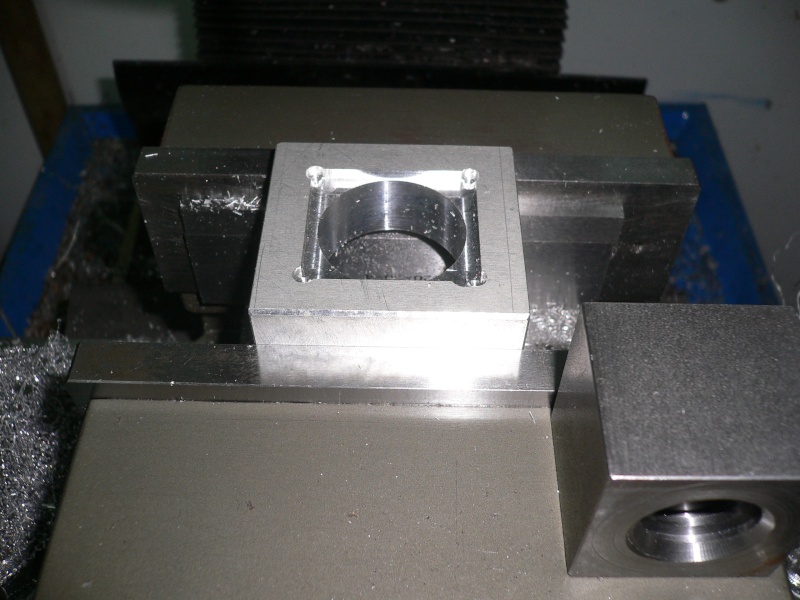
alésage pour recevoir le support en alu

vue intérieur d'une téte de greppe

fraisage d'un méplat

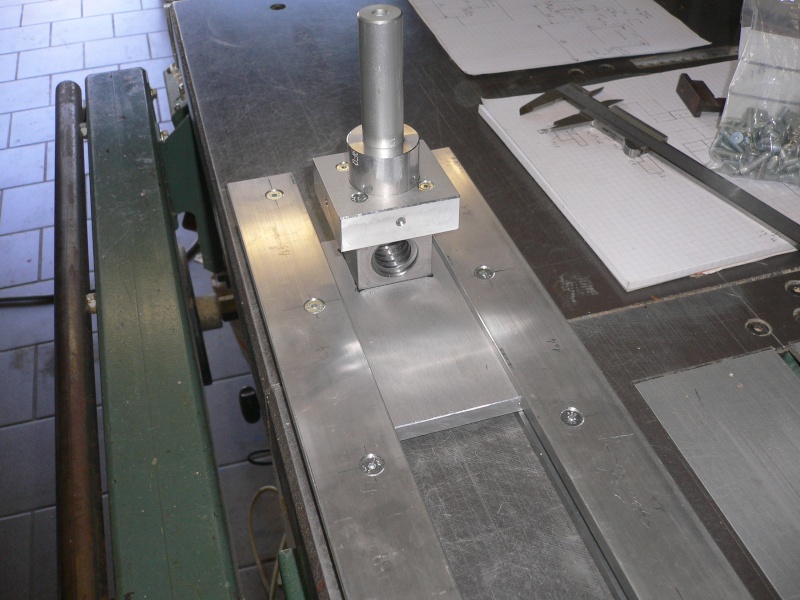
téte en place sur mors d'une vis

autre apperçu d'une téte de greppe

téte sur plateau d'établi

quatre paires ont été réalisées
Finition protection du plateau
Pour la finition du plateau, aprés ponçage

dégrossissage à la ponçeuse à bande

semi finition à la ponçeuse vibrante

la finition c'est faite par raclage au verre

état de surface du plateau aprés raclage
Pour la protection du plateau, aprés essais, j'ai opté pour une huile dur puis cire d'abeille
l'huile dur a été faite avec ces ingrédients

à savoit: de l'essence de terebenthine, de l'huile de lin et du siccatif
pour la cire

pain de cire d'abeille (coupe en fin copeaux) et dilué à l'essence de terebenthine
aprés cinq couches d'huile, cirage du plateau

cire du plateau en plusieur fois et lustrage
résultat obtenu


Fabrication du plateau partie 3
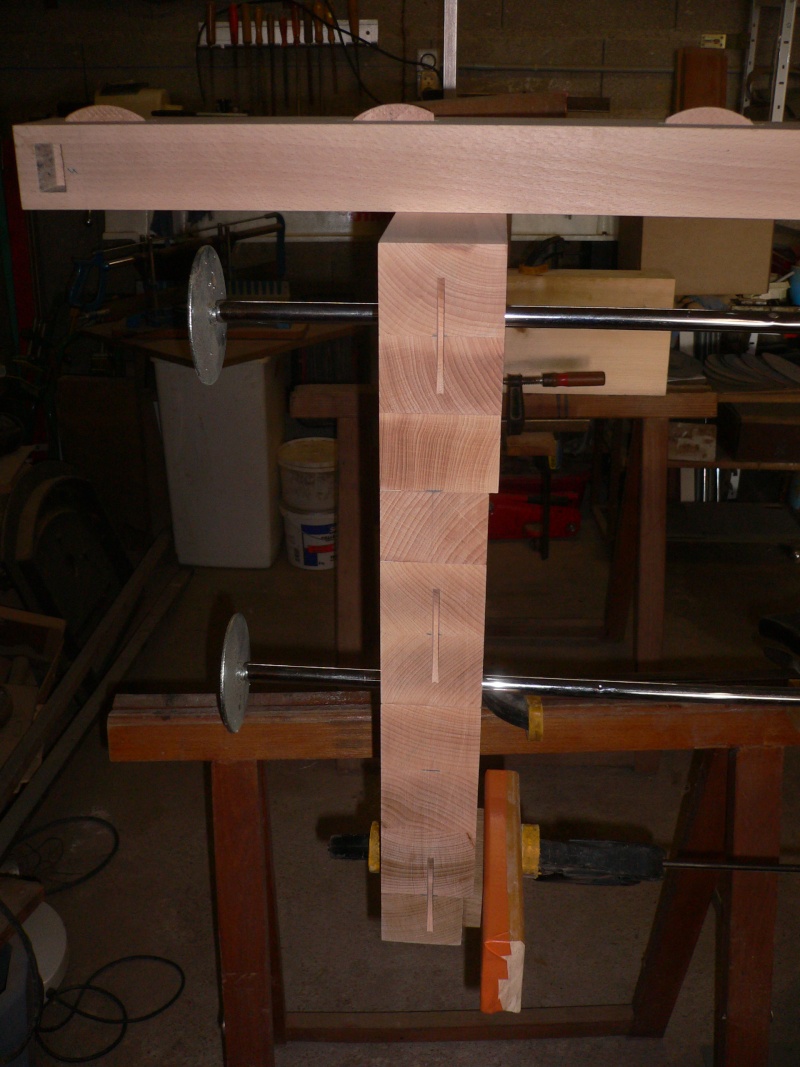
Les deux demi plateau sont assemblé par collage
assemblage des deux demi plateau par collage, le poids du plateau commence à se faire sentir
dans les 80 kg
l'assemblage de l'alése coté opposé au presse est réalisé par lamello et collage


collage de l'alése

collage du support étau
j'ai prévue pour l'assemblage du plateau sur les piétement de le faire par taquet vissé
ceci afin de palier à la variation dimensionnelle suivant l'hydrométrie du bois

des rainures ont été réalisées sur les traverses hautes des piétements pour recevoir les taquets

cette opération c'est faite à la toupie et en butée les rainure étant arrétées


les rainures sur une traverse haute d'un piétement

rainure sur l'autre traverse haute du second piétement

collage d'un piétement

collage du second piétement
forme des taquets utilisés


position d'un taquet

positionnement des autres taquets

pour la fixation des taquets , j'ai utilisé ce genre de vis à double filetage

fixation d'un taquet

fixation des autres taquets

ensuite l'établi a été retourné, maintenant il est sur ces pieds, en attente de la finition
L'alése du plateau coté presse est constituée de trois piéces, assemblée au plateau par des vis Chc

la vis est brasée sur une rondelle usinée au tour

ici brasure de la rondelle coté intérieur
les vis ont été reprisent au tour afin de blanchir la face

les piéces d'alése ont été percées afin que la téte/rondelle se trouve noyée et ce afin de ne pas s'accrocher
les doigts en tournant les volants

perçage à 10 mm d'une alése pour contre contre perçage sur le plateau par la suite

instalation du montage afin de percer le plateau avec l'alése en position

pointage d'un trou sur le plateau pour contre percer à 8,5 et tarauder

le plateau est pointé à 10 mm ,une pige a été mise en place sur le premier trou afin que l'alése ne
bouge pas lors du pointage du second trou

contre perçage du plateau à 8,5mm avant tareaudage

les mémes opérations ont été faitent pour la seconde alése

lamage à 35 mm d'une alése pour noyer les tétes de vis/rondelles d'appui
montage des aléses


plateau vue de dessous

vis dans les lamages de l'alése et la bague de guide de la vis trapézoidale
Perçage des aléses/plateau
2 des piéces d'alése ont été usiné afin de recevoir une bague de guidage des vis trap.
alésage à la fraiseuse d'une alése pour recevoir une bague de guidage

montage d'une bague

montage de la seconde bague
Le serrage de l'étau est réalisé par une vis trapézoidale avec un écrou noyé et le guidage est
assuré par deux ronds en inox et bagues de guidage
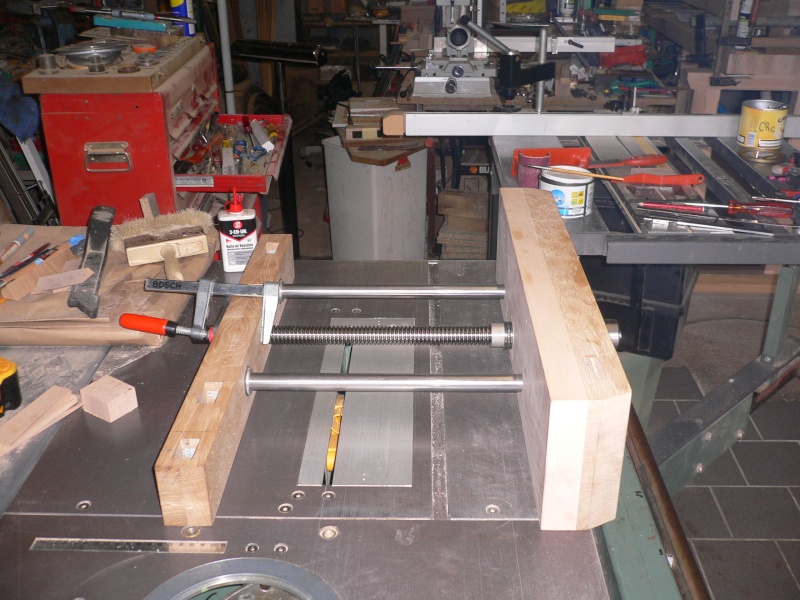
apperçu du systéme
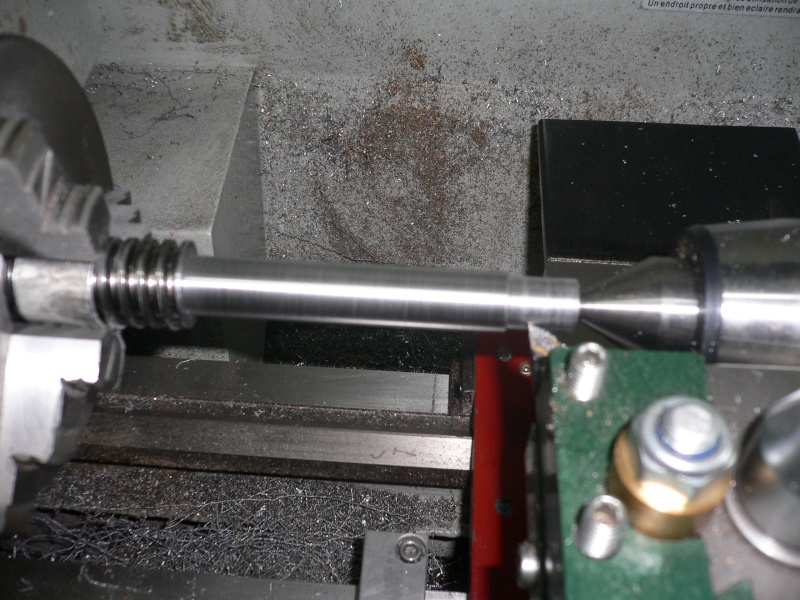
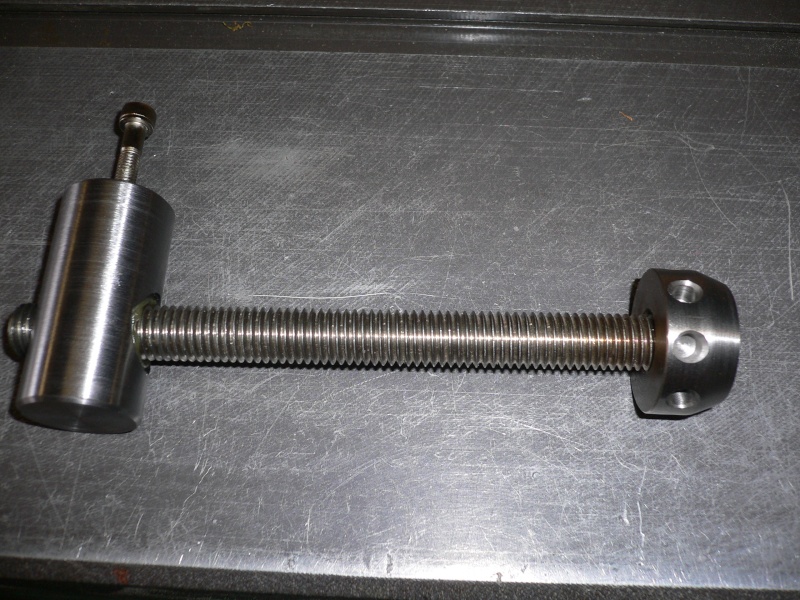
Usinage de la vis

un épaulement et un filetage
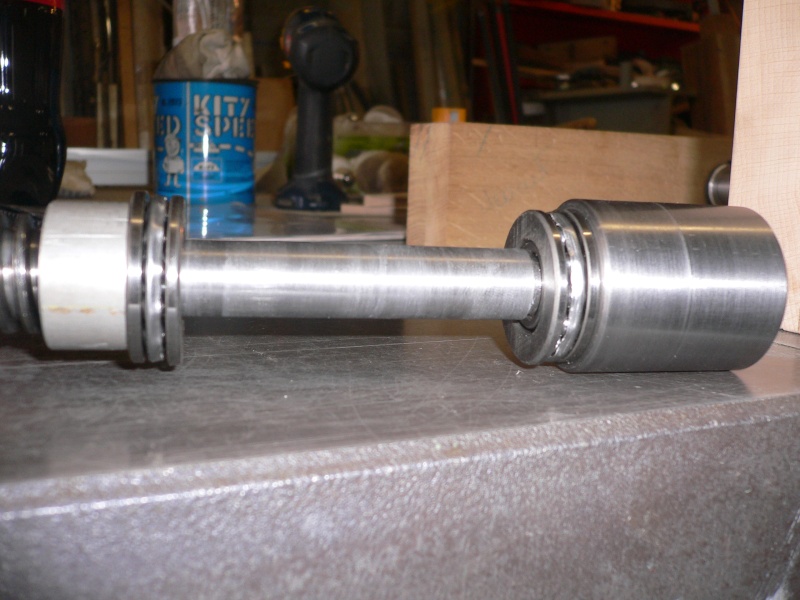
la vis et ses butées à bille et la piéce d'entrainement

les différentes piéces venant sur la vis bague support butée à bille, butées à bille, piéce d'entrainement supportant
aussi la deuxiéme butée à bille
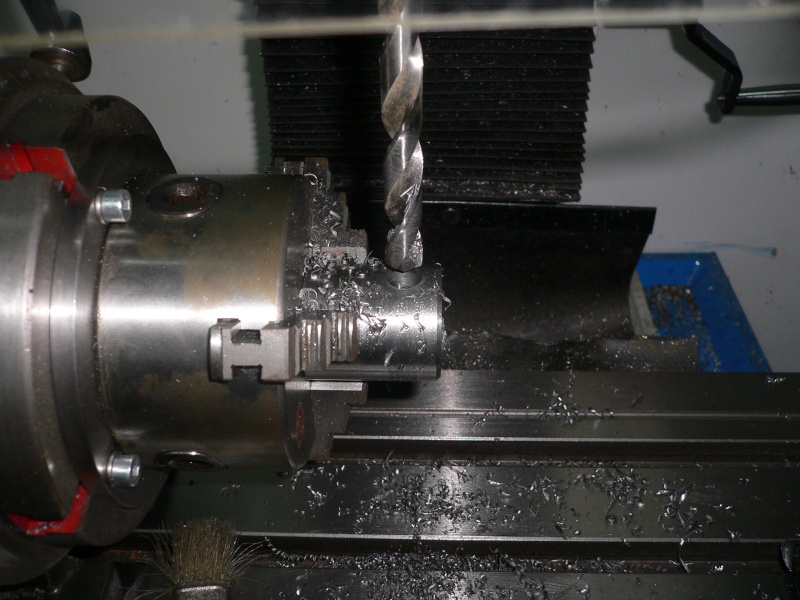
la piéce d'entrainement en cours d'usinage

fraisure de la vis d'immobilisation de la piéce sur la vis

alésage sur le tour des bagues de guidage en aluminium des coulisses

les bagues sur les coulisses aprés essais et appairage

le montage à blanc de l'angle à permis de tracer la position de l'écrou et des coulisses de guidage
en vue de leurs usinage

le bois support et le mors mobile de l'étau ont été percés ensemble à 12 mm afin que les coulisses
se trouvent alignées
puis le support à été alésé

sur la fraiseuse, avec une téte à aléser, usinage du bois recevant les bagues de guidages

essais d'une bague en cours d'usinage

les bagues sont immobilisées en translation sur le bois par des circlips

essais de fonctionnement des coulisses aprés usinage

mortaisage pour le passage de l'écrou

l'écrou est monté sur une plaque pour son maintien sur le bois

l'écrou dans son logement
Sur le mors mobile des trous pour recevoir des greppes ont été réalisés

perçage à 19 mm de deux trous pour les greppes
on peut voir aussi la bague de guidage de la vis

montage à blanc de l'étau en situation
Presses en bout d'établi (usinage des piéces)
les vis trapézoidales et les écrous ont été achetées dans le commerce (chez HPC)
vue le prix, la fabrication ne valait pas la peine, j'ai pris des longueurs de 1m pour
les vis, par contre le filetage doit etre réalisé par roulage à mon avis
j'ai débité à longueur sur la Sar à métaux les vis

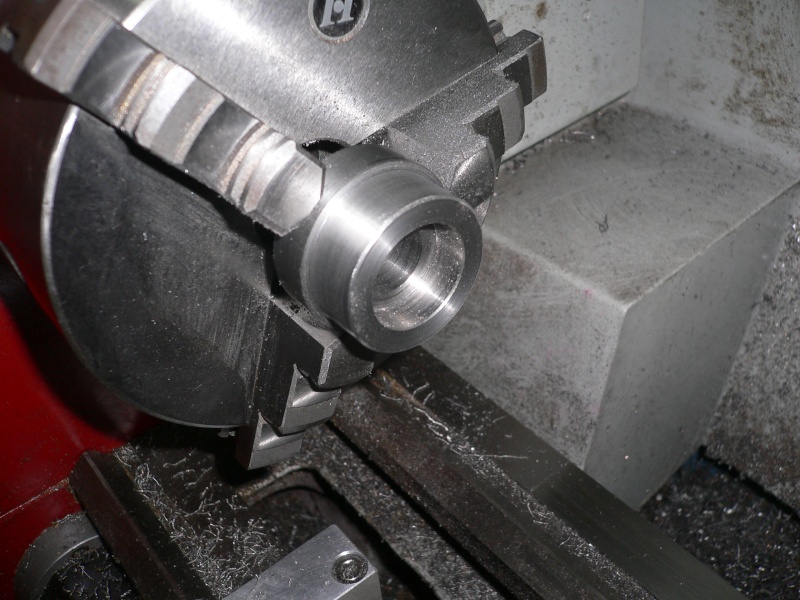
puis usiné au tour une extrémité
usinage en montage mixte, mandrin/contre pointe
sur cette usinage viendra 2 bagues à bille, deux coussinets de guidage et le volant de manoeuvre en bout
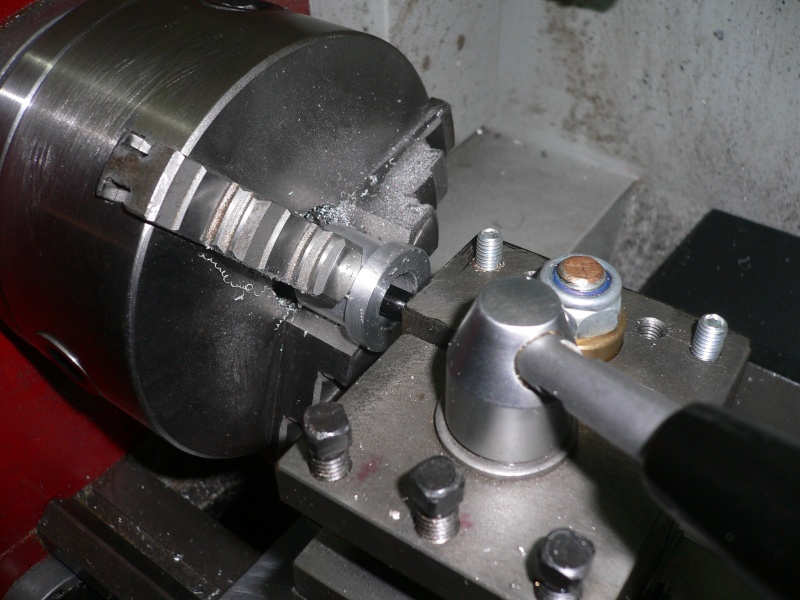
usinage d'une bague supportant une butée à bille

essais de la butée à bille

visualisation sur le plateau de l'établi pour affinage des cotes
usinage des bagues de guidage d'une vis trapézoidale

une vis équipée d'une bague et butée à bille
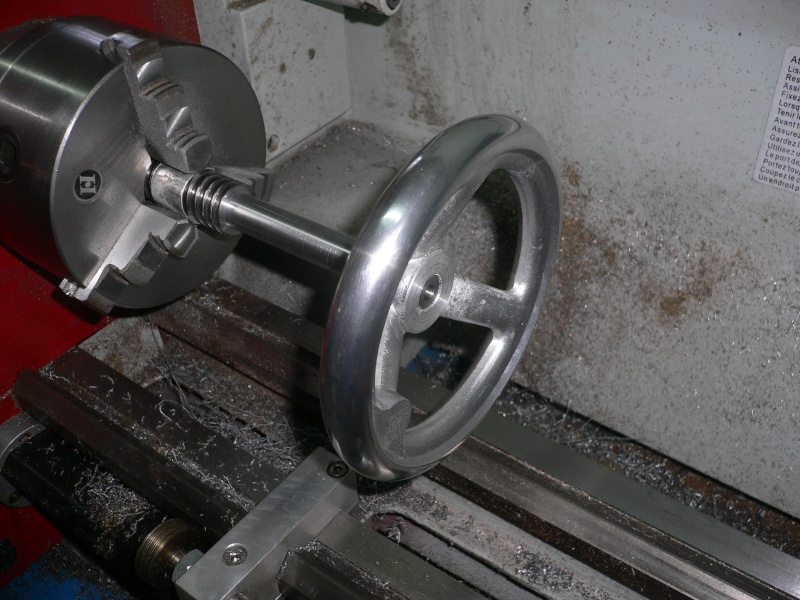
essais ajustement volant sur une vis
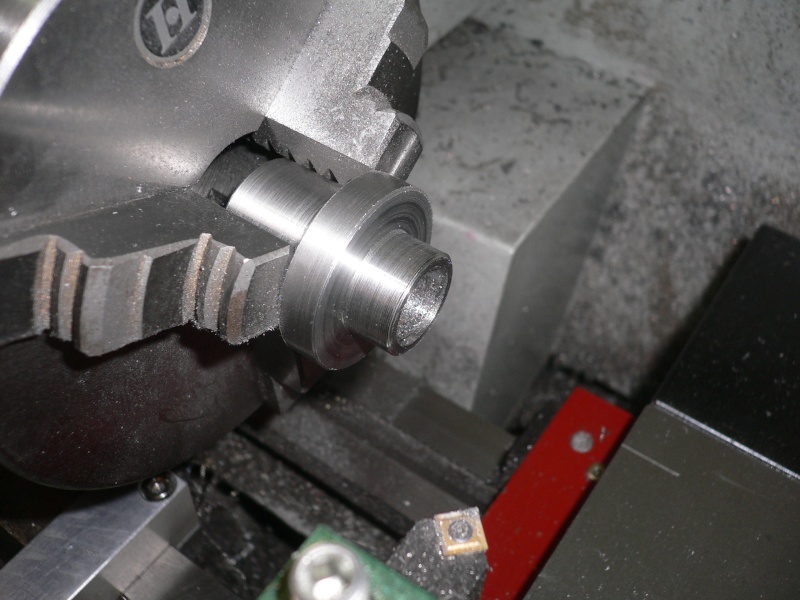
usinage bague coté volant elle reçoit aussi une butée à bille

usinage bague coté filetage vis

vis équipée des bagues de guidage, des butées à bille et du volant de manoeuvre
fraisage de la rainure de clavettte pour le volant
essais clavette

essais clavetage volant

immobilisation du volant en translation par une vis Tf et rondelle cuvette

vis en situation sur le plateau de l'établi
j'ai fais deux ensembles de ce type

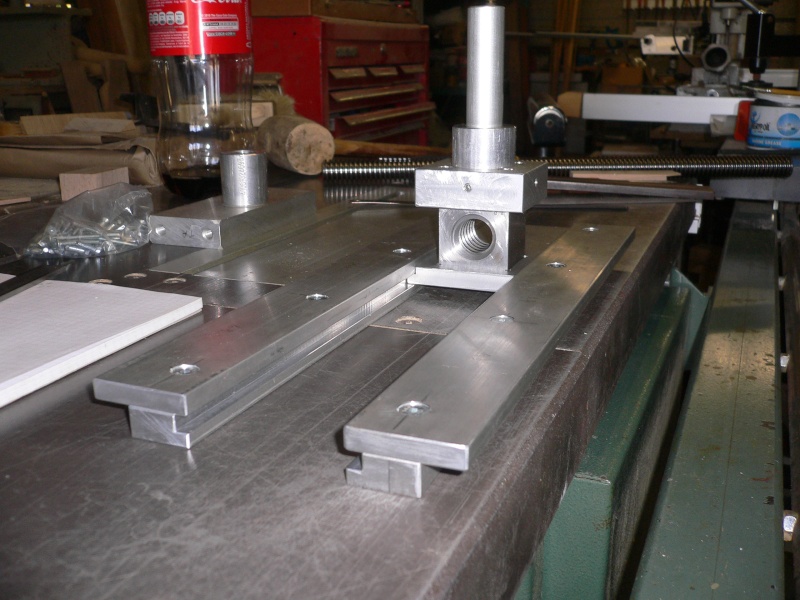
Les écrous sont montés sur un chariot guidé par des coulisses qui elles sont fixées sous le plateau de l'établi
sur les écrous est monté un support dans lequel viendra une greppe

usinage d'épaulement de guidage sur une semelle support écrou

fraisage épaulement sur coulisse

perçage des coulisses
usinage d'un support greppe venant sur l'écrou

ensemble chariot/coulisses/ support greppe
autre vue d'un ensemble chariot
Réalisation du plateau (seconde partie)
Deux des bois constituant le plateau, sont plus court en longueur pour le passage des presses en bout d'établi
les bois de chaque coté des bois plus court sont usinés d'une rainure réalisé à la défonceuse pour le passage
de l'écrou de la presse

l'usinage est arrété et est fait en plusieurs passes

on peut voir la rainure arrétée
cette opération à été réalisée sur deux fois deux bois (2 gauches, 2 droits)

montage à blanc d'un ensemble support coulisse (les bois sont équipés de lamello pour un guidage
en hauteur) voir usinage des positions des lamellos par la suite

montage des coulisses d'un chariot sur les bois
l'usinage des coulisses et autres piéces constituant les chariots de presses sont dans le billet : usinage presses

position chariot vue de dessus

position du chariot vue de dessous

les deux chariots de presse montés sur les bois

les 3 bois entre ceux supportant les chariots sont positionnés à blanc
USINAGE DES LAMELLOS SUR LES BOIS

usinage de la position des lamellos sur les bois (dans la longueur du bois) réalisé avec un
gabarit en butée

usinage lamello en bout de bois coté droit

usinage lamello en bout de bois coté gauche
ces opérations ont été répétées pour chaque bois
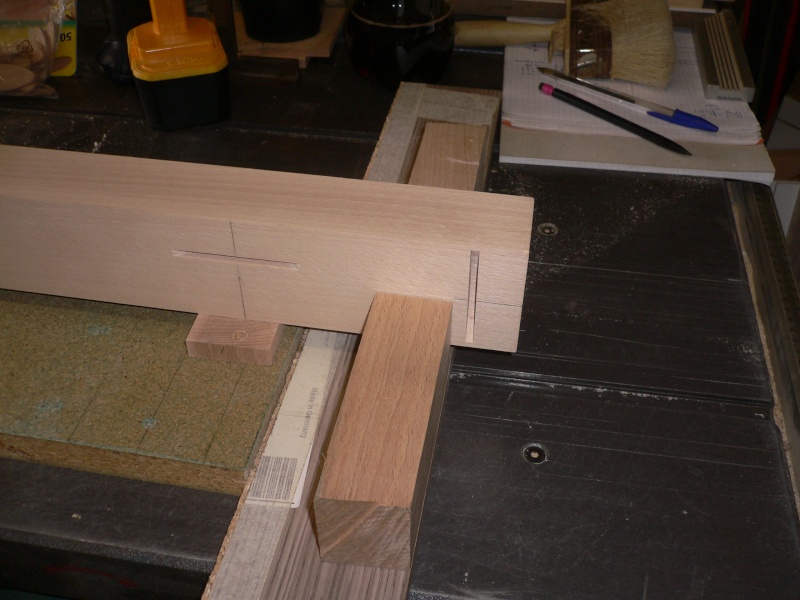
apperçu des usinage de lamello

autre apperçu des usinages
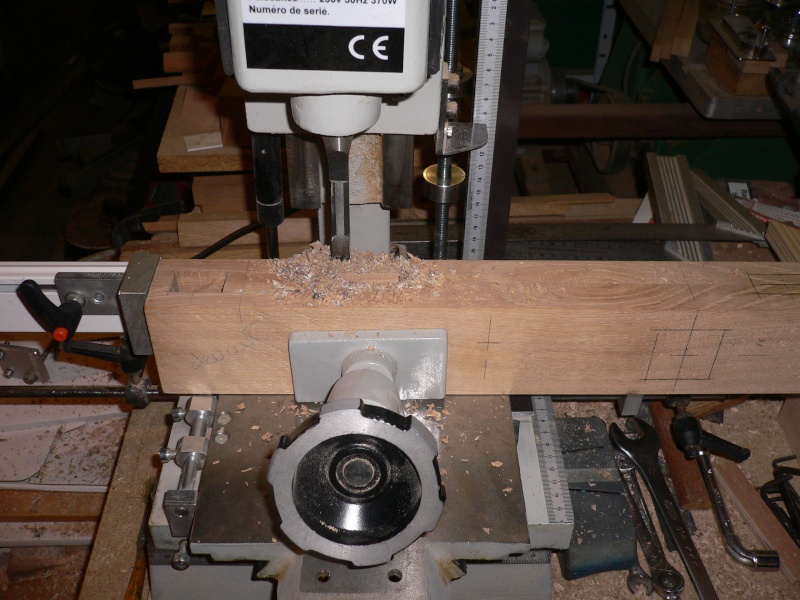
les bois plus courts sont maintenant perçé de trou de 19 mm à un pas inférieur de la course
de la vis du chariot
ces trous pourront recevoir des greppes

les trous on été réalisés sur la fraiseuse (déplacement précis des entre- axes)
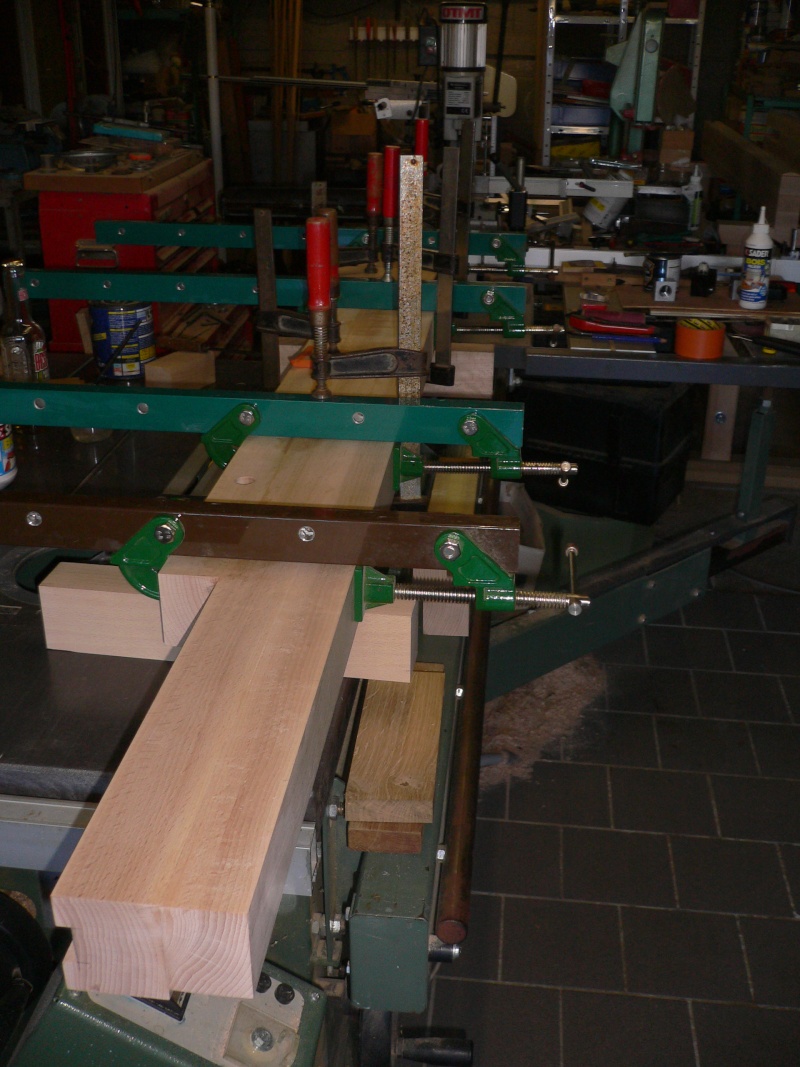
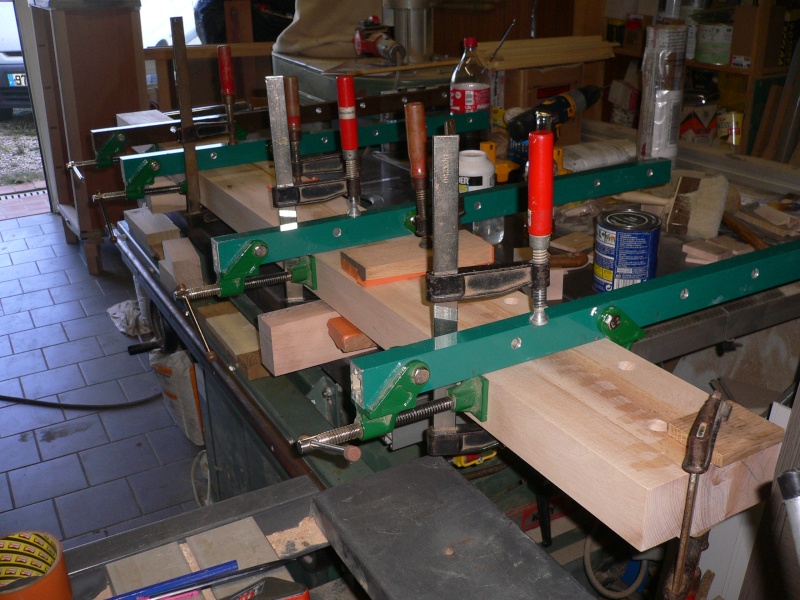
les bois ont été ensuite collé entre eux
le collage a été exécuté en plusieurs fois

colle avant étalage au pinceau

on peut voir le surplus de colle dégouliné à ce moment là, il faut aller vite entre serrer les bois
et racler l'excédent de colle
Quelques photos du collage :


Réalisation du plateau de l'établi (premiére partie)
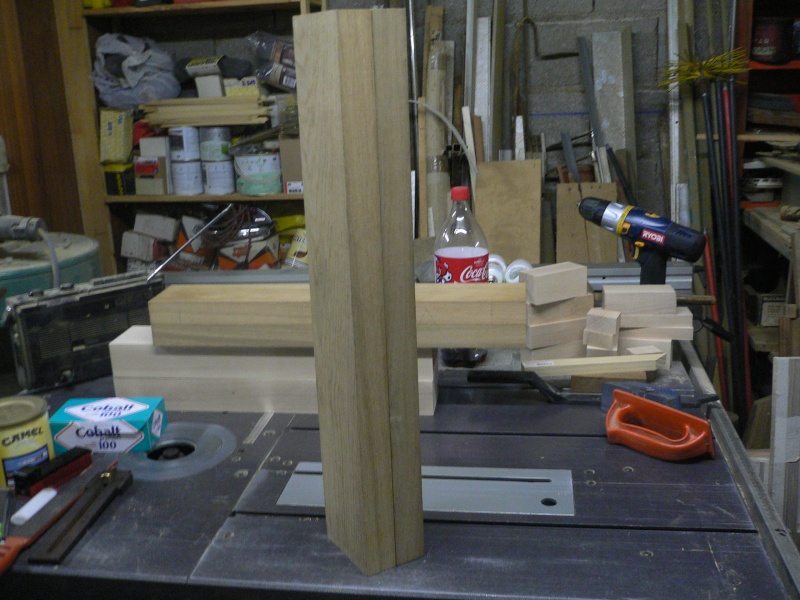
les bois constituant le plateau étant corroyé, pose à blanc de ceux-ci sur le piétement

de faire ceci, ça ma permis de repérer le sens du bois et de le marquer

de ça j'ai tiré les dimensions et les positions de différentes piéces: support coulisses de l'étau,
mors fixe de l'étau, le mors mobile, l'alése du plateau coté étau
Usinage du support coulisse de l'étau

usinage rainure et fausse languette en Cp

méme opérations pour le support presse
ensuite collage et mise sous presse des deux piéces

usinage des mortaises du support coulisse

aprés usinage des faux tenons, traçage de leurs emplacements sur le bois de bord du plateau
ici c'est le faux tenon d'assemglage de l'alése

montage à blanc de l'angle pour vérification

usinage des mortaises sur bois du plateau pour le support coulisse

angle alése/plateau/support coulisse en kit
Usinage du mors mobile de l'étau
mixage de rainure/fausse languette et de lamello

usinage des lamello

les piéce avant collage

collage et mise sous presse de la piéce
Le piétement est constitué de 4 montants, 2 socles bas, 2 hautes et de 2 longerons
qui relie les piétement entre eux, l'assemblage des piétements est à double tenons/mortaises collé
l'assemblage piétement/longeron est à tenon/mortaise serré mécaniquement par vis, j'ai voulu qu'il soit
démontable pour transport ou autre, vue sa dimension, le poids est conscéquent
début des usinages, étant donné que les bois sont corroyés et mis de longueur

piéces du piétement aprés traçage des tenons et des mortaises
nota: les deux pieces que j'appelle socle sont en chéne et constitué de deux morceaux à assemblage par rainure et
languette collée, le reste est en hétre (la fabrication des socles sera détaillée en fin de billet)
les tenons des pieds sont doubles et de longueur différente, ce qui a multiplié les usinages

tenon en début d'usinage avec le chariot de la toupie, le bout de la piéce est en butée arriére

vue de la piéce en butée

butée pour les tenons de 50 mm de long

butée pour les tenons de 40 mm (la cale d'épaisseur est démontée
l'usinage des tenons s'est effectué en plusieurs passes à l'aide d'une fraise à rainer de 150 mm





les tenons étant ébauchés j'ai fais la finition a la scie à main


les tenons des montants sont terminés, je passe à l'usinage des mortaises des socles sur
la mortaiseuse à B°

les mortaises étant double, travail en butée et reprise des bois plusieurs fois




l'usinage des tenons/mortaises fini, montage pour ajustement

ajustage (et repérage) des tenons/mortaises du piétement
Toujours à la toupie, usinage des bouts des socles

congé réalisé en plusieurs passes



pour casser les angles, des moulures arrétées ont été usinées sur les angles visibles

ainsi que sur les socles
Apperçu en montage à blanc des piétements

Puis mortaisage des pieds afin de recevoir les longerons

usinage mortaise sur pied pour les longerons

les mortaises sont ébauchées, reste la finition des angles (le fond) a effectuer au ciseau à bois
maintenant usinage des tenons des longerons

usinage en plusieurs passes


apperçu d'une extrémité

les longerons usinés
Montage à blanc de la base de l'établi


Retour sur la fabrication des deux socles
comme dit plus haut, ils sont en deux parties assemblé par rainures et fausses languettes

tout ça en arrété pour ne pas etre visible

collage et mise sous presse

socle collé à la polyuréthane expansive
socle collé, nettoyé de ces traçes de colle
l'utilisation de ce genre de colle est bien mais chiant au niveau nettoyage, l'utilisation de la colle blanche est moins
pénible, niveau nettoyage
Assemblage par vis et écrou du piétement et des longerons par ce genre de fabrication perso
la vis est en M12
pour perçer, utilisation d'une perçeuse filaire monté sur un chariot maison

le rond dans le mandrin a été utilisé pour le réglage du systéme

perçage du montant et du longeron

le perçage est réalisé à 7 mm et répété 4 fois
contre perçage à 13 mm des montants sur la perçeuse à colonne

puis contre perçage à 13 mm des longerons avec la perçeuse filaire et son chariot

sur la perçeuse à colonne perçage ensuite du lamage des écrous



montage pour vérification de l'assemblage piétement/longeron

vérification du passage de vis
les usinages étant correctes, assemblage du piétement

gros plan d'un assemblage
Pour la réalisation de cet établi de menuisier, je me suis inspiré d'un plan pas à pas Kity qui date
des années 75/80
je ne l'ai pas suivis mais arrangé à ma sauce

le plan d'inspiration
le bois utilisé est le hétre et le chéne
la réalisation a demandé quelques week-end
aprés réception des plateaux de 54 mm en avivé dédit à la scie circulaire portative et son guide
le poids des plateaux n'étant pas négligeable et n'ayant que deux mains, je n'ai pas pris le risque
de le faire sur la scie stationnaire

plateaux en hétre à déligner

la scie portative utilisée avec le guide de délignage trés pratique pour ce type d'opération

surtout avec un plateau gauche de ce genre

le bois est déligné reste plus qu'a le corroyer

résultat du corroyage, du copeaux et encore du copeaux