

j'ai déja réalisé un support d'affûtage pour touret il y a quelques temps déja
mais je ne le trouve pas des plus pratique au niveau des réglages et surtout je ne
peux l'incliner que suivant un axe
Cherchant à améliorer le système, j'ai fais quelques recherches sur le net et suis tombé
sur une réalisation de Bern 67 sur usinage qui m'a inspiré
je tiens à rajouter une prècision : derniérement, j'ai vue la même réalisation sur Metallmodellbau et réalisé par Achim
je ne sais pas qui a inspiré qui, mais je me sentais dans le devoir de citer mes deux inspirateurs
le système permet un réglage suivant les deux axes X et Y
Voila donc la description de mon système :
Pour commencer, la première pièce, que je nomme support de table
à partir d'une rondelle en alu de 100 mm de Ø,

prise de la pièce en mandrin du tour et
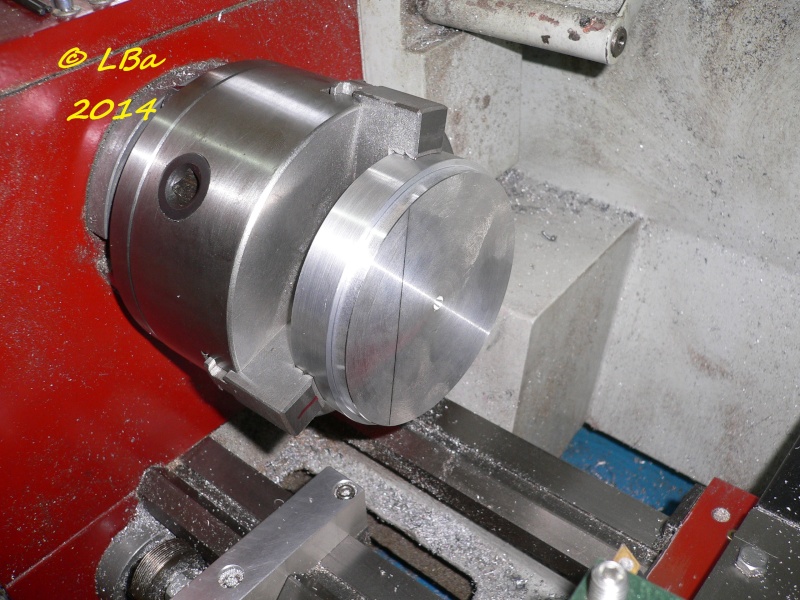
usinage d'un épaulement
après retournement de la pièce :

usinage d'un second épaulement

puis perçage de la pièce en son centre
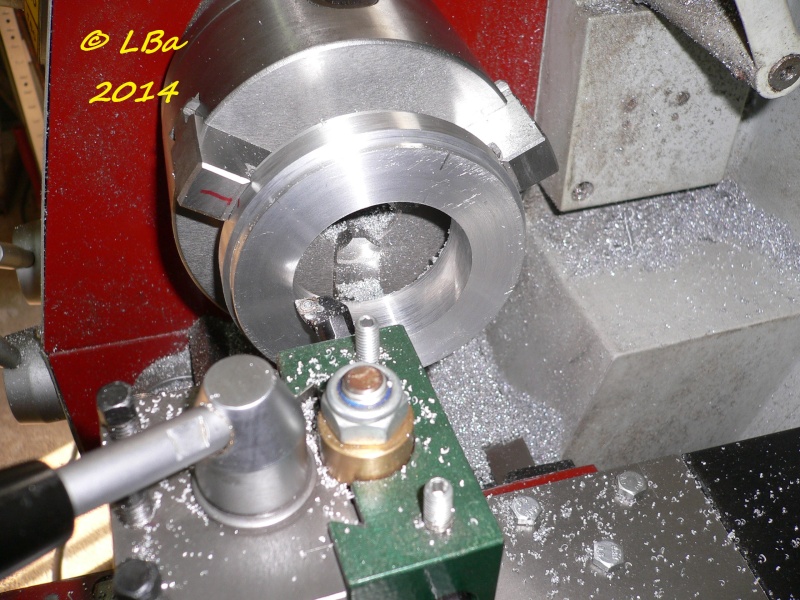
enfin alésage de la pièce à un Ø de 39 mm
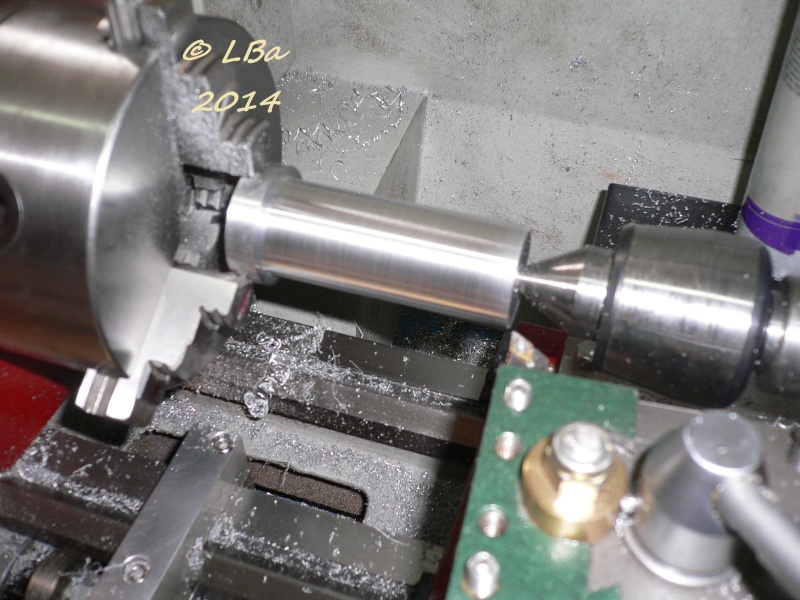
Démontage de la pièce du tour et montage d'un rond alu de 40 mm
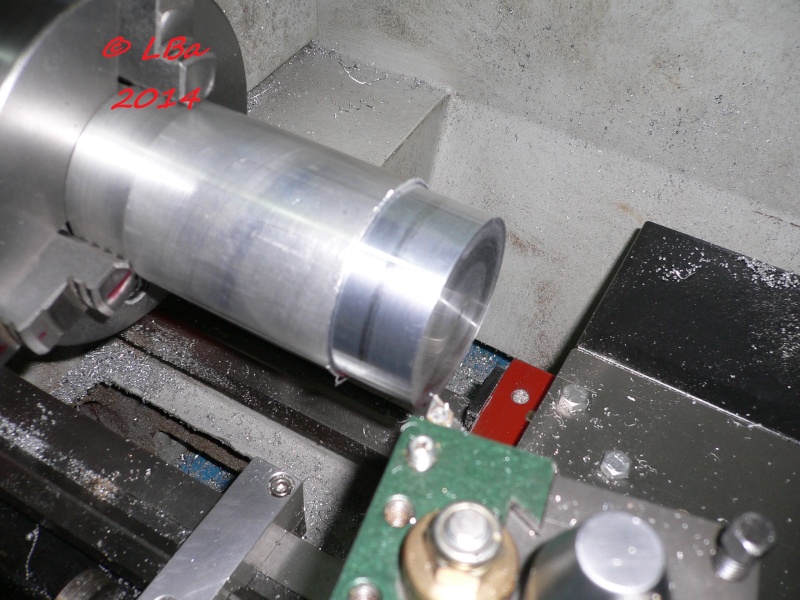
usinage extérieur à un Ø de 39 mm sur l'épaisseur de la piéce précédente soit 22 mm

un petit contrôle de l'ajustement, pas de serrage, pas de jeux excessif, mouvement libre
aprés débit et surfaçage de la face, voici la pièce qui serra un écrou

c'est trop important comme écrou, donc un coup de scie à métaux
je vais me servir de la partie gauche du débit
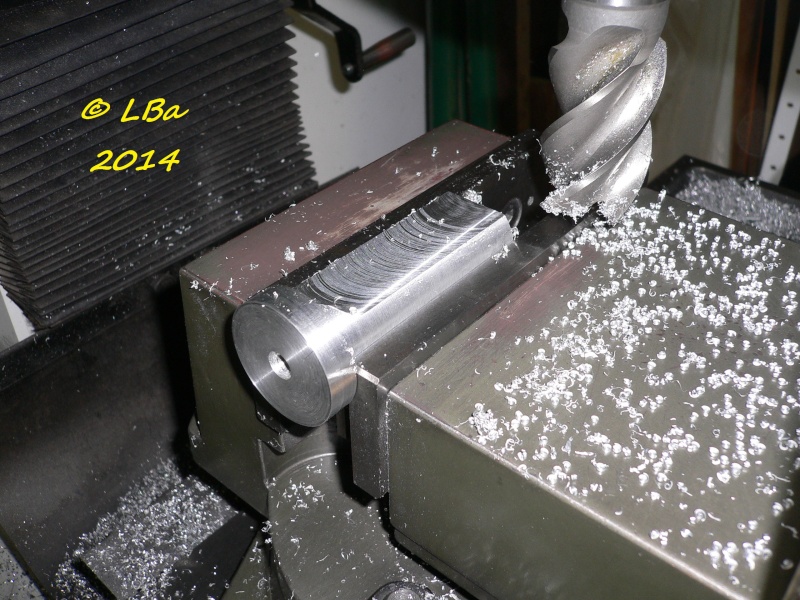
montage sur la fraiseuse et après surfaçage de la coupe

perçage et taraudage à M8 de la piéce qui devient un écrou
reprise de la première pièce sur la fraiseuse afin de la couper en deux parties à l'aide d'une fraise scie

début de l'opération sciage
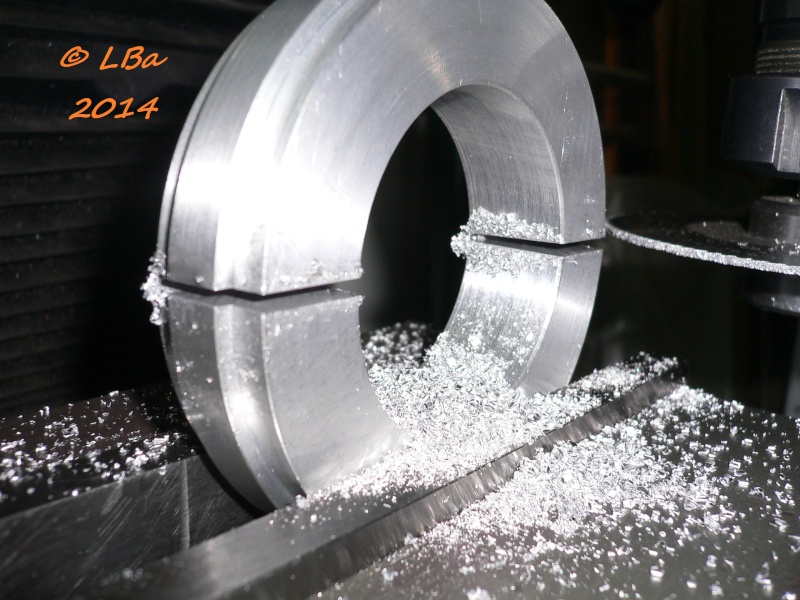
j'ai laissé 5 dixièmes de matière et cassé la pièce
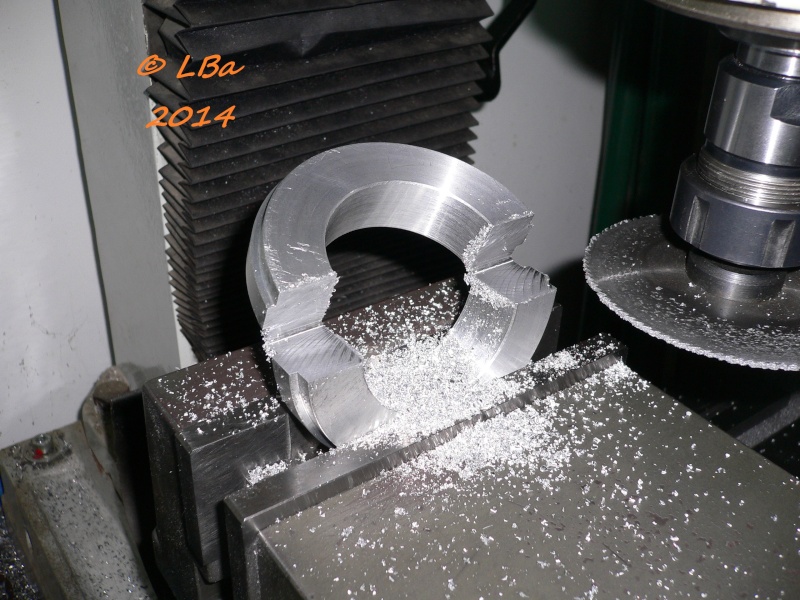
casse de la pièce sans effort !
le morceau inférieur étant pris en étau, sans le démonter
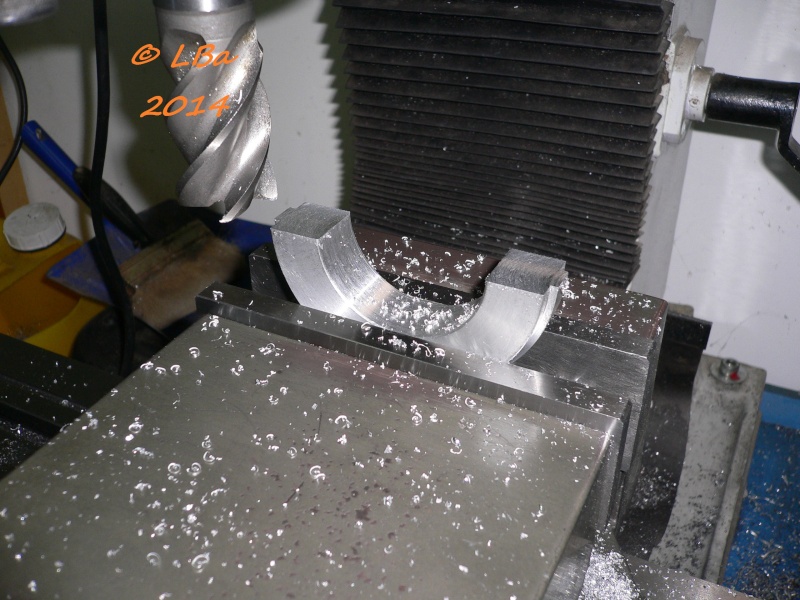
surfaçage de la coupe puis :
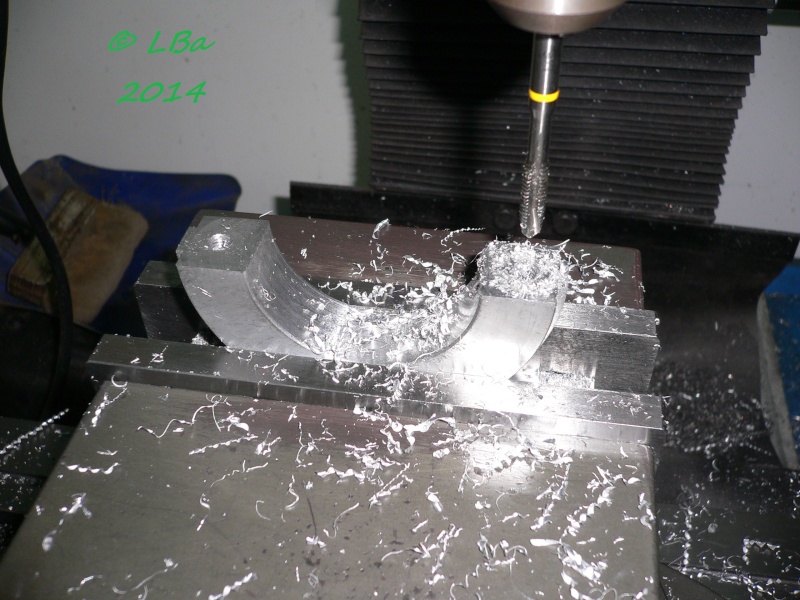
perçage/taraudage de deux M6 et perçage d'un Ø 8 mm
le Ø de 8mm sera repris ultérieurement en rainure

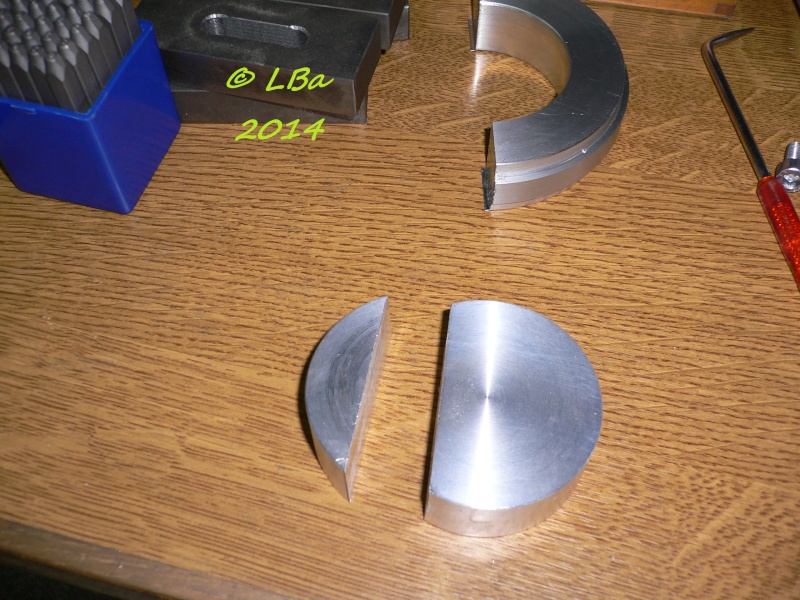
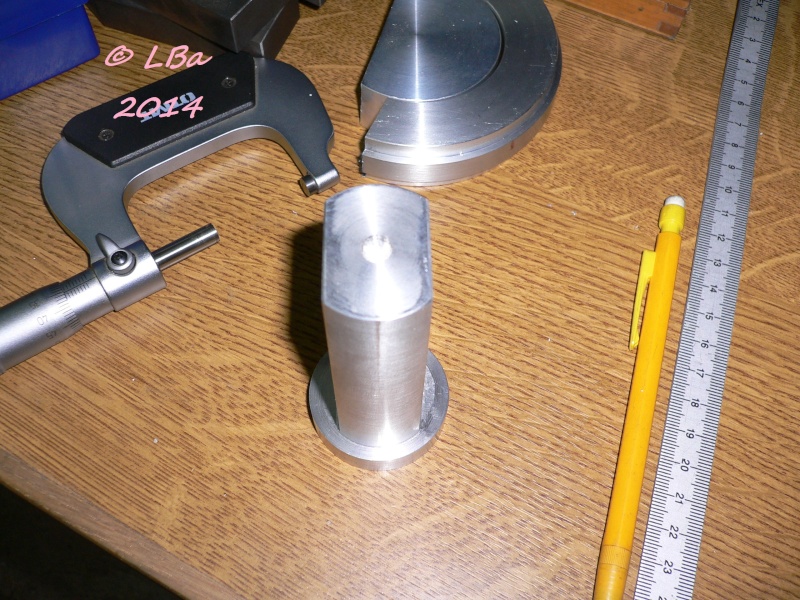
la pièce usiné que je nommerais support table

le support table et l'écrou
Pour la pièce que j'apelle, l'axe rotatif selon Y, à partir d'un rond alu de Ø 40 mm

blanchiment de l'extérieur sur quelques mm, dressage de la face et perçage/taraudage à M8 sur celle-ci
Après retournement de la pièce:
usinage d'un épaulement au Ø 32 mm
la colerette,(partie en mandrin) recevra par la suite un gravage indicateur d'inclinaison

la pièce en sortie de tournage
Montage de la pièce sur la fraiseuse dans l'étau et :
fraisage de deux méplats opposé
la pièce fraisée des méplats
remontage de la pièce dans l'étau, afin d'usiner un rayon concave, à l'aide de la tête à aléser
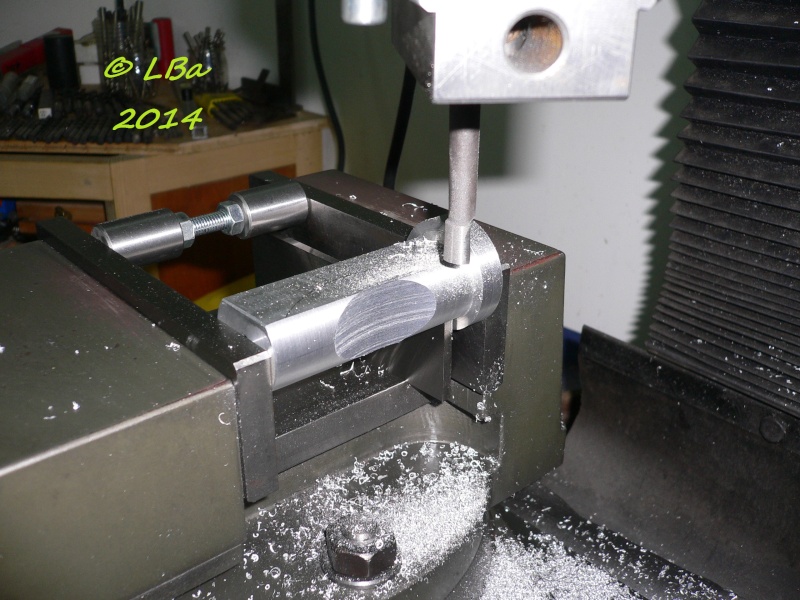
début d'usinage, le rayon sera le même que celui de l'épaulement de la pièce support

la forme concave usinée
j'ai profité de la pièce en position pour tracer l'axe qui sera le point zéro

axe tracé
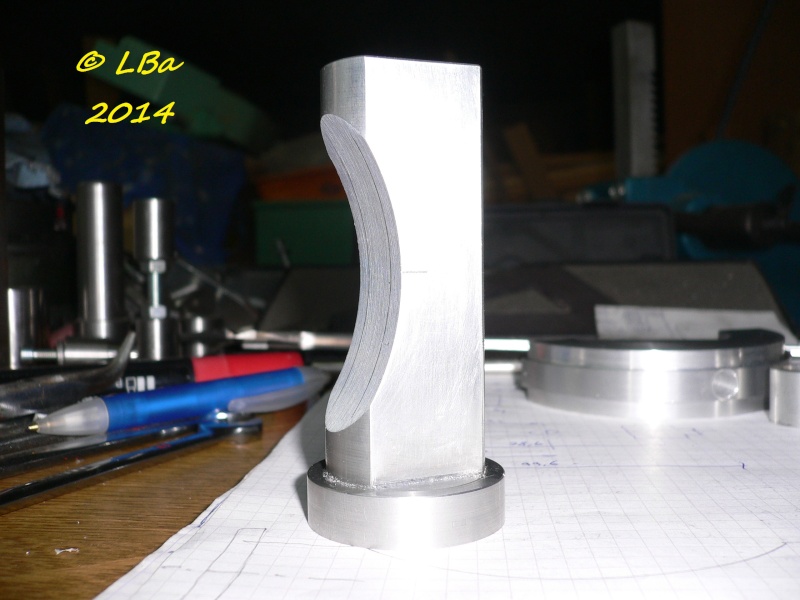
pièce usinée
reste une rainure à faire sur la pièce
un petit apperçue des trois pièces:

Pour l'usinage de la rainure (en arc de cercle) je vais utiliser mon plateau circulaire sur la fraiseuse
mais le Ø de celui-ci est trop petit, la pièce devant être excentrée, je ne peut l'abloquer comme il se doit
obligation d'utiliser un faux plateau afin d'augmenter la surface
un morceau de mélaminé de 19 mm d'épais devrait faire l'affaire

le tout en position , pièce abloquée sur le faux plateau qui lui est fixé sur le plateau circulaire

dégrossissage du centrage de la pièce à usiner

affinage du centrage au comparateur

affinage du centrage de la pièce, celui-ci est de moins d'un dixième, acceptable pour l'usage

première passe d'usinage avec une fraise 3 tailles (fraise pour rainure à Té)
la précision du centrage est confirmée

après plusieurs passes, la pronfondeur de la rainure doit être atteinte

contrôle de la profondeur de la rainure, un peu de jeu donc pas de portée multiple
Reprise en l'étau de l'axe et du support pour perçage:

les deux repères des pièces étant allignés, centrage d'après le support pour perçage de l'axe

perçage de l'axe à phi 8,5 mm
Retournement de la pièce et :

fraisage d'une portée pour l'écrou de serrage des deux pièces
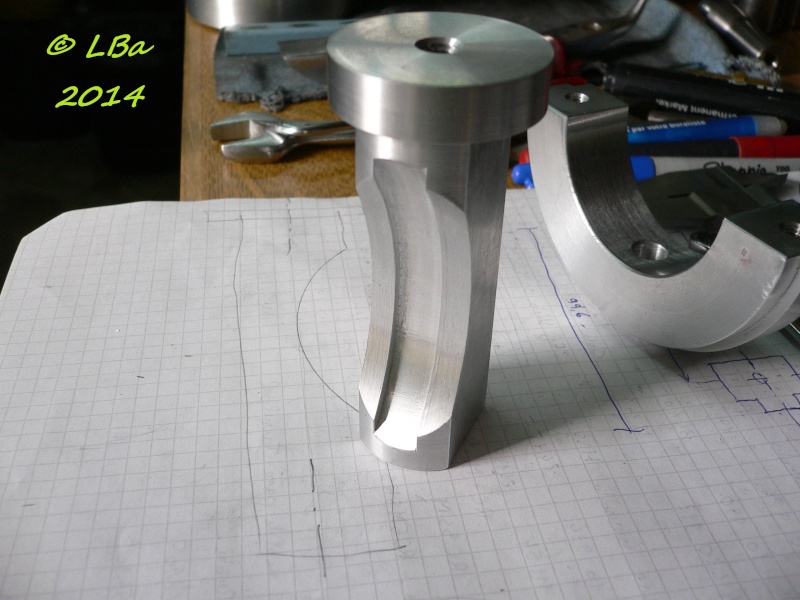
l'axe rotatif avec sa rainure d'usinée
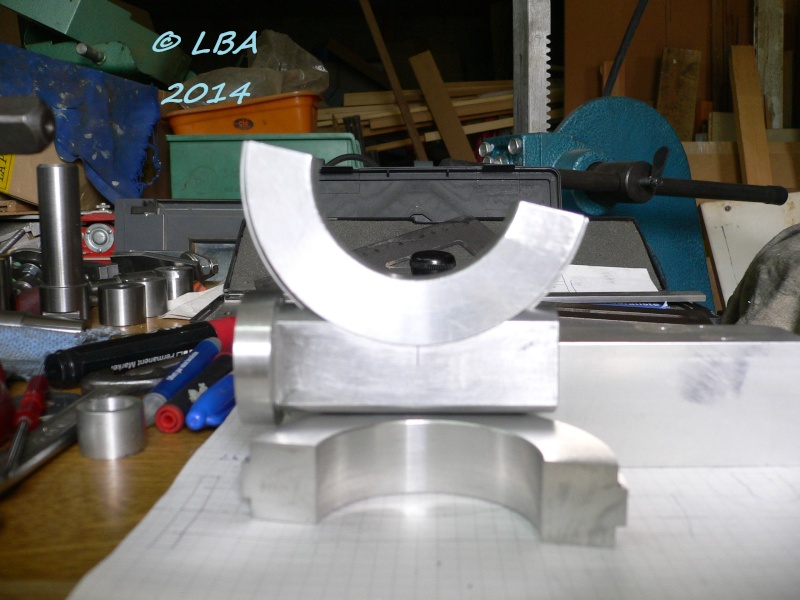
montage à blanc, support incliné à droite

ici le support est incliné à gauche
maintenant, reste à usiner une rainure dans le support pour le passage de la vis